
Abstract
Poly(ethylene terephthalate) (PET) containing 3 wt% of organo-montmorillonite (OMMT) was prepared using twin-screw extruder followed by injection molding. Maleic anhydride-grafted styrene–ethylene/butylene–styrene (SEBS-g-MAH) and N,N′-ethylenebis(stearamide) (EBS) were used as impact modifier and dispersing agent. The reprocessing ability of PET/OMMT nanocomposites was studied through three cycles of extrusion. Properties of the reprocessed PET nanocomposites were characterized using intrinsic viscosity measurements, impact tests, thermogravimetric analysis, differential scanning calorimetry, x-ray diffraction (XRD) and scanning electron microscopy. The enhanced intercalation of the OMMT silicate layers in the PET was confirmed using XRD. The intrinsic viscosity, impact strength and thermal stability of PET nanocomposites were reduced after subjecting to three cycles of extrusion. Nevertheless, the retention ability in mechanical and thermal properties of PET/OMMT/EBS nanocomposites was higher than that of PET/OMMT/SEBS-g-MAH counterparts.
Introduction
The research and development of polymer nanocomposites has become a prominent area, thanks to the excellent performance contributed by the nanofiller. It has been documented that adding of clay (3–5 wt%) can have a remarkable improvement in mechanical properties, thermal stability, flame retardancy and gas permeability for poly(ethylene terephthalate) (PET). 1 –3 Most of the studies of PET/clay nanocomposites described influences of clay loading, clay modification, type and loading of compatibilizer as well as effects of processing conditions. While these studies are the primary areas of interest, the evaluation on reprocessing ability of PET/organo-montmorillonite (OMMT) nanocomposites should receive equivalent attention as it is very important in terms of environmental and economic benefits.
In aspect of environment, PET is not biodegradable and thus land-filled PET waste will not degrade for hundreds of years. In economical point of view, sources of the recycled plastics are always less expensive compared to virgin raw materials. Moreover, most plastic products have relatively short life cycle, and this has further spurred the recycling activities. PET can be recycled chemically by glycolysis and hydrolysis or mechanically by remelting, shredding and remolding the plastic. The latter method is deemed to be more environmentally friendly, relatively simple and requires lower investment. 4
Nevertheless, recycling of polymer-containing fillers is one of the main challenges for the plastic composite industries. Filled plastics are difficult to be recycled due to the presence of fillers in reclaimed polymeric materials, which can exert diverse effect on the stabilization during and after reprocessing. 5 Herein with the rapidly growing in the field of polymer/clay nanocomposites, influence of nanoclay on the reprocessing ability should be considered properly in order to access the recyclability of such emerging materials and to foresee the performances of the regenerated materials. Chow 6 and Touati et al. 7 have described the thermomechanical recycling of the poly(butylene terephthalate)/clay and isotactic polypropylene (PP)/clay nanocomposites. To the best of our knowledge, the reprocessing ability of PET/clay nanocomposites has not yet been reported.
In this study, PET nanocomposites filled with 3 wt% of OMMT were prepared using melt intercalation technique. Maleic anhydride-grafted styrene–ethylene/butylene–styrene (SEBS-g-MAH) and N,N′-ethylenebis(stearamide) (EBS) were used as impact modifier and dispersing agent. The effects of thermal cycles (up to three times extrusion followed by injection molding) were studied on PET/OMMT nanocomposites (with and without SEBS-g-MAH/EBS). The samples were characterized using intrinsic viscosity measurement, impact tests, morphological and thermal analysis.
Experimental
Materials
The PET (G084A) was supplied by MPI Polyester Industries (Shah Alam, Malaysia). The OMMT (Nanomer® 1.30TC) with cation exchange capacity of 120 mequiv./100 g and aspect ratio of 200–400 was a commercial product from Nanocor Inc. (Hoffman Estates, Illinois, USA). The OMMT was a white powder containing montmorillonite (70%) intercalated by octadecylamine (30%). Styrene–ethylene/butylene–styrene triblock copolymer grafted with 0.9 wt% of maleic anhydride (SEBS-g-MAH) was purchased from Shanghai Jianqiao Plastic (Shanghai, China). The ratio of styrene to ethylene/butylene in the triblock copolymer was 30:70 wt%. The EBS with molecular weight of 593 g mol−1 was supplied by Sigma–Aldrich (St. Louis, Missouri, USA).
Preparation of PET/OMMT nanocomposites
Melt compounding
The PET/OMMT nanocomposites with and without the third component (i.e. SEBS-g-MAH or EBS) were melt compounded in a twin-screw extruder (PSM 30; Sino-Alloy Machine Inc., Taoyuan, Taiwan). The extrusion zone temperature ranged from 225 to 250°C. The screw speed was set at 90 r/min. Prior to melt mixing, PET pellets, OMMT, SEBS-g-MAH granules and EBS powders were dehumidified using a vacuum oven at 100°C for 8 h.
Repeating extrusion
The PET, PET/OMMT, PET/OMMT/5S and PET/OMMT/7.5E pellets were reprocessed by undergoing another 1, 2 and 3 cycles of extrusion. The materials designation and composition of the PET nanocomposites are depicted in Table 1. The loading of SEBS-g-MAH (5 phr) and EBS (7.5 phr) is selected based on our previous work, attributed to their optimum mechanical and thermal properties. The reprocessed samples are labeled as PET-RX, PET/OMMT-RX, PET/OMMT/5S-RX and PET/OMMT/7.5E-RX, in which R stands for reprocessed and X is the numeral denoting the cycles of extrusion.
Materials designation and composition of PET nanocomposites.
