
Abstract
In this study, nano-montmorillonite (NMMT) was incorporated in alumina trihydrate (ATH) added low-density polyethylene–ethylene vinyl acetate (LDPE-EVA) for enhancing the mechanical and electrical properties of the hybrid blends. The Young’s modulus of 50 phr ATH added LDPE-EVA (LE) blends has improved significantly, when the NMMT loading level increased from 5 to 15 phr. This is because the intercalation of NMMT particles reduces the cavities while enhancing the interfacial adhesion between the particle surface and LE matrix as observed via morphology analysis. The good interfacial adhesion could effectively transfer the stress from polymer matrix to filler’s particles during straining and improved the mechanical properties. On the other hand, the volume resistivity of 5 phr added LE blends was gradually decreased as the loading level of ATH has increased from 50 to 150 phr. The surface and volume resistivity of LE blends exhibited that high polarity of ATH and NMMT molecules could increase the mobility of charges in passages through polymer matrix and surface. Thus, the incorporation of ATH and NMMT could reduce the electrical resistance of LE blends. In addition, the increasing of ATH loading level also improved fire resistivity of LE blends as indicated by the promising limiting oxygen index. This is because the endothermic reaction of ATH during combustion process could reduce the temperature of polymer blends while releasing water vapour and the formation of alumina char. Furthermore, the increasing of NMMT loading level in ATH-added LE blends was found to slightly increase the fire retardancy. This is due to the addition of NMMT that could promote the dripping characteristics and charring effect during combustion and subsequently improve the fire retardancy of ATH added LE blends.
Keywords
Introduction
Low-density polyethylene (LDPE)–ethylene vinyl acetate (EVA) hybrid blends are commonly used for wire and cable applications due to its superior insulation effect and good mechanical and physical properties. However, LDPE-EVA (LE) blend possesses poor flammability that may easily catch fire when electrical short circuit happens. Hence, the flame resistivity characteristic of LE blend is needed for the application in wire and cable industries. Various studies have been conducted by the researchers to overcome the poor flame resistivity of LE blend used in wire and cable applications. 1 –4 The flame retardancy of polymeric materials is usually enhanced by incorporating the fire-retardant fillers into the polymer matrix. Previously, the application of halogenated flame retardants was widely used in various ranges of industries due to its effectiveness in improving the flammability and degradation. 5 However, the application of halogenated flame retardants is being phased out in many countries due to the concern of the health and environmental risks. The halogenated fire retardants could generate and release large quantities of corrosive and toxic gases that are harmful to environment and living health under severe combustion. 4,6
Therefore, the halogen-free fire retardants such as metal hydroxide fire retardants, phosphorus containing fire retardants, and so on are currently used to replace the halogenated fire retardants. Recently, the metal hydroxide fire retardants such as alumina trihydrate (ATH), magnesium hydroxide, and so on are widely used in polymeric materials to produce the environmental-friendly products. However, the application of metal hydroxide type fire retardants could only enhance the flammability effectively at high loading level. The addition of high loading level of fire-retardant fillers in polymer matrix could lead to severe decline in the mechanical properties. Various studies have been conducted to improve the mechanical properties of polymer materials filled with high loading level of fire retardant. 4,7 –9 For instance, Yen et al. 10 and Szép et al. 11 employed nano-montmorillonite (NMMT) with modification in EVA compound containing magnesium hydroxide and ATH fire retardants to improve the mechanical properties of EVA compound without reducing its flammability. Cui et al. 12 also studied the effect of NMMT treated with different types of surfactant on the mechanical properties of EVA and LDPE blends. Besides, Szustakiewicz et al. 13 also reported that the mechanical properties of fire-retardant added polypropylene were increased by the incorporation of organo-modified NMMT. Haurie et al. 2 have investigated the effect of NMMT in improving the mechanical, flammability and thermal properties of LE blends filled with different types of metal hydroxide fire retardants. Based on their investigations, the addition of NMMT could slightly improve the tensile properties of metallic hydroxide added LE blends.
In this study, ATH was used as a fire retardant in LE hybrid blends. As mentioned early, the incorporation of high ATH loading level could lead to inferior effects on the mechanical properties of polymer matrix. Hence, organo-modified montmorillonite (MMT) was used to modify and improve the properties of ATH-filled LE blends. The effect of NMMT loading level on the mechanical, morphological, electrical and fire properties of LE blends filled with increasing of ATH loading level was investigated.
Experimental
Materials
LDPE-EVA copolymers were used as polymer base of this study. LDPE with grade of Titanlene LDF200GG was purchased from Titan Chemicals Corporation Sdn. Bhd. (Johor, Malaysia). LDPE was used to blend with EVA copolymer grade of UE629 supplied by USI Corporation (Taipei, Taiwan). ATH, Al2O3 .3H2O (ATH) grade of Micral 9400 and zinc borate were supplied by J.M. Huber Corporation (USA) and Shandong Chuanjun Chemical (Shandong, China), respectively. ATH was used as the main flame retardant, while zinc borate was added into polymer compound as secondary flame retardant and smoke suppressant. Trimethylolpropane trimethacrylate (TMPTMA) was purchased from Sigma-Aldrich (M) Sdn. Bhd. (Selangor, Malaysia) and used as a radiation cross-linking agent in this study. TMPTMA used in this study contains 175 ppm monomethyl ether hydroquinone. LDPE-graft-maleic anhydride (LDPEgMAH) grade of NG1201 was supplied by Shenghai Jianqio Plastic (Shanghai, China). LDPEgMAH was used as a compatibiliser to improve the compatibility between the polymers and fillers. Calcium stearate was supplied by Industrial Resins Malaysia Sdn. Bhd. (Johor, Malaysia) Calcium stearate was employed as the external lubricant to enhance processabilitiy and flowability of the polymer compound. Irganox 1010 was marketed by Ciba Specialty Chemicals (Selangor, Malaysia) and added as an antioxidant to prevent the premature degradation caused by melt blending process. The commercial grade of MMT, Nanomer 1.3P was purchased from Nanocor, Arlington Height, Illinois, USA. All these materials were used as received.
Sample preparation
All the ingredients were compounded according to the formulation as summarised in Table 1 using Brabender mixer (Selangor, Malaysia). The LDPE, EVA and other additives were compounded at the processing temperature of 130°C at a total mixing time of 12 min. First, LDPE was loaded into the Brabender mixer and blended for 2 min. It was followed by adding EVA into mixer and blended together with LDPE for 2 min. The additives were loaded into Brabender mixer and blended together with LDPE and EVA for 8 min. The compounded samples were compression moulded into sheet with 1 mm in thickness using hot press Scientific Laboratory Press Types (Selangor, Malaysia) LP-S-50 under the temperature of 175°C for 10 min. For compression moulding process, the compounded samples were preheated in hot press machine at a temperature of 175°C for 5 min. The preheated samples were then compression moulded at the temperature of 175°C for another 5 min under pressure of 10 MPa. The hot pressed samples were cooled down with the cooling rate of 15°C/min.
