
Abstract
Shape-memory polyurethane (SMPU) having segmented structure, with 4,4-diphenylmethane diisocyanate as hard segment, poly caprolactone diol 4000 as soft segment, and 1,4-butane diol as chain extender was synthesized using two-step polymerization technique. This pure SMPU was blended with unmodified and modified multiwalled nanotubes (MWNTs), using twin screw extruder and melt spinning technique. X-Ray diffraction, differential scanning calorimetry, morphological analysis, and shape-memory behavior results for the SMPUs are presented in this study. An improvement in the thermal stability and degradation temperature of the SMPU was observed especially in the soft segments, upon 0.1% loading of MWNT. Slight decrease in crystallinity was recorded for MWNT/SMPU as compared to virgin SMPU. The recovery ratio of SMPU fiber increased to 90% with 0.1 wt% loading of MWNT, but the spinnability decreased due to reduced crystallinity and viscosity with an addition of nanotubes to the polyurethane matrix.
Introduction
Shape-memory polymers (SMP) are a class of polymeric materials that can be formed into a specific primary shape, reformed into a stable secondary shape, and then controllably actuated to recover the primary shape. 1,2 Shape memory is the ability of a material to remember its original dimension, 3 once the material is deformed into a temporary shape and it returns to its original shape by external stimuli. 4 SMPs have a lot of advantages over shape-memory alloy or inorganic material. 5 The advantages include low density (1.0–1.3 g cm−3), high shape recovery, low manufacturing cost, and easy processing, which has drawn wide attention to them these days. 5,6 Shape-memory polyurethane (SMPU) microcrystals are used for memorizing the original shape and its glassy state is used for maintaining the transient shape. 7 Usually, the interpolymer chain interactions are so weak that a one-dimensional polymer chain cannot maintain a certain shape above T g/T ms, where T g is the glass transition temperature and T m denotes the soft segment crystal melting temperature. 8 Schematic representation of hard and soft segments in SMPU is revealed in Figure 1. The shape-memory properties include thermal, mechanical, magnetic, or electric stimulus with respect to the ability of the material to exhibit actuation or some predetermined response.
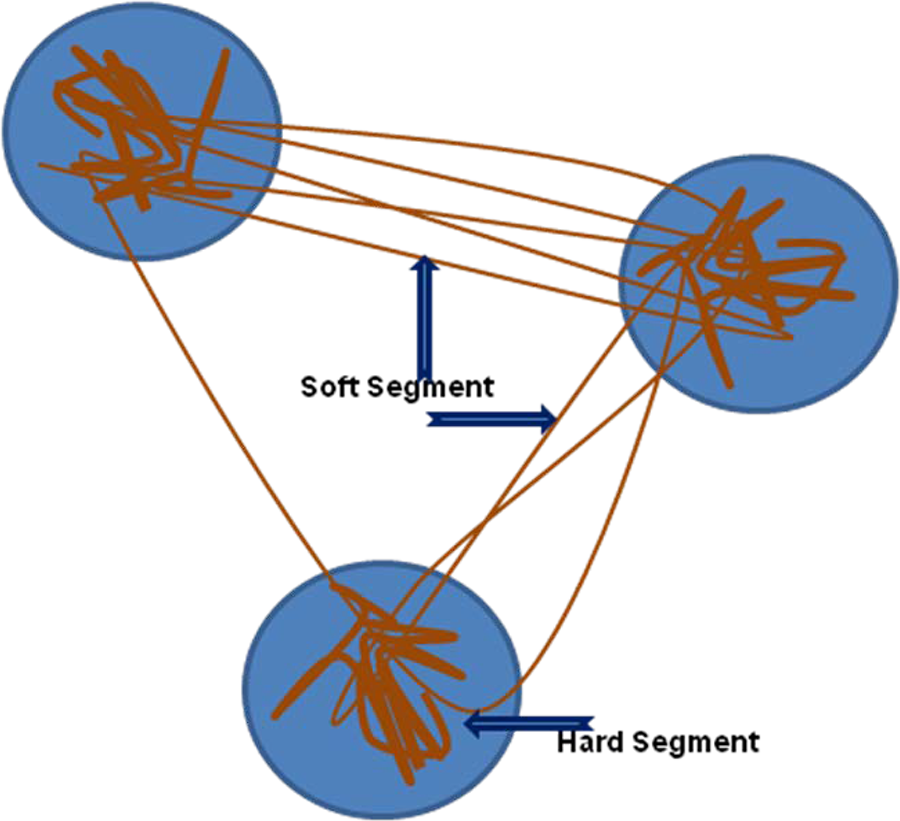
Schematic diagram for representation of hard and soft segments in shape-memory polyurethane.
Inpil et al. discussed the potential use of carbon nanotubes (CNTs) as smart composite materials to synthesize intelligent electronic structures. 9 Tara et al. fabricated multiwalled CNTs and cellulose nanofibers reinforced SMPU composite fibers and films by extrusion and casting method. 10 Mondal and Hu developed functionalized multiwalled nanotube (MWNT)-reinforced polyurethane copolymer membranes. They studied and optimized the influence in shape-memory effect of developed MWNT-reinforced SMPU composites with different MWNT weight fractions. 8 Meng et al. studied the homogenous distribution of MWNT by mechanical stirring, ultrasonic vibration, melt blending, extrusion, and melt spinning. MWNTs in were preferentially aligned in the polyurethane fiber axial direction and studied for shape-memory behavior of shape-memory fibers. 11 Meng et al. investigated the poor performance in terms of spinnability of SMP-MWNT fibers having MWNT loading above 8 wt%. The high content of MWNT showed degradation in the mechanical properties of shape-memory fibers. 12 In view of above observations, suggesting higher loadings of MWNTs, current study has been attempted to prepare and characterize SMPU fibers at lower MWNT loadings of 0.1%. MWNTs were acid treated to enhance its compatibility with polymer matrix. MWNT/SMPU composite fibers were obtained by extrusion process. The shape-memory reinforced polyurethane fibers were studied for its thermal properties and shape-memory behavior-like shape-memory fixity and recovery ratio.
Experimental
Materials
SMPU was synthesized using 4,4-diphenylmethane diisocyanate (MDI) from Merck Chemicals (Kolkata, India), used as hard segment; poly caprolactone diol 4000 (PCL) from Perstorp (Cheshire, UK) was used as soft segment, and 1,4-butane diol (BDO) from Merck Chemicals was used as chain extender. Dibutyl tin dilaurate (DBTDL)supplied by National Chemicals (Vadodara, Gujarat, India) was employed as catalyst for the reaction process. MWNTs with length 12 µm, outer diameter of 10–30 nm, bulk density 0.17 g cm−3, and specific surface area 220 m2 g−1 were procured from Nanoshel LLC (Willmington, DE, USA). Other common reagents like sulfuric acid and nitric acid of analytical reagent grade have been used as such without any further modification.