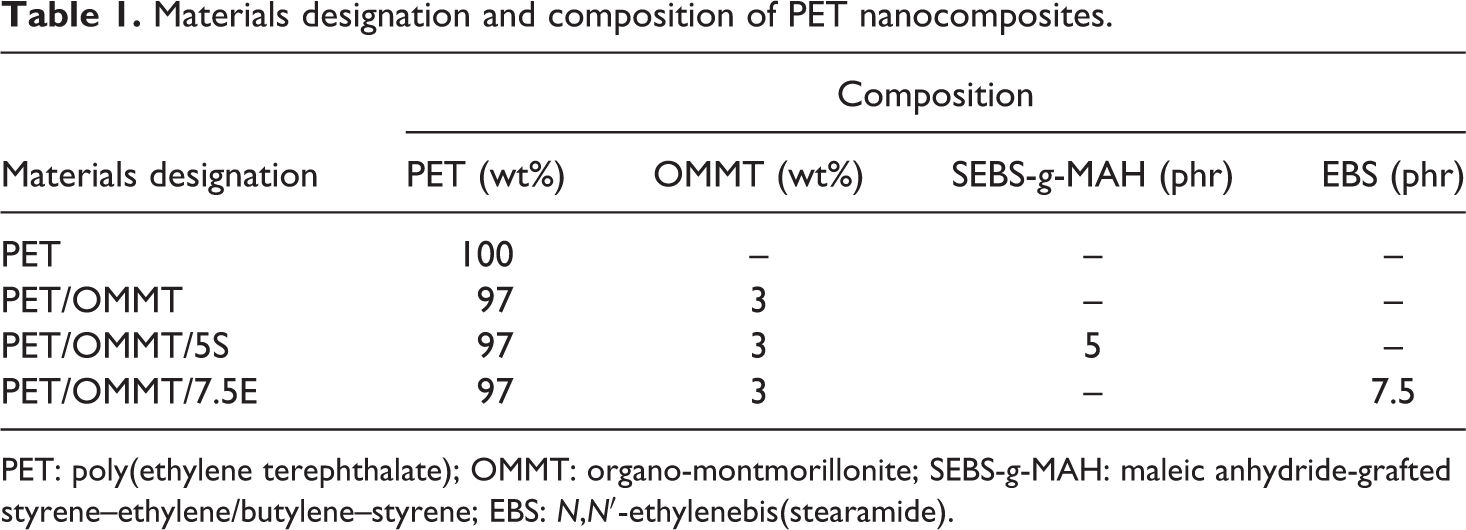
PET: poly(ethylene terephthalate); OMMT: organo-montmorillonite; SEBS-g-MAH: maleic anhydride-grafted styrene–ethylene/butylene–styrene; EBS: N,N′-ethylenebis(stearamide).
Injection molding
The extrudates were injection molded into standard impact specimens (ASTM 6110-04) using a laboratory scale injection molding machine (RR/TSMP; Ray-Ran Test Equipment Ltd, Nuneaton, UK). The barrel and mold temperature were set at 260°C and 75°C, respectively. Prior to injection molding, all the compounds were dehumidified in a vacuum oven at 100°C for 8 h.
Characterization of PET/OMMT Nanocomposites
Intrinsic viscosities measurement
Intrinsic viscosity (η) of the PET and its nanocomposites was evaluated according to ASTM D 4603-03 standard using an Ubbelohde viscometer at 25°C. A mixture of phenol and 1,1,2,2-tetrachlorethane (60:40 wt%) was used as a solvent for PET at a concentration of 0.5 g/dL.
X-Ray diffraction
The x-ray diffraction (XRD) analysis of OMMT and PET nanocomposite specimens was performed using X’Pert Pro XRD system (PANalytical, Almelo, the Netherlands) with Ni-filtered Cu Kα radiation (0.154 nm wavelength). Scanning was performed at 25°C with diffraction angle (2θ) ranged from 2° to 10° with 0.050° Δ2θ step. The interlayer spacing of the OMMT was derived from the peak position (d 001-reflection) in the XRD diffractograms according to the Bragg’s equation (nλ = 2d sin θ).
Charpy impact test
Charpy impact tests were performed using a pendulum-type testing machine (model 5101; Zwick, Ulm-Einsingen, Germany) in accordance to ASTM 6110-04. The dimension of sample was 62.5 × 12.7 × 3 mm (length × width × thickness). Five specimens were tested for each composition. The testing was performed with pendulum of 7.5 J with a velocity of 3.84 m/s.
Field emission scanning electron microscopy
The morphology of impact fractured surfaces of PET and its nanocomposites was inspected in a field emission scanning electron microscope (Supra 35VP; Zeiss, Oberkochen, Germany). The fracture surfaces were gold coated to avoid electrostatic charging during examination. The mean size of SEBS-g-MAH and EBS found on fractured surface was determined using ImageJ by taking an average of 30 domains.
Thermal analysis of PET/OMMT nanocomposites
Thermogravimetric analysis
Thermal decomposition of the PET and its nanocomposites was characterized using thermogravimetric analyzer (Pyris 6; Perkin Elmer, Waltham, Massachusetts, USA). The specimens were heated from room temperature to 600°C at a heating rate of 10°C min−1 in nitrogen atmosphere. The end decomposition temperature (T d), T 5 and T max of PET and its nanocomposites were determined from the result. T 5 corresponds to the temperature at 5 wt% mass loss while T max is the temperature recorded at the maximum thermal degradation rate (from differential thermogravimetric curves).
Differential scanning calorimetry
The melting and crystallization behaviors of PET nanocomposites were studied under nitrogen atmosphere using differential scanning calorimeter (model DSC-6; Perkin-Elmer, Waltham, Massachusetts, USA), using 8–10 mg of sample sealed in aluminum pans. The temperature was raised from 30 to 260°C at a heating rate of 10°C min−1, and after a period of 1 min, it was swept back at −10°C min−1. Second heating similar to the first heating was then performed. The degree of crystallization (χc) of the PET nanocomposites was calculated using the following equation
where ΔH
f is the enthalpy of fusion of the sample,
Results and discussion
Intrinsic viscosities
Table 2 shows the intrinsic viscosities (η) of the PET samples before and after being subjected to three cycles of extrusion. For the control sample (i.e. before reprocessed), PET has the highest η of 0.62 dL/g while the PET/OMMT nanocomposite shows relatively lower η (0.54–0.56 dL/g). The reduction of intrinsic viscosity can be associated with the formation of shorter polymer chains. It has been reported that the mechanical and thermal stress in the extruder can give rise to random scission of PET macromolecular chains. 4 According to Patro et al., 9 incorporation of clay reduced the η value of PET about 20%. 9
From Table 2, it can be seen that the η value of PET has decreased from 0.62 to 0.57 dL/g (i.e. approximately 8%). The highest reduction in η has been observed for the PET/OMMT, where η is reduced by 20% after three times of extrusion. On the other hand, the reduction of η for PET/OMMT/5S and PET/OMMT/7.5E is 19 and 9%, respectively. It is believed that the multiple extrusion cycles could decrease η for all the samples due to the repetitive shear stress provoked by the extruder at high processing temperature. Nonetheless, the reduction in η of PET/OMMT/7.5E is the least among the PET/OMMT formulations. This can be attributed to the stronger interaction between OMMT, PET and EBS.
