
Abstract
Recycled poly(ethylene terephthalate) (R-PET) was partially replaced with halloysite nanotubes (HNTs) as fillers in natural rubber (NR) composites. The composites were prepared by incorporating hybrid filler into NR using a laboratory size two-roll mill. The total amount of hybrid filler in each formulation was kept constant at 20 phr. Results revealed that scorch time, cure time, maximum torque, cross-link density and thermal stability increased with the replacement of R-PET by HNTs. Due to its reinforcing effect and ductility of the HNTs, the moduli, tensile strength, elongation at break and fatigue life were found to increase consecutively with increasing HNTs content. Morphological study of the tensile fracture surfaces of the composites exhibited that HNTs has better adhesion and is well-dispersed in NR matrix as compared to R-PET particles. However, R-PET exhibited positive effect by reducing the curing time of the hybrid NR composites.
Introduction
The rubber industry relies heavily on the use of filler to improve performance, durability and service life of its products. The main reason for the use of reinforcing rubber is to improve the mechanical and thermal properties as well as cheapen the final product. 1 –3 Due to the legislative pressures to recycle and reduce scrap in the environment, the disposal of plastic waste products is of significant concern. Landfill disposal and transportation costs are expected to increase. The recycling of thermoplastic materials seems to be widely practiced. In this work, the researchers had been focusing on recycling of the post-consumer soft drink bottles made of poly(ethylene terephthalate) (PET), which are approaching 26 million tons/year worldwide and they cannot be reused. 4,5 The utilization of recycled PET (R-PET) had been carried out in many studies, that is, polymer concrete, 6 blending with virgin PET and commercial plastics7,8 The use of R-PET as a matrix in filled composites9,10 and as a filler in natural rubber (NR) and epoxidized NR composites 11 were also previously reported. However, no attempts have been made so far to use R-PET bottling powder and mineral fillers as mixed filler in NR compound reported by researchers.
Generally, fillers or reinforcement materials such as carbon black, silica or clay minerals are used in rubber composites to improve the mechanical properties as well as to reduce the cost and sometimes the weight of the rubber compounds. However, due to various issues such as pollution, dark colour and usage of petroleum feedstock in synthesis of carbon black had caused researchers to focus on the development of white fillers. Several studies had been reported on the substitution of white fillers for carbon black such as silica, calcium carbonate and clay. 12 However, researchers faced some other complications with the usage of white fillers in NR composites. Silica which is the major white filler used as reinforcement in rubber composites is incompatible with NR and requires the addition of the compatibilizers or coupling agents which complicates the processing method and subsequently increases the production cost. Meanwhile, calcium carbonate or clay plays a major role as non-reinforcing filler, which gives rise to deterioration of mechanical properties. 13,14 Therefore, the search for new filler materials would be the alternative to maintain acceptable properties.
Recently, halloysite nanotubes (HNTs) have been incorporated as reinforcing filler in many polymer matrices. 15 –18 HNTs are a kind of naturally occurring materials, which has a two layered aluminosilicate (Al2Si2O5(OH)4·H2O, 1:1) with a predominantly hollow nanotubular structure in the submicron length and chemically similar to kaolin. Mismatch in the two-layered alignment of the tetrahedral sheet of silica bonded to the octahedral or gibbsite sheet of alumina causes the wall to curve into the cylindrical shape. 19 HNTs are an economically viable material that can be mined from the consequent deposit as a raw mineral. The size of halloysite particles varies within 1–15 µm of length and 10–150 nm of inner diameter, depending on the deposits. Due to its high aspect ratio (L/D), it gives a large amount of filler-polymer interaction and can easily be dispersed in a polymer matrix. 20 –22
For decades, hybrid fillers have been developed using more than one type, shape or size of reinforcement. These composites have been developed to provide synergistic properties of the chosen fillers and matrix. There are many types of fillers that have been used. For instance, several studies had been reported on the replacement of mineral fillers such as silica23,24 with carbon black. This is because of the hydrophobic surface characteristics and special particle shapes of carbon black they can disperse easily within the hydrophobic elastomer. In contrast, as silica has hydrophilic surface, its dispersion in the rubbery elastomer had encountered difficulty but silica has its own unique properties, which provides a unique combination of tear strength, abrasion resistance and adhesion properties. In tire treads, silica yields a lower rolling resistance at equal wear resistance and wet grip than carbon black. Since carbon black and silica possess their own advantages, the utilization of hybrid filler or blends of silica have become interesting research fields in recent years. In addition, one of the most important factors that contribute to current emphasis on the hybrid composites is the cost reduction of the final products, whereby part of the more expensive fillers is replaced by the cheaper one. Therefore, the purpose of this present work was to eliminate or reduce waste PET from the environment and to study reinforcing effect of R-PET/HNTs composites on the curing characteristics, fatigue life, tensile properties, thermal stability and morphology of NR composites. As mentioned previously, the used of mixed-fillers or hybrid filler-filled plastic and elastomer had been recognized for many years, 21,25 –28 encouraged by the demand for high-performance engineering materials. However, many attempts had been made so far to develop the new type of composites materials, in which the combinations of either reinforcing or non-reinforcing layers from two or more types of fillers were used. 29
Experimental
Materials
Table 1 shows the compounding formulation used in this study. NR, SMR L grade, was supplied by Rubber Research Institute of Malaysia. The R-PET flakes were supplied by Toray Plastic (Malaysia) Sdn. Bhd. HNTs, Ultrafine grade, was supplied by Imerys Tableware Asia Ltd (New Zealand). The physical and chemical analyses of Ultrafine HNTs are shown in Table 2. Other ingredients were purchased from Bayer (M) Ltd. For instance, activators used were zinc oxide and stearic acid, while N-cyclohexyl-2-benzothiazole-sulphenamide (CBS) and N-isopropyl-N′-phenyl-p-phenylenediamine (IPPD) were used as accelerator and antioxidant, respectively, and sulphur was used as curative agent.
Formulations of R-PET/HNTs hybrid-filled natural rubber composites.
