
Abstract
In this study, polypropylene (PP)/organoclay nanocomposites were prepared by melt-compounding PP with three levels of clay loading (3, 5 and 7 wt%), using two different compatibilizers with various contents (5, 10 and 15 wt %), maleic anhydride-grafted polypropylene (PPMA) and hexamethylenediamine-modified maleic anhydride-grafted polypropylene (PPHMA). Effects of structure, mechanical properties and crystallization behaviors of the compatibilizers on the clay dispersion and the amount of clay on the microstructure and mechanical properties of the nanocomposites were investigated. The PPHMA compatibilized system conferred higher mechanical properties than the PPMA compatibilized case. It was found that the PPHMA yielded better clay dispersion and more exfoliated structure compared with the PPMA. Microstructural characterization of the samples was also characterized by transmission electron microscopy. Differential scanning calorimetry results indicate that the addition of compatibilizer increased the crystallization temperature as a result of heterogeneous nucleation effect of clay on PP.
Introduction
Polymer/clay nanocomposites have attracted much attention in the past years because of their significant improvement in physical, mechanical and thermal properties. 1 –3 Polymer nanocomposites defined by the particle size of the dispersed phase containing at least one dimension in the range of 1–100 nm. One of the most promising nanocomposites would be hybrid based on organic polymers and inorganic clay minerals consisting of layered silicate. Clay mineral is a nanoscale additive because it is composed of silicate layers in which the fundamental unit is a 1-nm-thick planar structure. The extremely large surface area and high aspect ratio make it possible for the property improvements resulting from the formation of a nanocomposite. Among different nanofillers used, layered silicates such as montmorillonite have been considered significantly in recent years. 4 –8 Polymers reinforced with montmorillonite reveal improvement in both mechanical and physical properties including elastic modulus, strength, heat distortion temperature and permeability. 9 Since the layered silicate of organoclay provides a high level of reinforcement at a relatively low concentration when well dispersed, many studies have been conducted focusing mainly on how to disperse the stack of layered silicates into individually separated platelets, that is, exfoliated or at least intercalated structures. In general, three methods, namely, in situ polymerization, 10 solution blends 11 and melt mixing 12 are mainly used to prepare the polymer/clay nanocomposites. Among them, melt mixing or compounding in a twin screw extruder is the most favorable due to its possibility of mass production. According to recent studies, the exfoliation of silicate layers by melt blending, a key structure for good physical properties of a polymer/organoclay nanocomposite, is possible only in high polar polymers such as polyamides (PA). 13,14
Use of layered silicates in polymeric matrices was started early in 1990s by introduction of PA/nanoclay. 4 Since then, many polymers have been examined in such composites. Among them, polypropylene (PP) is one of the most widely used nonpolar polyolefins for a number of applications such as automotive and packaging because of its versatility, overall balanced properties and its attractive property–cost ratios. PP/clay nanocomposites have attracted great research interest. However, it was thought that the homogeneous dispersion of the silicate layers in PP would not be realized because of the low polarity of conventional PP. This is mainly due to incompatibility, even between the organically modified clay and PP, which has no polar groups on its backbone. However, successful preparation of PP–clay nanocomposites has become a more realistic possibility using functional oligomers as a compatibilizer. Such a compatibilizer should contain sufficient polarity to interact with silicate layers and it should also be easily mixed with the bulk PP. 15,16 In order to enhance dispersibility of clay in PP matrix, researchers have usually used maleic anhydride (MA), 17,18 which can increase the polarity of polymer molecule. In fact, the majority of studies on the PP/clay nanocomposites have been carried out using the MA-grafted polypropylene (PPMA) because it provides the best degree of reinforcing effect among all modified PPs investigated so far. Almost everything has been studied on the PPMA as a compatibilizer in the PP/clay nanocomposites. In this study, we suggest a new method to prepare the PPMA/clay nanocomposites by modifying the charge of PPMA to enhance the interaction between the polar groups in PPMA and layered silicate. A short-chain compound, hexamethylenediamine, with amine functional groups is used to graft the PPMA (designated as hexamethylenediamine-modified MA-grafted polypropylene (PPHMA)) to improve further interaction between polymer matrix and onium salt-modified clay. The PPHMA/clay nanocomposites have been prepared through the direct insertion of PPHMA polymer chains from xylene solvent into organic clay. To the authors’ best knowledge, there is no literature available that has discussed the effect of selected compatibilizer on the morphology, mechanical properties and crystallization behaviors of PP/clay nanocomposites using a melt mixing process. Thus, this work attempts to elucidate these important findings further and focuses this investigation on mechanical properties and crystallization behaviors through this compatibilizer.
