
Abstract
Carbon particle-reinforced polyamides (PAs) are finding increasing applications in many engineering fields. Machining of these materials is needed for obtaining near net shape and precision fit. In this work, application of fuzzy logic technique along with the Taguchi’s orthogonal array is used in turning of PA6 to develop a model for predicting surface roughness. There are many factors affecting the surface roughness. Among these factors the machining parameters that play a dominant role are cutting speed, feed, and depth of cut. The adequacy of the fuzzy rule-based model is verified through coefficient of determination. The correlation that exists between the experimental value and the fuzzy model is on the higher side; hence, the fuzzy logic technique can be effective when estimating the surface roughness in turning of PA6.
Introduction
Thermoplastics are extensively used in many engineering applications and are generally resistant to corrosion, light weight, and have good strength to weight ratio. Plastics can be shaped easily and quickly and produced in large volume; they have the freedom to be designed. They can be colored and can act as electrical insulators. In addition to polymeric materials, other materials namely fillers, plasticizers, solvents, and colorants are also added in plastics.
Application of polymer materials starts from cups and extends till the major components used in aerospace industry. In domestic application, the uses vary from toy cars to heavy vehicle cabinets, for consumables starting from ball point pens to computer components. Plastic parts having comparatively low volume production, or shapes that are difficult to mold need machining. But due to their large number of grades and their machinability, not all types of plastics are machinable. 1 Carbon-filled PA6 is one of the important classes of materials and are used in many applications. They are particularly used in aero components and spacecrafts. Even though these plastics are manufactured through casting and injection molding, machining cannot be avoided to obtain near net shape. Few literatures dealt with the machining of plastics. The machining related to plastics is presented in the study by Alauddin et al. 1
Davim and Mata 2 conducted experiments on PAs, according to his analysis PA6 and PA66 (glass fiber-reinforced) account for the majority of the commercial PA production and application. They have studied the comparative evaluation of turning of the reinforced and unreinforced PA. Also, they have found from their analysis that PA66 gets higher intensity of cutting forces, friction angle, and normal stresses when reinforced with glass fibers during turning when compared with PA6. But PA6 gives higher values of shear stresses as well as chip formation compared with PA66—GF30. 3 Gaitonde et al. 4 presented the application of artificial neural network (ANN) modeling to assess the machinability characteristics of unreinforced PA6 and reinforced PA66 with 30% of glass fibers (PA66 GF30). The effects of process parameters such as work material, tool material, cutting speed, and feed rate on three aspects of machinability, namely, machining force, power, and specific cutting force have been analyzed through a multilayer feed forward ANN. Gaitonde et al. 5 presents the application of response surface methodology to study the machinability aspects in turning of unreinforced (PA6) and reinforced (PA66 GF30) PAs using polycrystalline diamond (PCD) tool. Nonlinear mathematical models have been developed to study the effects of cutting speed and feed rate on machining force, cutting power, and specific cutting force. From the analysis of the above literatures, first the literatures available on machining of PA6 is very limited and there is no systematic modeling study that is carried out on surface roughness parameters in machining of carbon fiber particle-reinforced PAs and is considered for the present study.
Surface finish is the very important criterion and is necessary for joining of parts and precision fits. Surface finish has attracted serious attention for many years. Reduction of surface roughness or improvement of surface finish is very important. Surface finish of the part machined is affected by a large number of factors, but cutting speed, feed rate, and depth of machining are the few machining factors that have a major influence in deciding surface roughness at a given condition. 6 To avoid an unsatisfactory surface roughness, machining parameters of conservative values are chosen. Models that are proposed by researchers simulate the machining conditions and provide relationship between machining factors and the performance desired. 7 Paulo Davim et al. 8 have evaluated the machinability in unreinforced and reinforced polyether ether ketone (PEEK) composites using response surface models. They have checked the adequacy of the models using analysis of variance. Cabrera et al. 9 have used Taguchi’s method and gray relational analysis in computer numerical control (CNC) turning of PEEK CF30. They have indicated that the Taguchi method with gray relational analysis is well suited for the optimization of process parameters in machining. Palanikumar and Davim 10 found that during machining depth of cut makes only a small percentage of contribution toward surface roughness of workpiece. When it is increased, the heat generated will be more. Paulo Davim and Pedro Reis 11 have found that PCD tool experiences longer span of tool life, also offers good cutting results and considerably good quality surface of workpiece. Palanikumar et al. 12 have studied the surface roughness parameters in turning fiber-reinforced plastic (FRP) tubes by PCD tool, and they have indicated that the surface roughness increases with the increase of feed, whereas it reduces by increasing the cutting speed.
Fuzzy logic makes use of computer systems ability to have an amazing capacity to learn from input data. Fuzzy logic is highly suitable for simulation of complex problems which have inadequate solution. Fuzzy logic helps to simulate the relationship between manufacturing parameters and materials performance, which is utilized as the basic requirement for a personal computer-based optimization. 13 Fuzzy rule-based modeling technique have been used by many researchers in modeling the machining parameters in metal cutting. Latha and Senthilkumar 14 have recently used fuzzy logic for the prediction of delamination factor in drilling glass FRP composites. Palanikumar 15 has used fuzzy logic for the prediction of surface roughness in machining of FRP composites by PCD tool. Cabrera et al. 16 have used fuzzy logic for the prediction of surface roughness in CNC turning of PEEK CF30 by titanium nitride-coated cutting tools. They have indicated that the predictions of the fuzzy-based model were found to fit, very well, experimental data with a correlation coefficient as high as 99%. Krishnamoorthy et al. 17 have used gray relational analysis-based fuzzy logic for the optimization of drilling parameters in drilling carbon fiber-reinforced plastic composites. Recently Rajmohan et al. 18 have used gray relational analysis-based fuzzy logic for the optimization of drilling parameters in drilling of hybrid metal matrix composites. From the above studies, it has been revealed that fuzzy rule-based modeling technique can be effectively used for the prediction and optimization of machining parameters.
In the present work, experimental investigations are carried out for machining of carbon-reinforced PA6. The experiments are performed on CNC lathe. For experimentation, Taguchi’s orthogonal array is used with three factors. The factors considered for the experimentation are cutting speed, feed, and depth of cut. PCD tool is used for turning the material. Fuzzy rule-based technique is used for the prediction of surface roughness in machining of PAs. The results indicated that the method has the potential to predict the surface roughness and can be effectively used for the prediction of surface roughness in machining of carbon particle-reinforced polyamide.
Experimental work
The turning experiments are carried out on ACE-classic CNC lathe manufactured by ACE micromatic group, India. The tool material used for the present investigation is PCD tool. The grain size and corner radius of cutting tool PCD are 5 µm and 0.8 mm, respectively. Different angles ground on the tool is: rake angle, 6°; clearance angle, 11°; major cutting edge, 91°; and cutting edge inclination angle, 0°. The machining condition is dry and atmospheric. The machining setup used in the present investigation is presented in Figure 1.
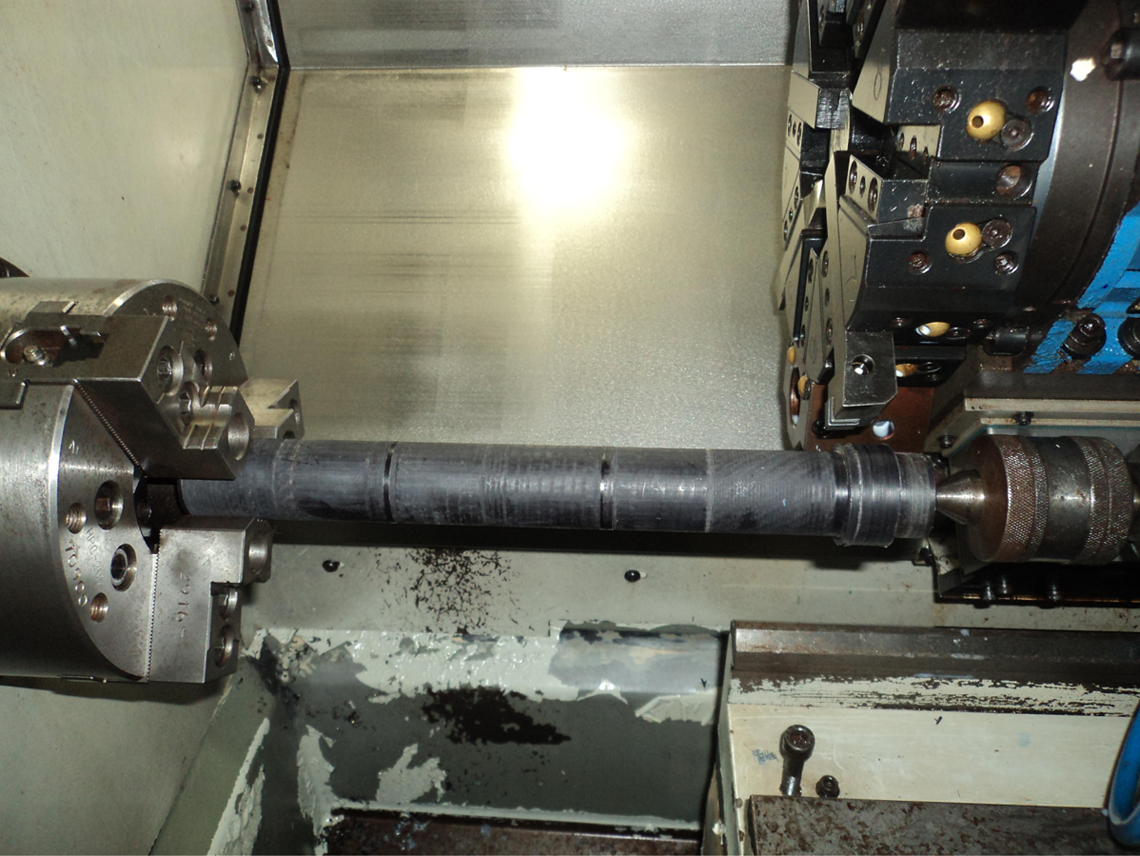
Machining setup with the specimen used.
