
Abstract
The generation of wear particles from the ultra-high-molecular-weight polyethylene (UHMWPE) counter-face of metal sliding pair is relatively high. These polyethylene wear particles lead to osteolysis and that result in the failure of the implant made with the sliding pair. Hence, an investigation has been carried out to enhance the wear resistance of UHMWPE by argon plasma surface modification of UHMWPE. Results show the argon plasma-treated UHMWPE gains high crosslink, which provides less adhesive force interactions between the materials. Thus, a lower value of steady state coefficient of friction can be obtained.
Introduction
Ultra-high-molecular-weight polyethylene (UHMWPE) is an interesting polymer used in different fields such as medicine, engineering, microelectronics and biology. A special application of this polymer in medicine concerns the interface of mobile joints, such as hip and knee prostheses, where the friction can be significantly reduced using intermeddled sheets of polyethylene. 1 For example, the metal acetabular cup is generally covered by a UHMWPE sheet, in order to reduce the friction with the artificial femoral head. However, the wear of UHMWPE and the resultant wear debris inducing osteolysis is now recognized as one of the major causes of premature failure of the total joint replacement. 2,3
Within the past decade, highly crosslinked and thermally stabilized UHMWPE has become a wider alternative to conventional UHMWPE for hip arthroplasty. Another potential alternative to reduce UHMWPE wear is improving mechanical properties of UHMWPE by reinforcement methods. 4 –6 UHMWPE sliding against metal/ceramic counter-face is very common in total joint replacements. The metal femoral head sliding against UHMWPE acetabular cup displays low coefficient of friction, but exhibits relatively high polymer wear rate. 7 –9 These polymer wear debris leads to osteolysis (loss of bone material in the vicinity), which results in aseptic loosening and thus failure of the implant. Therefore, research works are being carried out to reduce the wear rate and thus improve the life of artificial joints by effective surface treatments of the sliding pairs. 10 –12
In this study, we attempt to improve the wear resistance of the sliding surfaces by surface modification of UHMWPE by argon plasma, and the worn mechanisms are discussed in this article.
Experimental
Materials
The molecular weight of UHMWPE in the article was 5,000,000 g/mol. The friction surface of UHMWPE was polished to the roughness of Ra = 0.2–0.4 μm.
The experiments were carried out in simulated body fluid (also known as the Kokubo solution), which was obtained in the chemical company.
Ion implantation
UHMWPE was implanted using Art ion beams having 300 KeV energy. The irradiation was performed using an ion flux ranging between 1014 and 1017 ions/cm2 at the ion implantation accelerator.
Specimen preparation
To produce pure UHMWPE specimens, the UHMWPE powder was put in a mold in a press and precompacted at room temperature and at a pressure of 12 MPa for 30 min. In the next step, the press was heated up to 200°C and the pressure was reduced to 10 MPa. After 15 min, the press was cooled to room temperature at the same pressure over a time of about 45 min.
Friction and wear test
The wear tests were performed moving cyclically the metallic pin, subject to a fixed load, on the polymeric disc. A pin-on-disc tribometer, connected to a computer was used to evaluate the wear and friction coefficients of UHMWPE. Discs were located on a turntable driven at a constant speed of 0.42 m/s and a normal load applied by means of static weights, which produced a contact load of 4 N.
Results and discussions
Granularity distribution of wear debris
Figure 1 is the distribution of UHMWPE wear debris obtained from UHMWPE after operating 30,000 circles on tribometer. It can be seen that the range of diameter distribution of UHMWPE wear debris is quite broad and small wear debris is in large quantity, about 98% of wear debris has a diameter in the range of 3–20 μm, less than 0.1% of the total wear debris has a diameter over 50 μm, and the wear debris with a diameter of over 200 μm can be hardly found. The average diameter of wear debris is 7.5 μm and medium diameter of which is 6.8 μm.
