
Abstract
Thermoplastic elastomers (TPEs) based on polypropylene (PP)/waste ethylene–propylene–diene terpolymer powder (WEPDMP) composites were prepared by melt compounding, and the composites were compatibilized by styrene–butadiene–styrene block copolymer (SBS). The effects of SBS compatibilizer on mechanical, morphological properties, and the Mullins effect of the TPEs were investigated systematically. Experimental results indicate that SBS had a good compatibilization effect on the PP/WEPDMP composites. Compared with PP/WEPDMP composites, the tensile strength and the elongation at break went through a maximum value at an SBS content of 6 phr, which were improved by 49.4 and 170.3%, respectively. Morphology study shows that the interface interaction of the PP/WEPDMP composites compatibilized by SBS was strong, which contributed to the significantly improved mechanical properties. Mullins effect results show that the softening obviously appeared after the second loading–unloading cycle, while the maximum stress decreased slightly at the later cycles and the internal friction loss of PP/SBS/WEPDMP composites was lower than that of PP/WEPDMP composites, indicating the elasticity of PP/WEPDMP TPE is improved by the incorporation of SBS.
Keywords
Introduction
Waste rubbers constitute a major proportion of nonbiodegradable wastes. 1 The continuous accumulation of large quantities of waste rubbers has brought about global environmental problems and public health concern. Development of an effective recycling technology continues to be an interesting motive because earlier efforts to recycle rubber wastes, such as incineration, pyrolysis, and land fill, ended up with ecological and quality problems. 2 –4 Reutilization of powdered waste rubber seems to be an economic alternative, which is also environmentally friendly. 5,6 Ethylene–propylene–diene terpolymer (EPDM) rubber in the form of discarded automotive parts and roofing causes the environmental pollution. 7 Due to the high oil and filler loadings, the waste EPDM powder only can be used as a low-modulus reinforcing filler. 8
The usage of waste EPDM powder (WEPDMP) as a dispersed elastomeric phase in the polypropylene (PP) matrix offers an interesting opportunity for recycling waste rubber. A lot of research has been done on utilization of rubber waste by incorporating waste ground rubber tire (WGRT) powder into thermoplastics to obtain impact-modified thermoplastics 9 and thermoplastic elastomers (TPEs) 10 –15 ; the major problem in achieving good mechanical properties is how to improve the interfacial adhesion between rubber particles/thermoplastic matrices effectively, since the molecular entanglement in the interface phase is hindered by the cross-linked structure of waste rubber powder. In order to solve the problem, dynamic vulcanization, 16 dynamic reaction, 17 and ultraviolet (UV) surface modification of waste rubber 18 were made to prepare TPEs.
The development of the multiphase morphology during the mixture of the molten polymers plays an important role in the blend properties, and the compatibility and interfacial adhesion between the dispersed elastomer particles and PP matrix have been correlated with the impact strength of the blend. 19 Usually, block and graft copolymers have been extensively employed in blend compatibilization, and reactive compatibilization with functional polymers or coupling agents is also interesting because it is often less expensive. 20
The Mullins effect in rubber-like materials was discovered a long time ago, which has been investigated intensively by Mullins and his coworkers. 21 Mullins effect is a very important damage source that can exist in rubber-like materials and uniaxial cyclic tension tests were carried out to take a close look at the Mullins effect. Machado 22 illustrated stress softening in particle-reinforced silicone rubber for uniaxial, planar, and equibiaxial tensile tests. Drozdov 23 reported Mullins effect and cyclic stress softening of filled elastomers. For the moment, none has gained a general agreement, and more work is necessary to reach a consensus on the actual physical source of the Mullins effect 24 ; furthermore, few articles have been published to address Mullins effect of TPEs.
The weather resistance of EPDM rubber is excellent, so it is useful in many outdoor applications. However, there has been no systematic investigation on the utilization of WEPDMP. Jacob et al reported that ground vulcanizate of a known composition (WEPDMP) shows the characteristics of reinforcing fillers, possibly by virtue of the high carbon black content, when incorporated into gum (unfilled) EPDM matrix (raw EPDM). 8 They also reported that WEPDMP can replace 45% of the EPDM in a thermoplastic elastomeric EPDM/PP blend. 25 In this article, we report the preparation of TPEs based on the composites of PP and WEPDMP via melt-compounding with the interface compatibility modified by the addition of styrene–butadiene–styrene block copolymer (SBS). The effect of compatibilizer on the mechanical properties, morphology, and Mullins effect of the PP/WEPDMP composites was investigated systemically.
Experimental
Materials
WEPDMP with 60 meshes was commercially manufactured by Qingdao Hilywill Advanced Material Technology Co. Ltd, China, with EPDM content of 51.5 wt%. PP, grade K8303, was commercially manufactured by Yanshan Petrochemical Co. Ltd, China, with 17.8 (mol%) of ethylene and a melt flow rate (measured at 230°C and 2.16 kg) of 1.39 g 10 min−1; SBS, grade YH-791, was produced by the Yueyang Petrochemical Co. Ltd, China. It was a linear SBS with polystyrene block percentage of 30 wt%.
Preparation of PP/WEPDMP composites and PP/WEPDMP composites compatiblized by SBS
Commercially available PP, SBS, and WEPDMP were used for the composites. PP/WEPDMP and PP/SBS/WEPDMP composites were produced via a mixing process using a Brabender PLE 331 Plasticorder (Brabender Gmbh, Germany). The mixer temperature was kept at 170°C with a constant rotor (camtype) speed of 80 rev min−1. In detail, the requisite quantity of PP and SBS was charged into the mixer and allowed to melt compounding. After 3 min, the WEPDMP was added. The mixing was continued for another 5 min to allow well dispersion of WEPDMP in the thermoplastic matrix. Finally, the compound was removed from the mixer and then passed through a cold two-roll mill in the melted state to obtain a sheet. The sheet, about 2 mm thick, was compression molded under a pressure of 15 MPa at 180°C for 5 min, followed by cold compression for 8 min. Test specimens were die-cut from the compression-molded sheet and used for testing after 24 h.
Measurement and characterization
For the measurement of tensile properties, dumbbell-shape specimens were prepared according to ASTM D412 standard. The tearing strength was tested according to ASTM D624 standard using the unnotched 90° angle test piece. Both tensile and tearing tests were performed on a universal testing machine (TCS-2000, GoTech Testing Machines Inc., Taiwan, China) at a crosshead speed of 500 mm min−1. The Shore A hardness was determined using a hand-held Shore A Durometer according to ASTM D2240 standard. All tests were carried out at 23°C. The average value was calculated for five test specimens.
Morphological study was carried out by field-emission scanning electron microscopy (FE-SEM, 6700F, Japan Electron Co. Ltd). The fracture surfaces of the specimens were sputtered with thin layers of gold and probed using FE-SEM. Then the fracture surfaces of the specimens were sputtered with thin layers of gold and imaged using the FE-SEM.
In order to illustrate the material softening resulting from the Mullins effect, cyclic uniaxial tension tests were performed on PP/WEPDMP and PP/SBS/WEPDMP TPEs. Flat tensile samples were cut from the compression-molded sheets. Uniaxial tension tests were performed on a TCS-2000 tensile machine (Taiwan Gaotie Technology, China) operated in a local strain control mode. Tests were run at a low constant strain rate of 0.042 s−1. For a TPE specimen, one sample was submitted to a simple uniaxial tension test, while another one was submitted to a cyclic uniaxial tension test with the maximum stretching increasing every five cycles.