Surface modification of MWNT
For carboxylation, the MWNT were acid treated in a mixture of 70% nitric acid and 98% sulfuric acid (1:3 by volume ratio). The acid solution was added in large excess, that is, 200 mL g−1 of MWNTs. Initially, a round-bottomed flask was employed to immerse MWNT (wt%) in acid solution. This mixture was mechanically stirred for 20 min and refluxed simultaneously at 120°C using a condenser attached to setup. The MWNT/acid solution mixture was further sonicated for 30 mins using ultrasonicator (6.5 L capacity, 230 V, Delux Trading, Pune, Maharashtra, India), having nominal frequency of 50 Hz, for uniform dispersion of MWNTs in acid solution. The obtained solution was cooled, filtered using the polytetrafluoroethylene membrane filter, and was washed with deionized water. The modified MWNT (mMWNT) was collected and dried in a vacuum oven for 24 h at 80°C for removal of residual moisture, prior to reinforcement in polymer matrix.
Synthesis and processing of SMP
For synthesis of SMPU having approximately 45 wt% of hard-segment domain, a molar ratio of MDI–BDO–PCL was optimized at 7:4:1, respectively. DBTDL along with BDO was used to increase the rate of the chain extension reactions.
Primarily calculated amount of MDI and PCL were taken in a three-necked flask for prepolymerization reaction. The reaction was carried out at an elevated temperature (60°C) in inert atmosphere with vigorous stirring at 300 r min−1. The reaction was continued till there were no traces of exothermic reaction.
The synthesized SMPU was additionally reinforced with measured amounts of mMWNTs. The SMPU/MWNT viscous dough mixture was fed to the twin screw extruder of L/D ratio of 25/1 (Haake Rheomix, OS 2000, Thermofisher Scientific, Schwerte, Germany) to obtain extrudates of SMPU reinforced with MWNT composites. The process parameters were maintained at 180, 200, 210, and 215°C at 25 r min−1. Subsequently, pure and MWNT-reinforced SMPU fibers were spun using a spinning head (0.2 mm orifice) attached to the extruder. The drawn fibers were allowed to pass through nip rollers at 60°C and were collected at a winding speed of 45 m min−1. The average molecular weight of SMPU/MWNT was measured using Parallel Plate Rheometer (Mars III, Thermofisher Scientific), which was found to be 1.07 × 105 g mol−1.
Characterization techniques
Fourier transform infrared spectroscopy
The surface modification of MWNT was analyzed to identify the functional group attached on its surface using Fourier transform infrared (FTIR) spectra (Nicolet 6700 spectrophotometer, Thermo Scientific, USA). Each spectrum was obtained by coadding 64 consecutive scans with a resolution of 2 cm−1 within the range of 400–4000 cm−1.
Transmission electron microscopy
The morphology of SMPU fibers and MWNT-filled SMPU fiber nanocomposites has been investigated using transmission electron microscopy (TEM; JEM 1400, JEOL, Higashiarai, Japan). The samples were loaded on 3 mm diameter carbon-coated grids and dried prior to TEM imaging.
For exact result, prior to FTIR and TEM, the modified multiwalled nanotubes were washed several times by deionized water, to ensure complete removal of existing ions, until the pH of the dispersion solution in deionized water reached 7.0.
Thermogravimetric analysis
The thermal stability of SMPU and MWNT-filled SMPU fiber nanocomposites has been studied employing thermogravimetric analysis (TGA; Q50, TA Instruments, New Castle, DE, USA). Pure SMPU, MWNT/SMPU, and mMWNT/SMPU were scanned from 50 to 600°C at a rate of 5°C min−1 under nitrogen atmosphere. Corresponding degradation temperatures and percentage char have been reported.
Differential scanning calorimetry
The thermal properties of pure SMPU and MWNT-loaded SMPU nanocomposites, such as melting point and crystallinity of the soft segment, were determined using differential scanning calorimetry (DSC; Q20, TA Instruments). A 10-mg sample was heated from −100 to 250°C under nitrogen atmosphere. The heating rate was maintained at 10°C min−1. The first heating cycle was performed from −100 to 250°C at a heating rate of 10°C min−1 and quenched to −100°C at a cooling rate of 10°C min−1 to remove the thermal history of the material. Corresponding T g, T m, and percentage of cystallanity were noted from the second cycle of heating.
X-Ray diffraction
The crystallinity of the material was evaluated from patterns of x-ray diffractometer (7000L/2008, Shimadzu Analytical India Pvt Ltd, Chennai, India). A range of diffraction angle (2θ) from 10 to 50° was used with a scanning interval of 0.02°, for evaluation of crystallinity of pure SMPU and its variation with respect to the addition of MWNT in SMPU nanocomposites. The equipment was operated with tube voltage of 40 kV and tube current of 150 mA.
Cyclic thermomechanical analysis
Cyclic thermomechanical properties of the SMPU fiber were determined with the help of the universal testing machine (UTM 3386, Instron, High Wycombe HP, UK), equipped with an environmental chamber that can control temperature from 50 to 300°C. For each condition, three different fibers, that is, pure SMPU, MWNT/SMPU, and mMWNT/SMPU were analyzed for shape fixity and recovery ratio.
Cyclic thermomechanical properties for characterizing SMPU employed a four-step process. The samples having a gauge length of 20 mm were considered as samples to be tested as per ASTM D2256. The initial gauge length of the samples were noted as (L o) upon fixing the fiber in the UTM. In step 1, the sample was initially heated to 70°C and then stretched to a length (L s) till 100% strain was achieved, with a strain rate of 10 mm min−1, followed by step 2, wherein the specimen was allowed to attain ambient temperature of 30°C keeping the strain constant for 10 min.
Further, in step 3, the load cell was removed for an instantaneous relaxation or unconstrained recovery and for the fiber to shrink back to original position (length L D) at a rate of 50 mm min−1. Finally, in the step 4, the sample was heated to 70°C to the final length (L F) after shape recovery cycle for undergoing the recovery and attaining the residual strain of the fiber. The four-step procedure was repeated four times for three different samples (filled and unfilled SMPU) separately to investigate the effect of modified and unmodified MWNT on shape-memory and thermomechanical properties of SMPU.
Fiber morphology using SEM
The dispersion characteristics of pure SMPU, MWNT/SMPU, and mMWNT/SMPU fiber nanocomposites have been studied employing scanning electron microscopy (SEM; EVO MA 15, Carl Zeiss, Cambridge, UK). The modified and unmodified MWNT/SMPU fiber was embedded into epoxy matrix and then broken in the presence of liquid nitrogen, to obtain fractured surface containing MWNT/SMPU fibers. Prior to imaging, the samples were sputtered to avoid electric discharge.
Results and discussion
Modification of MWNT by FTIR analysis
Figure 2 shows the FTIR spectrum of unmodified and mMWNT. It is evident that the unmodified MWNT shows a broad peak at 3400 cm−1, which refers to the OH stretching of the hydroxyl groups. The carboxyl groups on the surface of unmodified MWNT is probably due to the partial oxidation of its surface during purification process. However, in case of the mMWNT, a peak around 1730 cm−1, associated with the stretching of carboxylic groups formed due to acid treatment or oxidation of carbon atoms on the surface of MWNT in presence of nitric acid. This confirms the modification reaction of unmodified CNT with acid. Similarly, other peaks around 3750 cm−1 due to free hydroxyl groups, 3445 cm−1 (OH stretching from carboxyl groups) and 2360 cm−1 OH stretch from strongly hydrogen bonded COOH was noticed.