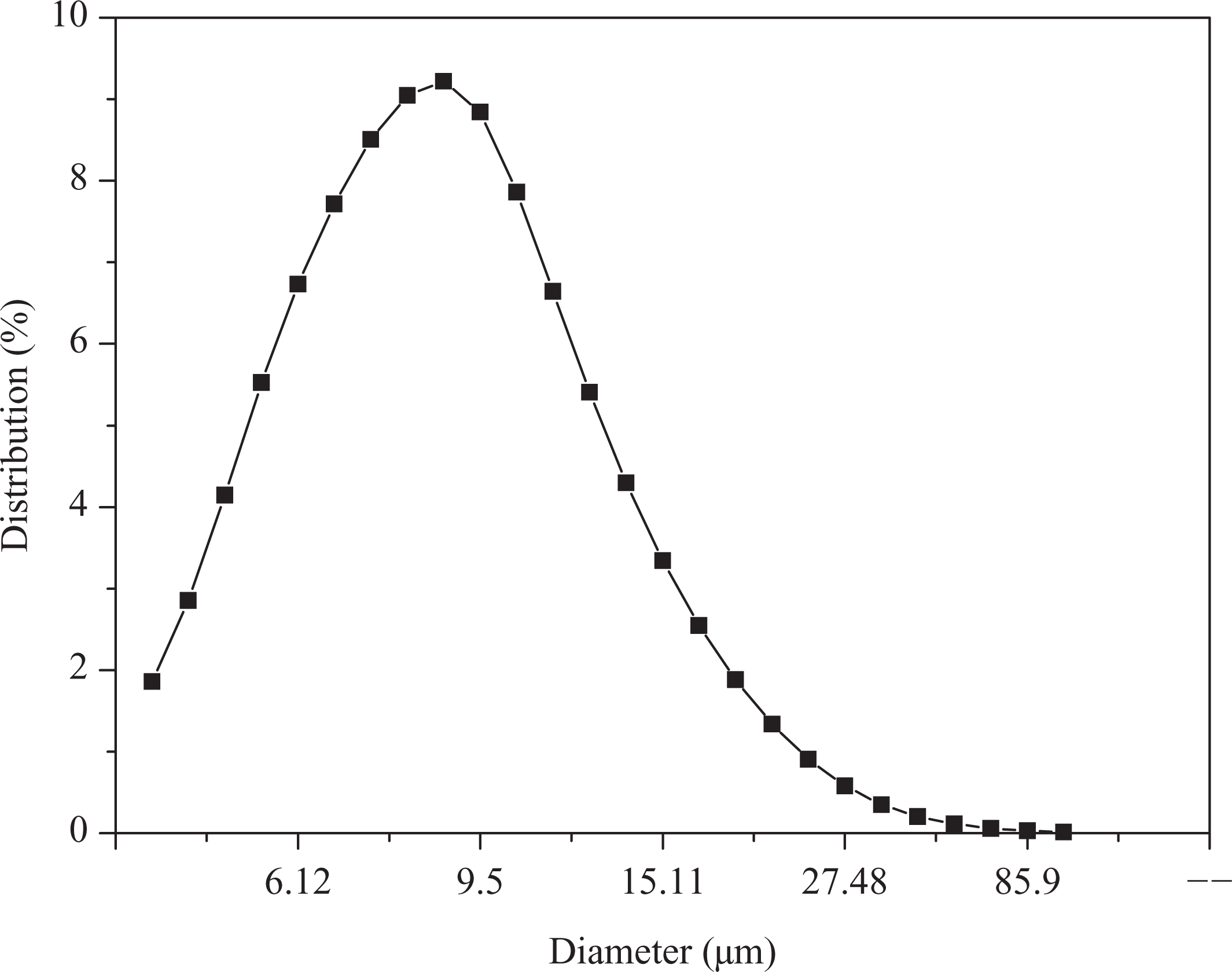
Granularity distribution of UHMWPE wear debris. UHMWPE: ultra-high-molecular-weight polyethylene.