Formulations of ATH and NMMT-added LDPE-EVA blends (LE).a
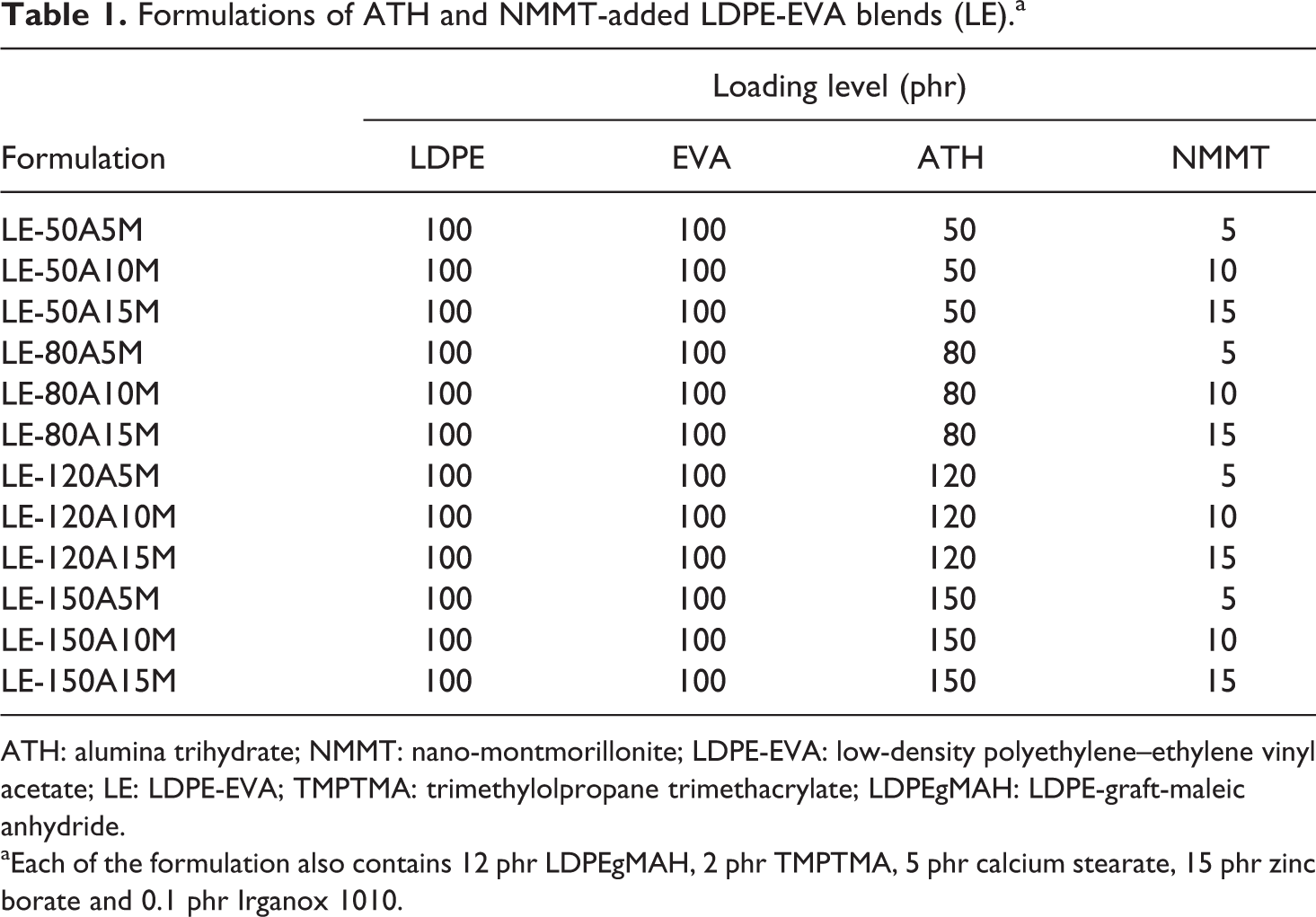
ATH: alumina trihydrate; NMMT: nano-montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate; LE: LDPE-EVA; TMPTMA: trimethylolpropane trimethacrylate; LDPEgMAH: LDPE-graft-maleic anhydride.
aEach of the formulation also contains 12 phr LDPEgMAH, 2 phr TMPTMA, 5 phr calcium stearate, 15 phr zinc borate and 0.1 phr Irganox 1010.
Tensile analysis
The 1 mm compression moulded sheets were cut into dumb-bell shape using a sample cutter. The samples in dumb-bell shape were tested at room temperature using Instron micro tester model 5848 (Selangor, Malaysia) in accordance with ASTM D1822 under a cross head speed of 50 mm per minutes. Five specimens of each formulation were tested, and the results from tensile test were averaged to obtain mean value and standard deviation.
Electrical analysis
The surface resistivity (SR) and volume resistivity (VR) of samples were analysed using Electrothermal (EM Series Heating Mantles) (Selangor, Malaysia) high-resistance meter of EM5000/CE model under 1 kV direct current at room temperature.The SR and VR tests were conducted in accordance with ASTM D267. The 1 mm sheets were cut into the shape of circular disk with a diameter of 53 mm. The applied voltage was set at 500 V to measure the SR and VR of the samples. The surface resistance and volume resistance values of samples were reported as the average of five specimens.
Limiting oxygen index
Limiting oxygen index (LOI) test was performed to investigate the flammability of specimens. LOI test was conducted using an apparatus from Rheometer Scientific, Surrey, UK in according with ASTM D2863. The specimen with the dimensions of 50 mm × 150 mm × 1 mm was placed vertically in a transparent test column. A mixture of nitrogen and oxygen was purged into the transparent column to create an oxygen–nitrogen atmosphere inside the test column. In the mean time, the specimen was ignited at the top. The concentration level of oxygen was adjusted until the oxygen level is sufficient to support the combustion of specimen. Nine specimens per formulation were tested and the final result value of LOI was reported as the average of nine specimens.
Scanning electron microscopy (SEM) analysis
The morphologies of the fractured surface for LE samples were scanned and observed using a JEOL model JSM-6301F SEM (Selangor, Malaysia). The fractured samples after tensile test were used to observe the morphologies of samples. The fractured surface and the samples were cut into a smaller portion prior to conducting the scan. The cut samples were placed and mounted onto the copper stub with the fractured surface facing up. The samples were coated with a thin layer of gold and ready for scanning.