The work material used for the turning study was carbon particle-reinforced (PA6) rod and was in the form of cylindrical rods of 300 mm length with a diameter of 50 mm. The composition of the specification of the carbon particle-reinforced PA rod is given in Table 1. The PA rods are prepared and supplied by Sakthi polymers (Chennai, Tamil Nadu, India). The carbon particle in the workpiece is around 15%. The higher percentage of carbon in the PA affects the property of the polymer content. Too low percentage does not gives any effect on the polymer and hence 15% carbon particles are chosen for the present study. The particles used in the present investigation are of powder form and has been thoroughly mixed to the polymer resin and the rods are prepared.
Specification of resin and carbon.

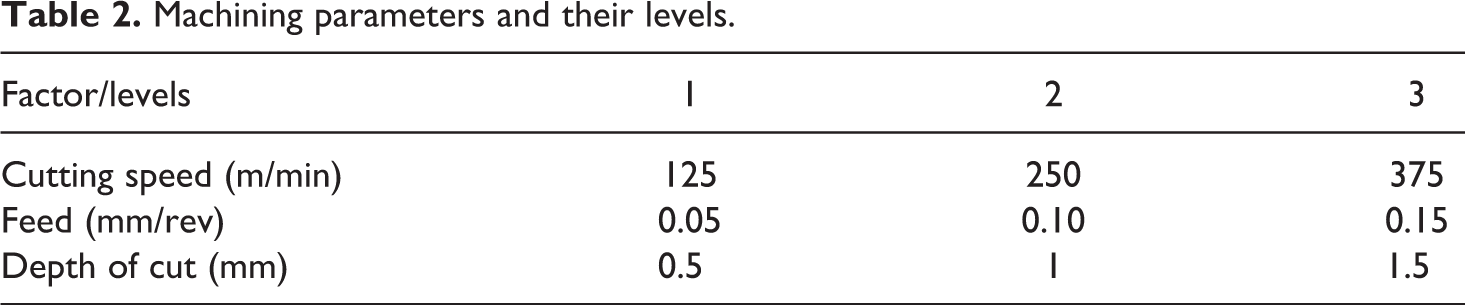
The initial cutting parameters are as follows: cutting speed (v), 125 m/min; feed rate (f), 0.05 mm/rev; and depth of cut (d), 0.5 mm. The feasible value for the cutting parameters is defined by varying the cutting speed in the range 125–375 m/min, the feed is in the range 0.05–0.15 mm/rev, and the depth of cut is in the range 0.5–1.5 mm. In the cutting parameter design, three levels of the cutting parameters are selected. The cutting parameters used and their levels are presented in Table 2.
Machining parameters and their levels.
The number of experiments is decided based on the Taguchi’s orthogonal array. For experiments, three-level L27 orthogonal array is used. The experimental conditions used and the responses are presented in Table 3. There are three machining parameters considered namely cutting speed, feed, and depth of cut.
Experimental conditions and their results.
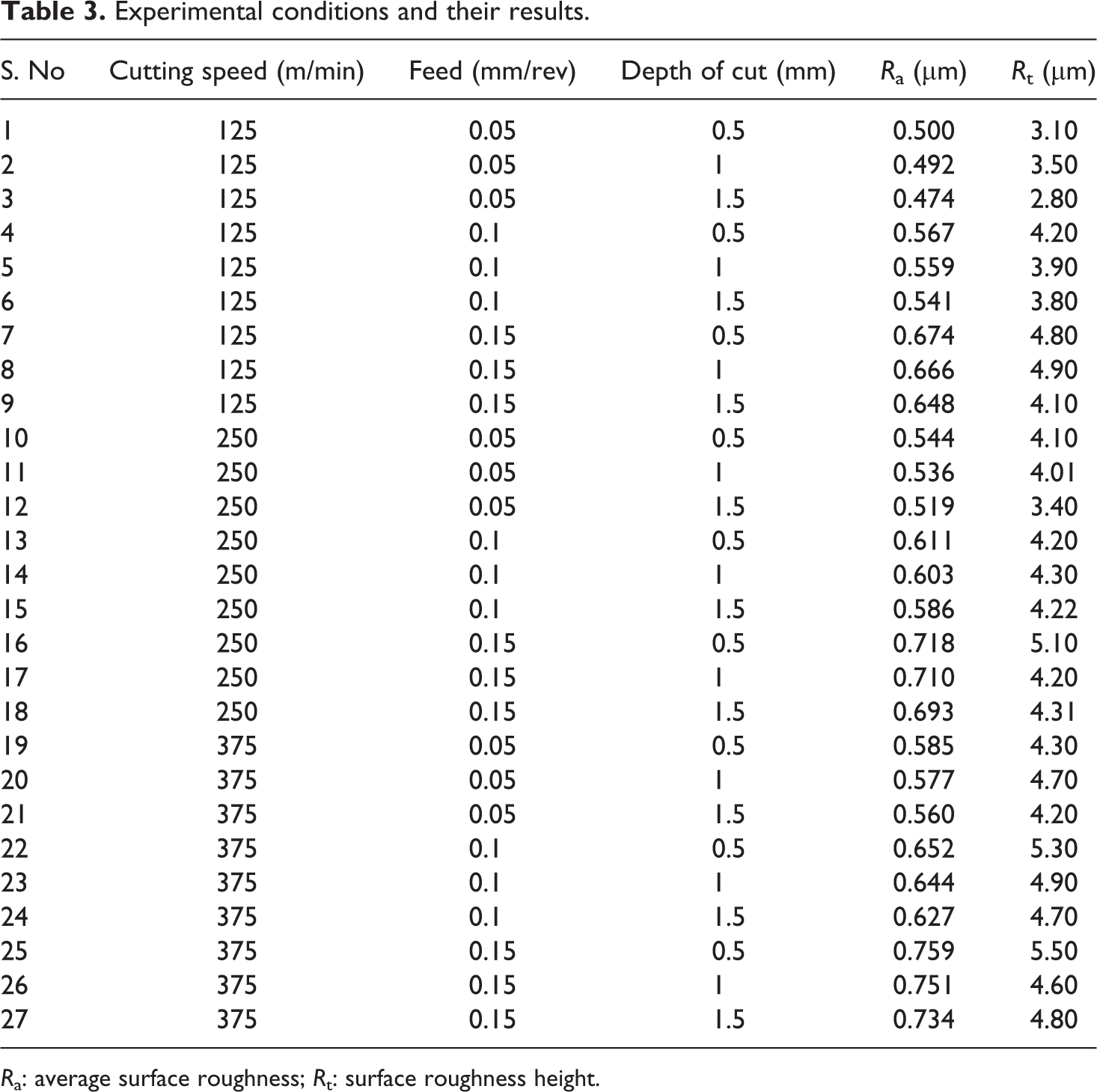
R a: average surface roughness; R t: surface roughness height.