Form of wear debris
The UHMWPE wear debris in the test contains a variety of forms for the complex movements of artificial joint. Figure 2 shows the scanning electron micrograph of UHMWPE wear debris groups. From the graph, we can get that the wear debris have different sizes and forms such as strip, block, plate and spherical, and so on. Although the contour of wear debris is complex, there are some laws about it: The bigger size of wear debris, the more complicated contour, when the wear debris is small enough, its contour will become spherical or near-spherical usually.
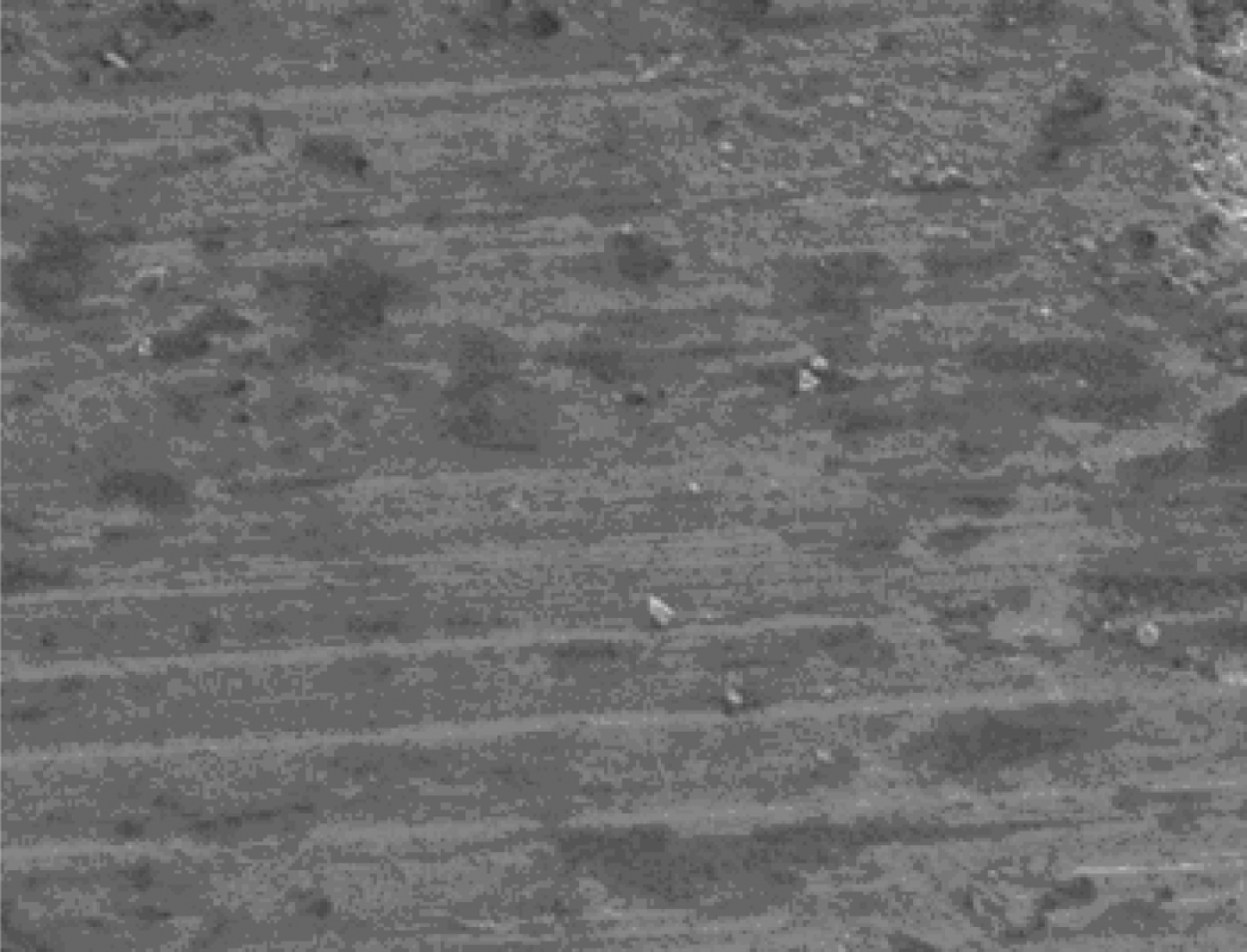
Scanning electron micrograph of UHMWPE wear debris group. UHMWPE: ultra-high-molecular-weight polyethylene.