Results and discussion
Mechanical properties and surface morphologies
In this study, the effects of ATH and MMT loading levels on the tensile properties of LE blends were investigated. According to Figure 1, the increasing of ATH loading level from 50 phr to 80 phr has caused a tremendous decline in the tensile strength of LE blends filled with 5 phr NMMT and 10 phr NMMT. This might be due to ATH increment in LE blends that promoted the formation of excess cavities between the filler’s particles and polymer matrix as observed in SEM morphology (Figure 2). Such observation resulted in the reduction in compatibility between filler’s particles and LE matrix which caused the decrement in tensile strength of LE blends. However, further increment in ATH loading level from 80 to 150 phr was observed to gradually increase the tensile strength of LE blends filled with 5 and 10 phr NMMT. Such observation is different from that of the previous studies of Cárdenas et al., 1 Sain et al. 7 and Razamani et al. 14 who reported that the incorporation of ATH filler in polymer matrix with poor compatibility effect between filler’s surface and polymer matrix led to inferior properties of LE matrix. The added nano-sized NMMT in this study has shown their intercalated reinforcement effect even though ATH was applied at high amount of 150 phr. By referring to SEM observation as shown in Figures 2 and 3, the nano-sized MMT particles were fitted into the cavities between ATH particles and polymer matrix by enhancing the interfacial adhesion between ATH particles and LE matrix. The nano-sized MMT can effectively fit themselves in the loosely packing space between ATH filler and LE matrix which enables the stress to transfer effectively from matrix to filler when subjected to straining. 15
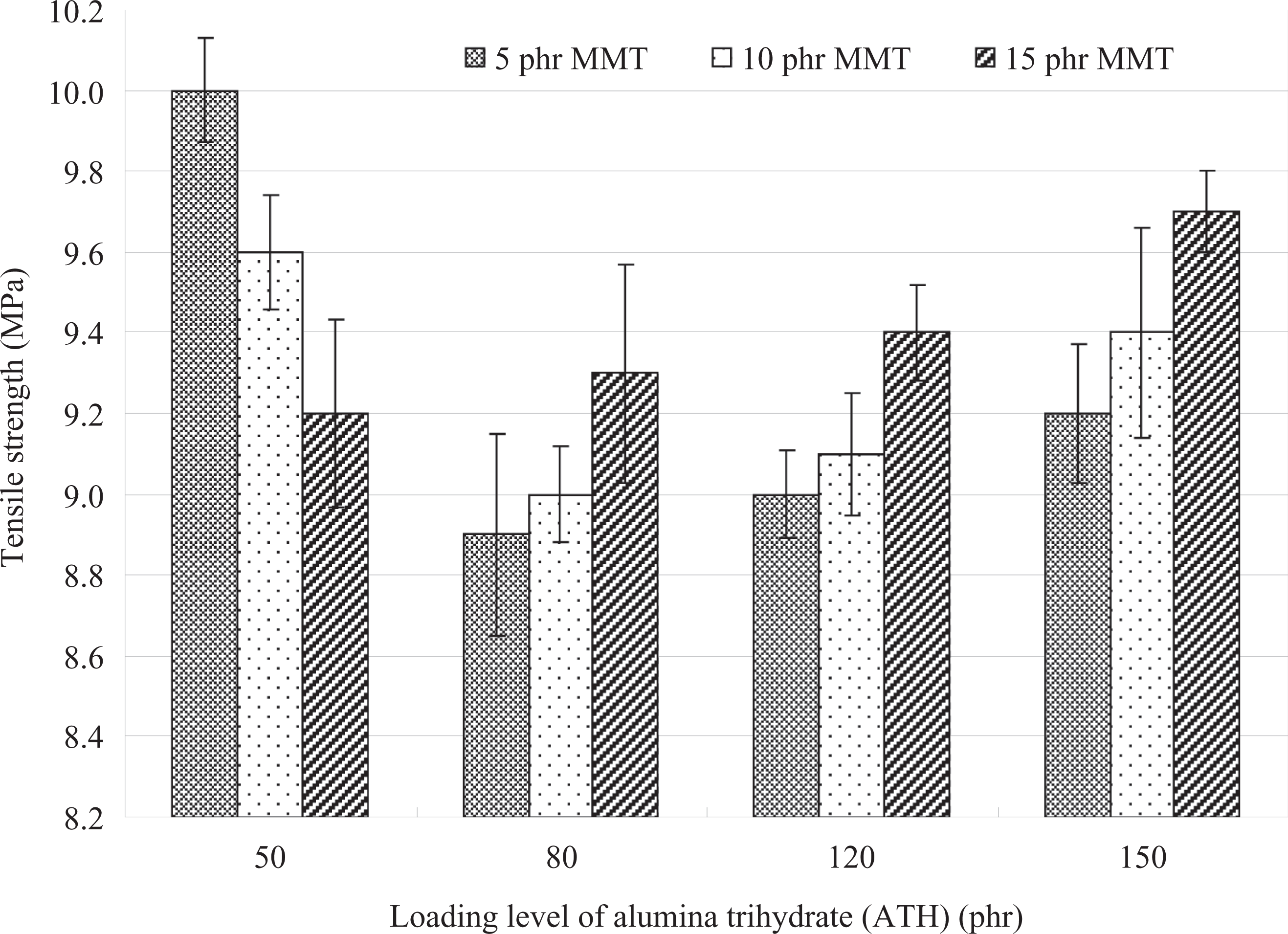
Effect of ATH and MMT fillers on tensile strength of LDPE-EVA blends. ATH: alumina trihydrate; MMT: montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate.
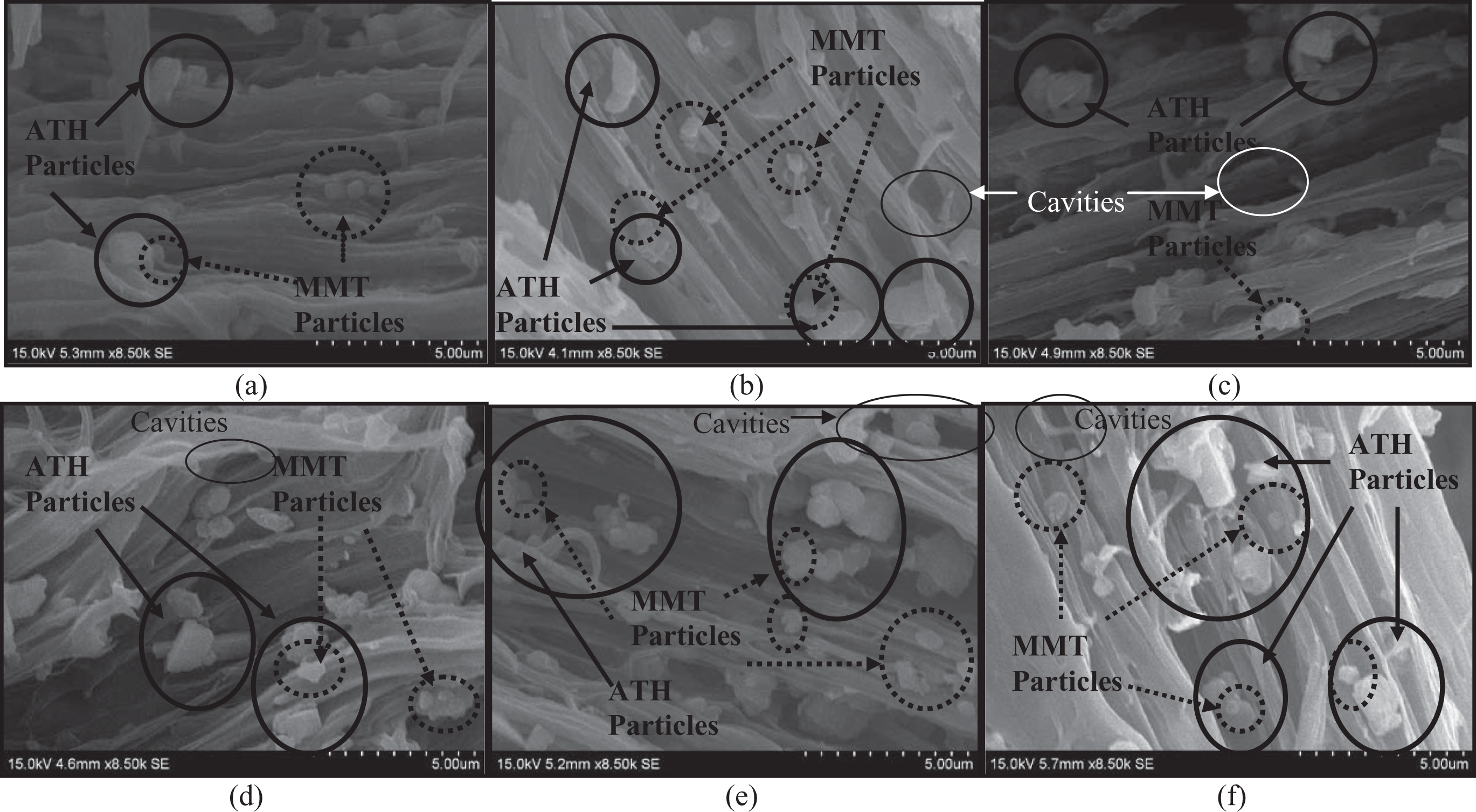
Surface morphologies of LDPE-EVA blends added with (a) 50 phr ATH and 5 phr MMT, (b) 50 phr ATH and 10 phr MMT, (c) 50 phr ATH and 15 phr MMT, (d) 80 phr ATH and 5 phr MMT, (e) 80 phr ATH and 10 phr MMT and (f) 80 phr ATH and 15 phr MMT by SEM under magnification of 8500 times. ATH: alumina trihydrate; MMT: montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate; SEM: scanning electron microscope.