Experimental
Materials
The grade of PP used in this study was SEETEC (Sight Enhancement, Education, and Technology) homopolymer PP (LG Chem, South Korea). This acts as the matrix. The homopolymer PP has a density of 0.90 g/cm3 and a melt flow rate of 14 g/10 min (2.16 kg at 230°C). The clay used in this study was organoclay (trade name: Closite 15A) supplied from Southern Clay Products, Inc. Closite 15A is dimethyl dihydrogenated tallow quaternary ammonium chloride salt-modified montmorillonite (organoclay). It was a modified hydrophilic Na+-OMMT with a cation exchange capacity value of about 125 meq/100 g. PPMA (MA content: 0.6 wt%) pellets with melt index of 115 g/10 min and graft efficiency of 0.485 wt% were purchased from Aldrich Chemicals (Milwaukee, Wisconsin, USA). An antioxidant, Irganox B225 (Ciba, Basel, Switzerland; 0.5 wt%), was added as the stabilizer (synergistic processing and long-term thermal stabilizer system) to the PP during compounding.
Methods
Preparation of PP/clay nanocomposites
PPMA was modified by hexamethylenediamine (designated as PPHMA) in xylene solution at 120°C for 2 h and then precipitated with excess amount of deionized water, washed with hot water and dried at 100°C for 12 h in vacuum. Natural sodium montmorillonite was used as the dispersed phase to reinforce the PPHMA. The PPHMA/clay nanocomposites were prepared by using organically modified montmorillonite mixed with a xylene solution and PPHMA at 120°C for 6 h. The PPHMA/clay nanocomposites were then precipitated with excess amount of deionized water, washed with hot water and dried at 100°C for 12 h in vacuum. Before mixing, all the components were dried in an oven at 80°C to constant weight for 12 h and then cooled down to room temperature. All the compounds were mixed at room temperature for 5 min before the blend was melted. The nanocomposites samples were prepared with three different weight percentages of clay (3, 5 and 7%), preweighed quantity of PP with and without compatibilizers as follows. The formulations of the prepared nanocomposites are listed in Table 1. The mixing of PP- and organic-modified clay with compatibilizer was prepared using melt blending in a corotating twin-screw extruder (Brabender Plasticorder, model: PLE-331). The mixing chamber capacity is being 30 ml. The processing temperature, rotor speed and blending time were set at 180°C, 60 r/min and 10 min, respectively. The sample weight of each blending was controlled at 60 g. After 10 min, the mixing chamber of the Brabender apparatus was opened and the resulting mixture was taken out. The resultant mixture was compression molded in a hot press at 190°C for 5 min between two steel plates under a pressure of 10 MPa. Finally, the pressure was released and the mold was removed from the plates. This was followed by cooling to room temperature between two thick metal blocks kept at room temperature. A template frame was used to ensure a constant film thickness (1 mm). The samples were cut into standard shapes and sizes (according to the ASTM D638-91 standard) for testing the mechanical properties. The specimens were then sealed in plastic bags as they waited the processing and analysis.
Compositions of PP/clay nanocomposites.
PP: polypropylene; PPMA: maleic anhydride-grafted polypropylene; PPHMA: hexamethylenediamine-modified maleic anhydride-grafted polypropylene.
Transmission electron microscopy
Ultrathin films with about 100 nm in thickness were cut from the nanoparticles using an ultramicrotome (Ultracut-1, Bright Instrument Company Limited, UK) with a diamond knife in a nitrogen environment. The ultrathin films were then examined by a JEOL JEM-2010 transmission electron microscope with an accelerating voltage of 200 kV to observe the dispersion state of clay layers.
Determination of mechanical properties
Mechanical properties of virgin PP, PP/clay, PP/PPMA/clay and PP/PPHMA/clay nanocomposites were studied in tensile strength (TS), tensile modulus (TM) and elongation at break (Eb). Standard specimens were sampled from the compression molded sheet and then conditioned at the temperature of (25 ± 2°C) and the relative humidity of 50 ± 5% for 24 h. Tensile testing was performed on a screw-driven universal testing machine (Instron 4466) equipped with a 10-kN electronic load cell and mechanical grips. The tests were conducted at a crosshead speed of 30 mm/min, and the data were acquired using a computer. All tests were carried out according to the ASTM D638-91 standard and five replicates were tested for each sample to get an average value.
Differential scanning calorimetry
The melting and crystalline behaviors of virgin PP and samples were measured with a Perkin Elmer DSC-7 (Perkin Elmer Inc., Wellesley, Massachusetts, USA). First, virgin PP and samples were heated from 25 to 250°C for 10 min to eliminate all the thermal history in the materials. Then, the samples were cooled to 25°C at a cooling rate (R) of 10°C/min to obtain their crystalline characteristics. Finally, the samples were heated to 250°C at a heating rate of 10°C/min to obtain their melting characteristics. The temperature and heat capacity scales were calibrated from the melting scans of high-purity indium and zinc samples at the same heating rate. All measurements were carried out under the nitrogen atmosphere environment. The sample weight was in the range 8–10 mg.
