
Abstract
Effect of unmodified and surface-modified micro-/nano-calcium carbonate particles on the mechanical properties, crystallization behavior, and thermal properties of polypropylene (PP)/microscale calcium carbonate (micro-CaCO3 (mCC)) and PP/nanoscale calcium carbonate (nano-CaCO3 (nCC)) composites has been comparatively investigated via melt mixing. Mechanical tests indicated that PP/nCC composite with the addition of 5–10 wt% nCC is higher than that of virgin PP and even higher than that of PP/mCC composite with the addition of 5–15 wt% mCC. In addition, incorporation of titanate-coupling agent (isopropyl tri-(dioctylpyrophosphato) titanate (JN114)) further increased the mechanical properties of the composites. This improvement in the mechanical properties was evidenced by scanning electron microscopy. The addition of small amounts of JN114 into PP/mCC and PP/nCC induces the great change in crystallization behavior of PP matrix. Improved distribution of CaCO3, enhanced crystallization temperature, largely increased the degree of crystallinity, X c (%), and the heat deformation temperature are achieved for PP/modified-nCC samples.
Introduction
Polymer nanocomposites have attracted considerable interest in academic research fields and industry applications due to the dramatic enhancements in their unique characteristics, such as mechanical properties, thermal properties, electrical properties, and rheological behavior. 1–3 It is well known that nanoparticles play an important role in their application to polymer nanocomposites. Polymer-based nanocomposites have been extensively studied in research and application because the addition of the nanoparticles provides an increased stiffness, toughness, and dimensional stability. The aggregation of the nanoparticles, however, owing to their high surface energy, strongly decreases the properties of the nanocomposites, which enormously limits their engineering applications. Many studies indicated that the excellent properties of nanocomposites distinctly depend on the particle dispersion, which has close relationship with the manufacturing method. 4 –6 Many manufacturing methods, such as in situ polymerization, 7 intercalation method, 8 sol–gel method 9 and melt compounding 10 have been used to prepare the composites. In all these methods, melt compounding has been regarded as a prevalent means for reasons of economy, practicability, and environment friendliness.
Polypropylene (PP) is one of the most important commodity semicrystalline polymers, which is widely used in automobiles, household appliances, and the construction industry because of its balanced mechanical properties. The future consumption trend of PP and its composites shows a rise in market demand. The main attraction of PP is its high-performance-to-cost ratio. Although PP is extensively used in many fields of application, its utilization has been limited in structural materials because of its poor impact strength and relatively low service temperature. 11 To improve the impact strength of semicrystalline polymers, the incorporation of elastomeric particles has been widely used with great increase in the impact resistance, but accompanied by losses in the elastic modulus. 12 An alternative for the incorporation of elastomeric particles is the incorporation of debonding rigid particles that are able to increase the impact resistance with the advantage of increase in the elastic modulus of the matrix. 13 In this context, the incorporation of nanoparticles has attracted much interest in scientific field because of the possibility of less use of filler contents with great increase in both impact and tensile mechanical properties. 14 It is now well recognized that the use of inorganic fillers is a useful tool for improving stiffness, toughness, hardness, chemical resistance, dimension stability, and gas barrier properties of PP. 15 The effectiveness of the inorganic fillers (i.e. talc, mica, clay, and calcium carbonate) in improving physical and mechanical properties of PP strongly depends on the filler size, shape, aspect ratio, interfacial adhesion, surface characteristics, and degree of dispersion. 16,17
It is thought that various sizes of inorganic fillers could enhance the mechanical performance of PP. Among the various inorganic fillers, nanoscale calcium carbonate (nano-CaCO3 (nCC)) is one of the most common spherical nanoscale fillers used in the preparation of nanocomposites. CaCO3 in the form of chalk, whiting, and limestone is perhaps the most widely available and used mineral in the world, especially as an additive. Because CaCO3 can be processed in a wide range of particle sizes, the resulting products function as low-cost fillers that are added to extent and cheapen the application of polymeric systems. 18,19 Therefore, the PP composites filled by micro-and nano-CaCO3 have been extensively studied. 20,21 Chan et al. 14 reported that the fracture toughness, termed J IC, of PP increased fivefold by incorporating nanometer-scale (about 40 nm) CaCO3 particles, and the CaCO3 nanoparticles acted as stress concentrators to promote toughening mechanisms. Thio et al. 22 reported that the introduction of microscale calcium carbonate (micro-CaCO3 (mCC)) led to an improvement in the Izod impact strength of PP by upto four times. It was found that the main toughening mechanisms were crack deflection, interfacial debonding, and plastic deformation of interparticle matrix ligaments. Recent works showed that the incorporation of calcium carbonate can lead to higher impact resistance associated with higher elastic modulus. 23 The main mechanism of toughening semicrystalline polymers with the addition of inorganic fillers has been extensively discussed and involves stress concentration, debonding of the polymer/filler interface, and the formation of shear bands. Besides this mechanism, other effects can lead to improved mechanical properties in semicrystalline polymers. The incorporation of inorganic fillers in semicrystalline polymers can change the crystalline morphology and these changes can influence mechanical properties of semicrystalline polymers. 14,23 Although PP/CaCO3 composites have been studied, not many studies have been directed to the comparison of PP/mCC and PP/nCC composites. Meanwhile, only a few discussions have been published on the influence of mCC or nCC on the mechanical and thermal properties of PP/CaCO3 composites. Some researchers report 24,25 the influences of various additives on the morphology, crystallization behavior, and thermal properties of PP compounds. Thus, we focused on two kinds of CaCO3, mCC and nCC, in this study. The present study sought to compare the effect of unmodified and surface-modified calcium carbonate particles on the mechanical properties, crystallization behavior, and thermal properties of PP-based melt-compounded composites. The influences of mCC and nCC on the surface morphology of PP/CaCO3 composites were revealed through a scanning electron microscopic (SEM) examination.
