
Abstract
The aim of this work was to study the effect of surface-modified calcium carbonate (CaCO3) nanoparticles in the mechanical properties and crystallization behavior of polypropylene (PP) homopolymer. Pimelic acid (Pa) was used as a surface modifier for nano-CaCO3 (nCC). Three compositions of PP/nCC composites were prepared in a corotational twin-screw extruder machine with nCC content of 5, 10, 15, and 20 wt%. The results of scanning electron microscopy showed that the Pa treatment enhanced the interfacial adhesion between the filler and the matrix, indicating the improvement in the compatibility between PP and nCC. The measurements of the mechanical properties showed that the elastic modulus (E c) and impact strength (S IC) of the composites increased at first and then decreased with the addition of fillers, and the tensile yield stress (σ yc) was reduced at the same time. The crystallization properties of virgin PP and its composites were studied with differential scanning calorimetry. The results demonstrated that, in comparison with virgin PP and PP/nCC, the addition of the Pa-treated nCC fillers led to a higher crystallization temperature, and nucleation and crystallization were improved at the same time.
Keywords
Introduction
Polymer nanocomposites are a new class of particle-filled polymer composites in which at least one dimension of the dispersed particles is in the nanometer range. Polymer nanocomposites have attracted increasing attention in recent years because of their significant improvement in physical and/or chemical properties over the matrix polymers. 1–3 It is well known that nanoparticles play an important role in their application to polymer nanocomposites. Polymer-based nanocomposites have been extensively studied in research and application because the addition of the nanoparticles provides an increased stiffness, toughness, and dimensional stability. The aggregation of the nanoparticles, however, owing to their high surface energy, strongly decreases the properties of the nanocomposites, which enormously limits their engineering applications. Many studies indicated that the excellent properties of nanocomposites distinctly depend on the particle dispersion which has close relationship with the manufacturing method. 4,5 Many manufacturing methods, such as in situ polymerization, 6 intercalation method, 7 sol–gel method, 8 and melt compounding, 9 have been used to prepare the composites. In all these methods, melt compounding has been regarded as a prevalent means for reasons of economy, practicability, and environment friendliness.
Polypropylene (PP) is one of the most widely used commercial semi-crystalline polymers. The main attraction of PP is its high-performance-to-cost ratio. However, its utilization has been limited because of its poor impact strength (S IC) and relatively low service temperature. PP can also be easily modified to achieve greatly enhanced properties. It is now well recognized that the use of inorganic fillers is a useful tool for improving stiffness, toughness, hardness, chemical resistance, dimension stability, and gas barrier properties of PP. 10, 11 The effects of inorganic fillers on the mechanical and physical properties of the PP composites strongly depend on the filler size, shape, aspect ratio, interfacial adhesion, surface characteristics, and degree of dispersion. 12, 13 Of these inorganic fillers, calcium carbonate (CaCO3) is most commonly used mainly for its availability in readily usable form and low cost. Therefore, the PP composites filled by micro-CaCO3 (mCC) and nano-CaCO3 (nCC) have been extensively studied. 14–16 When compared with PP/mCC composites, PP/nCC composites have attracted considerable interests, because it is believed that the tremendous interfacial area between the filler and the polymer helps to influence the composite’s properties to a great extent. Yang et al. 15 demonstrated that nCC particles had better toughening effect on improving the S IC of PP matrix than mCC particles. However, good adhesion does not exist between the fillers and thermoplastic matrices. As a nonpolar substance, PP cannot easily combine with the polar CaCO3. Furthermore, when the particle size of CaCO3 measures up to the nanometer, the defect is much more obvious: with decreasing particle size, the specific surface area increases, and both the surface free energy and the cohesion forces become stronger, so it is difficult to get good dispersion in the PP matrix because of particle reunification. Therefore, to improve the properties of the nanocomposite, it is necessary to investigate the surface modification of nCC. The conventional surface treatment is coating the particles with an organic compound such as stearic acid and titanate-coupling agents. Macromolecular compatibilizer 17 and irradiation-induced graft polymerization 18 are also used to modify the surface of the particles. The coating process of chemical deposition is a new method for modifying the surface of inorganic particles. 19 However, there has been little study on the modification of nCC particles covered with pimelic acid (Pa). We recently found that Pa can act as an efficient surface modifier for wollastonite, 20 suggesting that Pa could have the same effect on CaCO3. 21 Thus, Pa was used as a surface modifier for nCC. Surface treatment significantly influenced the crystallization behavior of PP/nCC composites due to the changing interfacial interaction between nCC particles and PP matrix. The surface treatment of nCC could change the heterogeneous nucleation effect of nCC on PP. Similar result was obtained when surface was modified with an aluminate-coupling agent. 22 In this work, we mainly developed a study of the mechanical and crystalline properties of PP/nCC-Pa composites.
Experimental
Materials
The grade of PP used in this work was SEETEC homopolymer PP (LG Chem, South Korea). This acts as the matrix. The homopolymer PP has a density of 0.90 g/cm3 and a melt flow rate of 14 g/10 min (2.16 kg at 230°C). We were interested in the effect of surface modification of filler particles on the dispersion and properties of compounds; we studied both unmodified nCC and nCC surface modified by a Pa (analytical reagent and identified as Pa), both kindly supplied by SK Corporation (South Korea). Ethanol (analytical reagent) (Hyo Sung Co. Anyang, South Korea) was commercially available and used as received. CaCO3 nanoparticles were supplied by Shiraishi Kogyo Kaisha Ltd (Japan) and had a density of 2.7 g/cm3 and a diameter of 60–80 nm.
Sample preparation
Surface treatment of CaCO3 nanoparticles
Unmodified nCC was prepared by drying its water suspension in an oven at 100°C to constant weight. Surface treatment of nCC was as follows: 150 g nCC was put into a 500-ml three-necked flask equipped with a mechanical stirrer. Subsequently, a solution of 1.5 g Pa (1% Pa) or 4.5 g Pa (3% Pa) was added to 250 ml ethanol. The mixture was reacted for 1 h at 80°C under vigorous stirring. Then the ethanol was distilled out and the Pa-treated nCC (nCC-Pa) was dried to constant weight at 90°C.
Preparation of PP/nCC-Pa composites
Before melt mixing, PP- and surface-treated CaCO3 nanoparticles were dried in a vacuum oven at 80°C for 6 h and then cooled down to room temperature. The materials were stored in a desiccator prior to processing. nCC, in four different concentrations (5, 10, 15, and 20 wt%), was added to PP to produce binary composites. All the materials were simultaneously added into the extruder after previous mixing. Blending with different filler concentrations was carried out in a twin-screw extruder (Brabender plasticorder, model: PLE-331). The capacity of the mixing chamber being 30 ml. The processing temperature, rotor speed, and blending time were set at 180°C, 60 r/min, and 10 min, respectively. The sample weight of each blending was controlled at 60 g. After 10 min, the mixing chamber of the Brabender apparatus was opened and the resulting mixing was taken out. The resultant mixture was compression-molded in a hot press at 190°C for 5 min between two steel plates under a pressure of 7 MPa. Finally, the pressure was released and the mold removed from the plates. This was followed by cooling to room temperature between two thick-metal blocks kept at room temperature. A template frame was used to ensure a constant film thickness (1 mm). The samples were cut into standard shapes and sizes (according to the ASTM D-638-91 standard) for testing the mechanical properties. The specimens were then sealed in plastic bags as they waited the processing and analysis. There were three composites, PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa, in this experiment, and the Pa concentrations were 0, 1, and 3 wt%, respectively. The concentration of PP was 100 wt%, when the concentration of nCC was 0%.