Intrinsic viscosity of PET and PET nanocomposites before and after being subjected to three extrusion cycles.
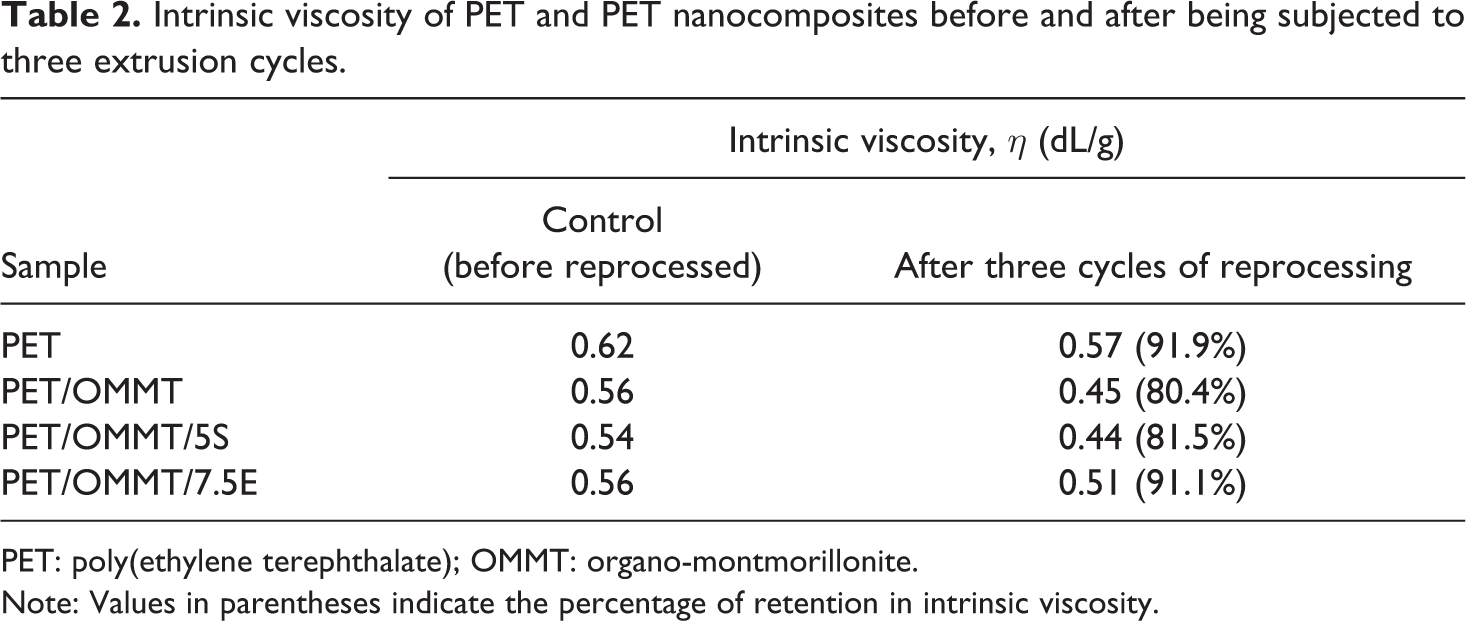
PET: poly(ethylene terephthalate); OMMT: organo-montmorillonite.
Note: Values in parentheses indicate the percentage of retention in intrinsic viscosity.
XRD analysis
Figure 1 shows the XRD diffractograms of PET nanocomposites before and after being subjected to three extrusion cycles. XRD spectra of all control samples (i.e. before reprocessed) are shown in dotted line. Note that a diffraction peak is found at a 2θ of 4.025° (corresponding to the d-spacing of 2.19 nm) for the OMMT. Prior to reprocessing, the diffraction peaks of PET/OMMT and PET/OMMT/5S shifted to a lower value of 2θ = 2.625°, which corresponded to the d-spacing of 3.36 nm. The observation of this peak indicates the presence of clay structure with expanded interlayer spacing. This is associated with the intercalation phenomenon where the PET chains had penetrated into the intragallery spaces of OMMT. However, a small peak located at 2θ = 5.475° that corresponds to an interlayer distance of 1.61 nm is found in PET/OMMT and PET/OMMT/5S. This might be attributed to the existence of clay-ordered structure in the corresponding samples. The presence of undelaminated clay tactoids is inevitable although most of the clay layers have been expanded through the diffusion of PET chains. 10 Interesting to note that the d 001 peak of PET/OMMT/7.5E appears as a weak shoulder with the peak located at 2θ = 2.325° (∼3.80 nm), that is a gallery expansion of 0.44 nm when compared with that of PET/OMMT and PET/OMMT/5S. This indicates that the EBS promotes the formation of a higher intercalation structure and further expands the OMMT layers to a greater degree in the matrix. Hasegawa and coworkers 11 revealed the similar phenomenon where a weak broad shoulder is found in the XRD traces of ethylene–methyl methacrylate copolymers/OMMT nanocomposites.
