
Abstract
A recently developed frequency-modulated thermal wave imaging (FMTWI) has been applied for subsurface defect detection of jute fibre-reinforced polypropylene (PP) matrix composite. Composites are subject to manufacturing and in-service defects like voids, delamination, cracks and so on. Active thermography like lock-in thermography (LT) and pulsed thermography (PT) has been widely used for non-destructive testing of composites and laminates. FMTWI may be viewed as a superposed LT, wherein multiple frequency response is obtained through single measurement. It is very much suitable for newly developed material for which the thermal properties are not well established, thereby impeding the choice of appropriate frequency for conventional LT. In this article, FMTWI is applied to detect and characterize artificially generated subsurface defects in jute–PP composite. The measurements also show the effect of frequency on the depth of defect detection and accuracy.
Keywords
Introduction
Advanced composite laminates are gaining increased industrial attention due to their advantages over metals in terms of lighter weight, high strength and corrosion resistance. The inspection of composite materials is very important due to the increasing areas of their application, which include aeronautical and automotive industries. Composite materials can be affected by manufacturing process defects, for example, voids due to volatile resin components, bonding defects, delamination, ply cracks, foreign bodies and so on. There could also be defects in-service like fracture of fibres, cracks, ingress of moisture, impact damage, delamination and so on.
During the last decade, there has been a renewed interest in the natural fibres as substitutes for synthetic fibres in composite reinforcement, motivated by potential advantages of weight saving, lower raw material price and thermal recycling or the ecological advantages of using resources which are renewable. 1 –3 Though the strength of natural fibres is not as great as synthetics, their specific properties are comparable. 4 In case of synthetic fibre-based composites, despite the usefulness in-service, these are difficult to be recycled after designed service life. However, natural fibre-based composites are environment friendly to a large extent. Two major factors currently limit the large scale production of natural fibre composites. First, the strength of natural fibre composites is very low compared with glass. This is often a result of the incompatibility between the fibre and the resin matrix. The second factor limiting the large scale production of natural fibre composites is water absorption. Natural fibres absorb water from air and direct contact from the environment. This absorption deforms the surface of the composites by swelling and creating voids. Hence, natural fibre-reinforced composites are more prone to embedded defects.
The embedded defects in composite materials (if undetected) due to manufacturing fault may cause huge loss of property and lives. Therefore, it is very important to check the manufacturing defects, especially the subsurface defects in composite materials before they are put to final application. The possibilities of defects are higher in case of natural fibre-based composites due to their poor compatibility with the matrix and hygroscopic nature. Infrared (IR) thermography is evolving as the most useful method in non-destructive testing (NDT) 5 of materials such as composites, electrical components and building materials. The advantages of this technique are fast, reliable and real time measurement over a larger surface area. Thermography is particularly suitable for NDT of composite materials providing a global mapping where other methods like ultrasonic will give only local result. Pulsed (PT) 6 –10 and lock-in (LT) 11 –13 thermographies are most commonly used thermographic non-destructive evaluation techniques so far. In PT, the material is heated using a short energy pulse in the form of light and the thermal response of the material is recorded using an IR camera. The resultant thermal image sequence reveals defects in the materials at different depths. In comparison, LT uses a single frequency sinusoidal thermal excitation. Magnitude and phase of the reflected thermal wave within the material is derived from the recorded thermal images, which could reveal the subsurface defects in the materials. In this article, a recently developed 14,15 thermographic method called frequency-modulated thermal wave imaging (FMTWI) is employed for the detection of the defects in jute–polypropylene (PP) composite. Composite samples with artificially generated defects are used for the measurement. Since the LT is performed at a single frequency, there is always a chance of overlooking some of the defects either due to the depth of the defect or even due to blind frequency problems. 16 Therefore, it is required to carry out repeated experiments at multiple frequencies, which require huge time and money. FMTWI method overcomes these problems. Moreover, for a newly developed composite material for which the exact thermal properties are not known at priori, FMTWI may be preferable. Chatterjee et al. 16 carried out a nice comparison of the PT, LT and frequency-modulated thermography as NDT evaluation tools. Their results emphasize that PT gives better results especially when the depth of the defects are shallow. But for a defect depth of 0.75 mm from the surface and above, the performance of PT and FMTWI in terms of signal-to-noise ratio (SNR) is comparable. Since the sample defect depths in the present article are 0.8 mm and above, FMTWI was chosen as the same could easily be implemented on the existing LT set-up. In comparison, PT may be regarded as a faster method than multi-frequency LT or FMTWI.
