
Abstract
The mechanical properties, morphology, thermal stability and flammability of thermoplastic polyurethane/polypropylene-graft-maleic anhydride/wollastonite composites (TPU/PP-g-MA/wollastonite) were investigated. TPU was melt mixed with two loadings of PP-g-MA (5 and 10 phr) and subsequently with 5 phr PP-g-MA and four loadings (10, 20, 30 and 40 phr) of wollastonite mesh size 2000 microparticles on a twin screw extruder. The extrudates were pelletized and then molded into test specimens by injection- and compression-molding. The stiffness and thermal stability of the TPU were found to be improved as a result of the incorporation of PP-g-MA and wollastonite, although the extent of such depended upon and varied with the processing technique. The injection-molded specimens exhibited a higher tensile strength and elongation at break, and a lower Young’s modulus, than the compression-molded specimens of the same composition. The limiting oxygen index values were slightly increased by the presence of wollastonite in the composites. Moreover, the morphologies of the injection- and compression-molded samples observed by scanning electron microscopy showed the orientation and nonorientation of the wollastonite microparticles, respectively.
Keywords
Introduction
Recently, considerable interest has been paid to polymer blends and polymer composites in both the industrial and academic sectors. It is well established that the formation of multicomponent composite system can be very useful for improving the properties, processability and cost of polymeric materials by varying the type and amount of each component. 1–3 Thermoplastic polyurethane (TPU) is one of the most important elastomeric materials, with diverse applications. TPU is a block copolymer with alternating soft and hard segments forming a two-phase microstructure. The soft segment is composed of either polyether or polyester, whereas the hard segment consists of an aromatic diisocyanate extended with a short-chain diol. The soft segment provides extensibility and the hard segment acts as a physical cross-link. 4–6 Due to the fact that the properties of TPU extend from a high-performance elastomer to a tough thermoplastic, it is widely used in industrial and consumer products, particularly in automotives, in the fields of heavy pressure and load, conveyor belts, protective coating, etc. 7,8 It is a material that can replace poly(vinyl chloride) (PVC) in some applications for improved environmental protection. Various polymers and inorganic mineral fillers have been blended with TPU in order to improve its physical properties and thermal stability for technological, economical and environmental reasons, as discussed elsewhere. 2,4,5,9,10 Blends of TPU and polypropylene (PP) are thermodynamically immiscible, due to the difference in the polarities and high interfacial tension between them, providing a positive enthalpy change of mixing. 9 The resulting multiphase morphology often leads to poor mechanical and thermal properties of the blends. 11–13 In this study, a functionalized PP, PP-graft-maleic anhydride (PP-g-MA) was melt blended with TPU at two relatively low loading levels (5 and 10 phr). The reactive functional groups on PP molecules can react with the urethane linkages in TPU molecules via hydrogen bonds during the melt blending process. 5 The addition of PP-g-MA instead of the PP homopolymer into TPU was expected to reduce the interfacial tension and enhance the adhesion between the two phases.
Inorganic mineral fillers are commonly added to polymer matrices in order to improve the physical properties, such as their stiffness, dimensional and thermal stability, and also to lower the final cost of the products. 14,15 Thus, the study of ternary blends has become increasingly important with the aim of producing new value-added polymeric materials.
Wollastonite is an industrial mineral filler comprising chemically calcium, silicon and oxygen. It is a very low-cost naturally occurring calcium silicate (CaSiO3 ) mineral with a Moh’s hardness of 4.5, a specific gravity of 2.9 and an aspect ratio of 10–20. It has been used as a reinforcing filler for thermoplastics due to its acicular or needle-like crystal structure as shown in Figure 1. 16,17 Moreover, finer particle size grades of wollastonite can provide improved mechanical properties compared to other materials. 17 Thus, wollastonite microparticles of a mesh size of 2000 were used in this work as a filler at different proportions in 100/5 TPU/PP-g-MA at blends and the mechanical properties, morphology, thermal stability and flammability of the resulting TPU/PP-g-MA/wollastonite composites formed by injection or compression molding were comparatively investigated.
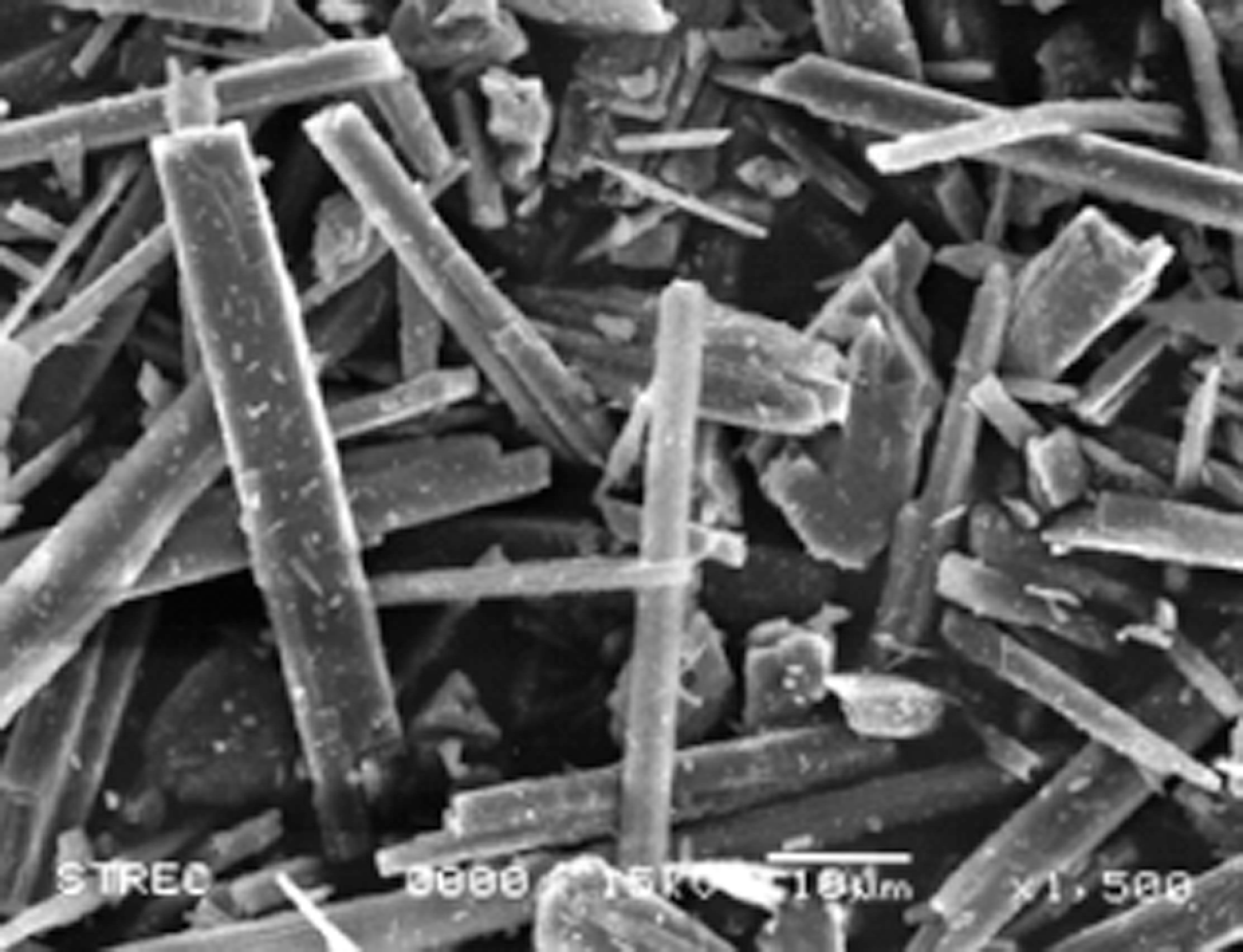
Representative scanning electron microscopy (SEM) micrograph of the needle-like morphology of the wollastonite (×1500 magnification).
