
Abstract
Shear and extensional properties of high-density polyethylene (HDPE) and poly(butylene succinate) (PBS) blends were measured using capillary rheometers to investigate the influences of processing conditions and mixing ratios on flow behaviors, and the predictive abilities of extensional master curve, back propagation neural network model, and constitutive equation were analyzed for the extensional flow. The results showed that the shear flow of blend melts obeyed the power law, and the influence of PBS content on shear-thinning behavior was obvious. The extensional viscosity of the blends decreased with extensional strain rate, extrusion rate, and PBS content increasing. The extensional master curve was applied for HDPE/PBS blends, and scaling factor reduced with the increasing extrusion rate. In addition, the approach of back propagation neural network model was an effective approach to predict extensional viscosity for the purposes of polymer processing control and monitoring.
Introduction
Shear and extensional viscosities, two important processing parameters, can control both the processing properties of polymeric products. 1 –5 Studying the shear and extensional viscosities under different conditions can be helpful to reveal flow mechanisms and provide some guidelines for optimizing processing technology. Capillary rheometer is widely used in research and industry to determine the flow properties of polymeric materials over very wide ranges of shear rates. A melt spinning technique, close to isothermal uniaxial tension, is performed using the capillary rheometer equipped with a specific extensional device. It is similar to industrial polymer processes like fiber spinning and film casting. It is convenient to obtain the extensional viscosity data using the melt spinning technique, and the data show good reproducibility. 6 –8 Therefore, this testing method is widely applied to measure the extensional properties of polymeric materials.
In general, the extensional rates are high to obtain the extensional viscosities at high extensional strain rates and large extrusion rates. However, polymer filaments adhere to a traction wheel, resulting in experimental failure. Thus, it is important to predict the extensional viscosities at high strain rates and large extrusion rates. Previously, three approaches based on extensional master curve, back propagation neural network model, and constitutive equation are applied to predict some processing parameters, such as extensional viscosity, 9,10 extrusion pressure, 11 and injection pressure. 12 The extensional master curve depicts the response of extensional force to extensional ratio, and the response depends on both processing conditions and measured instrument in the spinning test of pure polymer melts. 8 The back propagation neural network model, as an artificial neural network model, can mimic and process known information to predict unknown information just like the brain of higher animals. 13 Moreover, the constitutive equations based on macromolecular structures have been conducted to predict the extensional viscosity directly. 9,10 Thus, it is necessary to search an effective approach to predict the extensional viscosity by comparison between the predictive abilities of three approaches.
High-density polyethylene (HDPE) is a common thermoplastic resin with favorable mechanical and processing properties as well as low price. However, HDPE made from nonrenewable fossil fuels is consumed and discarded into nature environment, resulting in nondegradable wastes. Poly(butylenes succinate) (PBS), as a promising biodegradable material, is a linear polyester. 14,15 Compared with HDPE, PBS is expensive, and some properties of PBS (e.g. viscosity, melting point, and tensile strength) restrict its applications. Therefore, blending of PBS with HDPE is an economical and effective way to lower the cost and enhance the degradability of HDPE. 16 –18 In this article, the shear viscosity of the HDPE/PBS blends was measured with the capillary rheometry, the extensional viscosity was obtained using melt spinning technique, and the effects of processing conditions (e.g. shear rate, temperature, extensional strain rate, and extrusion rate) and mixing ratios on shear and extensional flows were discussed for HDPE/PBS blends. Furthermore, the predictive abilities of extensional viscosity based on the extensional master curve, the back propagation neural network model, and the constitutive equation were analyzed to provide useful basis for the online processing of HDPE/PBS blends.
Experimental
Raw materials
HDPE, the resin with the trade mark of DGDA-6094, was supplied by Guangzhou Petrochemical Works (Guangdong province, People’s Republic of China), its density in the solid state was 0.95 g cm−3 and its melt flow rate was 1 g/10 min. PBS, the resin with the trade mark of Bionolle 1020, was supplied by Showa Denko Co. (Tokyo, Japan), its density of the solid state was 1.26 g cm−3, and its melt flow rate was 25 g/10 min.
Processing of blends
HDPE and PBS resins were blended with a twin-screw extruder at the temperatures varying from 140 to 160°C, the diameter (D) and length to diameter (L/D) ratio of the screw were 22 mm and 42, respectively. Then, the extrudates of HDPE/PBS blends were cooled by water and then granulated. The weight fractions of PBS (ϕ) were 0, 20, 40, 60, and 100%. Finally, HDPE/PBS blends particles were dried for 4 h at 75°C before rheological tests.
