
Abstract
The effect of temperature, strain rate, moulding thickness and the mode of loading on weldline integrity of injection moulded polycarbonate (PC) reinforced with 10% and 30% by weight short glass fibres was studied. Results showed that tensile and flexural strengths of single-gated mouldings, σcs, increased with increasing fibre concentration, φf, in a linear manner, thus obeying the rule of mixtures for short fibre composites. The presence of weldlines in double-gated mouldings reduced tensile and flexural strength by as much as 70%. It was found that tensile and flexural strengths of double-gated mouldings, σcd, increased initially and reached a maximum before decreasing with increasing φf. However, for both single- and double-gated mouldings, the flexural strength values were consistently higher than tensile strength values. It was found that tensile strength of both single- and double-gated mouldings increased linearly with increasing ln(strain rate) and decreased linearly with increasing temperature. Tensile strength of single- and double-gated mouldings showed no significant variation with respect to the thickness of the moulding. The weldline integrity factor decreased with increasing fibre concentration and showed little variation with respect to temperature, strain rate and the thickness of the moulding.
Introduction
The strength of short fibre polymer composites is derived from a combination of the fibre and matrix properties and the ability to transfer stresses across the interface between the two constituents and is affected by a number of parameters, most importantly, concentration, length and orientation of the fibres as well as the degree of interfacial adhesion between the fibre and the matrix.1–12 However, as most short fibre composites are fabricated by an injection moulding process, a major design concern is the effect that weldlines may have on the strength of the polymer matrix and its composites. Weldlines are observed in injection moulded components due to multigate moulding, existence of pins, inserts, variable wall thickness and jetting and are classified as being either cold or hot. A cold weldline is formed when two melt fronts meet head on and this type of weldline is the worst-case scenario as far as the strength of the composite is concerned. A serious reduction in strength has been reported for many polymers and their composites in the presence of cold weldlines. To this end, the present work was undertaken to examine the influence of fibre concentration, loading mode, moulding thickness, strain rate and temperature on the strength of both single- and double-gated polycarbonate (PC) reinforced with 0%, 10% and 30% by weight short glass fibres.
Experimental
Materials
PC and its composites containing 10% and 30% by weight short glass fibres were supplied by PolyOne (Polyone (UK) Ltd. Darford) in the form of pellets for injection mouldling process. The PC and its composites were dried in an air circulating oven for 4 hours at 120°C as recommended by the manufacturer prior to injection moulding process.
Injection moulding
The dried pellets were injection moulded in a Klockner Ferromatik F-60 injection moulding machine at the processing conditions listed in Table 1 to produce a series of dumb-bell-shaped test specimens. The mould used consisted of a single-gate (SG) and a double-gate (DG) cavities as illustrated in Figure 1, each of nominal dimensions 4 × 10 × 120 mm (thickness, width, and length). In the case of double-gated cavities, the two opposing melt fronts met to form a cold weldline midway along the gauge length of the specimen.
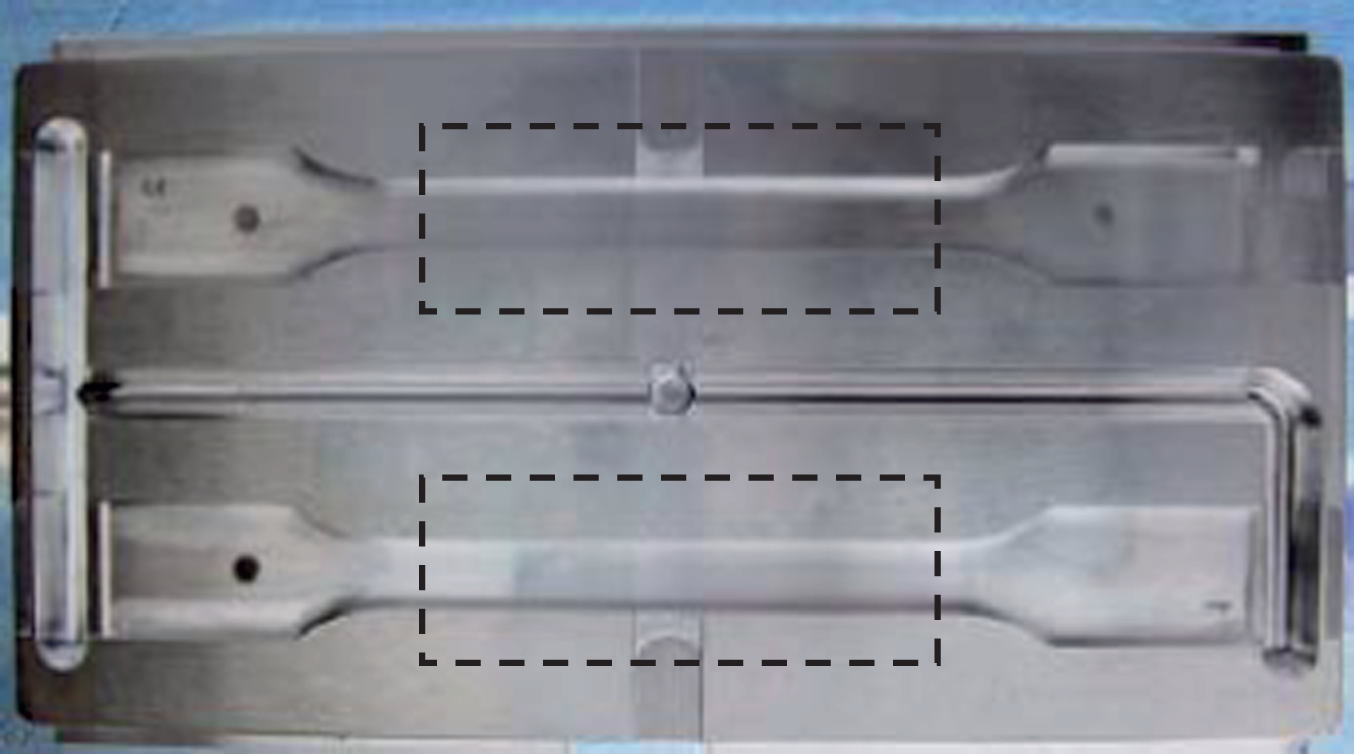
Single- and double-gated cavities with nominal dimensions of 4 × 10 × 120 mm (thickness, width, and length).
Processing condition for injection moulded PC and PC composites.
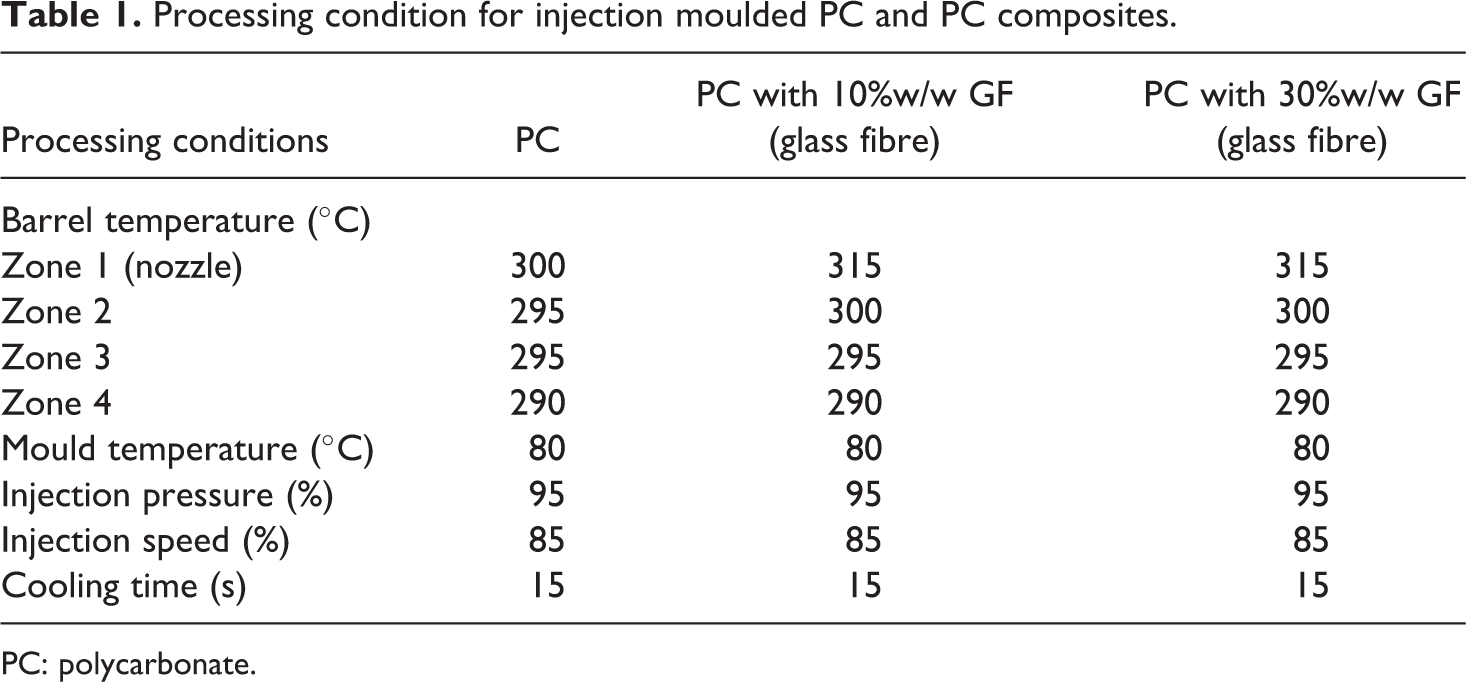
PC: polycarbonate.