The arithmetic mean average surface roughness (R
a) and the surface roughness height (R
t) are taken up for this study and is measured with a help of TR200 handheld roughness tester developed by Time Group Inc., China equipped with a clear display of all measurement parameters and profile graphs on liquid crystal display stylus tip with radius 2 μm. The roughness tester is set to a cutoff length of 0.8–2.5 mm. The measured profile is digitized and processed through the dedicated advanced surface finish analysis software Time Surf
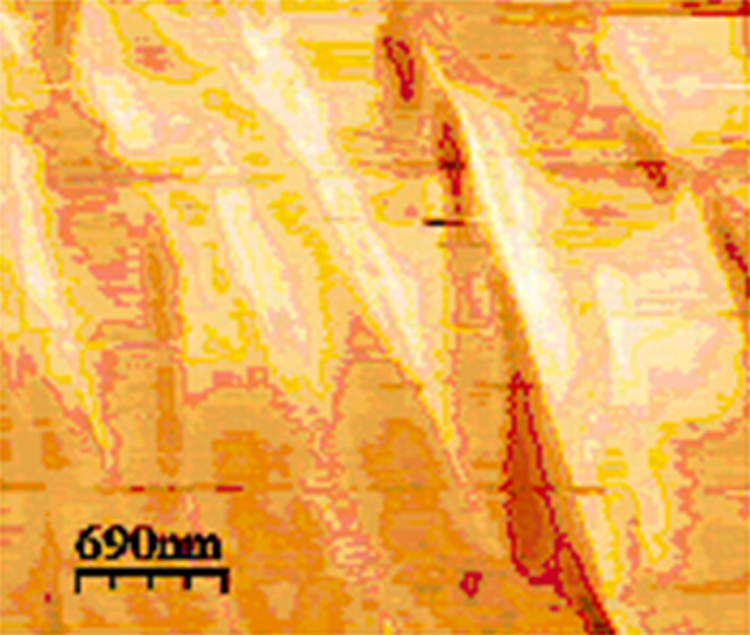
AFM image of the carbon particle-reinforced polyamide. AFM: atomic force microscopy.
Fuzzy model for machining parameter selection
Fuzzy logic is a valuable tool, which can be used for innovation in research and development industries in the areas of materials and machining technologies. 19 Cao et al. 20 state that in fuzzy logic, a feedback controller is designed to every local model and then a global controller is constructed based on the local controllers to ensure the stability of the global system. In this study, for the prediction of machining parameters in turning carbon particle-reinforced PA, fuzzy logic is used. Jen-Ting Wang and Ming-Der Jean 21 state that fuzzy logic is basically similar to the linguistic variables that are found in the human language. Fuzzy logic is an inexact reasoning, which allows us to model the human reasoning process in linguistic form. To define the relationship between system inputs and the desired output, fuzzy logic is highly useful. John Yen and Reza Langari. 22 It is found to be widely used to develop modern control systems today and is capable of developing rule-based expert systems. Very complex industrial systems can make use of fuzzy controllers and fuzzy reasoning for precise modeling. Constrains are imposed on binary weight that is used for modeling the rules so as to get consistency. 23 According to Lin et al. 24 fuzzy logic contains fuzzifier, inference engine, and defuzzifier. Membership functions are used for fuzzification by the fuzzifier. To generate a fuzzy value, fuzzy inference is carried out by the inference engine. Fuzzy value is then converted into reasoning grade by defuzzifier. Developing a model in fuzzy environment requires three stages namely, first, membership function to be formed called as fuzzification; second, proper shape is to be chosen, and the third, the expert rule definition and choosing defuzzification method. 25 The fuzzy logic system used in the present investigation is shown in Figure 3.
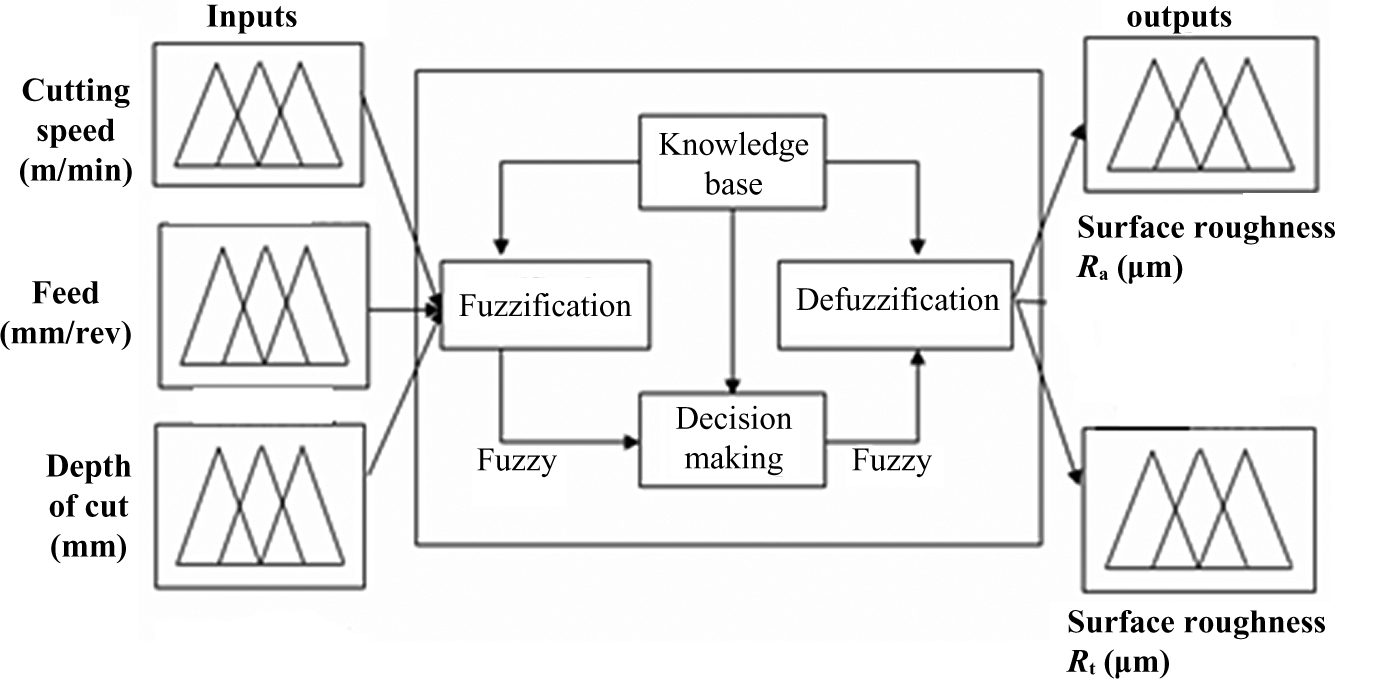
Fuzzy logic structure used in this investigation.
Fuzzy logic makes it possible for the transition of quantitative way of describing process into the quality way. To start with, the cutting parameters cutting speed, feed, and depth of cut are divided into small ranges. Membership functions are formed for these three parameters. It provides a gradual transition from the region of fully outside the set to the region of completely within the set. Conveniently satisfactory approximate solutions can be developed with the help of membership functions. Triangular membership functions have wide use in practice owing to its simplicity.
26
The role of membership function is to approximate a smooth transition from one region to another. The membership functions can be of different forms like triangular, trapezoidal, Gaussian, sigmoid, and so on. In this study, triangular membership function is considered. The triangular-shaped membership function for input is specified by three parameters {a, b, c}as follows
27
:
Using min and max functions, an alternate expression for the proceeding equation is:
where a, b, and c stand for the triangular fuzzy triplet that determines the x coordinates of the three corners of the underlying triangular membership function.
Next, fuzzy rule base is created. They are applied in multiple disciplines namely, condition monitoring the machining process in metal machining, control of machine tool, assessing machinability, controlling the flow of chip when carrying out automatic machining systems, drilling of small holes with the control systems, operation of turning attached with the adaptive control systems, 28 planning of power systems within power systems, and reliability optimization in mass distribution systems. 29 It consists of two parts namely an antecedent and a consequent part. Condition is described by an antecedent and the conclusion that could be drawn is described by consequent. Fuzzy rules are a set of statements in linguistic form that are used to establish the connection between the inputs and outputs. 30
It contains a set of IF-THEN rules with three input parameters cutting speed, feed, and depth of cut, and two output surface roughness parameters such as R a and R t. The three input parameters are assigned with three fuzzy subsets and the output is assigned with nine fuzzy subsets. Fuzzy logic expressions for input parameters cutting speed, feed rate, and depth of cut and the output parameter surface roughness are listed down in the Table 4.
Fuzzy logic expressions for input and output parameters.