To estimate the percentage of crystallinity (X
c), the following equation was used
Results and discussion
Dispersibility of clay layers in PP matrix
It is known that the dispersion of filler in the polymer matrix can have a significant effect on the mechanical properties of the composites. The dispersion of filler in a thermoplastic is not an easy process. The problem is even more severe, when using nanoparticles as filler, because the nanoparticles have a strong tendency to agglomerate. Consequently, homogeneous dispersion of the nanoparticles in the thermoplastic matrix is a difficult process. Very few publications present micrographs in which only individual silicate layers are dispersed in the polymer for any matrix and especially for PP. The extent of intercalation can be detected using transmission electron microscopy (TEM), which characterizes the nanostructural features of the polymer/clay composites. TEM is used to visually evaluate the degree of intercalation and the amount of aggregation of clay clusters. Two micrographs are presented in Figure 1, which demonstrate the wide scale of structures found in PP/PPMA/clay and PP/PPHMA/clay composites. A very large and compact clay particle is shown in Figure 1(a), detected in a composite with 5 wt% of silicate and 10 wt% PPMA content (designated as M10). A looser structure is presented in Figure 1(b), which detected a composite with 5 wt% of silicate and 10 wt% PPHMA content (designated as HM10). It is clear from Figure 1(a) and (b) that the clay is dispersed uniformly throughout the PP matrix. The dark lines depicted the cross section of silicate layers in the PP matrix. Still, some of small dark lines (black arrow) may be an indication of some poorly dispersed clay aggregates. A good dispersion can be achieved when added PPHMA as a compatibilizer, which acts as a cointercalator between PP and clay. Compared with the TEM photo for M10, HM10 had a better and more uniform dispersion of clay in PP matrix because of less black tactoid in that for HM10. The mechanical properties, which can significantly affect the dispersion of the clay paticles in the composites, were measured.
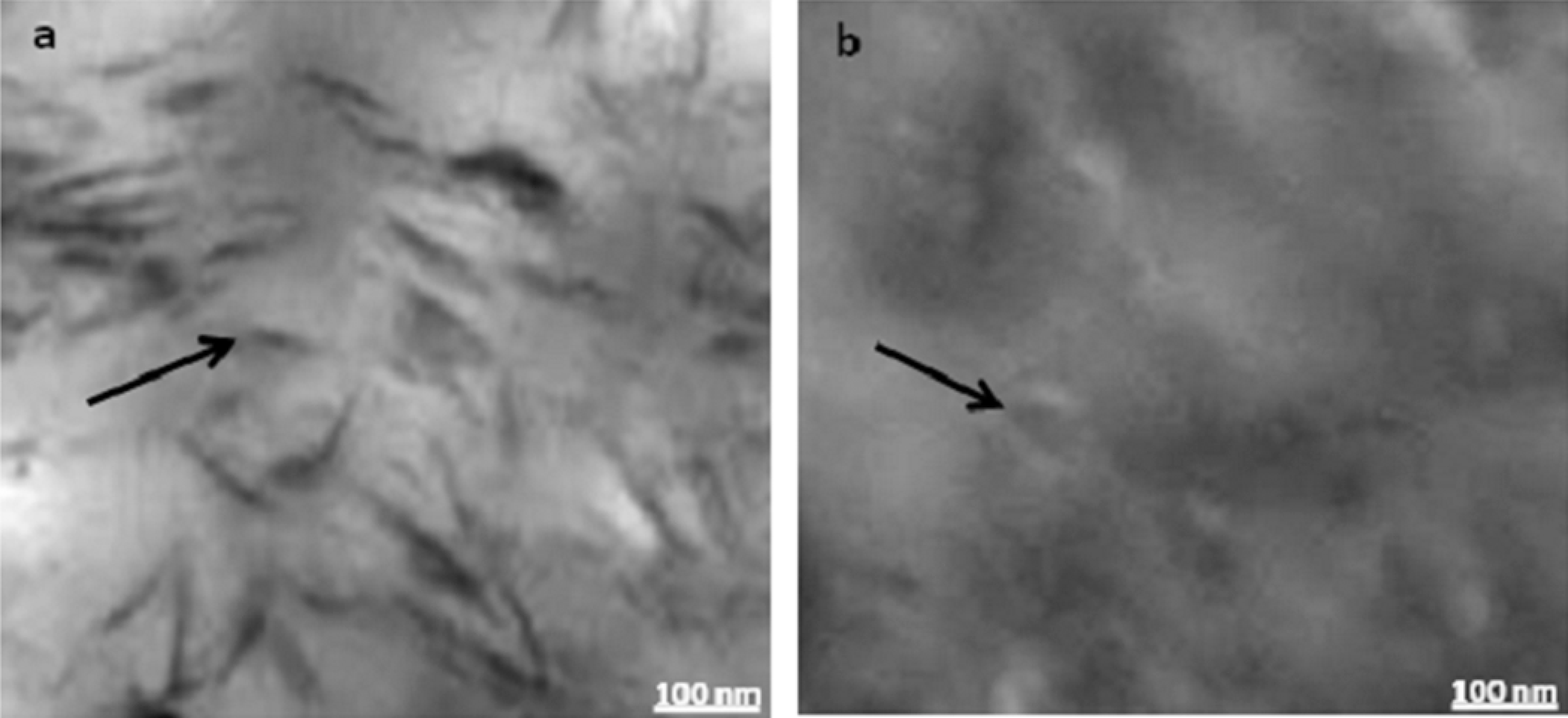
Transmission electron microscopic images of polypropylene/clay nanocomposites: (a) M10 and (b) HM10 (Table 1).