Instrument and methodology
The shear flow test was performed on a Rheograph 25 of constant rate-type capillary rheometer, which was manufactured by Gottfertt Co. (Germany). The test temperatures ranged from 160 to 200°C and the apparent shear rates at channel wall
The wall shear stress (τw) is expressed by the following equation:

The apparent shear rate at channel wall is defined asusing the following equation:



The extensional flow test was performed using the Rheologic 5000 of constant rate-type capillary rheometer, which was made by Ceast Co. (Spain). In the test, the polymer melts, extruded through the capillary die, were stretched uniaxially using the melt spinning technique to measure the melt extensional properties, and the extensional force (F) measured was plotted as a function of extensional rate (V). For all the measurements, the reservoir diameter and the die angle were 15 mm and 180°, respectively. The values of D and the L/D ratio of the capillary were 1 mm and 30, respectively. Moreover, the test temperature and the distance (H) of the spinning were 180°C and 260 mm, respectively. The extrusion rates (v0) in the capillary were 11.25, 22.5, 33.75, and 45 mm s−1, and the extensional acceleration rate was 5 mm s−2. According to the expressions derived by Laun and Schuch,
19
the extensional strain rate (



Results and discussion
Shear flow property
Dependence of melt shear viscosity on shear rate and temperature
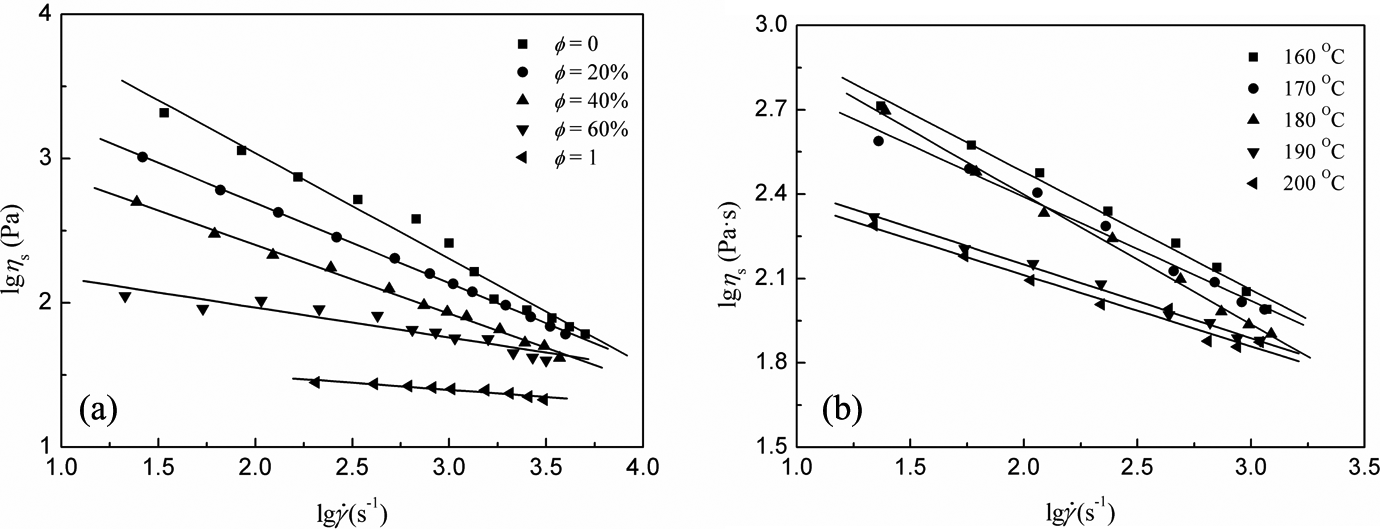
Figure 1(a) shows the dependence of the shear viscosity on the shear rate for the blends at 180°C. Figure 1(b) shows the dependence of the shear viscosity on the shear rate with the PBS content of 40%. It can be seen from Figure 1(a) and (b) that
Dependence of ηs on
Dependence of melt shear viscosity on temperature and mass fraction of PBS
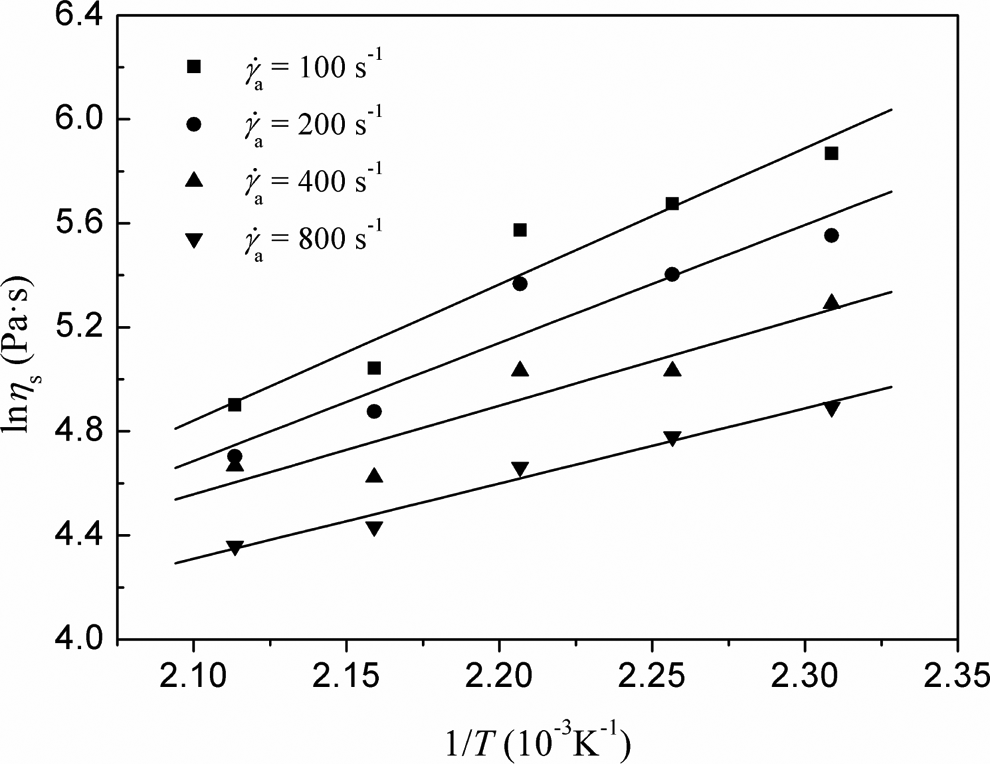
The dependence of the shear viscosity of the polymer melts on the temperature with PBS content of 40% is shown in Figure 2. It can be seen that
Dependence of ηs on T of HDPE/PBS blend melts
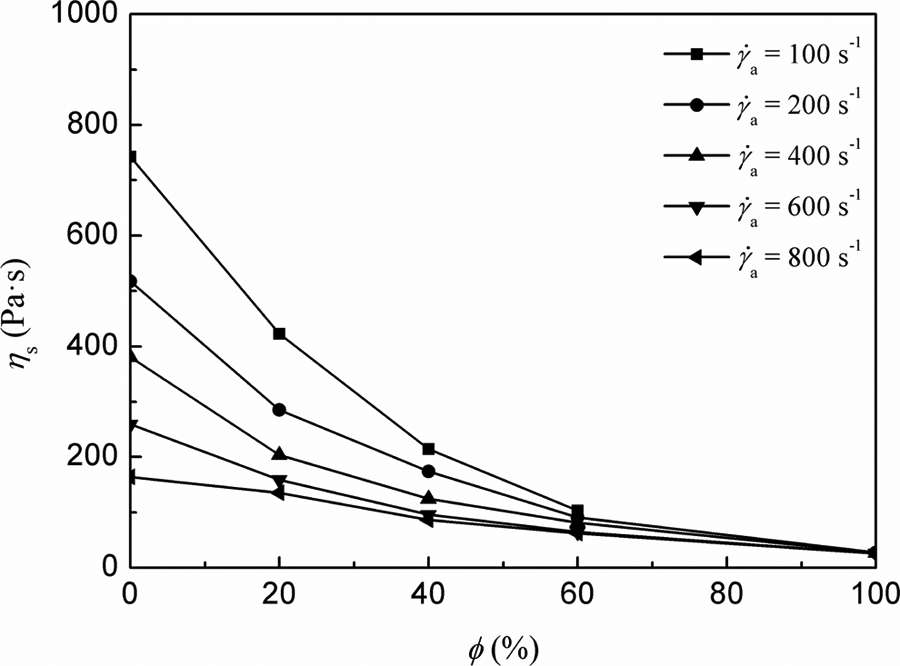
Relationship between ηs and
Extensional flow property
Dependence of extensional viscosity on extensional strain rate
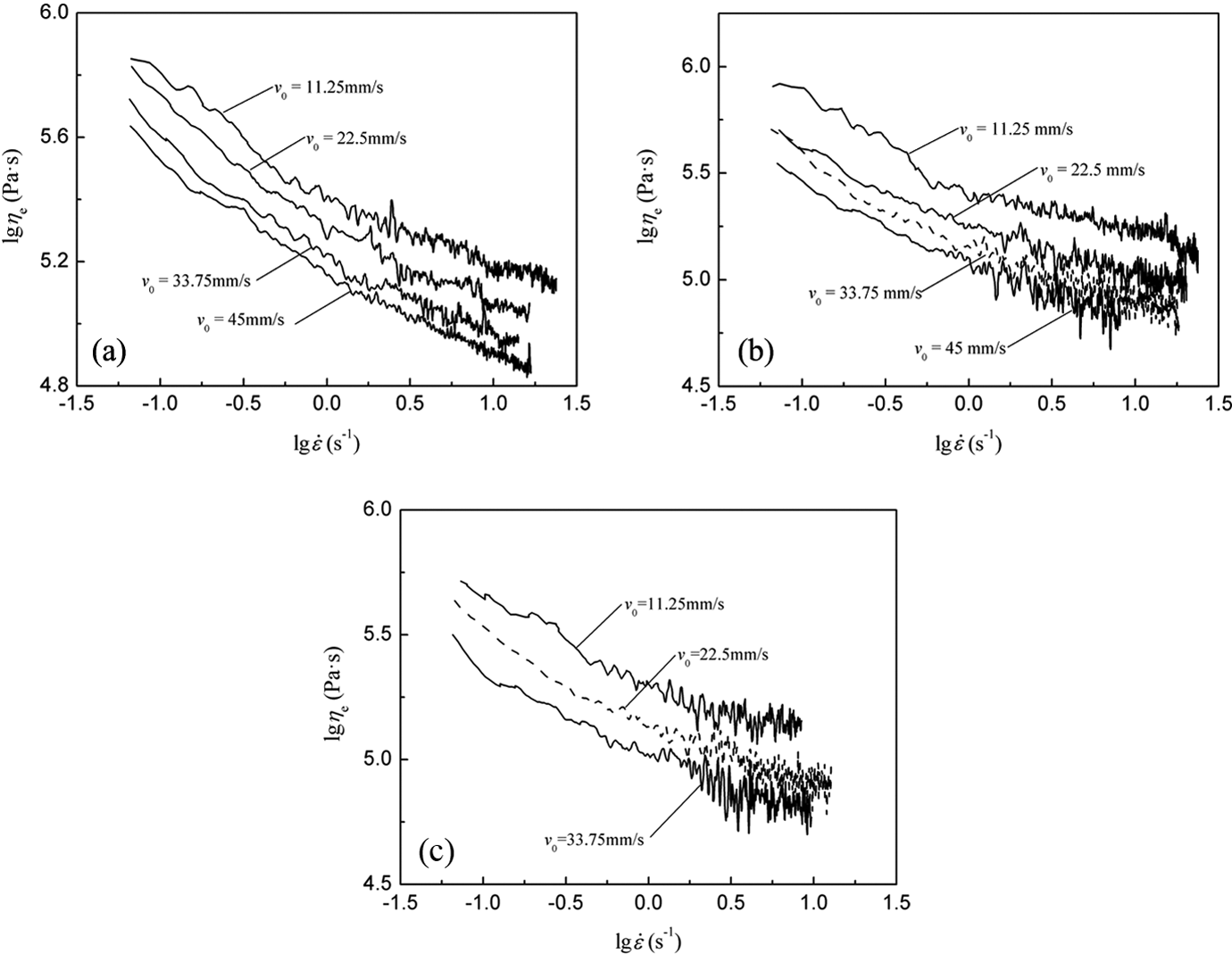
Figure 4(a) to (c) shows the dependence of the extensional viscosity of blend melts on extensional strain rate at different extrusion rates. It can be found from Figure 4(a) to (c) that