Experimental
Materials
Commercial polyether-based TPU (Desmopan® 786 E; ρ = 1.15 g/cm3) and PP-g-MA (Fusabond 514D; ρ = 0.93 g/cm3) were kindly donated by the Chemical Innovation Company (Thailand). Wollastonite microparticles (XYNFW-XA; ρ = 2.9 g/cm3) was obtained from the Pacific Comma Trading Company (Thailand). All the materials were used as received without further purification.
Preparation of TPU/PP-g-MA blends and TPU/PP-g-MA/wollastonite composites
The 100/5 and 100/10 TPU/PP-g-MA blends were prepared by melt mixing of TPU with two loadings of PP-g-MA (5 and 10 phr) in a twin screw extruder (Thermo Prism) at a barrel temperature of 165–195°C and a screw speed of 50 rpm. The extrudates were pelletized, followed by injection and compression molding into tensile test specimens at a melt temperature of 190°C using a Toshiba Machine EC 130S (Japan) and Lab Tech Engineering Instrument (Thailand), respectively.
The TPU/PP-g-MA/wollastonite composites were also prepared by the melt mixing of TPU with 5 phr of PP-g-MA as above but with the incorporation of 1 of 4 loadings of wollastonite (10, 20, 30 and 40 phr or 3.6, 6.9, 10 and 13 vol%).
Characterization
The tensile test was carried out with dumbbell-shaped specimens on a universal testing machine (LR100K Lloyd Instrument, United Kingdom), according to the American Society for Testing and Materials (ASTM) D638 type IV method. The load cell capacity and crosshead speed were 1 kN and 50 mm/min, respectively. The tensile strength, elongation at break and Young’s modulus for each composition were determined using the average value from five specimens.
Dynamic mechanical analysis (DMA) measurements were performed on a dynamic mechanical thermal analyzer, Mettler Toledo DMA/SDTA 861 (Switzerland), under the shear mode at a constant frequency of 1 Hz. The temperature was increased at the rate of 3°C/min over the temperature range of −80°C to 100°C. The data of loss tangent (tan δ) were evaluated as a function of temperature in order to acquire the glass transition temperature (T g ) of the samples.
Thermogravimetric analysis (TGA) was performed to determine the thermal stability of the composites on a thermogravimetric analyzer (Mettler Toledo, TGA/SDTA 851e, Switzerland) under a nitrogen atmosphere at a heating rate of 20°C/min in the temperature range of 50–1000°C.
Scanning electron microscopy (SEM) was used to observe the morphology of wollastonite and fractured surfaces of the TPU/PP-g-MA blends and TPU/PP-g-MA/wollastonite composites. The blend and composite specimens were cryogenically fractured across the tensile specimens in liquid nitrogen and coated with a thin layer of gold under vacuum using a sputter coater and then scanned by a SEM, Jeol, JSM-5800LV (Japan) under an accelerated voltage of 15 kV.
The limiting oxygen index (LOI) was measured on a Stanton-Redcroft Oxygen Indexer (USA) according to the standard ‘oxygen index’ test ASTM D-2863-91, with a thin sheet (140 mm × 52 mm × 1.5 mm). The test was carried out under a controlled nitrogen–oxygen mixed atmosphere, where the gas mixture of nitrogen and oxygen was allowed to pass through the burning sample at a carefully controlled rate. The minimum oxygen concentration in nitrogen that was just sufficient to keep the sample burning was reported.
Results and discussion
Tensile and morphological properties
The tensile properties of the test specimens prepared by injection and compression molding were evaluated in terms of their tensile strength, elongation at break and Young’s modulus. The results are summarized in Table 1, where the addition of 5 phr or 10 phr of PP-g-MA to TPU lead to a dose-dependent decrease in the tensile strength and elongation at break but an increase in the Young’s modulus, as compared to the neat TPU. The reduction in the tensile strength and elongation at break and the increase in the Young’s modulus with increasing PP-g-MA contents are expected, since TPU is a soft elastomer and PP-g-MA is a rigid plastic. 5 Note that for each TPU/PP-g-MA blend composition, the sample prepared by injection molding exhibited higher tensile properties than the corresponding compression-molded sample. This effect is attributed to the orientation of polymer chains during the injection-molding process which is not the case for the compression-molding process. Orientation parallel to the machine direction or flow direction is thus expected to improve the tensile properties measured in this direction. Moreover, the distribution of PP-g-MA in the TPU matrix introduced by injection molding is better than those by compression molding. This notation is supported by the SEM analysis on the fractured surfaces of all TPU/PP-g-MA blends which have been fractured across the tensile specimens (Figure 2), where the PP-g-MA as a minor phase is well dispersed in the TPU matrix. However, large spherical particles of PP-g-MA and holes (formed by pulling out particles) were observed in the 100/10 TPU/PP-g-MA blend prepared by compression molding (Figure 2(d)); indicating that PP-g-MA aggregates may be formed. With the injection-molded samples, a smaller size and less pullout of PP-g-MA particles can be observed (Figures 2(a) and (b)). On the basis of these results, the blend of 100/5 TPU/PP-g-MA was chosen for preparing TPU-based composites with four loadings of wollastonite (10, 20, 30 and 40 phr). The effects of the two processing techniques on their tensile properties are also summarized in Table 1. The Young’s modulus markedly increased in a dose-dependent manner with increasing wollastonite loadings, while the tensile strength and elongation at break were decreased. This is a consequence of the high stiffness of the wollastonite and the strong interaction between the polymer matrix and filler, which effectively restrains the mobility of the polymer chains. Thus, the addition of wollastonite may be beneficial for improving the dimensional stability of TPU/PP-g-MA blend. At a similar wollastonite loading, the composites prepared by injection molding exhibit a higher tensile strength and elongation at break but a lower Young’s modulus compared to those prepared by compression molding. The higher tensile strength and elongation at break may be attributed to the orientation of the wollastonite microparticles in the direction of flow during the injection molding process, whereas the nonoriented wollastonite microparticles (filler-network structure) formed in the compression-molded samples are able to interfere with the mobility or deformability of the polymer matrix to a greater extent, resulting in a higher Young’s modulus of the composites. Figure 3 shows the fractured surfaces of the composites with different loadings of wollastonite prepared by injection and compression molding which have been fractured across the tensile specimens. The white dots shown in Figure 3(a–d) are the ends of wollastonite microparticles, which aligned themselves parallel to the tensile specimens (perpendicular to the fractured surface) in the injection-molded samples. This is not the case for the compression-molded samples, where the wollastonite microparticles are nonoriented (Figure 3(e–h)).