Bulk mechanical properties of PP/clay nanocomposites
The intention of incorporating clay into the PP matrix was mainly for the purpose of improving its mechanical properties. Generally, the mechanical properties of immiscible blends without compatibilization are poor because of the weak interfacial adhesion between the components. Tensile tests were performed, to investigate the effect of organoclay content (Closite 15A) on the mechanical properties such as TS, TM and percentage Eb (%) of the nanocomposites. The mechanical properties of the nanocomposites depends on many factors such as the aspect ratio of the filler, the degree of dispersion of filler in the matrix, the adhesion at filler–matrix interface, and so on. Due to the nanoscale reinforcement, the nanocomposite will exhibit markedly improved mechanical properties, such as an increased TS and TM. In this study, because of the nanoscale silicate layers dispersed in the PP and the stronger interactions between silicate layers and PP, the mechanical properties of the nanocomposites are greatly improved. Mechanical properties were performed on virgin PP and nanocomposites with clay loadings varying from 3 to 7 wt% and in the presence of two compatibilizers such as PPMA and PPHMA with loadings varying from 5 to 15 wt%. It has been reported 19 that the mechanical properties of composites depend on the characteristics and interaction between the composition components. The variations in both the TS and TM of the nanocomposites with the clay contents are shown in Figure 2. There was a significant dependence of the mechanical properties of the nanocomposites on the clay content. The incorporation of the clay increased both the TS and TM of the nanocomposites, as this improvement is being more significant with lower clay content due to the reinforcement effect