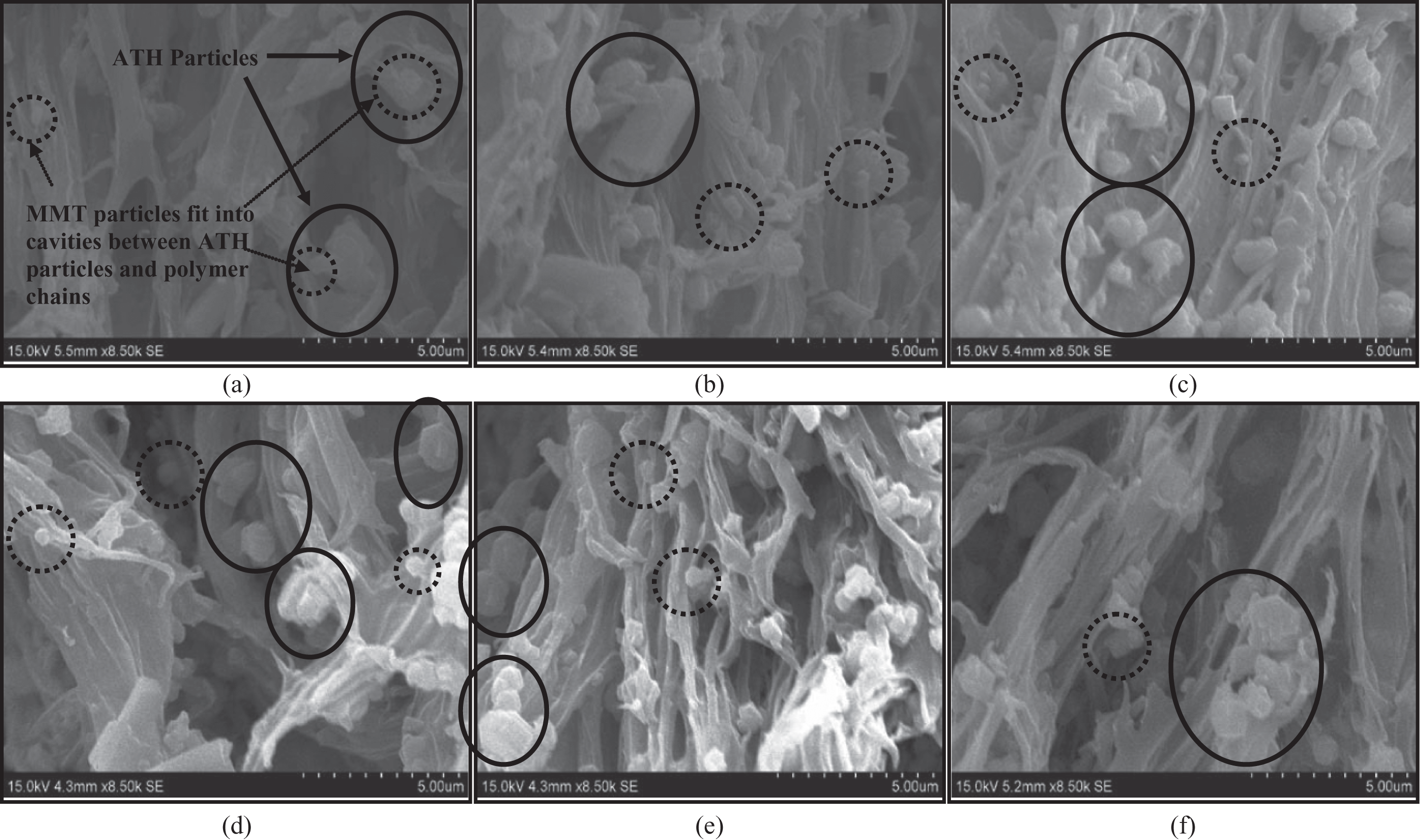
Surface morphologies of LDPE-EVA blends added with (a) 120 phr ATH and 5 phr MMT, (b) 120 phr ATH and 10 phr MMT, (c) 120 phr ATH and 15 phr MMT, (d) 150 phr ATH and 5 phr MMT, (e) 150 phr ATH and 10 phr MMT and (f) 150 phr ATH and 15 phr MMT by SEM under magnification of 8500 times. ATH: alumina trihydrate; MMT: montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate; SEM: scanning electron microscope.
Besides that, the tensile strength of 50 phr ATH added LE blends was found to decrease gradually with increasing of NMMT loading levels. This could be due to the poor dispersion of NMMT in the polymer matrix of ATH-added LE blends (as shown in Figure 2(a) to (c)), which has reduced the interfacial adhesion of NMMT and ATH fillers with polymer matrix. The NMMT particles in these samples were observed and tended to agglomerate into bigger particles as shown in Figure 2(a) to (C) by causing inferior effect to the dispersion of NMMT in LE matrix. The poor dispersion of NMMT particles has mainly caused the poor interfacial adhesion between ATH and NMMT particles and LE matrix. In other words, this would reduce the compatibility of NMMT and ATH fillers in LE matrix with noticeable decrement in the tensile strength. This observation was also found to be different from previous studies of Merinska et al. 16 and Su et al. 17 They reported that the addition of NMMT in polymer could provide reinforcement effect to the polymer matrix by modifying the interfacial adhesion between the NMMT particles and polymer matrix. However, the tensile strengths of 80, 120 and 150 phr ATH added LE blends were observed to gradually increase with the increasing of NMMT loading levels. This is because the increasing of nano-sized NMMT in ATH added LE matrix could enhance the compatibility between the ATH filler’s surface and polymer matrix by fitting into the cavities in between the ATH particles and polymer matrix. This could help to improve the interfacial adhesion between the ATH filler and polymer matrix and subsequently enhance the tensile strength.