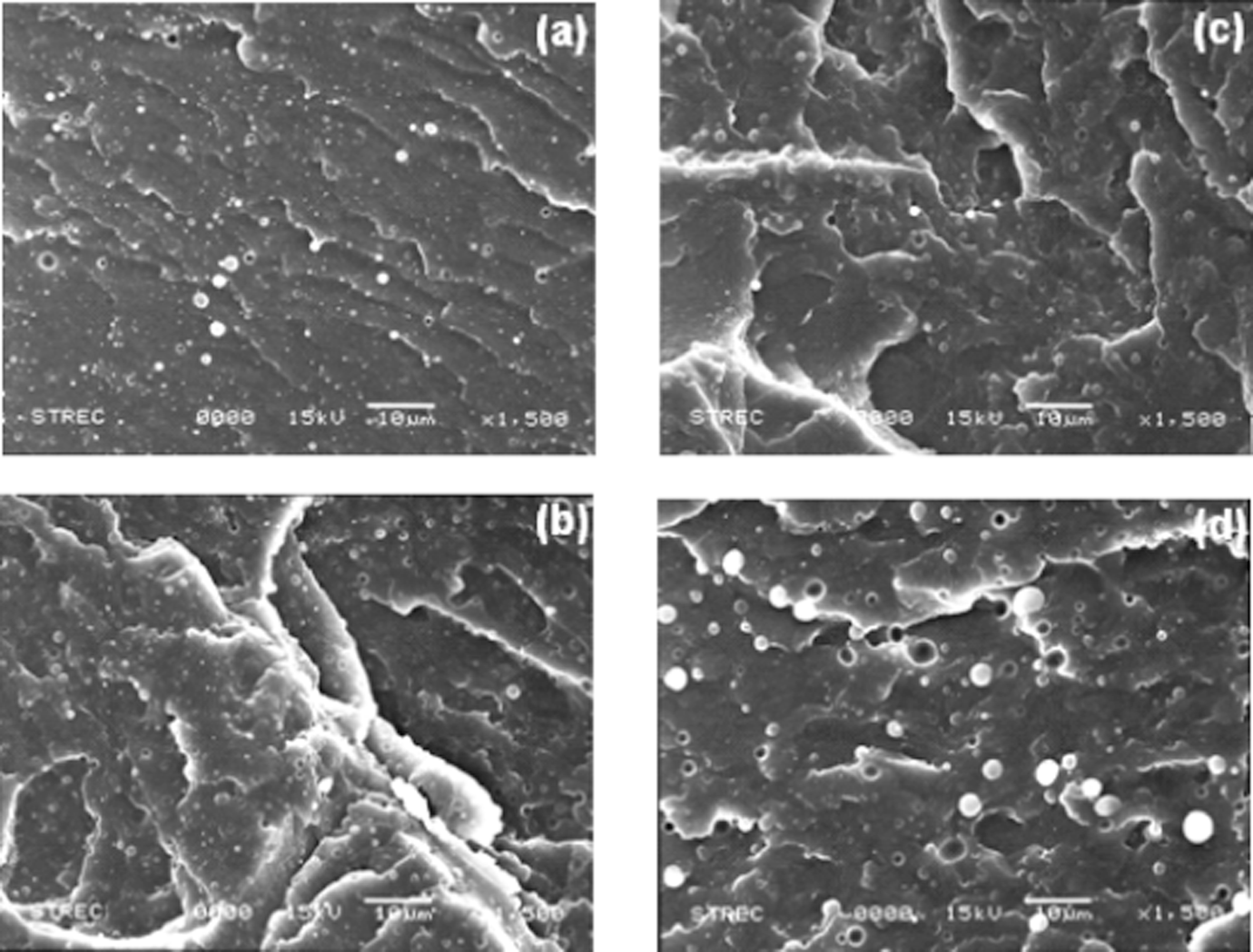
Representative scanning electron microscopy (SEM) micrographs viewed perpendicular to the tensile direction (×1500 magnification) of (a, b) injection-molded or (c, d) compression-molded specimens of (a, c) 100/5 and (b, d) 100/10 thermoplastic polyurethane/polypropylene-graft-maleic anhydride (TPU/PP-g-MA) blends.
