
Abstract
Melt centrifugal spinning has been used to successfully produce nanofibres from compounds of polypropylene (PP) and multi-walled carbon nanotubes (MWNTs) at a concentration of 1%. The compounds were prepared either via twin screw compounding or by dissolution in decalin with sonication. Nanofibre production was conducted by centrifugal spinning in a Forcespinner™, a technology capable of producing nanofibres with a high material throughput. Processing via dissolution resulted in a reduction in the size of the MWNT agglomerations in the polymer, which led to a more uniform fibre morphology and a reduced incidence of bead defects as compared to products produced from the melt extrusion compound. The addition of a nonionic surfactant (Triton X-100) to the compound solution aided dispersion of the MWNTs as determined by optical light microscopy of thin cast films and produced fibres with the lowest mean diameter. The mean fibre diameter in the as-spun webs prepared by dissolution of PP in decalin with sonication was found to decrease with increasing spinneret speed; however, a similar trend was not observed for fibres generated from the melt compounded material.
Keywords
Introduction
Centrifugal spinning, also known as rotary jet spinning (RJS), is a technique for producing sub-micron and nanoscale fibres. A recent embodiment of this fibre production technology was developed by Sarkar et al. and commercialised as Forcespinning™ L1000M by FibeRio (McAllen, Texas, USA). 1 Forcespinning™ is capable of producing fibres from both polymer solution and molten thermoplastics allowing a broad range of polymers to be potentially processed using RJS systems. The technology uses centrifugal force to create and expand a liquid jet of molten polymer or solution leading to the formation of sub-micron fibres. In the melt spinning configuration, polymers are placed in a reservoir coupled to a parallel plate spinneret with multiple orifices. As the rotation speed increases and the centrifugal forces overcome the capillary resistance, a liquid jet is ejected from the spinneret. Centrifugal forces further act upon this jet resulting in elongation coupled to a reduction in the jet and resultant fibre diameters. In addition to the centrifugal forces, the final fibre diameter will also be influenced by polymer viscosity, surface tension, and the rate of solidification. 2 A reported advantage of RJS technology in fibre production over electrospinning systems is that with only centrifugal forces, operating potential gains in manufacturing productivity can be achieved. 3
Currently RJS technology has been used to make nanofibres from polyamide, poly(ethylene oxide), poly(lactic acid), polyvinylidene fluoride, polycaprolactone, bismuth, polypropylene, poly(ethylene terephthalate) (PET), poly(butylene terephthalate) and polystyrene. 1,4 –6 In addition, conjugate polymers of polyethylene oxide/polyphenylenevinylene and nanocomposites of PET/graphene have also been successfully formed into nanofibres. 7 Nanocomposites are multiphase materials, where one or more components have dimensions <100 nm, and currently, there is particular interest in the inclusion of materials such as sheet graphene and carbon nanotubes (CNTs) into the polymer matrices. CNTs are made entirely of carbon and are essentially a graphitic plane of hexagonally bonded carbon rolled into a cylinder. 8 CNTs have provided the focus for a wide range of research due to their inherent high levels of electrical and thermal conductivity and associated attractive mechanical properties. 9 CNTs typically measure <10 nm in width but can have lengths many times longer resulting in a very high aspect ratio, which allows CNTs to be added at very low concentrations and still achieve significant improvements in mechanical loading. 10 The addition of CNTs is known to improve strength and may lead to webs being used commercially in more demanding applications. 11 There has also been interest in developing nanocomposites using CNTs in order to create smart materials, such as rapid response sensors, which utilise the variable electrical properties of CNTs embedded in a conductive polymer nanocomposite (CPC). 12 Highly sensitive strain gauges could be created by exploiting the piezoresistive behaviour exhibited by CNTs. 12,13 Gas and vapour sensors have also been proposed, which utilise electrochemical-induced resistive changes in CPCs made from CNTs in a range of matrixes, including polymethyl methacrylate, 12 polypropylene/polycaprolactone, 14 chitosan 15 and polypyrrole. 16 Of particular interest is the use of CNT nanocomposites in a nanofibrous network, the high surface area and small diameters that feature in nanofibre-aided gas diffusion and gives the composite a greater sensitivity than when formed into thin film composites. 17
Nanotubes are generally produced in two forms: single-walled (SWNT) and multi-walled (MWNT). 8 The former consists of a single tube made from one graphene sheet, whereas the latter resembles a ‘telescopic rod’ made from multiple layers. Typically MWNTs are more economical to use in pilot studies but nevertheless still display similar behaviour to SWNTs in terms of dispersion and spinnability. Due to the high aspect ratio of CNTs, adding CNTs to polymers can significantly increase the viscosity even at low concentrations. 9 The addition of 1% CNTs to a polymer melt is reported to significantly alter the spinning behaviour during melt processing compared to the pure polymer resin. 18 Production of nanocomposites through RJS is desirable due to the fine diameters possibly combined with a high throughput rate. Currently, there are no reports on the manufacture of linear nanocomposites comprising polypropylene (PP) and CNTs using RJS systems either by melt or solution processing. The purpose of this study was to determine the feasibility of RJS production of polymer nanocomposites and to study the subsequent effect of MWNT dispersion method and RJS spinning conditions on the composite fibre web properties, specifically in relation to fibre morphology, fibre diameter and uniformity.