Besides that, it was found that the elongation at break of LE blends was rapidly decreased with the increasing of ATH loading level (50–150 phr) for all loading levels of NMMT as shown in Figure 4. This is due to the addition of ATH filler in LE matrix, which could lead to a reduction in LE volume in the blends. The addition of ATH filler tends to decrease the ability of LE matrix against the flexibility and plastic deformation of the matrix. Such observation was also noted in the reports of Gheysari and Behjat, 18 Haurie et al. 1 and Razamani et al., 14 where high composition of hydroxide filler can disturb the continuity of polymer chains in LE matrix. The discontinuity of LE matrix was found to be higher at high loading level of ATH as shown in SEM observation of Figure 3. Subsequently, the discontinuity of polymer chains could decrease the plastic deformation of LE blends. Moreover, the formation of cavities within the ATH filler and LE matrix (as shown in Figures 2 and 3) can also decrease the plastic deformation of LE matrix. On the other hand, the elongation at break of ATH-filled LE bends was observed to significantly decrease as the loading levels of NMMT increased from 5 to 20 phr (Figure 4). This is attributed to the increasing of NMMT in the matrix of ATH-filled LE blends, improving the discontinuity of polymer matrix. The discontinuity of LE matrix causes the LE blends to break at lower plastic deformation. Consequently, it decreased the elongation at break especially for low ATH (50 and 80 phr) added LE blends. However, the 150-phr ATH-filled LPE blends were found to slightly increase the elongation at break as the loading level of NMMT increased from 5 to 10 phr. This is attributed to the incorporation of NMMT in LE matrix, which could enhance the compatibility between LE matrix and ATH particles by intercalating into the spacing between the polymer matrix and ATH filler. The intercalation of NMMT particles could lead to an improvement in the interfacial adhesion of NMMT and ATH particles’ surface with polymer matrix, subsequently reducing the occurrence of cavities between particles of NMMT and ATH fillers and LE matrix. 19 Furthermore, the cavities between the ATH particles and polymer matrix were also found to be obviously reduced with increasing of NMMT as observed in Figures 2 and 3. Hence, this would restrict the mobility of polymer chains under straining and slightly delay the elongation at break.
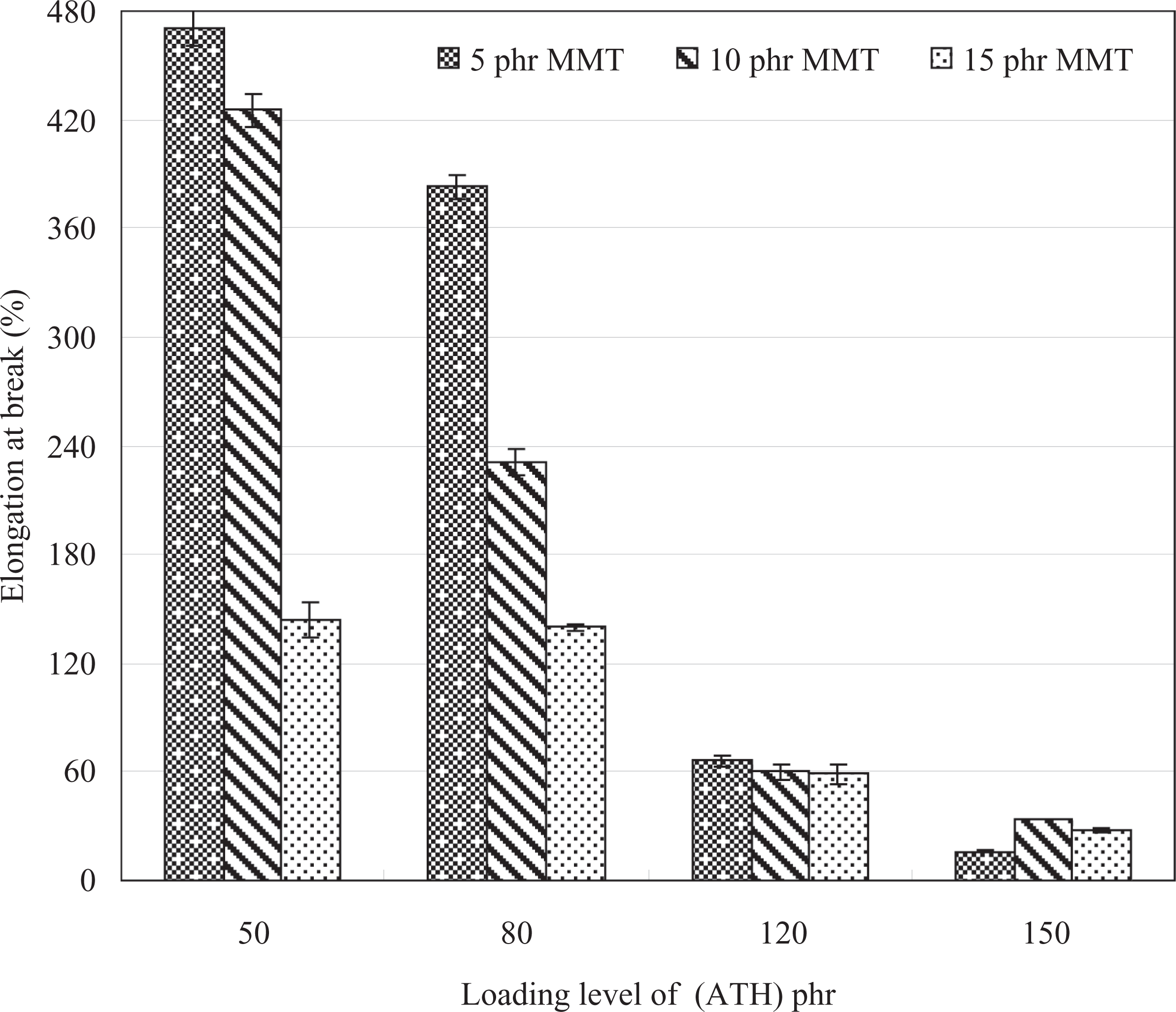
Effect of ATH and MMT fillers on the elongation at break of LDPE-EVA blends. ATH: alumina trihydrate; MMT: montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate.
When referring to Figure 5, it can be noticed that the Young’s modulus of ATH-filled LE blends exhibit a small reduction while the ATH loading level was increased from 50 to 80 phr. However, further increment of ATH loading level (80–150 phr) in LE matrix has improved Young’s modulus effectively. The increment of Young’s modulus of polymer blends was due to the restriction of the polymer chain mobility in polymer matrix. 20 This could be contributed by the better compatibility and reinforcement effects of ATH particles to the LE matrix that restricted the chains’ mobility. 20 The Young’s modulus was also observed to rapidly increase when the loading level of NMMT increased from 5 to 15 phr. This can be explained where the good dispersion of NMMT in ATH added LE blends has improved the compatibility between ATH filler and LE matrix via intercalating of NMMT particles into the cavities between ATH filler and LE matrix, which promoted superior interfacial adhesion between the ATH filler and LE matrix through diminishing the cavities inside the ATH added LE blends. The good interfacial adhesion between fillers and LE matrix could further restrict the mobility of polymer chains during drawing, thus improving the Young’s modulus of ATH added LE blends.