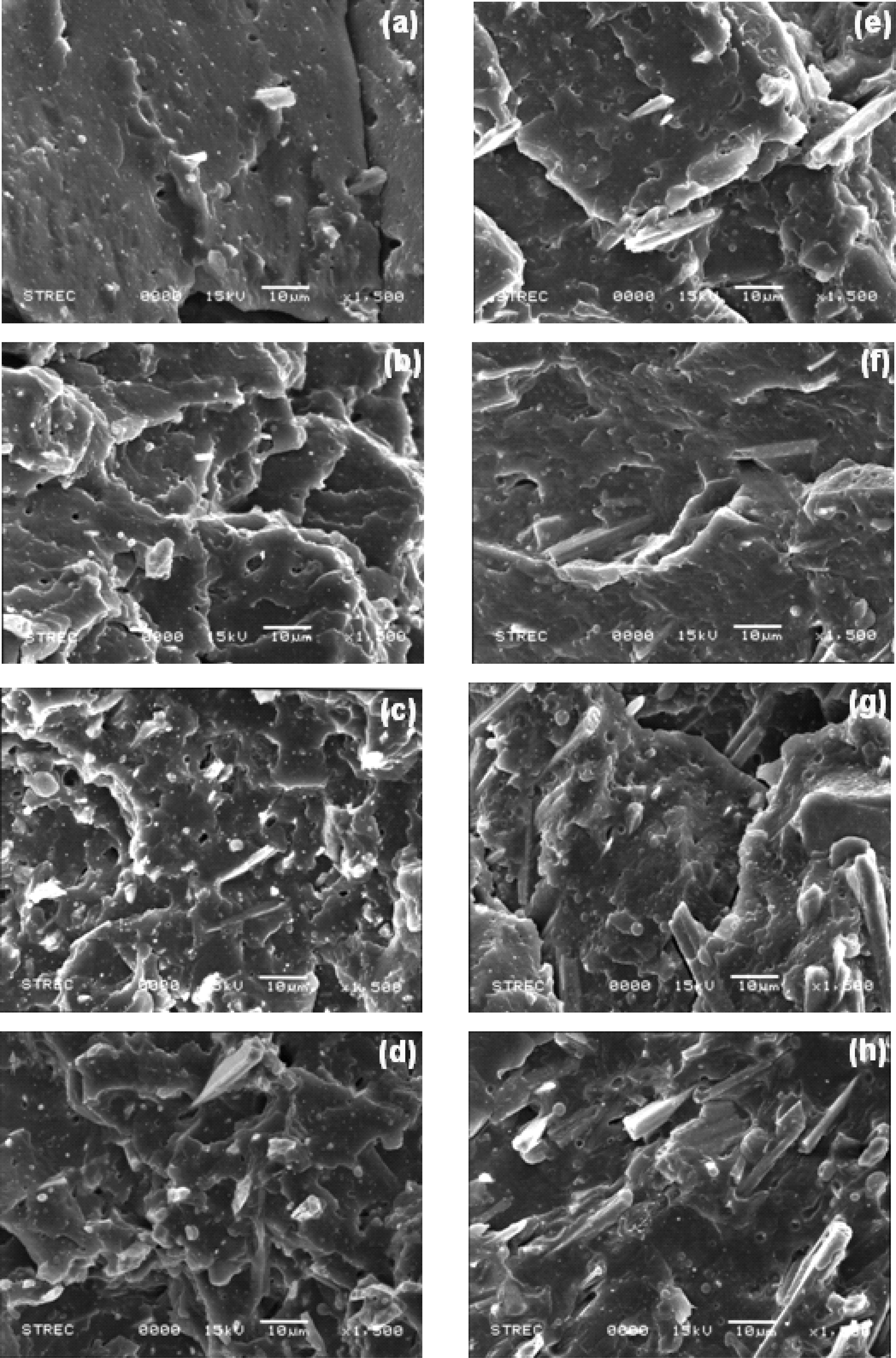
Representative scanning electron microscopy (SEM) micrographs viewed perpendicular to the tensile direction (×1500 magnification) of thermoplastic polyurethane/polypropylene-graft-maleic anhydride (TPU/PP-g-MA)/wollastonite composites of (a, e) 100/5/10, (b, f) 100/5/20, (c, g) 100/5/30 and (d, h) 100/5/40 after (a–d) injection molding or (e–h) compression molding.
Tensile results of the TPU, TPU/PP-g-MA blends and TPU/PP-g-MA/wollastonite composites after injection and compression molding.
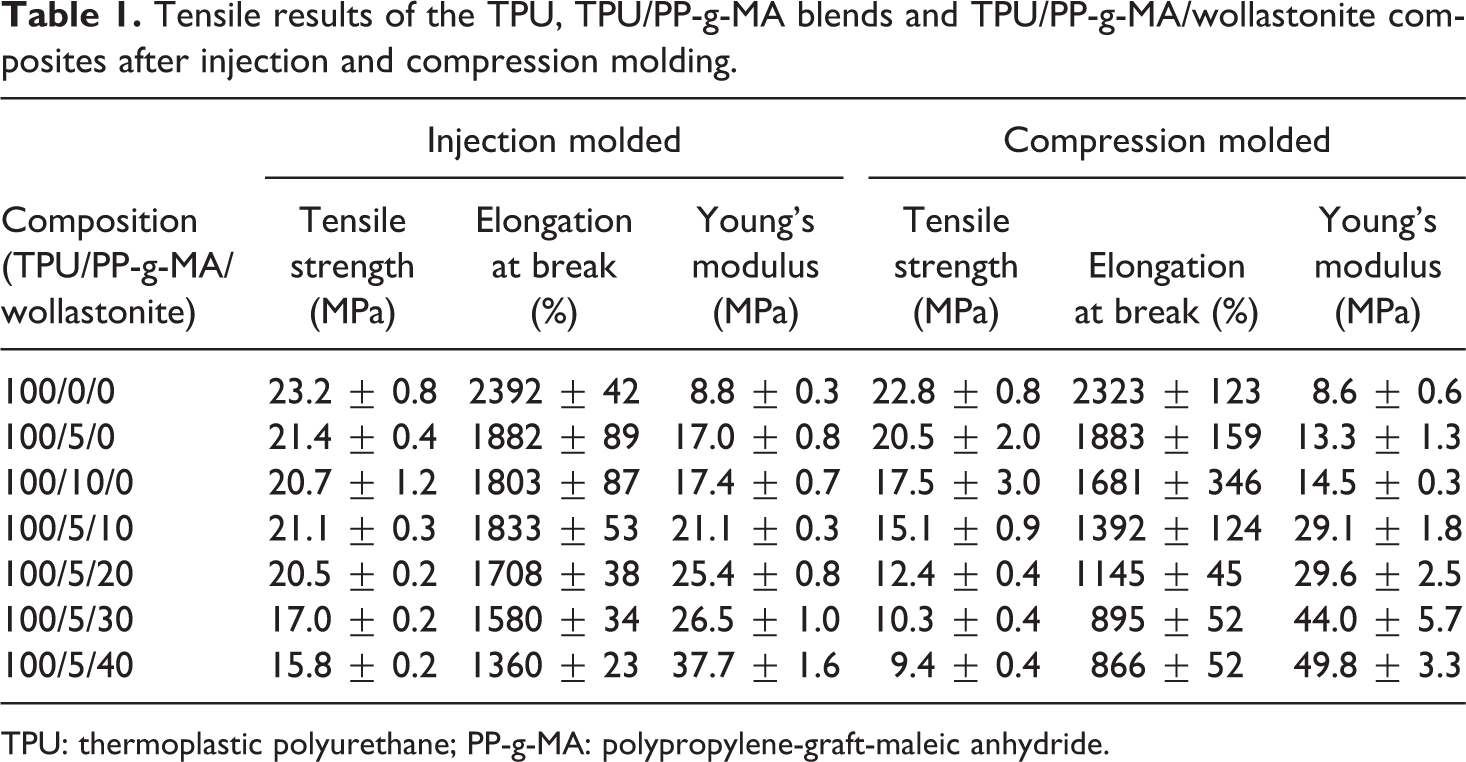
TPU: thermoplastic polyurethane; PP-g-MA: polypropylene-graft-maleic anhydride.