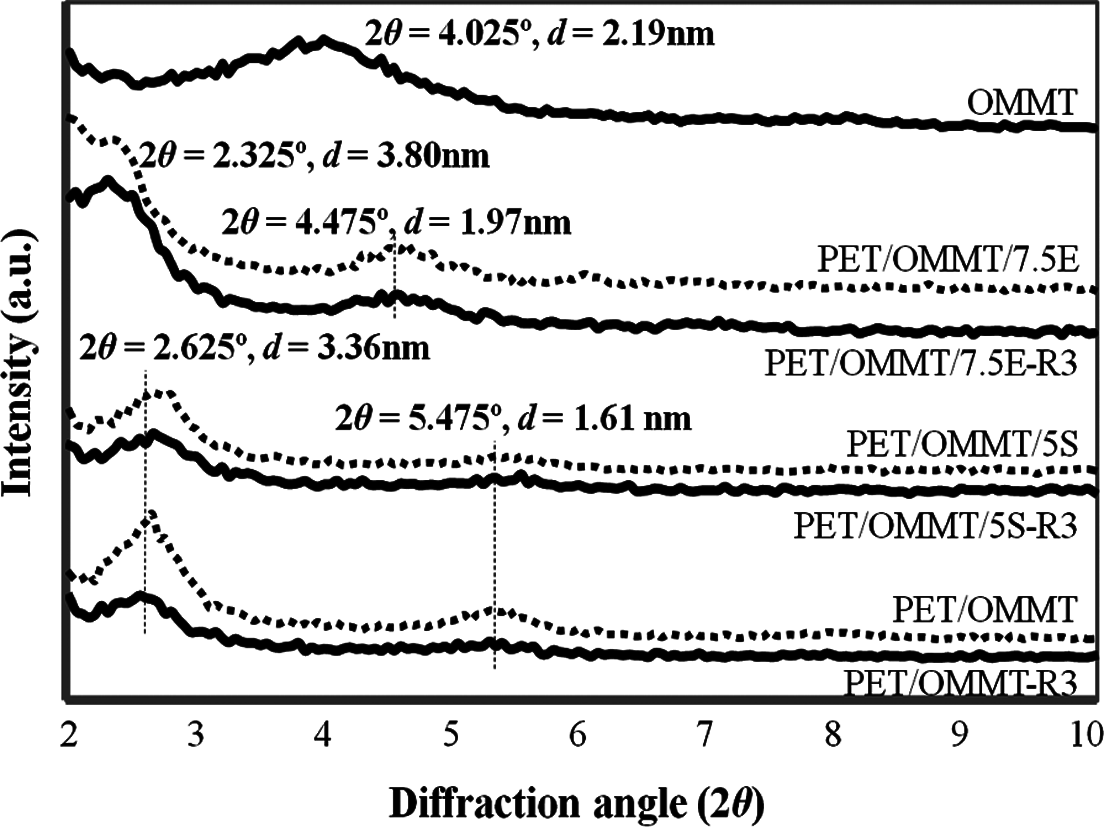
XRD patterns of PET nanocomposites before and after being subjected to three extrusion cycles. PET: poly(ethylene terephthalate); XRD: x-ray diffraction.
Concerning the samples after being subjected to three cycles of extrusion, the diffraction peaks of PET/OMMT-R3 and PET/OMMT/5S-R3 remain almost in the same position as that of control samples (i.e. before reprocessed). However, it should be noted that the d 001 peaks of both the samples are less intense than those of control samples. Moreover, the small peak located at 2θ = 5.475° which was found in PET/OMMT and PET/OMMT/5S is hardly detected after three cycles of reprocessing. This implicates further delamination of clay in the PET/OMMT-R3 and PET/OMMT/5S-R3 probably caused by high shearing exerted during the repetitive extrusion. Similar observation has been reported by Touati et al., 7 and they proposed that the repetitive reprocessing cycles give better dispersion of organoclay in the polymer matrix. Hamzehlou and Katbab 3 elucidated that the recycled PET has lower viscosity which facilitates the diffusion of the recycled PET chains into gallery spaces of the nanoclay layers. This is well correlated with the observation drawn from viscosity test whereby both PET/OMMT-R3 and PET/OMMT/5S-R3 give much lower η than the other samples. For PET/OMMT/7.5E-R3 specimen, the XRD pattern is almost similar to that of PET/OMMT/7.5E in terms of peak location as well as intensity. In other words, the three cycles of reprocessing does not impart much effect on the clay morphology of PET/OMMT/7.5E.
Impact properties
The effect of reprocessing cycles on the impact properties of the nanocomposites samples is illustrated in Figure 2. It can be seen that the PET/OMMT nanocomposite possesses lowest impact strength due to the embrittlement effect of clay, regardless of the number of extrusion cycles. It is recognized that the addition of high-stiffness silicate layers can reduce the toughness of nanocomposite attributed to the constraining effect. 12,13 Based on the result obtained for control samples (i.e. before reprocessed), PET/OMMT/7.5E nanocomposite gains almost sevenfold increase in impact strength compared to that of PET/OMMT. The extent of impact strength improvement of PET/OMMT/7.5E is even higher than that of PET/OMMT/5S. According to Kutz, 14 the introduction of suitable dispersants can raise impact resistance of polymer composites. This can be related to the capability of dispersants in reducing or removing agglomerates that could otherwise lead to cracks.