Experimental
Materials
Melt blowing grade PP (Lyondell MF650Y PP) was used throughout the study and has a melting point of 154°C and a melt flow rate of 1800 g 10 min−1. The MWNTs (95% carbon) were purchased from Southwest Nanotechnologies (Norman, Oklahoma, USA), and had an average diameter of 5.5 nm, average length of 1.5 µm and carbon purity in excess of 95%. For the preparation of spinning solutions, laboratory grade decalin solvent and nonionic Triton X-100 surfactant were purchased from Sigma Aldrich (United Kingdom).
Preparation of CNT/PP composite mixtures
The PP and CNTs were premixed in a polyethylene bag and introduced into the co-rotating twin screw extruder (TSA Industries, Cernobbio, ITA) by a vibrating gravimetric feeder. The compound was mixed in the extruder at 175°C with a rotation speed of 150 r min−1. After mixing, the melt nanocomposite extrusion was cooled in a water bath and subsequently pelletised using a HAAKE granulator (Thermo Scientific, Massachusetts, USA). In order to achieve sufficient CNT dispersion and improve uniformity, the pellets were cycled back into the feed system until the compound had undergone three extrusion processing cycles.
In addition to the melt extrusion compounds, wet spinning solutions were prepared by mixing and ultrasonication of the polymer, MWNTs and a surfactant. In this procedure, 1.98 g of PP was added to 30 ml of decalin and heated at 70°C until the PP had dissolved. MWNTs of 20 mg were then added and placed in a sonication bath for 1 h at 70°C. In order to evaluate possible improvements to the dispersion, two product mixtures were manufactured: solution A was produced as described with no surfactant addition, while in solution B having 0.05 g of Triton X-100 was added to the solution prior to sonication. When dispersing CNTs, the surfactant concentration must be above its critical micelle concentration and also above the filler concentration. 19 After mixing, small aliquots of the solutions were poured onto a glass plate and allowed to dry at ambient conditions for over 96 h after which a brittle, voluminous solid was formed.
Forcespinning MWNT/PP composite fibres
Fibres in the form of a web were produced using a FibeRio Forcespinning system. For melt spinning, 120 mg of the extrusion compound was loaded into the low melt flow index spinneret and heated to 220°C. Homogeneous PP was spun into webs at 12,000 and 13,000 r min−1, while the PP/CNT compounds were processed using three spinneret rotation speeds of 13,000, 14,000 and 16,000 r min−1. The collection system used was a static arrangement of posts positioned 115 mm from the spinneret circumference as shown in Figure 1. To characterise the fibre web using optical light microscopy, a glass slide was passed through the web, while the remainder of the web was collected for bulk analysis and scanning electron microscopy (SEM) analysis.