Materials and methods
The materials used were jute and PP fibres to prepare a low solid volume fraction (10%) composite. After opening and cleaning, the randomly oriented 10% jute–PP non-woven web was prepared on needle punching machine with 225 needles per square inch to a thickness of 10 mm with 18 layers. Six layers of such non-wovens were then compression moulded at a temperature of 190°C and 7000 lb/in 2 pressure with 8 min dwell time. Using these parameters, various 10% jute–PP composites were prepared. The thickness of the samples was around 2.3–2.5 mm.
Principle of FMTWI
Active thermography is a technique where the material is injected with an external energy and the response is recorded after a certain time. The thermal wave generated at the surface propagates inside the material by diffusion. This wave will be reflected by damages/defects such as voids, cracks, delaminations and so on. The presence of such defects influence the diffusion rate as the damage areas are of different temperature with respect to the surrounding areas. The interference of incoming and reflected waves generates on the object surface, a harmonic oscillation radiation pattern, which can be detected with the help of an IR camera. The experimental set-up is shown in Figure 1. The sample is periodically heated using tungsten–halogen flood lamps whose power may easily be controlled. A synchronized IR camera is used to record the image sequences. The camera used is a Zenoptik long wave IR camera sensitive from 7.5 to 14 µm and has a maximum frame rate of 50 Hz with a pixel resolution of 640 × 480 pixels.
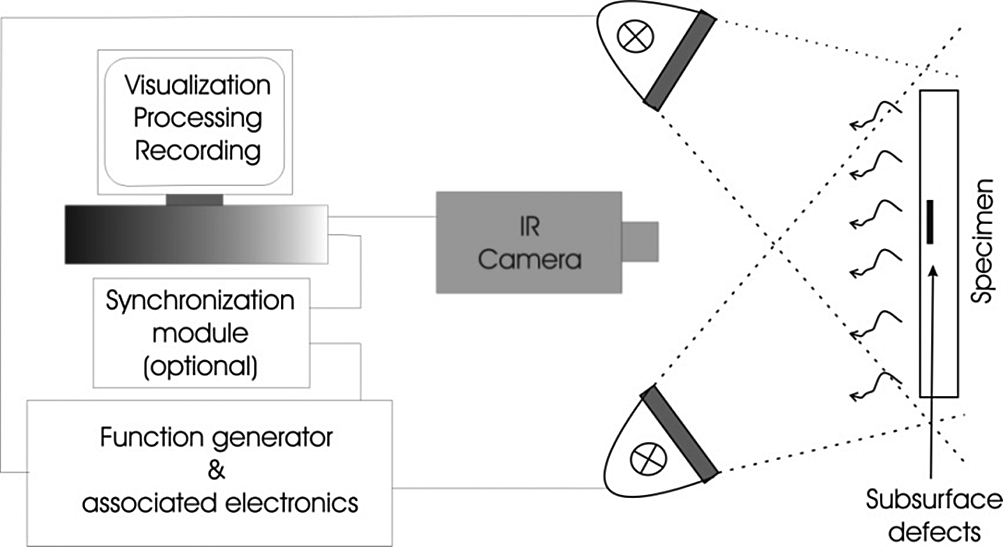
Experimental set-up for non-destructive testing using thermography.