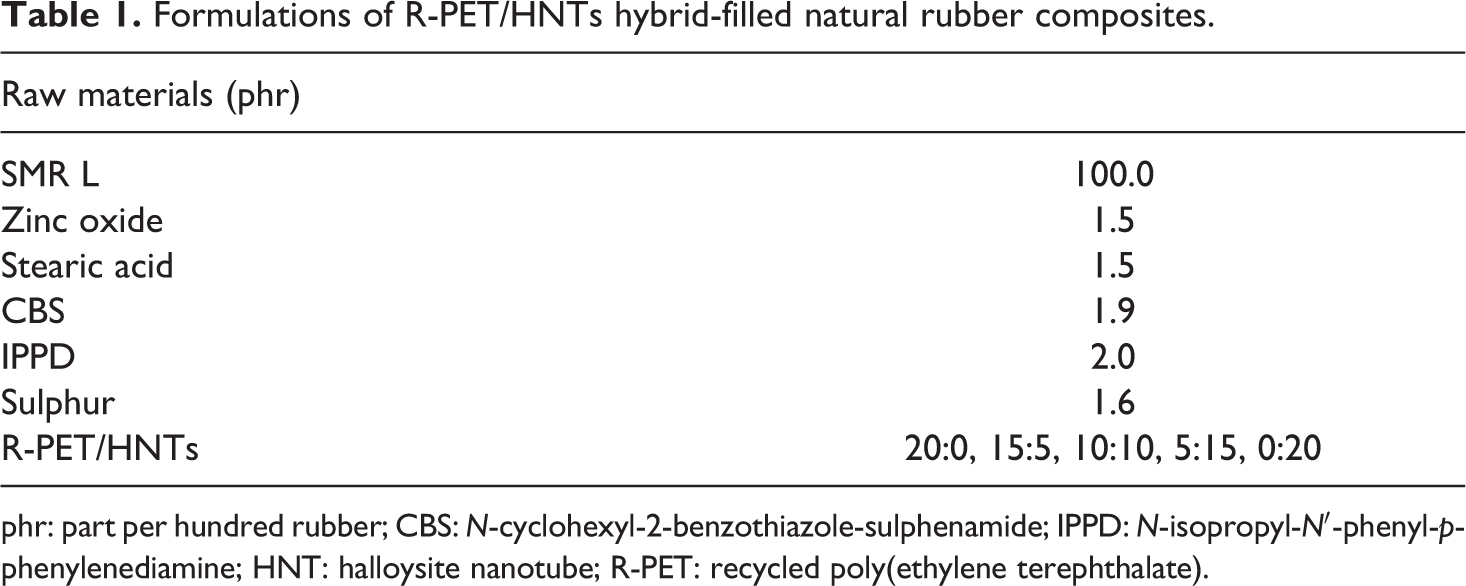
phr: part per hundred rubber; CBS: N-cyclohexyl-2-benzothiazole-sulphenamide; IPPD: N-isopropyl-N′-phenyl-p-phenylenediamine; HNT: halloysite nanotube; R-PET: recycled poly(ethylene terephthalate).
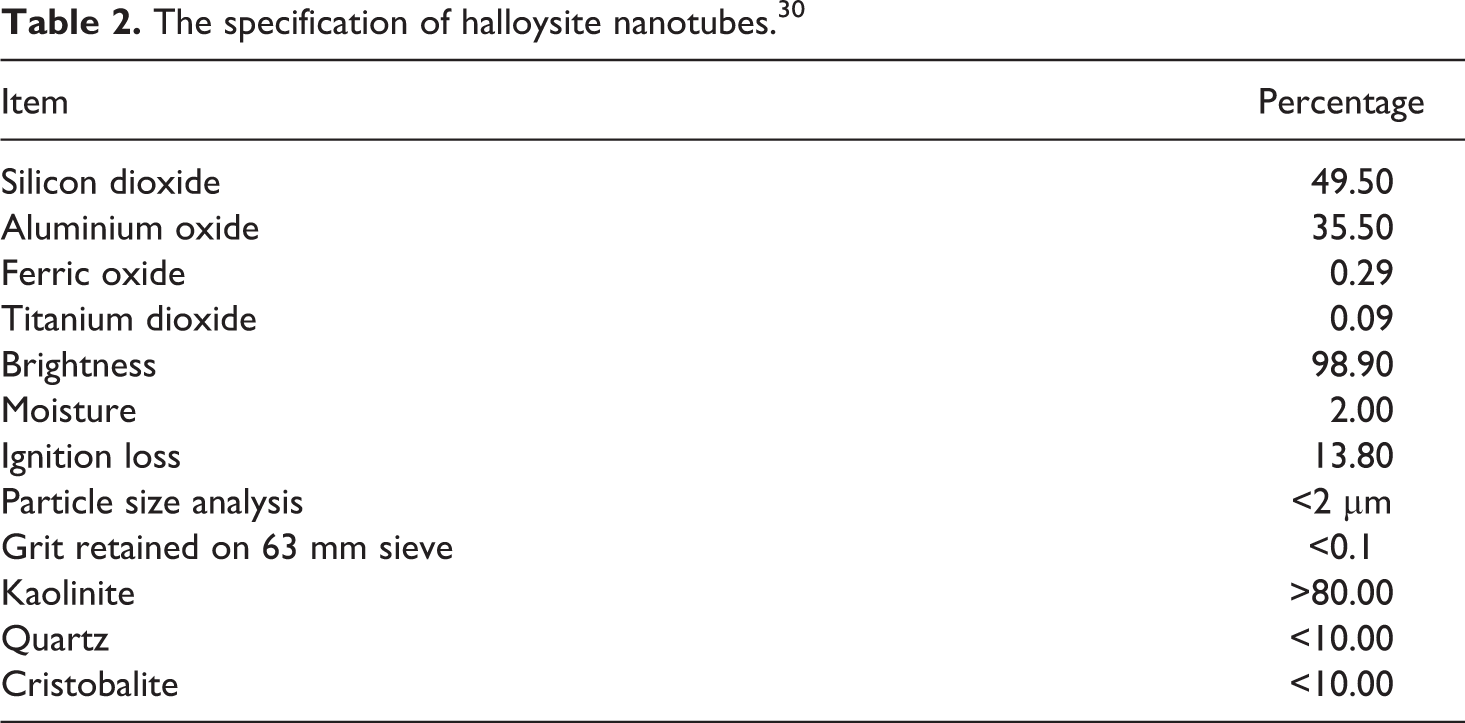
The specification of halloysite nanotubes. 30
Preparation of R-PET particles
The R-PET flakes were ground into powder form using a Table Type Pulverizing Machine from Rong Tsong Precision Technology Co. Ltd. (Dali District, Taichung City, Taiwan). The powder was then sieved with an Endicott’s sieve to get particles around 125–212 μm in size. The R-PET powder was dried in a vacuum oven at 80°C for 24 h to expel moisture. Dried R-PET powder was used in rubber compounding without further treatment.
Mixing and vulcanization procedures
The mastication and compounding of SMR L with R-PET, HNTs and other additives such as zinc oxide, stearic acid, CBS, IPPD and sulphur were carried out on a laboratory-sized (160 × 320 mm2 model XK-160) two-roll mill at ambient temperature for 20 min. The curing times of the compounds were obtained using a Monsanto Moving Die Rheometer (MDR 2000), which was used to determine scorch time (ts2), curing time (tc90), maximum torque (M H) and minimum torque (M L) according to ASTM D 2240-93. Samples of the respective compounds were tested at the vulcanization temperature at 150°C. The compounds were subsequently compression moulded by using stainless steel mould at 150°C with force of 10 MPa using a laboratory hot-press based on the respective curing times.