Results and discussion
Mechanical properties of PP/WEPDMP composites
Figure 1 shows the stress–strain behaviors of pure PP, PP/WEPDMP composites with different PP/WEPDMP weight ratios. The stress–strain traces showed the drastic difference in mechanical properties with increasing PP content. For the pure PP, a notable yield point immediately followed by stress softening and fracture was observed, indicating that the pure PP is attributed to the representative plastic with hard and strong character. According to ASTM 1566-11 standard, one of the major criteria for a TPE is that the elongation at break must be more than 100% and the tensile set values were much less than 50%. The stress–strain curves of PP/WEPDMP composites shown in Figure 1 are the representative elastomer character of soft and tough when PP content was less than 30 phr, indicating these PP/WEPDMP composites can be attributed to TPEs. Increasing the PP content, the stress–strain curves in Figure 1 are similar in the curve shape. Initially, a quick increase in tensile stress could be observed, upon further deformation the fracture occurred. The composites tended to be toughened resin when the PP dosage was more than 40 phr.
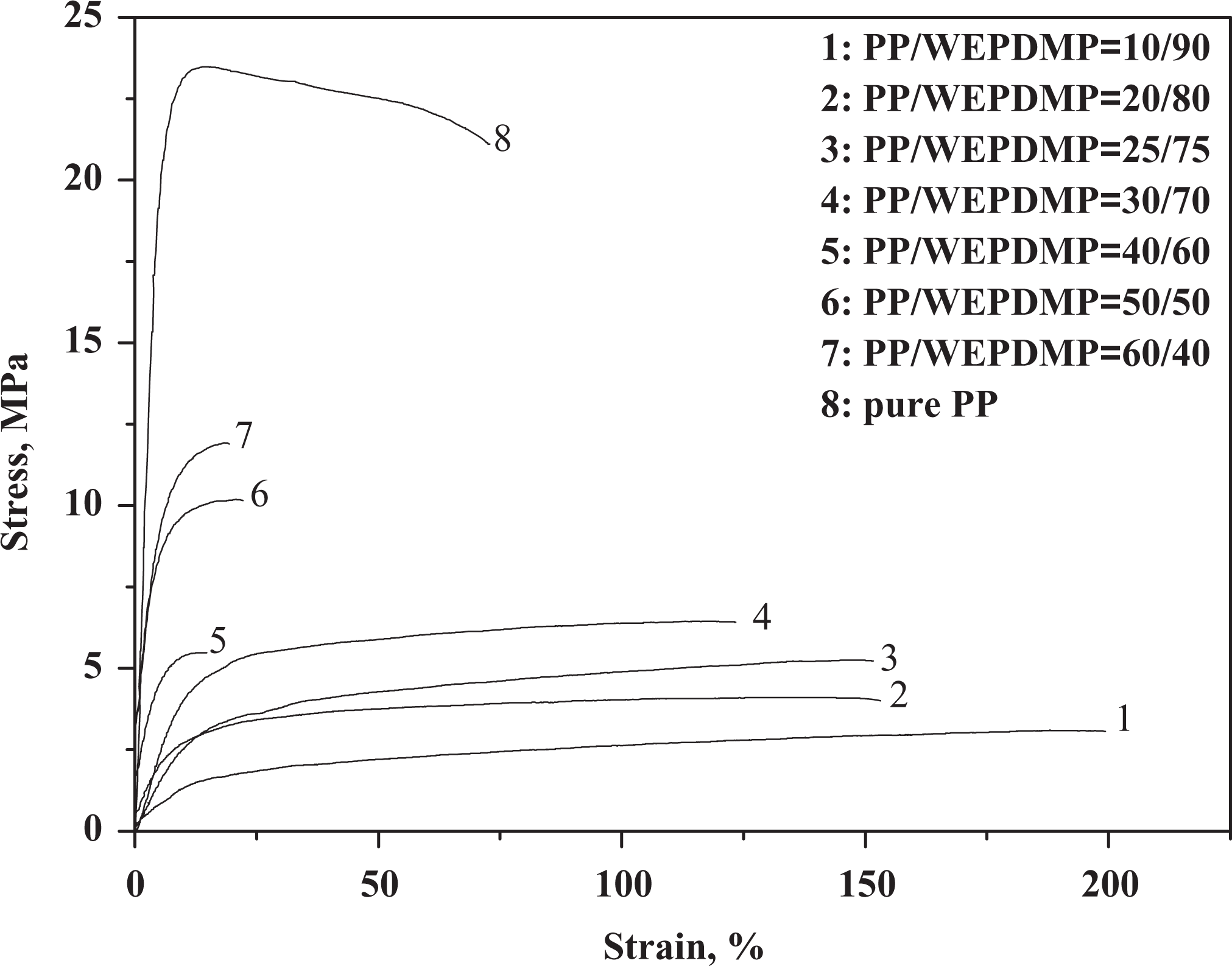
Stress–strain curves of PP/WEPDMP composites.
The results of mechanical properties of PP/WEPDMP composites at various weight ratios and pure PP are presented in Table 1. Increasing the loading of PP in the composites led to the decrease in the elongation at break. However, tensile strength, tearing strength, and shore A hardness of the PP/WEPDMP composites increased with increasing PP content obviously, implying the PP content is a major factor determining the mechanical properties of the PP/WEPDMP composites. In our experiment, PP in PP/WEPDMP composites is the continuous phase that influences the mechanical properties greatly; furthermore, the large WEPDMP particle size has a negative effect on the properties of PP/WEPDMP composites.
Mechanical properties of PP/WEPDMP composites and pure PP.
PP: polypropylene; WEPDMP: waste ethylene–propylene–diene terpolymer powder.