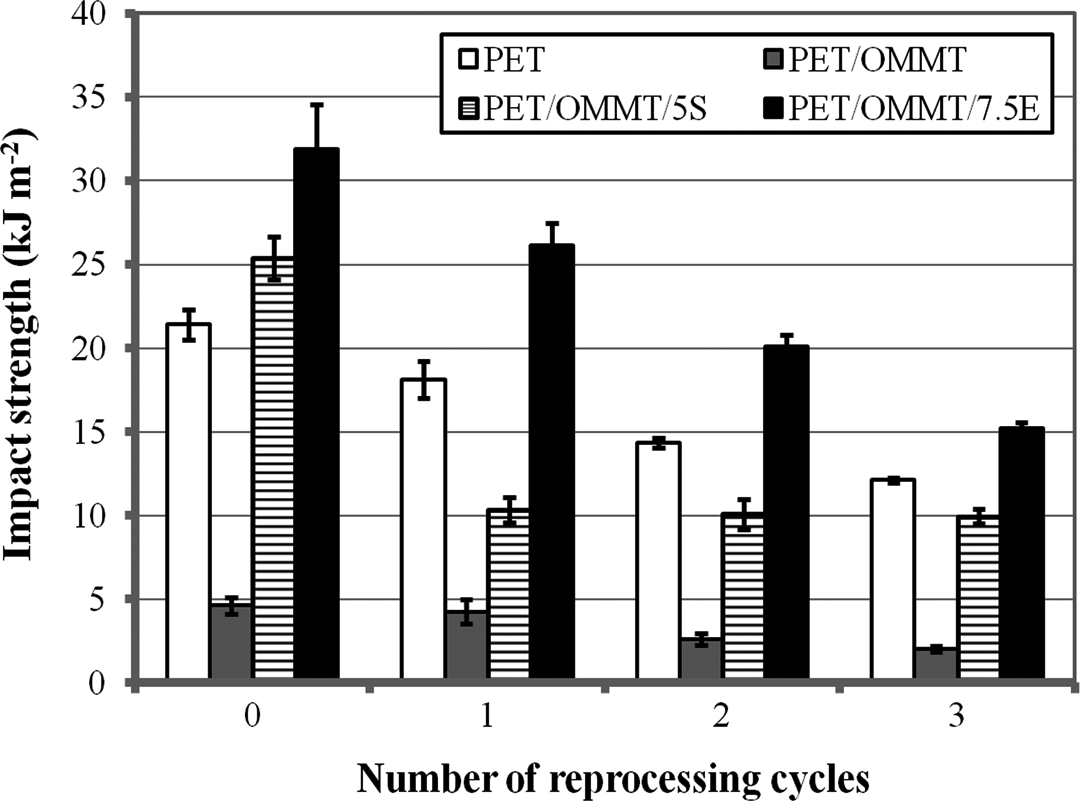
Reprocessing effect on the impact strength of PET and its nanocomposites. PET: poly(ethylene terephthalate).
From Figure 2, one may observe that the impact strength of all the PET formulations has been reduced after being subjected to reprocessing. After three extrusion cycles, the percentage of retention in impact strength of PET, PET/OMMT, PET/OMMT/5S and PET/OMMT/7.5E are 42, 44, 39 and 48%, respectively. The reduction in impact strength can be attributed to the thermomechanical degradation effects on the PET, SEBS-g-MAH and EBS under high shearing and elevated processing temperature. The shorter polymeric chains are able to crystallize more freely during cooling after each extrusion. Subsequently, this will cause embrittlement of the material and reduce its deformation capability. 4
Note that the impact strength of PET/OMMT/5S has reduced significantly after being subjected to the first extrusion cycle. The percentage of reduction in impact strength for PET/OMMT/5S after third cycle of extrusion is approximately 61%. In this work, it is believed that the maleated groups of SEBS-g-MAH are susceptible to thermal degradation. According to Khait, 15 the modifiers and compatibilizing agents are sensitive to repetitive thermal history during melt reprocessing. Laverty and coworkers 16 reported that the repetitive processing of polyamide-6,6 and poly(2,6-dimethyl-1,4-phenylene oxide) blends results in a significant deterioration of impact strength and can be traced to the thermal oxidative degradation of the rubber modifiers.
Morphological properties
The impact fractured surface of PET and its nanocomposites is shown in Figure 3(a) to (d). The fractured surface of PET and PET/OMMT (before and after reprocessed) is comparatively smoother compared to that of PET/OMMT/5S and PET/OMMT/7.5E. This may indicate that the resistance to impact deformation of both PET and PET/OMMT is rather poor. On the other hand, PET/OMMT/5S exhibits moderate surface roughness, while PET/OMMT/7.5E shows higher surface irregularity. In view of impact properties as reported earlier, reprocessed PET/OMMT/7.5E samples gain the highest impact strength for each consecutive extrusion process and better strength retention as compared to the other reprocessed PET samples. On the contrary, the impact strength of PET/OMMT/5S is severely impaired after the reprocessing. In order to corroborate this statement, the dispersion of SEBS-g-MAH and EBS domains within PET matrix should be taken into consideration.
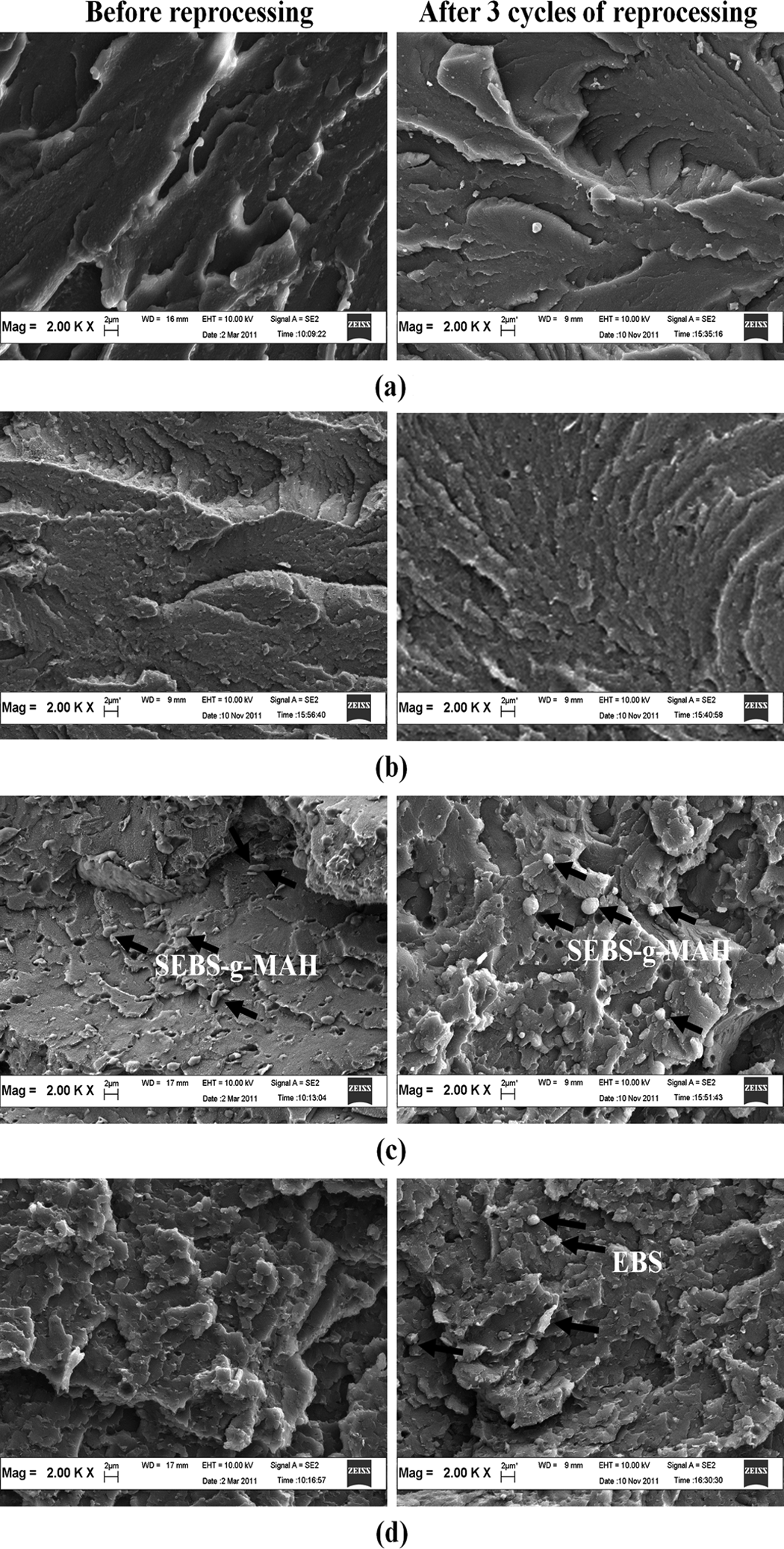
Field emission scanning electron micrograph taken from (a) PET, (b) PET/OMMT, (c) PET/OMMT/5S and (d) PET/OMMT/7.5E nanocomposites. PET: poly(ethylene terephthalate); OMMT: organo-montmorillonite.