When energy is focused onto the surface of an opaque material, the material will absorb some of the incident energy. This will produce a localized heat flow in the specimen. Time-dependent heat flow is governed by the one-dimensional heat diffusion equation
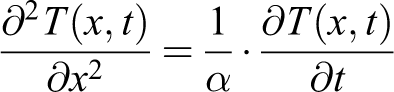
where Tis the temperature and α is the thermal diffusivity (α = k/(ρ, c); ρ, c and kare the mass density, specific heat and thermal conductivity of the medium, respectively).
If this heat source is modulated, a periodic heat flow is produced in the material. This resulting periodic heat flow in the material is a diffusive process that produces a periodic temperature distribution called thermal wave. By observing incident and reflected heat waves with an IR camera over a period of time, subsurface voids/defects can be found by analyzing the amplitude damping and phase shifts. The probing depth is determined by the frequency of modulation of the incident wave, that is, high frequencies are more suitable for near surface detection and vice versa.
There are two approaches that could be successfully exploited for this purpose, namely PT and LT. 17 –19 Beside these two established techniques, an indigenously developed method, known as FMTWI 20 may also be employed. In FMTWI, the material surface heating is neither a pulse nor a single frequency, but a linear up-chirp whose bandwidth spans over the frequencies necessary to produce thermal diffusion lengths to cover the entire range of defect depths in question. According to Fourier theorem, such a signal may be considered as a superposition of multiple sinusoidal signals having frequencies that are integral multiples of the fundamental. Thus, FMTWI may be viewed as a superposed LT, wherein multiple frequency response is obtained through single measurement, thereby saving both time and cost. The choice of excitation frequency is the most important parameter for defect visualization in LT. In the present case, the jute–PP composite sample was indigenously developed in the laboratory and the thermal property of the sample was not known or measured very accurately. It was therefore decided to adopt FMTWI as a method for NDT, as FMTWI covers a wider range of frequencies rather than a single frequency lock-in.
Results and discussion
To carry out FMTWI, samples with artificially generated defects were prepared. Basically, three holes with different depths were drilled from the back side of the sample as shown in Figure 2 to denote defects at different depths from the surface. The diameter of the circular defects was 6 mm. The sample was painted with an acetone soluble black acrylic paint in order to provide greater absorptivity. The paint increases the surface emissivity to roughly 0.97. Attention has been given to create only a very thin layer of paint on the surface.

Artificially generated defects in composite sample used for frequency-modulated thermal wave imaging.
A linear chirp oscillation of 10–50 mHz was employed as excitation frequency with the help of a function generator and two halogen lamps as shown in Figure 3. Simultaneously, IR image sequences were recorded at a frequency of 50 frames per second. The excitation frequency and the temperature response of the surface at different locations are shown in the following figure 4. The first 10s of the sequence as shown in Figure 3 is the buffer period for the synchronization of switching the lamps with the camera image acquisition.
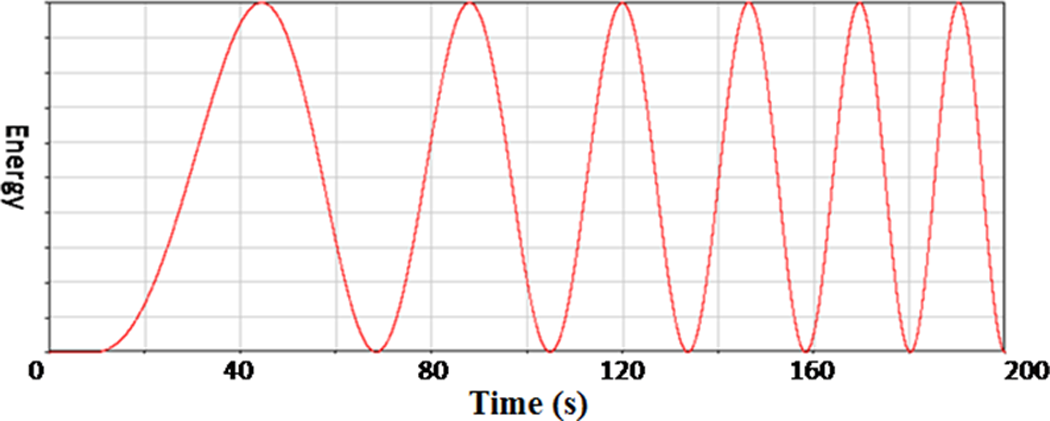
A linear up-chirp excitation frequency (10–50 mHz) used for heating the sample.
