
Abstract
There has been a growing interest in utilizing fibers as reinforcement to produce composite materials. Scientists prefer thermoplastic polymeric matrices than thermosets due to the low production cycle, lower cost of processing and high reparability of thermoplastics. Fiber-reinforced thermoplastic matrix composites have gained commercial success in the semistructural and structural applications. Various fibers are widely used as reinforcement in thermoplastic polypropylene (PP) matrix to prepare composites. Mechanical properties of fiber-reinforced PP composites (FRPCs) are studied by many researchers and few of them are discussed in this article. Various fiber treatments, which are carried out to improve the fiber–matrix adhesion to get improved mechanical properties, are also discussed in this article. This article also focuses on coupling agents and fiber loading which affect the mechanical properties of FRPCs significantly.
Introduction
A typical composite material is a system of materials consisting of two or more materials (mixed and bonded) on a macroscopic scale. A composite material is generally composed of reinforcement (fibers, particles, etc.) embedded in a matrix (polymers, metals, ceramics, etc.). The matrix holds the reinforcement while the reinforced material improves the overall mechanical properties of the matrix. Fiber-reinforced polypropylene composites (FRPCs) are composed of fibers and polypropylene (PP) matrix with distinct interfaces (boundaries) between them. In such composites, fibers are the reinforcement and the main source of strength (principal load-carrying members), while the PP matrix keeps them in the desired location and orientation and protect them from environmental damages.
Depending on the source, fibers are largely divided into two categories: natural and synthetic. A lot of work has been done by many researchers on composites containing natural and synthetic fibers. 1 –3 But both these fibers have advantages and drawbacks. Synthetic fiber-reinforced thermoplastic composites have better mechanical properties than the natural fibers, but they are not environmentally friendly.
The natural fibers such as cellulose fiber, 4–8 wood fiber, 9–12 flax, 13–18 hemp, 19 –21 silk, 22–25 jute, 26–28 sisal, 29–31 kenaf, 32 ,33 cotton 34 and so on are being used to reinforce thermoplastics and thermosets by many researchers. Some advantages of natural fibers are low abrasion resistance, low density, high toughness, acceptable specific strength properties, good thermal properties, enhanced energy recovery, biodegradability and so on. 35–41 Natural fibers produce composites that offer advantages like environmental friendliness, renewability of the fibers, good sound abatement capability and improved fuel efficiency. 42–46 On the other hand, synthetic FRPCs attracted much attention due to their high strength, better durability and moisture resistance properties. 47 ,48 The most used synthetic fibers in composites are glass, 49–52 carbon, 53–55 and aramid. 56 ,57 Among the synthetic fibers, glass fibers are widely used due to their low-cost (compared to carbon and aramid) and better physicomechanical properties. 58
Reinforcement of fibrous polymers in PP is one of the most promising routes to create natural–synthetic polymer composites. 59–65 The performance of FRPCs depends on the constituent materials. The length of reinforcing fiber 66 –68 and fiber content 66–71 are the two important factors affecting the mechanical properties of a fiber-reinforced composite.
FRPCs find applications in construction industries, 72 decking, window and door frames, 73–76 sports equipment such as bicycle frames, baseball bats, exercise equipment, and so on. 77 They are also suited for many automotive applications. 78–81
Fibers reinforced polypropylene composites
As stated earlier, FRPCs are made by combining fibers and PP. PP is a binder or ‘matrix’ and holds the fibers in place. A brief description on both of them is given in this section.
Fibers
Fiber is a class of material that is a continuous filament or discrete elongated pieces, similar to the lengths of thread. They can be spun into filaments, rope or string.
The two main sources of natural fibers are plants and animals. The main component of animal-based fibers is protein
82
: examples include mohair, wool, silk, alpaca, angora, and so on. The major components of plant fibers are cellulose microfibrils, lignin and hemicellulose
83
: examples include cotton, jute, flax, ramie, sisal, hemp, and so on. Among plant-based natural fibers, jute appears to be the most useful, inexpensive and commercially available fiber. Jute fiber contains 82–85% of holocellulose of which 58–63% is α-cellulose. Jute fibers possess some disadvantages such as high moisture sorption, poor dimensional stability, intrinsic polarity, low thermal resistance, anisotropic fiber resistance and variability.
84
A number of articles have been published on jute fibers involving the use of jute as reinforcement in thermoplastics like polyethylene (PE) and PP.
85
Among the animal-based natural fibers, silk is used extensively. Silks are fibrous proteins, which are spun into fibers by a variety of insects and spiders.
86
They have repetitive protein sequences.
87
Silk fibers consist of two structural fibroin filaments which are coated with a family of glue-like protein called sericin, resulting in single thread. The diameter of such thread may be 10–25 mm and consists of 2 core fibroin fibers of 5–10 mm diameter. Fibroin has high proportions of amino acids: alanine, glycine and serine. A small amount of cystine residues give a very small amount of sulfur in the fiber. Fibroin also contains amino acids which have acid side chains. Silk fibers possess high strength, extensibility, compressibility and so on.
88–90
Cotton fiber is a single, elongated, complete cell developing in the surface layer of cells of the cottonseed. The structure of cotton cellulose is nothing, but a linear polymer of β-
Synthetic fibers are generally produced from synthetic materials like petrochemicals although some types of synthetic fibers (e.g. rayon) are manufactured from natural cellulose. Cellulose-based synthetic fibers are of two types, regenerated or pure cellulose fibers such as cuprammonium rayon and modified cellulose fibers such as the cellulose acetates. A large number of synthetic fibers with a variety of properties have been produced from polymers by various spinning techniques including melt, dry, wet and emulsion spinning. E-glass (54.3SiO2–15.2Al2O3–17.2CaO–4.7MgO–8.0BO–0.6Na2O) is the most widely used glass fiber and can maintain their properties up to 815°C. 91 In phosphate glass fibers, the primary network former is phosphorous pentaoxide (P2O5). 47 The P2O5 provides the backbone of the glass structure forming tetrahedra composed of one phosphorus ion surrounded by four oxygen ions. Phosphate glasses have many unique properties, the most interesting of which is its ability to dissolve completely in aqueous media. Aramid fibers are synthetic organic fibers consisting of highly crystalline aromatic polyamides. The aramid fibers have excellent fatigue and creep resistance. Although there are several commercial grades of aramid fibers available, the most common one used in structural applications is Kevlar 49. When a solution of Kevlar is extruded into fiber form, a structure with an exceptional degree of alignment of straight polymer chains parallel to fiber axis develops. Weak hydrogen bonds between hydrogen and oxygen atoms in adjacent molecules hold them together in the transverse direction. The resulting filament is highly anisotropic with much better physical and mechanical properties including higher strength and modulus in the longitudinal direction than in the radial direction. Ceramic fibers are polycrystalline refractory materials. These fibers are composed of various metal oxides, metal nitrides, metal carbides and their mixtures. Ceramic fibers are available in different fiber lengths and as fabrics. Continuous alumina ceramic fibers offer good compressive strength rather than TS. An important property is its high melting point of about 2000°C and the composite can be successfully used at temperature up to about 1000°C.
Polypropylene
PP 92–96 is a thermoplastic polymer and can be made by polymerizing propylene molecules. It is derived from three major sources. Globally, most propylene monomer comes from the steam-cracking process using naphtha which is a valuable fraction of crude oil. Usually, the target product of naphtha cracker’s is ethylene monomer. Propylene is a by-product of the cracking process and is produced at various ratios depending on the crude oil feedstock. Many cracking processes have a propylene plant intimately connected to effectively collect the propylene that comes from naphtha cracking. The second largest production of propylene is from the gasoline refining process. Finally, and most recently, a new process by which propane is dehydrogenated to propylene monomer is being used to produce propylene.
The melting of polypropylene occurs as a range, so a melting point is determined by finding the highest temperature of a differential scanning calorimetry chart. Most commercial PP has an intermediate level of crystallinity which ranges between 40 and 60%. 97 Perfectly isotactic PP has a melting point of 171°C (340°F). Depending on atactic material and crystallinity, commercial isotactic PP has a melting point ranging from 160 to 166°C (320–331°F), 98 whereas syndiotactic PP with a crystallinity of 30% has a melting point of 130°C (266°F). Some mechanical and thermal properties of commercial PP is shown in Table 1. 99 In one study, Shubhra et al. found that the TS, Young’s modulus, Eb%, bending strength (BS), bending modulus (BM), impact strength (IS) and hardness of the PP sheets were 22 MPa, 545 MPa, 322%, 27 MPa, 2050 MPa, 4.2 kJ/m2 and 95 Shore A, respectively. 82
Some mechanical and thermal properties of commercial polypropylene (PP) 99 .
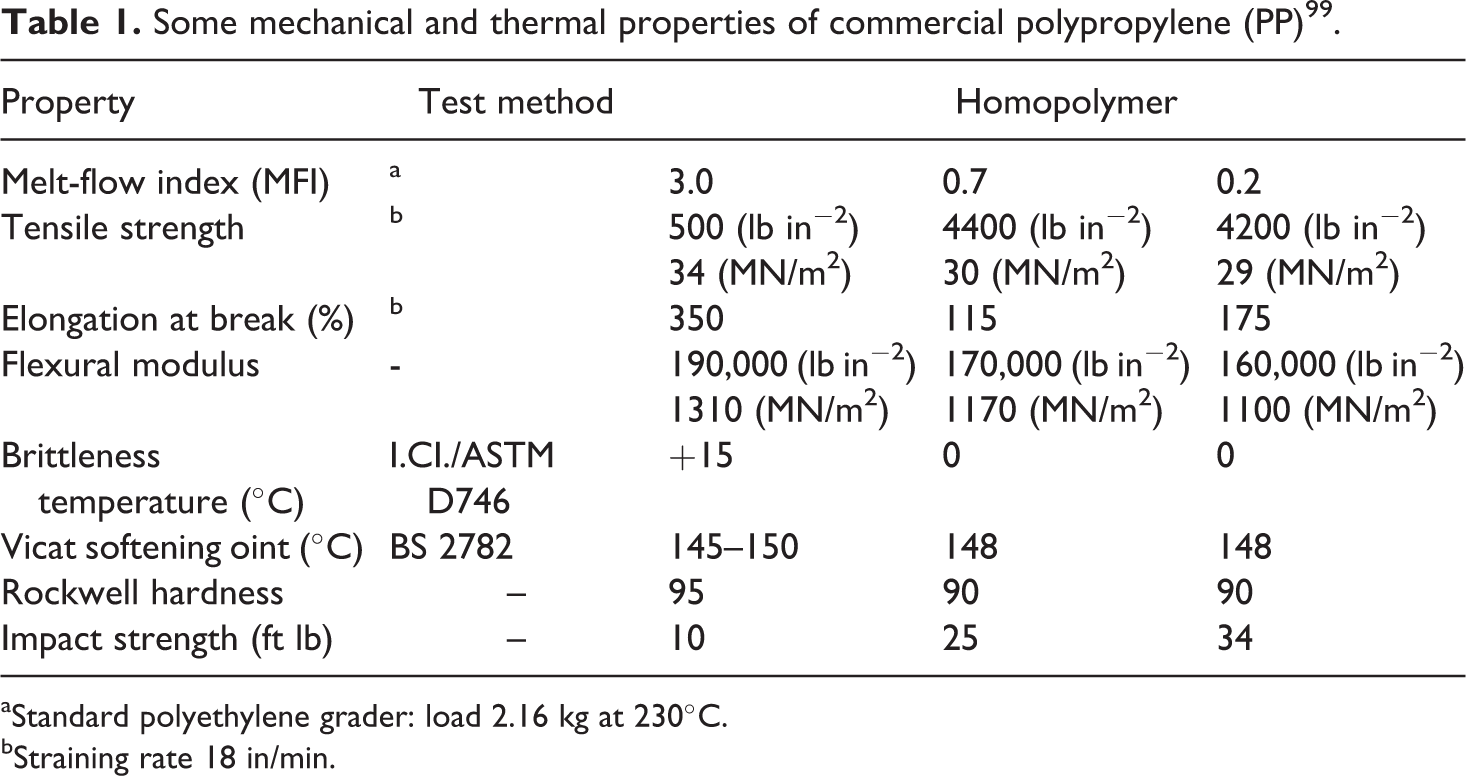
aStandard polyethylene grader: load 2.16 kg at 230°C.
bStraining rate 18 in/min.