Mechanical properties measurements
Mechanical properties of virgin PP and PP/nCC nanocomposites were studied in both tensile and impact tests. Standard specimens were sampled from the compression molded sheet and then conditioned at a temperature of 25 ± 2°C and the relative humidity of 50 ± 5% for 24 h. Tensile testing was performed on a screw-driven universal testing machine (Instron 4466) equipped with a 10 kN electronic load cell and mechanical grips. The tests were conducted at a crosshead speed of 30 mm/min, and data were acquired by a computer. All tests were carried out according to the ASTM D638-91 standard, and five replicates were tested for each sample to get an average value. Izod impact tests of notched samples were carried out according to ASTM D256-93a standard, the instruments was Ceast pendulum impact tester (Model 6545/000). The dimension of the specimens (length × width × thickness) was 63.50 × 13 × 3.20 mm3.
Morphological observation
Scanning electron microscopy (SEM; JEOL, Japan JSM-6360LV) was employed to study the fracture surfaces of all tested samples. The SEM samples were held in liquid nitrogen for 30 min and then broken into two pieces. The fractured surfaces of the specimen were coated with a thin layer (10–20 nm) of gold palladium.
DSC measurements
The melting and crystalline behaviors of virgin PP and samples were measured with a Perkin Elmer DSC-7 (Perkin Elmer, Inc, Wellesley, Massachusetts, USA). First, virgin PP and samples were heated from 25 to 250°C for 10 min to eliminate all of the thermal history in the materials. Then, the samples were cooled to 25°C at a cooling rate (R) of 10°C/min to obtain their crystalline characteristics. Last, the samples were heated to 250°C at a heating rate of 10°C/min to obtain their melting characteristics. The temperature and heat capacity scales were calibrated from the melting scans of high-purity indium and zinc samples at the same heating rate. All measurements were carried out under the nitrogen atmosphere environment. The sample weight was in the range of 5–8 mg.
Results and discussion
Mechanical properties and dispersion of nanoparticles in PP matrix
CaCO3 nanoparticles were incorporated to PP homopolymer in order to achieve better S IC and reinforcement of the matrix. Figure 1 shows the effect of nCC, nCC-1Pa, and nCC-3Pa concentrations on the elastic modulus (E c) of PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa composites, respectively. It can be seen that when the weight fraction of nCC is less than 15%, that is, φ < 15 wt%, E c of all three composites increases with increasing φ and then decreases. There is a maximum value of E c at φ = 15%. The maximum E c value of PP/nCC composite was 793.8 MPa. In contrast, the maximum E c of PP/nCC-1Pa and PP/nCC-3Pa composites were 835.8 and 865.3 MPa, about 31 and 36% higher than that of the virgin PP, respectively. According to the trend of the E c variation, the PP/nCC-3Pa composite increased more obviously than PP/nCC composite. The large increase in E c suggests an efficient stress transfer from polymer matrix to inorganic fillers. A significant increase in the E c was observed for 15 wt% nCC; and beyond 15% nCC, the values started to decrease. The decrease was related to the weak bond strength, adhesion, or lower molecular interaction caused by the higher content of the filler (nCC) in the PP matrix structure. 23 Usually, nCC increased the stiffness and E c. Although nCC increased the bond strength, and the molecular interaction decreased because of excessive stress, there was shrinkage between the filler and PP. However, in this study, the addition of more than 15% nCC to PP reduced the modulus. The addition of more than 15% nCC not only increased stress but also increased microcracks and provided weak adhesion between the filler and matrix. Especially when the filler content was greater than 15%, the modulus decreased.
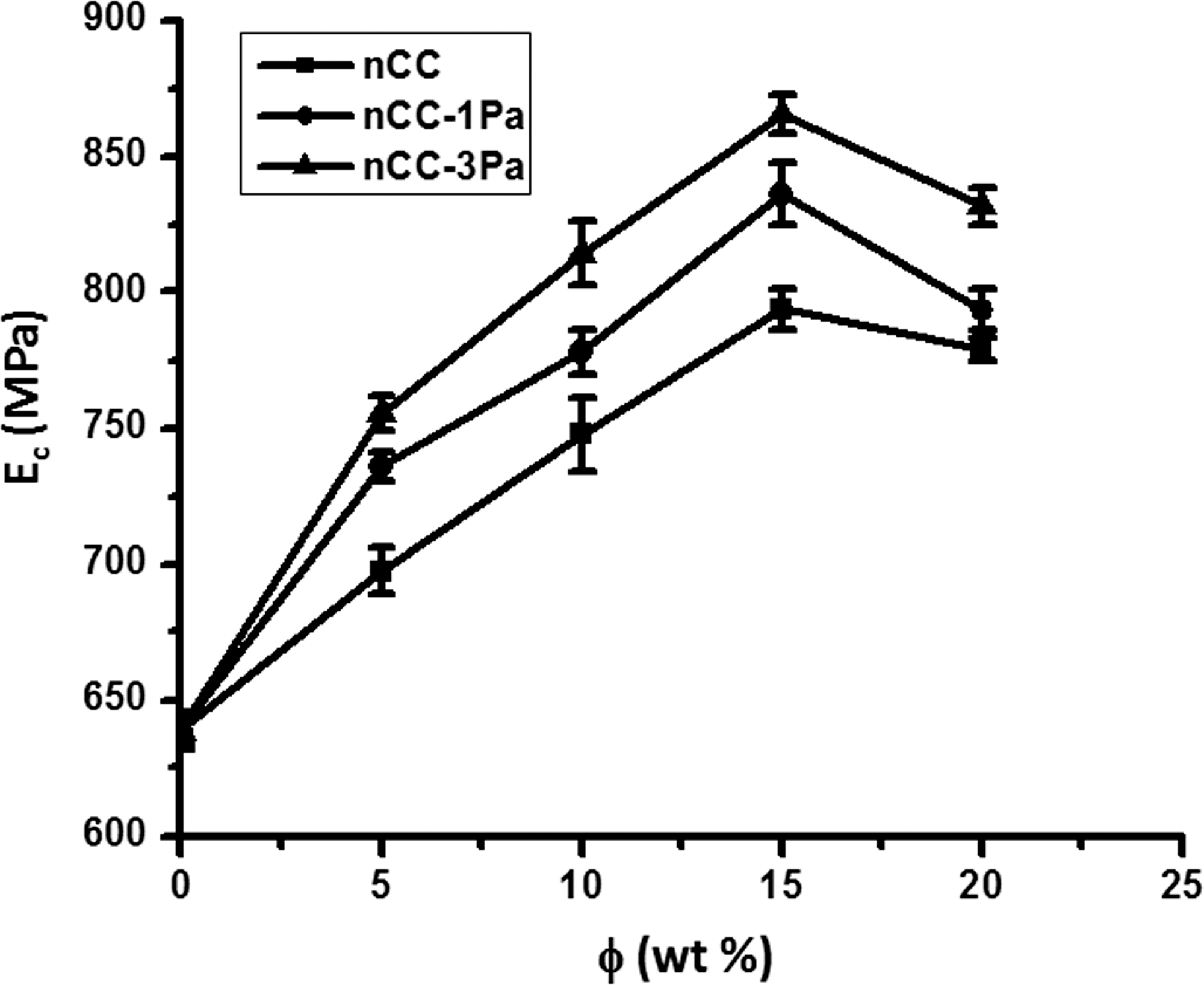
Effects of the filler content (φ, wt%) on the elastic modulus (E c) of PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa composites. PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