Measurement of tensile properties
Dumbbell-shaped samples were cut from the moulded sheets according to ASTM D 412. Tensile tests were performed at a cross-head speed of 500 mm/min. Tensile tests were carried out with a universal tensile machine Instron 3366 to determine the tensile properties in terms of tensile strength, stress at 100% elongation (M100), 300% elongation (M300) and elongation at break.
Measurement of swelling test
Cure test pieces of dimension 30 × 5 × 2 mm3 were swollen in toluene until equilibrium, which took 72 h at room temperature. The samples were taken out from the liquid, the toluene was removed from the samples’ surface and the weight was determined. The samples were then dried in the oven at 60°C until the constant weights were obtained. The Lorenz and Parks equation was used to study the rubber-filler interaction (Q
f/Q
g).
31


Combining equations (1) and (2) the rubber-filler interaction can be derived as
Q is defined as grams of solvent per gram of rubber hydrocarbon, the subscripts f and g in equation refer to filled and gum vulcanizates, respectively. The higher the Q
f/Q
g values, the lower the rubber-filler interaction. The cross-link density of specimens was measured on the basis of the rapid solvent-swelling measurements (toluene uptake for 72 h at 25°C) by applying the Flory-Rehner equation.
32

where V 2 is the volume fraction of the polymer in the swollen specimen; V s is the molar volume of the toulene (V s = 106.4 cm3/mol); d r is the density of the NR (d r = 0.92 g/cm3); M c is the molecular weight of the polymer between cross-link and χ is the interaction parameter of the rubber network-solvent (χ = 0.393)
Measurement of fatigue life
The various rubber compounds were compressed at 150°C in accordance to their respective tc90 values, into rectangular sheets (22.9 × 7.6 × 0.15 cm2) with beaded edge. Individual dumbbell samples were cut at right angles using a BS-type E dumbbell cutter. Fatigue test of the rubber vulcanizates were then carried out on a Monsanto fatigue to failure tester. The samples were subjected to repeated cyclic strain at 100 cpm. The extension ratio used was 1.61. Six specimens were used for each test. The numbers of cycles were recorded automatically. The fatigue life in kilocycles for each sample was calculated as the Japanese Industrial Standard (JIS) average, which was obtained from the four highest values, recorded using the formula
where A is the highest value followed by B, C and D
Thermogravimetric analysis
Thermogravimetric analysis (TGA) was observed using a Perklin-Elmer Pyris 6 TGA analyzer with temperature range from 30 to 600°C at heating rate of 20°C/min under nitrogen atmosphere at flow rate of 10 ml/min.
Scanning electron microscopy observation of tensile fractures surfaces
The examination of tensile fractured surface analysis was carried out using a scanning electron microscope (SEM) model Zeiss Supra-35VP to obtain information regarding filler dispersion and to detect the possible presence of micro-defects. The fractured pieces were coated with layer of gold palladium to eliminate electrostatic charge build-up during examination.
Results and discussion
Cure characteristics
The cure behaviours of R-PET/HNTs-filled NR composites are shown in Table 3. It can be seen that the scorch time (ts2) and cure time (tc90) of the composites increased gradually with increasing HNTs loading. These increments can be related to the reaction between silanol and aluminol groups, which existed on the surface of HNTs with the vulcanization additives. These groups were able to absorb accelerators into the HNTs lumen and hence interrupted the formation of cross-link structure as has been reported by Du et al. 33 Rooj et al. 19 reported that the addition of 10 phr of HNTs into NR compound increased the ts2 and tc90. While Ismail et al. 12 reported that the addition of high HNTs loading (15–100 phr) in ethylene propylene diene monomer (EPDM) nanocomposites increased the tc90 due to the penetration of EPDM and vulcanization additives into the lumen and edges of the HNTs. The increment in ts2 and tc90 with increasing HNTs content in NR nanocomposites was similar to silica behaviour towards curing characteristics in rubber composites since HNT is phyllosilicates which is one of the silicate groups for clay minerals. Natural silicates such as kaolinite and montmorillonite are classes of mesoporous materials, which tend to absorb organics via different mechanisms such as acid–base interaction, hydgrogen bonding or charge transfer, and so on. 19,34 Teh et al. 35 and Hakim and Ismail 36 showed that the addition of silica in NR compounds increased ts2 and tc90. The cure retardation displayed by silica was attributed to a silica-accelerator interaction. The silica reacted with stearic acid, zinc oxide and then subsequently reduced the number of active sulphurating agents, slowing down the sulphur reaction and thus increased the ts2 and tc90 of the vulcanizates. 37
Curing characteristics of R-PET/HNTs hybrid-filled natural rubber composites.
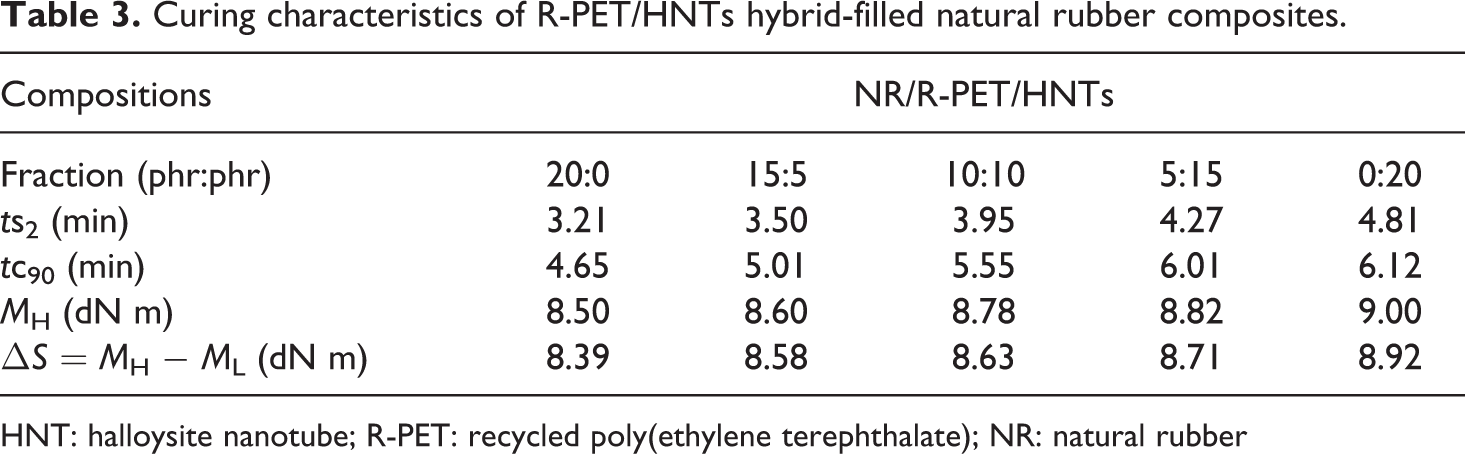
HNT: halloysite nanotube; R-PET: recycled poly(ethylene terephthalate); NR: natural rubber
A maximum torque (M H) was found to increase with increasing the HNTs loading. A maximum torque (M H) is a measure of stiffness or shear modulus of the completely vulcanized test specimens at the curing temperature. The enhancement M H of the R-PET/HNTs composites was due to the presence of HNTs, which has a higher restriction to molecular motion of the macro molecule or tends to impose extra resistance to flow. 38 Similar observation had also been found in torque differences (M H–M L) which is the measurement of the difference between stiffness or shear modulus of the fully vulcanized and stiffness of unvulcanized test specimens taken at the lower point of vulcanizing curve. The M H–M L is indirectly related to the cross-link density. 39 Therefore, it can be concluded that incorporation of HNTs has contributed to better cross-linking. 40
Tensile properties
The tensile strength and elongation at break of R-PET/HNTs-filled NR composites are shown in Figure 1. It was found that the tensile strength and elongation at break tended to gradually increase as the weight ratio of HNTs increased. The enhancement of tensile strength and elongation at break was attributed to the well dispersion of HNTs inside NR matrix, inter-tubular interaction between HNTs and rubber matrix. 18 Similar observation was also reported by Pasbakhsh et al. 41 It was described that the interfacial and inter-tubular interactions between HNTs and rubber as well as the homogenous dispersion of HNTs inside the rubber are also responsible for increasing the ductility of nanocomposites. Figure 2 shows the stress at 100% (M100) and 300% (M300) elongation of R-PET/HNTs-filled NR composites. It can be seen that both stress values increased as the weight ratio of HNTs increased. The improvement in the stiffness was attributed to the smaller particle size, nanotubular shapes of HNTs and their ability to have good dispersion inside NR matrix, which had resulted in more rigid and stiffer NR composites.