Influence of SBS on the mechanical properties of the PP/WEPDMP composites
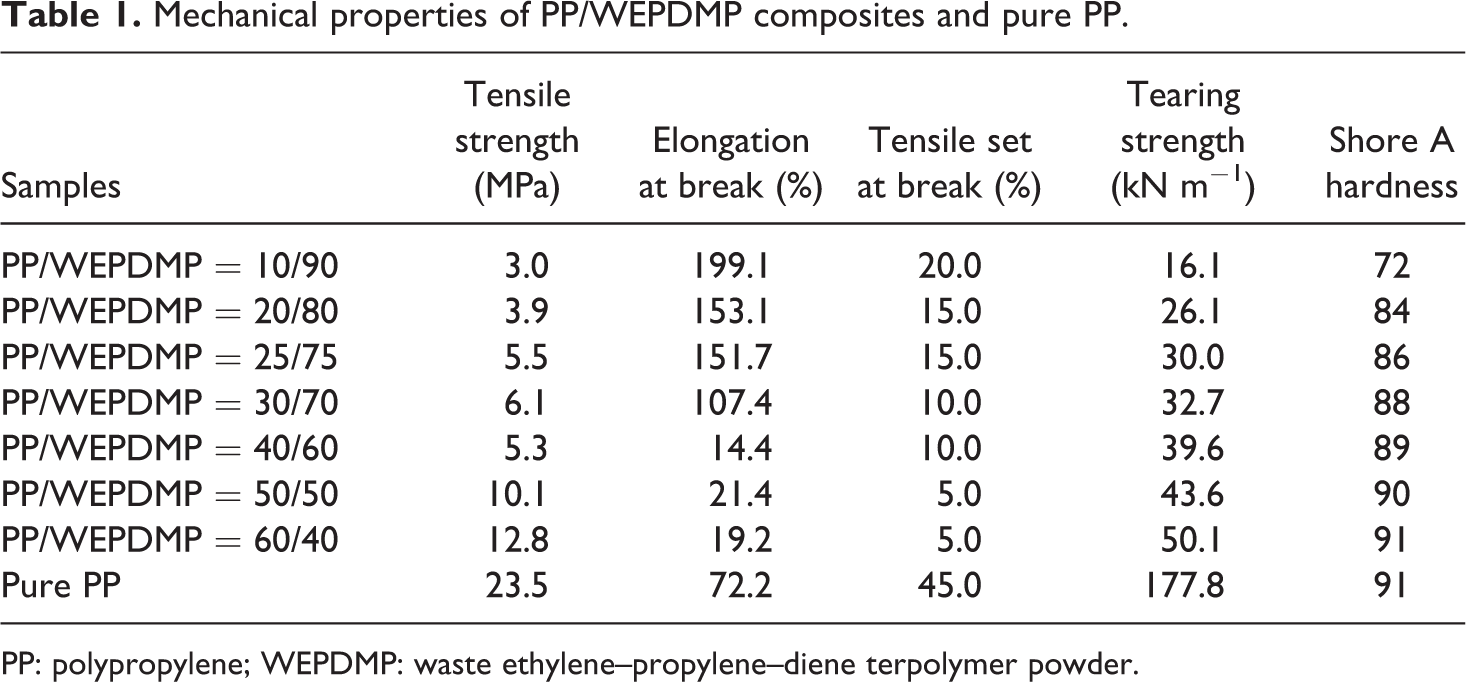
Figure 2 illustrates the stress–strain behaviors of the PP/WEPDMP composites compatibilized by different SBS content. The stress–strain curves of PP/SBS/WEPDMP composites were similar in the shape of their curves. The stress–strain curves of the composites compatibilized by SBS showed the representative elastomeric character of being soft and tough, indicating that the PP/SBS/WEPDMP composites can be attributed to TPEs. Compared with that of PP/WEPDMP composites, the elongation at break of PP/SBS/WEPDMP composites were improved remarkably with SBS incorporation; and the tensile strength and the elongation at break of PP/SBS/WEPDMP composites went through a maximum value at the SBS content of 6 phr.
Stress–strain curves of PP/WEPDMP composites compatibilized by SBS.
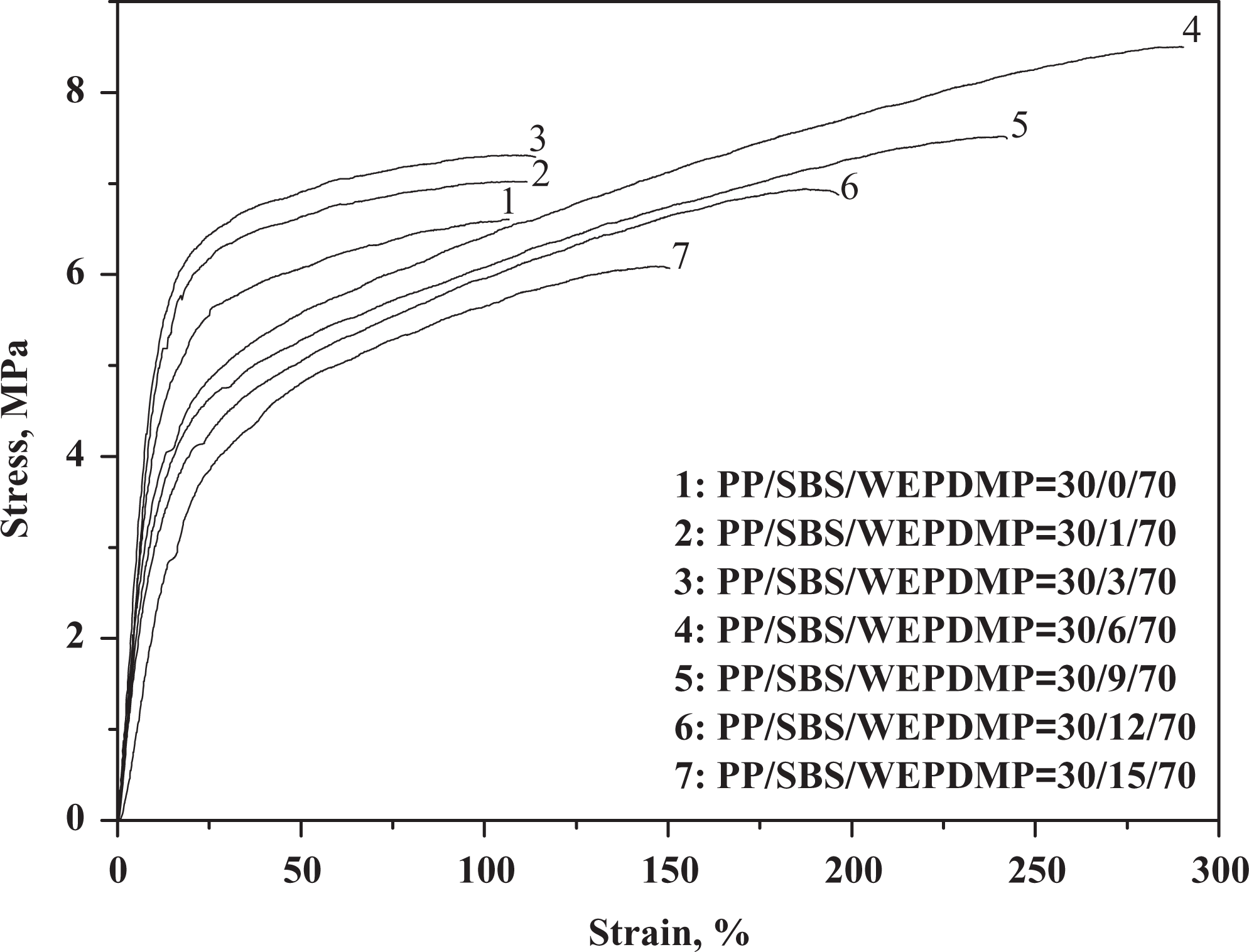
Tensile strength, Shore A hardness, elongation at break, tensile set at break, and tearing strength of PP/SBS/WEPDMP composites with various SBS content are shown in Figures 3 –5, respectively. As shown in Figure 3, the tensile strength reached a maximum at 6 phr SBS incorporation, increasing from 5.87 MPa (at 0 phr SBS) to 8.77 MPa (at 6 phr). However, the SBS loading had almost no influence on the Shore A hardness of the PP/SBS/WEPDMP composites. Usually, in the presence of compatibilizer a certain extent at the interface of TPEs, the rubber phase can be finely dispersed and the interface interaction can be enhanced.
Effect of SBS content on tensile strength and shore A hardness of PP/SBS/WEPDMP composites.