of clay with high aspect ratios. For comparison, the TS of PP was 28.2 MPa and TM was 1033 MPa, which corresponds to zero content in the figure. The testing data showed an increase in the TS by 7.5, 14.9 and 12.1% and TM by 4.4, 11.8 and 7.5% for the 3, 5 and 7 wt% clay, respectively. Both the TS and TM significantly increased when 5 wt% of clay was used. However, for the further increase in the content of clay (3–7 wt%), the improvement in these properties was declined. The results indicate that the reinforcement effect is reduced for nanocomposites with higher clay loading owing to the poor dispersion of clay and hence is unable to transfer stress efficiently. The organoclay layers were better dispersed at 5 wt% clay loading and provided a good reinforcing effect. A further increase in organoclay loading resulted in the presence of some of the tactoids of the clay and remained partially intercalated and stacked, which weakened the reinforcing effect. The agglomeration of the clay platelets, which initiates sites, would then lead to premature materials causing the lower strength of nanocomposites. 20 Eb is also an important mechanical property for materials of this category. In general, the incorporation of organoclay in polymeric materials tends to reduce the Eb. The results of Eb are presented in Figure 3. As seen in Figure 3, the Eb of the nanocomposites of the same organoclay content followed this trend. The Eb for the composite samples decreased when compared with PP. Usually, fillers cause a reduction in matrix deformation due to an introduction of mechanical restrains. 21
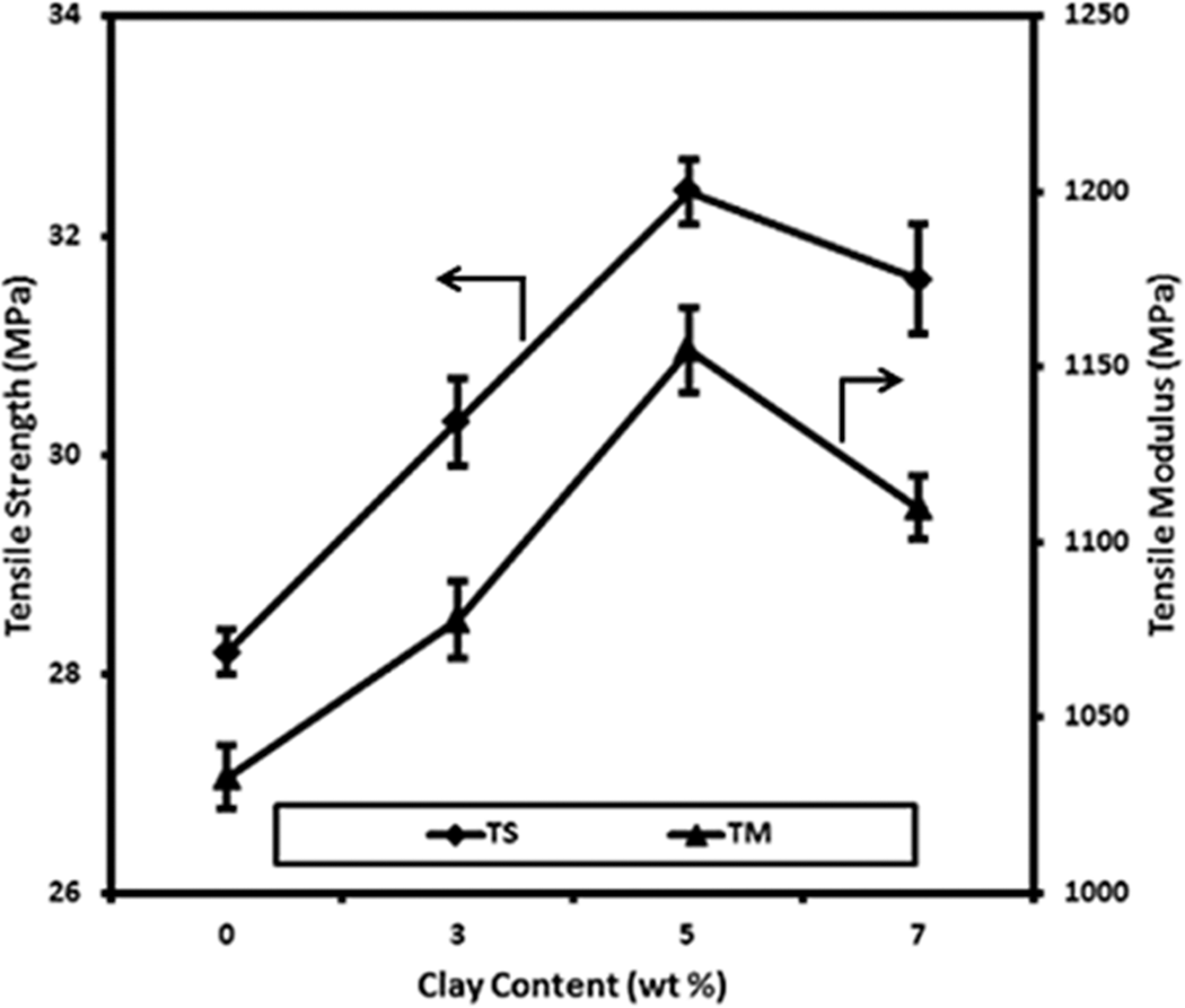
Tensile strength and tensile modulus of virgin polypropylene and its composites.
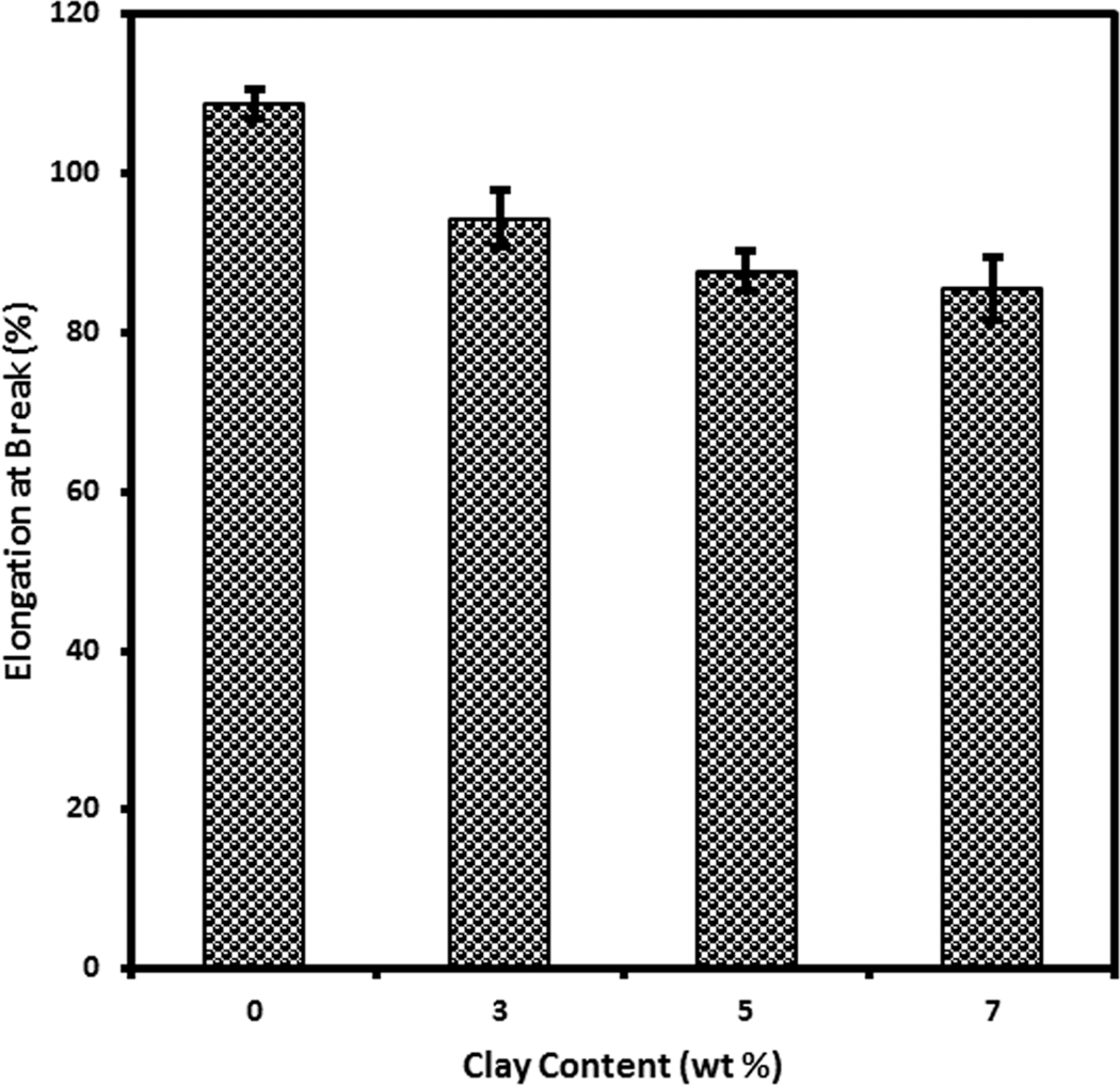
Elongation at break (%) of virgin polypropylene and its composites.