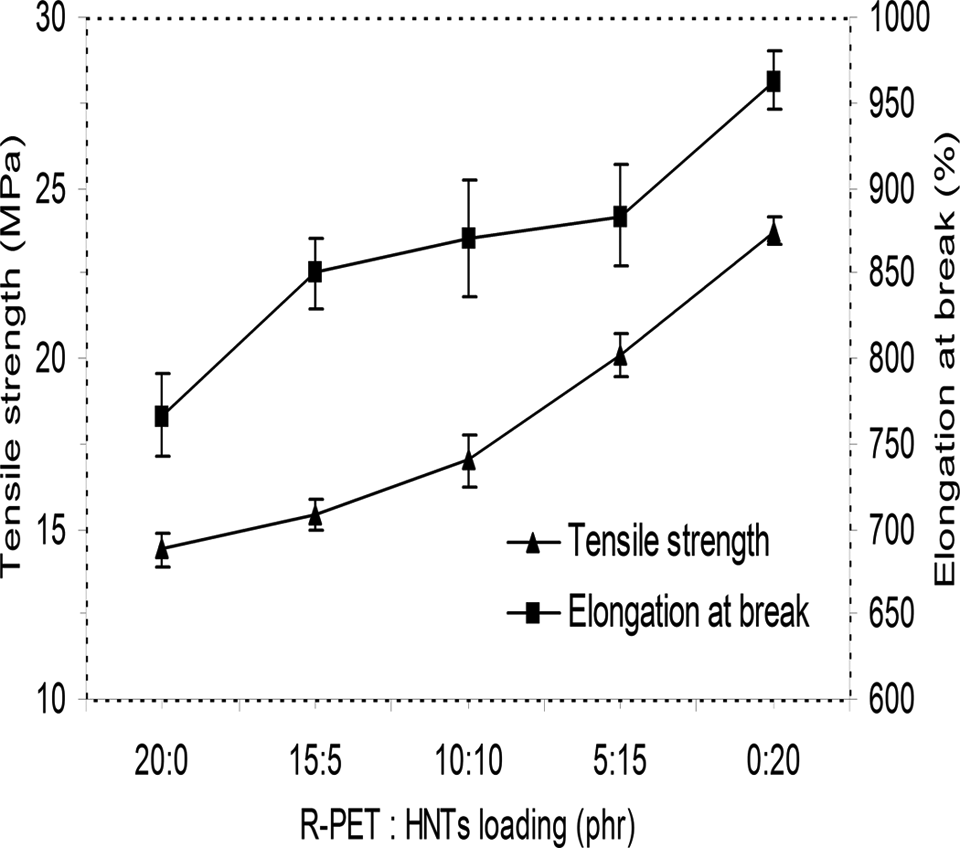
Tensile strength and elongation at break of R-PET/HNTs-filled natural rubber composites. R-PET: recycled poly(ethylene terephthalate); HNT: halloysite nanotube.
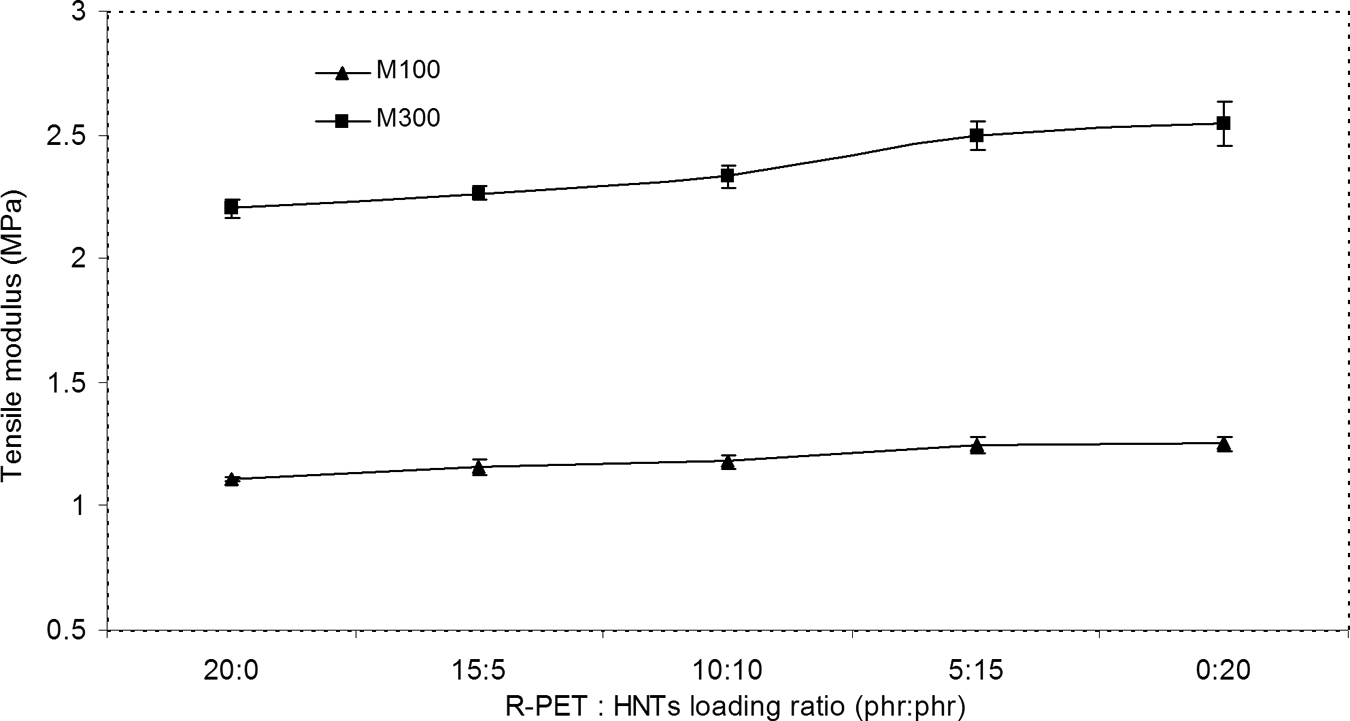
Stress at 100% and 300% elongation of R-PET/HNTs-filled natural rubber composites. HNT: halloysite nanotube; R-PET: recycled poly(ethylene terephthalate).