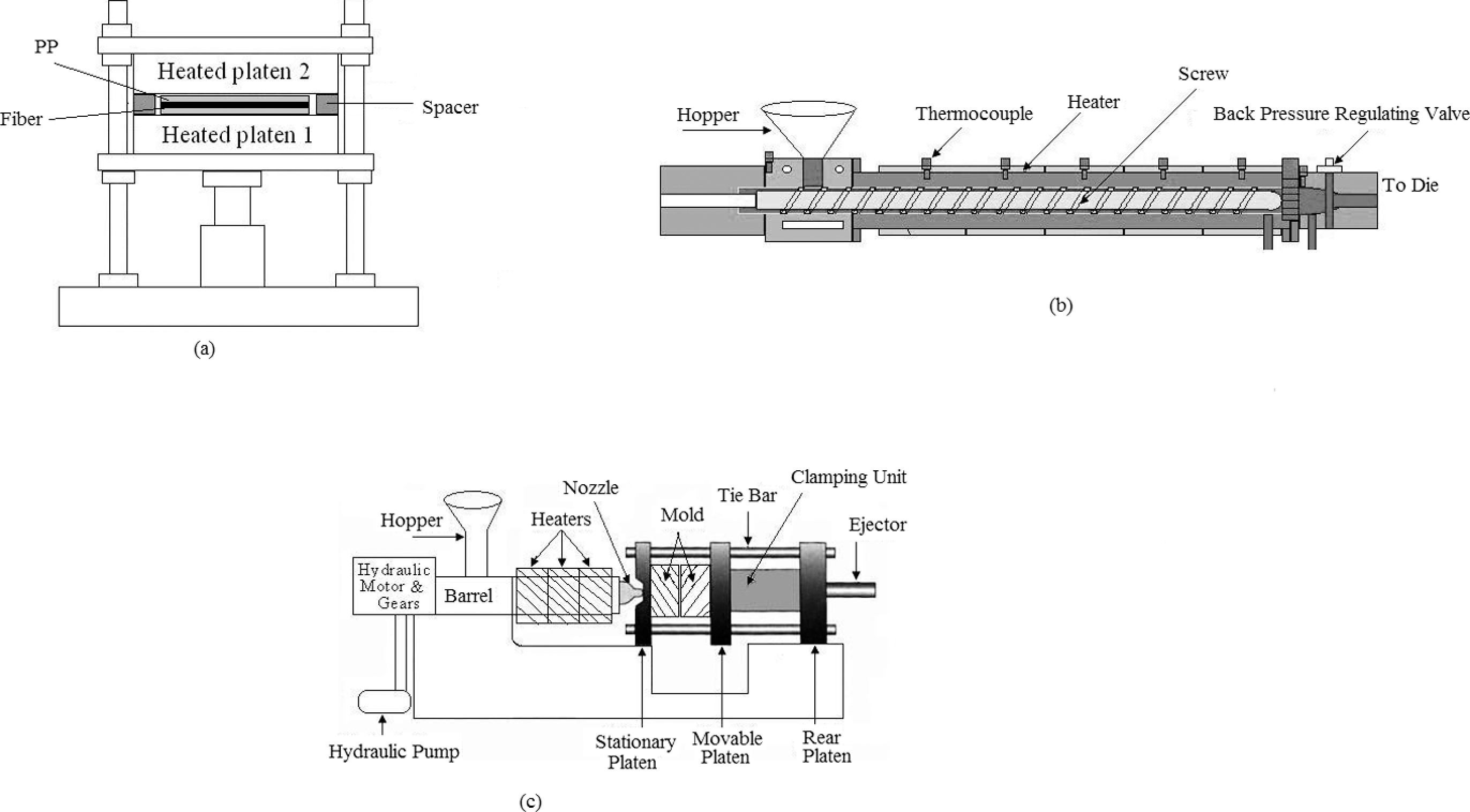
(a) Compression, (b) extrusion and (c) injection molding machines.
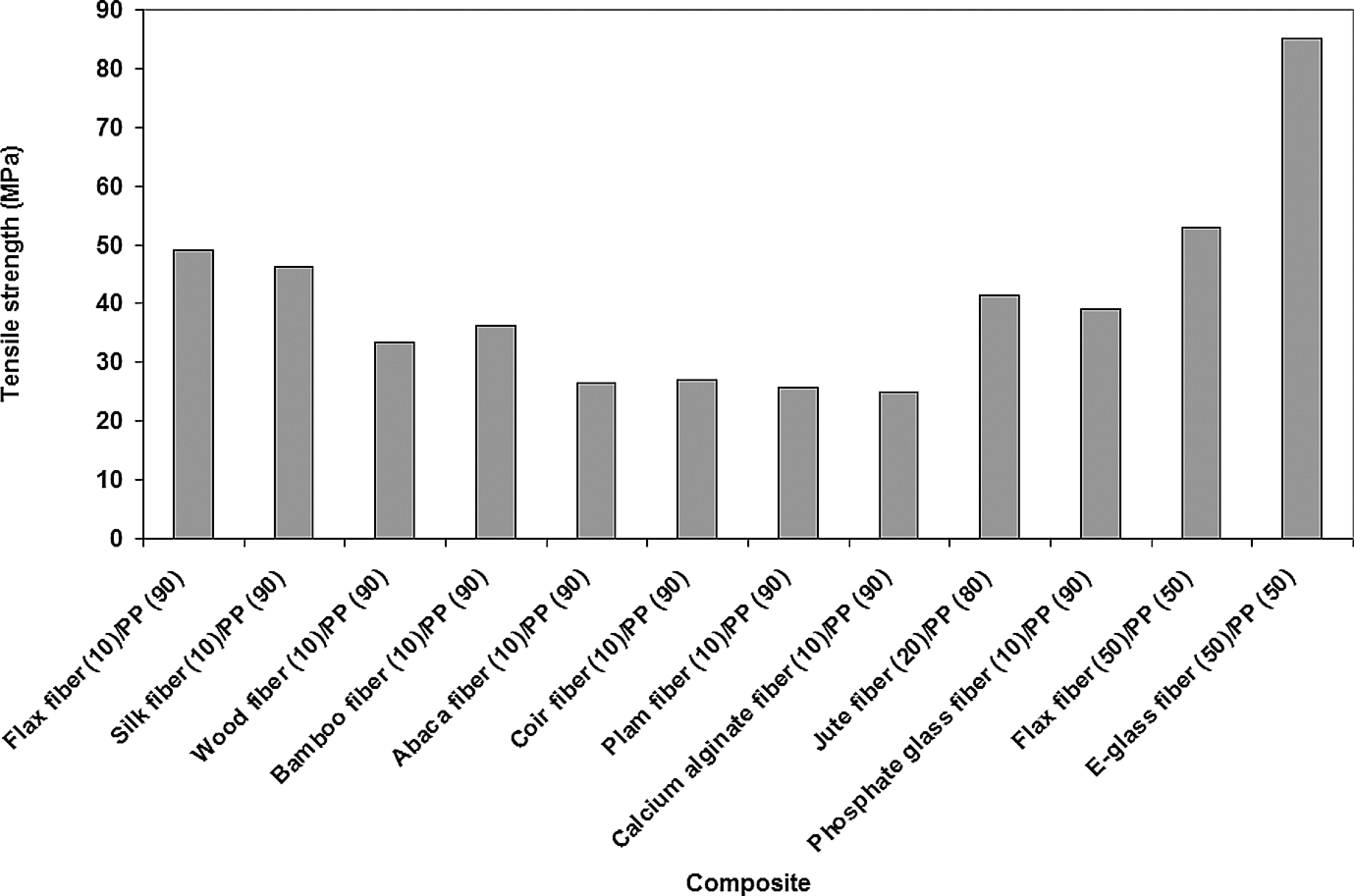
Tensile strength of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 131–135, 125, 124, 116, 82, 92, 119 and 58).