The reinforcing benefit of compatibilizer loading is well observed in this investigation. It is interesting to see how both the compatibilizers performed in terms of the mechanical properties. Effects of compatibilizer loading on the mechanical properties of the nanocomposites were illustrated in Table 2. As seen in Table 2, both the TS and TM increased when compatibilizers were added. Compatibilized nanocomposites showed linear improvement in both the TS and TM than the uncompatibilized nanocomposites (Table 2) up to 10% compatibilizer loading and thereafter decreased drastically with increase in PPMA and PPHMA. In addition, both TS and TM of the nanocomposites containing PPHMA had the highest value among all the cases investigated at specific clay content. The highest value attained was 37.6 and 1514 MPa, respectively, up to about 34 and 47% increment in comparison with virgin PP. On the other hand, the maximum TS and TM values of PPMA composites attained was 35.1 and 1319 MPa, respectively. The improvement is attributable to the reinforcing effect of intercalated nanolayers achieved through strong hydrogen bonding between the –OH groups of the MA group of PPHMA and the oxygen of the silicates, thereby increasing the inter gallery space of the nanoclay. 22 At higher compatibilizer loading, the nanocomposites showed decreased tensile test caused by the introduction of appreciable amount of compatibilizer fraction into the hybrid. 23 The enhanced mechanical performance of compatibilized blends (when compared with the unmodified systems) is usually explained by the finer dispersion generated by the compatibilizer and by an improved solid-state adhesion, leading to better stress transfer from the matrix to the disperse phase. These results are consistent with the results of the research study carried out by Chen et al. 24 The results of Eb are presented in Table 2. As seen in Table 2, the Eb of the nanocomposites of the same organoclay and MAPP/MAHPP content followed this trend. The Eb decreased for the composite samples when compared with PP. Considering the tensile test results of the samples, we have concluded that the enhancement in mechanical properties not only originated from the state of clay dispersion but was also affected by the crystalline nature of the compatibilizers employed.
Mechanical properties of nanocomposites.
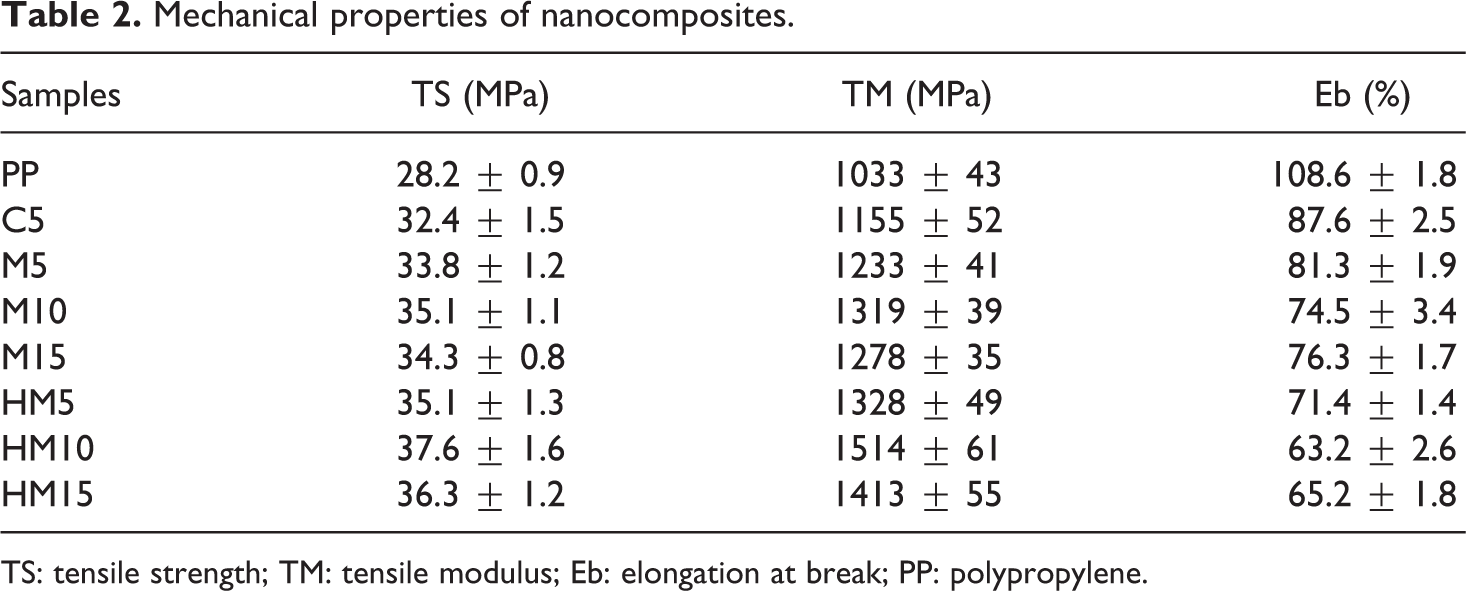
TS: tensile strength; TM: tensile modulus; Eb: elongation at break; PP: polypropylene.