S IC is an important characteristic for impact toughness of materials. Figure 2 shows the relationship between the S IC and the content of nCC. It can also be observed from Figure 2 that when φ < 15%, S IC for all three composites increases with increasing φ and then decreases. There is a maximum of S IC at φ = 15%. The results show that the impact toughness of PP can be improved to some extent when PP is filled with suitable concentration of nCC. This peak phenomenon of the curve of S IC versus φ can be explained as follows: the nCC fillers will act as inclusions that produce stress concentration and will cause matrix yielding and plastic deformation, which will absorb part of the impact energy and result in enhancing impact toughness correspondingly. With further increasing concentration of nCC, the S IC of PP/nCC composites decreased. This is attributed to the poor compatibility between PP and nCC. The nCC particles had polar, hydrophilic surfaces and high surface free energy, which was incompatible with nonpolar, hydrophobic, and low free energy PP; thus, they could not be wetted by the molten matrix. The addition of unmodified nCC in the PP matrix induced lost of stress concentrators, which led to negative effects on the mechanical properties. Thus, the S IC of PP/nCC composites decreased. In order to improve the dispersion of the filler in the polymeric matrix and increase in the interfacial adhesion between filler and matrix, Pa is introduced to modify PP/nCC composites. After PP/nCC composites are modified with Pa, the impact properties are better than those of PP/nCC composites and virgin PP, and increase with the increase in Pa content. The maximum S IC of PP/nCC-1Pa and PP/nCC-3Pa composites were 13.8 and 15.6 kJ/m2 and about 221 and 263% higher than that of the virgin PP, respectively. As stated above, Pa improved the compatibility of PP matrix and nCC. At the same time, nCC reacted with Pa to form calcium pimelate. It is believed that Pa can cover or pack nanoparticles, therefore reduce the surface energy of nanoparticles and improve the dispersion of nCC in PP. On the other hand, as a reactive polar small molecule, Pa is prone to diffuse into the agglomerates of nanoparticles and prevents them from agglomerating. With the action of high temperature and shear stress during the process, Pa can homopolymerize or graft to PP, consequently improving the interfacial action between the nanoparticles and the matrix and raising the impact properties of the composites.
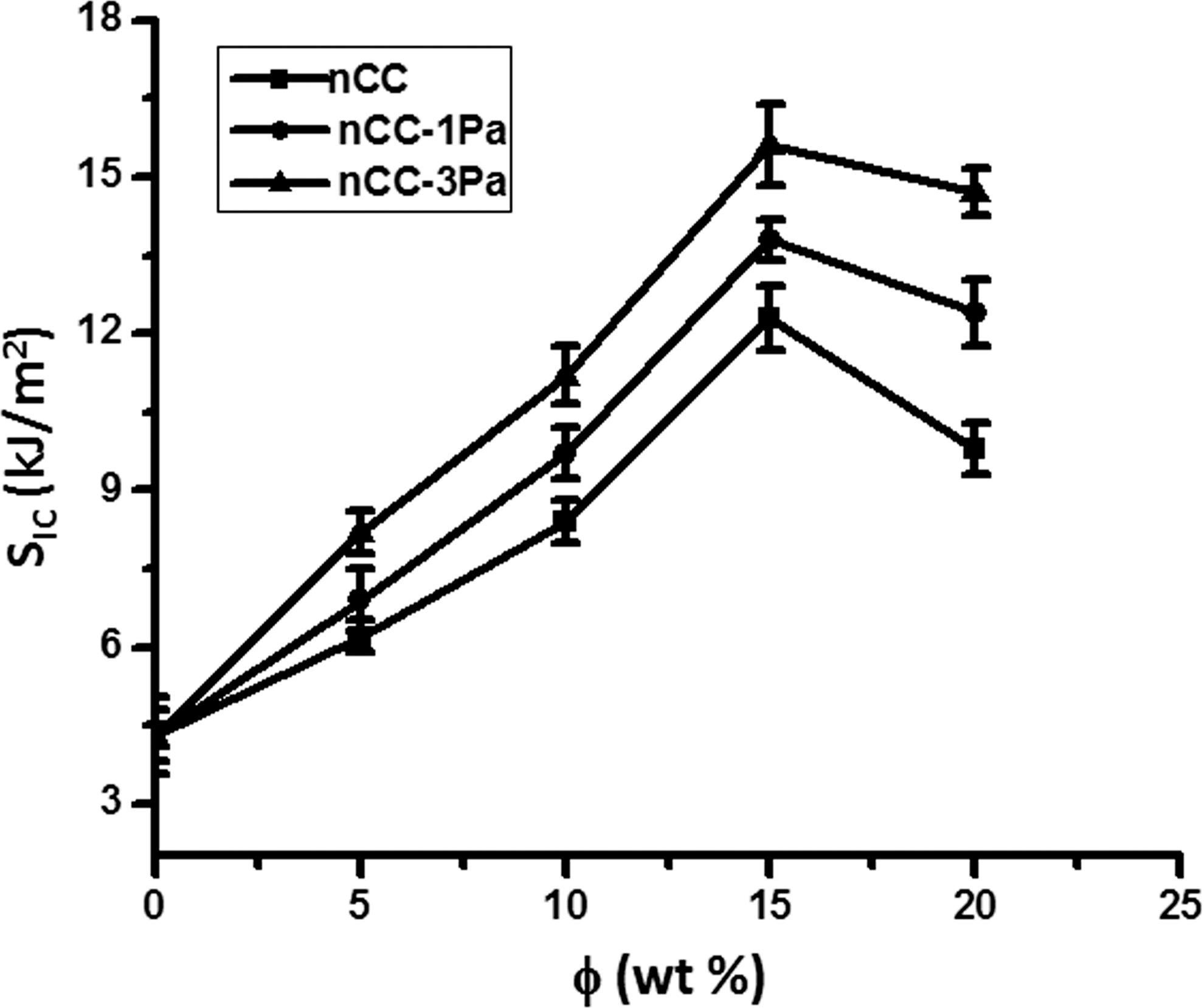
Effects of the filler content on the impact strength (S IC) of PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa composites. PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
Figure 3 illustrates the correlation between the tensile yield stress (σyc) and the content of nCC of the three nanocomposites. It can be seen that when φ < 5%, the σyc of all three composites increases slightly with increasing φ. For φ > 5%, σyc decreases gently, but PP/nCC-3Pa and PP/nCC-1Pa were higher than that of PP/nCC. The maximum appears at φ = 5%. It means that the σyc of PP can be enhanced to some extent, when PP is filled with suitable content of nCC. The decrease in the σyc of the obtained composite at higher filler content (φ > 5%) was attributed to the agglomeration of the nCC particle’s weak interfacial adhesion that existed between the PP matrix and the nanoparticles, and hence the load-bearing capacity of cross-sectional area of composites decreased, and only a small amount of stress could be transferred from the matrix to inorganic particles; hence, the tensile stress showed decrement in the magnitude; in this case, agglomerated particles easily debonded from the matrix and could not bear any fraction of external load ultimately decreasing the tensile stress. These results are consistent with the results of the research study carried out by by Li et al. 24 In contrast, outstanding effectiveness of nCC-Pa increasing the Tensile strength (TS) of PP composites was demonstrated. As the concentration of the filler increased in the composites filled with nCC-Pa, the TS was first remarkably increased and then decreased. When the concentration of the filler was 5 wt%, the maximum TS found was 36.1 MPa for nCC-1Pa and 36.4 MPa for nCC-3Pa, which was 2 and 3% higher than that of the unmodified composite, respectively. Altogether, the mechanical properties of the three composites were as follows: PP/nCC-3Pa > PP/nCC-1Pa > PP/nCC, a composite with good mechanical properties could be achieved when the filler loading was 15 wt%.