In addition, a series of single- and double-gated specimens were injection moulded using mould cavities similar to that illustrated in Figure 1 but with nominal dimensions 1.5 × 10 × 120 mm (thickness, width, and length).
Fibre concentration measurements
The exact weight fraction of the fibres in the injection moulded dumb-bell-shaped specimens was determined by ashing a preweighed amount of material (cut from the gauge length area) in a muffle furnace at 550°C for at least 1 hour. After cooling, the remnant was weighed and weight fraction of fibres w f was determined. The average w f value was within 1% of the manufacturer’s specification.
The measured weight fractions, w f, were subsequently converted into volume fractions, φf, using the following relationship:

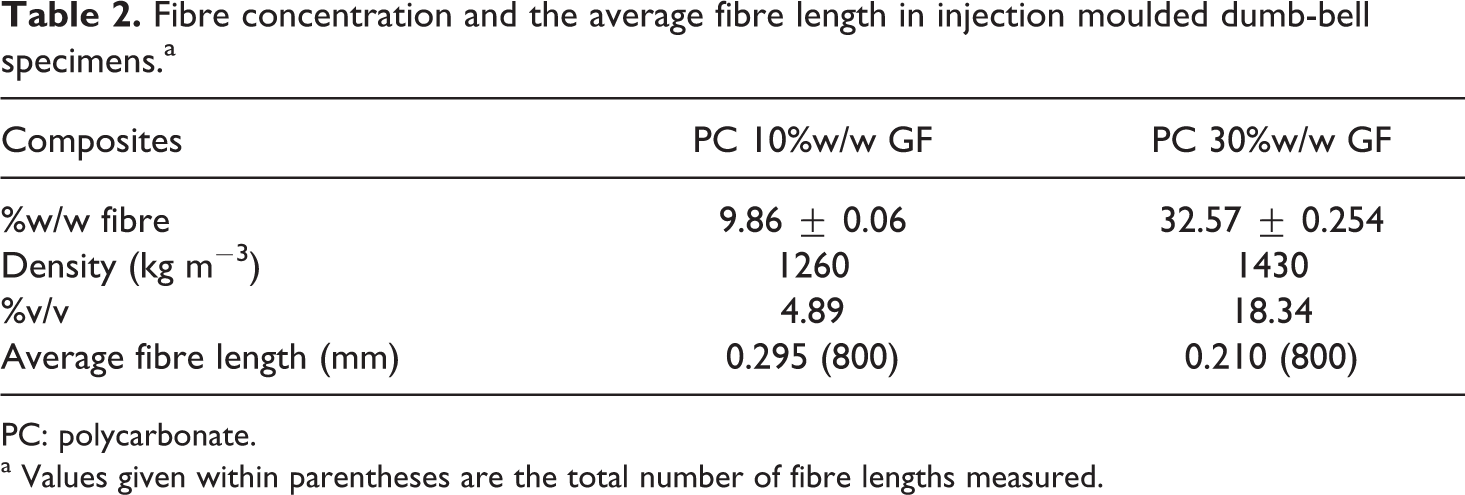
Table 2 gives values of φf obtained via Equation (1), taking density of glass fibre, ρf, as 2540 kg m−3 and composite densities, ρc, as provided by the manufacturer.
Fibre concentration and the average fibre length in injection moulded dumb-bell specimens. a
PC: polycarbonate.
a Values given within parentheses are the total number of fibre lengths measured.
Fibre length measurements
The ashes of fibrous material were subsequently spread on glass slides and placed on the observation stage of a microscope. Magnified fibre images were transmitted to a large screen, and the fibre images were then automatically digitised. Approximately 800 hundred fibre lengths were measured for each composite. From the fibre length distributions, the average fibre length in the moulded specimens was determined. The measured values are given in Table 2 where it can be seen that the average fibre length (L f) in the moulded specimens decreased with increasing fibre concentration. This is attributed to a greater fibre–fibre and fibre–machine interaction as well as increase in the apparent melt viscosity causing higher bending forces on the fibres during moulding, at higher fibre concentration.
Mechanical testing
Tensile testing. The effect of strain rate and the thickness of the moulding on tensile strength of single- and double-gated mouldings was studied at 23°C using a Tinius Olsen H10KS testing machine (Tinius Olsen LTd. Redhill, Surrey, UK). The effect of strain rate was studied at crosshead speeds of 0.5, 5, 50 and 500 mm/min giving nominal strain rate values of 7.58 × 10−5, 7.58 × 10−4, 7.58 × 10−3 and 7.58 × 10−2 s−1, respectively. The effect of moulding thickness was studied at a constant crosshead speed of 50 mm/min.
The effect of temperature on tensile strength of single- and double-gated mouldings was studied using an Instron testing machine at a constant crosshead speed of 50 mm/min at 23, 40, 60, 80 and 120°C.
In all cases a minimum of four specimens were tested for determining an average value. The load displacement curve for each specimen was recorded using a computer data logger from which the tensile strength was calculated using the maximum load.
Flexural testing. Strength of single- and double-gated mouldings in flexure was measured using rectangular coupons cut from the gauge length of both single- and double-gated dumb-bell mouldings of 4 mm nominal thickness. Flexural tests were performed in three-point bend by flexing the coupons flat-wise (i.e. D = 4 mm, B = 10 mm) at a constant crosshead displacement rate of 50 mm/min over a span width (S) of 64 mm in the Tinius Olsen H10KS testing machine. The double-gated specimens were positioned on the rig such that weldline was at mid span, that is, under the loading nose. The flexural strength was calculated using the following equation:

where P max is the maximum recorded load.
Results and discussion
Effect of fibre concentration and strain rate on tensile strength of single-gated mouldings
Stress–strain curves for single-gated mouldings indicated that the strength of PC composites increases as fibre concentration is increased. This behaviour was consistently observed for all single-gated mouldings over the entire crosshead speed range of 0.5–500 mm/min.