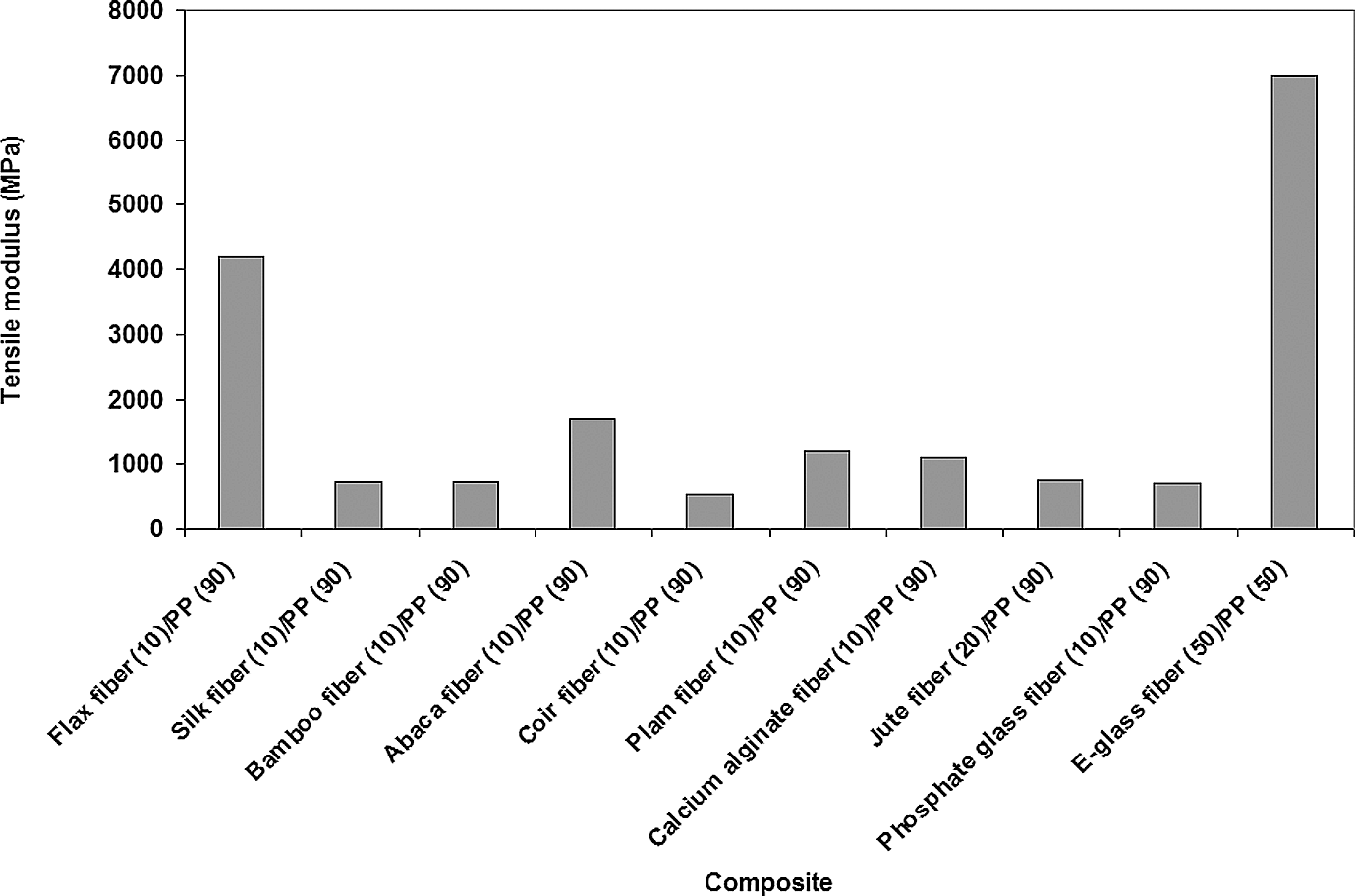
Tensile modulus of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 131–133, 125, 135, 124, 116, 82, 92 and 58).
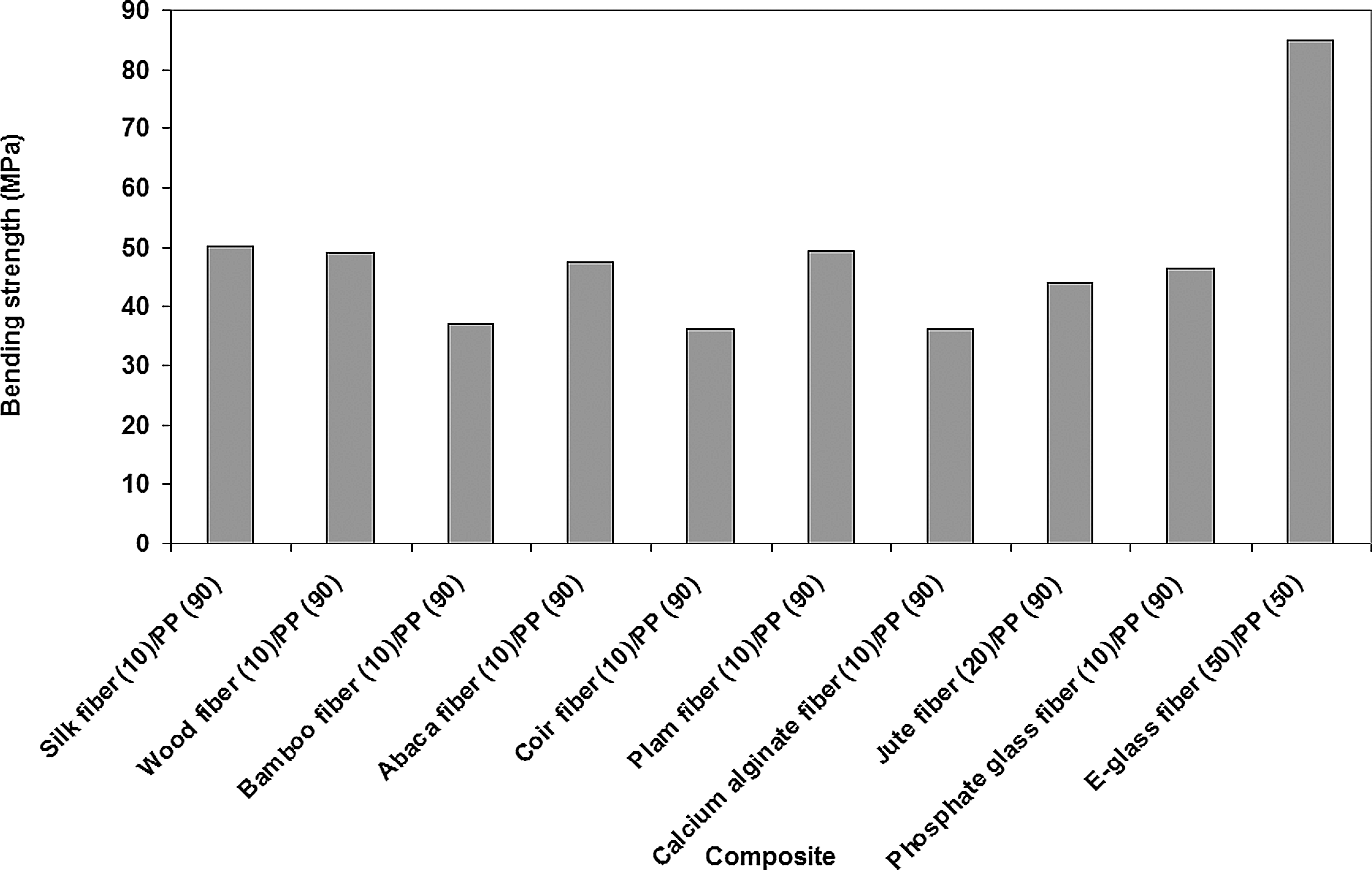
Bending strength of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 131, 133–135, 125, 124, 116, 82, 92, and 58).
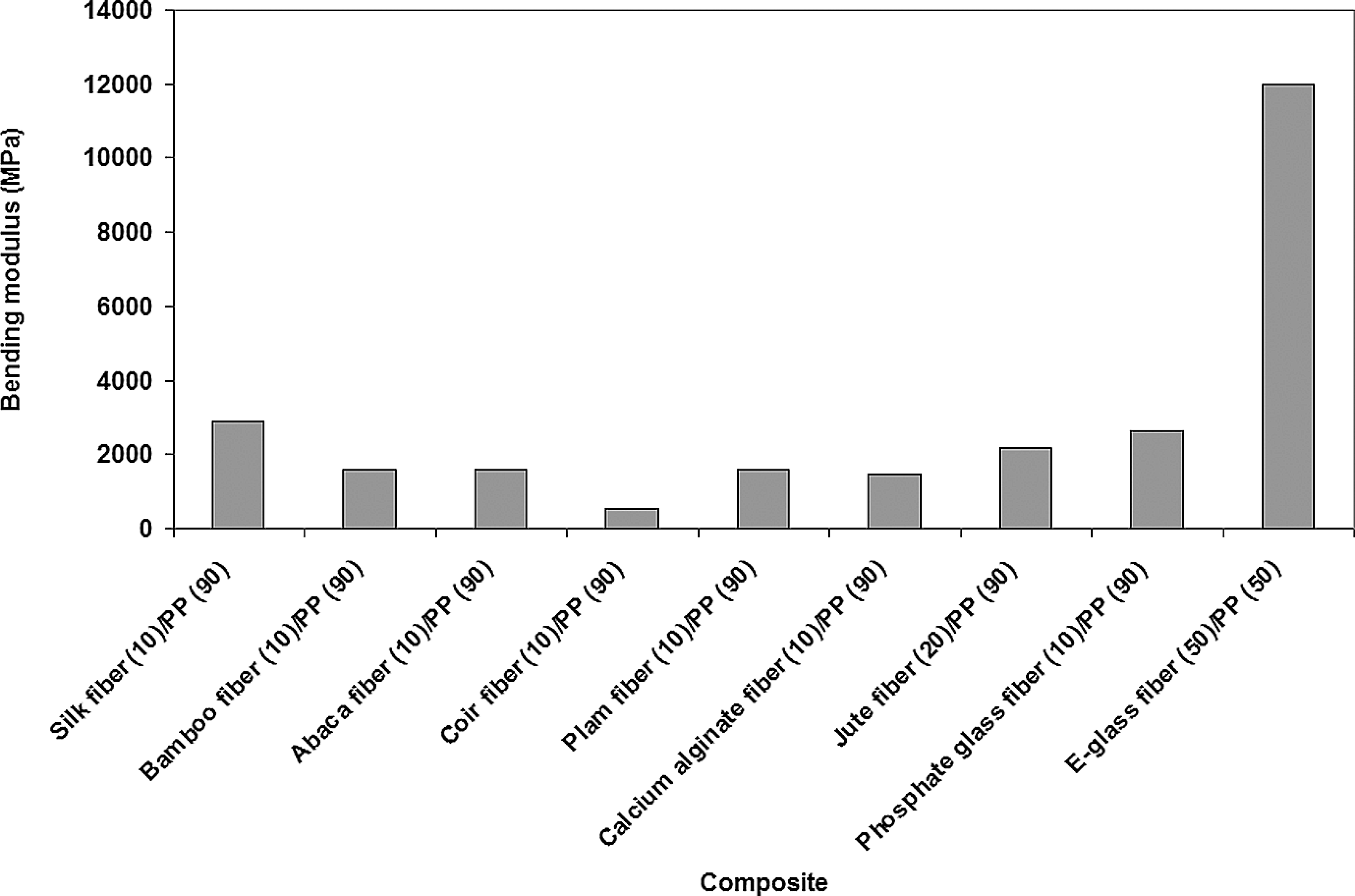
Bending modulus of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 131, 133, 125, 135, 124, 116, 82, 92 and 58).
Why PP?
PP possesses several useful properties like high heat distortion temperature, transparency, flame resistance, dimensional stability and high IS which widen its application. As a matrix material, PP is widely used because it has some excellent characters for composite fabrication. PP is also very suitable for filling, reinforcing and blending. PP with natural fibrous polymers is one of the most promising routes to create natural–synthetic polymer composites.
Fabrication of FRPCs
FRPCs are mainly fabricated by different extrusion, 100 injection 101 or by compression molding 102 ,103 methods. Figure 1 shows these three types of equipment.