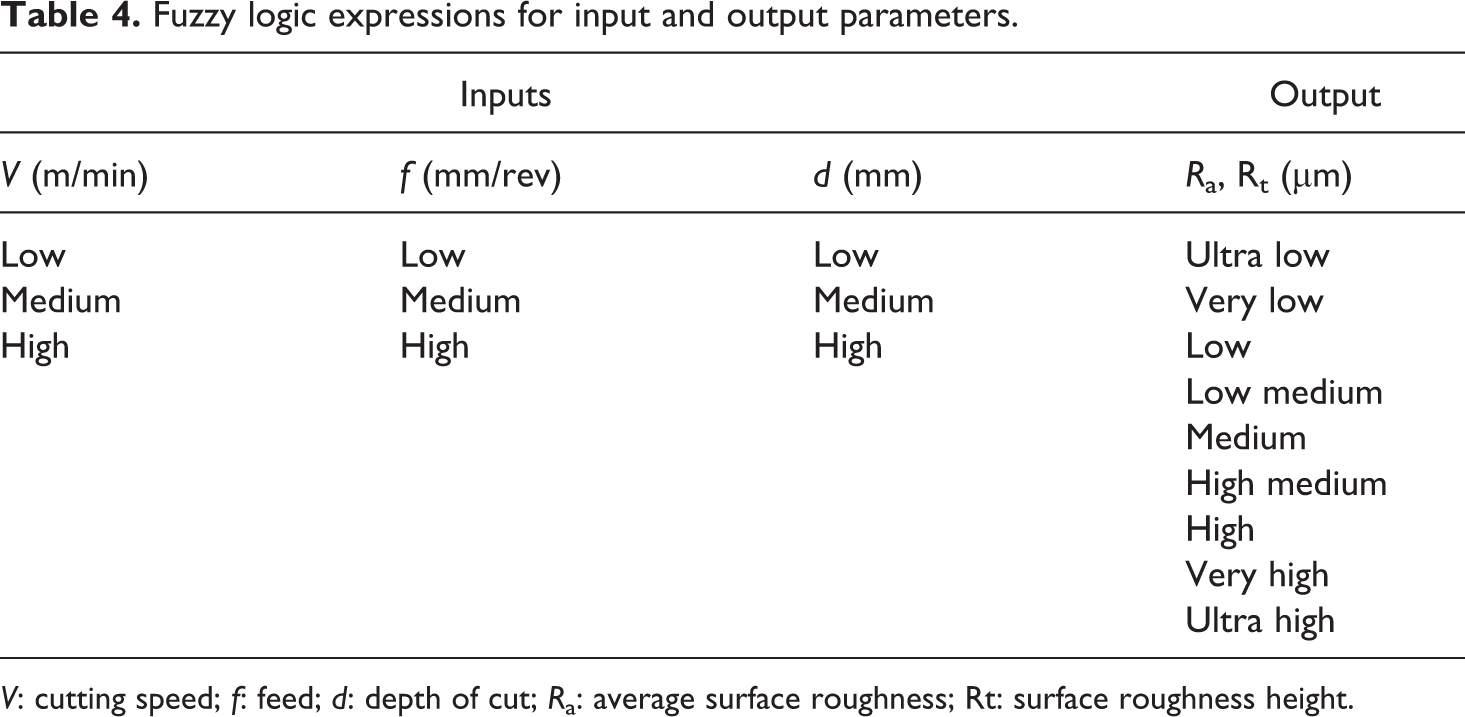
V: cutting speed; f: feed; d: depth of cut; R a: average surface roughness; Rt: surface roughness height.
For example, the functions used for cutting speed are ‘low’, ‘medium’ and ‘high’ as shown in Figure 4(a). Similarly, for feed and depth of cut the membership functions are created and are as shown in Figure 4(b) and (c). The output responses of the fuzzy process can be viewed only in fuzzy values and they have to be defuzzified.
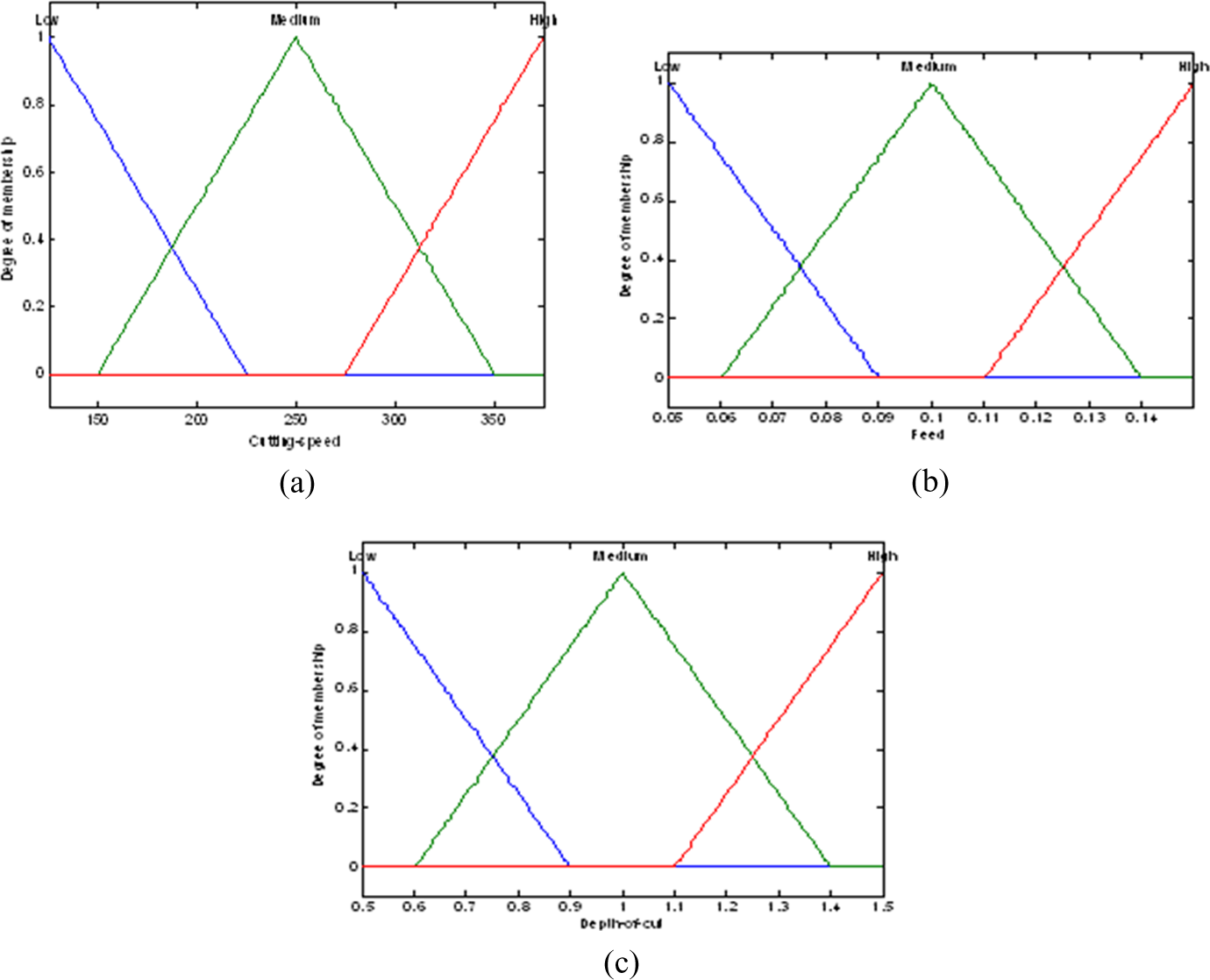
(a) Membership function for cutting speed. (b) Membership function for feed. (c) Membership function for depth of cut.
The membership function used for the output response R a and R t are presented in Figures 5 and 6.