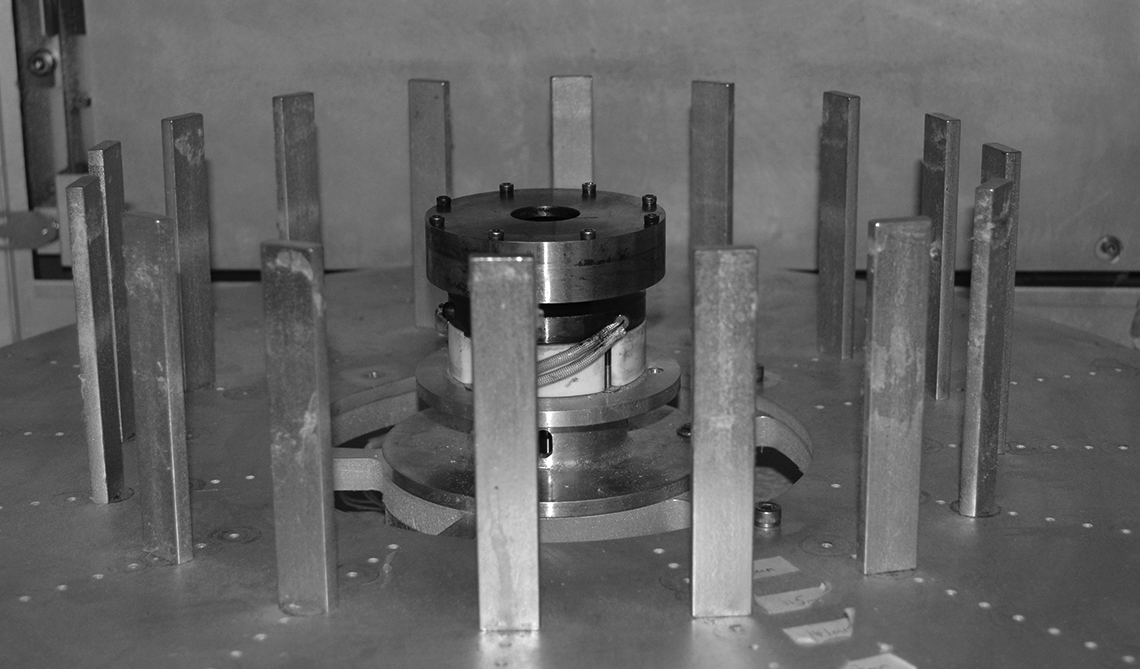
Static collection bars positioned around the melt spinneret.
Fibre characterisation
The level of MWNT agglomeration in the bulk melt product was assessed by optical light transmission microscopy of thin melt cast films of approximately 20 µm thick, produced by squeezing molten compound between two glass slides. The films were observed using a Projectina CCD1300 Microscope (Projectina AG, Heerbrugg, SWI) where the images provided information about particle size and dispersion uniformity. The nanofibre webs were also analysed by the Projectina microscope where the level of beading and thick regions within the fibres were established. An SEM (Model S-3000N, Hitachi, Schaumburg, Illinois, USA) was used to measure the diameter of the gold-coated fibres in order to determine the fibre diameter. Image analysis software (Image J, National Institutes of Health, Bethesda, Maryland, USA) was then used to measure the fibre diameters and calculate the mean.
Results and discussion
Light microscopy of the unsonicated melt-compounded films revealed incomplete dispersion of the CNTs as shown in Figure 2(a) with relatively large agglomerations observed in the bulk polymer. SWCNTs may have a surface area of up to 1325 m2 g−120, and this large surface area promotes a high level of attractive intertube van der Waals interactions, which can result in the observed formation of micron size macroparticles and subsequently can influence processability and the final properties of the composite. Therefore, it appears that MWNTs are difficult to uniformly disperse by melt mixing, and the high local shear forces needed to disrupt the agglomerations may lead to a shortening of the nanotube aspect ratio and a reduction in the desired target properties.