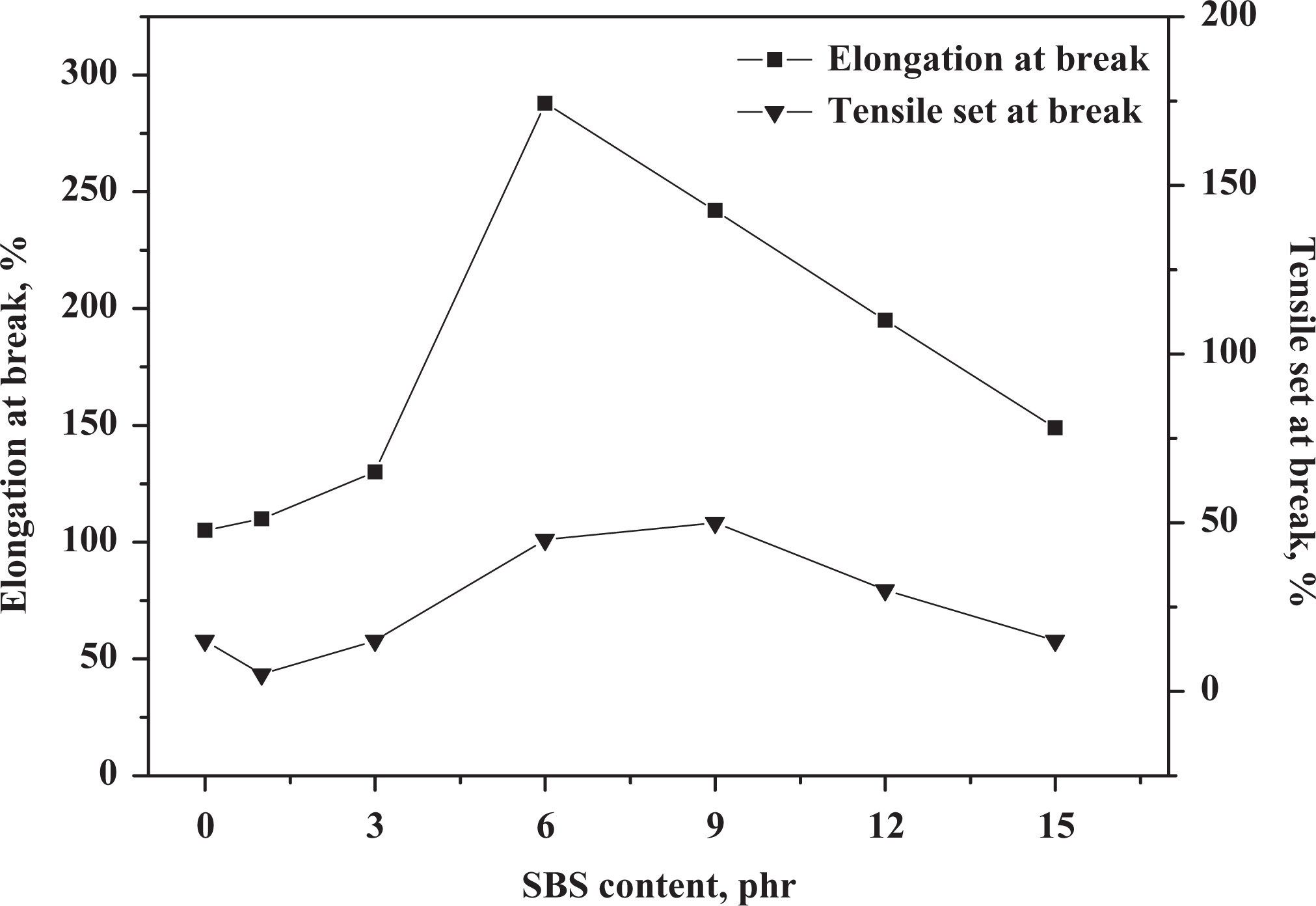
Effect of SBS content on elongation at break and tensile set at break of PP/SBS/WEPDMP composites.
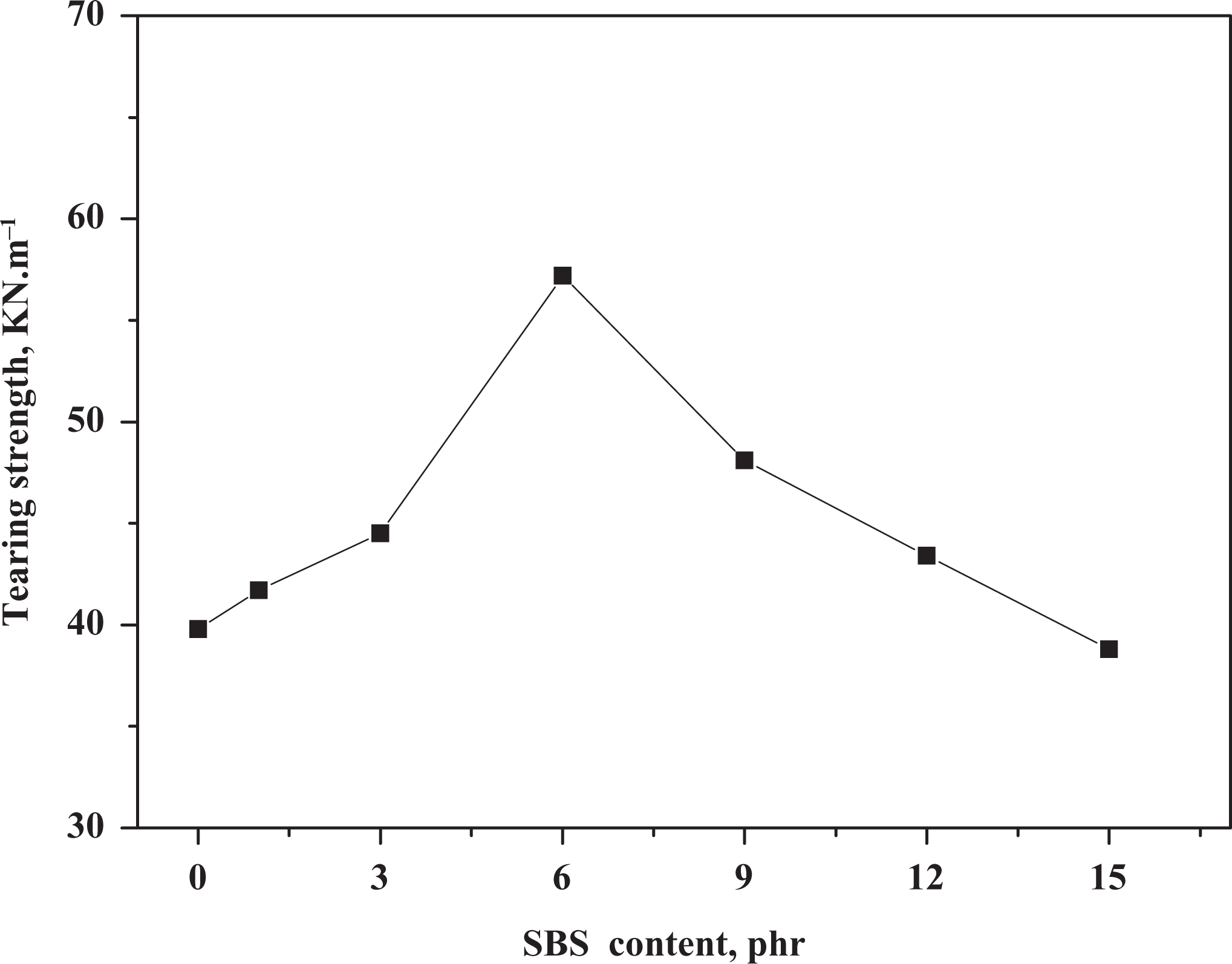
Effect of SBS content on tearing strength of PP/SBS/WEPDMP composites.