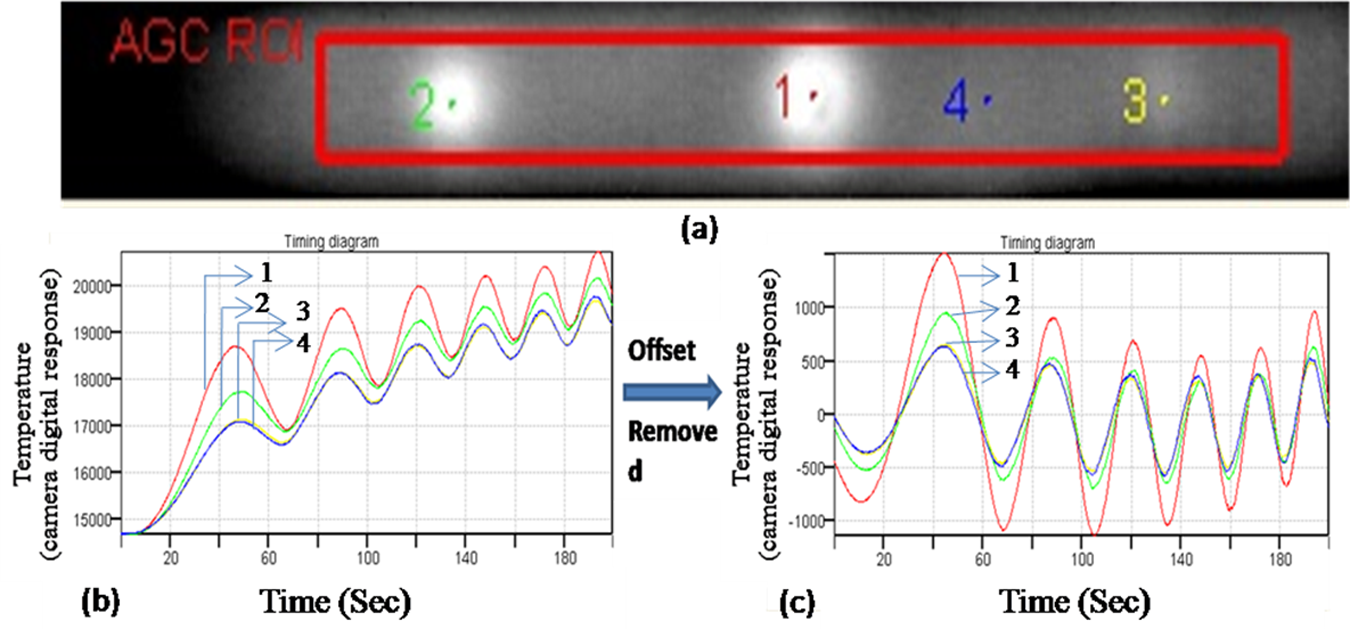
Surface temperature response of the sample: (a) thermal image of the sample, (b) temperature response at different locations ((1) defect at 0.8 mm from surface, (2) defect at 1.3 mm from surface, (3) defect at 1.8 mm from surface and (4) non-defect area) and (c) temperature signal after offset removal.