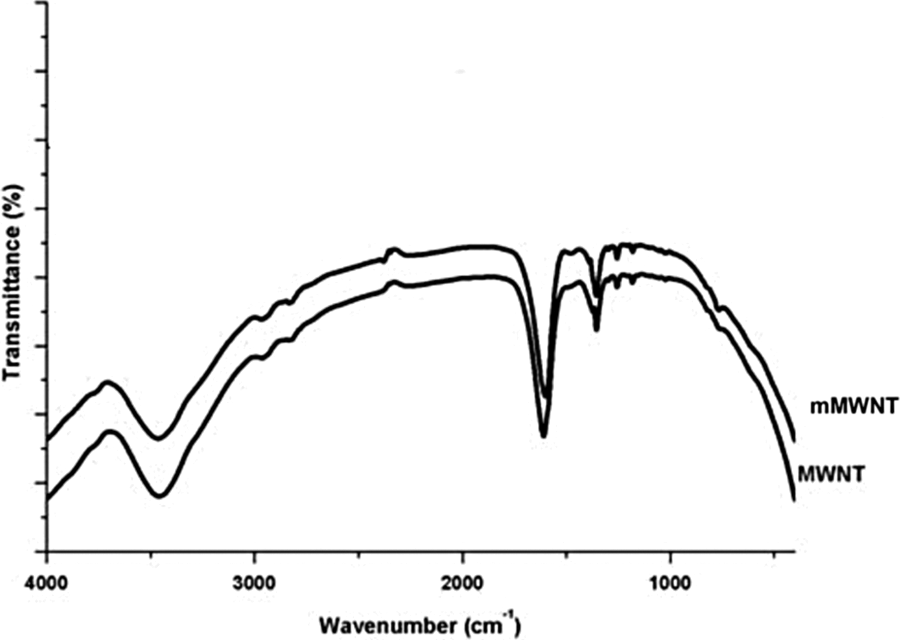
Infrared spectra of unmodified and modified-MWNT.
Outer diameter analysis of MWNT by TEM
Modification of MWNTs was also studied using TEM analysis as shown in Figure 3.
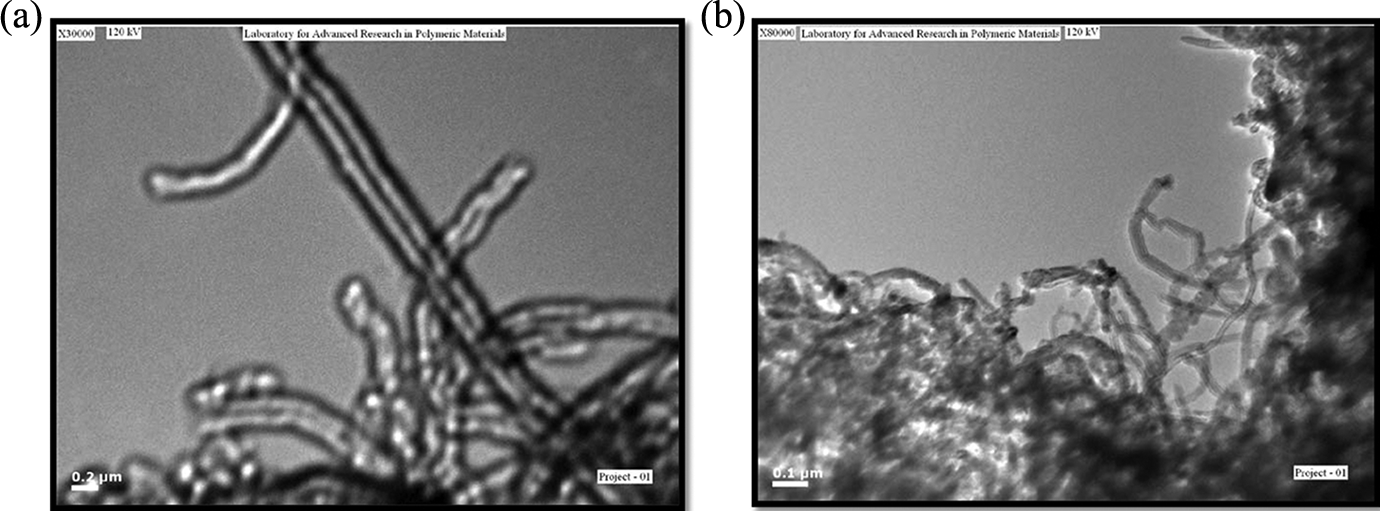
TEM images of unmodified (raw) MWNT. (a) single unmodified nanotube and (b) bundle of unmodified nanotubes.
Figure 3 illustrates the agglomerates of unmodified MWNT. This behavior indicates the adhering of carbon–carbon bonds in the regular lattice structure of unmodified MWNTs.
Figure 4(a) and (b) depicts the TEM micrographs of mMWNT. As evident from Figure 4(a), the modifed MWNTs have cylindrical shapes with an external diameter of approximately 34 nm. Thus, it is confirmed that the isolated MWNT of different sizes and directions form an aggregated structure due to intermolecular forces of attraction between them. It is also assumed that acid treatment is effective in opening up the ends of the MWNT.
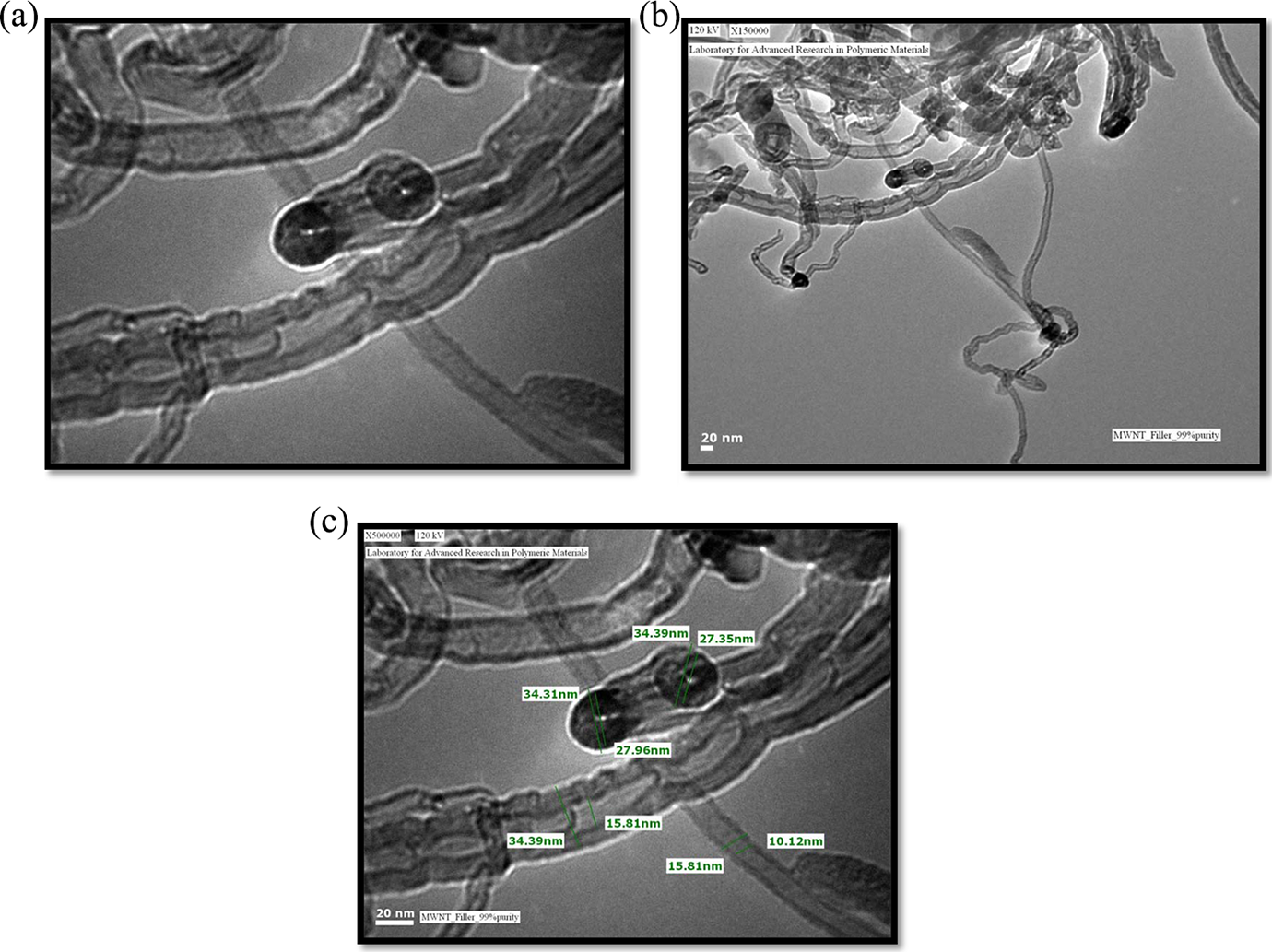
TEM images of modified (carboxyl functionalized)-MWNT. (a) single modified nanotube, (b) bundle of modified nanotubes, and (c) analysis of outer diameter of single modified (carboxyl functionalized)-MWNT nanotube.