Figure 3 is the typical forms of wear debris. Research indicates that the diameter of spherical wear debris is basically <50 μm with wide distribution range and maximum amount (Figure 3(a)). The larger spherical wear debris is mainly produced in the course of adhesive wear, which has much to do with the properties of the friction materials, the smaller is regularly formed by the fragmentation of large wear debris or the exfoliation of surface micro-convex bodies of friction pairs, related to the movement of friction pairs seriously.
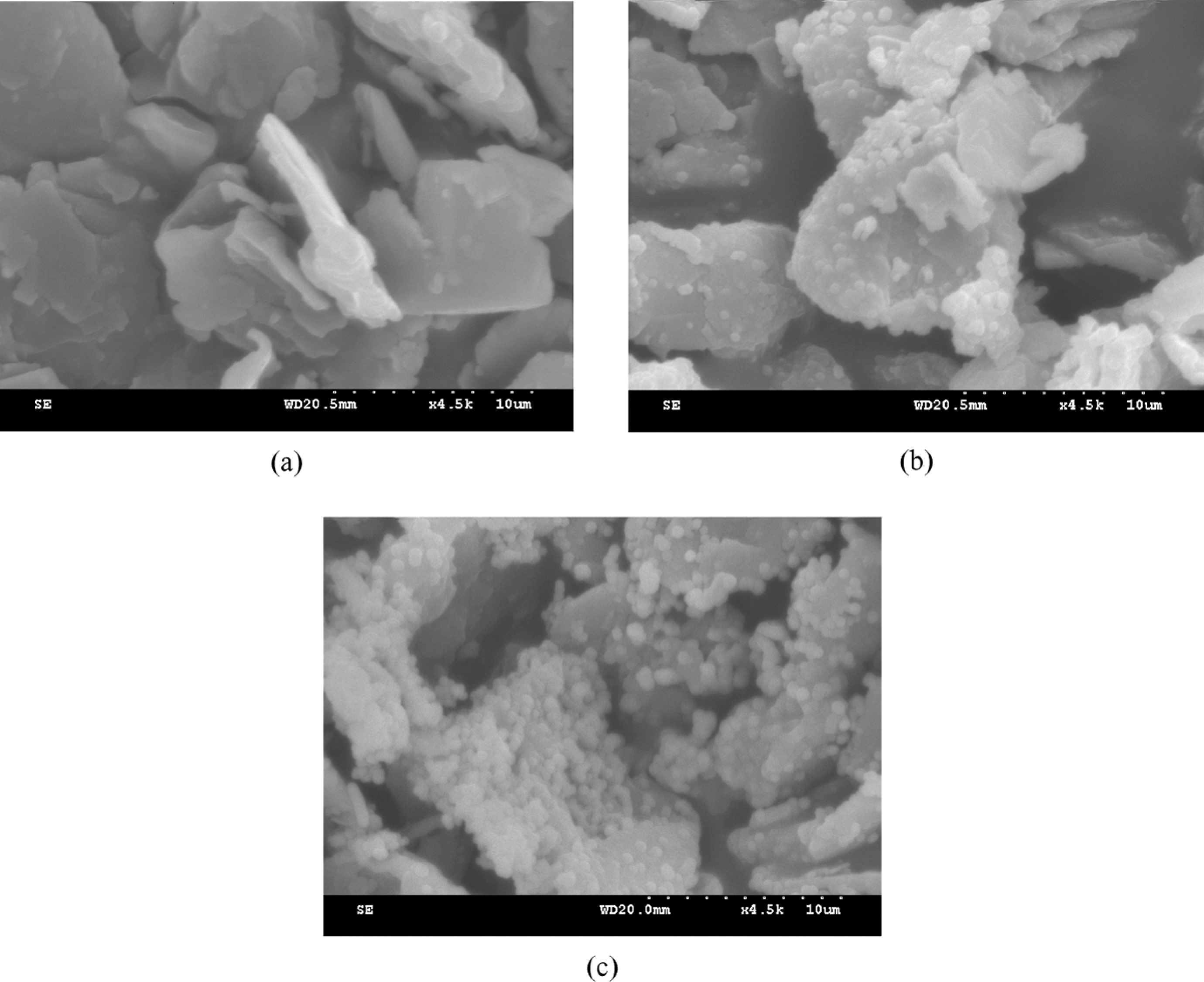
Typical forms of UHMWPE wear debris (plasma treated). UHMWPE: ultra-high-molecular-weight polyethylene.