The effect of fibre volume fraction, φf, on the tensile strength of single-gated mouldings at crosshead displacement rates of 0.5, 5, 50 and 500 mm/min is shown in Figure 2. Results show that in all cases, tensile strength of single-gated mouldings, σcs, increases linearly with increasing φf. This behaviour suggests that the variation of σcs with φf can be modelled using the modified rule-of-mixtures equation for short fibre composites, that is
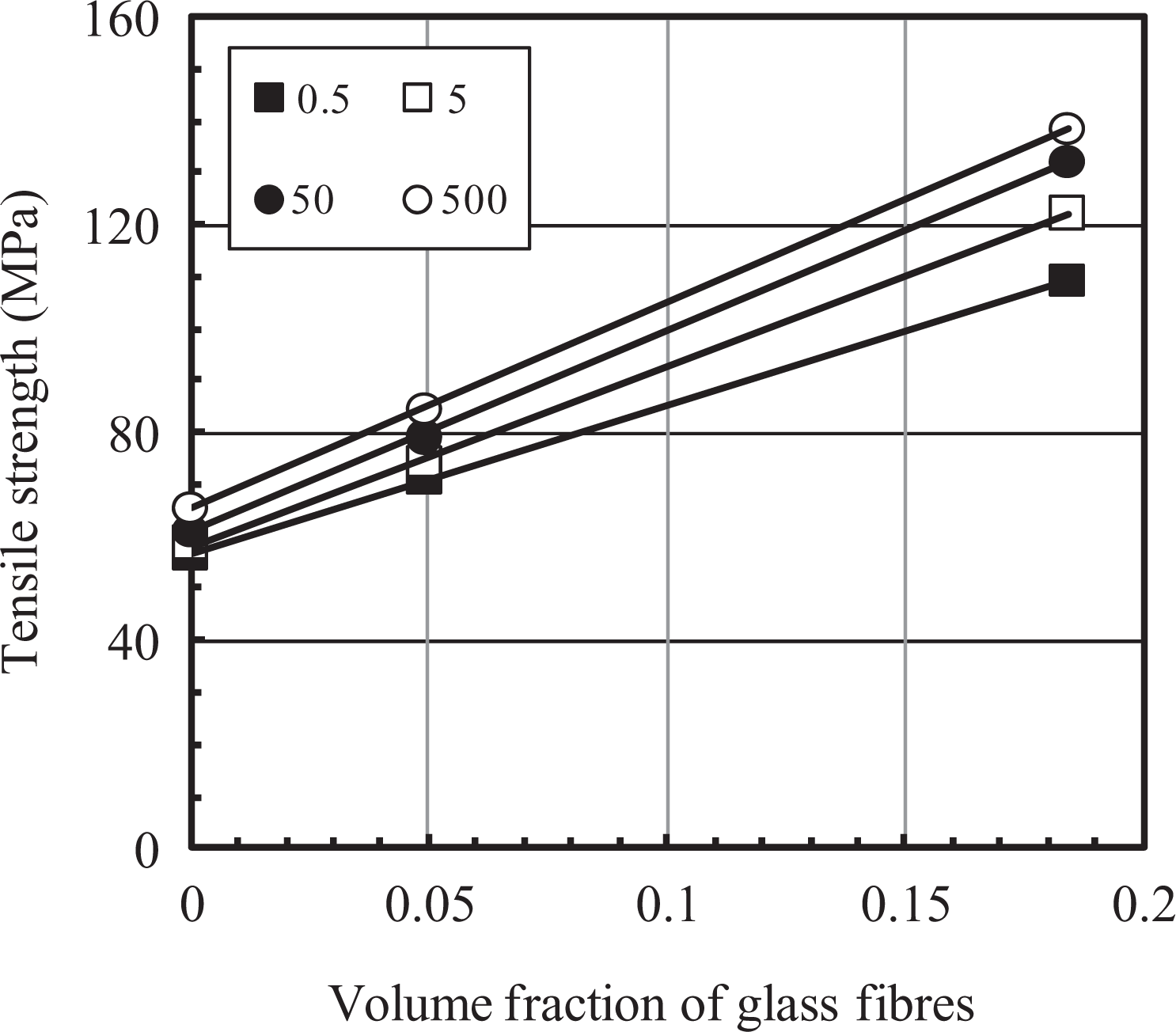
Effect of fibre volume fraction, φf, on tensile strength of single-gated mouldings, σcs, at crosshead speeds of 0.5, 5, 50 and 500 mm/min.

where σf is tensile strength of the glass fibre and σms is the tensile strength of single-gated unreinforced PC (i.e. the matrix) moulding. The parameter η is termed the overall fibre efficiency parameter for composite tensile strength, whose value depends on the length and the orientation of fibres in the moulded specimen.
A simple rearrangement of Equation (3) gives

According to Equation (4), the effect of strain rate on parameter η can be determined from the slope of the linear regression lines in Figure 2. Values of η obtained in this way with σf = 2470 MPa are plotted in Figure 3 as a function of natural logarithm of strain rate, ln ė. According to Figure 3, η increases linearly with increasing ln ė, thus indicating that reinforcement efficiency of the fibres depends on the rate of testing and indeed fibre behave more efficiently at higher rates than they do at lower rates. The linear relationship between η and the strain rate, ė, can be expressed as
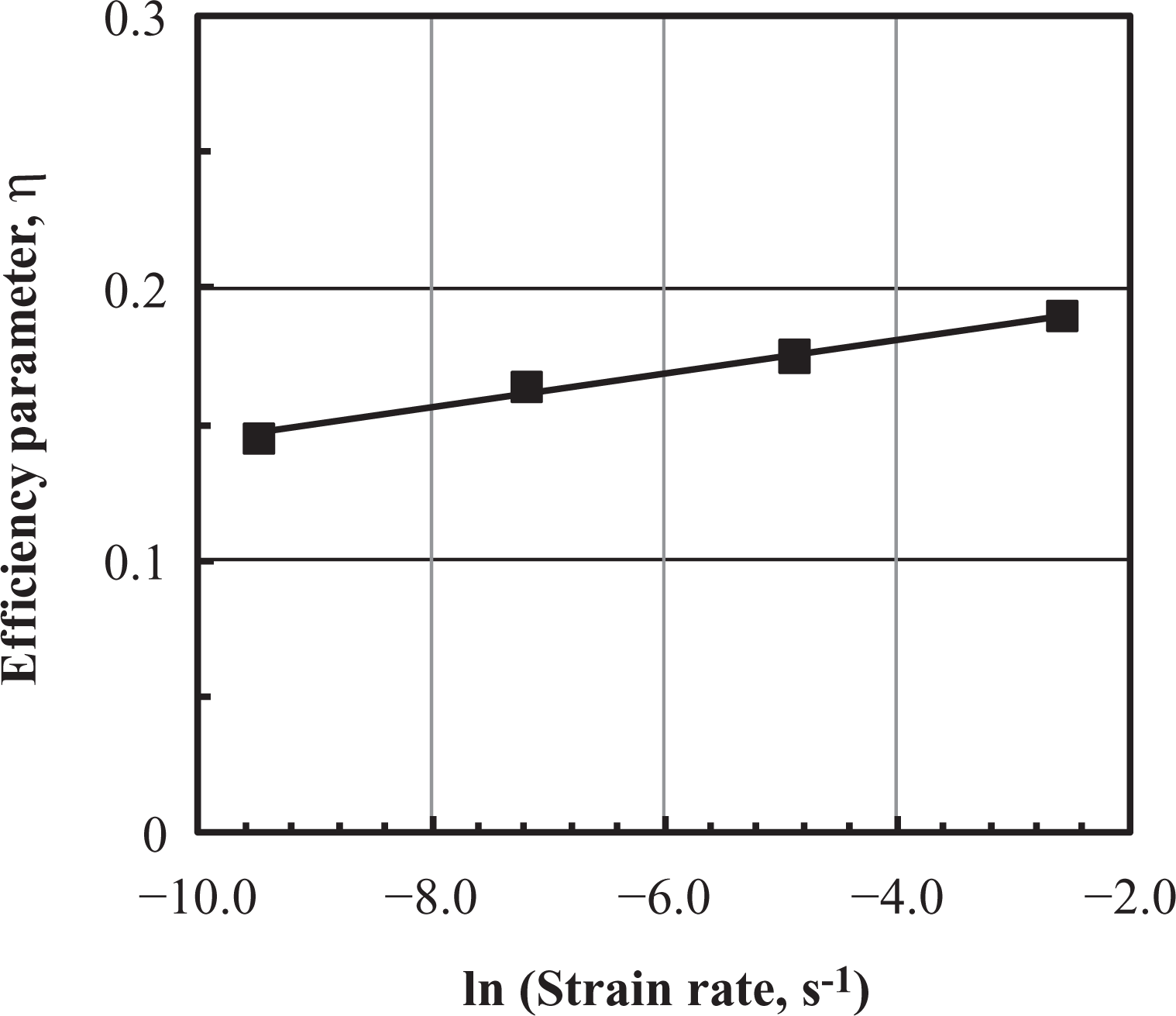
Effect of strain rate on fibre efficiency parameter for tensile strength of single-gated mouldings.

where A o = 0.207 and B o = 6.34 × 10−3.
The efficiency parameter η is defined as

where ηL is the fibre length and ηo is the fibre orientation efficiency parameters for the composite strength. The value of ηL for short fibre composites depends largely on the ratio L c /L f, where L f is the average length and L c is the critical length of the fibre, respectively. The value of L c can be obtained from the following relationship:

Fibre efficiency parameters for tensile strength of single-gated fibre reinforced PC mouldings at crosshead speeds of 0.5, 5, 50 and 500 mm/min.