Thermogravimetric analysis
Figures 5 and 6 reveal the TGA/differential thermogravimetric (DTG) thermogram of pure SMPU and its nanocomposite fibers with modified and unmodified MWNT, respectively. The thermal stability of SMPU and SMPU/MWNT nanocomposite fibers displayed a three-step degradation mechanism. It is observed that the thermal stability of pure SMPU increased with the incorporation of MWNT. The initial peak around 100°C represents the moisture content and volatiles, present in the material.
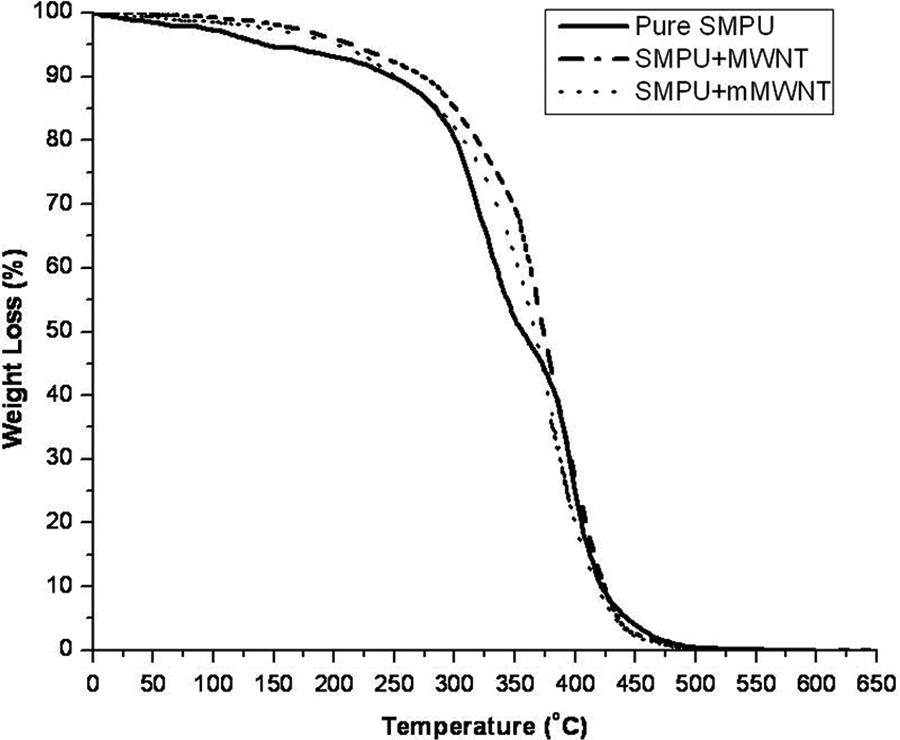
TGA thermogram of SMPU fiber and MWNT-filled SMPU fiber nanocomposites.
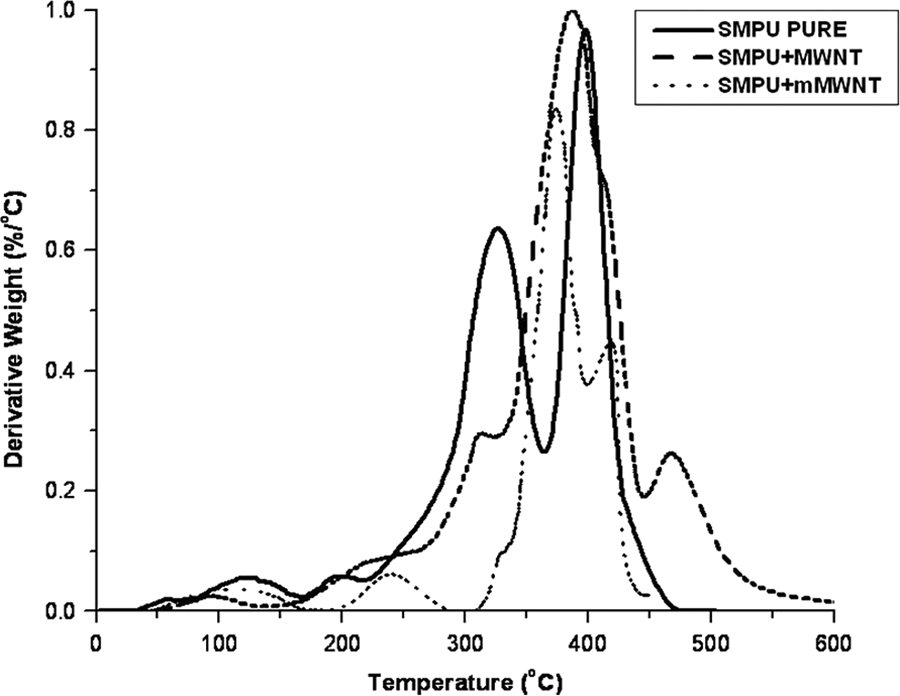
DTG thermogram of SMPU fiber and MWNT-filled SMPU fiber nanocomposites.