Dependence of ηe on
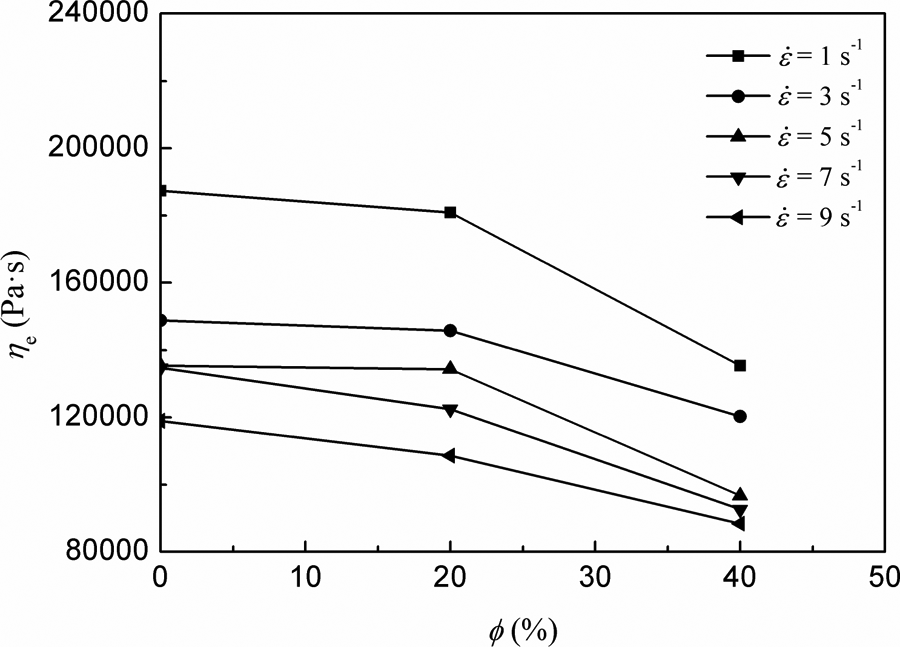
Dependence of extensional viscosity on extrusion rate and PBS content
It can be also seen from Figure 4 (a) to (c) that the extensional viscosity reduces with increasing extrusion rate. On one hand, with the extrusion rate increasing, the extensional ratio of the polymer melts reduces at the same extensional strain rate, and the further extension of molecular chains is easy. On the other hand, the extensional distance is constant. With the extrusion rate increasing, the extensional time shortens and the cooling time of polymer melts decreases. Therefore, the extensional viscosity of the blends decreases. Figure 5 shows the dependence of the extensional viscosity of blend melts on PBS content at the extrusion rate of 22.5 mm s−1. It can be seen from Figure 5 that the extensional viscosity reduces with increasing PBS content. At the same processing condition, the material composition is important for the extensional viscosity. Because of the low viscosity of PBS melt, the addition of PBS melt makes a lubrication effect for HDPE melt, and the flow resistance of HDPE melt decreases, resulting in the decrease of the extensional viscosity.