Dynamic mechanical analysis
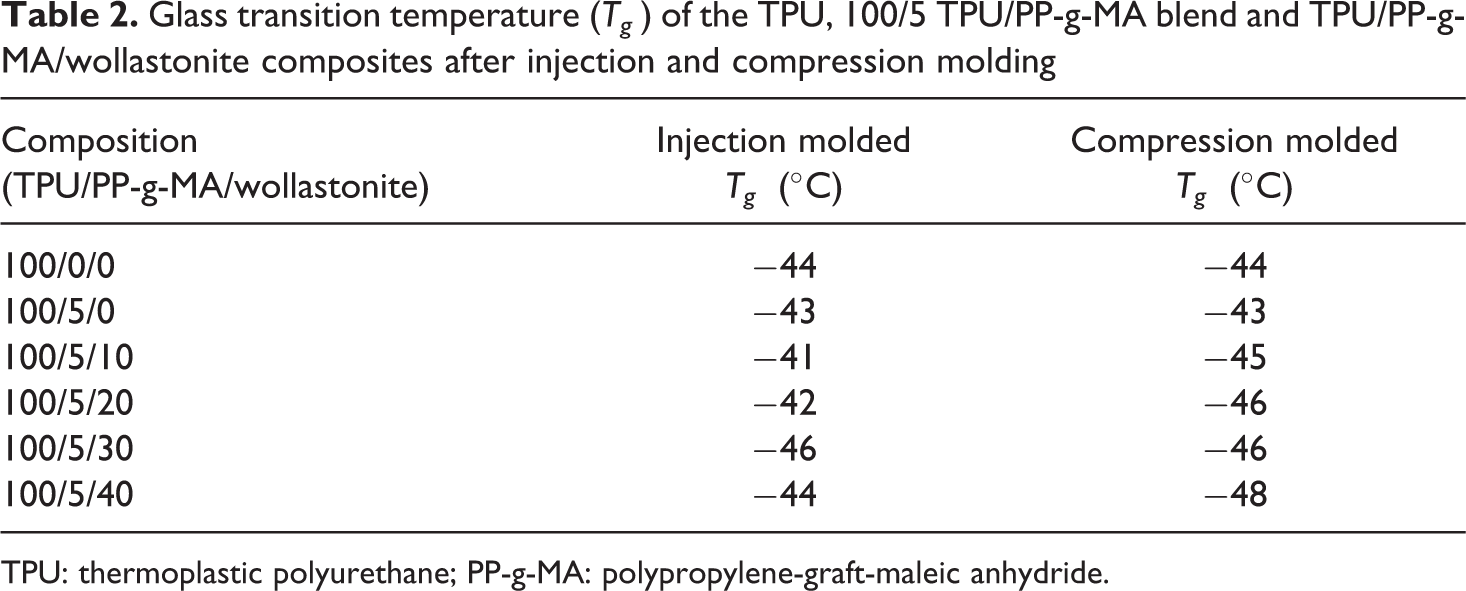
Figure 4 shows the tan δ curves as a function of temperature for the neat TPU, the 100/5 TPU/PP-g-MA blend and the various TPU/PP-g-MA/wollastonite composites prepared by injection and compression molding. The T g values obtained from the tan δ peaks are summarized in Table 2. It can be seen that the T g values of 100/5 TPU/PP-g-MA blend processed by injection and compression molding are similar to the neat TPU. A slight increase in the T g value was observed for the injection-molded composites with increasing wollastonite loadings up to 20 phr and then the T g values decreased with increases in the wollastonite loadings above 20 phr, due to the aggregation of wollastonite microparticles