To fabricate FRPCs with unidirectional fibers, extrusion method is not used as this process can only result in short FRPCs (few millimeters at most). In an extruder, a screw pushes the mixture of fiber and PP through a heated cylinder, changing PP from solid state to liquid and mixing with the fibers as it moves through the barrel. This is followed by the die which will give the mixture a constant cross-sectional area. Extrusion method is widely used to fabricate short FRPCs. Many researchers fabricated FRPCs by the extrusion method. For example, Morán et al. fabricated flax/PP composite, 104 Hassan et al., betel nut short fiber/PP composite, 105 van den Oever et al., jute/PP 106 and Fu et al., glass fiber/PP and carbon fiber/PP 107 using extrusion method.
Injection molding refers to a process that generally involves forcing or injecting a plastic material into a closed mold of desired shape. The molding compound is fed into injection chamber through the feed hopper. In the injection chamber, the molding compound is heated and therefore it changes into liquid form. It is forced into the injection mold by the plunger. This method is normally used for high-volume and low-cost component manufacturing. Both thermoplastic and thermoset are subjected to injection molding. A thermoplastic material is first melted and then forced through an orifice into the mold which is kept relatively cool. The material solidifies in the mold from which it can then be removed. But in thermoset injection molding, high temperature is required for solidification. Therefore, a reaction material is forced into a generally warm mold in which the material further polymerizes into a solid part. This method is suitable for high-volume and low-cost component manufacturing. But the method is limited to short fibers. Many researchers fabricated FRPCs by injection molding method. For example, abaca/PP, jute/PP and flax/PP composites were fabricated by Bledzki et al., using injection molding method. 108 Similarly, Arzondo et al. fabricated sisal/PP, 109 Karmaker et al., jute/PP, 110 Bledzki et al., wood fiber/PP, 111 Suhara et al., hemp-glass/PP 112 and Abraham et al., nylon/PP 113 composites using injection molding method. Compression molding is one of the oldest manufacturing techniques that use large presses to compress the prepreg material which is placed between two matched steel dies. The recent development of high strength, fast cure, sheet molding compounds and advancement in press technology has made this process very popular for mass production of composite parts. In comparison with the injection molding process, it generally provides better physical and mechanical properties. This process utilizes large tonnage presses, wherein the curing occurs between two matched steel dies under pressure and high temperature. Compression molding basically involves the pressing of a deformable materials charged between the two heated mold and its transformation into a solid product under the effect of the elevated mold temperature. After placing the laminate to be cured, the cavity is closed. The molds are heated to a high temperature which causes the reduction in charge viscosity. With increasing mold pressure, the charge flows toward the cavity extremities, forcing air out of the cavity. High pressure helps to eliminate the problem of development of voids. The primary advantage of the compression molding is its ability to produce large number of parts with little dimensional variations. Various shapes, sizes and complexity can be achieved by compression molding. This process has high tooling cost and not cost effective for low volume production. It is very important to control the cure time. Otherwise cracking, blistering or warping may occur. Compression molding processes 114 is the process used for the fabrication of unidirectional FRPCs. Shubhra et al. 115 fabricated unidirectional silk/PP composite using compression molding method. Similarly, Avik et al. fabricated Ca-alginate fiber/PP composite, 116 Khan et al., phosphate glass/PP 117 composite, Khan et al., jute/PP 118 composites in the same way using compression process.
Mechanical properties of FRPCs
For fiber-reinforced composites, mechanical properties are of major concern as reinforcement affects the mechanical properties of FRPCs. TS, BS, IS and hardness are some mechanical properties that are considered significantly for a FRPC. The mechanical properties of FRPCs generally depend on the properties of fibers. Some properties of different natural and synthetic fibers are listed in Table 2.
Tensile strength of different natural fibers.
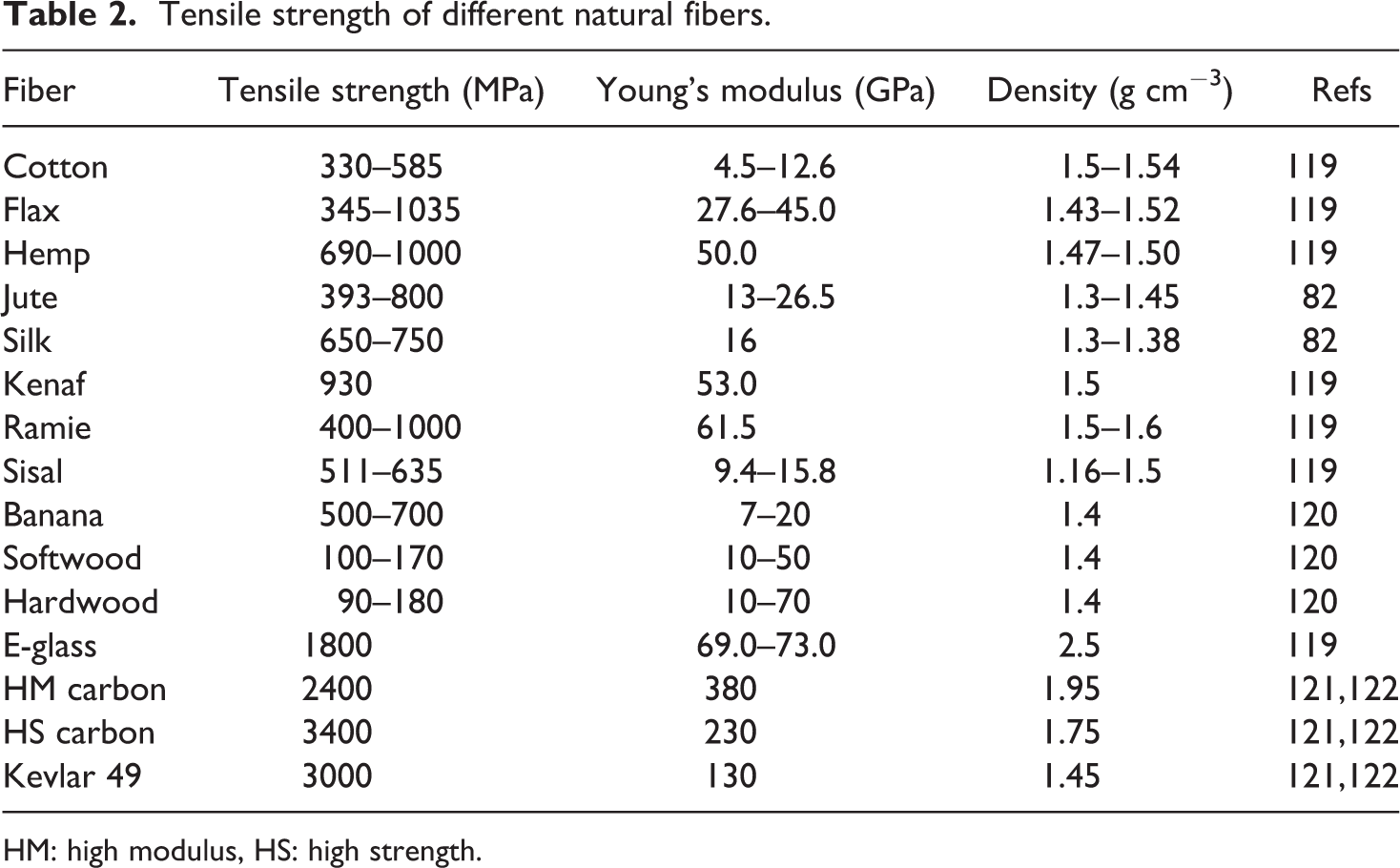
HM: high modulus, HS: high strength.
TS 95 ,103 is the maximum stress that a material can withstand without tearing apart. TS is measured in unit of force per unit area. Tensile properties of FRPCs can be determined according to American Society for Testing and Materials (ASTM) D638 113 ,123 –125 or DIN 53455 method. 126 TS of FRPCs is determined by the following equation:

where, F u is the force at failure, A f is the average cross-sectional area of filament.
BS also known as flexural strength is defined as a material’s ability to resist deformation under load. 127 BS represents the highest stress experienced within the material at the moment of rupture. Two methods are used to determine the bending properties of material: three-point loading system and four-point loading system. Prior to 1997, one ASTM standard covered both loading modes which was ASTM D790. However since 1997, only three-point loading is included in ASTM D790 and a new ASTM standard has been created for four-point loading which is ASTM D6272. Without ASTM standard, DIN 53452 method 126 can be used also to determine the bending properties of FRPCs. For a rectangular sample of FRPCs under load in a three-point bending setup, the BS is calculated by the following formula:

where F is the load (force), L is the length of the support span, b is width and d is thickness. For a rectangular sample under a load in a four-point bending setup where the loading span is one third of the support span, the BS is calculated by the following formula:

where F, L, b and d have the same meaning as indicated above.
IS is the ability of a material to resist suddenly applied loads. 128 ,129 In most cases, impact test of FRPCs are carried out using two different types of testing method: charpy test and izod test. Izod IS of FRPCs can be determined according to ASTM D256 130 or DIN EN IS0 180, and charpy IS can be determined according to ASTM D6110 or DIN EN IS0 179. 126
Mechanical properties of different FRPCs are studied by many researchers. Shubhra et al. worked on silk fiber/PP composites, 131 Avik et al., calcium alginate fiber/PP, 116 Barkoula et al., flax/PP, 132 Sushanta et al., bamboo fiber/PP, 133 Ajay et al., wood fiber/PP, 134 Mominul et al., abaca fiber/PP, 125 Haydaruzzaman et al., coir fiber/PP, 135 Haque et al., palm fiber/PP 124 and Shubhra et al., phosphate glass fiber/PP 92 composites and their studies are discussed in this section. They all used 10% fibers for composite fabrication. Besides, Shubhra et al. worked on 20% jute fiber-reinforced PP 82 and Ruhul et al. worked on 50% E-glass FRPCs 58 ; and for convenience, these two studies are also included in the Discussion section of this article. TS, tensile modulus (TM), BS, BM and IS of different FRPCs are shown in Figures 2 –6, respectively.