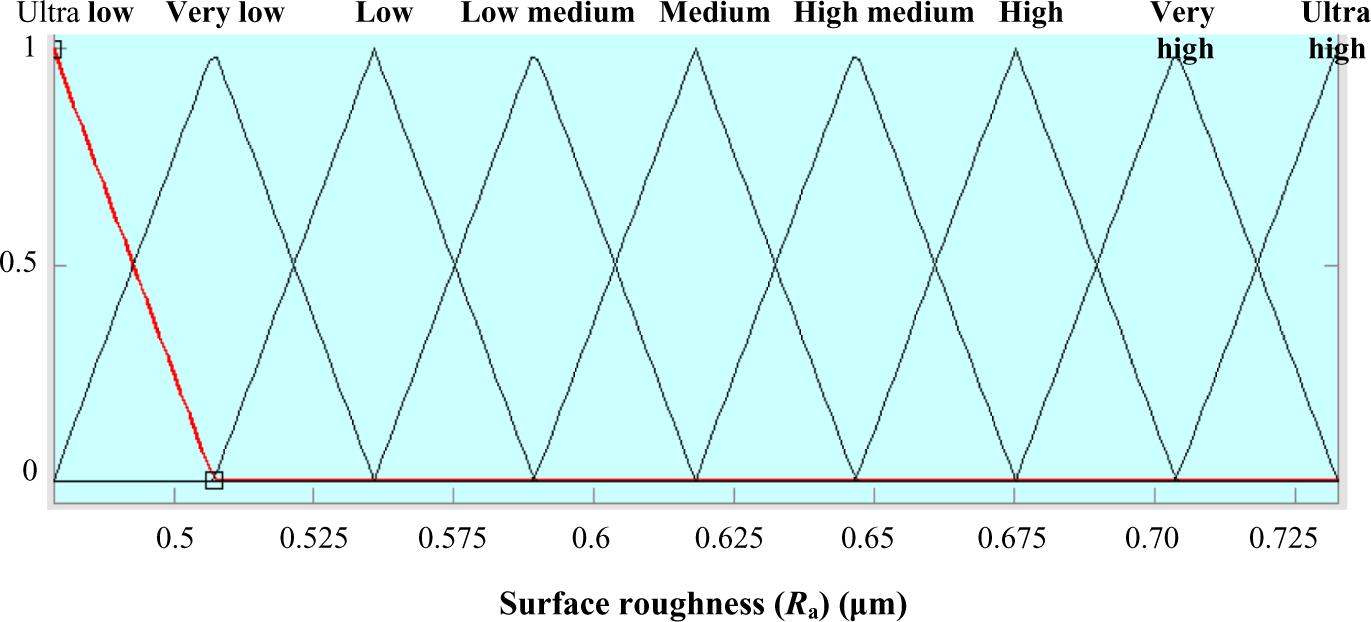
Membership function for R a. R a: average surface roughness.
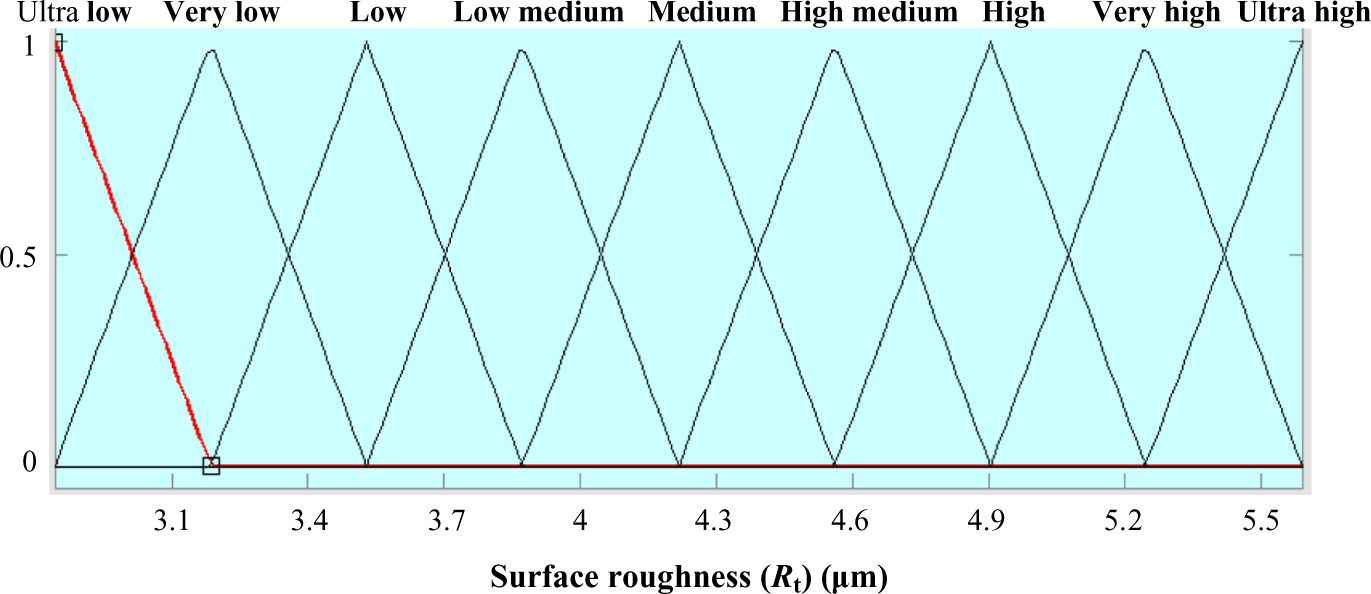
Membership function for R t. R t: surface roughness height.
The concept of fuzzy reasoning for three-input-one-output fuzzy logic unit is described as follows:
The fuzzy rule base consists of a group of IF-THEN statements with three inputs, x1
, x2,
and
Rule 1: if x1 is A 1 and x2 is B 1 and x3 is C 1 then y is D 1 else
Rule 2: if x1 is A 2 and x2 is B 2 and x3 is C 2 then y is D 2 else
………………………………………….
………………………………………….

A
i, B
i, C
i and D
i are fuzzy subsets defined by the corresponding membership functions, that is,
In total, 27 fuzzy rules were developed. By taking the max–min compositional operation, the fuzzy reasoning of these rules yields a fuzzy output. Suppose x1
, x2, and x3
are the three input values of the fuzzy logic unit, the membership function of the output of fuzzy reasoning can be expressed as
24,31
:
where
Defuzzification is carried out using centroid defuzzification method. It produces the center area of the possibility distribution of the inferenced output. It is also one of the most frequently used defuzzification method to calculate the centroid of the area under the membership function
The nonfuzzy value
Results and discussions
PA-based plastic materials are finding improved applications in many engineering fields due to their reasonable strength, low density, flexibility in construction of parts, and so on. The mechanical properties of these materials are comparatively low when compared to the metals; hence, a continuous improvement is needed for these materials to be more useful. To improve the strength and stiffness of these materials, fillers such as fibers and particles are used. In the present investigation, for improving the strength and reliability of PA, carbon particles are added. From the review of the literature, it has been found that the work related to the machining of carbon particle-reinforced PA6 is very limited and is an important area of research for scientists and engineers. The application of carbon particles-reinforced materials include heavy engineering parts, automobiles spares, rollers for conveyors, rope ring liners, rope car rollers, railways, ship orifice plate, fertilizer industry, chemical industry, steel industry, mining industry, material handling equipments, etc. PA6 and PA66 have very similar physical characteristics; however, PA6 has low melting point and wide range of process temperature. Its impact resistance and anti-solubility is better than the PA66. In order to improve the mechanical properties of PA6, often various modifiers are added to improve the impact resistance. Molding shrinkage PA6 is easy to absorb moisture.
The quality of the machined surface plays a very important role in the production of complex shapes, precision parts, and the production of engineering parts. The machined surface of high quality improves significantly the product’s fatigue, deformation, and corrosion resistance. In the case of contact surfaces, the friction coefficient is reduced and the lubrication features enhanced, thus enlarging the life span of the workpiece. 32,33 Majority of these materials are manufactured to their near net shapes at their manufacturing stage, but to achieve the specified dimensional tolerance and surface characteristics, further machining is needed. In this study, carbon particle-reinforced PA is used as a material for carrying out the turning study. Although surface roughness is influenced by many factors, the dominant factors that play the major role in machining are cutting parameters namely cutting speed, feed, and depth of cut.
The machining of these materials is carried out on a lathe by prefixing the levels of the cutting parameters. The cutting parameters considered for the investigation are: cutting speed, feed, and depth of cut. The response considered for the analysis of surface roughness in machining are: R a (in micrometer) and R t (in micrometer).
The effect of cutting parameters on surface roughness parameters (R a and R t) is presented in Figures 7 to 9. The impact of cutting speed during machining on surface roughness parameters R a and R t is illustrated in the Figure 7. Referring to the figure, it is inferred that when cutting speed is increased, the surface roughness increases. Normally in machining of metals and composites, the surface roughness decreases with the increase of cutting speed. PA shows reverse in trend. Here, the surface roughness increases with the increase of cutting speed due to softening of the work material at comparatively high speed.