The second peak observed in all the three samples around 220°C can be attributed to volatization of the solvent, unreacted monomers, or other volatiles. A degradation peak was observed at 300°C, which may be degradation temperature for the soft segment of pure SMPU. Due to 0.1% loading of MWNT in SMPU, the degradation temperature increased to 380°C and 360°C for mMWNT and unmodified MWNT/SMPU fiber nanocomposites. Final peak noticed in all the three cases around 400°C may be the characteristic degradation of hard segment (MDI) in SMPU. The minor ash content was observed in case of the MWNT/SMPU nanocomposites, whereas the virgin material decomposed completely. The quantitative observation of DTG reveals that there is an improvement in thermal stability of the polymer, in case of the nanocomposite matrix, which is probably due to the presence of the CNT that in turn increase the thermal stability of the matrix polymer. Also, as observed from the TGA/DTG thermograms, the initial degradation temperature was higher in case of modified nanocomposite as well as pure SMPU.
Differential scanning calorimeter
Generally, soft and hard segment crystallization and the degree of phase separation can be estimated from thermal transitions such as T g, T m, and percentage crystallinity (X c). The melting point (Figure 7) for the soft segment of SMPU is shifted from 56°C to a lower temperature of 51°C and 48°C upon reinforcement with unmodified and mMWNT, within SMPU matrix.
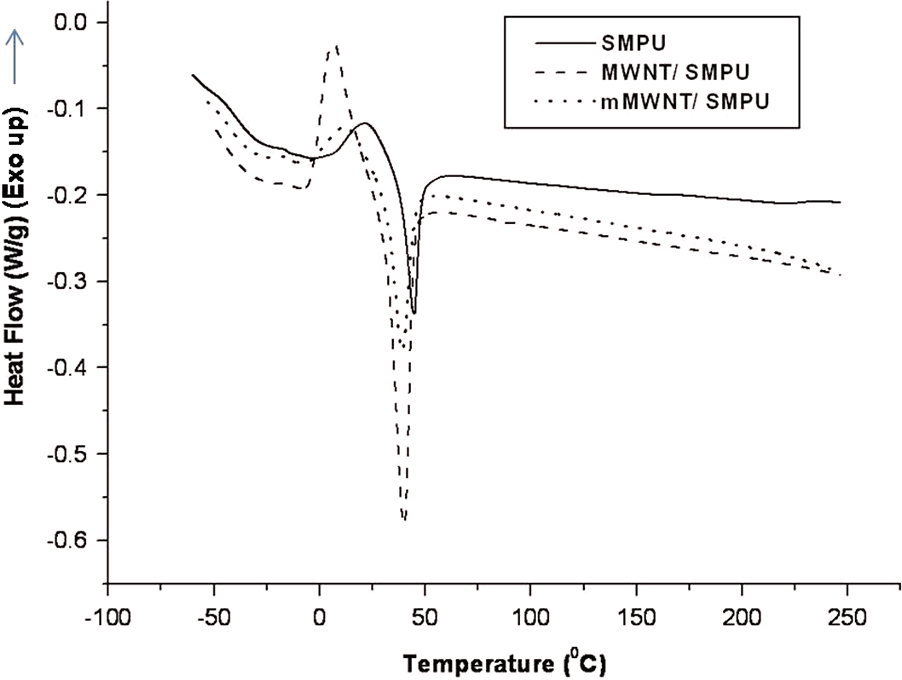
DSC thermogram of SMPU fiber and MWNT-filled SMPU fiber nanocomposites. MWNT: multiwalled nanotube; SMPU: shape-memory polyurethane; DSC: differential scanning calorimetry.
Table 1 shows the crystallization of soft segment phase of the polyurethane and its MWNT/SMPU fiber nanocomposites. Reduction in X c of filled SMPU as compared to pure SMPU may be due to the hindered crystallization and proper dispersion of MWNT in polymer matrix. Also, incorporation of MWNT led to an increase in T g of pure SMPU from 48 to 54°C in case of mMWNT/SMPU nanocomposites. However, the unmodified MWNT/SMPU nanocomposites exhibited a marginal increase in T g to 51°C. This incrase can be well explained due to the possible physical interaction between the modified/unmodified MWNTs within the virgin matrix. Furthermore, with 0.1% loading of MWNT, a decrease in the mobility of polymer chains was observed that contributed toward the decrease in crystallinity and increase in T g of the nanocomposite fibers. Thus, comparing the unmodified MWNT/SMPU, the modified nanocomposite revealed better compatibility.
Thermal properties of SMPU fiber and MWNT-filled SMPU fiber nanocomposites.
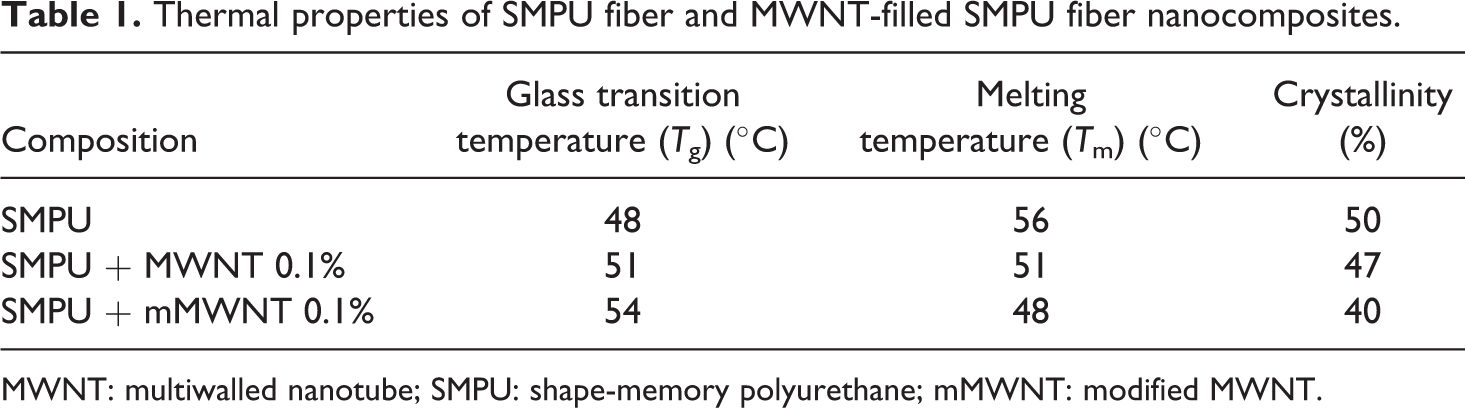
MWNT: multiwalled nanotube; SMPU: shape-memory polyurethane; mMWNT: modified MWNT.
Wide-angle x-ray diffraction
Figure 8 shows a comparison of x-ray diffraction (XRD) pattern of pure SMPU and its nanocomposite. It is evident that pure SMPU shows a prominent peak at 22.06° owing to the crystallization of soft segments of pure polyurethane fiber along with the other peaks at 24.35°, 22.81° and 24.2°. Pure SMPU and MWNT-filled fiber nanocomposites exhibited common diffraction peaks corresponding to 2θ = 22.6° owing to the prominence of the PCL crystals in the soft segments. It is also observed that the single crystalline pattern of pure SMPU has been disturbed upon addition of MWNTs, wherein a broader and a diffused pattern was observed. This phenomenon can be attributed to, hindered chain movement of the polymer due to the presence of MWNT, whose nanosize is comparable to the size of lamella of crystals of the polyurethane matrix.