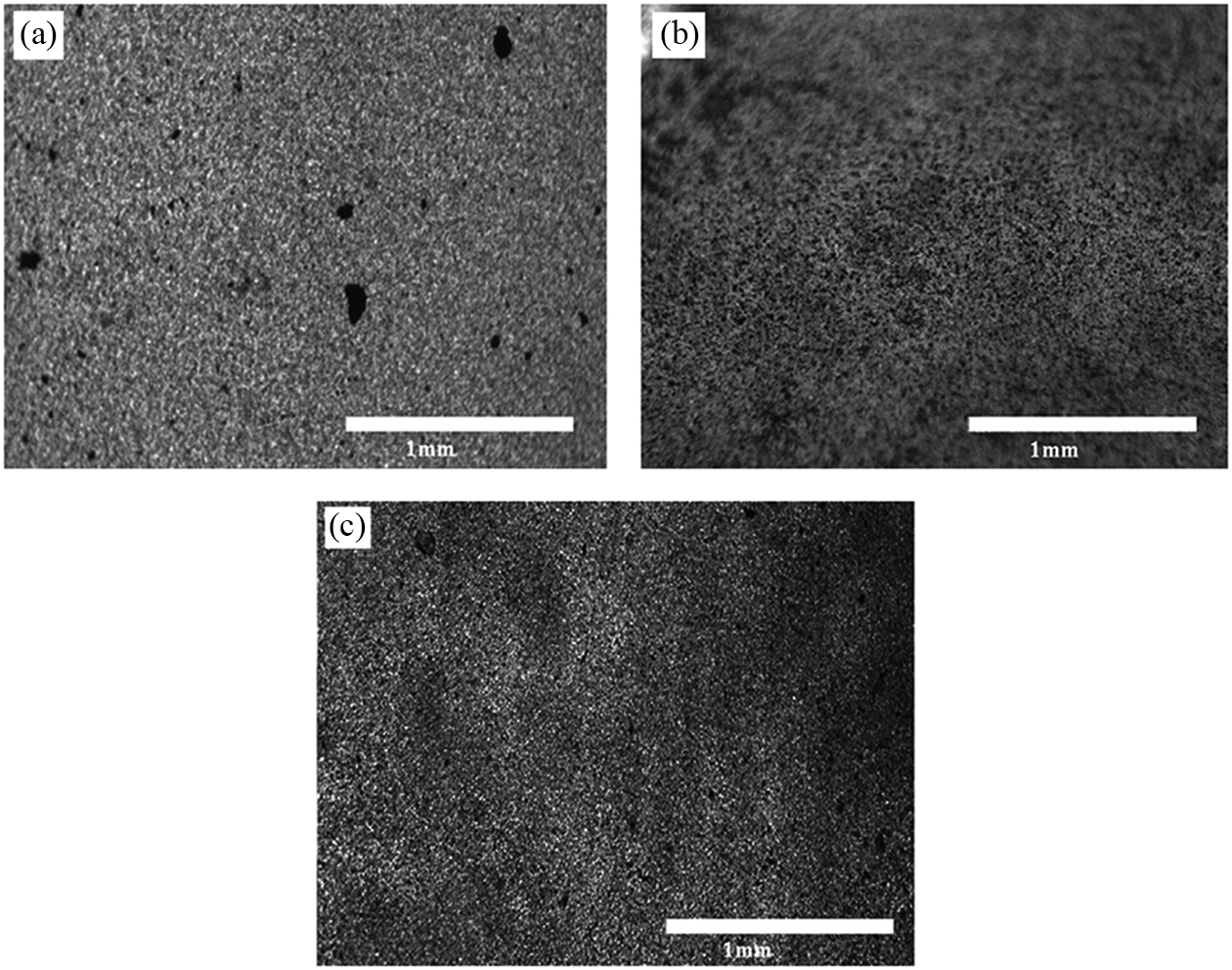
Light micrographs, magnification ×50, comparing the level of multi-walled carbon nanotube dispersion in compounds produced from (a) melt processed compound, (b) solution A and (c) solution B.
In contrast, the composite melts produced after ultrasonic mixing showed much higher levels of MWNT dispersion and smaller size agglomerates as shown in Figure 3(b) and (c). It has previously been demonstrated that improved uniformity of dispersion can be obtained using thermoplastic polymers in solvents and applying ultrasonic mixing. 21 The sonication provides a more effective high local shear force capable of debundling the nanotubes as compared to the less disruptive shear force applied during twin screw melt extrusion. The further inclusion of the Triton X-100 appeared to improve the dispersion of the nanotubes in comparison with the surfactant-free mixture. A previous study reported that Triton X-100 significantly improved CNT dispersion in comparison with surfactant-free solutions, 8 wherein the hydrophobic surfactant prevented the re-aggregation. 9