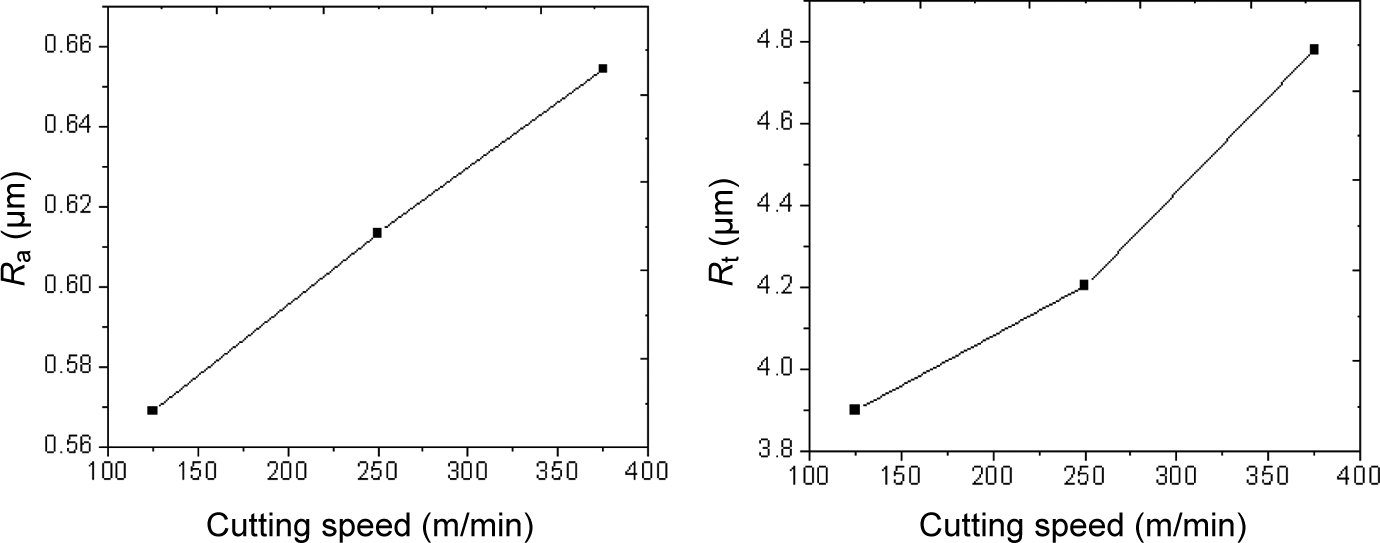
Effect of surface roughness on cutting speed.
The variation in trend for the variation of feed for surface roughness parameters R a and R t is presented in Figure 8. The figure indicates that the surface roughness parameters (R a and R t) increases with the increase in feed. The reason being the increase in feed increases the contact area between the tool and increases the friction and wear, which leads to high surface roughness. In machining of metals, feed is the main parameter that influences the surface roughness. In PA6 also, the same trend is observed.
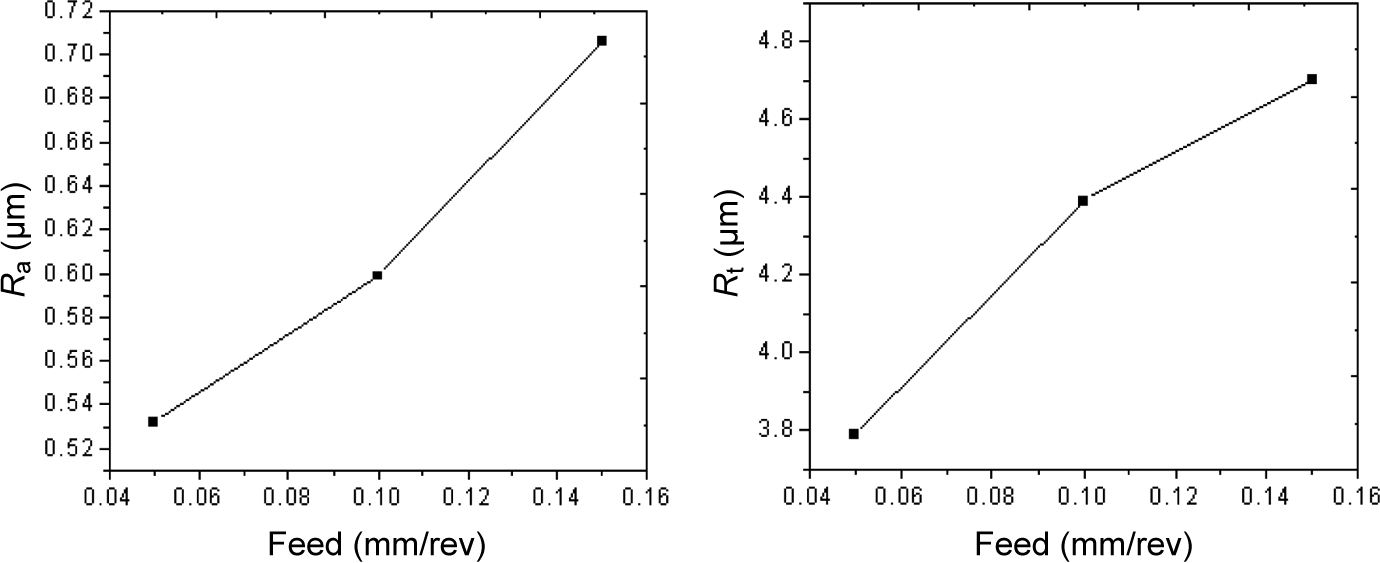
Effect of surface roughness on feed.
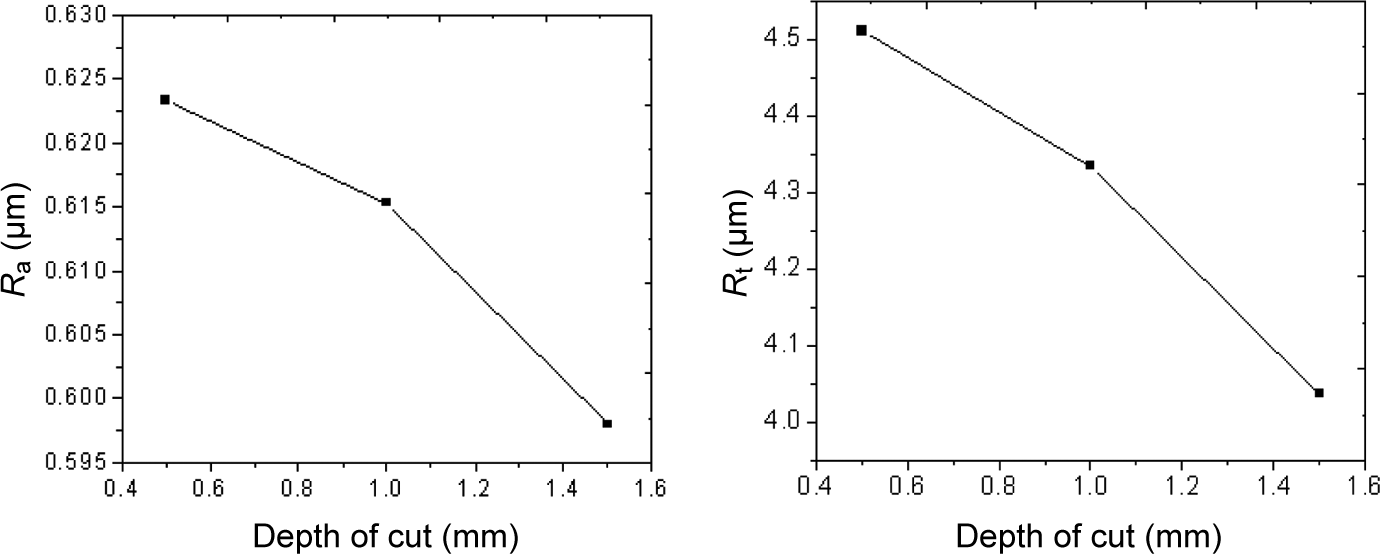
Effect of surface roughness on depth of cut.
The influence of depth of cut on surface roughness parameters (R a and R t) is shown in Figure 9. It is observed from the figure that when the depth of cut is low, surface roughness is recorded to be high and when the depth of cut is high, the surface roughness observed is to be low. Here, the relationship between the depth of cut and nose radius plays an important role. The depth of cut and nose radius relation have a big influence on the level of chip breaking in machining. Always high depth of cut or depth of cut close to the nose radius is preferred in machining. The relationship between cutting depth and nose radius will also help in reducing the radial cutting forces; 34 hence, the increase of depth of cut reduces the surface roughness and vice versa.
The modeling of machining parameters is carried out using fuzzy rule-based modeling technique, which is capable of producing better prediction results even when the data set is complex. The adequacy of the fuzzy rule-based model is verified through coefficient of determination (R
2
value). The R
2
value is the variability in the data which is accounted for by the model in percentage.