Relationship between ηe and
Analysis of extensional master curve
Based on a reference curve, the response of extensional force to extensional ratio can be described by a simple scaling law, and the extensional curves (extensional force versus extensional ratio) of different extrusion rates are rescaled to get the extensional master curve by a scaling factor (

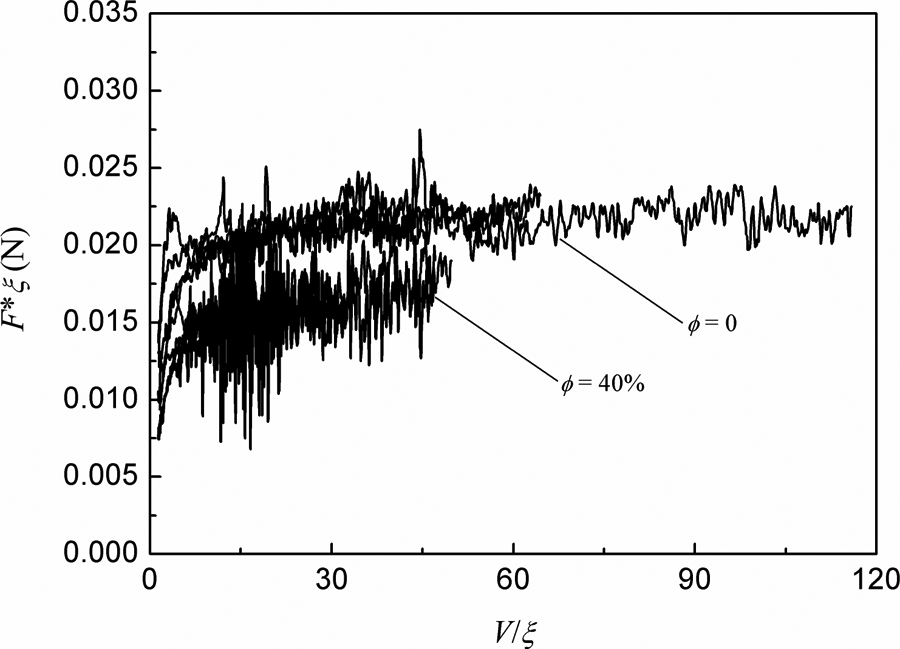
Extensional master curves of HDPE/PBS blends.
Based on the analysis of the extensional master curve and the original experimental data, at the same extensional stress, the larger the value of the extensional force, the smaller is the scaling factor. On one hand, the macromolecules of polymer melts preorient in the capillary, the extensional force increases,
8
and the increasing extrusion rate intensifies the macromolecular preoriention, so the extensional force increases accordingly. On the other hand, because of the relatively low external temperature in extensional region, with the extrusion rate increasing, the dwell time shortens in the extensional region for polymer melts, so the cooling degree becomes small and the extensional force decreases accordingly. Thus, the scaling factor decreases with the degree of the macromolecular preorientation increasing, while the scaling factor increases with the increasing cooling degree. Figure 7 shows the dependence of the scaling factor on the extrusion rate. It can be seen from Figure 7 that the macromolecular preorientation of the blends dominates in the test, so the scaling factor reduces with the increasing extrusion rate. Moreover, the relationship between the scaling factor and the extrusion rate obeys the power law, which can be written as: Dependence of ξ on v0.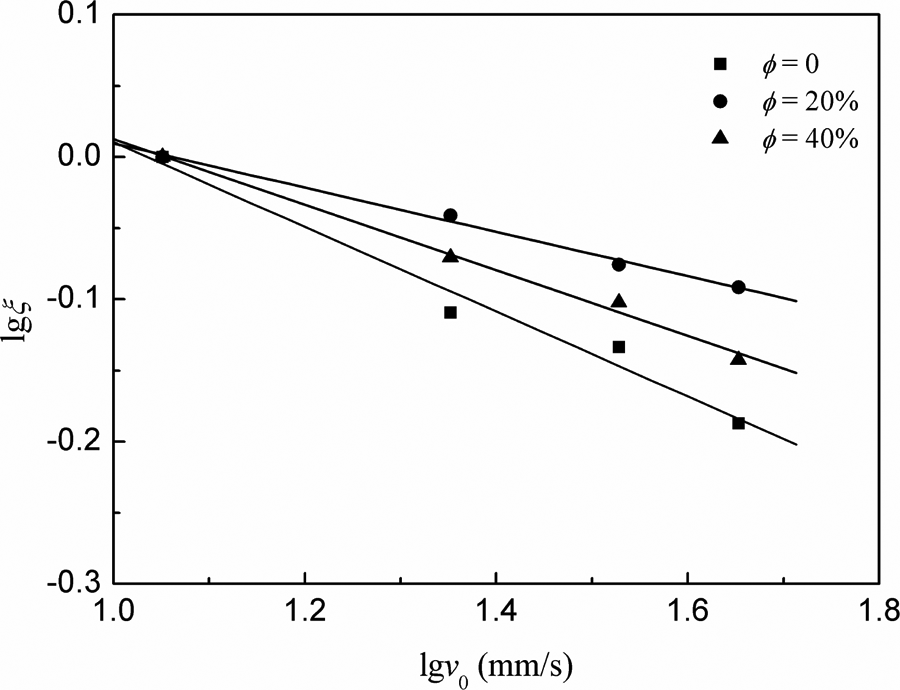

Predictive ability of extensional viscosity
Approach of extensional master curve
According to the analysis of the extensional master curve, by substituting equation (8) into equations (5) and (7), the predicted extensional strain rate


The values of a and b in equation (9) are determined from the known extensional curve, and then the scaling factor of the extensional curve at the unknown extrusion rate is obtained from equation (9). So, the scaling factor can be obtain from equation (9) at the extrusion rate of 45 mm s−1, if the extensional curves of HDPE melt at the extrusion rates of 11.25, 22.5, and 33.75 mm s−1 are available.