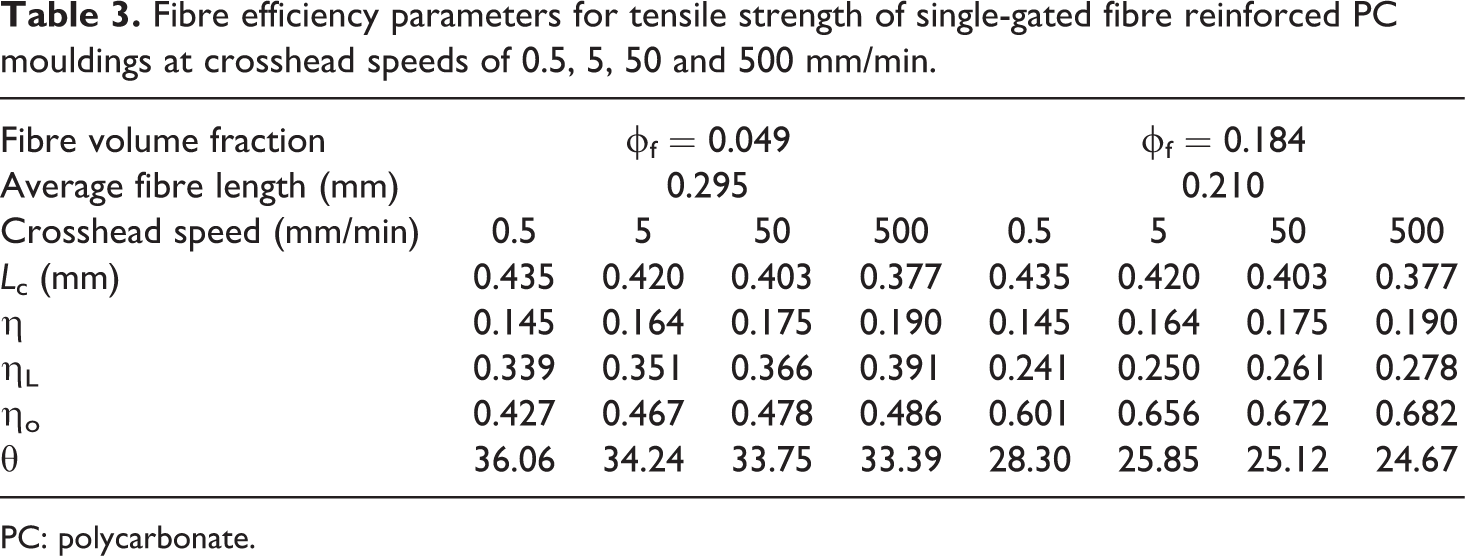
PC: polycarbonate.

Using Equation (6), values of fibre orientation efficiency parameters ηo were calculated. Values given in Table 3 suggest that ηo is more affected by the change in fibre concentration than by crosshead speed. The observed increase in ηo with fibre concentration is primarily due to the ease at which shorter fibres can align themselves in the flow direction as compared to longer fibres. For a perfect alignment of fibres in the loading direction as in unidirectional short fibre composites, ηo = 1, thus values obtained here indicate reduction in tensile strength, σcs, because misalignment of the fibres could be as much as 57% (i.e. ηo = 0.43).
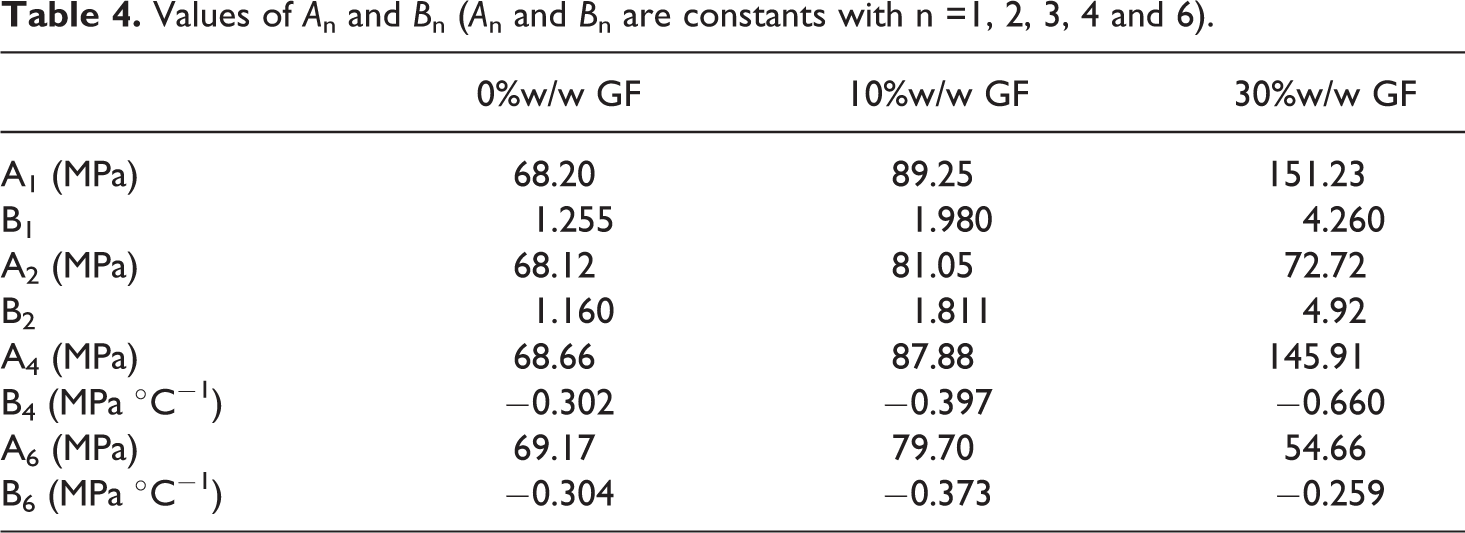
The effect of strain rate on tensile strength of single-gated mouldings is shown more explicitly in Figure 4, where it can be seen that tensile strength of the unreinforced PC matrix and its composites increases linearly with the natural logarithm of strain rate mouldings, ln ė. This linear relationship can be reasonably expressed as Effect of strain rate on tensile strength of single-gated mouldings, σcs, containing 0, 10 and 30% by weight short glass fibres.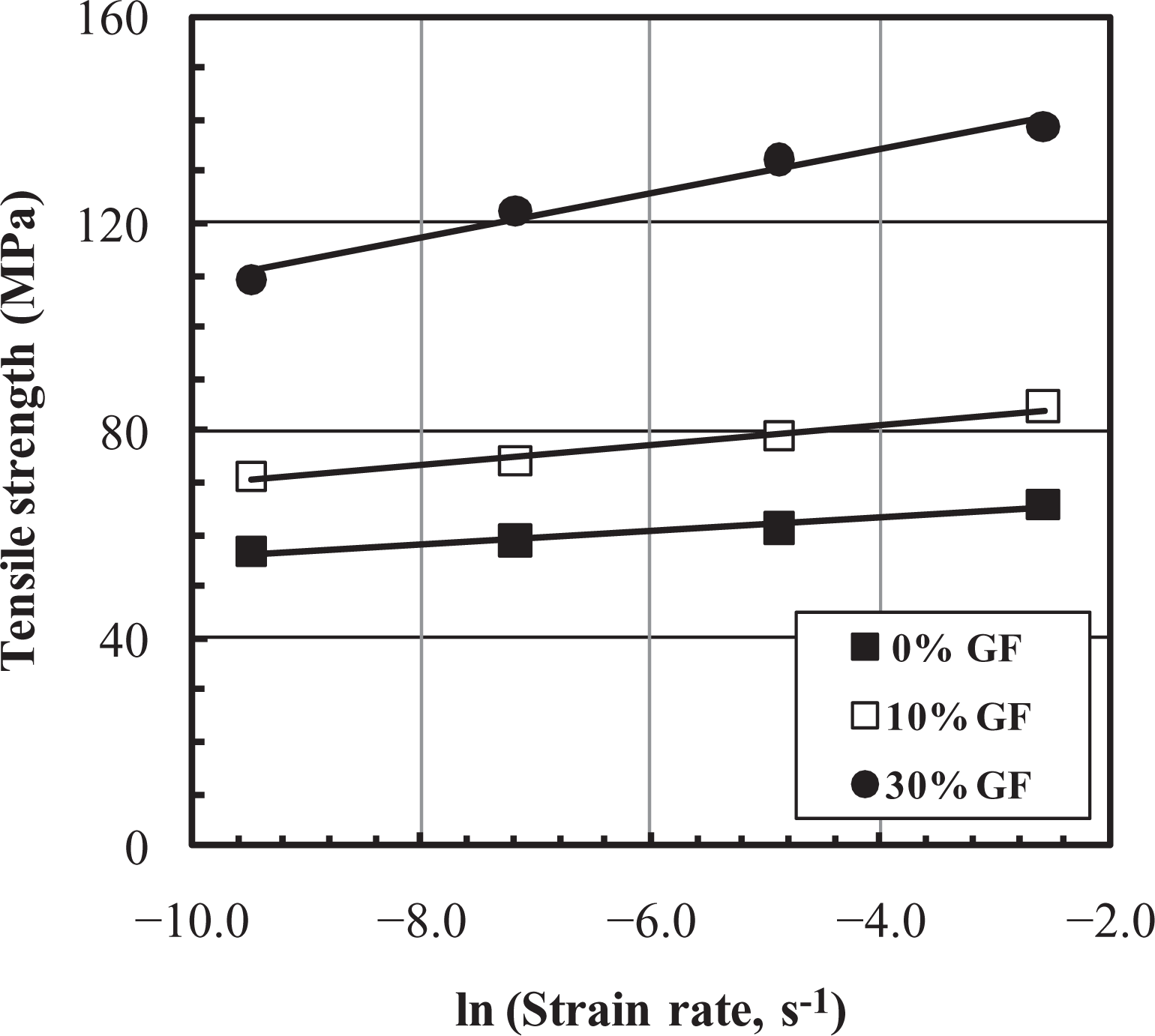

Values of A n and B n (A n and B n are constants with n =1, 2, 3, 4 and 6).