Experimental procedure
Materials
The grade of PP used in this work was SEETEC (Sight Enhancement, Education, and Technology) homopolymer PP by LG Chem (Korea). This acts as the matrix. The homopolymer PP has a density of 0.90 g/cm3 and a melt flow rate of 14 g/10 min (2.16 kg at 230°C). The 25-μm and 40-nm CaCO3 particles were kindly supplied by SK Corporation (South Korea). Titanate-coupling agent, including isopropyl tri-(dioctylpyrophosphato) titanate (JN114), with its structure shown in Figure 1, was provided by Changzhou City Jinai Co., Ltd (Jiangsu Province, China) and other agents were of commercial grades and used as received. An antioxidant, Irganox B225 (Ciba, Basel, Switzerland; 0.5 wt%), was added as the stabilizer (synergistic processing and long-term thermal stabilizer system) to the PP during compounding.
Structure of the JN114 titanate-coupling agent.
Methods
Surface treatment of CaCO3 particles
Micro-/nano-CaCO3 particles of 100 and 400 g of ethanol (water) were added to a high-speed dispersion machine filled with zirconium oxide beads and ground for 1–2 h at a speed of 400 r/min. After the ground micro-/nanoparticles were filtered to remove the zirconium oxide beads, the titanate-coupling agent (0.5 wt% with respect to the filler) was introduced. The mixture was kept at 78°C for 2 h and was then filtered to remove the solvent. The mixture was further dried at 120°C for 2 h to remove the residual solvent. After being ground by air current, treated micro-/nano-CaCO3 particles were prepared.
Preparation of the PP/CaCO3 composites
Before mixing, all the components were dried in an oven at 100°C for 12 h and then cooled down to room temperature. The PP granules were blended with various concentrations (0, 5, 10, 15, and 20 wt%) of mCC (mean diameter = 25 μm) or nano-CaCO3 (nCC, mean diameter = 40 nm). All PP/mCC and PP/nCC compounds were mixed at room temperature for 5 min before the blend was melted. All PP/mCC and PP/nCC composites were prepared in a corotational twin screw extruder (Brabender plasticorder, model: PLE-331). The mixing chamber capacity is 30 ml (Figure 2). The processing temperature, rotor speed, and blending time were set at 180°C, 60 r/min, and 10 min, respectively. The sample weight of each blending was controlled at 60 g. After 10 min, the mixing chamber of the Brabender apparatus was opened and the resulting mixing was taken out. The resultant mixture was compression-molded in a hot press at 190°C for 5 min between two steel plates under 5 bar consolidation pressure. Finally, the pressure was released and the mold removed from the plates. The resulting sheets were quenched immediately to room temperature in air compression. Films of 3.20 mm thickness were produced. The samples were cut into standard shapes and sizes for testing mechanical properties.
The mixing chamber of Brabender Plasticorder PLE 331 and the rotors after the mixing process of the composite.
Measurements
Morphological study
Studies on the morphology of impact-fractured surfaces of samples were carried out using an SEM, model JEOL JSM-5900LV. All samples were immersed into liquid nitrogen for 0.5 h. Then, the samples were fractured. The fracture ends of the specimens were mounted on aluminum stubs and sputter coated with a thin layer of gold to avoid electrostatic charging during examination and observed at an accelerating voltage of 10 kV.