Figure 3(c) shows that the SEBS-g-MAH clusters found on the surface of PET/OMMT/5S are elongated and distorted upon failure. The distortion could be resulted when domains are pulled away from their initial positions provided there is satisfactory adhesion between SEBS-g-MAH and PET matrix. Conversely, the elastomer particles meandering through the fractured surface of PET/OMMT/5S-R3 are mostly in spherical shape with larger size of ∼1.6 µm. Recall that the mean size of the elastomer domains in PET/OMMT/5S is about 0.9 µm, which is smaller than the one in PET/OMMT/5S-R3. It is believed that the larger size of SEBS-g-MAH particles in PET/OMMT/5S-R3 is one of the factors that lead to lower impact properties. Apart from that, the formation of spherical elastomer particles suggests that the domains are easily debonded from the PET matrix due to the poor interfacial adhesion. This could be anticipated to the thermal degradation of the maleic anhydride groups of SEBS-g-MAH. According to Laverty et al., 16 it is plausible that the thermal stability of compatibilizer may be insufficient to provide a durable morphology for repeated recycling of polymer systems.
On the other hand, scanning electron micrographs of PET/OMMT/7.5E as shown in Figure 3(d) manifest more homogeneous phase morphology in relation to PET/OMMT/5S shown in Figure 3(c). From the measurements, the average particle size of EBS in PET/OMMT/7.5E and PET/OMMT/7.5E-R3 is approximately 0.3 µm and 0.6 µm, respectively. It can be clearly seen that majority of EBS dispersant in PET/OMMT/7.5E-R3 are in elongated structure, whereas some other exist as spherical-shaped particles. Upon impact loading, the deformation of EBS is able to dissipate some amount of energy prior to fail. This explains the higher impact strength achieved by PET/OMMT/7.5E compared to other PET formulations, regardless of number of extrusion cycles.
Thermal analysis
Thermogravimetric analysis
The thermal properties obtained before and after three reprocessing cycles are summarized in Table 3. The onset of decomposition temperature could be characterized by the temperature at 5 wt% mass loss (T 5). 17 In general, the clay (or modified clay) should be thermally stable at the processing window of PET. 18 It has been documented that organo-modifier volatilization and decomposition always occurs at high processing temperature. 19 –22 From Table 3, it is worth to report that the T 5 and the end decomposition temperature (T d) of PET/OMMT are slightly higher than that of PET. The temperature at the maximum thermal degradation rate (T max) has increased from 441.5 to 446.2°C. Accordingly, the incorporation of OMMT does not reduce the inherent thermal stability of PET, in this study. On account of that, it is established that the incorporation of clay often improves the thermal stability of polymer due to the high heat resistance of clay layers as well as the formation of mass transport barrier toward volatile products. 2,23
Thermogravimetric data of PET and its nanocomposites before and after being subjected to three extrusion cycles.