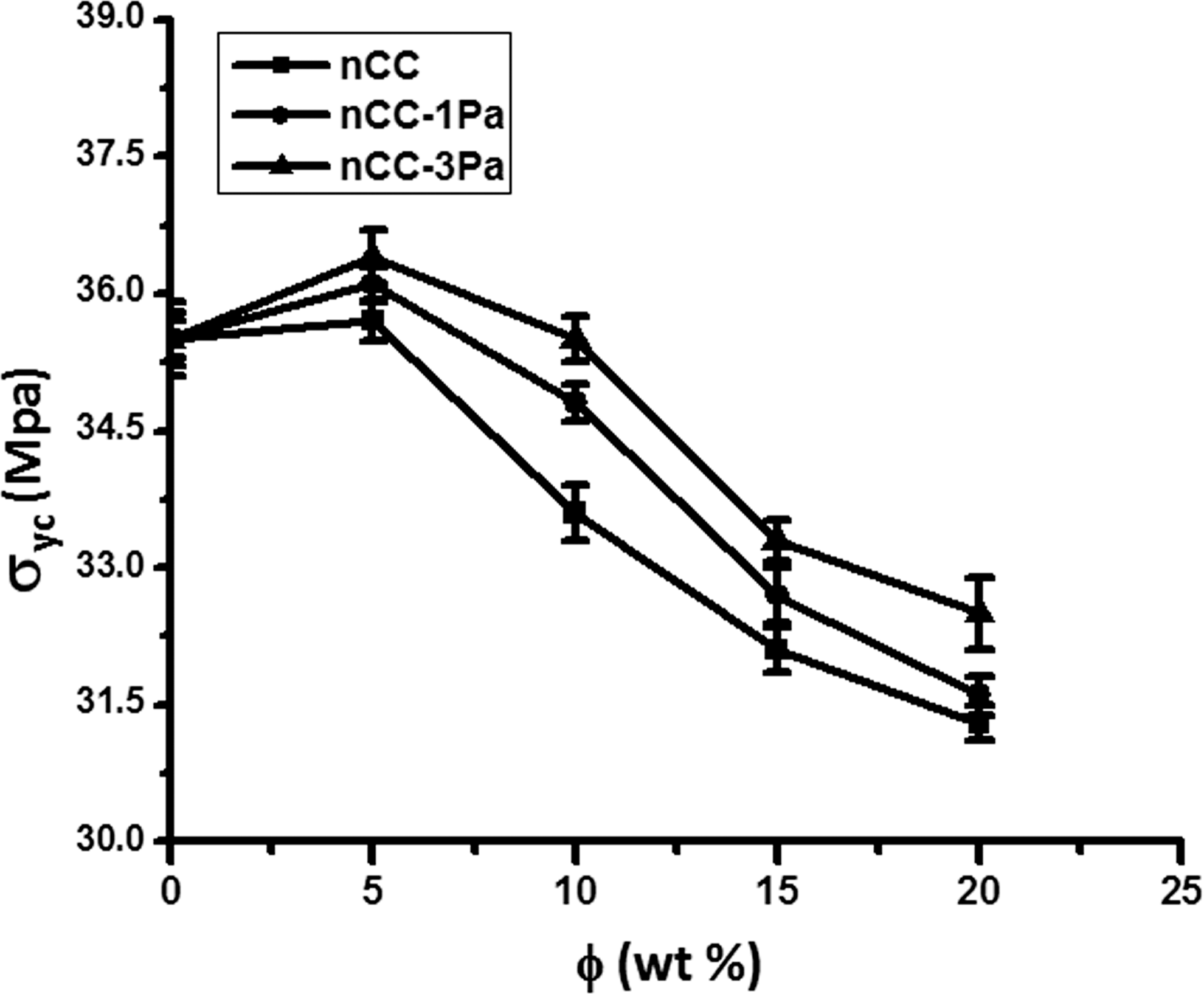
Effects of the filler content on the tensile yield stress (σyc) of PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa composites. PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
Figure 4(a) to (c) presents SEM micrographs of the impact-fracture surface of PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa nanocomposites, respectively, with 10 wt% filler. The particles of nCC in Figure 4(a) were dispersed in the matrix of PP irregularly, and some big aggregates were exposed on the fracture surface, with a particle size greater than 3 μm. By observing these aggregations, we found that they were formed of many primary particles. The PP/nCC sample had a large particle size of 3–4 μm. From an analysis of the mechanical properties, we determined that this composite exhibited impact energy only slightly higher than that of virgin PP and much lower than that of the PP/nCC-3Pa composites. Figure 4(b) and (c) presents photographs of the impact fracture surface of PP/nCC-1Pa and PP/nCC-3Pa composites. In PP/nCC-1Pa, there were no aggregates and the average particle size was smaller than that of nCC. When the amount of the Pa covering the nCC particles increased, the dispersion of the nCC-3Pa particles in the PP matrix became more uniform, as Figure 4(c) demonstrates. Most nCC-3Pa particles were under 80 nm, and the combination of nCC-3Pa particles with the PP matrix was very close; this was the main reason for the high toughness.