It is observed from Figure 3 that the exposure to ion radiation did not alter the resistance to penetration depth of the polymer, which does not show any peeling-off of the matrix along the edges of the scratch without any polymer pile-up at the end of the scratch.
Block wear debris has smaller ratio of length to width, spindle or flat block shape, complicated contour and texture on the surface (Figure 3(b)). Spindle-shaped wear debris is mainly formed in the course of adhesive wear, their size range is from about 1 to 50 μm, and the majority is around 20 μm. Flat block shape wear debris comes of the cracked surface because of fatigue stress, and separate from wear surface at the weak points by adhesive force, the size of this kind of wear debris is generally above 10 μm, and the distribution is ranging from 10 to 150 μm. Rod wear debris has irregular contour, coarse surface and strong dimensional structure. The occurrence frequency of the wear debris is much smaller than other kinds, so it has little effect on wear.
Tearing wear debris is the product of composite motion of friction pairs, whose form is the most irregular in all UHMWPE wear debris (Figure 3(c)). This kind of wear debris has irregular contour, coarse surface and good third dimension. The size of wear debris is about ranging from 10 to 150 μm. This kind of wear debris produced following the direction of movements of friction pairs is same as the direction of crack growing and under the condition of part peeling off from wear surface. For different materials and states, wear debris have different sizes and a wide diameter distribution. Sheet wear debris has small thickness, large plane size, belonging to typical fatigue wear debris. Wear debris of this kind is from about 20 to 100 μm and could easily be broken into some smaller wear debris by external forces.
Friction coefficient of UHMWPE
The effect of ion modification on friction coefficient is shown in Figure 4. As shown in Figure 4, the wear test is sliding at a load of 4 N and a rotational speed of 2000 r/min (linear velocity = 0.42 m/s) until 30,000 cycles. The sample did not fail until 30,000 cycles (experiment was stopped) at a load of 4 N and a rotational speed of 2000 r/min (linear speed = 0.42 m/s) when slid against all the materials. For the UHMWPE, the coefficient of friction increase due to the high surface roughness caused by sliding heat. While the argon plasma-treated UHMWPE exhibited a lower value of steady state coefficient of friction. This can be attributed to the high crosslinking nature of the UHMWPE, which provides less adhesive force interactions between the materials.