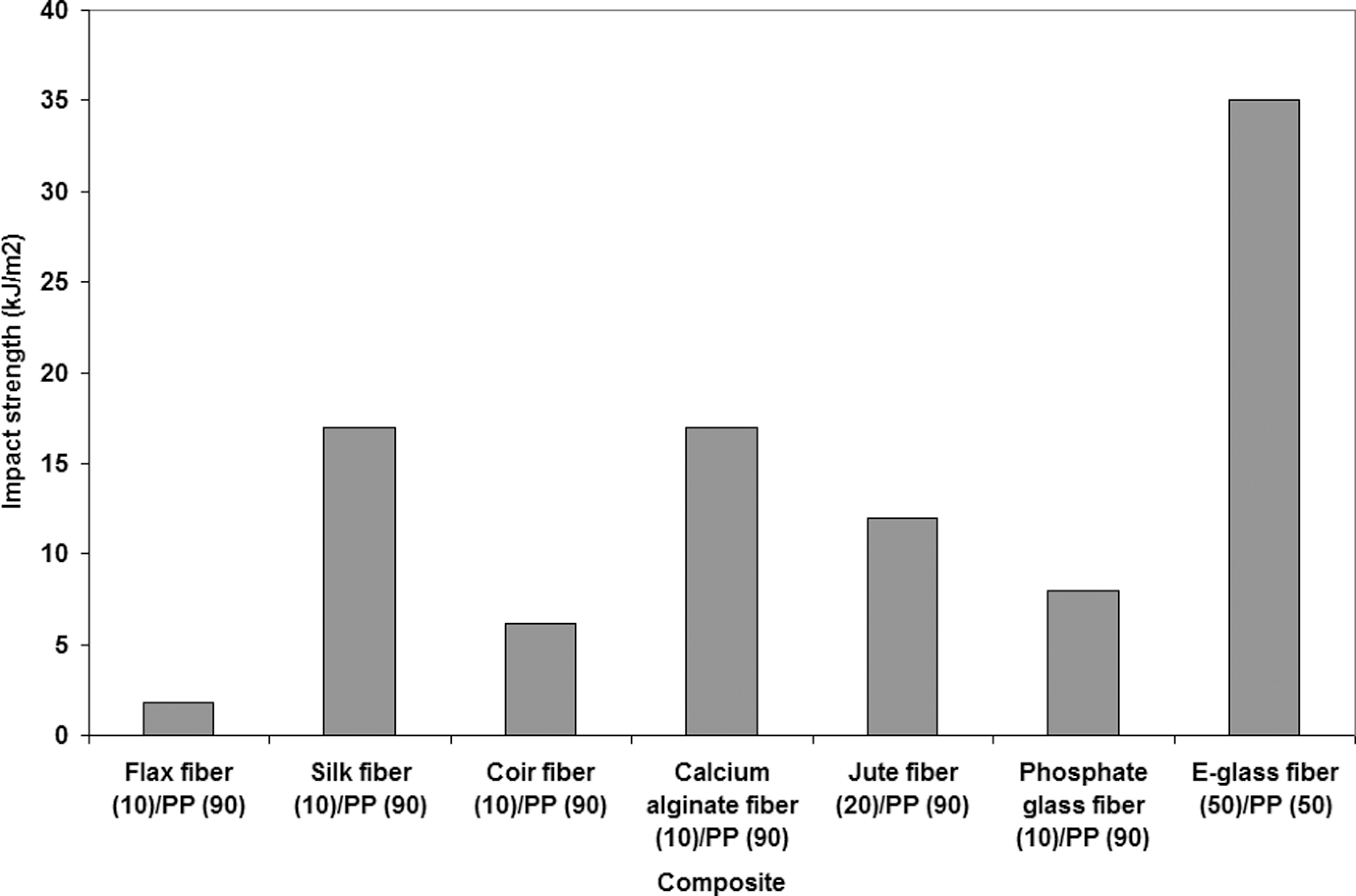
Impact strength of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 132, 131, 135, 116, 82, 92 and 58).
From the figures it is clear that synthetic E-glass/PP composites have greater mechanical properties than that of natural fibers/PP composites. It is observed from the figures that, among natural fibers/PP composites, flax fiber/PP composites have highest tensile and bending properties. For convenience, TS of 50% flax FRPC is shown in Figure 2 to compare the strength with that of E-glass fiber/PP composite containing same percentage of fiber content. It is clear from Figure 2 that 50% flax fiber/PP composites have TS below 60 MPa, 119 whereas 50% E-glass FRPCs have TS of more than 80 MPa. These values make it clear that E-glass fiber/PP composites have superior TS than that of any other natural fiber/PP composites. Among natural fibers studied in this article, flax fiber offers highest reinforcement effect. A reason behind this may be the morphology of flax fiber.
It is a generally accepted fact that the strength of a fiber-reinforced polymer matrix composite is mainly dependent on the fiber’s strength. From Table 2, it is interesting to note that, among all natural fibers listed in that table, flax has highest TS. Thus, high strength is preferred for flax containing PP composite over other natural fiber’s composites which is also found in practice and reflected in the results shown in Figure 2. Flax fiber/PP composites showed a better reinforcing effect due to the high matrix ductility and high strength/modulus ratio of flax fibers.
Utilization of fibers with a higher fineness generally leads to improved properties for composite materials. 136 Fiber diameter is also important since the increase in fiber diameter after a certain value results in decreased strength of composites as found for many fibers like coir, banana, sisal, silk, jute and so on. 137 ,138 Since, with the increase in fiber diameter, fiber strength decreases, fibers with more diameters when reinforced with PP for composite fabrication will result in lower strength. Flax fibers show a higher fineness and possess less fiber diameter compared to hemp or kenaf. Strength of flax/PP is greater than hemp/PP or kenaf/PP. 136 High fiber fineness and less diameter generally result in better fiber embedment and therefore composites with higher strength will be obtained from those fibers. Moreover, higher fiber fineness and diameter should lead to an improved ratio between surface and volume and therefore an increased contact surface between fiber and PP matrix will be obtained. 136
IS of FRPCs is a measure of the ability of the composites to resist the fracture failure under stress applied at high speed and is directly related to the toughness of the composites. It is generally accepted that the toughness of a fiber composite is mainly dependent on the stress–strain behavior of fiber. Strong fibers with high failure strain impart high work of fracture on the composites. Fibers play an important role in the impact resistance of FRPCs as they interact with the crack formation and act as stress-transferring medium. 139 According to Ruhul et al., the virgin PP shows very low IS (4.47 kJ/m2). They observed that, addition of 50 wt% of jute fiber increased the IS by 302%, whereas the addition of 50 wt% of E-glass fiber increased the IS by 683%. 58 Microfibrillar angle in plant fibers plays an important role in determining the impact behavior of FRPCs and this effect should be taken into account along with the other parameters.
The major drawbacks associated with the use of natural fibers as reinforcement in PP matrix are the poor wettability and weak interfacial bonding with the PP due to the inherently poor compatibility as well as dispersability of the hydrophilic cellulose fibers with the hydrophobic PP. When load is applied to an FRPC, PP transfers the stress to the reinforced fibers. Effective transfer of stress and load distribution throughout the interface is possible when strong adhesion exists at the interfaces. Interfacial adhesion can be understood using single-fiber fragmentation test and by calculating interfacial shear strength (IFSS). A single fiber is embedded in the matrix which is then converted into a dogbone-shaped tensile coupon using appropriate method (e.g., cutting). The specimen is then subjected to a tensile load and tensile forces are transferred from the matrix to the fiber. Depending on the level of fiber–matrix adhesion, buildup of tensile stresses occur within the fiber. After certain level of TS, stress concentration reaches a certain high level at which debonding occurs, resulting in fracture. This loading process continues until the fiber fragmentation process ceases. The final fiber fragment length is termed as the fiber critical length and denoted by l c. The critical length (l c) can be measured using the formula: l c = 4/3 l f, where l f indicates average fragment length. 47 Critical length is a good indicator of the ability of the interphase to transmit loads between the matrix and fiber. Kelly and Tyson developed the equation by which IFSS can be calculated using this length. The equation is as follows47:

where d is the diameter of fiber, σf is the TS of single fiber at the critical length. The ratio (l c/d) can be used as an indicator of the bond strength of fiber–matrix.
Glass fiber is hydrophobic in nature, and it offers better dimensional stability with PP. Ruhul et al. expected that the fiber–matrix adhesion between PP and E-glass fibers will be excellent since both are hydrophobic in nature. 58 In that study, the authors used hydrophilic jute reinforced PP and E-glass/PP composites, which reflected that the mechanical properties of the E-glass-based composites were greater than that of jute/PP composites. The study also found that the IFSS was low for jute fiber/PP system compared to that of the E-glass fiber/PP system, which indicates excellent fiber-PP adhesion for E-glass/PP composite compared to that of jute/PP. To find out the fiber–matrix adhesion inside the composites, they performed scanning electron microscopic (SEM) analysis, and from SEM images excellent fiber–matrix adhesion for E-glass/PP compared to that of jute/PP was found. So it can be understood that better fiber–matrix adhesion exists in synthetic fiber/PP composites.
Improvement of mechanical properties of FRPCs
By fiber treatment
Fiber treatment is generally carried out for natural fibers so that their reinforcement increases the properties of fiber-reinforced composites. The major drawbacks associated with the use of natural fibers as reinforcements in PP matrix are poor wettability and weak interfacial bonding with the PP due to the inherently poor compatibility as well as dispersability of the hydrophilic cellulose fibers with the hydrophobic PP. So in order to improve the fiber–matrix adhesion, a pretreatment of the fiber surface or the incorporation of surface modifier is required. Several studies have been reported based on the influence of various types of chemical modification on the physical and mechanical properties of natural fiber-filled PP composites.
Various fiber surface treatments such as alkali/mercerization, 140 , 141 silane, 142 , 143 combination of alkali and silane, 144 , 145 monomer grafting under ultraviolet (UV) radiation, 146 , 147 acetylation, benzyolation and so on 148 , 149 have been reported by several authors.
A lot of work has been done by many researchers on fiber treatment to improve the mechanical properties of fiber/PP composites. Few of them are discussed in this section. TS and BS of treated and untreated palm fiber/PP, 124 abaca fiber/PP, 125 coir fiber/PP 125 and calcium alginate fiber/PP 116 composites are shown in Figures 7 and 8, respectively. In those composites, fiber content was 10 wt%. From Figures 7 and 8, it is clear that fiber treatment sharply increases TS and BS of composites.