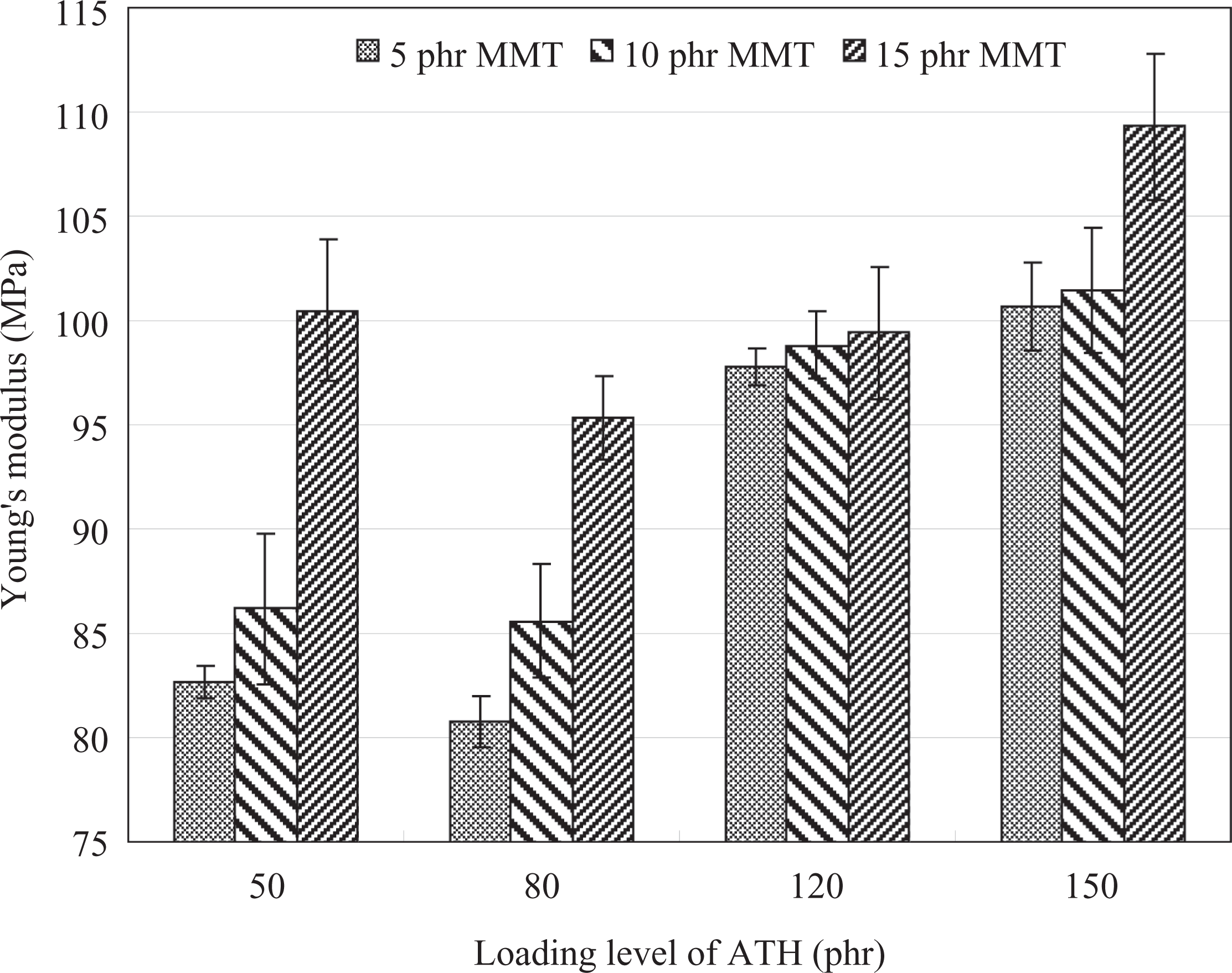
Effect of loading level of ATH and MMT on Young’s modulus of LDPE-EVA blends. ATH: alumina trihydrate; MMT: montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate.
Electrical properties
The investigation on the electrical properties of the polymer materials has become very important when the ATH-filled LPE blends are targeted for wire and cable applications as insulation materials. Basically, the electrical resistances of ATH-filled LPE blends in this study were investigated by measuring the VR and SR (Figures 6 and 7). The VR and SR values of all samples were found to decrease as the loading level of ATH was increased from 50 to 150 phr. The high-molecular polarity of ATH filler in LE matrix could induce the transportability of ATH ionic in polymer matrix. This is due to the effect of increasing ATH loading level, which could promote the predomination of polar hydroxyl functional group (–OH) of ATH amounts in the matrix of LPE blends. The increment of polar ATH amounts (–OH) could lead to higher migration ability of charges through the LE matrix. 21 –23 Consequently, the samples with highest ATH loading level have the lowest VR and SR.
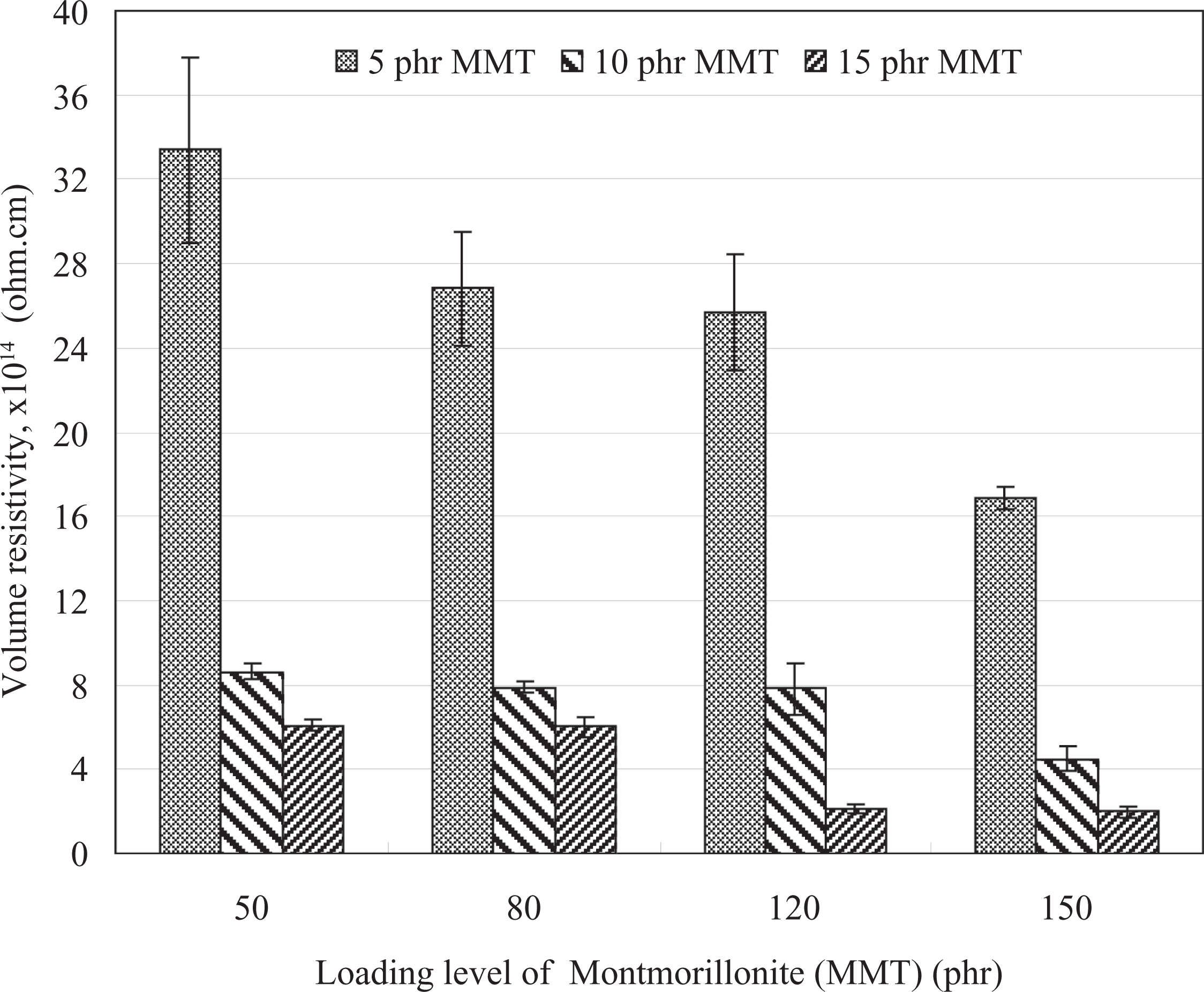
Effect of ATH and MMT fillers on VR of LDPE-EVA blends. ATH: alumina trihydrate; MMT: montmorillonite; VR: volume resistivity; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate.