Tensile fractured surfaces
The tensile micro-fractured surfaces at magnification (100×) are shown in Figure 3. Figure 3(a) exhibits many holes formation due to the detachment of R-PET from SMR L matrix, showing less energy is required to break the rubber vulcanizate. It is comparable to Figure 3(b), which exhibited fewer detachments of R-PET from SMR L matrix. Tensile fractured surface of 5:15 phr:phr R-PET/HNTs loading ratio is shown in Figure 3(c). It can be clearly seen that the fractured surface exhibited more uniform, smooth surface and fewer detachments of R-PET towards the HNTs loading, which indicates higher energy used for breaking the sample than the SMR L compound with high R-PET loading. Furthermore, the roughness and tortuous path of the fractured surface and tearing line were obviously seen in Figure 3(d). It clearly indicates that the composite required a higher energy to cause a failure, which had resulted in higher tensile strength and elongation at break.
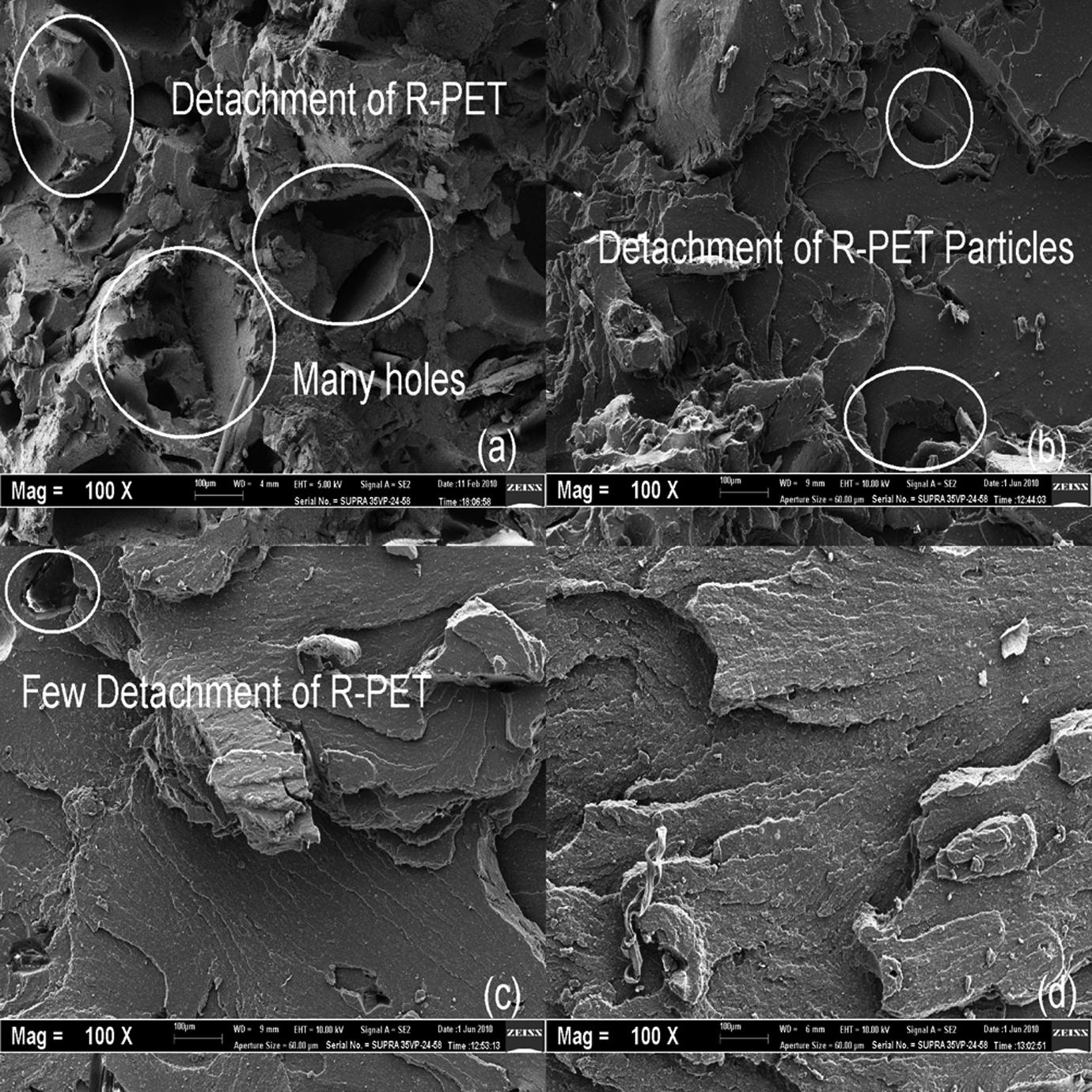
SEM micrographs showing tensile fractured surfaces of R-PET/HNTs-filled natural rubber composites at R-PET:HNTs ratio of (a) 20:0 phr, (b) 15:5 phr, (c) 5:15 phr and (d) 0:20 phr at magnification (×100).
Figure 4(a) to (c) also presents the tensile fractured surfaces of R-PET/HNTs-filled NR composites with various weight ratios at high magnification (5000×). Figure 4(c) clearly shows that with the replacement of R-PET by HNTs had exhibited a better adhesion and well-dispersed of HNTs in NR matrix compared with the composites with a small amount of HNTs (Figure 4 (a) and (b)). The replacement of R-PET by HNTs could increase the interaction between matrix and HNTs by creating a more homogeneous dispersion with less agglomeration on the fracture surface of the composites. This was in good agreement with the tensile properties obtained whereby the composite with 20 phr of HNT had the highest tensile strength and elongation at break when compared with the other composites.