Melting and crystallization behaviors
The crystallization and melting behaviors of PP, PP/5 wt% clay (denoted as C5), PP/10 wt% PPMA/5% clay (M10) and PP/10 wt% PPHMA/5 wt% clay (HM10) composites are shown in Figure 4. It can be seen from Figure 4(a) that the crystallization peak temperature (T c) is enhanced from 111.8°C of virgin PP to 113.3°C of C5 composite. Furthermore, one should notice that the crystallization start temperature (T onset) of PP is less affected, although 5 wt% clay is in the melt. This indicates that the clay exhibits weak nucleation effect for PP crystallization possibly due to the weak interfacial interaction. For M10 sample, the T c is increased up to 116.2°C, indicating the nucleation effect of PPMA for PP crystallization. It is interesting to observe that the T c of HM10 is increased up to 119.1°C, much higher than that of PP and even higher than that of M10 composite. This means that there is a synergistic effect of compatibilizer and clay in PP crystallization process; possibly due to this, the clay increases the viscosity of PP melt, leading to an increase in local shear stress and making more homogeneous network structure formation of compatibilizer in HM10 compared with that in M10. Furthermore, the melt temperature (T m) of PP matrix has not been influenced by the addition of clay and/or compatibilizer apparently (Figure 4(b)). Figure 5 shows the variation in the degree of crystallinity, X c (%), of the samples. Obviously, clay has inconspicuous effect on X c (%), whereas compatibilizer induces the great enhancement of X c (%) in both M10 and HM10 samples. Considering the nucleation effect of compatibilizer in virgin PP, one can believe that the crystallization of PP in HM10 is mainly determined by compatibilizer rather than by M10.
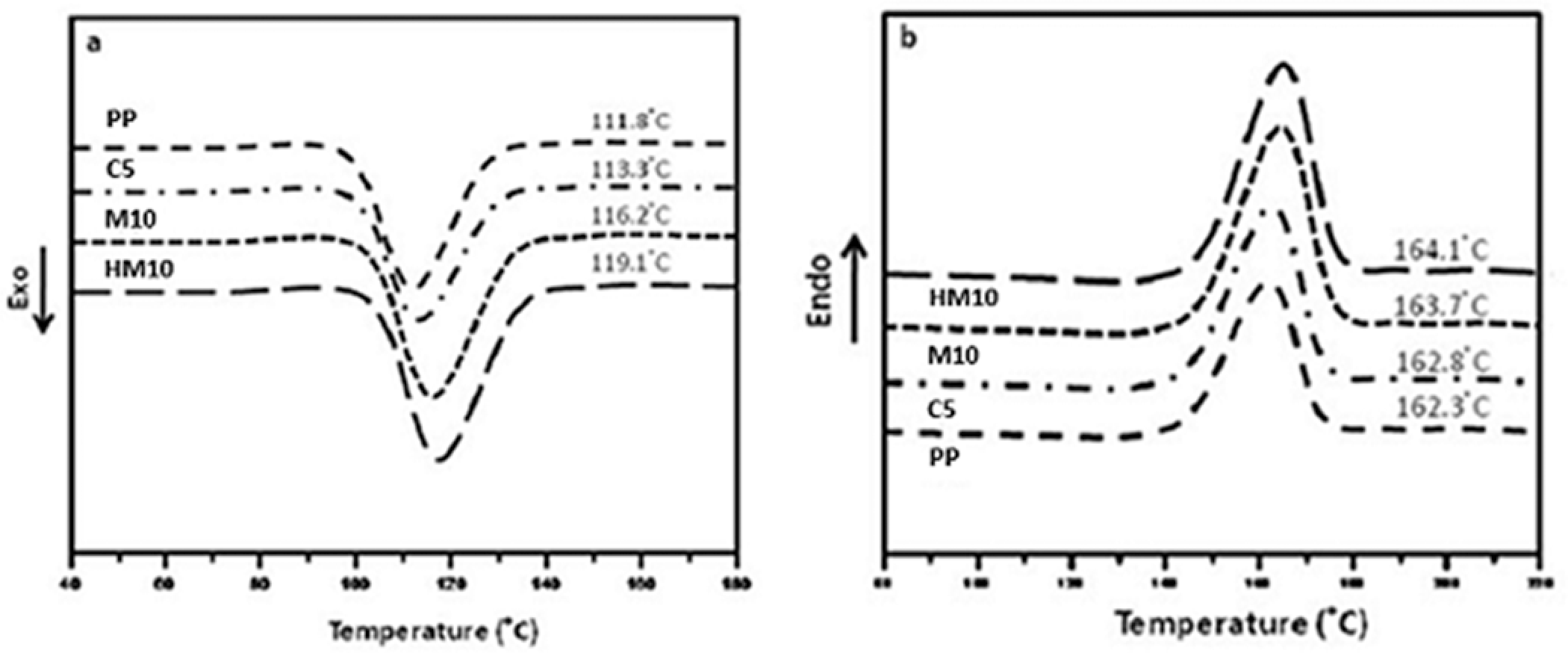
Cooling curves (a) and heating curves (b) of virgin polypropylene, C5, M10 and HM10 composites obtained by differential scanning calorimetry (Table 1).