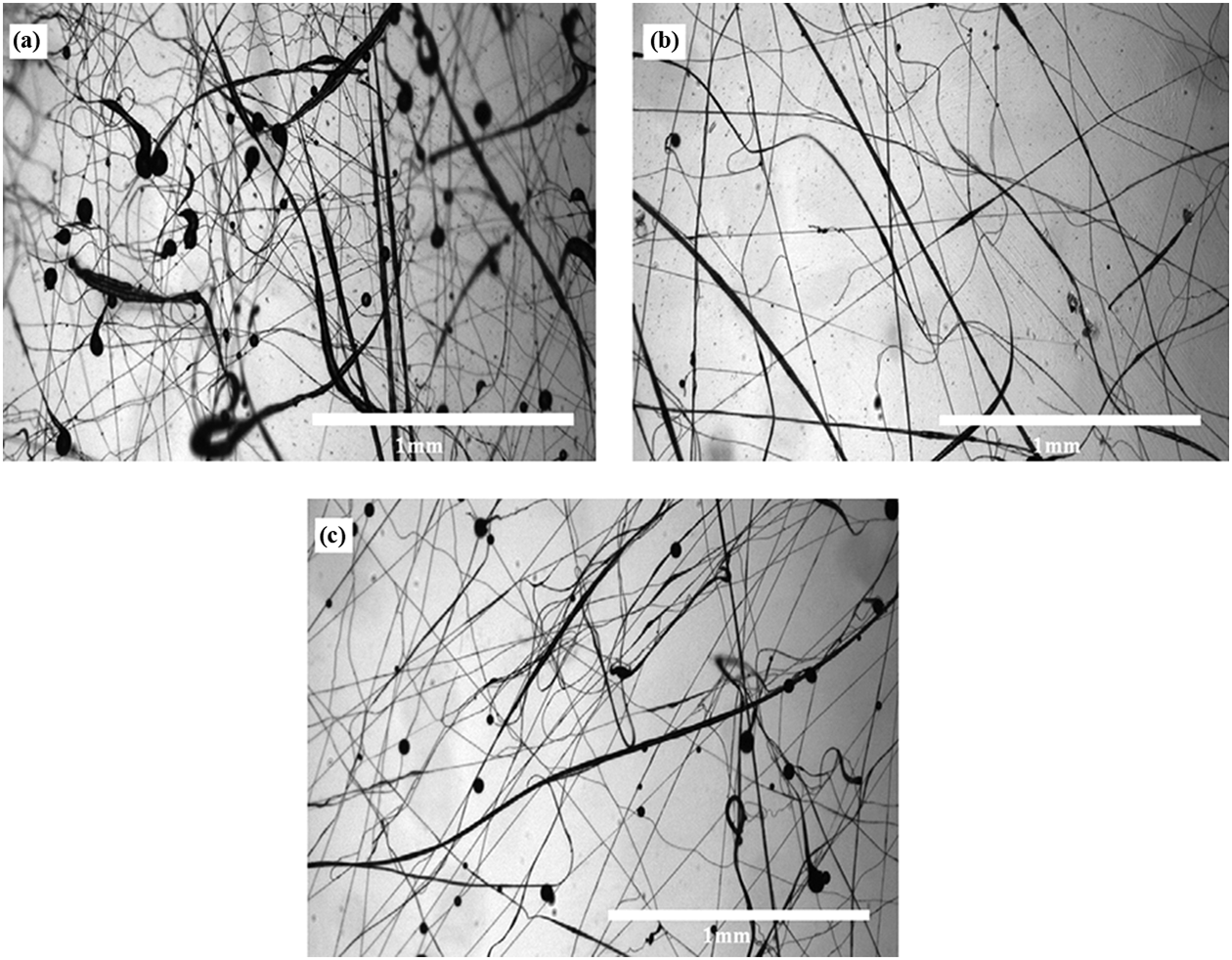
Light micrographs, magnification ×50, comparing the quality of webs, spun at 13,000 r min−1, produced from (a) melt processed compound, (b) solution A and (c) solution B.
The optical micrographs of the as-spun webs showed bead defects and fibre diameter variations in all three compounds as a result of jet instabilities including jet break-up and beading leading to thick regions along the fibre length. These variations in dimensional uniformity led to an overall increase in the mean fibre diameter as shown in Figure 3. In contrast, processing of homogeneous PP produced a low level of beading and excellent fibre uniformity. However, the MWNT-containing compounds produced webs with significantly more droplet formation. In particular, the SEM analysis showed that the highest degree of shot formation and bead defects in the melt-spun compounds under all conditions was observed as the rotational speed increased from 14,000 to 16,000 r min−1.