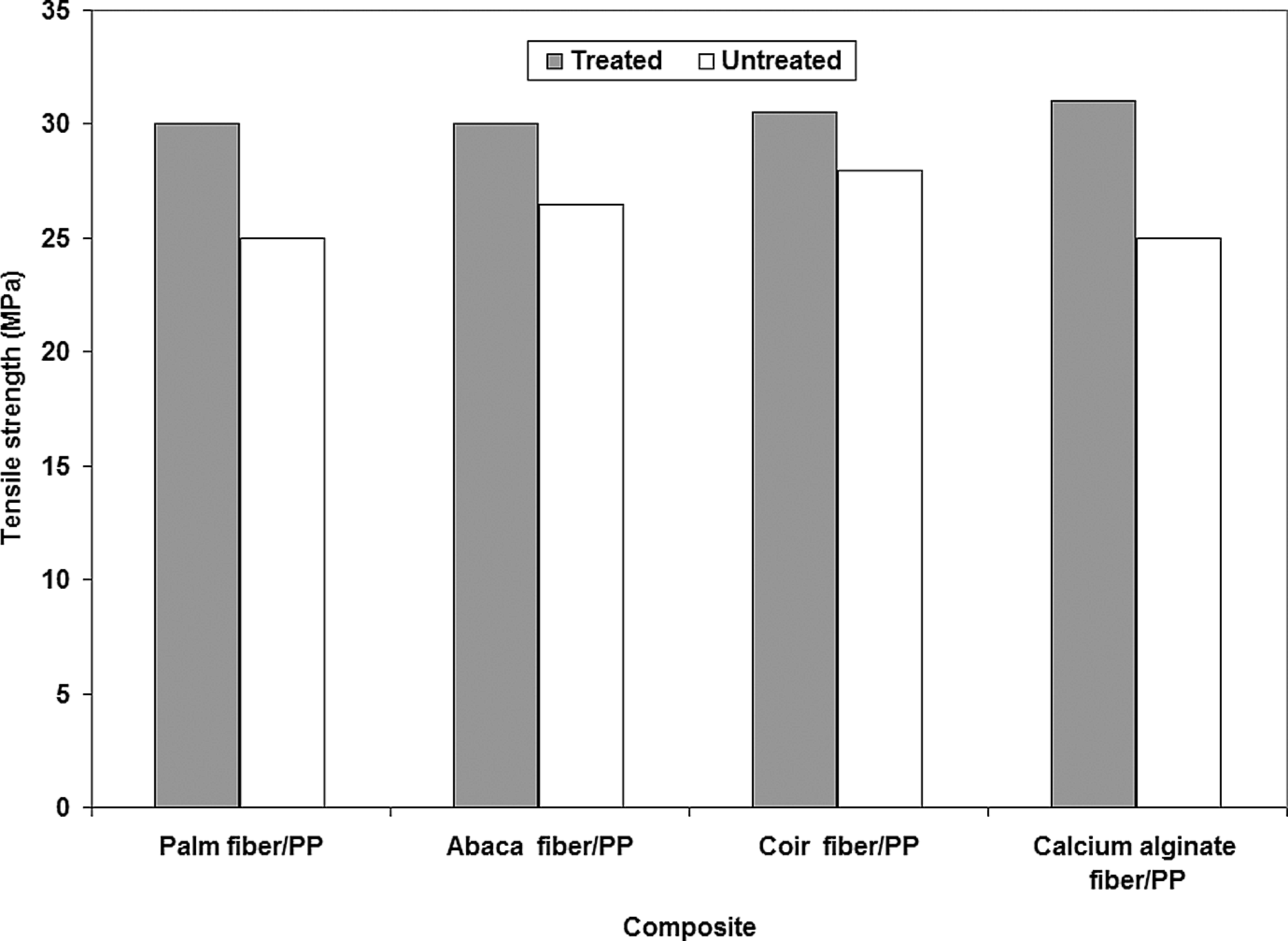
Tensile strength of treated and untreated fiber-reinforced polypropylene composites ([FRPCs] data from Refs 124, 125 and 116).

Bending strength of treated and untreated fiber-reinforced polypropylene composites ([FRPCs] data from Refs 124, 125 and 116).
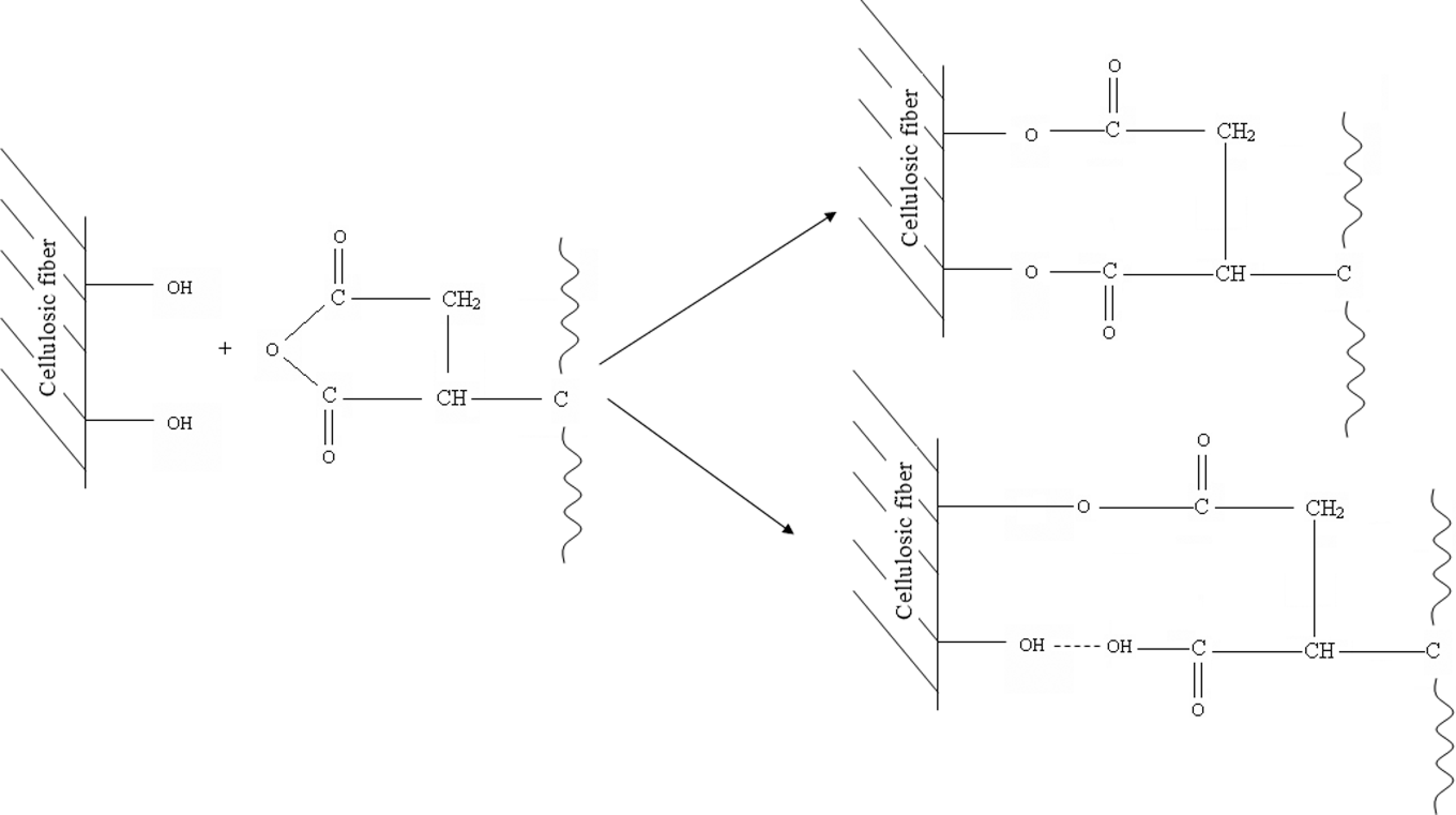
Bond formation between hydroxyl groups of natural fiber and anhydride ring of maleated polypropylene (MAPP).
Haydar et al. has studied the effect of surface treatment of jute with KMnO4 and found increased mechanical properties of jute/PP composites due to that treatment. 150 For 0.03% KMnO4-treated jute/PP composite at 2 min soaking time, they found maximum 20% and 24% increase in TS and TM values, respectively, than that of untreated one. In another study, 126 the same authors treated jute with starch solutions of different concentrations with varying treating times. Maximum TS, BS and IS were found for 5% starch-treated composites at 5 min soaking time and the values were 57.25 MPa, 65.34 MPa and 27.5 kJ/m2, respectively, which were 19, 27 and 60% higher than the TS, BS and IS values of untreated composites. 126 Khan et al. studied the surface modification of jute with acrylic monomers. 151 They prepared different formulations using urethane diacrylate oligomer, 2-ethyl hexyl acrylate (EHA) monomers, 1-vinyl 2-pyrrolidone (NVP) and photoinitiator in methanol to modify the surface of jute. After soaking in the prepared formulations, they cured jute by UV radiation source of varying intensities. They found that, the formulation containing 5% NVP, 5% EHA, 2.5% oligomer and 2% photoinitiator and cured at 15 UV passes showed the highest mechanical properties. For the stated treatment of jute, the author found composites with 20 and 15% more TS and BS values, respectively, than that of untreated one. 151
Haque et al. chemically treated palm fiber using benzene diazonium salt. According to him, the hydroxyl groups in the raw palm are responsible for high water absorption and weak interfacial bonding between the palm fiber and PP matrix. Diazonium salt converts two hydroxyl groups into diazo group and results in azo product. 124 Due to the elimination of most of the hydroxyl groups from the treated palm fiber, the interfacial bonding between the palm fiber and PP matrix increased, resulting in composites of high TS, BS and IS. 124 Haque et al. also studied the chemical treatment of abaca and coir fiber with benzene diazonium salt. Due to the treatment, the interfacial bonding between the abaca and coir fiber with PP matrix increased, resulting in composites of high TS, BS and IS. 125
Cantero et al. treated flax fibers by esterification. The authors of that study also treated the fiber with silane. They found that treated fibers result in composites of higher mechanical properties than the untreated ones. Flax fibers were esterified with maleic anhydride (MA) dissolved in boiling acetone (T = 50 ± 5°C) with a fiber:solvent ratio of 1:25 (w/v). 38 For silanization, they dissolved vinyl trimethoxy silane in acidified water (pH = 3.5) for 10 min to get a better functionalization. Then the fibers were added and kept 1 h in the solution for obtaining a 2.5 wt% silane with respect to the weight of flax fiber. 38 Arbelaiz et al. treated flax fiber with alkali and found increased mechanical properties for treated composites. For alkalization, they soaked flax fibers in a 20 wt% aqueous solution of sodium hydroxide for 1 h at room temperature followed by washing. They washed the fibers several times in distilled water followed by neutralization with a few drops of acetic acid. The fibers were then washed again and finally dried in an oven. The ratio of fiber weight to alkali solution volume was 1:20. 152
Joseph et al. worked on sisal fiber/PP composites. 30 Treatments of sisal fibers with chemicals such as sodium hydroxide, MA and potassium permanganate were carried out to improve the bonding at the fiber–polymer interface. It was observed that all the treatments enhanced the tensile properties of the composites. Untreated composite had a TS of 36.5 MPa, whereas the alkali-treated, KMnO4-treated and MA-treated composites had a TS of 44.35, 40.3 and 42 MPa, respectively. 153
Avik et al. treated calcium alginate fibers with vinyl triethoxy silane [H2=CH–Si–(OC2H5)3] (5%, v/v) to reduce strong hydrophilic nature of the fiber and to improve the mechanical and interfacial properties of calcium alginate FRPCs. 116 They found that TS, BS and IS of untreated calcium alginate fiber/PP were 25 MPa, 36 MPa and 17 kJ/m2, respectively, whereas corresponding values for treated calcium alginate fiber/PP were 31 MPa, 48 MPa and 21 kJ/m2. 116
Anuar et al. employed sulfuric acid surface oxidative treatment on carbon fiber. First, they heated 1 M sulfuric acid at 70°C and then soaked the fibers into the acid solution for 90 min. Later, they refluxed the carbon fiber using 1 M sodium hydroxide for 60 min. Then, the carbon fibers were re-soaked in distilled water for 5 days. Finally, the carbon fibers were rinsed using distilled water. Then the fibers were dried for 3 h at 110°C. Dried carbon fibers were kept in a dessicator to minimize the moisture content prior to use. Comparing with untreated carbon fiber composites, they found a 11% increase in TS for treated carbon fiber composites. 154
In all these studies improved mechanical properties of FRPCs were found due to use of treated fiber as reinforcement. Thus, it can be concluded that to improve the mechanical properties of FRPCs, proper fiber treatment is an effective way.