Mechanical testing
Mechanical properties of virgin PP, PP/mCC, and PP/nCC composites were studied in both tensile and impact tests. The tensile strength was carried out with a Universal Testing Machine (model 4206) according to ASTM D-638-91 standard. The specimens were conditioned at a temperature of 25 ± 2°C and the relative humidity of 50 ± 5% for 24 h prior to subjecting to tensile testing. The width and thickness of the specimens were 13 mm and 3.20 mm, respectively. The speed of crosshead was 50 mm/min. To measure the Young’s modulus of the materials, an extensometer was used with a tensile rate of 1 mm/min. Izod impact tests of notched samples were carried out according to ASTM D256-93a standard, the instruments was Ceast pendulum impact tester (Model 6545/000). The dimension of the specimens (length × width ×thickness) was 63.50 × 13 × 3.20 mm.
Differential scanning calorimetry
The melting and crystalline behaviors of virgin PP and samples were measured with a Perkin Elmer DSC-7 (Perkin Elmer, Inc., Wellesley, Massachusetts, USA). First, virgin PP and samples were heated from 25 to 250°C for 10 min to eliminate all of the thermal history in the materials. Then, the samples were cooled to 25°C at a cooling rate (R) of 10°C/min to obtain their crystalline characteristics. Finally, the samples were heated to 250°C at a heating rate of 10°C/min to obtain their melting characteristics. The temperature and heat capacity scales were calibrated from the melting scans of high-purity indium and zinc samples at the same heating rate. All measurements were carried out under the nitrogen atmosphere environment. The sample weight was in the range of 5–8 mg.
Heat deformation temperature
Heat deformation temperature (HDT) was measured on a Heat distortion/Vicat softening point instrument (RV-300, Chengde, China) in accordance with ISO75. The standard pressure was calculated as 1.4 MPa and the heating rate was 120 K h−1.
Results and discussion
Mechanical properties
Table 1 shows the mechanical properties of virgin PP, PP/mCC, and PP/nCC unmodified with mCC/nCC loadings varying from 0 to 20 wt% and modified with 0.5 wt% JN114 content. It has been reported 26 that the mechanical properties of composites depend on the characteristics and interaction between the composition components. It can be seen that tensile strength (TS), tensile modulus (TM), and Izod impact strength (IS) of PP are increased when either mCC or nCC is added, and their TM and IS values rise but TS values fall with an increase in CaCO3 content. With increasing concentration of untreated mCC/nCC, the TS of PP/mCC and PP/nCC composites decreased. This is attributed to the poor compatibility between PP and mCC/nCC. The mCC/nCC particles had polar, hydrophilic surfaces, and high surface free energy, which was incompatible with nonpolar, hydrophobic, and low free energy PP; thus, they could not be wetted by the molten matrix. The addition of unmodified mCC/nCC in the PP matrix resulted in loss of stress concentrators, which led to negative effects on the mechanical properties. Thus, the TS of PP/mCC and PP/nCC composites decreased. These results are consistent with the results of the research study carried out by Li et al. 27 By contrast, outstanding effectiveness of JN114-treated mCC/nCC increasing the TS of PP composites was demonstrated. As the concentration of the filler increased in the composites filled with JN114-treated mCC/nCC, the TS was first remarkably increased and then decreased. When the concentration of the filler was 5 wt%, the maximum TS found was 35.3 MPa for PP/modified-mCC and 37.7 MPa for PP/modified nCC, which was 5.4% and 4.1% higher than that of the unmodified composite, respectively. With the addition of 5 wt%, the TS value of PP/modified-nCC composite was about 8% higher than that of the PP/modified mCC composite.
Mechanical properties of PP/micro-CaCO3 and PP/nano-CaCO3 composites.