It was anticipated that the level of bead formation will be affected by changes in the molten liquid surface tension and viscosity as a result of the inclusion of CNTs and residual decalin and surfactant. In addition, large nanotube bundles and non-uniform MWNT dispersions can create local concentration variations within the polymer melt leading to flow variations and increase the level of jet break-up and the number of beads formed. Therefore, large CNT agglomerations (>1 μm) need to be fully encapsulated by the matrix in order to be successfully spun, otherwise the jet will break or significantly thicker fibre regions will be produced. 22
SEM analysis of the fibre diameter distribution for the three compounds indicated that all spinning conditions were capable of producing sub-micron fibres but the average fibre diameter was skewed by the presence of large diameter fibres (>5 μm) as shown in Figure 4(c) and Table 1. It was also evident that homogeneous PP produced the finest and most uniform fibres with very few thick regions when the preferred centrifugal spinning speed of 12,000 r min−1 was used. Higher spinning speeds were necessary for molten compound mixtures-containing MWNTs due to their greater viscosity. 9 The preferred processing speed for melt-prepared compounds was 14,000 r min−1 and reflected the observed reduction in bead defects and the number of large diameter fibres compared to spinning at 13,000 r min−1. Increasing the rotation speed to 16,000 r min−1 increased the level of attenuation on the polymer jet, leading to a larger number of sub-micron fibres but also unfortunately promoted jet break-up and consequently a higher level of bead formation.
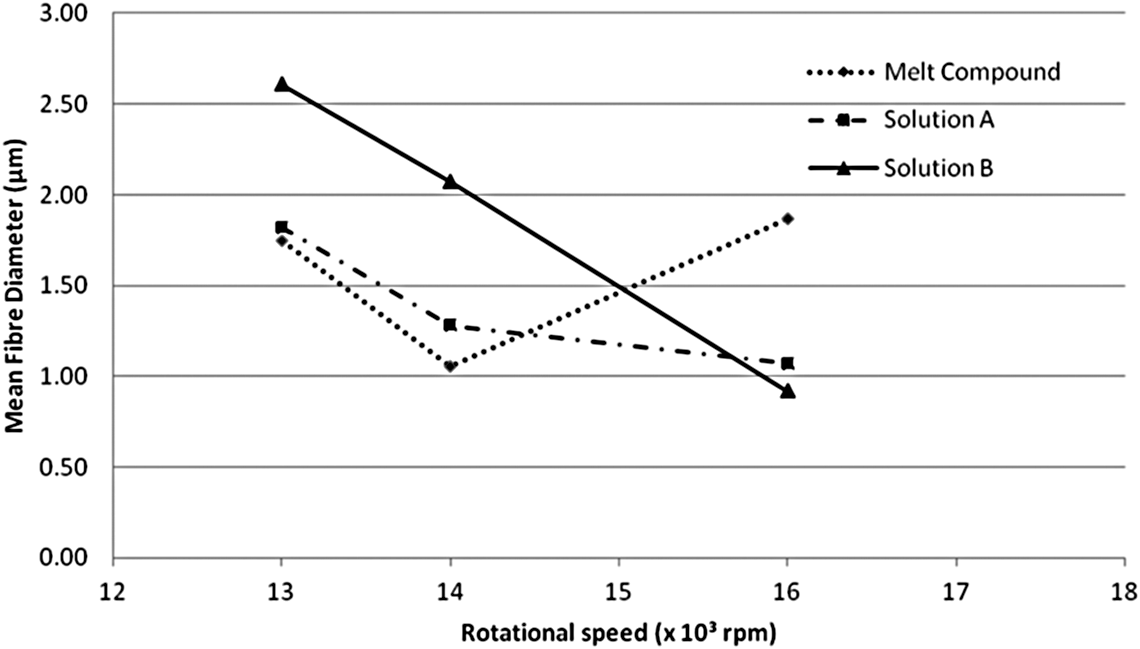
Effect of spinneret speed on average fibre diameter for three polypropylene compounds.
Mean fibre diameter, variance and relative proportion of sub-micron fibres in webs produced from each compound.