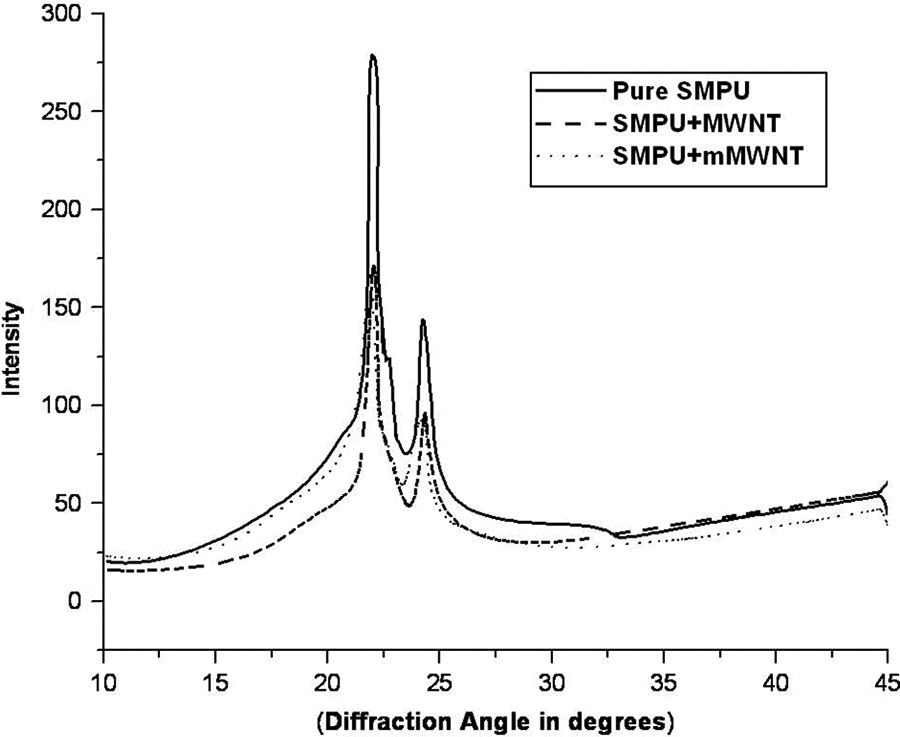
XRD patterns of (a) pure polyurethane fiber, (b) 0.1% MWNT/SMPU, and (c) 0.1% mMWNT/SMPU fiber nanocomposites.
Table 2 enumerates the crystallinity of SMPU, MWNT/SMPU, and mMWNT/SMPU fiber nanocomposites at 57%, 47%, and 41%, respectively. The XRD data showed near similar crystallinity characteristics to that as obtained by DSC, apart from the slight difference observed for pure SMPU. This behavior is possibly due to the difference in the experimental techniques, wherein the crystallinity is measured under cooling in case of DSC and diffraction pattern in case of XRD.
XRD pattern of pure polyurethane, MWNT/SMPU, and mMWNT/SMPU fiber nanocomposites.
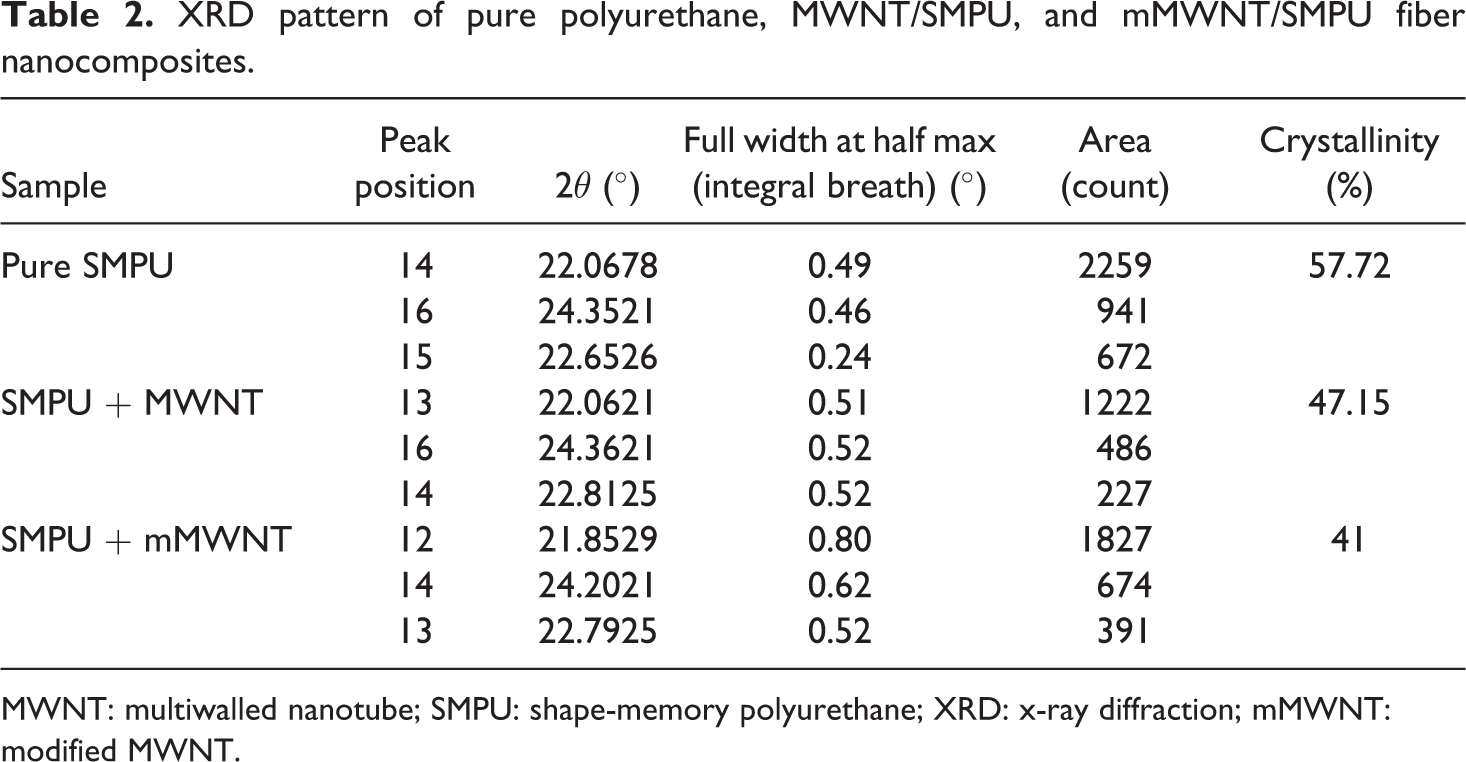
MWNT: multiwalled nanotube; SMPU: shape-memory polyurethane; XRD: x-ray diffraction; mMWNT: modified MWNT.
Cyclic thermomechanical analysis
The shape-memory properties of pure SMPU were compared vis-à-vis the filled counterparts by cyclic thermomechanical analysis. A typical cyclic thermomechanical tensile test was conducted to investigate the shape-memory effect of the SMPU and its fiber nanocomposites. The prime parameters evaluated were shape fixity and recovery ratio, both that showed deviation, when exposed to mechanical stress and thermal behavior. The fixity ratio, recovery ratio, and maximum stress at 100% strain are shown in Figure 9.