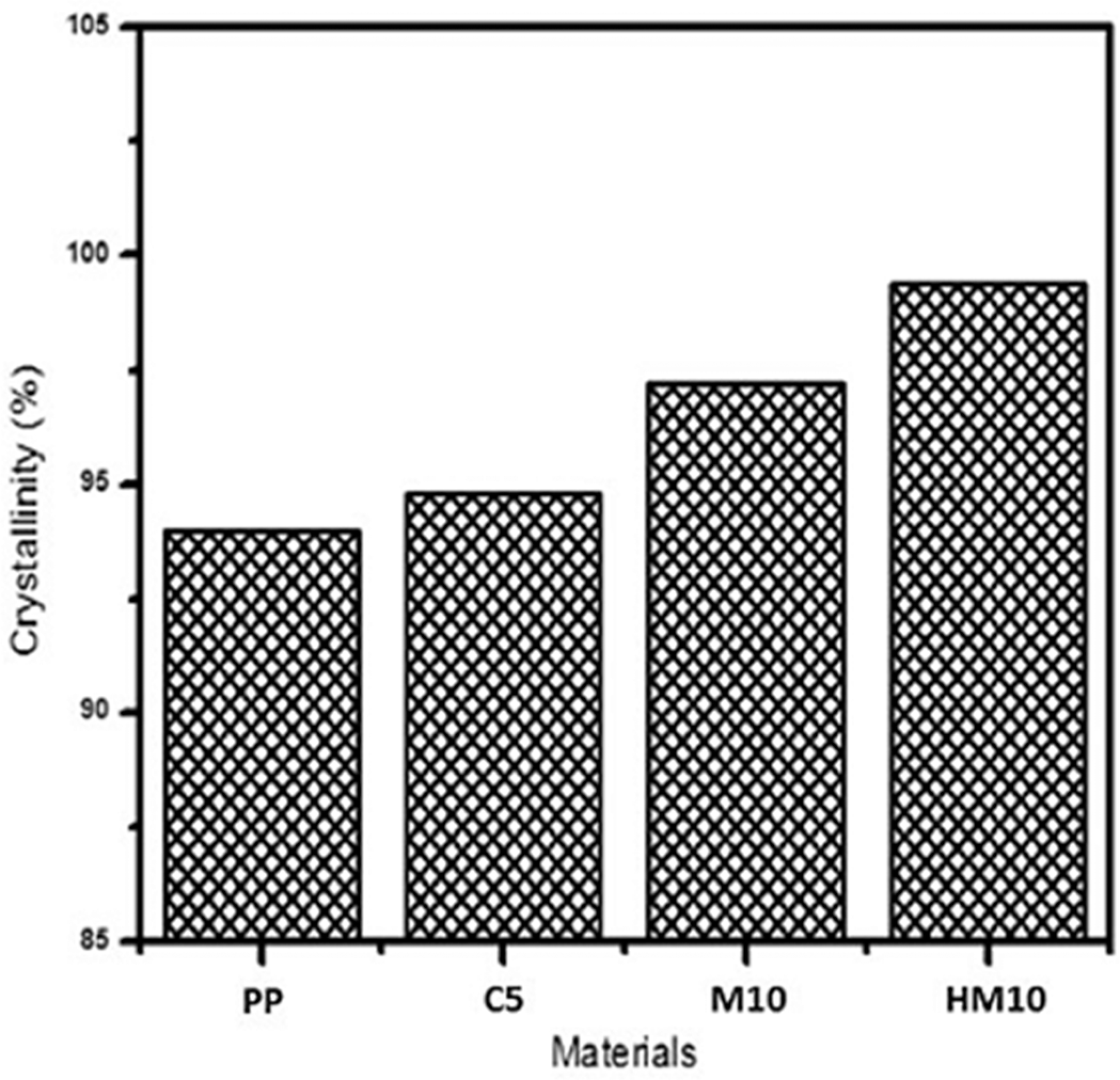
Crystallinity of virgin polypropylene, C5, M10 and HM10 composites (Table 1).
Conclusions
In this study, PP/clay nanocomposites were prepared by melt blending method with different clay contents and various contents of PPMA/PPHMA as a novel compatibilizer. The experimental results showed that the addition of organoclay improved the tensile properties. The PPHMA compatibilized system conferred higher tensile properties than the PPMA compatibilized system and PP/clay system. The added compatibilizers also tended to have a shielding, plasticizing and/or miscibility effects that caused the observed lower crystallization temperatures of compatibilized nanocomposites, especially on the PPMA compatibilized case, than that of the PPHMA. The results suggest that the variations in matrix properties caused by the additional compatibilizers that aided the clay dispersion were crucial factors in attaining the best performance in the areas of mechanical and crystallization behaviors.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.