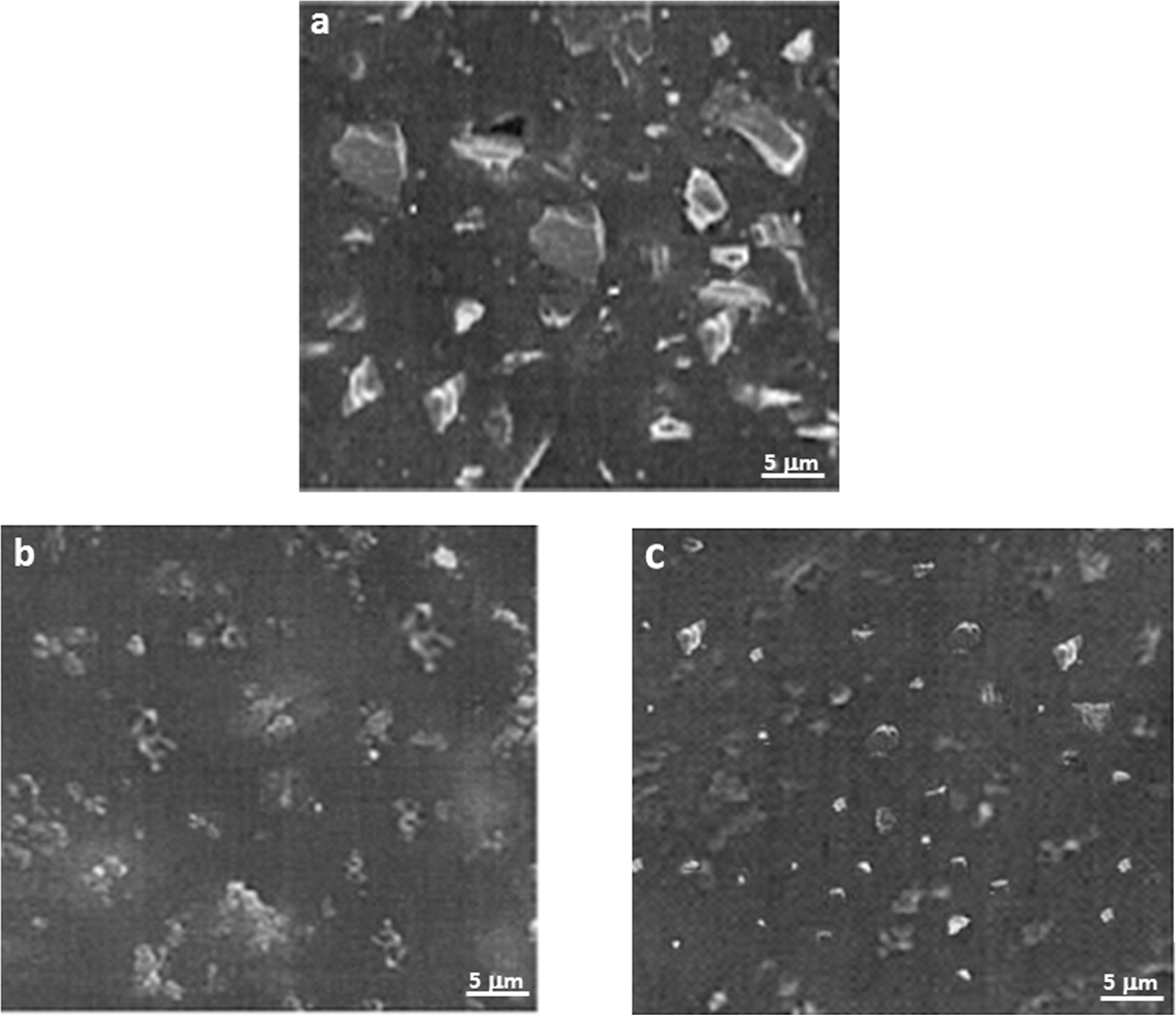
Scanning electron micrographs of composites (10 wt% filler): (a) PP/nCC, (b) PP/nCC-1Pa, and (c) PP/nCC-3Pa. PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
Melting and crystallization behavior of PP and its nanocomposites
Figure 5 shows the nonisothermal crystallization curves of PP and PP/10 wt% nCC (nCC10), PP/nCC10-1Pa (nCC10-1Pa), and PP/nCC10-3Pa (nCC10-3Pa) composites at the cooling rate of 10°C/min. From these curves, it can be seen that the addition of nCC10, nCC10-1Pa, and nCC10-3Pa fillers significantly change the crystallization behavior of PP. It is found that the crystallization peak of the specimens shifts to a high temperature, and the movement of nCC10-3Pa was the most obvious. Table 1 represents the differential scanning calorimetry (DSC) data for nonisothermal crystallization and melting. T oc, T pc, T mp, ▵H m, ▵T, and X c are the onset crystallization temperature, peak crystallization temperature, melting peak temperature, melting enthalpy, crystallization ratio, and value of crystallinity, respectively. The onset crystallization temperatures (T oc) and the peak crystallization temperatures (T pc) of PP and its nanocomposites against several cooling rates (5, 10, 15, and 20°C) are shown in Figure 6(a) and (b). It can be seen that the addition of nCC10-1Pa and nCC10-3Pa fillers increases the T pc to about 4–9°C higher than that of PP at different cooling rates, indicating that fillers can act as nucleating agent of PP. Many other nanopaticles were also found to have nucleation effect for PP crystallization. 16,25 However, nCC10 induced only a slight increase in the crystallization temperature (T pc) in the range of 1–3°C at different cooling rates.