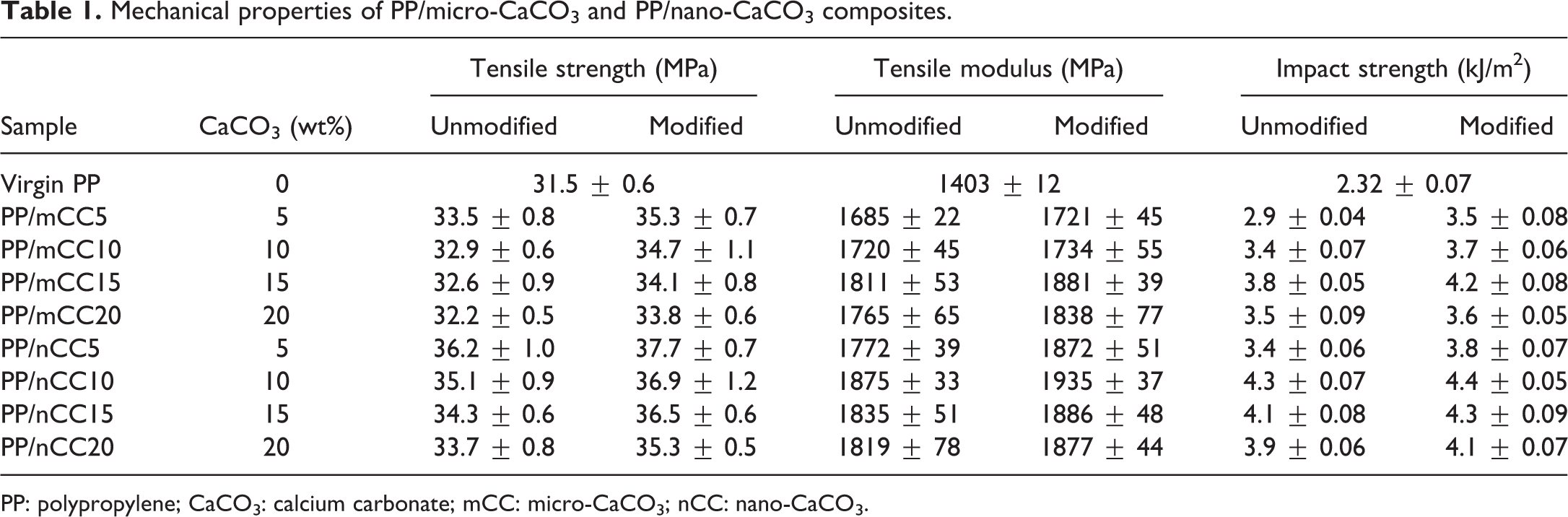
PP: polypropylene; CaCO3: calcium carbonate; mCC: micro-CaCO3; nCC: nano-CaCO3.
The TM and IS of the mCC/nCC composites increased first and then decreased with increasing micro-/nano-CaCO3 content. The maximum TM and IS were obtained at micro-/nano-CaCO3 content of 15 wt% and 10 wt%, respectively. The maximum TM of the mCC/nCC composite was found to be 1811 and 1875 MPa and IS for mCC/nCC composite was 3.8 and 4.3 kJ/m2, respectively. At this stage, the TM values of the PP/mCC and PP/nCC composites were about 29 and 34% higher than that of virgin PP. In contrast, the IS values of PP/mCC and PP/nCC composites was about 64 and 85 wt% higher than that of virgin PP. For the addition of 10 or 15 wt% CaCO3, the TM and IS of the PP/nCC composite are much better than those of the PP/mCC composite because nCC is much smaller and easier to disperse in the PP matrix than mCC. With further increasing the content of mCC/nCC, the distance between the neighboring particles (the thickness of matrix ligament) will be smaller than the critical value, Lc
, which is given by
28
:

In this case, the interfacial layer between the filler and matrix will change from the plane strain to plane stress and ductile–brittle transition will occur, and thus the impact strength of composites decreases accordingly. In equation (1), d is the diameter of the filler particle and φ is the volume fraction of the filler. In order to improve the dispersion of the filler in the polymeric matrix and increase the interfacial adhesion between filler and matrix, JN114 is introduced to modify PP/mCC and PP/nCC composites. As the concentration of the filler increased in the composites filled with JN114-treated mCC/nCC, the TM and IS was increased and then decreased. When the concentration of JN114-treated mCC was 15 wt%, the maximum TM and IS was found to be 1881 MPa and 4.2 kJ/m2, respectively; which was 34 and 81% higher than that of virgin PP. In contrast, when the concentration of JN114-treated nCC was 10 wt%, the maximum TM and IS found 1935 MPa and 4.4 kJ/m2, respectively; which was 38 and 90% higher than that of virgin PP. As stated above, JN114 improved the compatibility of PP matrix and CaCO3. At the same time, titanate coupling agent reacted with calcium carbonate to form calcium titanate on its surface. JN114 improved the compatibility between PP and CaCO3, made the CaCO3 particles disperse in PP matrix homogeneously, and improved the TM and IS of PP/mCC and PP/nCC composites. With the addition of 10 or 15 wt% CaCO3, the TM and IS of the PP/modified nCC composite were about 29% and 5% higher than those of the PP/modified mCC composite. From this investigation, it is clear that the mechanical properties of PP/modified nCC are much better than those of PP/modified mCC because nCC is much smaller and easier to disperse in the PP matrix than mCC. When compared with PP/mCC, nCC has the effect of reinforcing and toughening PP. These results are consistent with others. 29