that decrease their orientation. However, a decrease in the T g of the compression-molded composites with increasing wollastonite loading was observed, which is due to the nonoriented filler particles that increased the free volume of the polymer matrix.
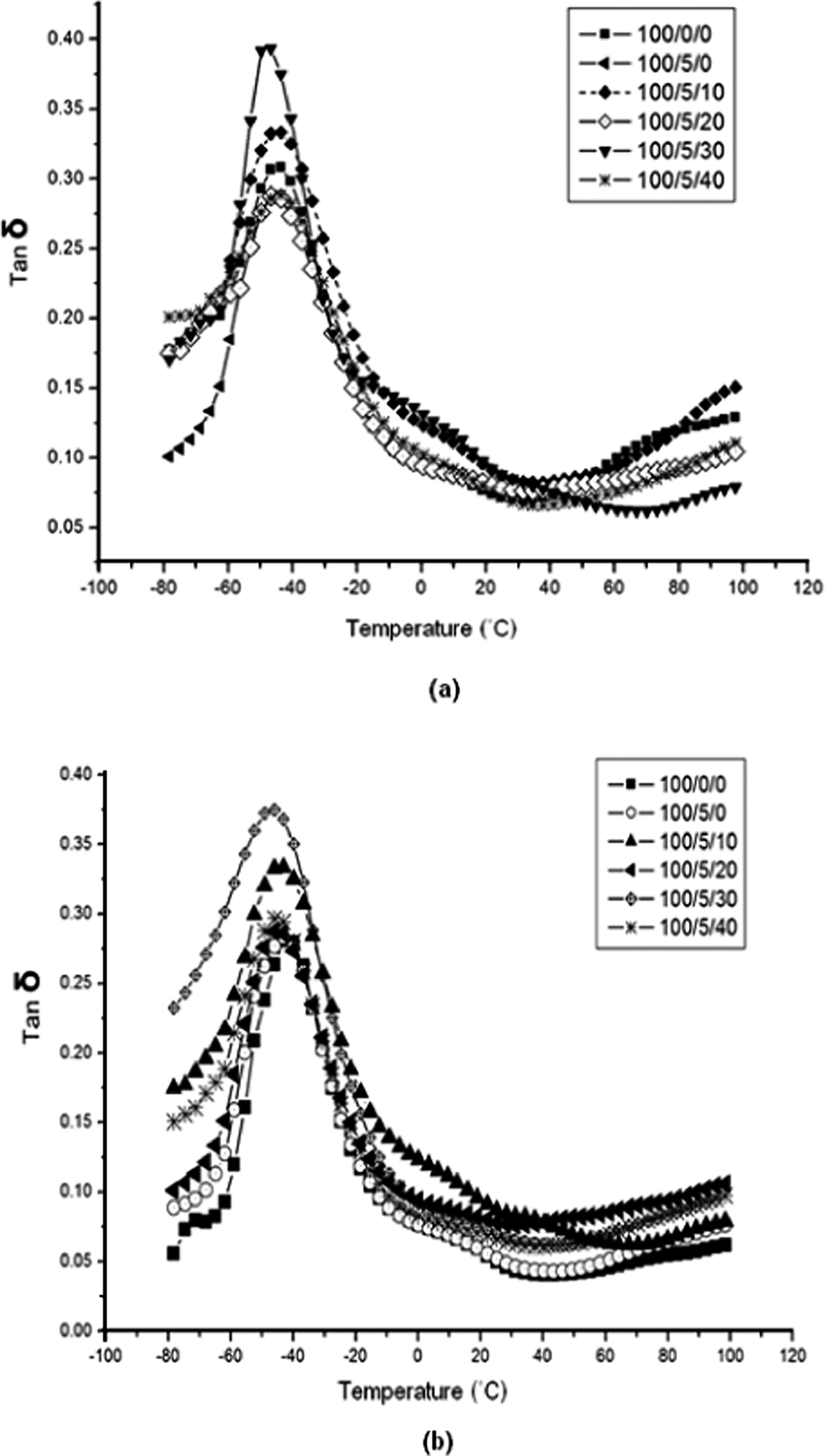
Representative tan δ curves of the TPU, 100/5 thermoplastic polyurethane/polypropylene-graft-maleic anhydride (TPU/PP-g-MA) blend and TPU/PP-g-MA/wollastonite composites for (a) injection-molded and (b) compression-molded specimens.
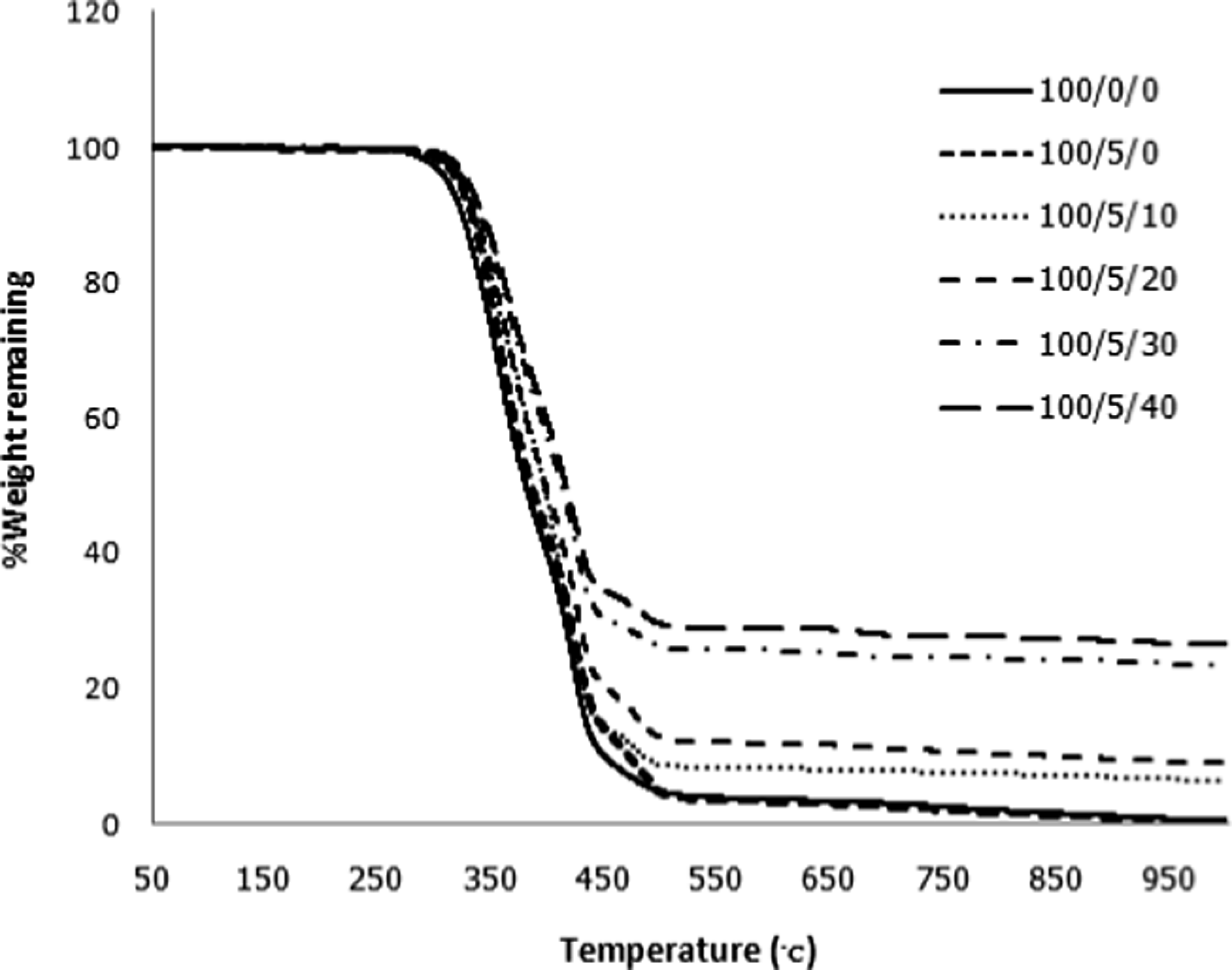
Representative thermogravimetric analysis (TGA) curves of the TPU, 100/5 thermoplastic polyurethane/polypropylene-graft-maleic anhydride (TPU/PP-g-MA) blend and TPU/PP-g-MA/wollastonite composites.