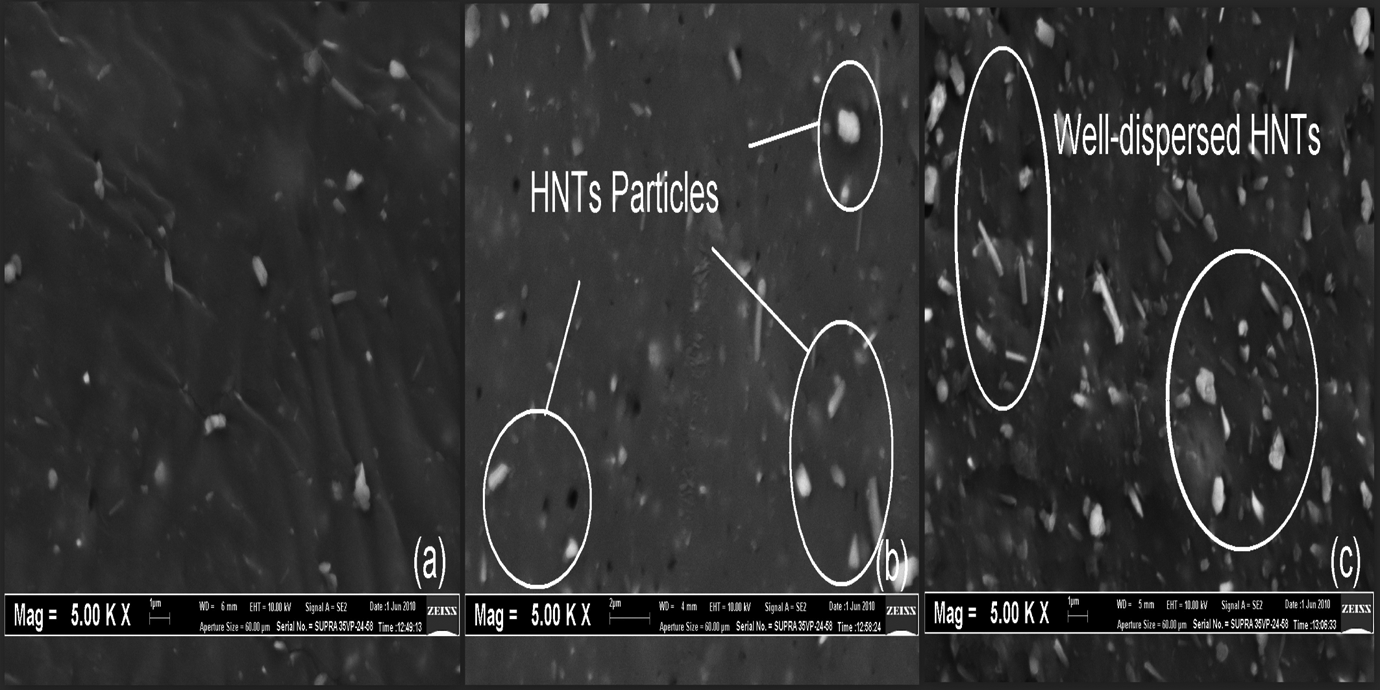
SEM micrographs showing tensile fractured surfaces of R-PET/HNTs-filled natural rubber composites at R-PET:HNTs ratio of (a) 15:5 phr, (b) 5:15 phr and (c) 0:20 phr at magnification (5.00 Kx).
Swelling study
The influence of partially replacement of R-PET by HNTs on Q f/Q g value and cross-link density is shown in Figure 5. It can be seen that the Q f/Q g values of the NR composites decreased with the increase in HNTs loading. The lower Q f/Q g values are, the higher is the rubber–filler interaction. This finding might be due to the fact that HNTs have high aspect ratio (L/D), which had led to the formation of strong interaction between NR matrix and other ingredient inside the tubules. It can also be seen that the replacement of R-PET with HNTs had increased the cross-link density of the NR composites. The cross-link density of NR composites represents the combination of true chemical cross-links and physical cross-links such as chain entanglements and loops. According to our previous works, 18,21,25 the HNTs have nanotubular shapes with the average length dimensions between 150 nm and 2 μm. Due to the nanotubular shapes and charge distribution of hydroxyl groups on the edges and inner of the tubules, 21 the length and quantity of the cross-linked rubber chains had increased in comparison with R-PET. The increase in quantities of cross-linked chains was responsible for the increase in cross-link density. Furthermore, the high cross-link density obtained from high HNT loading might be due to the range of the constrained polymer region as previously proposed by Beall. 42 The size of this region in polymer will be dependent upon the strength of interaction between the clay and the polymer as well as the polymer self-interaction strength. At high HNT loading, the results indicated the difference in diffusion coefficient between pure polymer and the constrained region in the composite. Adame and Beall 43 concluded that the diffusion is dominated by constrained polymer, and therefore there is a difference between the tortuous path predictions. The fundamental origin of the lowered diffusion rates in this constrained region could also be related to lowered solvent uptake due to the polymers being restricted in its ability to move. Restriction of polymer motion is a function of the interaction of the polymer with the surface of the nanoparticle. In this study, the solvent uptake decreased with increasing nanoparticle. The large changes observed in the solvent uptake in these nanocomposites provided a strong indirect evidence of the constrained polymer region and its size. The results are in agreement with the previous work, which indicated that the smaller the particles size of the filler, the better rubber-filler interaction and more cross-link density. 40
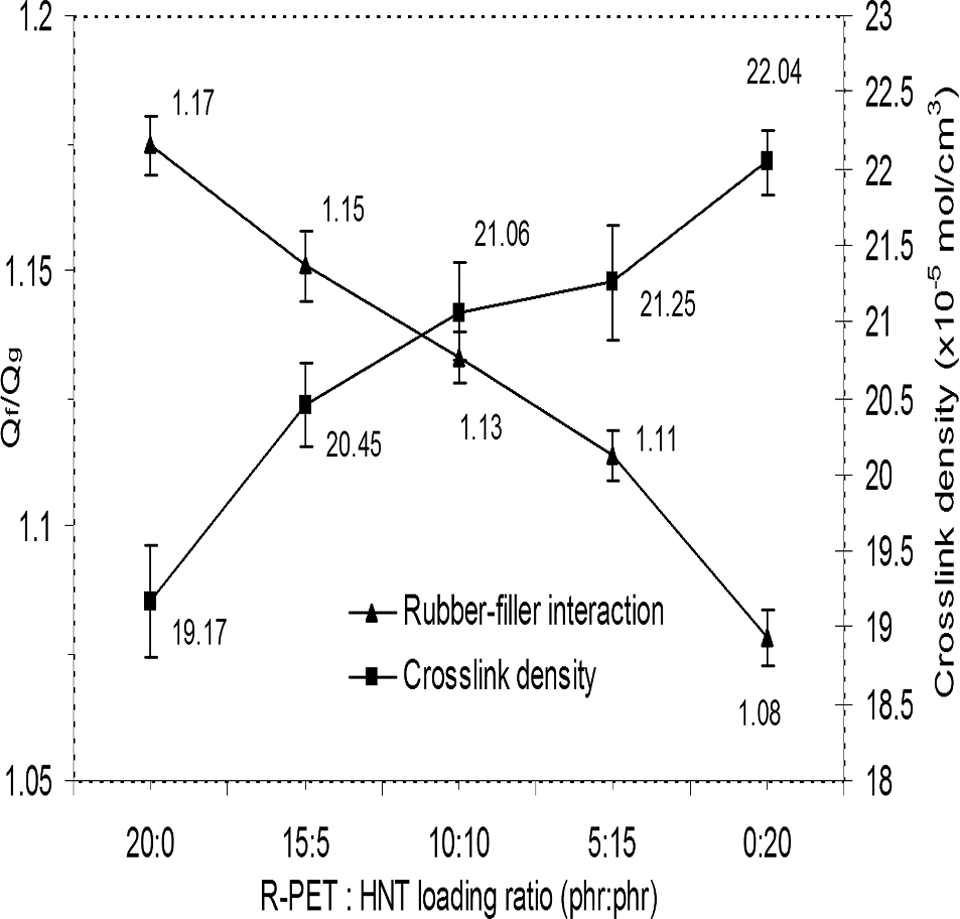
The Q f/Q g values and cross-link density of R-PET/HNTs-filled natural rubber composites.