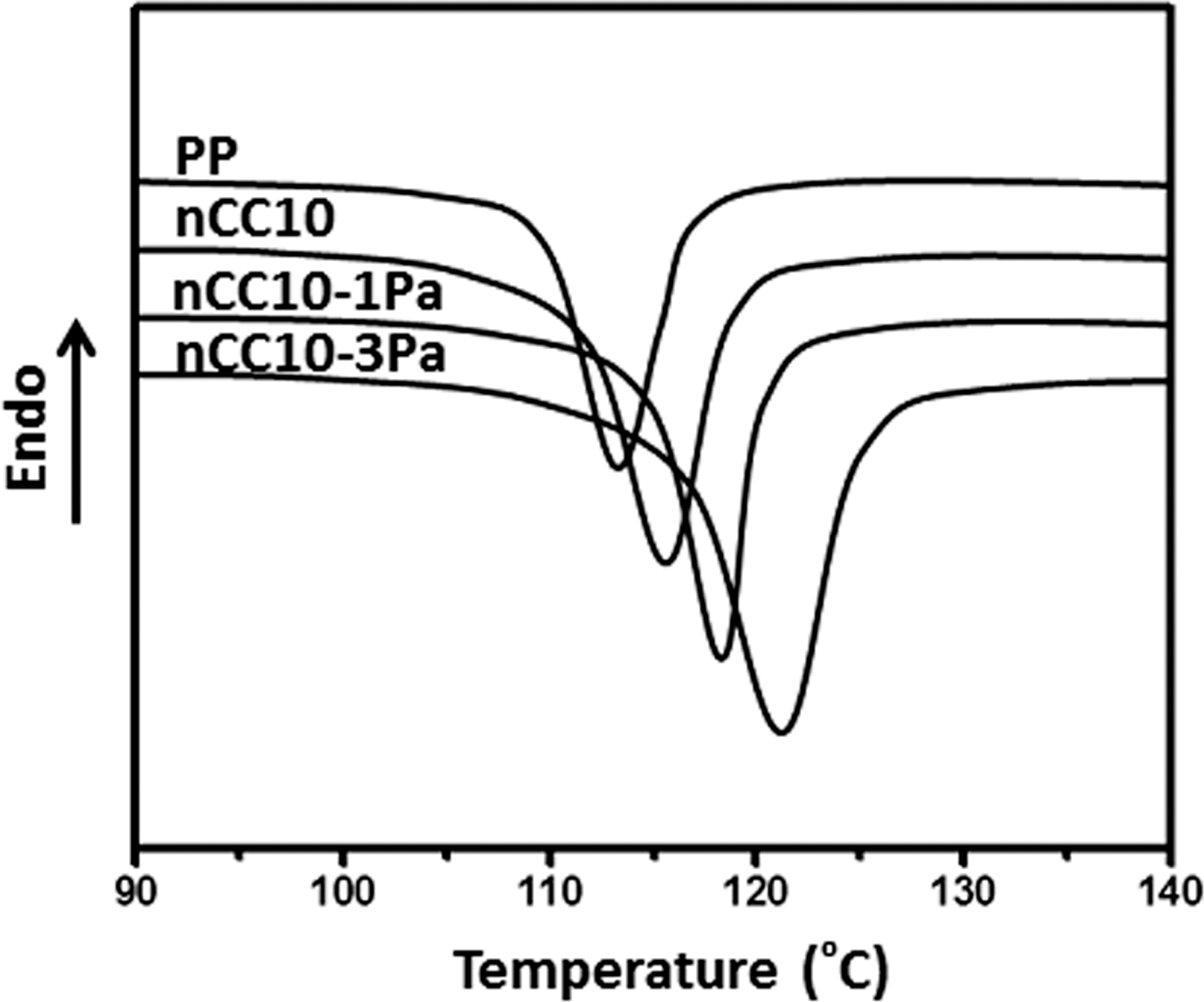
DSC crystallization curves of virgin PP, PP/10 wt% nCC (nCC10), nCC10-1Pa, and nCC10-3Pa composites. DSC: differential scanning calorimetry; PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
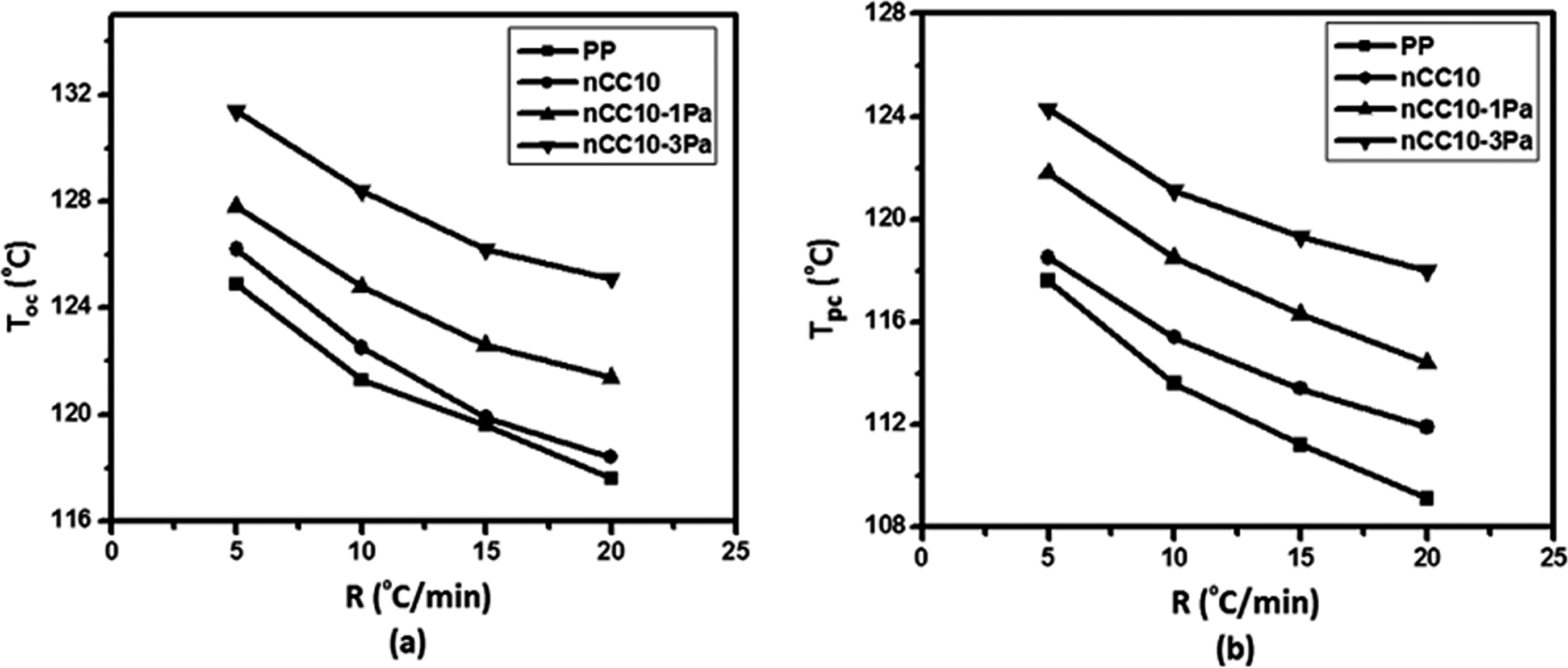
(a) The onset crystallization temperatures (T oc) and (b) the peak crystallization temperatures (T pc) of virgin PP, nCC10, nCC10-1Pa, and nCC10-3Pa composites. PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
DSC crystalline parameters of virgin PP and composites.