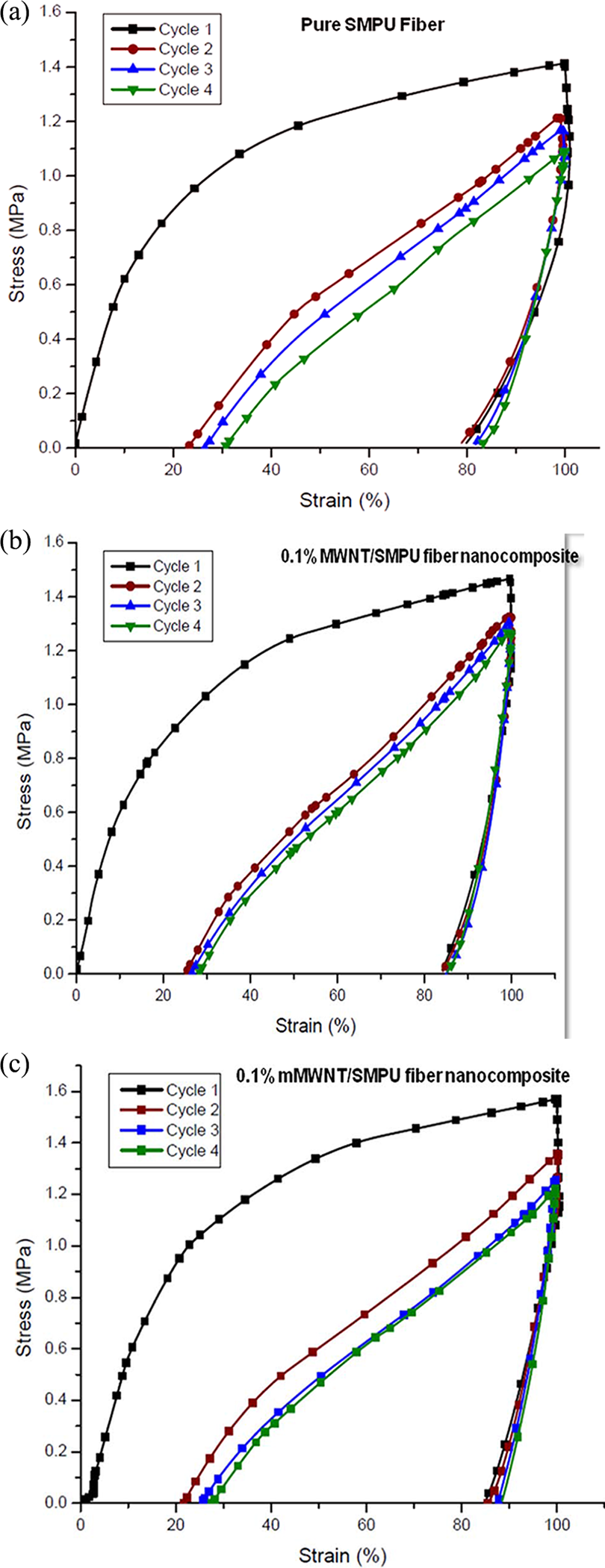
Cyclic tensile testing of (a) pure polyurethane fiber, (b) 0.1% MWNT/SMPU, and (c) 0.1% mMWNT/SMPU fiber nanocomposites.
The fibers with 0.1% loading of MWNT depicted almost equal fixity ratios as compared to that of the unfilled SMPU. A slight variation in 1.36% in shape fixity was observed in 0.1% mMWNT-loaded SMPU fiber nanocomposite as against pure SMPU fiber, and this may be attributed toward the level of deformation caused due to rapid cooling of the deformed material to room temperature. The variation was calculated from equation (1):

The deviation in the shape fixity calculation for mMWNT-loaded SMPU fiber can be estimated from the below mentioned equation (2).

The hydrogen-bonded hard segment phase has a higher transition temperature that contributes to shape recovery, whereas soft segment phase has a lower melting transition temperature thereby contributing to shape fixity. The addition of 0.1% multiwalled nanotubes leads to molecular scale ordering of polymer chains that in turn produces shape-memory effect. Hence, for each sample of either pure SMPU or filled MWNT/SMPU nanocomposite fibers, heating above its soft segment crystal melting temperature results in the recovery of the stored elongation by an increase in network free volume and chain rearrangement. The chain rearrangement further leads to recovery of a stable high entropy state in the nanocomposite thereby regaining the same shape and achieving 90% recovery ratio.
However, Figure 9 enumerates remarkable influence of MWNTs on the fiber shape-recovery ratio. The recovery ratio of the MWNT/SMPU fiber was observed to be higher by 8.5 and 12% for unmodified and mMWNT/SMPU nanocomposites, respectively, when compared with pure SMPU fiber. The increase in the recovery gradient, attained upon heating is probably due to high surface area of MWNT that results in effective stress transfer from the filler to the matrix. The recovery stress and recovery strain are mainly controlled by the hard segment phase. For the 0.1% loaded MWNT/SMPU fiber nanocomposites, the mMWNTs, had a better interaction with the hard segment phase, resulting in reduction in chain slippage of the polymer chains. The recovery ratio of pure SMPU fiber increased from 80.9 to 90.68% for mMWNT/SMPU nanocomposite fibers. This thereby indicates that MWNT-filled SMPU fiber nanocomposites are able to help to store the internal stress during stretching and shape fixing and withstand higher stress at the same elongation (100% strain), thereby imparting higher shape recovery force to the overall fiber.
Fiber fracture morphology by SEM
The pure SMPU and MWNT/SMPU nanocomposites (both modified and unmodified) are shown in Figure 10(a) to (d). Figure 11(a) and (b) reveals the absence of the roughness of the fractured surface of pure SMPU.