Approach of back propagation neural network model
As shown in Figure 8, the back propagation neural network model is usually made up of three parts: an input layer, one or more hidden layers, and an output layer. The training data were introduced into the input layer, and then propagated to the hidden layer, and finally to the output layer in the network. In the transfer process, log-sigmoid logsig function and linear purelin function are chosen as transfer functions, training function was trainlm that updates bias and weight values according to Levenberg–Marquardt optimization. 22 For HDPE/PBS melts, the two input variables were the extensional strain rate and the extrusion rate, and the output variable is the extensional viscosity, so the neuron number in the input layer was 2. The neuron number in the hidden layer was 3 according to the empirical equation. 22 Moreover, the predictions based on the back propagation neural network model are obtained with the help of Matlab software.
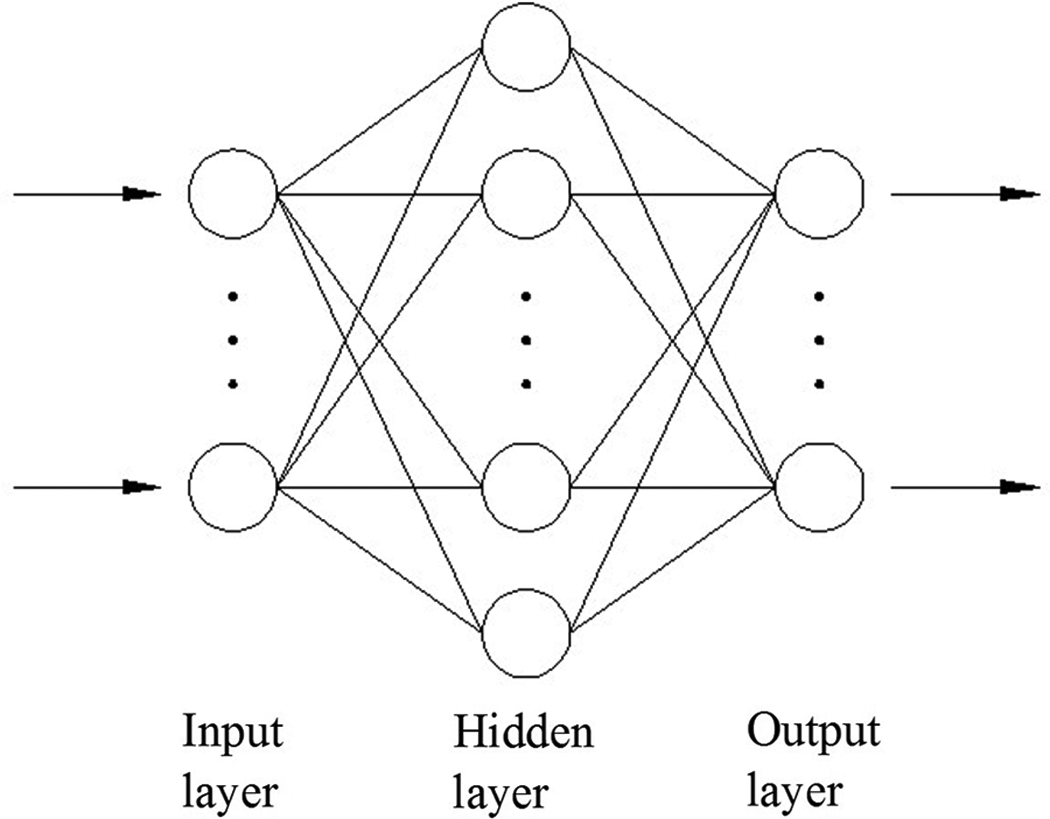
Schematic representation of back propagation neural network architecture.
Approach of constitutive equation
The authors Yang et al.