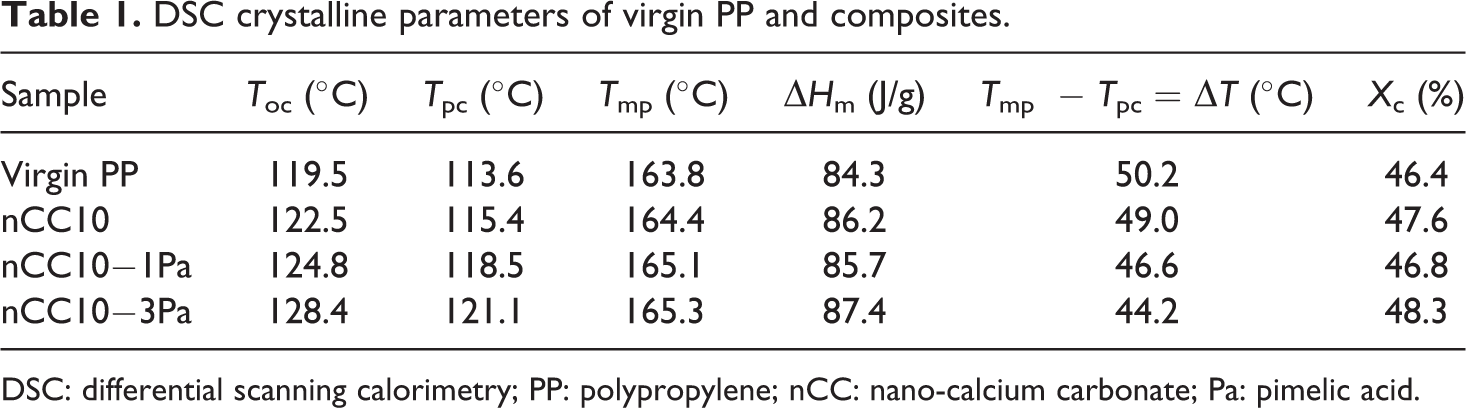
DSC: differential scanning calorimetry; PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
After the process of crystallization, the samples were reheated. The DSC heating curves of PP and nanocomposites are displayed in Figure 7. It indicates that there are nearly no changes in the shape of curves for virgin PP and nanocomposites. Both virgin PP and nanocomposites seem to have the same value of melting temperature (T
mp). These values are listed in Table 1. On the basis of the area of heating curves in Figure 7, the degrees of crystallinity X
c for virgin PP and its nanocomposites can be calculated by the following equation
26
DSC melt curves of virgin PP, nCC10, nCC10-1Pa, and nCC10-3Pa composites. DSC: differential scanning calorimetry; PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.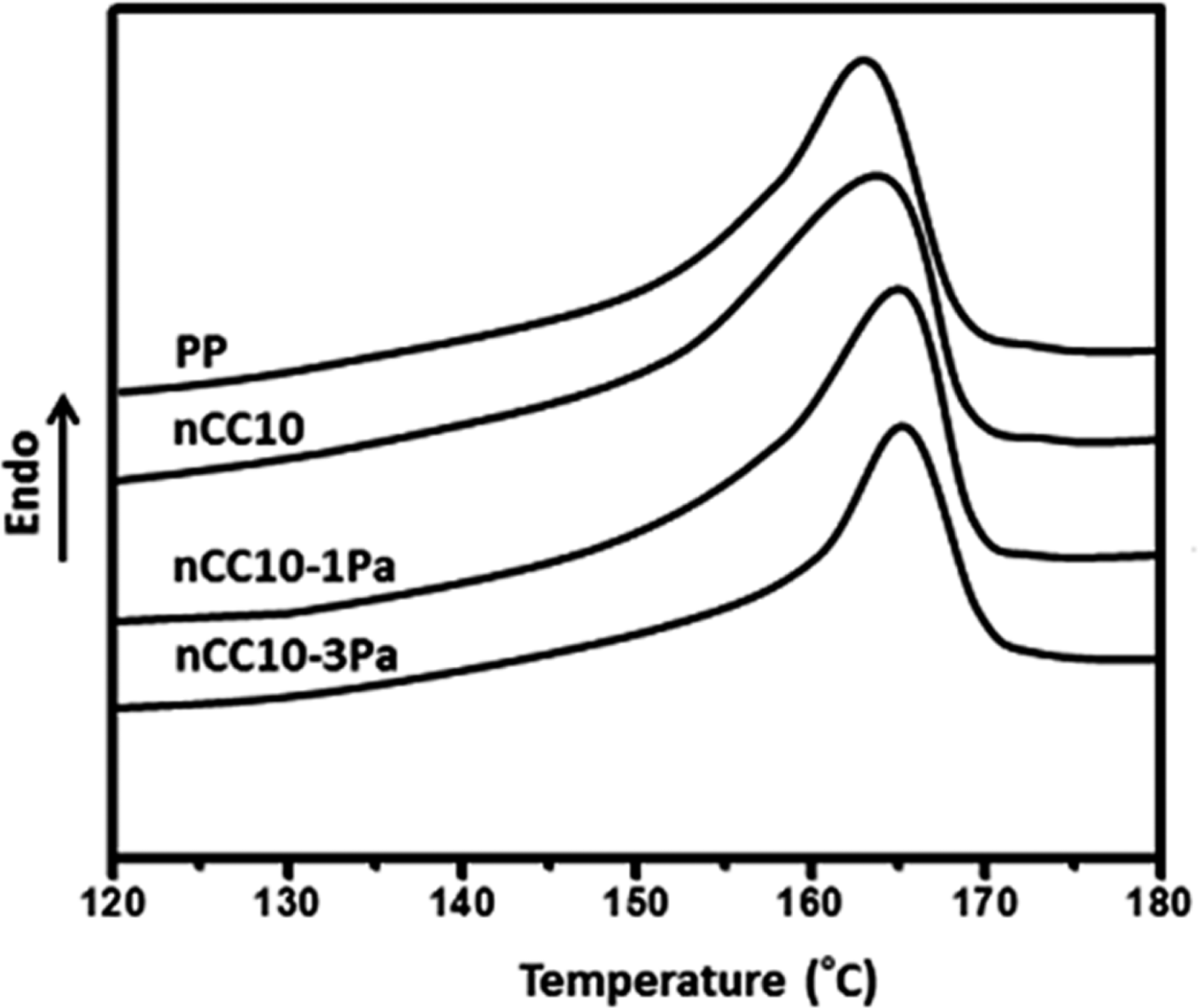

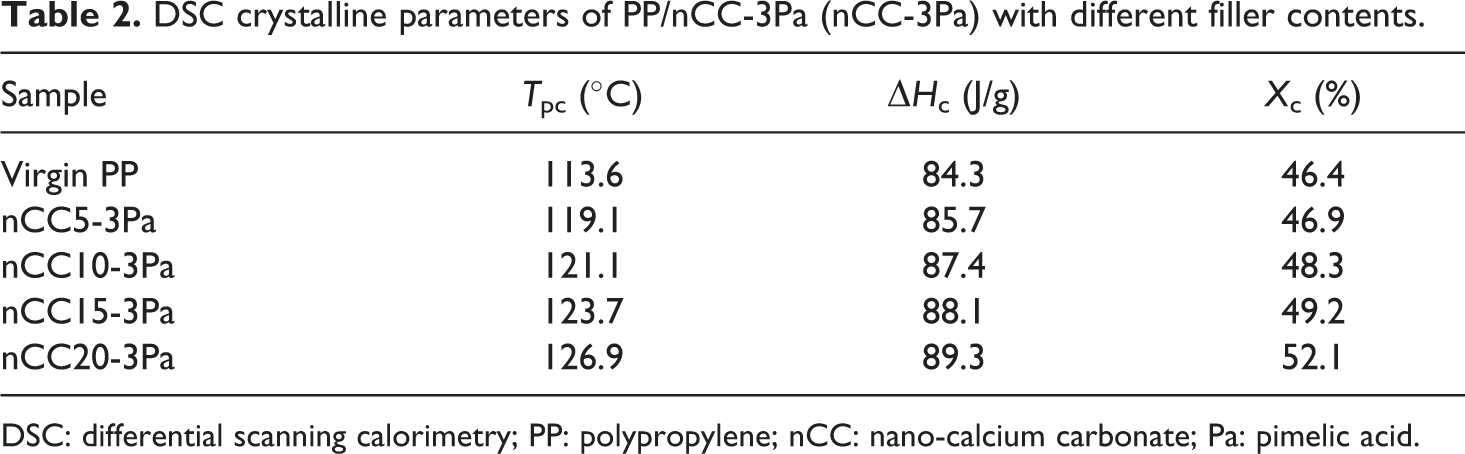
Figure 8 shows the DSC nonisothermal crystallization curves of nCC-3Pa with different filler contents. These curves imply that the crystallization temperature increased with increasing concentration of nCC-3Pa. DSC crystalline parameters of nCC10-3Pa with different filler contents are listed in Table 2. The data demonstrate that the concentration of the nCC10-3Pa fillers had some influence on PP crystallites; the crystallization temperature increased by 5.5, 7.5, 10.1, and 13.3°C when the filler concentration was 5, 10, 15, and 20 wt%, respectively. Additionally, the degree of crystallinity of PP was increased by the addition of the nCC-3Pa filler. The minimum X c value of nCC20-3Pa was achieved with a loading of 20 wt%; it was 52.1%. From the DSC data, we concluded that the presence of nCC10-1Pa and nCC10-3Pa markedly influenced the crystallization behavior of PP after the surface treatment of nCC particles with Pa, the nucleating ability of PP was improved by the addition of the fillers.