SEM analysis
It is known that the mechanical properties of composites are strongly related to the dispersion of the filler in the polymer matrix. As one kind of inorganic filler, CaCO3 is incompatible with PP. When the micro-/nanoparticles are used, the dispersion becomes a severe problem, because the micro-/nanoparticles have a strong tendency to agglomerate. Consequently, homogeneous dispersion of the micro-/nanoparticles in the thermoplastic matrix is a difficult process. A good dispersion can be achieved by surface modification of the filler particles and appropriate processing conditions. In order to quantify the relative degree of dispersion of micro- and nano-CaCO3 particles within the PP matrix, impact-fractured surfaces of selected specimens were observed under SEM and their micrographs are shown in Figure 3(a) to (c). Figure 3(a) shows the SEM micrographs of PP/unmodified mCC composites reinforced with 10 wt% CaCO3 (25 μm). It is evident that a lot of mCC particles agglomerate together and lead to bigger cavities around the agglomerates, meaning that the compatibility between the PP and unmodified CaCO3 was poor. The inhomogeneous dispersion of fillers can degrade the mechanical strength of composites considerably. Figure 3(b) and (c) shows the SEM photographs of the impact fracture surfaces of PP/modified mCC (25 μm) and PP/modified nCC (40 nm) composites with 10 wt% CaCO3. From these micrographs, it is evident that the fillers were dispersed well in the matrices of the composites. A homogeneous dispersion of finer reinforcing particles (25 μm) can be observed (Figure 3 (b)). Moreover, the fillers remained intact within the matrix, and this indicated that good bonding existed between the CaCO3 particles and the matrix. Furthermore, nCC particles disperse more uniformly and finely in polymer matrix than that of PP/mCC composite and the cohesive force between them was stronger and the agglomeration was weakened. There are many fine cavities around nCC and PP. Those fine inorganic particles and cavities could induce large-scale plastic deformation of the matrix, leading to improved fracture toughness.
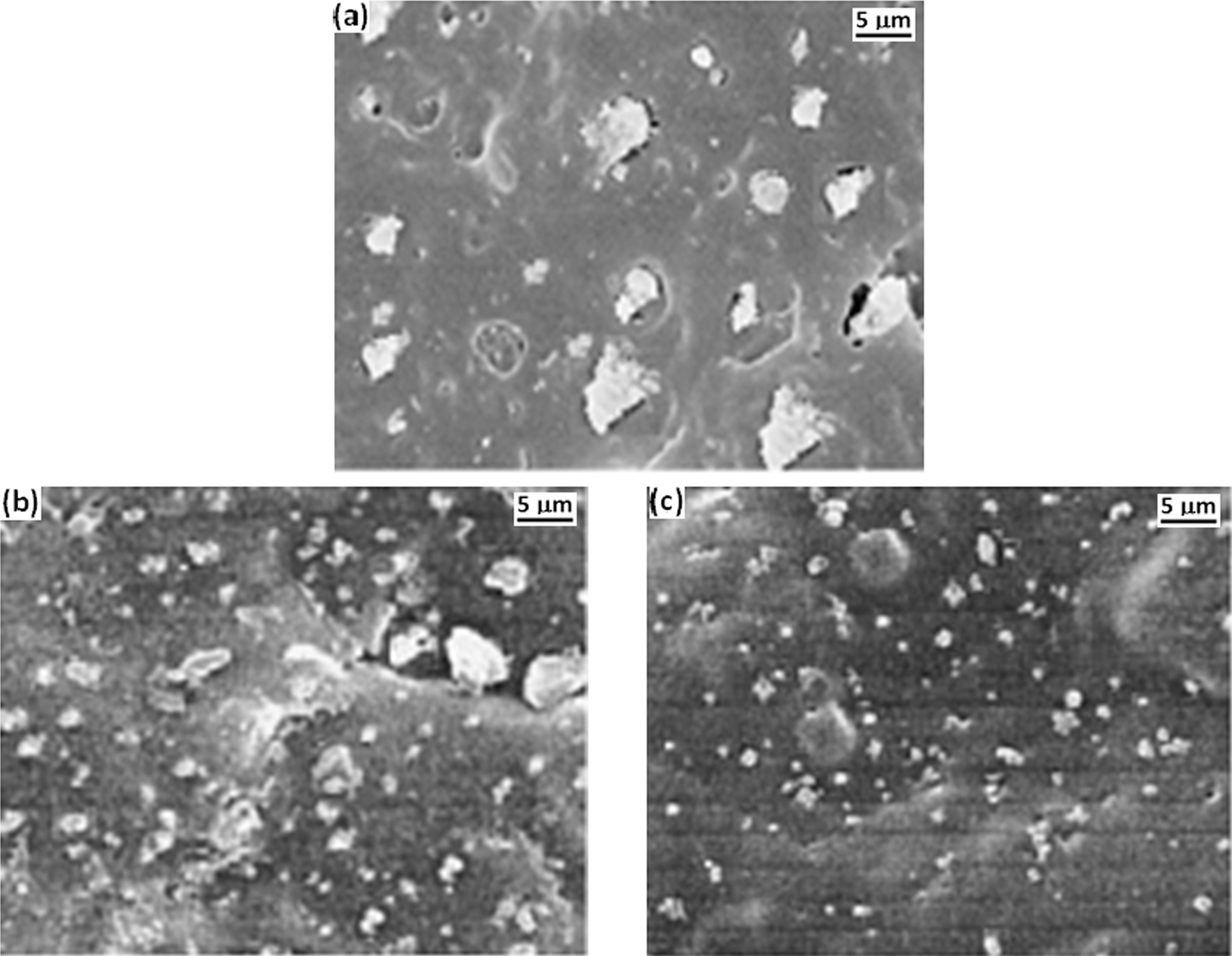
Scanning electron micrographs of the impact-fractured surfaces of (a) PP/unmodified mCC (10 wt%) composite (b) PP/modified mCC (10 wt%) composite and (c) PP/modified nCC (10 wt%) composite. PP: polypropylene; mCC: micro-CaCO3; nCC: nano-CaCO3.