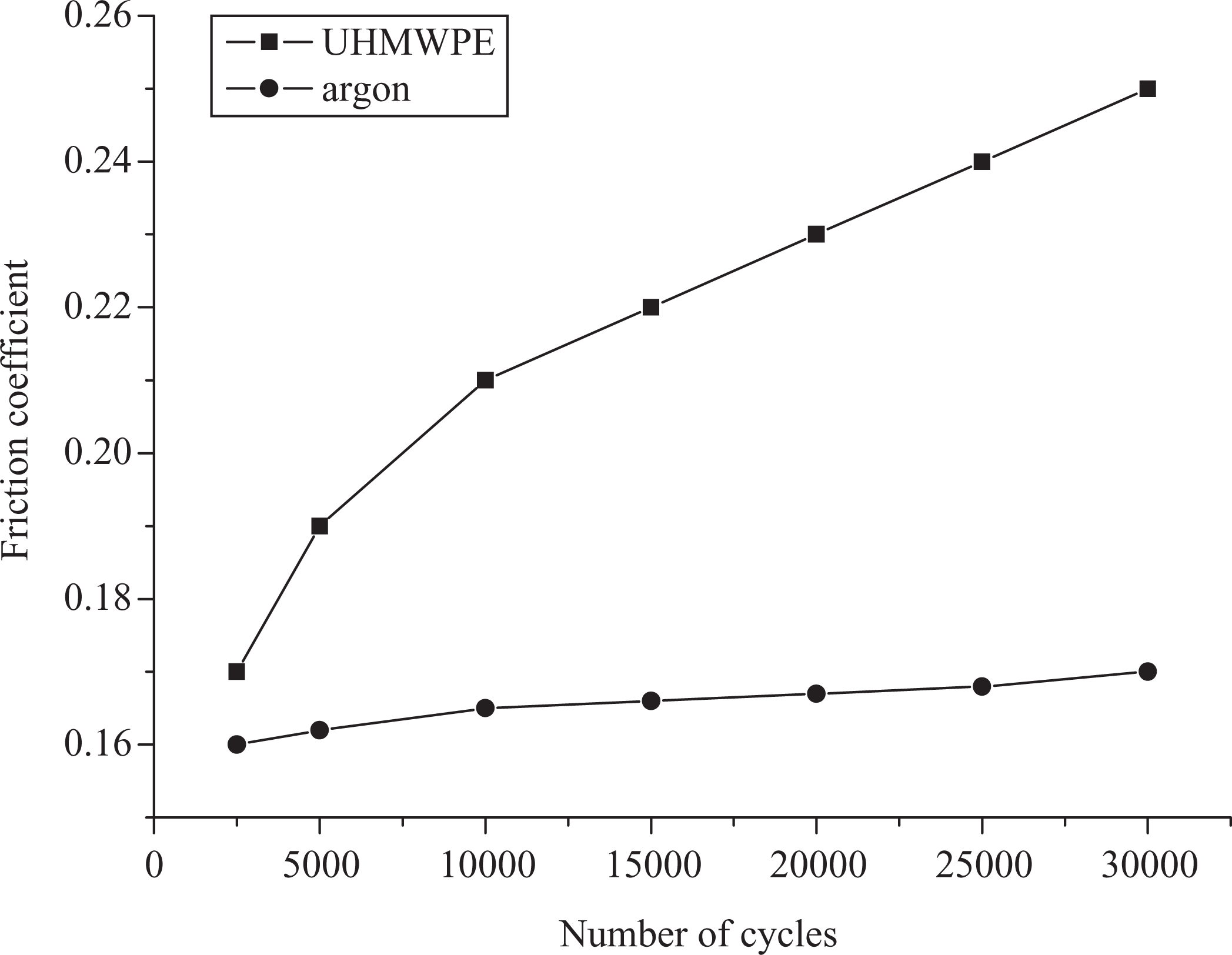
The friction coefficient with number of cycles.
Conclusions
In this article, the study of UHMWPE wear debris is discussed from the granularity distribution and thickness of the wear debris, and the following conclusions can be drawn:
For granularity distribution, the wear debris produced has bigger average granularity, wide distribution range was obtained for the wear debris from friction pair.
The form of wear debris from sliding was discussed. Analysis shows that the UHMWPE wear debris has different forms, such as spherical, block, tear, sheet, rod, strip, and so on. The contour of wear debris gradually turns into spherical or subspheroidal shape with the decrease in diameter, and the subspheroidal wear debris is the majority sharing a smaller percentage of the total volume.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.