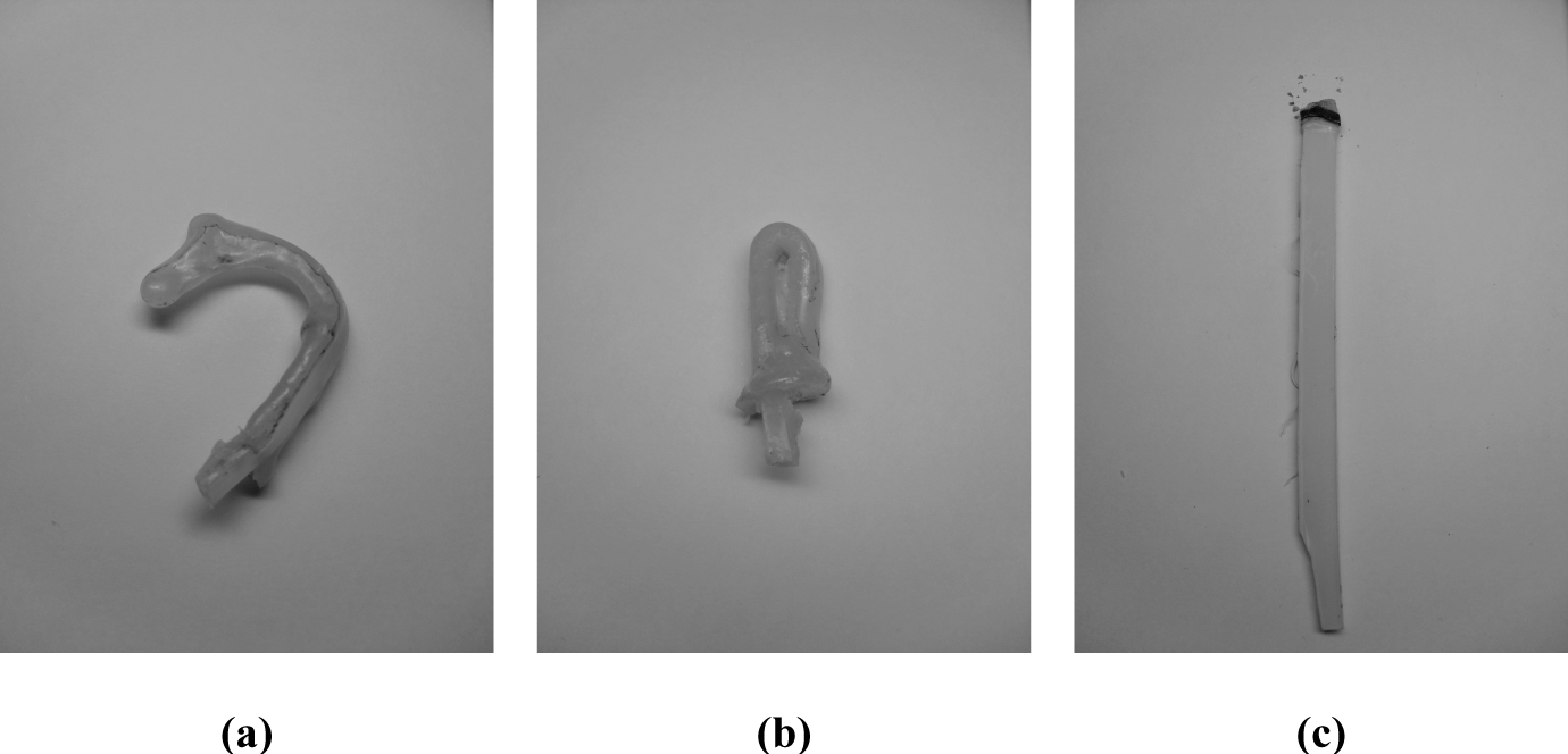
Representative image of the test specimens obtained from the flammability test of the (a) neat TPU, (b) 100/5 thermoplastic polyurethane/polypropylene-graft-maleic anhydride (TPU/PP-g-MA) blend and (c) 100/5/40 TPU/PP-g-MA/wollastonite composite.
Glass transition temperature (Tg) of the TPU, 100/5 TPU/PP-g-MA blend and TPU/PP-g-MA/wollastonite composites after injection and compression molding
TPU: thermoplastic polyurethane; PP-g-MA: polypropylene-graft-maleic anhydride.
Thermal stability
TGA was performed in order to evaluate the thermal stability for the neat TPU pellets and the extrudates of TPU/PP-g-MA blend and TPU/PP-g-MA/wollastonite composites. The TGA curves of all the samples are illustrated in Figure 5, while the data for the temperatures for the onset (T onset ), end set (T end set ), 50% weight loss (T 50% ) and percentage char are listed in Table 3. It is clearly seen that the addition of PP-g-MA at 5 phr and wollastonite at 10–40 phr can improve the thermal stability of TPU. The T onset , T end set , T 50% and percentage char are all shifted toward higher values. The char residue is particularly remarkably increased with the rising content of the wollastonite from 20 to 30 phr, with the increase in char level far exceeding the expected rise from residual wollastonite in the ash and so reflecting a true increase in the TPU/PP-g-MA char residues. The char formation could delay and reduce the thermal degradation of TPU by not allowing oxygen to easily enter the combustion area. 18 Therefore, the greater residue level after decomposition suggests a better thermal stability.
TGA data of TPU, 100/5 TPU/PP-g-MA blend and TPU/PP-g-MA/wollastonite composites.
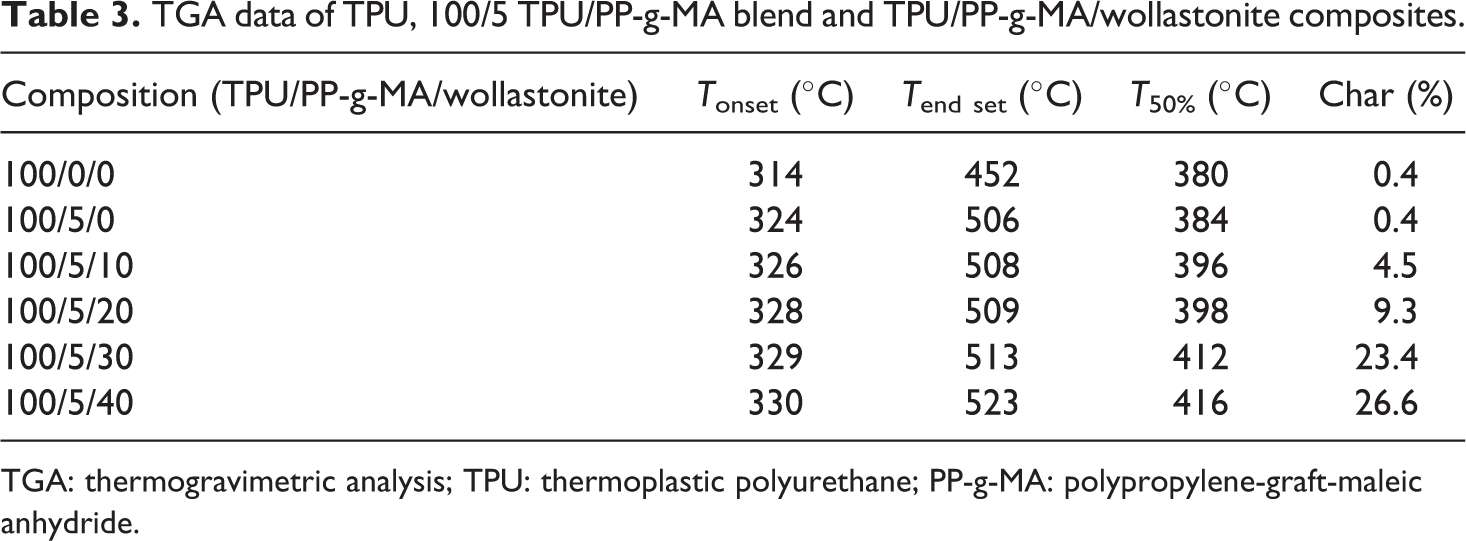
TGA: thermogravimetric analysis; TPU: thermoplastic polyurethane; PP-g-MA: polypropylene-graft-maleic anhydride.