With increasing SBS loading, the elongation at break of PP/SBS/WEPDMP composites in Figure 4 was enhanced significantly when the SBS dosage was 6 phr above. It was improved by 170.3%, increasing from 107.4% (at 0 phr SBS) to 290.3% (at 6 phr SBS), which should be caused by the enhancement of plastic deformation of PP matrix and the improved interface interaction between PP and WEPDMP. The tensile set at break increased slightly when the SBS content was less than 9 phr; however, all the tensile set values in Figure 4 are less than 50%. Generally, TPEs based on thermoplastic/rubber blends exhibit large reversibility and small residual strains. 26 The elastomeric cross-linked WEPDMP particles dispersed in the PP matrix enable the PP/SBS/WEPDMP composites to recover from a highly deformed state elastically. The obviously increase in elongation at break and the relative low tensile set at break of PP/WEPDMP composites compatibilized by SBS revealed the improved interface interaction that would enhance the deformation reversibility.
The SBS loading also affected the tearing strength. As shown in Figure 5, when the SBS content was less than 6 phr, the tearing strength increased obviously with increasing SBS content, while it decreased remarkably with further incorporation of SBS.
The improvement in various mechanical properties of PP/WEPDMP composites is clearly due to the incorporation of SBS block copolymer. Usually, in the presence of a compatibilizer at the interface of TPEs prepared by multiphase system, the vulcanized rubber particles can be finely dispersed and the interface interaction can be enhanced. 27,28 When SBS copolymer was added into PP/WEPDMP composites, the B-block has relatively high affinity with the EPDM phase, 29 leading to the improvement in interface adhesion. On one hand, the incorporation of SBS can improve the compatibility of the PP/WEPDMP composites, resulting in the improved mechanical properties, as shown in Figures 2 –5. On the other hand, the presence of SBS in the PP phase inevitably improves the ability of plastic deformation of PP matrix, leading to significant increase in the elongation at break, which is consistent with Figure 4. It should be noted that the tensile set and elongation at break decreased when the SBS incorporation was 6 phr above, which may be because the excessive compatibilizer in matrix can fragment the continuity of PP matrix, leading to the decrease in mechanical properties.
Fracture morphology and microstructure of PP/WEPDMP composites prepared by melt compounding
The FE-SEM micrographs of the original WEPDMP particles are shown in Figure 6. The surface of the WEPDMP particles was coarse, while the dimensions of the particles were in the range of 20–100 µm.
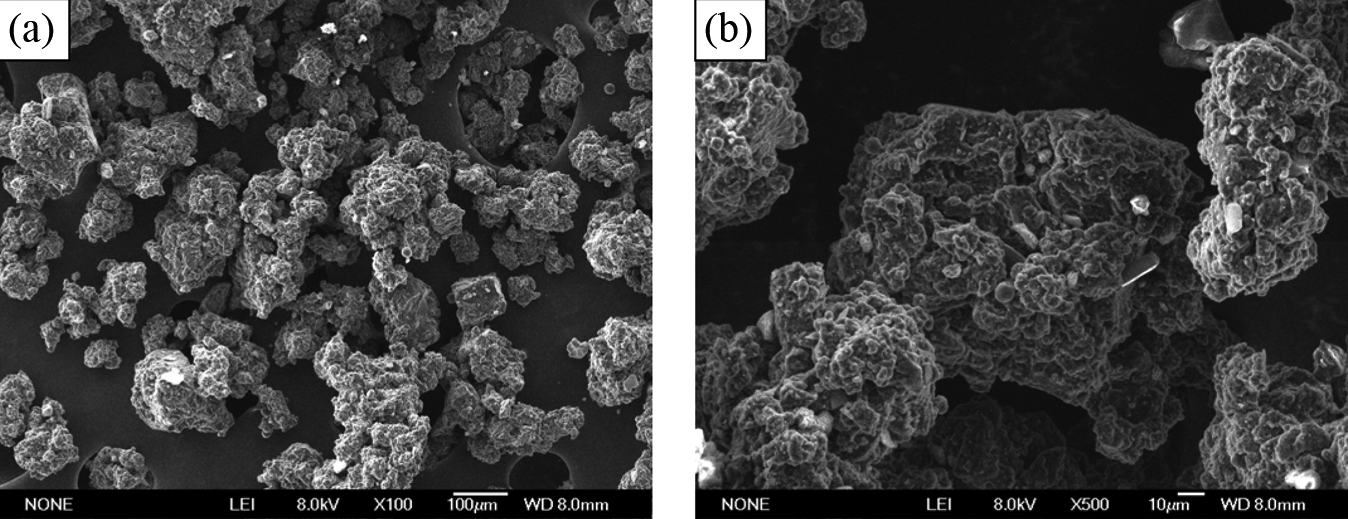
The morphology of WEPDMP (a) at low magnification; (b) at high magnification. WEPDMP: waste ethylene–propylene–diene terpolymer powder.
FE-SEM micrographs of the tensile fracture surfaces of PP/WEPDMP (30/70) composites and PP/SBS/WEPDMP (30/6/70) composites are shown in Figure 7. Figure 7(a) and (b) shows the fracture surfaces of PP/WEPDMP composites at 30/70 weight ratio. Rough fracture surfaces indicate ductile fracture behavior of PP matrix, furthermore, some cavities could be found on the surface, implying the relatively weak interface interaction between PP matrix and WEPDMP particles. Compared with fracture morphology in Figure 7(a) and (b), the edges of the irregular structures in Figure 7(c) and (d) are relatively smooth and only a few WEPDMP particles could be found in the surface of PP/SBS/WEPDMP composites. Furthermore, the WEPDMP particles shown in Figure 7(c) and (d) are inserted firmly in the PP matrix, indicating the interface interaction was still strong after the fracture of specimens. Upon elongation, the thermoplastic layers around the WEPDMP particles were drawn back by the WEPDMP elastic rubber domains effectively. Therefore, the PP/SBS/WEPDMP composites showed strong elasticity during the tensile experiment, which was consistent with the fracture morphology shown in Figure 7(d).