Fatigue life
The influence of partially replacement of R-PET with HNTs on fatigue life is shown in Figure 6. It was found that the increment in HNTs weight ratio improved fatigue life of R-PET/HNTs-filled NR composites. As discussed earlier, the significant improvement in fatigue life was ascribed to the dispersion of HNTs as well as the high L/D ratio of HNTs itself, which had led to a high interfacial volume between HNTs and rubber matrix. This could help in reducing the heat build-up during the cyclic loading or the repeated cyclic deformation, thus reducing the chain scission and consequently enhancing the fatigue life. In addition, the improvement in fatigue life might probably be due to the increase in the effectiveness of the stress transfer from the rubber matrix to the filler, which had reduced the progression of damage eventually. 44
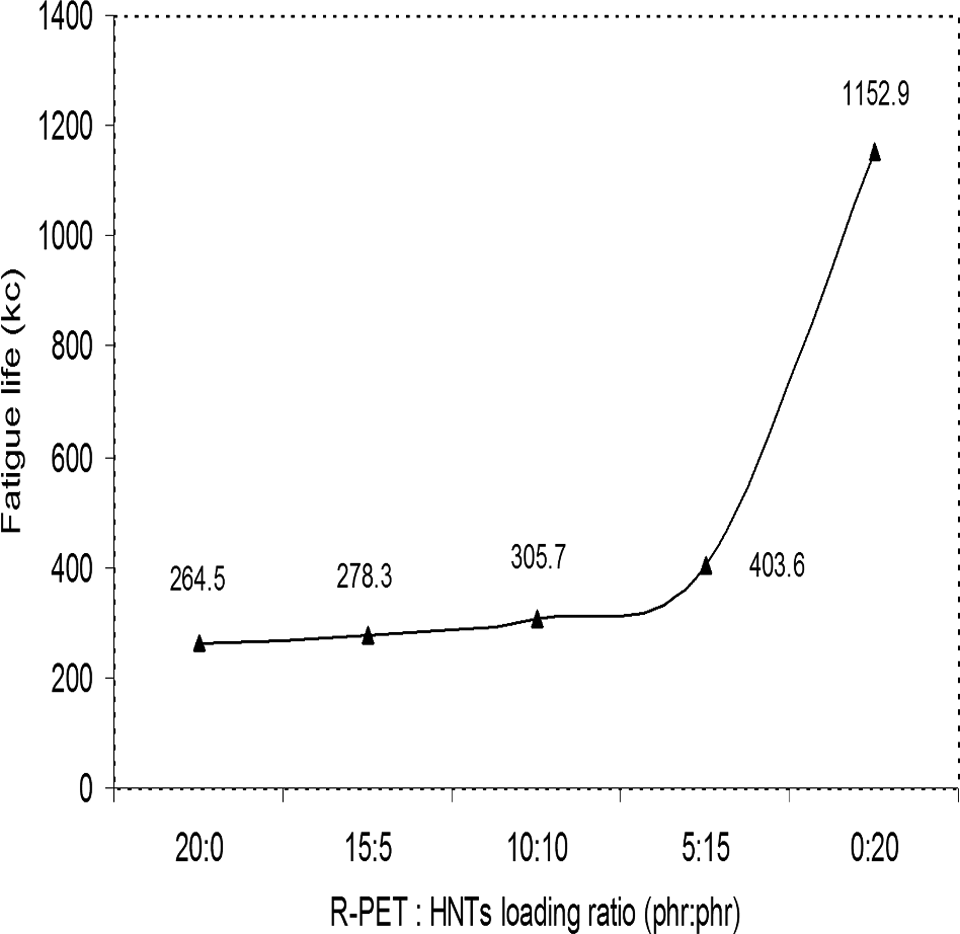
Fatigue life of R-PET/HNTs-filled natural rubber composites.
Thermogravimetric analysis
The TGA curves for the R-PET/HNTs hybrid-filled NR composites in nitrogen are shown in Figure 7(a) to (d), and the values of weight losses at different temperatures are summarized in Table 4. Because there was only one type of rubber matrix used in the compounds, the curves are displayed in a single step degradation process for all samples. The data revealed that the replacement of R-PET by HNTs had prominent effects on the thermal stability of the NR composites. The first mass loss of all samples started at around 250°C, since the absorbed water disappeared and was completed at 400°C due to the thermal decomposition of rubber matrix, and the second mass loss at approximately 400–580°C was associated with the thermal decomposition of carbonaceous residues from the rubber. 45 The temperature at 5% weight loss indicates the initial thermal stability, while the temperature at 50% and 80% weight loss shows the higher degradation rate. It can be seen that once the R-PET was replaced by HNTs, as shown in Figure 7(b) to (d), the temperature at 5%, 50% and 80% weight loss were increased gradually and the maximum mass loss content also reduced with higher HNTs loading. The improvement in thermal stability of R-PET/HNTs-filled NR composites were attributed to the good dispersion and strong physical-interaction of HNTs, which can be supported by the results of SEM and swelling studies, entrapment of degradation products of NR matrix inside the lumen structure of the tubules and the inter-tubular interaction between NR matrix and HNTs. Recently, Du et al. 46 reported that the degradation products of polypropylne may be entrapped inside the lumens of HNTs, resulting in an effective delay in mass transfer and remarkably increased thermal stability of PP/HNTs nanocomposites.