It may be observed from Figure 4 that the surface temperature of the sample follows the excitation oscillation pattern with different amplitude and phase at different locations depending on the depth of the defect. As the halogen lamps cannot take away the heat from the sample, their heating pattern resembles to that of an alternating heat source superposed on a direct current (DC) background. The DC part merely increases the cumulative average temperature and the alternating current part is responsible for the temperature oscillation of the sample. The DC offset, responsible for cumulative temperature rise, may be removed by fitting a polynomial of suitable order. This leaves only the oscillating component as shown in the Figure 4(c). A Fourier transformation was carried out for transient temperature data for each pixel at different lock-in frequencies (i.e. 10, 20, 30, 40 and 50 mHz) and the amplitude and phase images were extracted as per the FMTWI principle. 20 The corresponding images are shown in Figure 5 below. The choice of the frequency range is based on the approximate thermal properties of the PP, which constitutes almost 90% of the composite and the depth of defects considering the maximum thermal diffusion length. 16
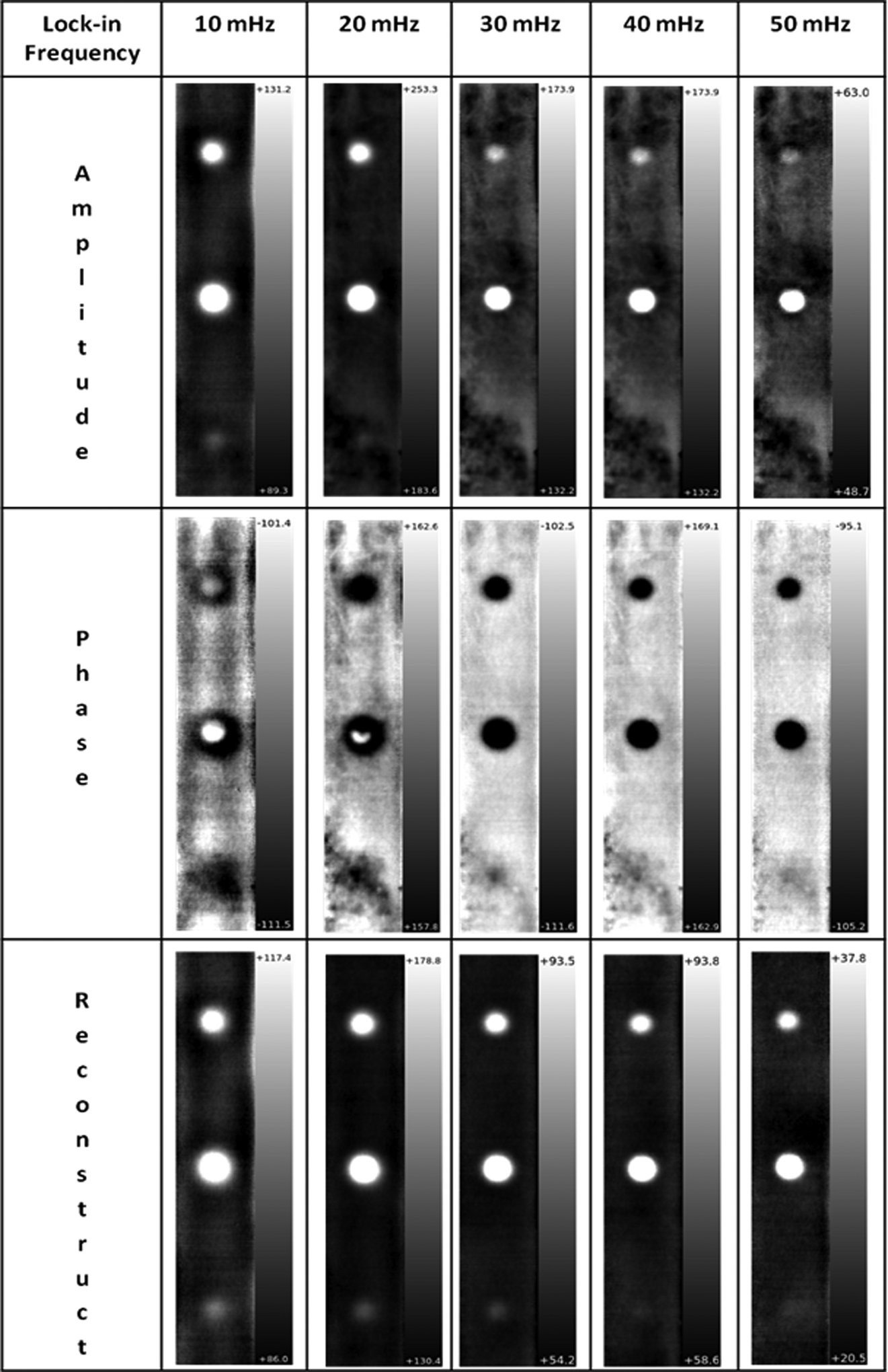
Amplitude, phase and reconstructed images from FMTWI measurement at different lock-in frequencies (the images are rotated 90° clockwise).