Flammability
The evaluation of the LOI for the neat TPU and the 100/5 TPU/PP-g-MA blend was not possible because they melted very fast, causing flame extermination owing to the loss of material. However, the LOI of 100/5 TPU/PP-g-MA-based composites with wollastonite could be determined and the derived values of LOI are presented in Table 4. The LOI values of the injection- and compression-molded specimens were slightly increased with increasing wollastonite content, but at the same wollastonite level were nearly the same as each other and so independent of the molding method. Nevertheless, the LOI values of the composites are not high enough to achieve flame retardancy because the LOI values are below 21. 2,19,20 It is interesting that the TPU/PP-g-MA/wollastonite composite shows no dripping of the material (Figure 6).
The LOI values of TPU, 100/5 TPU/PP-g-MA blend and TPU/PP-g-MA/wollastonite composites after injection and compression molding.
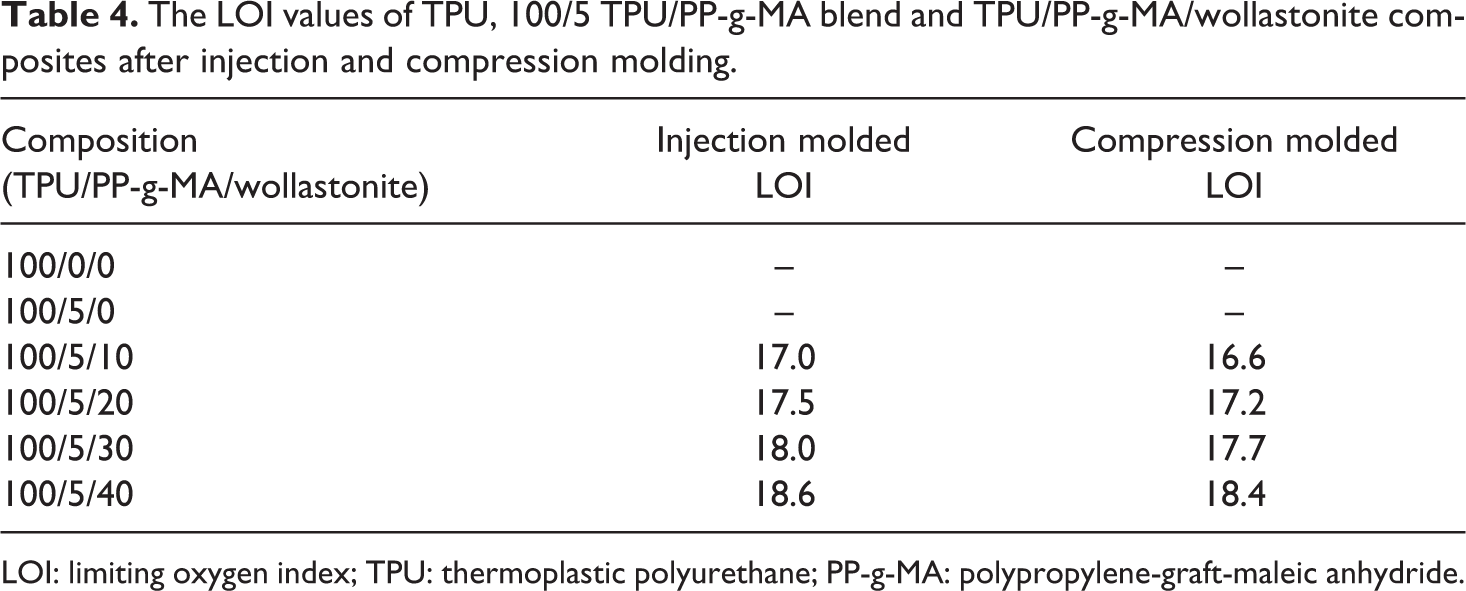
LOI: limiting oxygen index; TPU: thermoplastic polyurethane; PP-g-MA: polypropylene-graft-maleic anhydride.
Conclusions
TPU composites with PP-g-MA (5 phr) and wollastonite microparticles (10–40 phr) were successfully prepared by both injection and compression molding. The mechanical properties, morphology, thermal stability and flammability of the TPU/PP-g-MA/wollastonite composites were altered in a wollastonite dose- and molding-method-dependent manner. Wollastonite plays an important role in improving the stiffness and the thermal stability of the TPU/PP-g-MA blend. The incorporation of wollastonite particularly enhances the formation of char on the surface of the composites and the 100/5/40 TPU/PP-g-MA/wollastonite composite provides the best improvement in the Young’s modulus and thermal stability. However, the molded specimens of the same composition prepared by injection and compression molding exhibited different tensile properties. The tensile strength and elongation at break of the injection-molded specimens were higher than those of the corresponding compression-molded specimen, whereas the Young’s modulus was lower. The flame retardant property of composites was not improved by the presence of the wollastonite because the LOI values of the neat TPU, TPU/PP-g-MA and TPU/PP-g-MA/wollastonite composites were very close. Finally, the morphologies of the injection- and compression-molded samples were anisotropic and isotropic, respectively.
Footnotes
Acknowledgements
We are grateful to the Faculty of Science and the Center for Petroleum, Petrochemicals and Advanced Materials, Chulalongkorn University. We would like to thank Dr Robert Butcher for proof reading and the manuscript correction and suggestions.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.