Melting and crystallization behaviors
The crystallization behavior of PP significantly influences its mechanical properties. Therefore, investigation of the crystallization behavior is significant both from the theoretical and practical points of view. The influence of the modified micro-/nano-CaCO3 fillers on the crystallization of PP was studied with differential scanning calorimetry (DSC), and this study included nonisothermal crystallization and melting behavior. The crystallization and melting behaviors of PP/10 wt% mCC (mCC10), PP/modified mCC10 (mCC10T), and PP/modified nCC10 (nCC10T) composites are shown in Figure 4. In comparison with that of virgin PP, the crystal peak of the composites moved to a high temperature, and the movement of nCC10T was the most obvious. It can be seen from Figure 4(a) that the crystallization peak temperature (T c) is enhanced from 114.1°C of virgin PP to 116.7°C of PP/mCC10 composite. In addition, the crystallization start temperature (T onset) of PP is nearly not affected although 10 wt% CaCO3 is in the melt. This indicates that CaCO3 exhibits weak nucleation effect for PP crystallization possibly due to the weak interfacial interaction. However, mCC10 induced only a slight increase in the crystallization temperature (T c) at 2.6°C. For PP/mCC10T sample, the T c is increased up to 128.7°C, indicating the great nucleation effect of titanate-coupling agent for PP crystallization. It can be seen from Figure 4(a) that the nCC10T filler had some influence on the nucleation of PP crystallites, increasing the crystallization temperature by more than 132.8°C; this demonstrated an obvious influence on the kinetics of crystallization of PP. It is interesting to observe that the T c of PP/nCC10T is much higher than that of PP/mCC10 and even higher than that of PP/mCC10T composite. This means that there is a synergistic effect of titanate-coupling agent and CaCO3 in PP crystallization process possibly because CaCO3 increases the viscosity of PP melt, leading to an increase in local shear stress and making more homogeneous network structure formation of titanate coupling agent in PP/nCC10T compared with that of PP/mCC10T. Furthermore, the melt temperature (T m) of PP matrix has not been influenced by the addition of CaCO3 and/or coupling agent apparently (Figure 4 (b)). The difference between PP/mCC10T, PP/nCC10T, and virgin PP can also be seen in the degree of crystallinity. Figure 4(c) shows the variation in the degree of crystallinity (X c (%)) of the samples. The degree of crystallinity in PP/mCC10T and PP/nCC10T increased by up to 19 and 21%, respectively. Obviously, CaCO3 has inconspicuous effect on X c (%), whereas the coupling agent induces the great enhancement of X c (%) in both PP/mCC10T and PP/nCC10T samples. Considering the nucleation effect of coupling agent in virgin PP, one can believe that the crystallization of PP in PP/nCC10T is mainly determined by coupling agent rather than by mCC. From the DSC data, we concluded that the presence of mCC10T/nCC10T markedly influenced the crystallization behavior of PP; after the surface of mCC/nCC particles was covered with the titanate-coupling agent, the nucleating ability of PP was improved by the addition of the fillers.