It can be easily observed from the images that the defects those are nearer to the surface are easily detectable both from amplitude and phase images at all lock-in frequencies. As discussed in the theory of one-dimensional heat wave propagation, higher excitation frequency will detect defects nearer to the surface, whereas lower excitation frequency will allow the heat wave to propagate deeper inside the sample and in turn will allow detecting defects that are further away from the surface. The same interpretation may easily be observed in the amplitude and phase images. The deepest defect on the right hand side of the sample (depth 1.8 mm from surface) may not be recognized easily at the higher frequencies. But it may be detected at lower excitation frequency, for example, 10 or 20 mHz. Another very interesting observation is that the colour of the defects in the phase images changes from white to black as shown in Figure 5, as the analysis frequency is increased. This clearly indicates the presence of blind frequency. It may also be observed that the phase images are more sensitive towards the surface irregularities leading to significant artefacts in the images.
Additionally, an image reconstruction algorithm as proposed by Chatterjee et al. 21 was also implemented on the measured data. The proposed algorithm mathematically reconstructs the pure sinusoidal signal using the amplitude and phase information previously calculated from the Fourier transformation of IR image sequences. The algorithm thus reduces the surface artefacts in IR images due to non-homogeneous surface emissivity. It also filters out the background gradient in IR images due to non-uniformity of the heating system. The corresponding reconstructed images are also shown in Figure 5. The reconstructed time domain signal is visually examined and the best possible image frame is represented here. A remarkable improvement in the SNR can be observed in the reconstructed images as compared with the amplitude or phase images at a particular lock-in frequency. At the same time, the deepest defect (1.8 mm from the surface) on the right hand side of the image, which is not easily detected by the amplitude and phase images can be detected from the reconstructed image. The significant improvement in SNR in the reconstructed images is clearly observed here.
In order to validate the obtained results, a LT was carried out at 10 mHz excitation frequency. In this case, five holes/defects were drilled in order to cover the entire depth of the sample. The sample dimension, amplitude/phase images and the corresponding reconstructed image are shown in Figure 6. It may easily be observed that the amplitude and phase images are noisy due to surface artefacts, which are due to the uneven black paint (intentionally created to vary surface emissivity) on the surface and improper illumination. The phase image, as evident is more sensitive towards surface irregularities. At the same time, it is not possible to extract a meaningful signal from all the defects. This noise may not be observed in the reconstructed image. Moreover, signals from all the five defects are extractable due to this noise filtration.