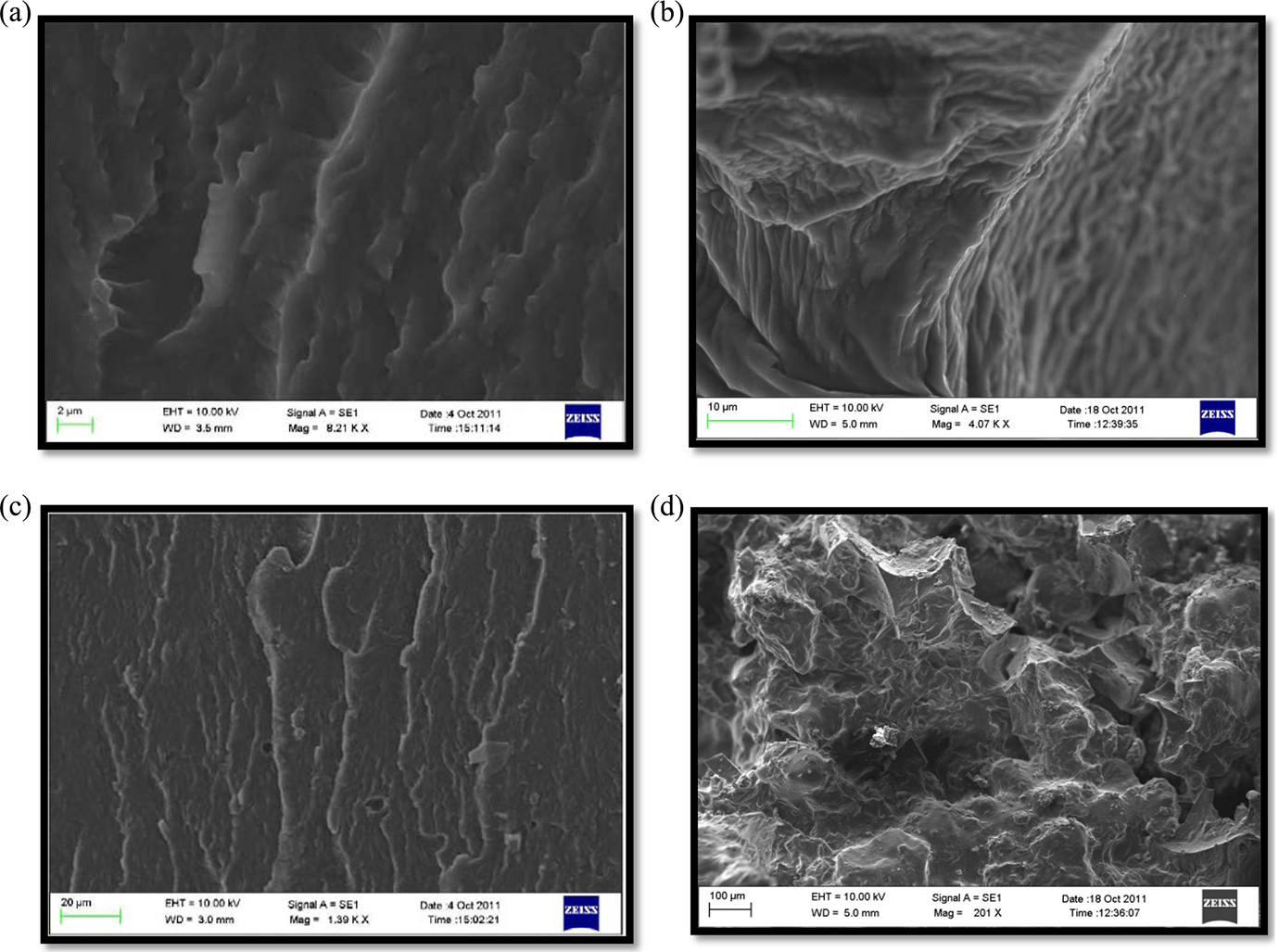
SEM images of the melt-spinned fiber, fractured after embedding in epoxy and rupturing in presence of liquid nitrogen for (a,b) polyurethane, (c) 0.1% MWNT/SMPU, and (d) 0.1% mMWNT/SMPU nanocomposite.
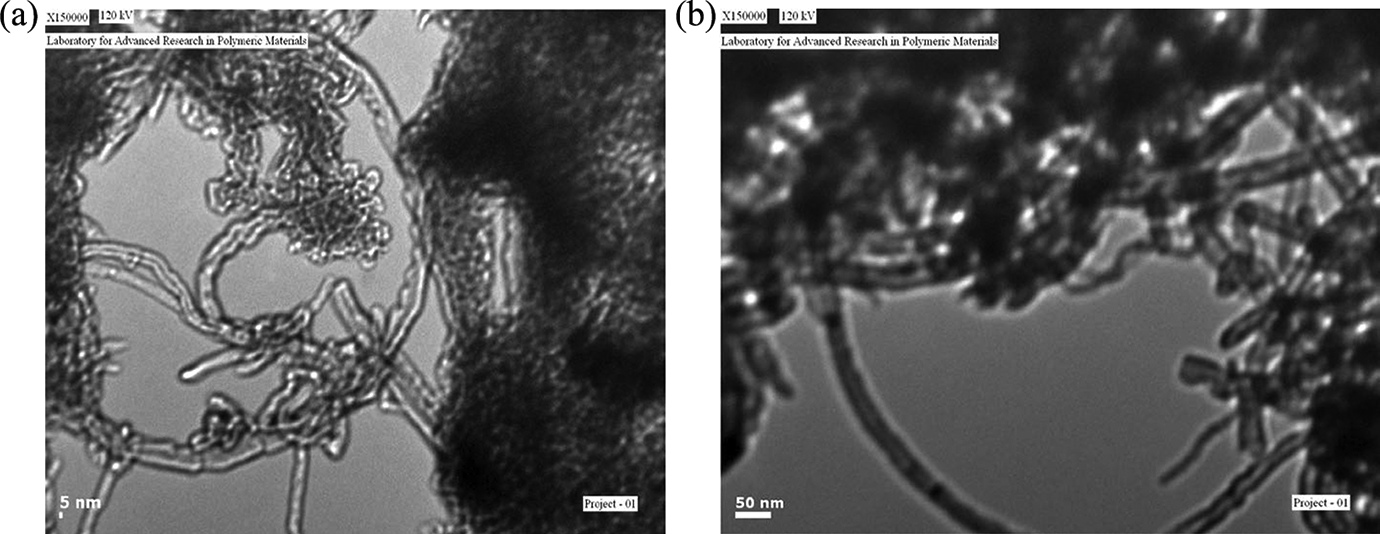
TEM images (at lower magnification) of (a) modified and (b) unmodified MWNT/SMPU nanocomposite.
Figure 10(c) reveals the SEM micrographs of unmodified MWNT/SMPU nanocomposite fibers wherein fine holes and a smooth surface unlike the virgin polymer were observed, thus revealing incompatibility with the matrix. On the contrary, in case of mMWNT/SMPU nanocomposite, a rough surface was observed and it is assumed that the nanoparticles are pulled out together with the hard segments of the matrix thus confirming improved interfacial adhesion with the polymer. However, SEM analysis could not provide a distinct morphological evidence to trace the dispersion characteristics, which has been further studied using TEM.
Dispersion characteristics and SMPU fiber morphology using TEM
Figure 11(a) and (b) shows TEM micrographs of modified and unmodified MWNTs within SMPU matrix. It is evident that in case of modified MWNT/SMPU nanocomposite fiber, the MWNTs are preferentially aligned in the fiber axis and are isolated and opened (as indicated in Figure 11(a)). However, traces of agglomeration of mMWNTs within SMPU matrix were also noticed. Conversely, in case of unmodified MWNT/SMPU nanocomposite fiber, there was presence of clusters of nanotubes within the matrix that clearly confirms agglomeration of the nanoparticles. Hence, surface modification of MWNT results in improved interfacial adhesion, which contributes in effective alignment of MWNT within the axis of SMPU fiber and effective surface contact with the polymer matrix.
Conclusions
MWNT/SMPU nanocomposite fibers have been successfully prepared using melt extrusion process followed by melt-spinning. Incorporation of 0.1% of MWNT results in improved shape-memory properties of SMPU. Furthermore, surface modification of MWNT results in improved thermal stability as well as significant increase in recovery ratio of SMPU. This indicates the retention of MWNT within the hard segment domains of nanocomposites. Thus, mMWNT, at an optimal concentration, can be incorporated within SMPU matrix for its end use in smart textile applications.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.