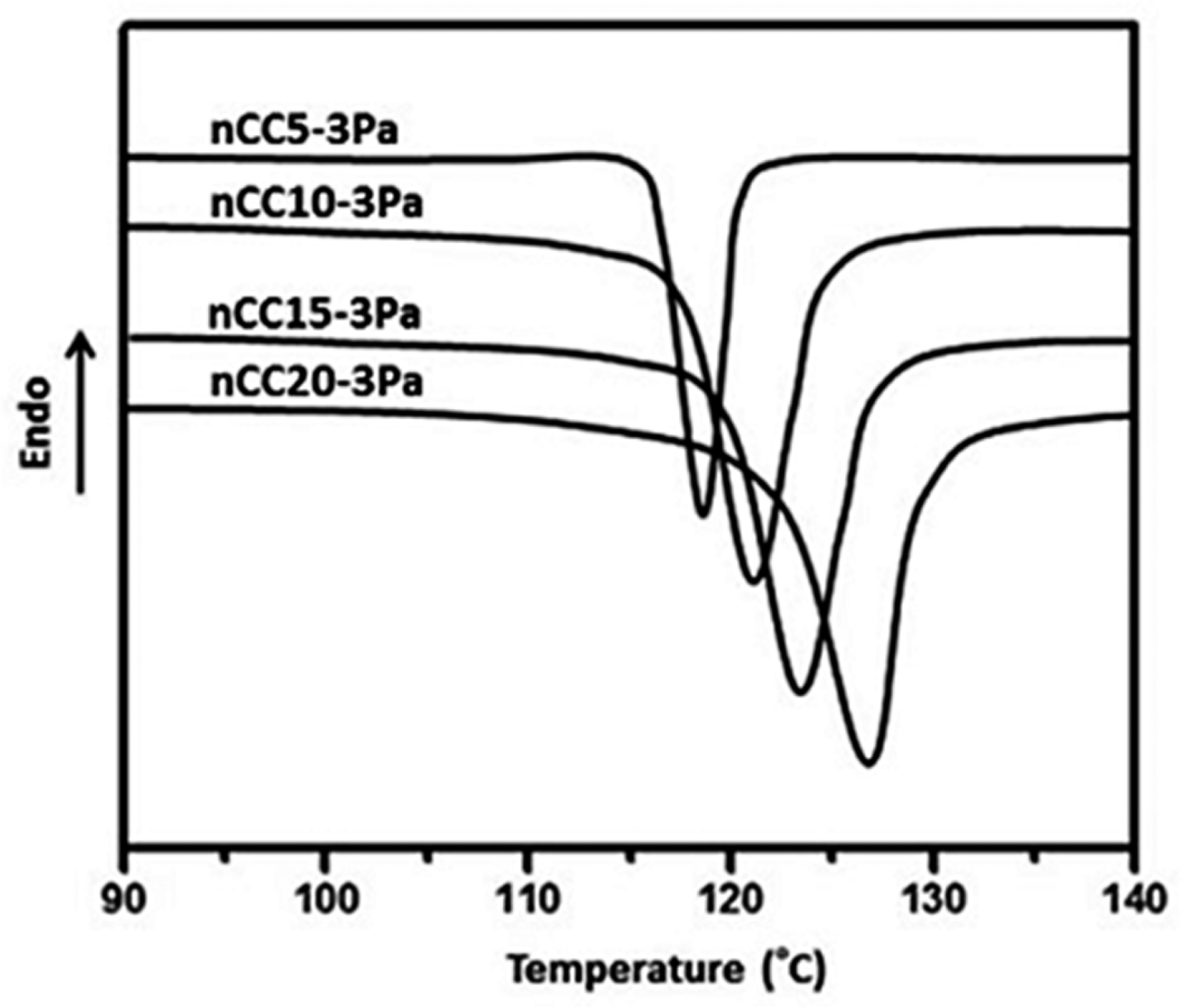
DSC crystalline curves of PP/nCC-3Pa with different filler contents: (1) 5, (2) 10, (3) 15, and (4) 20 wt%. DSC: differential scanning calorimetry; PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
DSC crystalline parameters of PP/nCC-3Pa (nCC-3Pa) with different filler contents.
DSC: differential scanning calorimetry; PP: polypropylene; nCC: nano-calcium carbonate; Pa: pimelic acid.
Conclusions
From the above discussion, we can gain the following conclusions:
In this work, PP/nCC, PP/nCC-1Pa, and PP/nCC-3Pa nanocomposites were prepared by melt blending. The E c and Izod S IC of the PP/nCC composites were obviously increased as the nCC content increased, but the σyc first slightly increased and then decreased as the nCC content increased.
When φ < 15%, the E c and S IC of the notched specimens enhance with increasing φ, then drops down gently. The maximum E c and S IC occurs at φ = 15% in the range from 0 to 20%. In addition, modification with Pa further increased the E c and S IC of the composites.
When φ < 5%, the σyc increases with addition of φ and then decreases gradually. It appears that the maximum σyc occurs at φ = 5% in the range from 0 to 20%.
Unlike untreated nCC, SEM micrographs show a uniform size distribution for nCC-Pa, which dispersed well in PP. After surface modification by the Pa, the adhesion between the filler particles and PP matrix was enhanced and the aggregation could be avoided.
DSC measurements show that, in comparison with virgin PP and PP/nCC, the addition of the nCC-Pa fillers led to a higher crystallization temperature, and nucleation and crystallization improved at the same time.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.