Effect of fibre concentration and strain rate on tensile strength of double-gated mouldings
The stress–strain curves for double-gated mouldings revealed that the presence of weldline causes significant reduction in tensile strength and elongation at failure. All double-gated mouldings failed at the weldline region, thus indicating that the weldline was weakest part of all double-gated mouldings over the entire crosshead speed range of 0.5–500 mm/min.
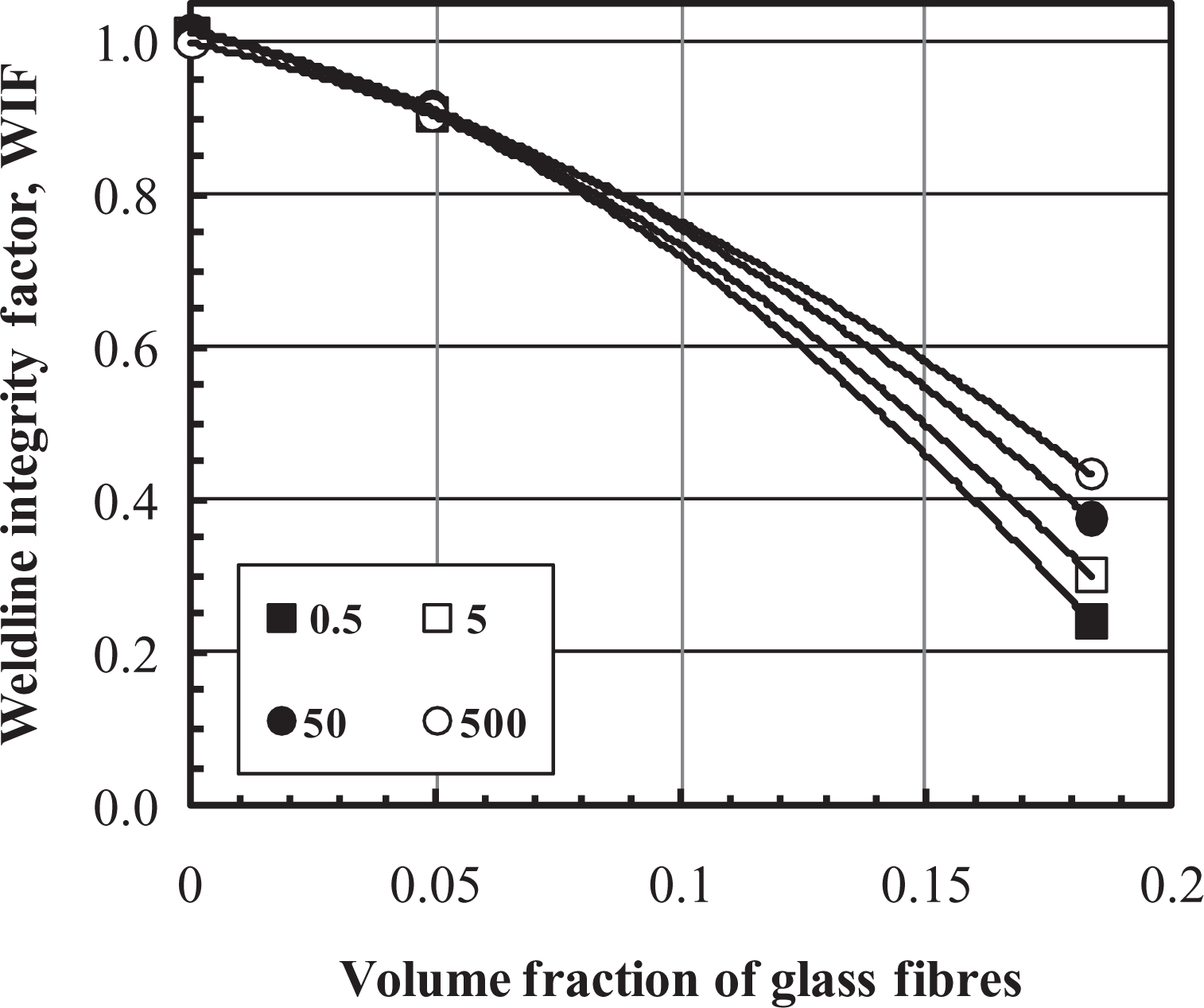
The effect of fibre volume fraction, φf, on tensile strength of double-gated mouldings (i.e. weldline strength), σcd, at crosshead displacement rates of 0.5, 5, 50 and 500 mm/min is shown in Figure 5. Results show that σcd increases initially with increasing φf, reaching a maximum before decreasing with further addition of fibres. As illustrated in Figure 5, variation of σcd with φf can be described reasonably well using a second-order polynomial function of the form: Effect of fibre volume fraction on tensile strength of double-gated mouldings, σcd, at crosshead speeds of 0.5, 5, 50 and 500 mm/min. Polynomial functions for tensile strengths and the optimum volume fraction of fibres for double-gated mouldings at various crosshead speeds and temperatures.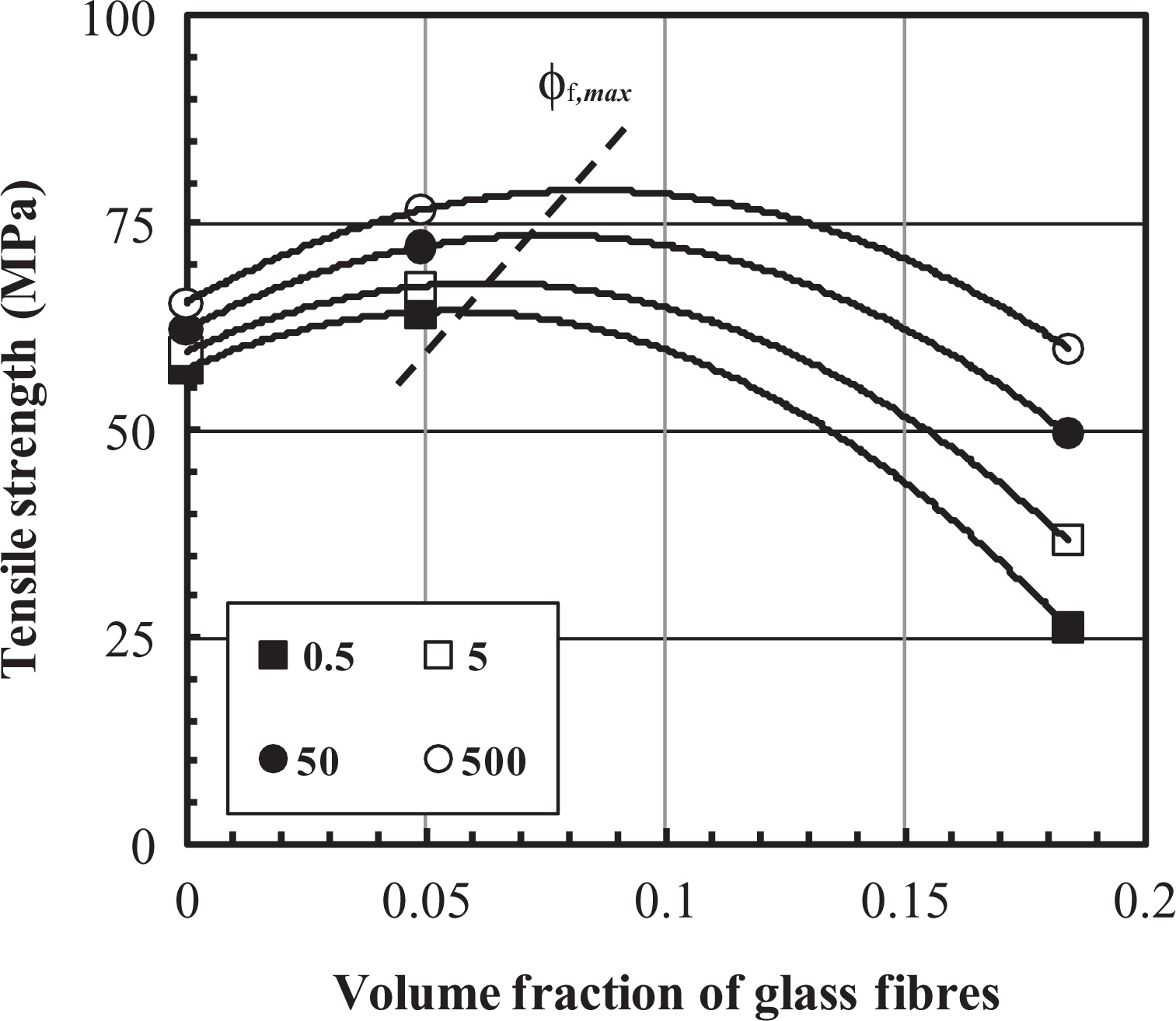

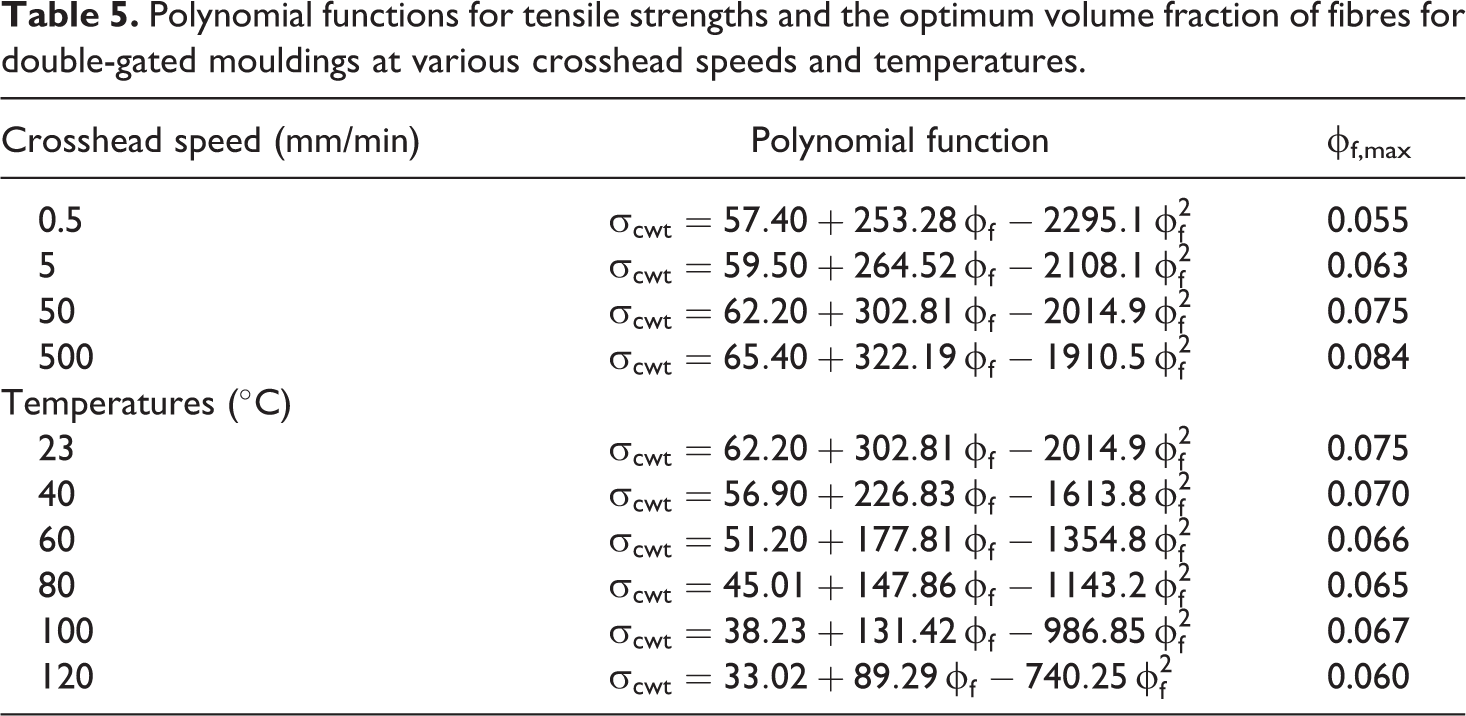

The effect of strain rate on tensile strength of the double-gated mouldings, σcd, is shown in Figure 6 where it can be seen that the tensile strength of the double-gated specimens like their single-gated counterpart, σcs, increases linearly with the natural logarithm of strain rate mouldings, ln ė, and likewise can be expressed as: Strain rate effect on tensile strength of double-gated mouldings, σcd, containing 0, 10 and 30% by weight short glass fibres.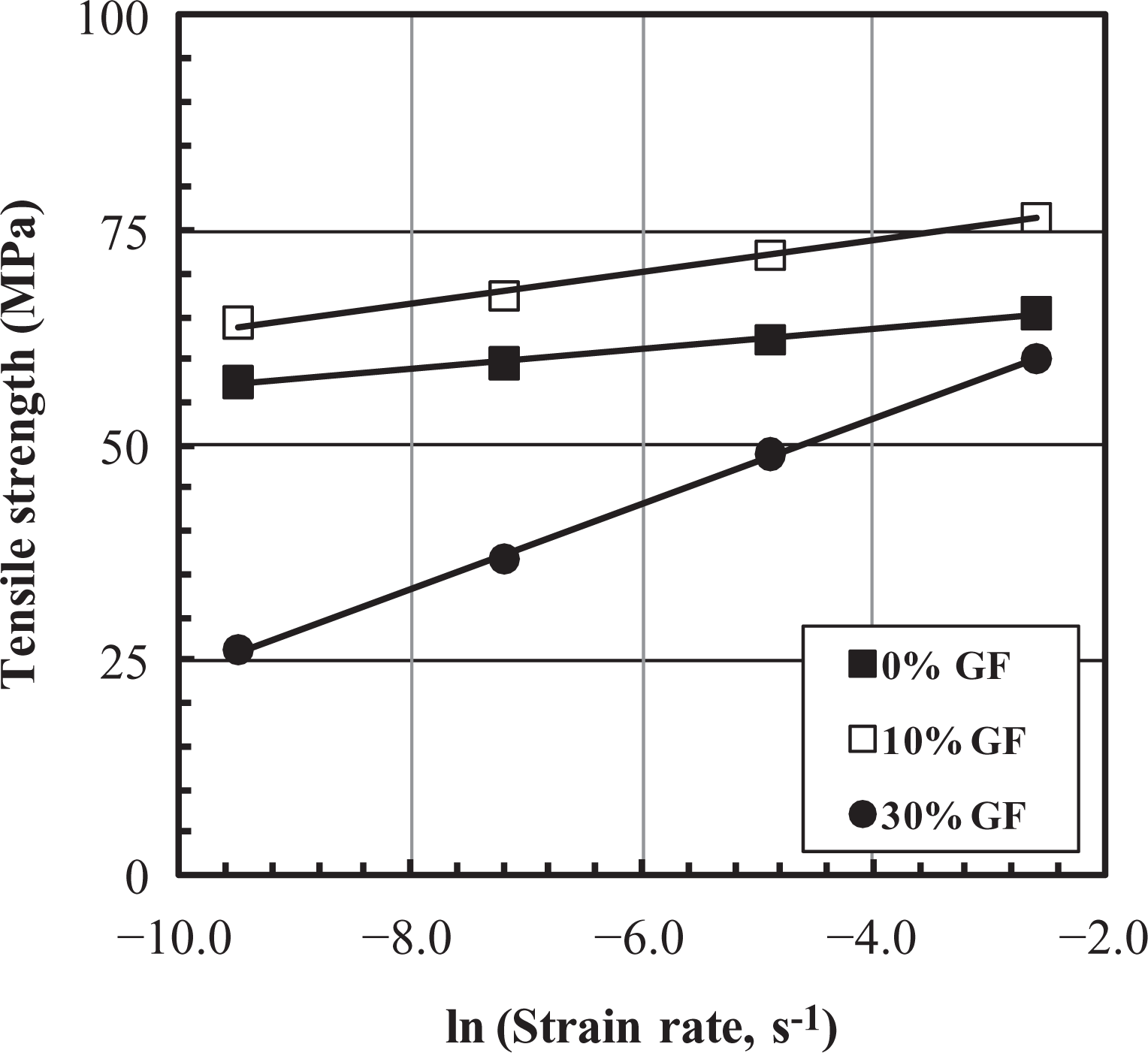

The effect of weldline in double-gated moulding on tensile strength is expressed quantitatively in terms of weldline integrity factor (WIF) defined as

where σcs is tensile strength of single-gated moulding (i.e. unweld strength) and σcd is the tensile strength of the double-gated counterpart (i.e. weldline strength). Figure 7 shows that WIF decreases quite significantly with increasing fibre concentration, φf, while the value of WIF is 1.0 or thereabout for the unreinforced PC and it is around 0.4 for composite containing 30% by weight fibres. The observed reduction in tensile strength in the presence of weldline (i.e. WIF <1) is attributed mainly to the orientation of the fibres in the weldline region. Previous studies1,2 using a similar mould geometry have shown that although away from the weldline region short fibres are preferentially aligned with their long axes parallel to the flow direction (i.e. the loading direction) as in single-gated mouldings, inside the weldline region they are predominantly aligned with their long axes normal to the flow direction and hence normal to the direction of the applied stress. As a result, the material within the weldline region acts as if it was not reinforced and therefore the weldline region becomes the weakest part of the double-gated mouldings. Moreover, as fibre concentration increases so does the number of fibre ends in the weldline region and this will give rise to further reduction in weldline strength with increasing fibre concentration.