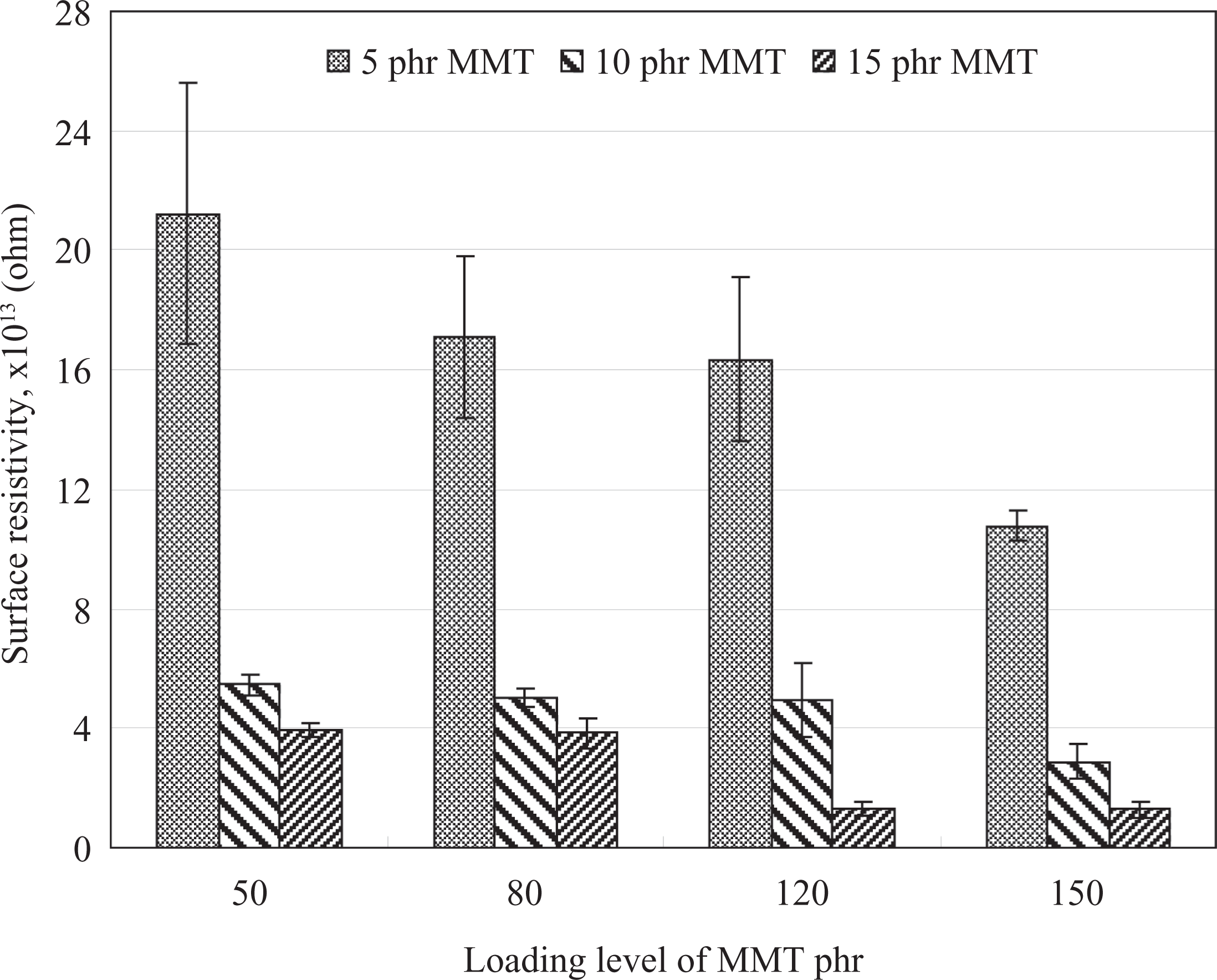
Effect of ATH and MMT fillers on SR of LDPE-EVA blends. ATH: alumina trihydrate; MMT: montmorillonite; SR: surface resistivity; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate.
By referring to Figures 6 and 7, the VR and SR of ATH-added LE blends were rapidly decreased when the NMMT loading level increased from 5 to 15 phr. The strong molecular polarity of NMMT molecules also contributed to the further reduction in VR and SR of samples by enhancing the mobility of NMMT ionic in polymer matrix to passage inside the polymer matrix and surface. Thus, the addition of ATH and NMMT could significantly reduce the VR and SR of samples.
Fire retardancy
The LOI % test was conducted to investigate the fire retardancy of LE blends filled with ATH and NMMT. LOI % is used to represent the minimum percentage of oxygen volume needed in the gas mixture of nitrogen and oxygen to support the combustion of sample materials. Figure 8 shows the LOI % of LE blends filled with increasing of ATH and NMMT loading levels. According to Figure 8, the LOI % of LE blends was observed to gradually increase with increasing of ATH loading level. The increment of ATH loading level in polymer matrix could help in reducing the volume percentage of LDPE and EVA in polymer blends. The addition of ATH into LE blends could improve the fire retardancy by influencing the reaction of LE to fire.
4
The combustion of ATH in LE blends could decompose the ATH endothermically by releasing water vapour and the formation of alumina char residue as shown in equation (1). This reaction has cooled down the temperature of the polymer materials by absorbing 1050 –1300 kJ/kg of ATH and delayed the combustion of the LE blends.
4
The water vapour released during the combustion process could dilute the combustible gases on the surface of polymer materials. This has led to the formation of gas barrier on the polymer surface in isolating the combustible gases from the polymer surface. Besides, the formation of alumina char residue during the combustion of ATH could coat on the surface of polymer material and act as a thermal insulation protective layer. Thus, the fire retardancy of LE blends increased, with around 3–4% as the ATH loading level increasing from 50 to 150 phr.