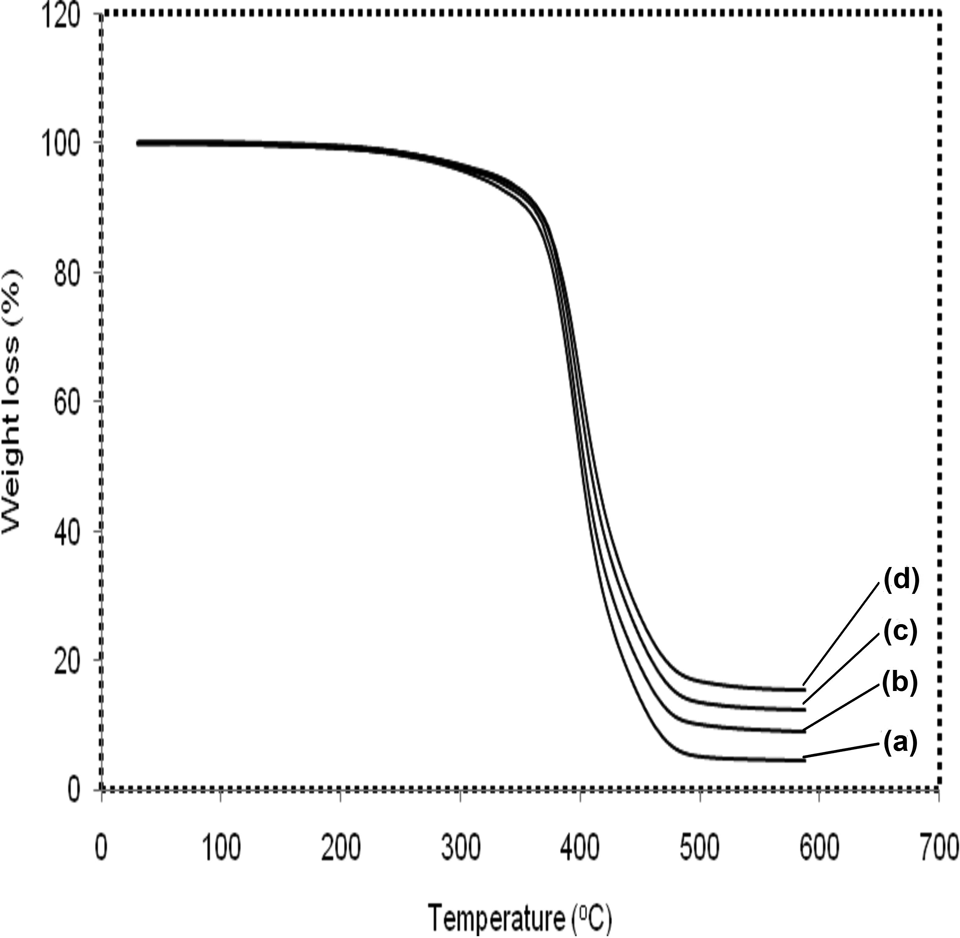
TGA curves of R-PET/HNTs-filled natural rubber composites at R-PET:HNTs ratio of (a) 20:0 phr, (b) 10:10 phr, (c) 5:15 phr and (d) 0:20 phr.
The thermal stability parameter of R-PET/HNTs hybrid-filled natural rubber composites.
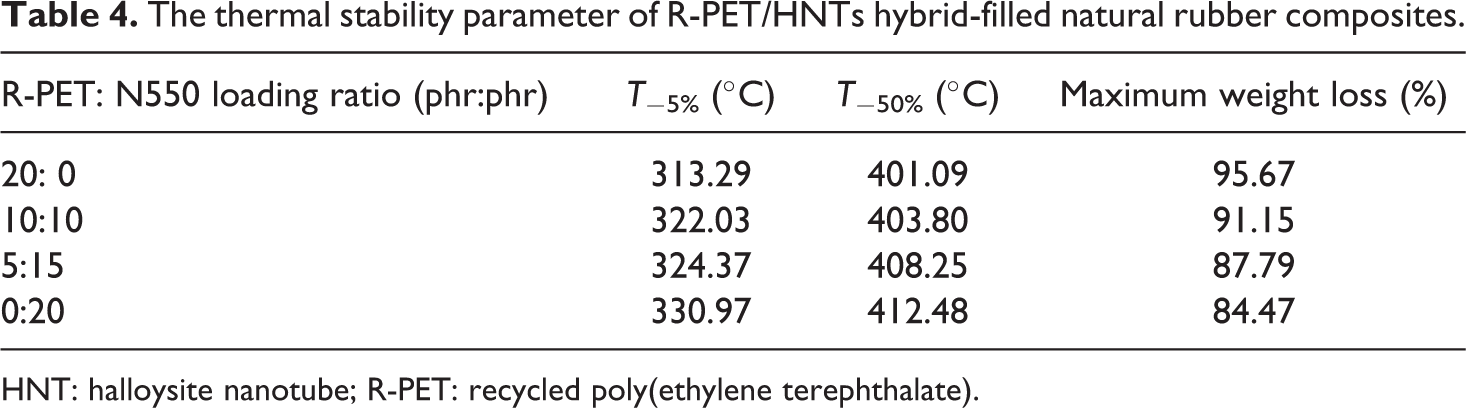
HNT: halloysite nanotube; R-PET: recycled poly(ethylene terephthalate).
Conclusions
The conclusions can be drawn as follows:
HNTs retard vulcanization of NR composites and reduce the state of cure, due to the reaction between silanol and aluminol groups with the vulcanization additives and hence interrupted the formation of cross-link structure
The addition of HNTs had significant improvement on many properties, including maximum torque (M H), cross-link density, tensile modulus (M100 and M300), tensile strength, elongation at break, fatigue life and even better thermal stability.
SEM study and rubber-filler interactions measurement revealed that HNTs have better adhesion and were well-dispersed in NR matrix than R-PET particles.
R-PET/HNTs could be used as an alternative filler in the rubber industry, NR composites particularly at 5 at 5:15 (phr:phr) R-PET/HNTs weight ratio having a satisfactory mechanical properties and can be used in applications where high strength is not essential.
Footnotes
Funding
One of the authors gratefully acknowledges the personally financial support under Graduate Assistant Scheme and Postgraduate Research Grant Scheme (PGRS) provided by Institute of Postgraduate Studies (IPS), Universiti Sains Malaysia (account number: 1001/PBAHAN/8045014).