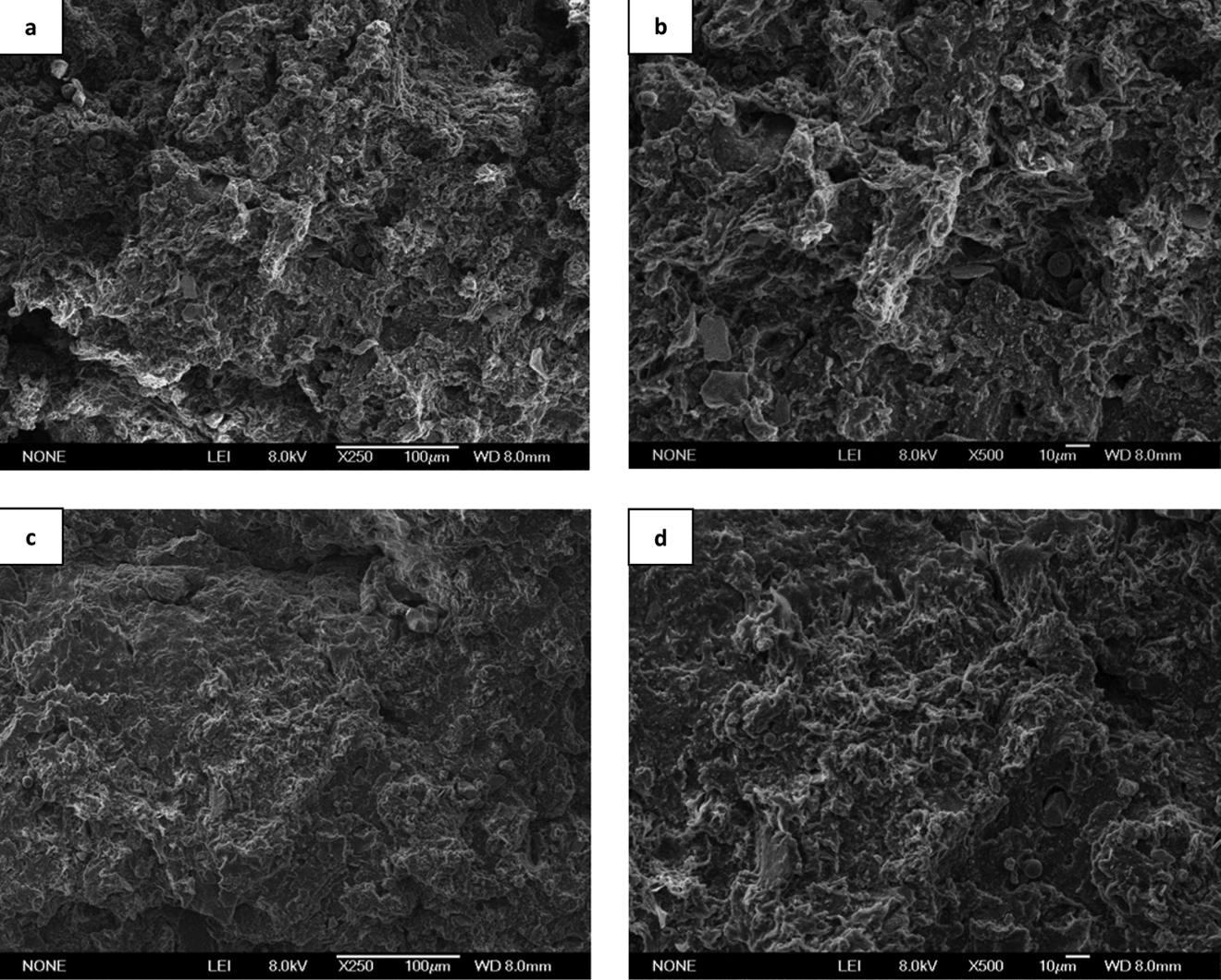
Fracture surfaces of PP/SBS/WEPDMP composites prepared by the melt compounding. Blend compositions (weight ratio) are (a) 30/0/70, at low magnification; (b) 30/0/70, at high magnification; (c) 30/6/70, at low magnification; (d) 30/6/70, at high magnification.
Mullins effect of PP/WEPDMP composites
Figures 8 and 9 show the stress–stretch curves of PP/WEPDMP and PP/SBS/WEPDMP composites submitted to five uniaxial loading–unloading cycles with the given stretch ratio λ = 1.5 and λ = 1.5, 2.0, 2.5. (5 cycles of loading–unloading from zero stress up to the maximum stretch down to zero stress). From Figures 8 and 9, the results show accumulation of residual strain and stress softening, which was known as Mullins effect, and the softening appeared obviously after the second loading–unloading cycle. It also can be seen that when the extension exceeded the maximum stretch ratio previously applied, the stress–strain response followed the same return path as that of the monotonous uniaxial tension test, indicating previous stretches had little influence on the stress–stretch properties at greater stretch.
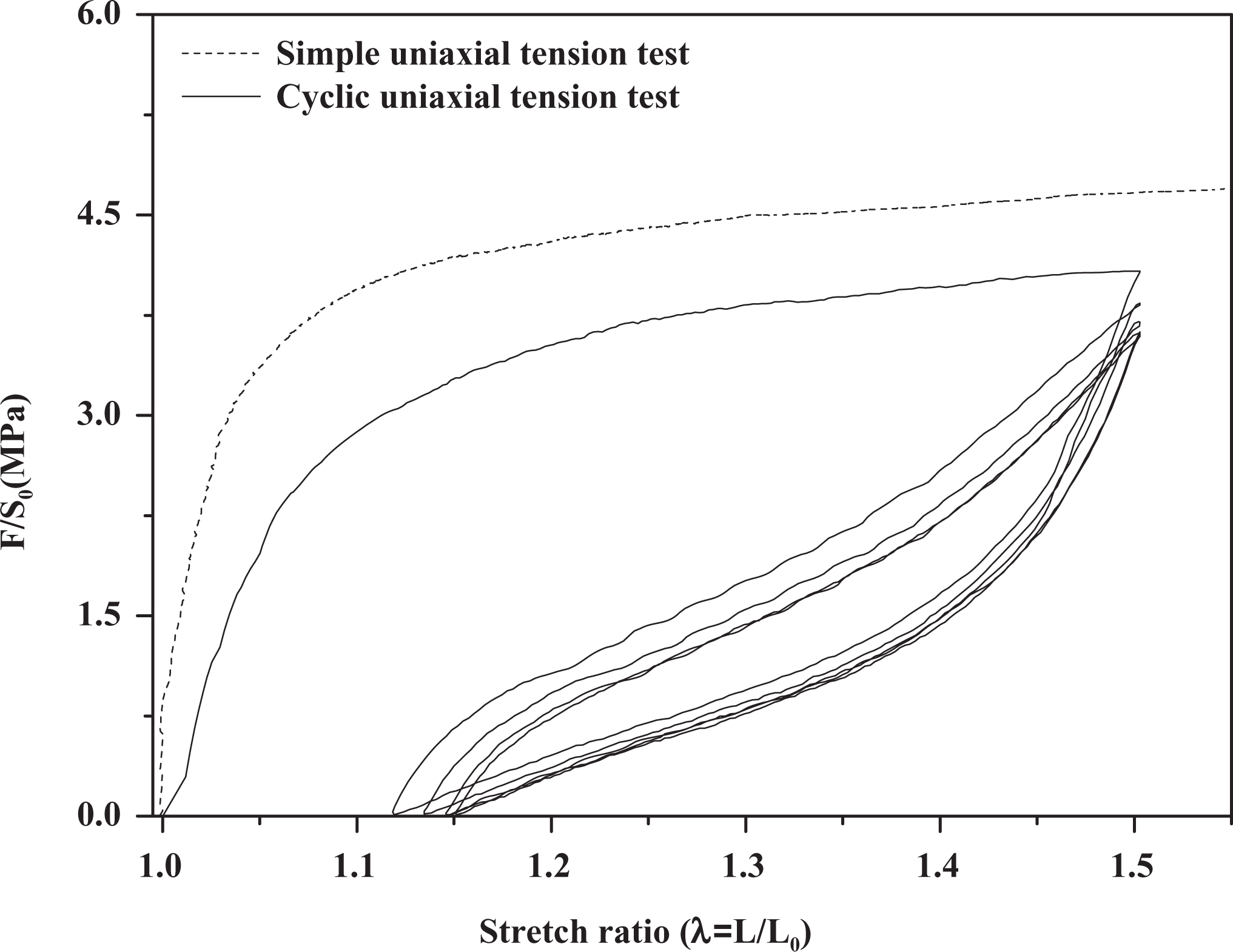
The stress–stretch curve of PP/SBS/WEPDMP (30/0/70) composites submitted to five uniaxial loading–unloading cycles with given stretch ratio λ = 1.5.