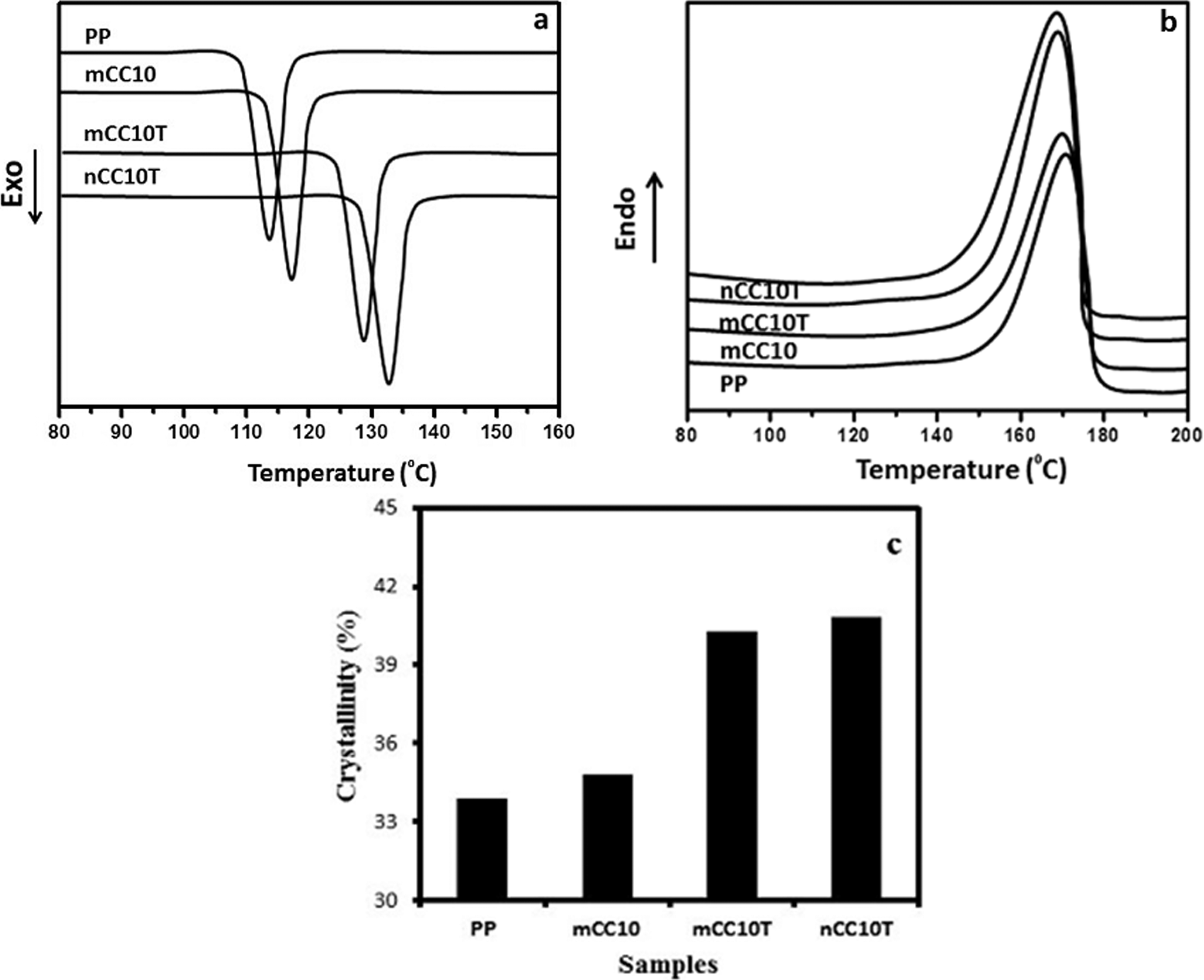
Differential scanning calorimetry cooling curves (a), heating curves (b) and crystallinity (c) of virgin PP, PP/mCC10, PP/mCC10T and PP/nCC10T composites. PP: polypropylene; mCC: micro-CaCO3; nCC: nano-CaCO3.
Heat deformation temperature
Figure 5 shows the HDT of all samples. It is clear that virgin PP sample exhibits the lowest HDT, only at about 69.3°C. Addition of mCC10 induces a small enhancement of HDT to 74.2°C possibly due to the introduction of mineral filler and the formation of a few amounts of β-PP. 30 PP/mCC10T exhibits higher HDT due to the largely increased X c (%). For PP/nCC10T sample, the HDT is further increased up to 92.6°C. It is known to all that the HDT of samples is dependent on the crystalline structure of matrix, the content and the distribution of fillers. The improvement in HDT of PP/nCC10T samples is mainly ascribed to the more homogeneous distribution of CaCO3 and the largely increased X c (%) of matrix induced by coupling agent. In other words, there is also a synergistic effect of coupling agent and CaCO3 in improving the thermal properties of PP.