10
proposed the functions of the creation and destruction of polymer junctions and introduce a movement expression to describe the nonaffine movement of network junctions. Based on network theory, a single-mode constitutive equation is presented as follows:


Figure 9(a) to (c) shows the comparison between measured extensional viscosity at the extrusion rate of 45 mm s−1 for HDPE melt and the predictions of extensional master curve, back propagation neural network model, and constitutive equation. Figure 10 (a) to (c) shows the comparison between measured extensional viscosity at the extrusion rate of 45 mm s−1 for HDPE/PBS blends
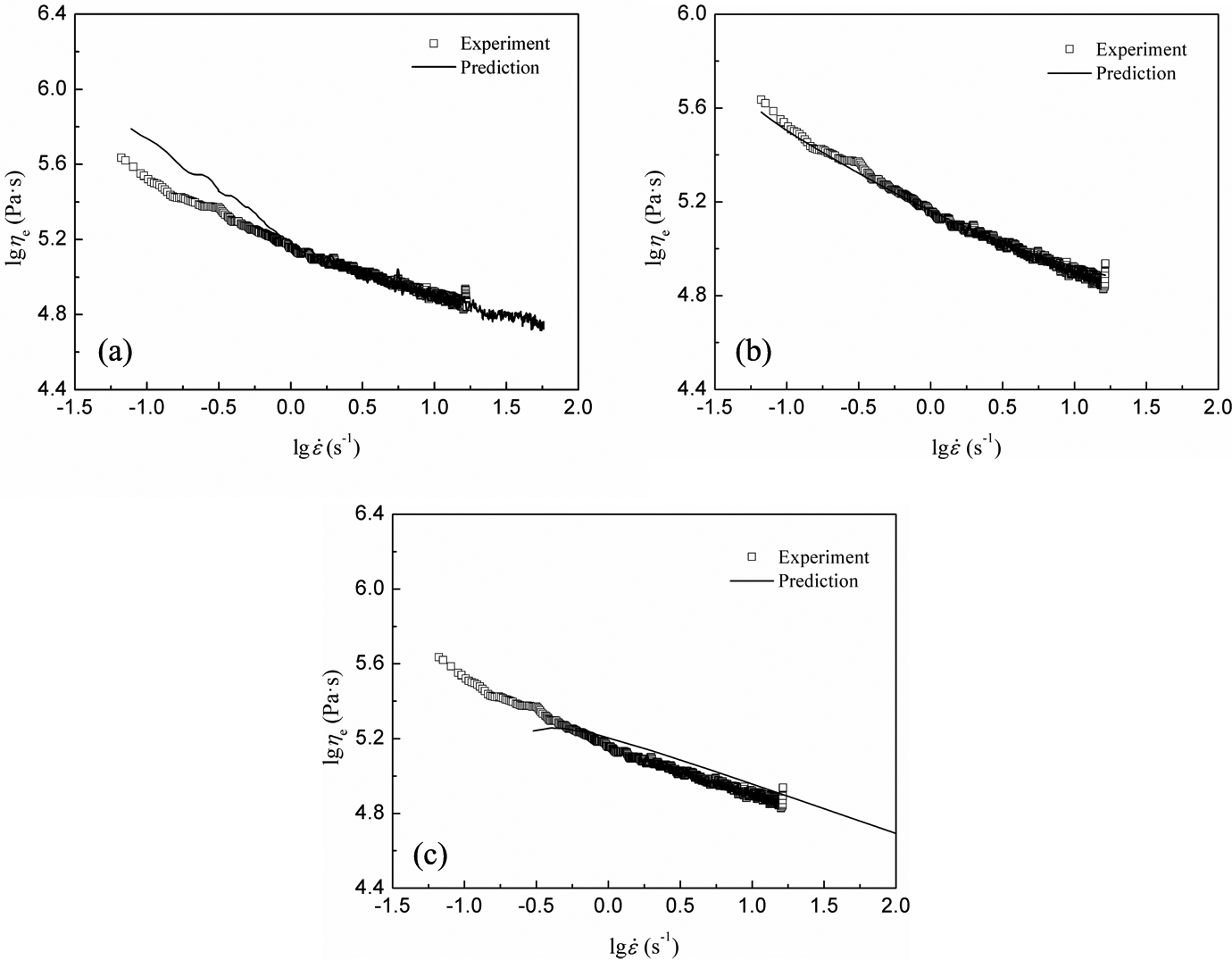
Comparison between measured extensional viscosity at extrusion rate of 45 mm s−1 for the HDPE melt and the predictions of (a) extensional master curve, (b) back propagation neural network, and (c) constitutive equation.