35

The coefficient of determination is calculated using the above expression and is 0.972 for R a and 0.968 for R t. The correlation that exists between the experimental results and the fuzzy rule-based model is almost unity; hence, the fuzzy logic technique used in the present investigation can be highly useful for estimating the surface roughness in machining of carbon particle-reinforced PA. The comparison between the observed experimental results and fuzzy results are presented in Figures 10 and 11. The results from the graph indicated that the fuzzy model can be effectively used to predict the surface roughness parameters R a and R t in machining of carbon particle-reinforced PA6.
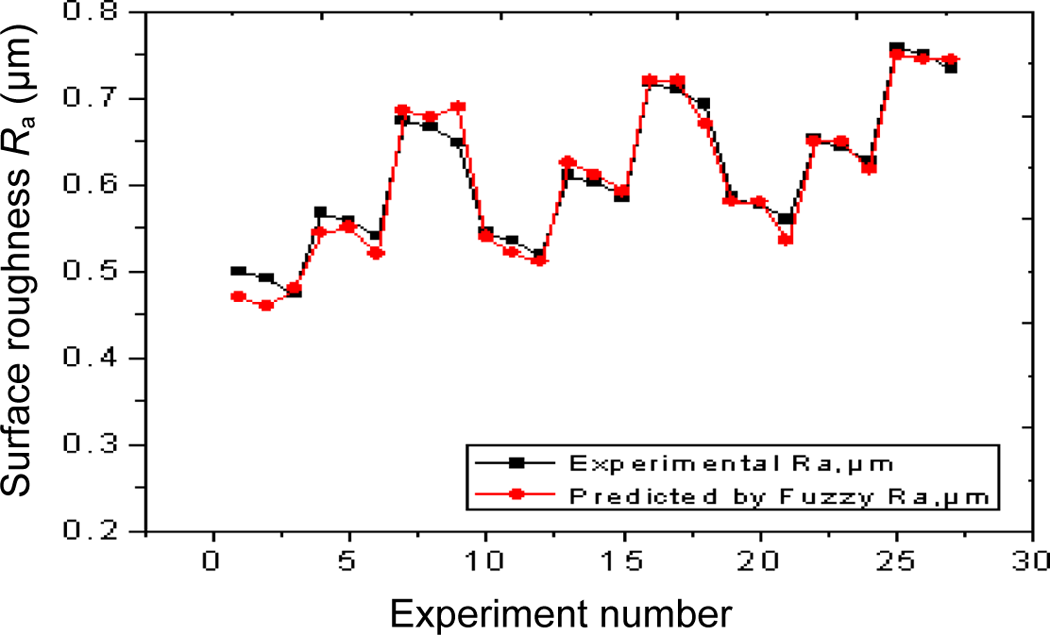
Comparison between the experimental and predicted results using fuzzy logic for R a. R a: average surface roughness.
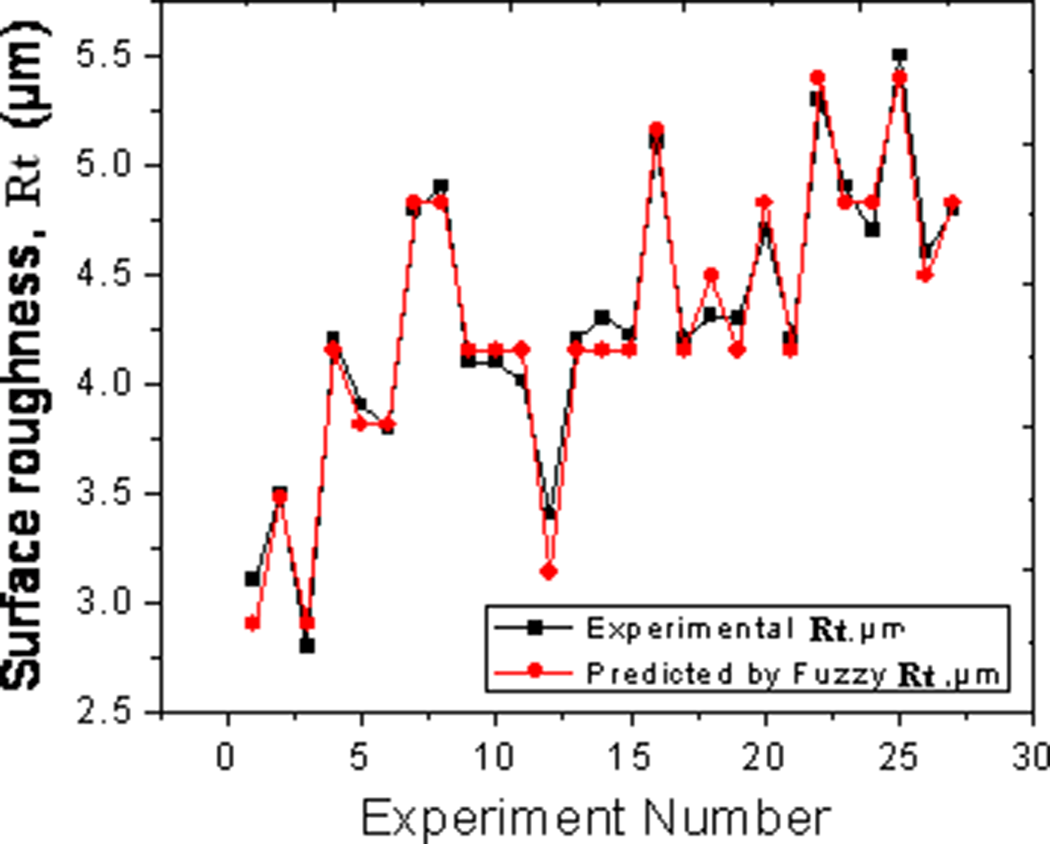
Comparison between the experimental and predicted results using fuzzy logic for the R t. R t: surface roughness height.
The scanning electron microscopy (SEM) images of the machined surface of the carbon particle-reinforced PA are presented in Figure 12. The figure indicates the surface profile of the workpiece with different magnification. At 1.00 mm magnification, the surface observed is smooth whereas at 100and 200 μm magnification, uneven surface is observed. Due to the presence of the carbon particles, the surface observed is not smooth. The surface also shows small feed marks at high magnification.
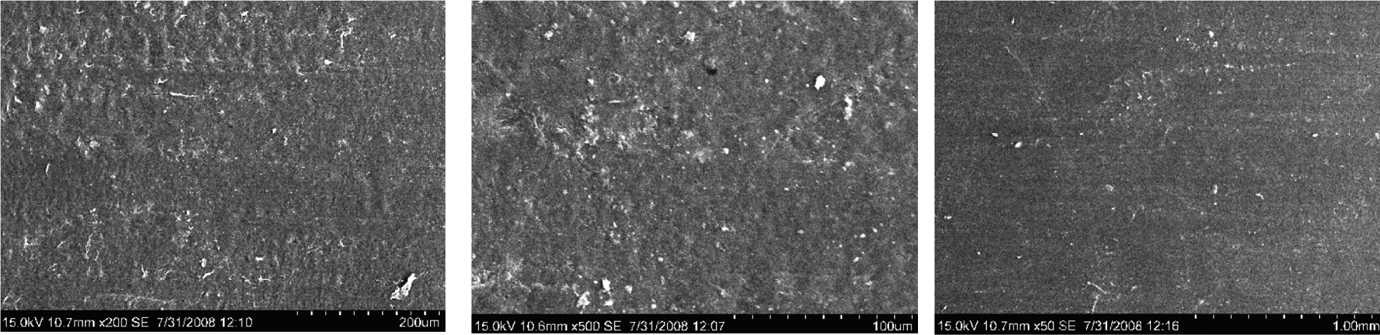
SEM images observed in machining of carbon particle-reinforced polyamide. SEM: scanning electron microscopy.
The effect of interaction between the parameters on turning of carbon particle-reinforced PA for surface roughness parameter R a is presented in Figure 13 as three-dimensional response graphs. Figure 13(a) shows the effect of interaction between the parameter cutting speed and feed. The result indicated that the increase in combination of these parameters increases the surface roughness, whereas the effect between the cutting speed and feed rate is presented in Figure 13(b). From the figure, it has been asserted that the increase in depth of cut reduce the surface roughness. The interaction between the parameters feed and depth of cut for R a is presented in Figure 13(c). The figure indicates that the increase of feed increase the surface roughness, whereas the depth of cut does not.