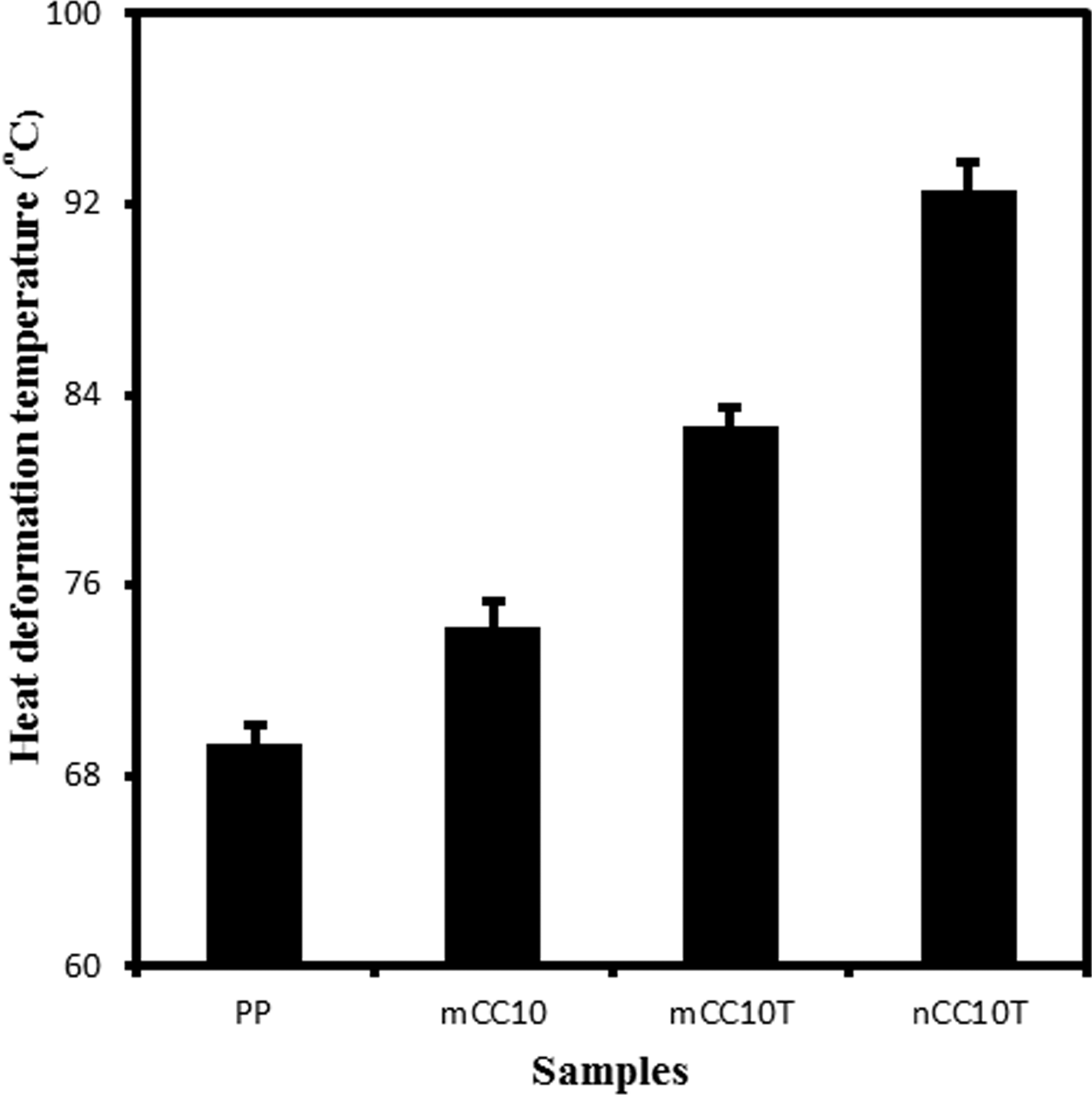
Heat deformation temperature of virgin polypropylene and its composites.
Conclusions
In this study, unmodified and titanate-coupling agent (JN114), modified micro-/nanocomposites, based on PP, and their comparison with the corresponding microcomposites with the content of calcium carbonate (CaCO3) has been discussed. The following conclusions could be drawn in the present investigation:
The tensile modulus and impact strength of the micro-/nanocomposites were obviously increased as the CaCO3 content increased but the tensile strength decreased gradually as the CaCO3 content increased. The addition of titanate-coupling agent further increased the mechanical properties of the composites. In fact, the mechanical properties of the nanocomposites were higher than that of the microcomposites.
SEM analysis clearly indicated that the titanate-treated nCC particles were homogeneously dispersed in PP matrix on the nanoscale, and their interfacial adhesion with the matrix was superior to those of the unmodified ones even higher than that of microscale.
DSC measurements showed that, in comparison with PP/mCC and PP/nCC composites, the addition of titanate-coupling agent led to a higher crystallization temperature and crystallization improved at the same time.
The HDT of PP/modified nCC composite is higher than that of PP/modified mCC composites.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.