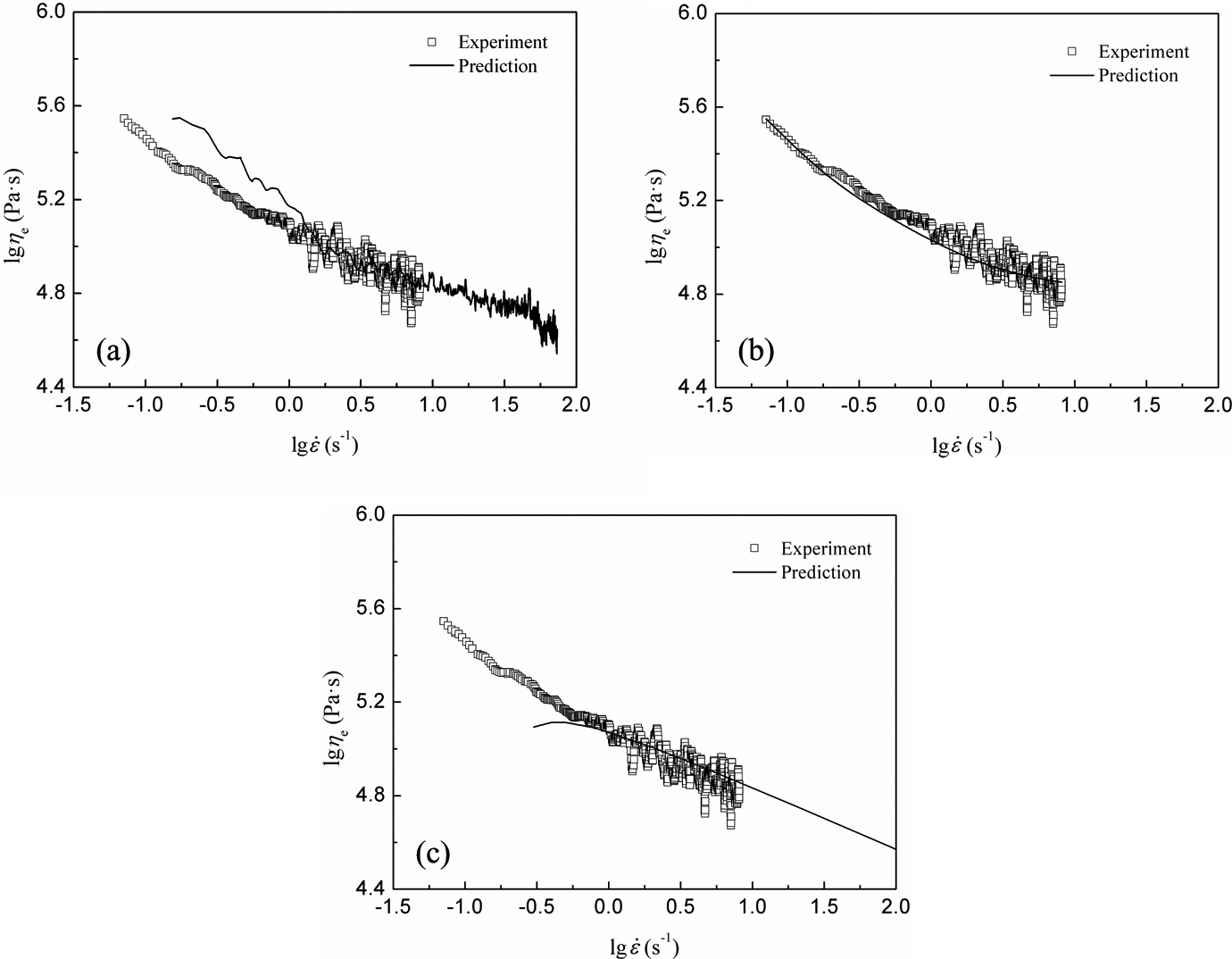
Comparison between measured extensional viscosity at extrusion rate of 45 mm s−1 for the HDPE/PBS blends
Without simplified assumptions, using this approach of the back propagation neural network model makes it possible to obtain online the approximate experimental data of high extrusion rates and wide extensional strain rates for the purposes of polymer processing control and monitoring.
Conclusions
The effects of the processing conditions and the mixing ratios on the flow behavior of HDPE/PBS blends were significant under the experimental conditions. The melt shear flow of the blends obeyed the power law. The influence of the mixing ratios on the non-Newtonian properties was obvious. PBS melt exhibited almost Newtonian behavior, and the non-Newtonian behavior of the blends weakened with the addition of PBS melt. The dependence of the shear viscosity on temperature was consistent with Arrhenius equation. The melt shear viscosity of the blends decreased sharply with the increasing shear rate. The melt shear viscosity decreased nonlinearly with increasing PBS content, and the variation of the shear viscosity with PBS content and temperature at low apparent shear rates was more significant than that at high apparent shear rates. The extensional viscosity of the blends decreased with the increasing extensional strain rate, the extrusion rate, and PBS content. The extensional flow curves at different extrusion rates overlapped to the reference curve using the scaling factor, and the scaling factor decreased with the extrusion rate increasing according to the power law. Compared with the predictions of the extensional master curve and the constitutive equation, the extensional viscosity predictions of the back propagation neural network model closed to the experimental results. Thus, it is convenient to obtain the extensional viscosity for the purposes of polymer processing control and monitoring using this approach of the back propagation neural network model.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Science and Technology Key Research Project of Education Department of Henan Province (No. 14B430013 and No. 14A150016) and the Doctoral Fund Project of Henan Polytechnic University (No. B2013-016).