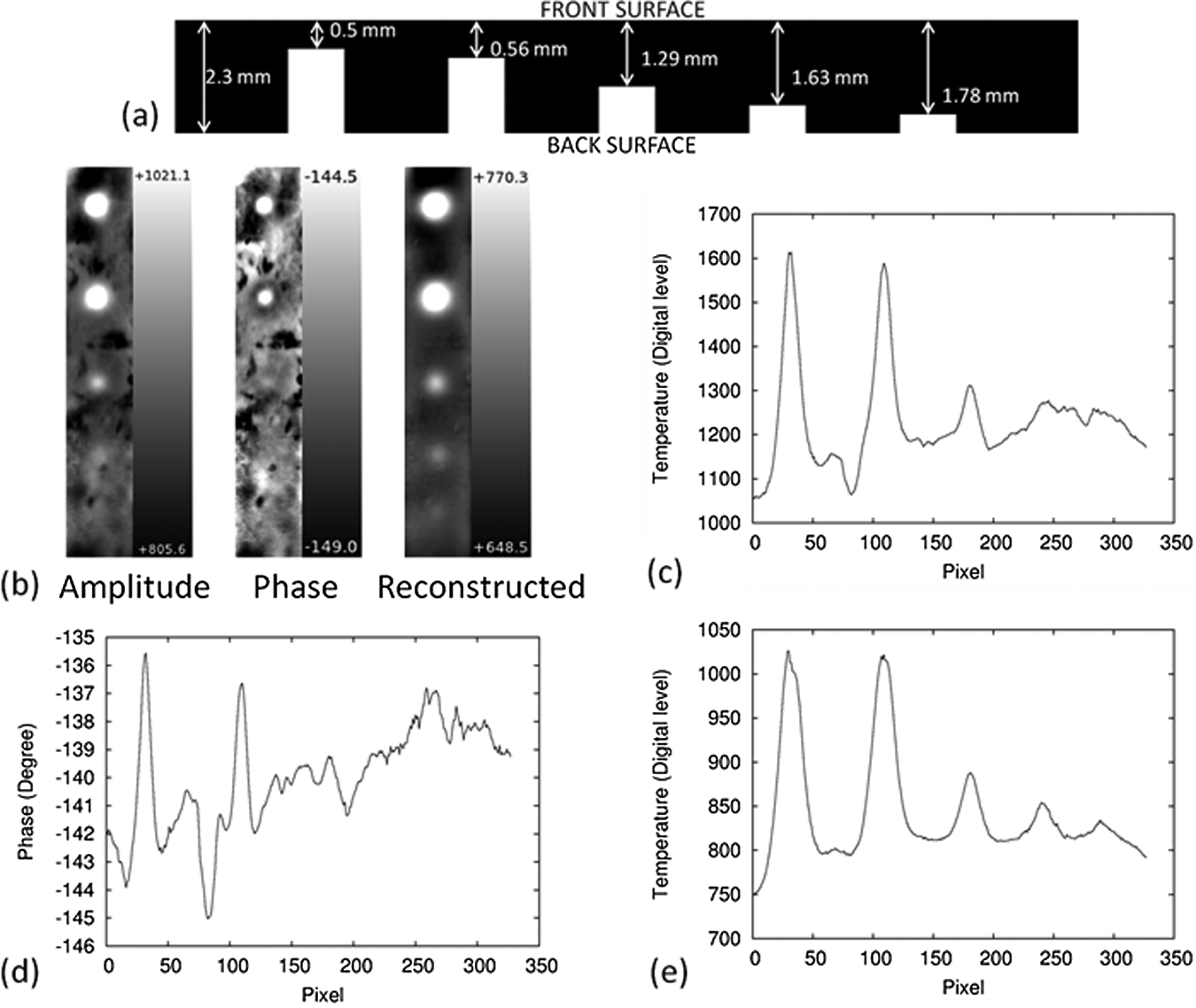
Lock-in thermography at 10 mHz excitation frequency: (a) sample dimension; (b) amplitude, phase and reconstructed images and (c) to (e) are line profiles through amplitude, phase and reconstructed images, respectively.
Conclusion
In this article, FMTWI is applied for NDT of jute–PP composite. The artificially generated sub-surface defects in composite at different depths could be detected with this method and the applied image reconstruction algorithm. The defects can be observed in both amplitude and phase images, although phase images are more reliable. It can also be observed that with slower excitation frequency, greater depth can be resolved. Thus, FMTWI is very suitable for NDT of natural fibre-reinforced composites for easy and quick detection of defects, thereby saving time and cost. It is also safe to assume that the technique should be able to detect embedded defects of the similar type of composite and/or defects generated during static or dynamic mechanical testing of the sample through proper selection of frequency range. In the second part of this article, thermographic techniques will be applied in situ with the dynamic fatigue testing of the jute–PP composite. The objective is to identify and characterize the defect generation and failure analysis during dynamic mechanical testing.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.