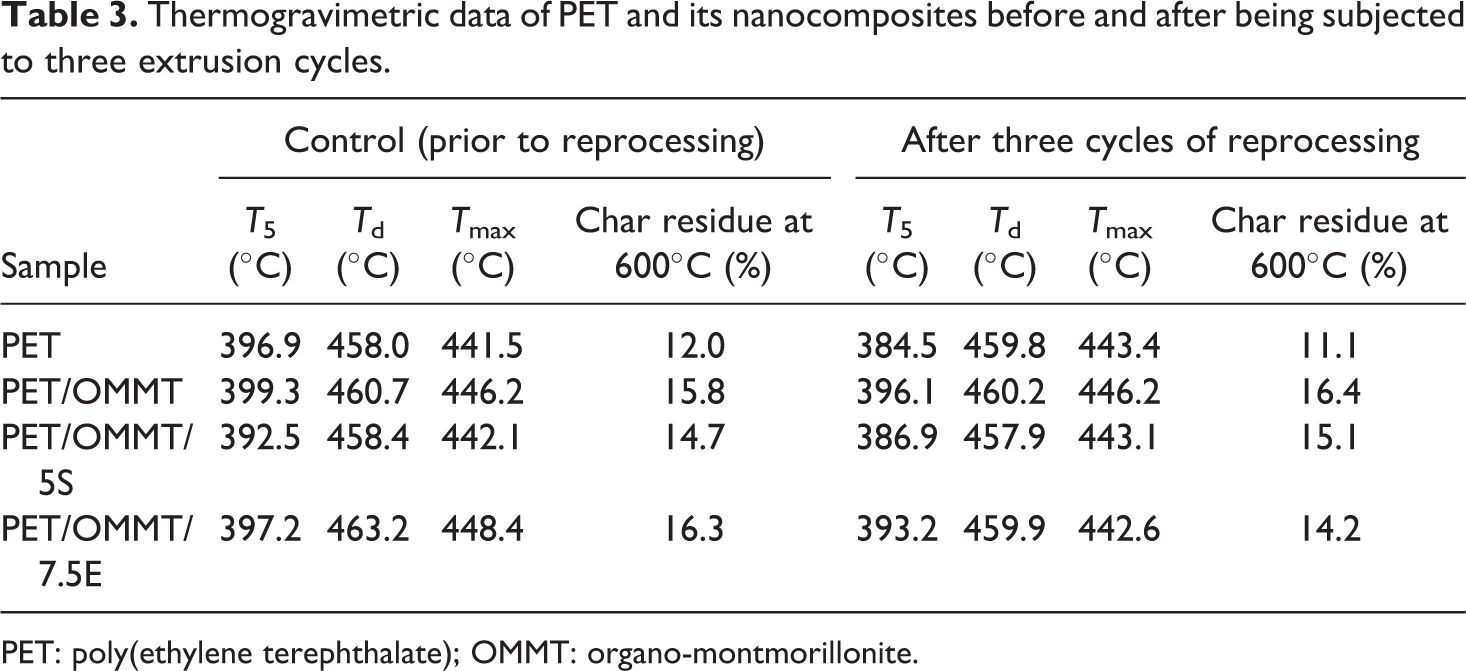
PET: poly(ethylene terephthalate); OMMT: organo-montmorillonite.
On the other hand, the T 5 of PET/OMMT/5S has reduced to 392.5°C. Sobrinho et al. 24 reported that the thermal stability of epoxy blends decreased by the addition of rubber content. As discussed in our earlier work, 25 adding SEBS-g-MAH could induce embedment of clays inside the SEBS phase and this might be responsible for the poorer thermal stability. Conversely, the T 5, T d and T max of PET/OMMT/7.5E shifted to higher temperature when compared with PET. It is supposed that EBS comprising aliphatic hydrocarbon backbone would have a lower thermal stability. However, unexpected higher thermal stability of PET/OMMT was achieved in the presence of EBS. This may be related to the better clay exfoliation, which hinders the thermal transfer from surface to inner matrix 26 and offsets the adverse effect impart by EBS. Similar observation has been reported by Moad et al., 27 where the T 50 and T max of PP/clay nanocomposites shifted to higher temperature by the addition of polyethylene oxide-based dispersants.
After three reprocessing cycles, the thermal properties of the PET samples appear to be lower than those of the original ones. With respect to neat PET sample, the T 5 is decreased by ∼12°C from 396.9°C to 384.5°C in the third cycle. Relatively, the T 5 of OMMT-filled nanocomposites shows smaller variation up to third reprocessing cycles. The reduction of PET/OMMT-R3, PET/OMMT/5S-R3 and PET/OMMT/7.5E-R3 in T 5 is 3.2, 5.6 and 4.0°C, respectively. On the other hand, PET/OMMT-R3 exhibits the highest thermal properties than the other samples. It is worth to mention that T 5 of all the PET/OMMT samples (with and without SEBS-g-MAH/EBS) are higher than PET-R3. These findings confirm the shielding effect of clay materials which slows down the release rate of decomposed products within the nanocomposites. Nevertheless, T d and T max of PET/OMMT/5S-R3 as well as PET/OMMT/7.5E-R3 are comparable with those of PET-R3. It could be originated from the thermal degradation of SEBS-g-MAH impact modifier and EBS dispersant under repetitive extrusion cycles.
Differential scanning calorimetry
The thermal characteristics of PET nanocomposites using differential scanning calorimetry before and after three reprocessing cycles are summarized in Table 4. Overall, there is no remarkable change in T m and T g of the PET by the incorporation of OMMT as well as SEBS-g-MAH and EBS. Nonetheless, the T g of PET/OMMT/5S decreases slightly by 3°C which might be attributed to the plasticizing effect of elastomeric phase. The incorporation of OMMT shifts the crystallization temperature from 199.8°C to a higher temperature of 205.1°C. On the other hand, a drastic increase in χ c has been found for PET/OMMT (27.1%) when compared with PET (23.9%). This recognized the presence of inorganic nanoparticles would act as crystallization nuclei to initiate the growth of spherulites and accelerate the crystallization of PET matrix. 28 However, the χ c of PET/OMMT/5S decreases by 23% over that of PET/OMMT. As discussed in our earlier study, 25 the encapsulation of OMMT by SEBS-g-MAH reduces the number of nuclei and hence impedes the nucleating efficiency of OMMT in PET/OMMT/5S.
Thermal characteristics of PET and its nanocomposites using differential scanning calorimetry before and after being subjected to three reprocessing cycles.