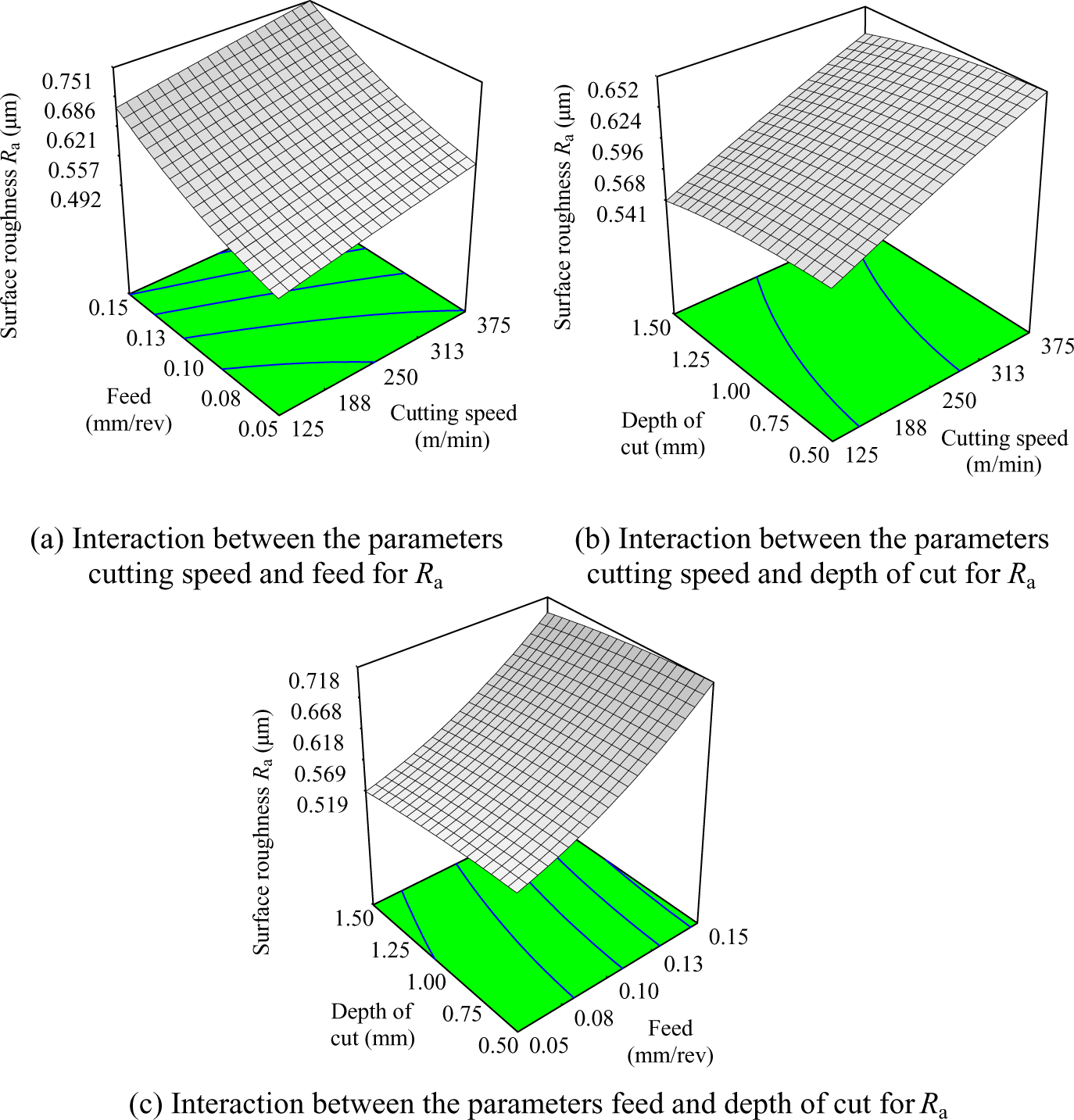
Three-dimensional surface plots for R a. R a: average surface roughness.
The effect of interaction between the cutting parameters and surface roughness parameter R t is presented in Figure 14, which shows almost the same trend for the different combination of parameters in turning of carbon particle-reinforced PA and is presented in Figure 14(a) to (c). The trend is slightly differing only in Figure 14 (a). From the analysis of the surface plots, it can be concluded that low cutting speed, low feed, and high depth of cut are preferred in machining of carbon particle-reinforced PAs.
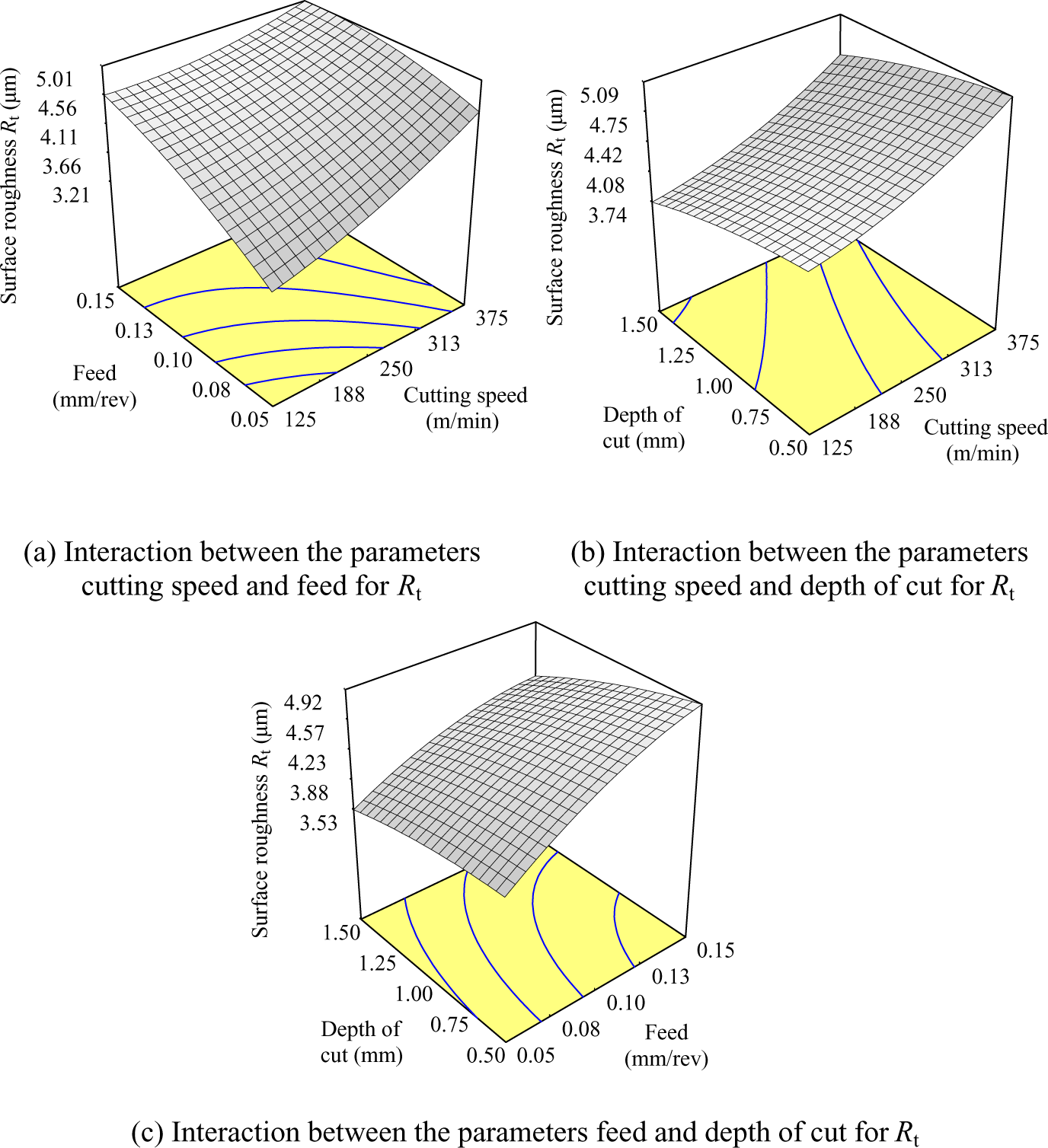
Three-dimensional surface plots for R t. R t: surface roughness height.
Conclusions
In this study, carbon particle-reinforced PA is used to carry out the turning operation. The following observations are made:
When cutting speed is increased the surface roughness increases.
Surface roughness increases with an increase in feed.
When the depth of cut is low, surface roughness is recorded high and when the depth of cut is high, surface roughness is observed to be low.
Fuzzy rule-based model is generated for predicting the surface roughness in machining of carbon particle-reinforced PAs. The correlation that exists between the experimental value and the fuzzy model is on the higher side; hence, fuzzy logic technique will be highly effective when it is used to estimate the surface roughness of PA.
The model used is highly successful within the factors and limits studied. The model can be further generalized by applying more levels and machining parameters.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.