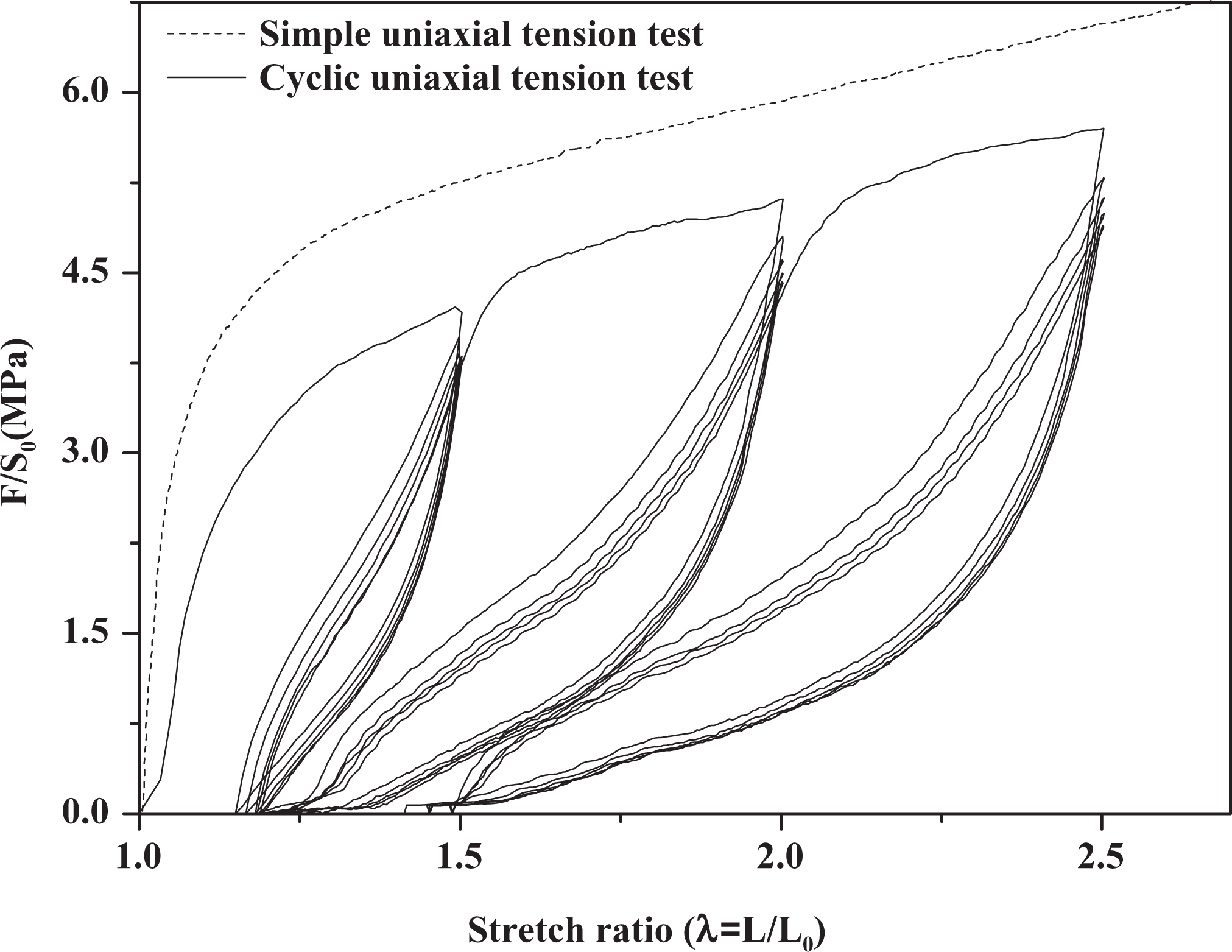
The stress–stretch curve of PP/SBS/WEPDMP (30/6/70) composites submitted to five uniaxial loading–unloading cycles with given stretch ratio λ = 1.5, 2.0, 2.5.
In order to understand the softening phenomenon well, Figure 10 shows the maximum stress values of PP/WEPDMP and PP/SBS/WEPDMP composites as a function of the number of loading–unloading cycles (stretch ratio λ = 1.5 and λ = 1.5, 2.0, 2.5). It can be seen that the maximum stress could be found at the first loading, and then it decreased obviously during the second loading–unloading cycle. In addition, after the second cycle, the maximum stress only decreased slightly at the later cycles. During the first loading, the plastic deformation of PP matrix in PP/SBS/WEPDMP composites is generated and results in the large energy consumption. During the subsequent loading–unloading cycles, most of the deformation takes place in the soft regions, the hard regions of PP matrix make little contribution to the deformation, and the measured stress at a given strain is mainly exerted to the soft region, therefore, the maximum stress values decrease slightly at the later cycles after the second cycle.
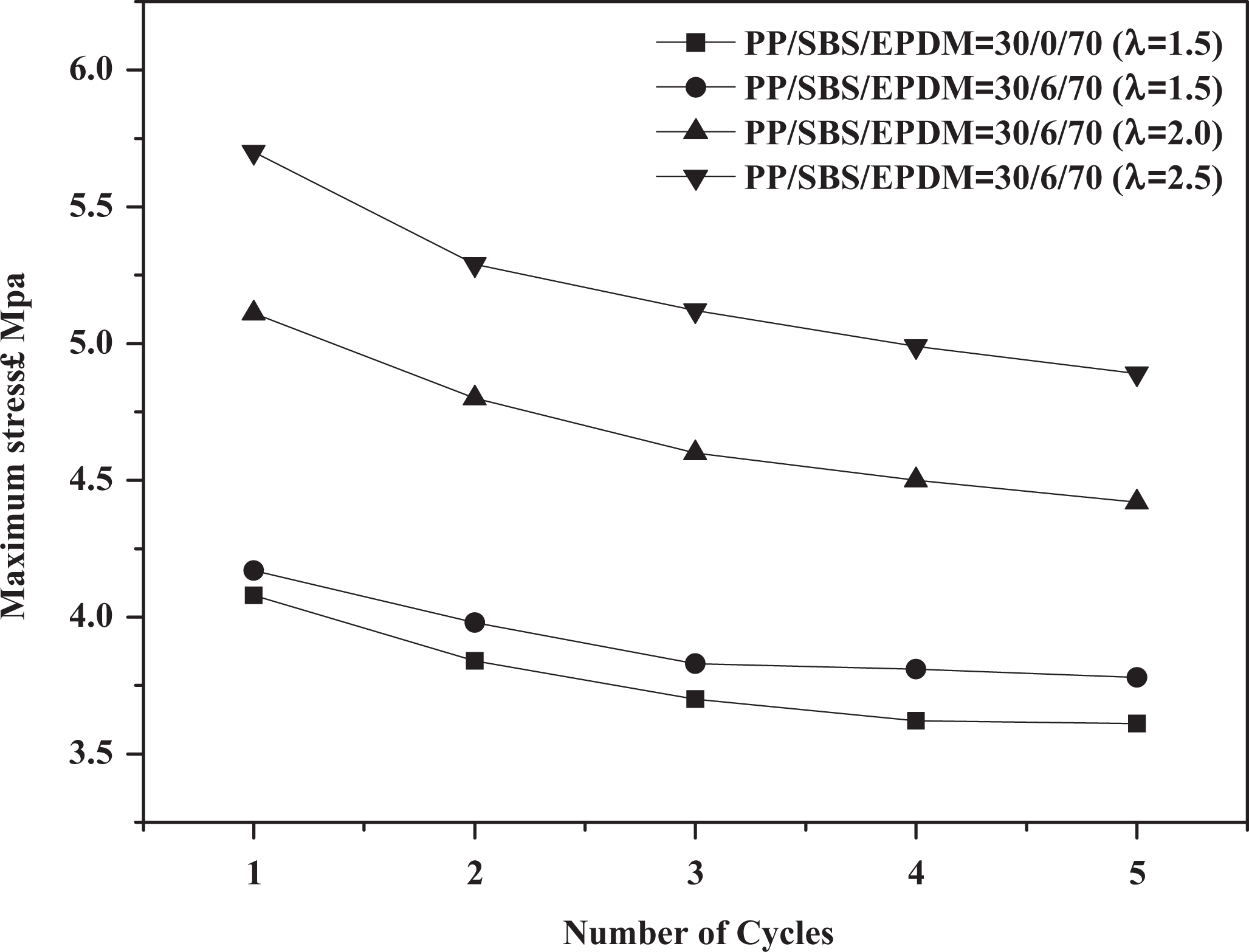
The maximum stress of PP/SBS/WEPDMP (30/0/70) and PP/SBS/WEPDMP (30/6/70) composites as a function of the number of loading–unloading cycles.