Effect of fibre volume fraction on weldline integrity factor, WIF, for tensile strength at crosshead speeds of 0.5, 5, 50 and 500 mm/min.
It is worth noting that while WIF is not rate sensitive at low values of φf, it is rate sensitive at high values of φf. Indeed, it is evident from Figure 7 that the value of WIF decreases with decreasing rate, thus indicating that weldline effect is more pronounced at low strain rates than it is at high strain rates.
Effect of moulding thickness on tensile strength of single- and double-gated mouldings
The effect of moulding thickness on tensile strength on single- and double-gated mouldings is shown in Figure 8. Results show that thickness of the mouldings has little effect if any on tensile strength.
Effect of moulding thickness on tensile strength of single- and double-gated mouldings.
Effect of loading mode strength of single- and double-gated mouldings
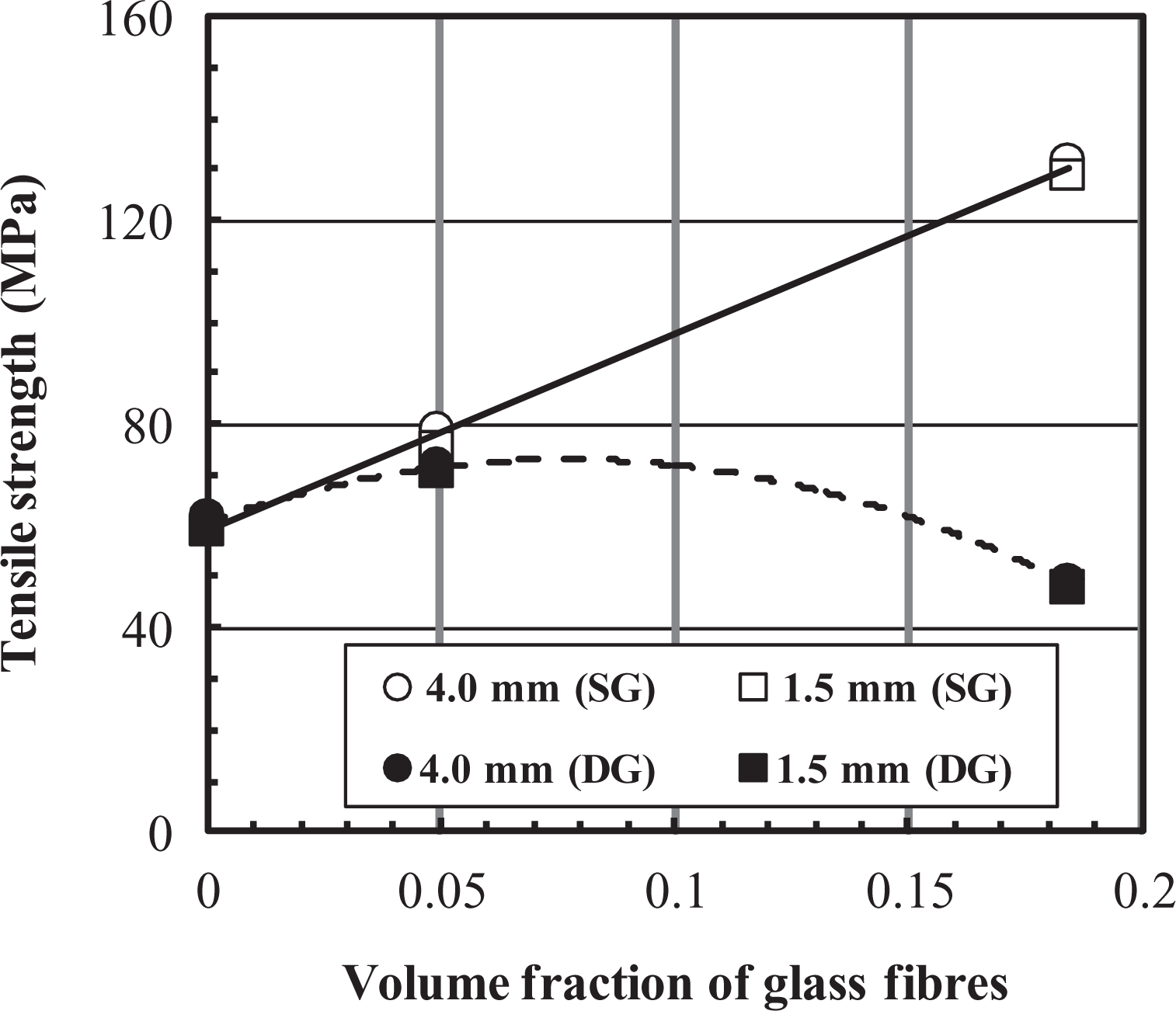
Figure 9 compares the strength of single- and double-gated mouldings in tension and in flexure. Results indicate that both single- and double-gated mouldings exhibit higher strength values in flexure than in tension. However, it can be seen that the variation in flexural strength with φf is similar to that of tensile strength with φf, for both single- and double-gated mouldings.
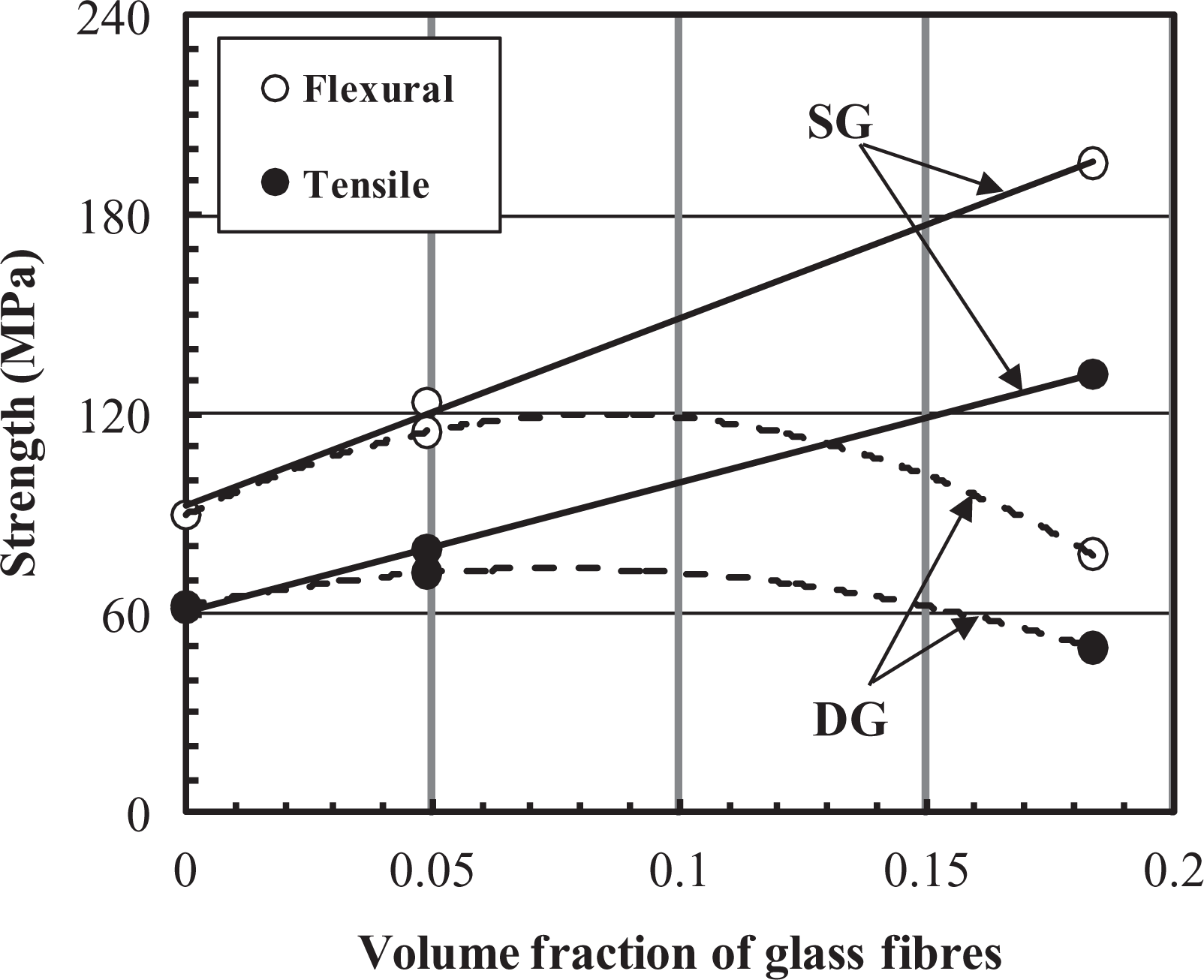
Effect of loading mode on the strength of single- and double-gated mouldings.