By using coupling agent
PP is a very versatile polymer. There are many ways through which the mechanical properties of PP can be increased. Fillers, such as talc and calcium carbonate, are often used with PP to produce a low-cost material. Most reinforcements used for PP are polar in nature. Polar groups affect the fiber–matrix adhesion to a large extent. PP on the other hand is nonpolar. In absence of polar groups on PP, only physical and/or mechanical forces like friction influences the interface properties.
To overcome these problems, modification of the chemistry of the PP is done by attaching polar groups onto the molecular backbone, such as acrylic acid or MA. Lots of coupling agents are used in the research of FRPCs. Among them, maleated PP (MAPP) is the most popular as well as the most effective one. 155 Recent works suggest that the use of MAPP significantly improves the fiber–matrix adhesion. 156 This section is devoted to the study of the widely used polymeric coupling agent, MAPP and mechanical properties of fiber/PP composites containing the coupling agent MAPP.
Without MAPP, the TS and BS of FRPCs are lower than that containing MAPP, which suggests that there is comparatively little stress transfer from the matrix to the fibers for FRCPs containing no MAPP than that containing MAPP. 156 The use of MAPP improves interaction and adhesion between the fibers and matrix leading to better stress transfer from matrix to fiber. Incorporation of polar MA-grafted PP improves the fiber dispersion and fiber/matrix interfacial interaction through hydrogen bonding between hydroxyl groups of natural fibers and carbonyl groups of the MA segment of the MAPP. 157 – 161 Due to hydrogen bonding, the rate of moisture absorption reduces and the mechanical strength in the composites increases. 158–161
Xiang et al. studied glass fiber/PP composites. In their study, they used three different compatibilizers including octane–ethylene copolymer, MA-grafted octane–ethylene copolymer and MA. It was found that these compatibilizers had different adhesion effects in the order: PP-g-MAH > POE-g-MAH > POE, that is glass fiber/PP containing MAPP resulted in highest mechanical properties as it showed highest adhesion between fiber and matrix. 162 Barkoula et al. studied flax fiber/PP composites (PP with and without 3 wt% MAPP). They found sharp increase in the strength of flax/PP composites when they added MAPP to the composites. 132
Sanjay and Smita found that the TS and modulus of hybrid glass and sisal (15% glass and 15% sisal) FRPCs containing 2 wt% MAPP increase 17.74 and 14.52%, respectively, than that containing no MAPP. 163 According to them, this is primarily due to the covalent bonding between the anhydride groups of MAPP and hydroxyl groups of the sisal fiber. Chain entanglement between MAPP and PP chains also facilitates the stress transfer at the interface. They also claimed that, incorporation of 2 wt% MAPP to the hybrid composites, prepared using 15:15 wt% of sisal:glass fibers enhances the TS and modulus due the formation of strong covalent linkage between the –OH groups of sisal fiber and SiO groups of glass fibers with MAPP which results in an improved interfacial adhesion between the matrix and both type of fibers. 163 Mohanty et al. also studied flax/PP without and with MAPP and found that the later one gives greater mechanical properties. 164 Sushanta et al. worked on hybrid bamboo/glass FRPCs and they also found that MAPP content upto 2% increases the mechanical properties of composites. But 3% MAPP content in the composite results in lower mechanical strength than that containing 2% MAPP. 133
Kazayawoko et al. 165 studied the effectiveness of MAPP in bleached kraft pulp (BKP) and unbleached thermomechanical pulp (TMP)-PP composites. They found that surface treatment of BKP and TMP increased the TS of the composites by 28 and 27%, respectively. Yuan et al. 166 used MAPP as a coupling agent for PP-waste newspaper flour composites and reported improved mechanical properties of his prepared composite. Sanadi et al. 167 reported that improvement in properties using MAPP depends on the amount of MA in the graft copolymer and the molecular weight of the copolymer. Similarly Pracella et al. worked on hemp/PP composites, 20 Arbelaiz et al. worked on flax/PP, 152 Sam-Jung et al. worked on cotton/PP 168 composites, and all of them found that MAPP results in greater mechanical properties.
When MAPP is used as coupling agent, bonding between the anhydride groups of MAPP and hydroxyl groups of the cellulosic fibers occurs as shown in Figure 9. 163,169 This is the probable mechanism for plant-based cellulosic FRPCs containing MAPP. For proteinous animal-based fibers, bonding between amino group of proteinous fibers and MAPP can result in increased mechanical properties of FRPCs. In case of synthetic fibers, bonding occurs between MAPP and synthetic fibers. Reaction occurs between MAPP and carbon fibers, 154 the anhydride groups of MAPP and SiO groups of glass fibers, 163 resulting in improved mechanical properties when MAPP is used with synthetic FRPCs.
Thus, MAPP increases the mechanical properties of FRPCs but the content of MAPP should not be high. Because at higher MAPP content, a marginal decrease in mechanical properties occur which may be explained due to the self-entanglement of MAPP resulting from the migration of excess MAPP around the fiber surface rather than causing inter-chain entanglement and contributing to the mechanical continuity of the system. 166 Table 3 shows the effect of concentration of MAPP on mechanical strength of 30% sisal fiber/PP composites. 164
Effect of concentration of MAPP on mechanical strength of 30% sisal fiber/PP composites 164 .
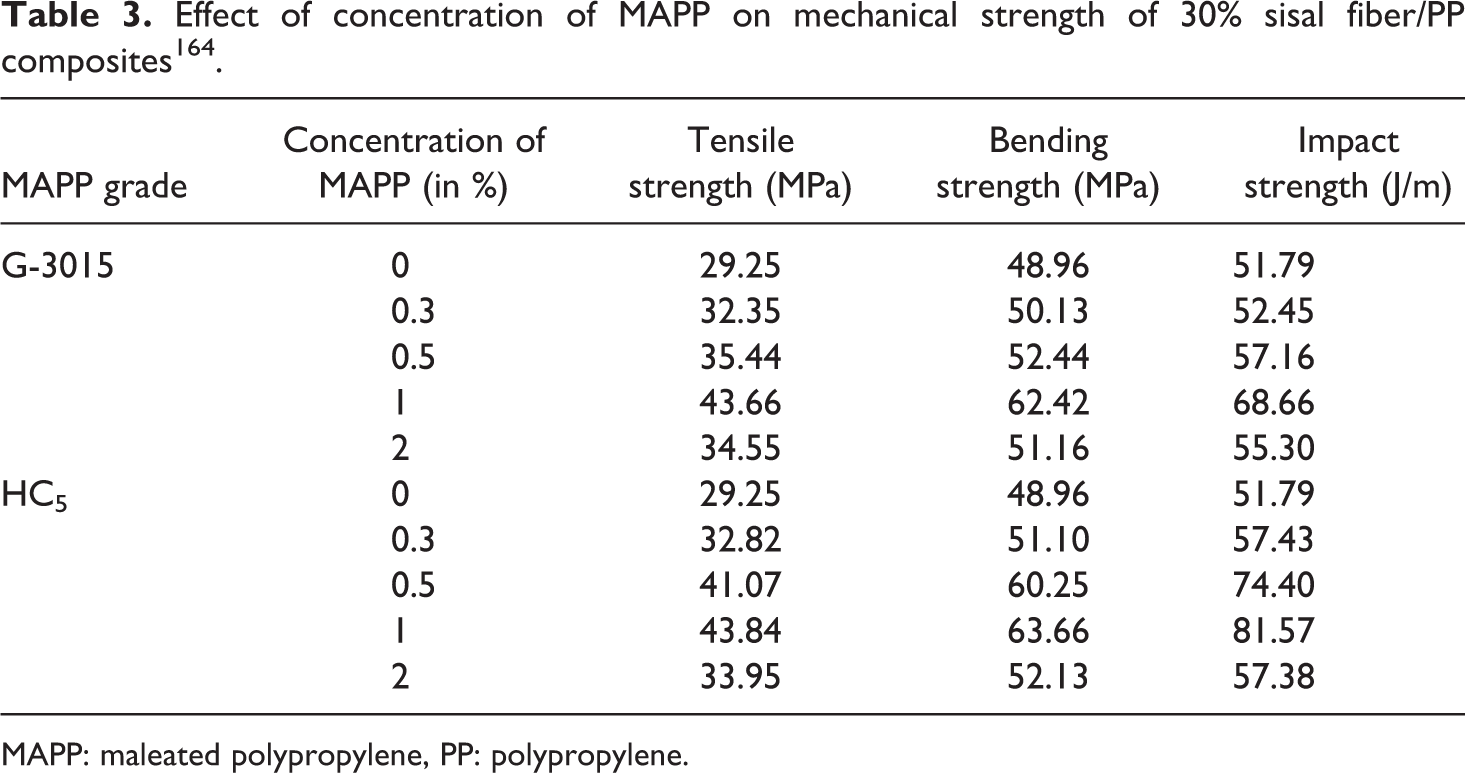
MAPP: maleated polypropylene, PP: polypropylene.
By changing fiber loading
It is often observed that increase in fiber content leads to the increase in the strength and modulus of a fiber-reinforced polymer matrix composite. 170–175 Kuruvilla et al. 176 have studied the influence of interfacial adhesion on the mechanical and fracture behavior of short sisal fiber-reinforced polymer composites of several thermoset resin matrices and a thermoplastic matrix with respect to fiber length and fiber loading. They observed that all the composites showed a general trend of increasing properties with fiber loading.