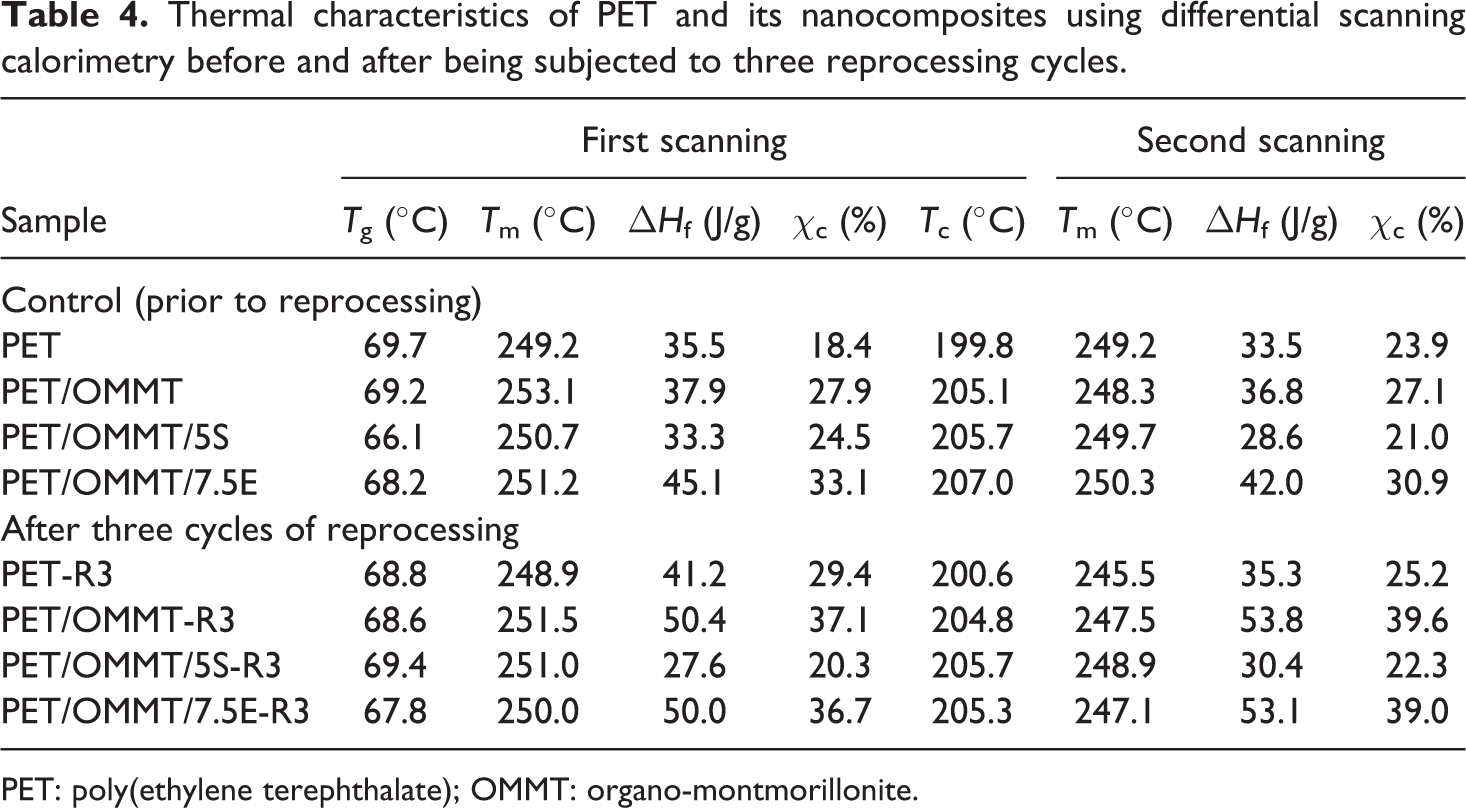
PET: poly(ethylene terephthalate); OMMT: organo-montmorillonite.
In contrary to that, both the T c and χ c of PET/OMMT increased by the addition of EBS. Especially in the case of χ c, incorporation of EBS raises χ c of PET/OMMT from 27.1 to 30.9%. As shown by XRD analysis, the OMMT platelets appear much finely dispersed when EBS dispersant is added into the nanocomposites. Inevitably, the number of clay which served as nucleation site would increase simultaneously due to clay delamination. According to Ou et al., 29 finely dispersed clay offers enormous surface area and hence gives rise to higher crystallization temperature and greater crystallization rate of PET. Therefore, a finely dispersed clay layers could eventually magnify the nucleation effect of clay materials and assist in the crystallization process.
In comparison to the corresponding control sample, three cycles of re-extrusion processes exert insignificant changes in T g, T m, and T c, except the melting enthalpy as well as the degree of crystallinity value. Referring to Table 4, χ c of all reprocessed samples is increased significantly except for PET/OMMT/5S. According to Badía et al., 4 chain scission caused by thermomechanical degradation in the extruder contributes to the increment in crystallinity. The smaller chains tend to fit among the larger ones that facilitates the packing of these chains in crystalline domains and hence reduces the amount of amorphous areas. Apart from that, it is noteworthy that the higher χ c often related to the loss in plastic deformation properties, and this explains embrittlement of the reprocessed samples. However, it is found that PET/OMMT/5S-R3 possesses the lowest crystallinity which might be again anticipated with the limited number of effective nucleation sites due to the encapsulation of clay by SEBS-g-MAH.
Conclusions
PET/OMMT nanocomposites with and without SEBS-g-MAH/EBS were prepared by melt-compounding technique. The PET/OMMT nanocomposites were subjected to three cycles of extrusion in order to study their reprocessing ability. Based on the mechanical, thermal and microstructure analyses, the following conclusions were drawn.
From the XRD results, it was found that reprocessing imparted further intercalation of OMMT layers in PET matrix. Overall, reprocessing exerts insignificant changes on T g, T m and T c, except the χ c of the PET nanocomposites. The intrinsic viscosity, impact strength and thermal stability of the PET/OMMT nanocomposites have reduced after repetition extrusion processes. Nevertheless, it is reasonable to mention that PET/OMMT/EBS formulations achieved better retention ability in impact and thermal properties compared to PET/OMMT/SEBS-g-MAH nanocomposites, after subjecting to three cycles of re-extrusion processes.
Footnotes
Funding
This study was funded by the Universiti Sains Malaysia Incentive Grant (contract grant number: 8021013), USM Research University Postgraduate Research Grant Scheme (contract grant number: 8033008) and Universiti Sains Malaysia Postgraduate Fellowship.