In order to investigate the internal friction loss during the loading–unloading cycles, the integral results of the hysteresis rings were calculated by Origin 8.0 software (OriginLab Corporation, USA) and the results are shown in Figure 11. We can understand that the internal friction loss increased obviously with the increasing stretches and the maximum internal friction loss generated in the first loading–unloading cycles under the specific stretch, however, the hysteresis loss in the later cycles was much lower than that of the first cycle and only decreased slightly. It should note that the variation in internal friction loss was consistent with the variation in stress and residual deformation as shown above, the large plastic deformation of PP matrix during the first loading–unloading cycle resulted in the large hysteresis ring; however, during the later loading–unloading cycles, the measured stress at a given stretch ratio is mainly exerted to the soft region and the residual deformation is almost unchanged, leading to the lower internal friction loss. Compared with PP/WEPDMP composites, the PP/SBS/WEPDMP composites have the relatively lower internal friction loss, indicating the improvement in elasticity.
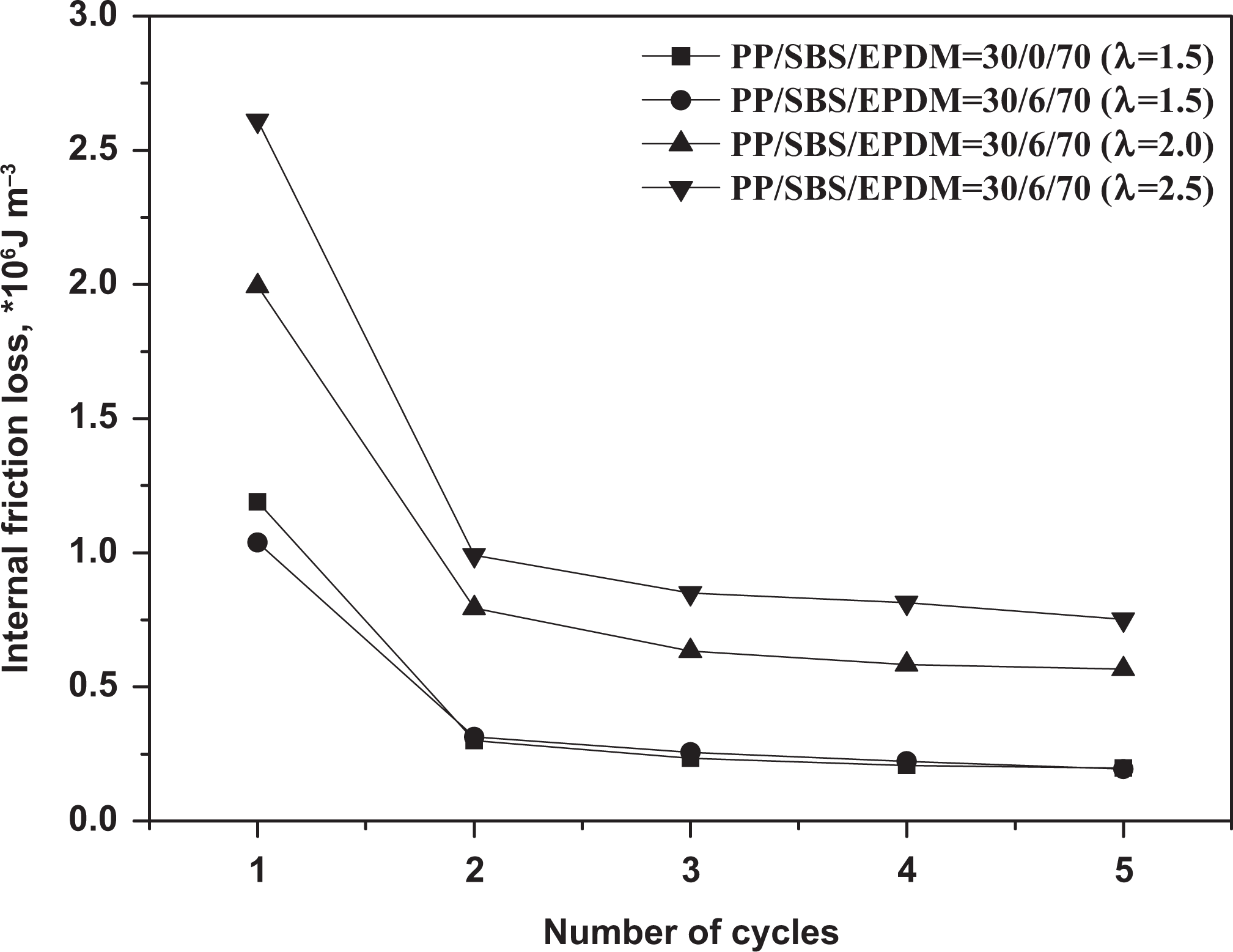
The internal friction loss of PP/SBS/WEPDMP (30/0/70) and PP/SBS/WEPDMP (30/6/70) composites as a function of the number of loading–unloading cycles.
Conclusions
TPEs based on PP/WEPDMP composites were prepared by melt compounding and SBS was used as a compatibilizer of the composites. The SBS had a good compatibilization effect on the PP/WEPDMP composites and significant improvement in mechanical properties of PP/WEPDMP composites compatibilized by SBS was achieved. Compared with that of PP/WEPDMP composites, the elongation at break of PP/SBS/WEPDMP composites with 6 phr SBS loading was improved by 170.3%. PP/SBS/WEPDMP composites can be attributed to the TPEs with relatively high elongation at break and low tensile set at break. FE-SEM microscopy showed that the fracture surface of the PP/SBS/WEPDMP composites was relatively smooth, indicating an improved elastic recovery ability. The Mullins effect results show that the maximum stress decreased obviously after the first loading and the internal friction losses in uniaxial loading–unloading cycles of PP/SBS/WEPDMP sample were lower than those of PP/WEPDMP composites, indicating that the elasticity of the PP/SBS/WEPDMP composites was improved.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was funded by a Project of Shandong Province Higher Educational Science and Technology Program [grant number J12LA15], the Science and Technology Development Project of Qingdao [grant number 12-1-4-3-(9)-jch], the Natural Science Foundation of Shandong Province [grant number ZR2012EMM002], and the National Natural Science Foundation of China [grant number 51272115].