Generally with the increase in fiber content, TS and BS of FRPCs increase upto a certain limit and then decrease with further increase in fiber content. Sushanta et al. has worked on bamboo FRPCs. 133 They observed that the TS increases with the increase in bamboo fiber content up to 30 wt% in PP, with a subsequent decrease in TS at 40 wt% of fiber loading. According to Sushanta et al., this increase in the TS is due to the increased wt% of the fiber loading within the PP matrix, leading to an efficient stress transfer from the PP to the fiber. 133 Hassan et al. worked on betel nut fiber/PP composite and found maximum TS and BS for 10% fiber content in PP. They observed that increase in fiber content from 3 to 5, 5 to 10 also increase TS and BS of that composite; but when the fiber content is 20 wt%, those strengths decrease. 105 Haydaruzzaman et al. studied the effect of coir fiber loading on the mechanical properties of coir/PP composite. 135 They found that TS and BS increase with increase in percentage of coir yarn up to 20 wt% in the composite and then starts decreasing with the increase in fiber loading. Khan et al. observed that TS and BS of jute/PP composite increase with increase in percentage of jute content up to 40 wt% in the composites and after that increase in fiber content results in decreased TS and BS values. 151 Haque et al. observed that TS and BS of palm fiber/PP composites increase with the increase in percentage of palm fiber content up to 10% in the composites and after that both TS and BS decreased. 124 Figures 10 and 11 show the effect of fiber content on the TS and BS of different FRPCs. From these two figures, it is clear that TS and BS of FRPCs increase with the increase in fiber content up to a certain value of fiber content and after that further increase in fiber content results in decrease of that strength. This is due to fact that, after a certain range, it results in the agglomeration of fibers, and they cannot share the stress and hence reduce the strength of composites.
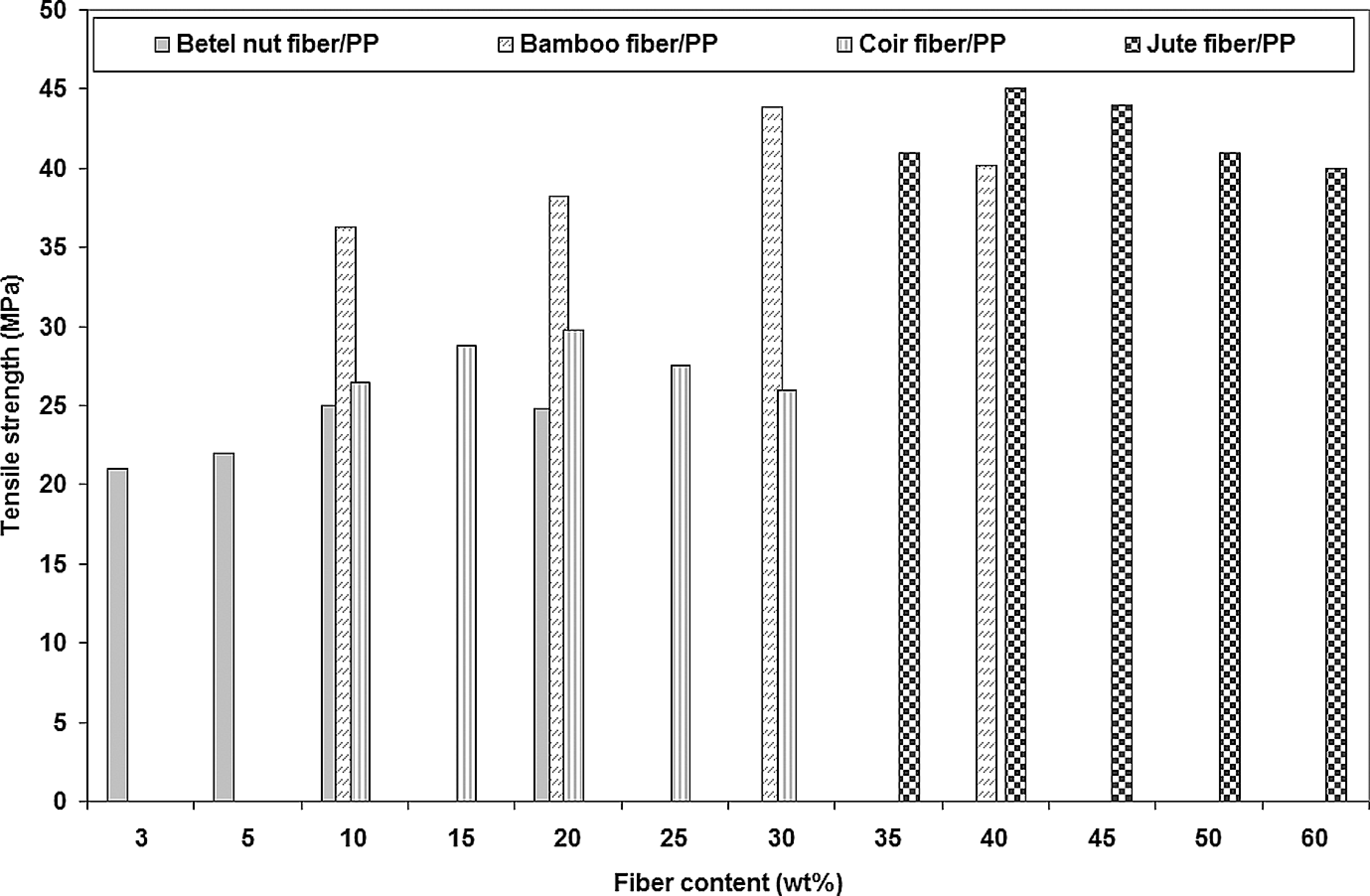
Effect of fiber content on the tensile strength of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 105, 133, 135 and 151).
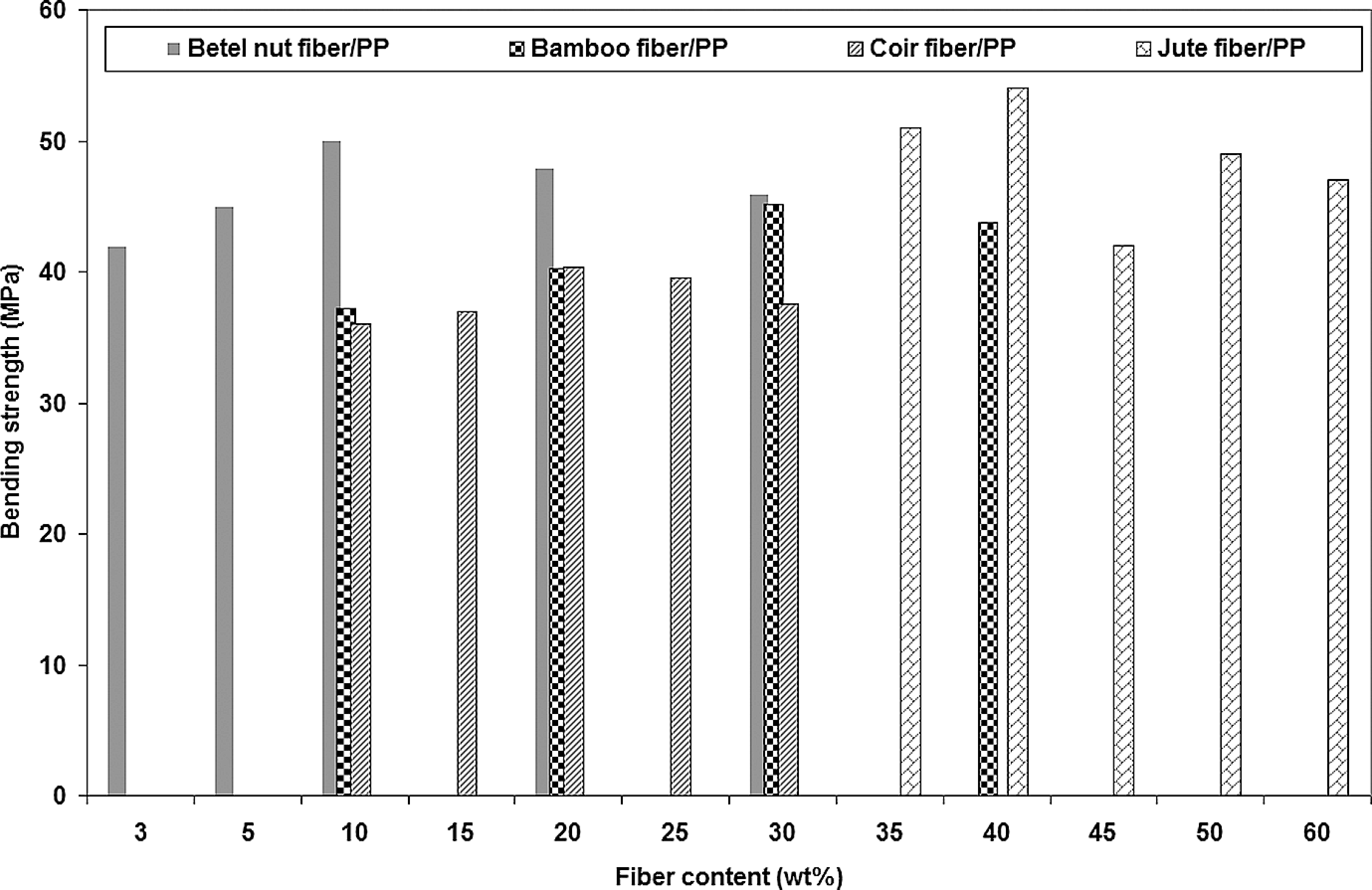
Effect of fiber content on the bending strength of different fiber-reinforced polypropylene composites ([FRPCs] data from Refs 105, 133, 135 and 151).
At lower levels of fiber content, the composites show poor mechanical properties due to poor fiber population and low load transfer capacity of one another. As a result, stress gets accumulated at certain points of the composites and highly localized strains occur in the matrix. 135 At intermediate levels of fiber loading, fibers actively participate in stress transfer. 135 Decrease in strength of fiber/PP composite at higher fiber content is a direct consequence of poor fiber/matrix adhesion which leads to microcrack formation at the interface under loading and nonuniform stress transfer due to the fiber agglomeration in the matrix. 133 Higher wt% of fiber content also leads to an increase in fiber–fiber interaction which results in dispersion difficulties in the fibers within the PP matrix. 133
Conclusion
FRPCs have received considerable attention over the past few decades. PP is a low-cost thermoplastic polymer, which has some excellent properties. Various fibers are reinforced with PP to prepare composites. Among synthetic fibers, glass fibers are mostly used as reinforcement with PP. E-glass/PP composites have very good mechanical properties. Among natural fibers, flax fibers are very strong and when reinforced with PP produce composites having good mechanical properties. Fiber modification can increase the mechanical properties of FRPCs satisfactorily. Surface of fibers can be modified by treatments like alkalization/mercerization, oxidation, diazotization and so on to improve fiber-PP adhesion which will result in greater mechanical strength. Incorporation of coupling agent like MAPP in appropriate amount in the fabrication of FRPCs will increase the mechanical properties of FRCPs. The future of FRPCs appears to be bright, because PP is a low-cost matrix. Future research should focus on the improvement of mechanical properties of FRCPs. Future research should also focus on the replacement of synthetic fibers by natural fibers considering the environmental fact. Increase in the strength of natural fibers reinforced polypropylene composites through various treatments of natural fibers to get best adhesion between natural fibers and PP will help to replace synthetic fiber reinforced polypropylene composites.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.