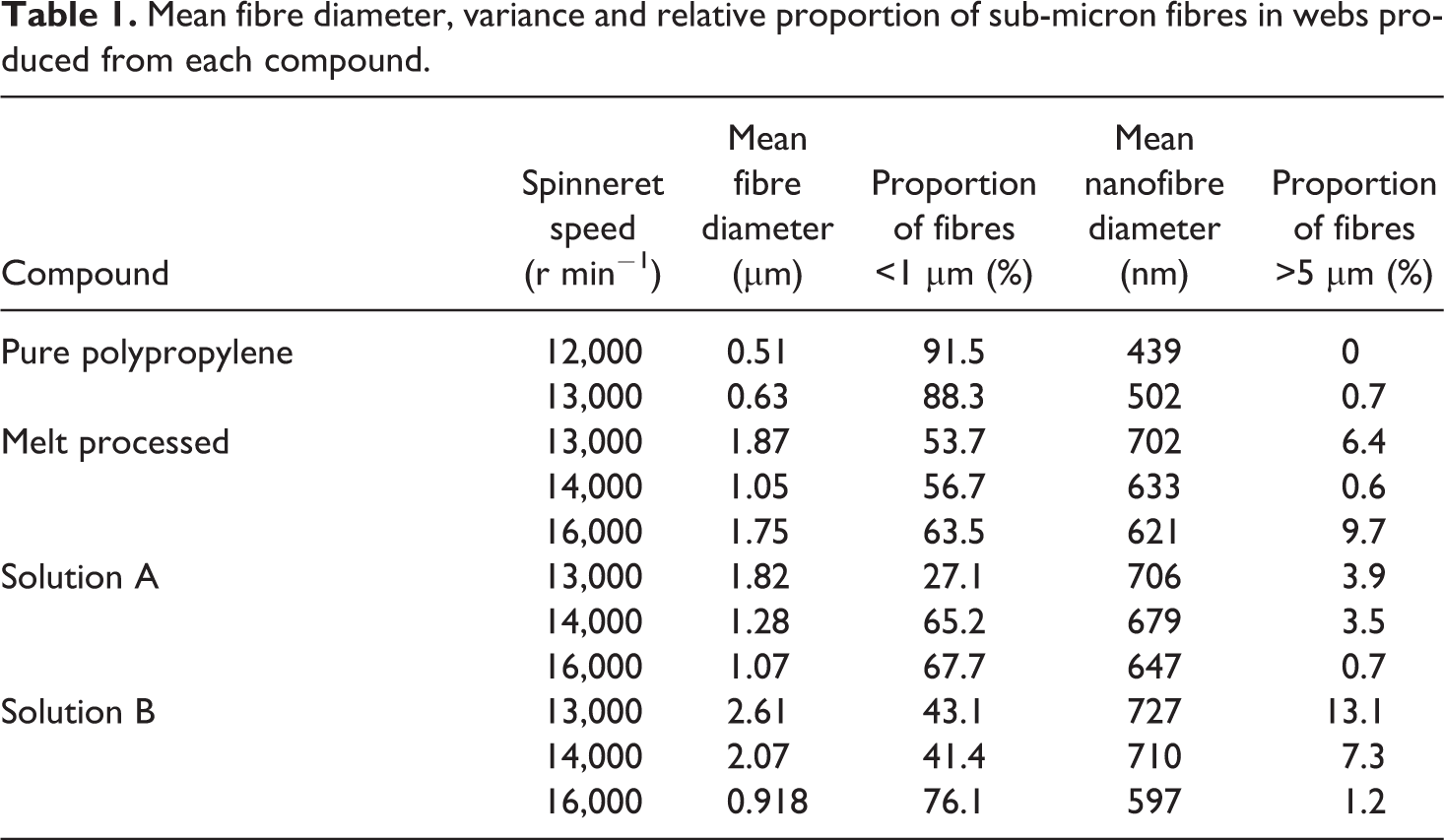
Solution processing and ultrasonication resulted in a substantial change in the spinning behaviour. As the spinning speed increased to 16,000 r min−1, the mean fibre diameter decreased due to higher jet attenuation combined with a reduced level of jet break-up. However, this trend was not consistently observed when processing the melt extrusion compounds. In addition, the surface tension and viscosity of the PP/MWNT compound mixtures were affected by the presence of residual decalin and surfactant, which resulted in a higher spinning speed being necessary to generate the finest fibres. SEM analysis revealed a substantial change in the fibre morphology resulting from the incorporation of the Triton X-100 surfactant, with textured, uneven, bulbous and rougher surfaces observed as shown in Figure 5. This may be attributed to a reduction in the surface tension of the compound due to the influence of the surfactant, which did not evaporate with the solvent during spinning. Similar observations and conclusions were reported by Tong et al., who electrospun polystyrene with the addition of Triton X-405. 23
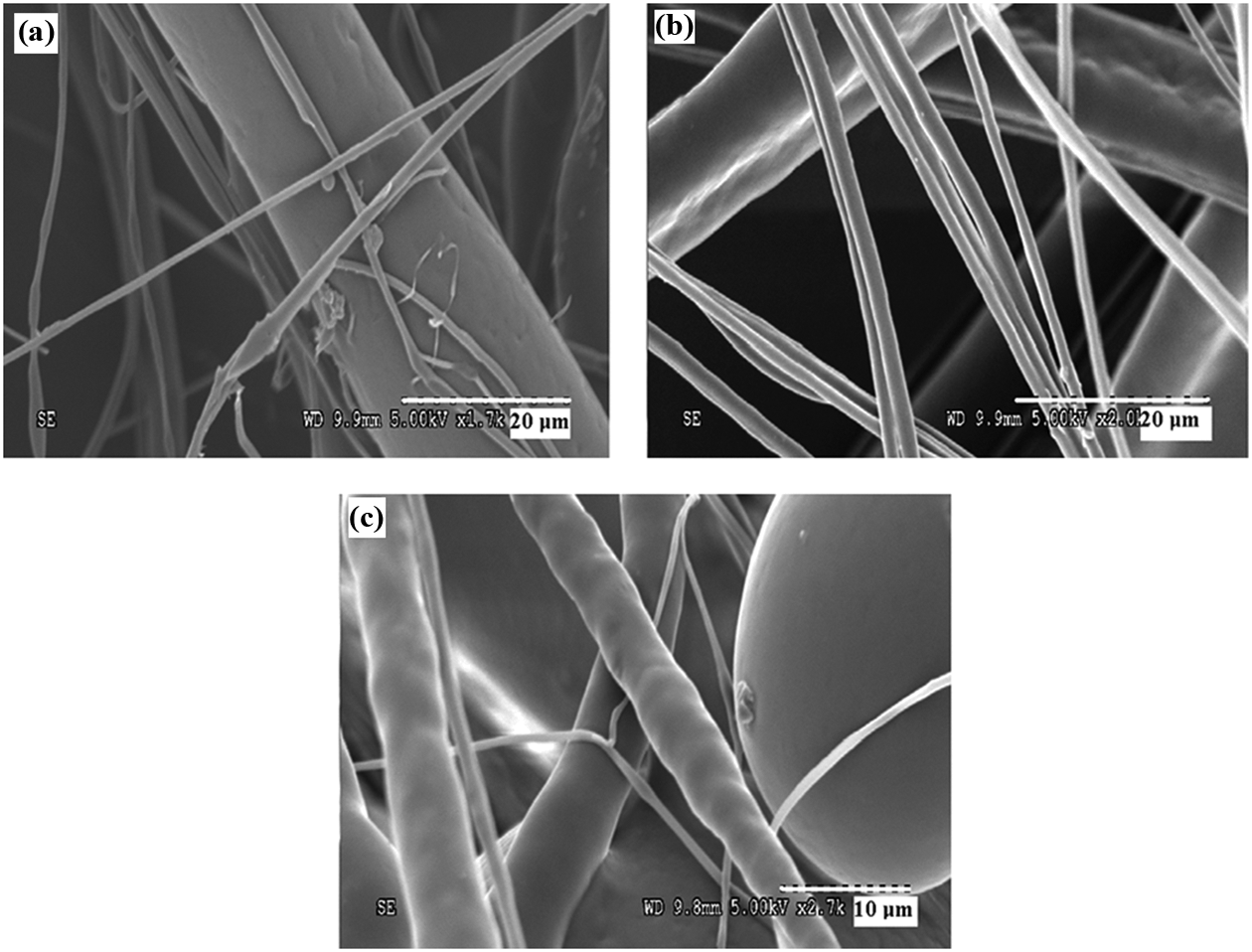
Scanning electron micrographs of fibres spun at 13,000 r min−1 produced from (a) melt processed compound, (b) solution A and (c) solution B.
Conclusions
MWNTs have been added to PP by both melt and solution compounding processes, and the polymer compounds were successfully melt spun into sub-micron fibres using a commercially available RJS system. The increased viscosity of the compounds-containing MWNTs affected the spinning behaviour and produced larger and less uniform fibres than comparably spun homogeneous PP. The poor nanotube dispersion present after melt compounding led to increased shot formation and a poor level of fibre uniformity. Improving the MWNT dispersion via solution processing and ultrasonication yielded fewer bead defects, reduced the average fibre diameter and occurrence of micron-sized fibres in the web when a surfactant was incorporated. Solution processing also changed the interaction with spinneret speed, wherein the smallest fibres were produced at the highest spinning speed (16,000 r min−1). Inclusion of the Triton X-100 surfactant into the spinning had a substantial influence on the as-spun fibre morphology producing textured fibre surfaces with a ‘bulbous’ morphology.
Footnotes
Funding
Author T O'Haire was financially supported for his PhD studies by the Clothworkers’ Foundation.