Figure 8 shows the LOI value of all ATH-filled LE blends was also observed to increase slightly as the loading level of NMMT was gradually increased from 5 to 15 phr. This also shows that the addition of NMMT into LE blends could lead to a significant increment in fire retardancy of LE blends. The addition of NMMT into LE blends could increase the melt viscosity, which played a very important role in limiting the tendency of melt dripping by withdrawing the polymer blends from fire propagation. 24 Besides, the incorporation of NMMT into ATH added LE blends could also promote and induce the formation of char during combustion. The char formed could act as an insulation coating layer on the surface of polymer blends, and this coating layer could resist the diffusion ability of combustible gases passing through the polymer matrix. 4,24 Thus, the combustion of LE blends could be delayed and lead to enhance the fire retardancy of LE blends.
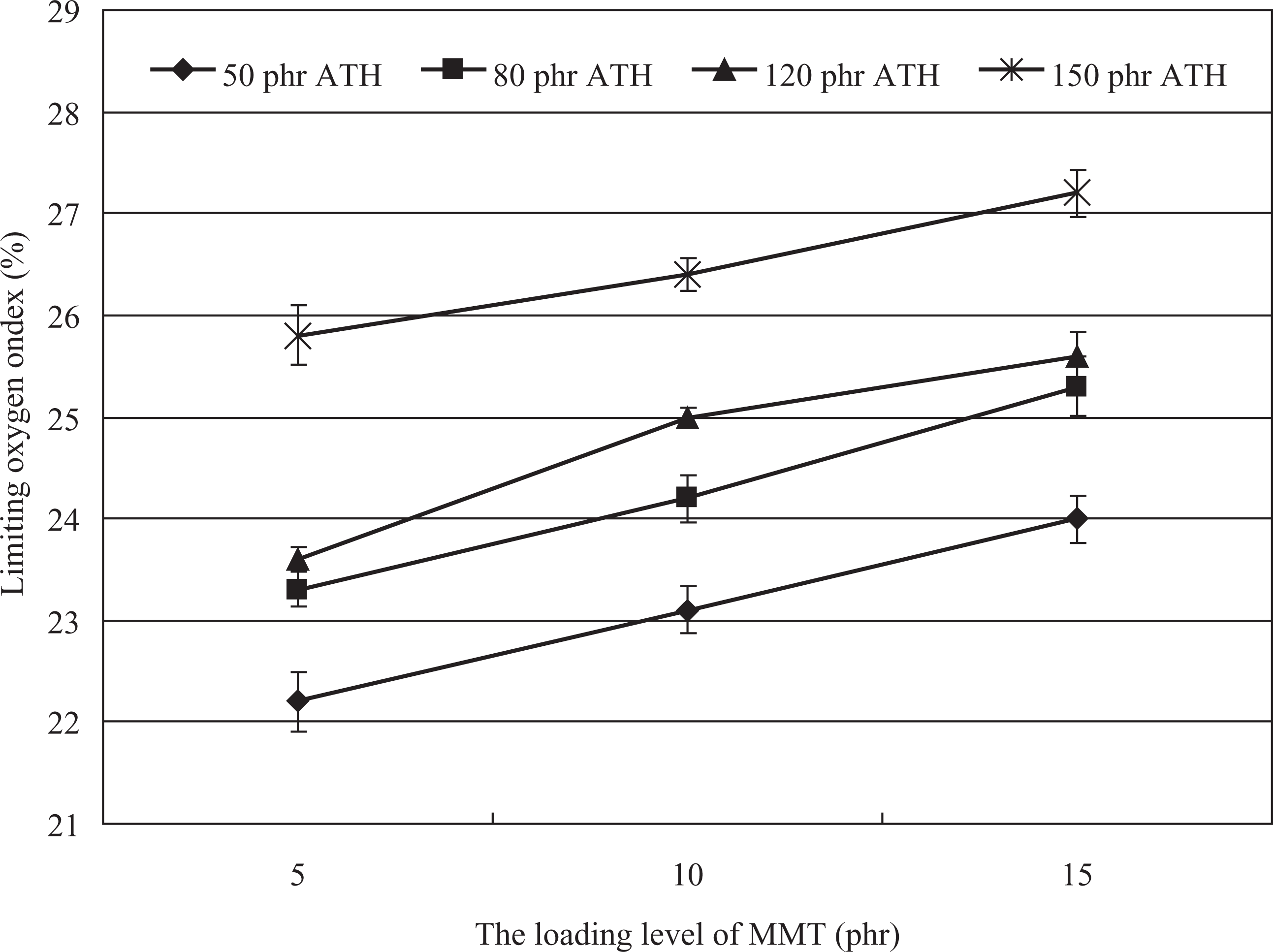
The effect of ATH and MMT fillers on the LOI of LDPE-EVA blends. ATH: alumina trihydrate; MMT: montmorillonite; LDPE-EVA: low-density polyethylene–ethylene vinyl acetate; LOI: limiting oxygen index.
Conclusions
The effects of NMMT on mechanical, morphological, electrical and fire properties of LE blends with increasing of ATH loading level were investigated and led to some conclusions. The increasing of ATH loading level in LE blends was found to decrease the tensile strength and elongation of ATH-filled LPE matrix at low loading level of ATH. This is due to the addition of ATH filler, which could increase the discontinuity of polymer matrix by forming cavities within the filler’s surface and polymer matrix as observed in SEM captures. The addition of NMMT has improved the tensile strength of ATH added LE blends by intercalating the NMMT into the cavities within ATH filler’s surface and LE matrix. The intercalation of NMMT could improve the interfacial adhesion of ATH filler with LE matrix, which subsequently enhances the compatibility among the components. In addition, the increasing of NMMT was also found to further enhance the Young’s modulus of LE blends. This is due to the NMMT that intercalates into the cavities within the ATH filler and LE matrix and promotes the interfacial adhesion between ATH filler and LE matrix. The good interfacial adhesion effect between fillers and LE matrix has restricted the chain movement during straining of LE matrix, subsequently improving the Young’s modulus of LE blends. Besides that, the electrical resistance of LE blends has decreased with the increasing of ATH loading level. The strong polarity of ATH could increase the charge passage through the LE matrix. Hence, the increasing of ATH loading level was found to decrease the electrical resistance of the LE blends. Furthermore, the electrical resistivity also exhibited declining behaviour, with increasing of NMMT loading level. The pronounced polarity of NMMT is the main factor that promotes the formation of ionic species in LE matrix. The higher amounts of ionic species could induce the passage of charges through the LE surface and matrix, resulted in inferior effect on the electrical resistance of ATH added LE blends. The increasing of NMMT also observed to improve the fire retardancy of ATH added LE blends. Overall, the increasing of NMMT could improve the mechanical properties and fire resistivity while lowered the electrical resistivity of ATH added LE blends.
Footnotes
Acknowledgements
The authors are very appreciating with the kindliness of Malaysian Nuclear Agency, Bangi, Selangor for allowing usage of their equipments on performing this research.
Funding
This work is financially supported by Research University Grant of Universiti Teknologi Malaysia.