The linear dependence between the flexural strength of single-gated mouldings, σcs, and volume fraction of glass fibres, φf, can be expressed also by the rule-of-mixtures as Equation (4), bearing in mind that in this case, flexural strength values are used rather than tensile values. The parameter η for flexural strength of single-gated mouldings can be obtained from the slope of the linear regression line in Figure 9. Taking flexural strength of the glass fibre as 3705 MPa, one obtains a η value of 0.175 which is the same as that obtained for tensile strength of single-gated mouldings at crosshead speed of 50 mm/min.
The effect of loading mode on WIF is shown in Figure 10. Results show that while strength of both single- and double-gated mouldings are significantly affected by the mode of loading (tension versus flexure), WIF values remain almost unaffected by this change.
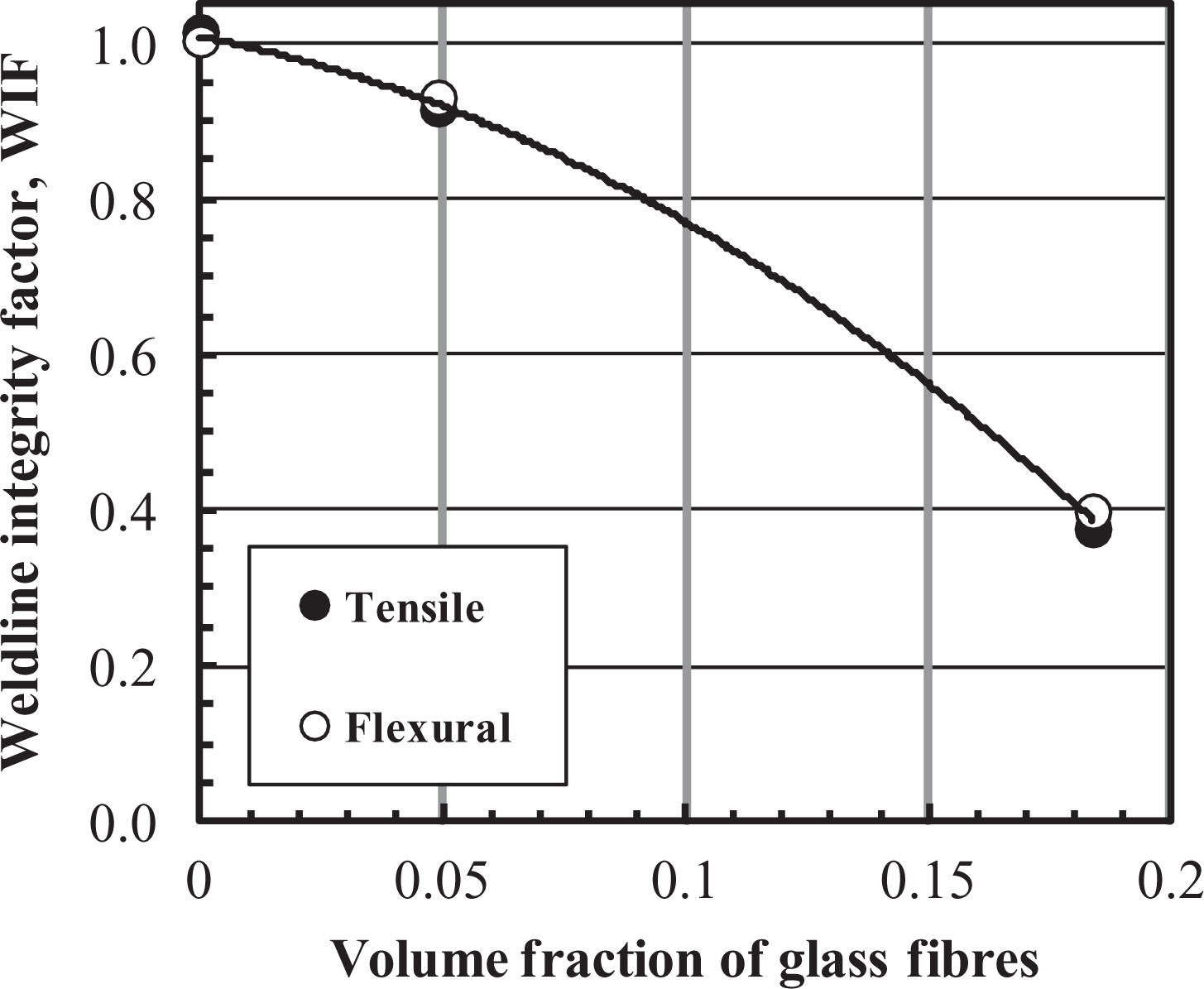
Weldline integrity factor for tensile and flexural strengths versus volume fraction of glass fibres at crosshead speeds of 50 mm/min.
The data in Figure 10 can be reasonably expressed as

According to Equation (14), the maximum value of WIF occurs at fibre volume fraction of about 5%.
Effect of temperature on tensile strength of single-gated mouldings
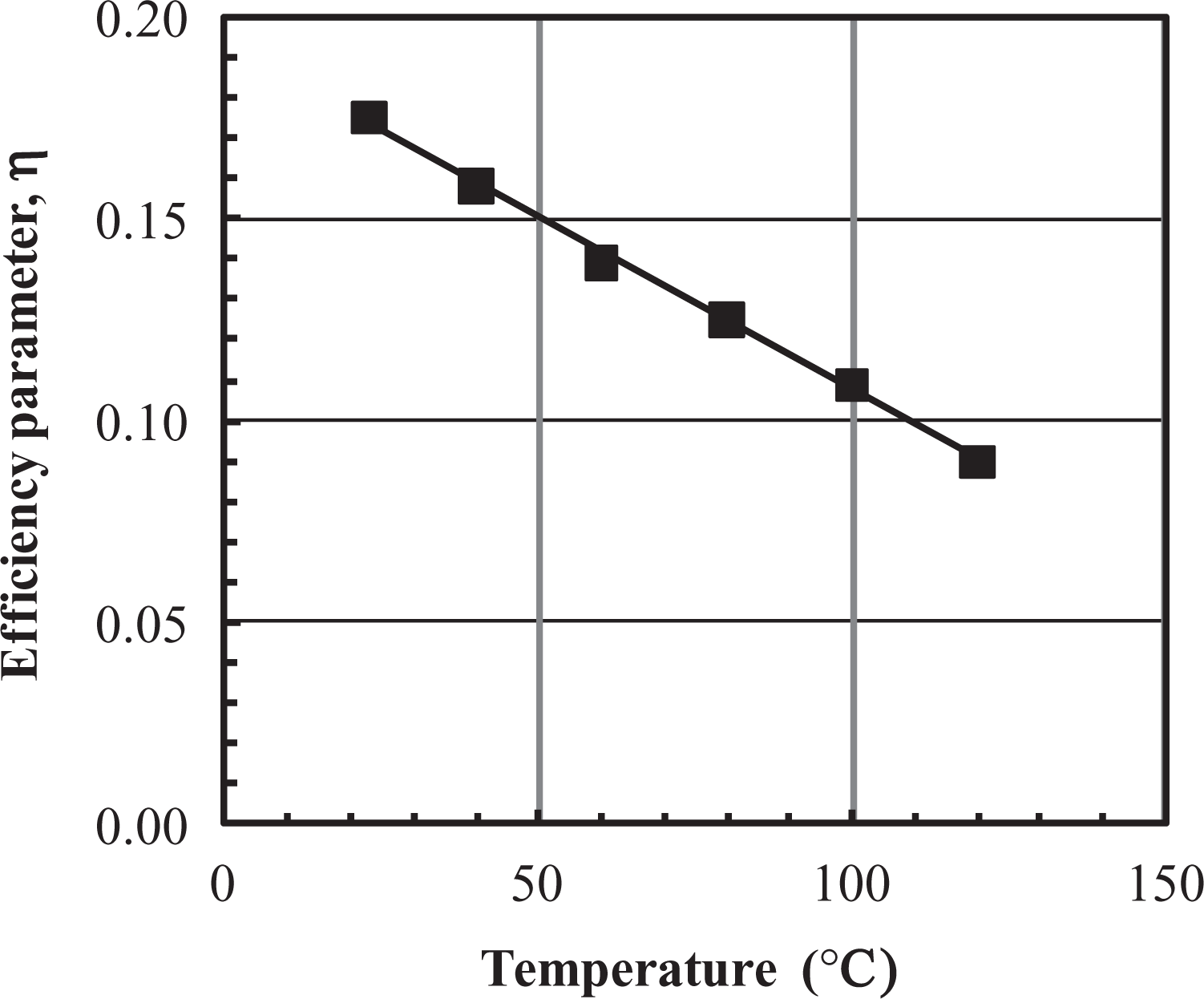
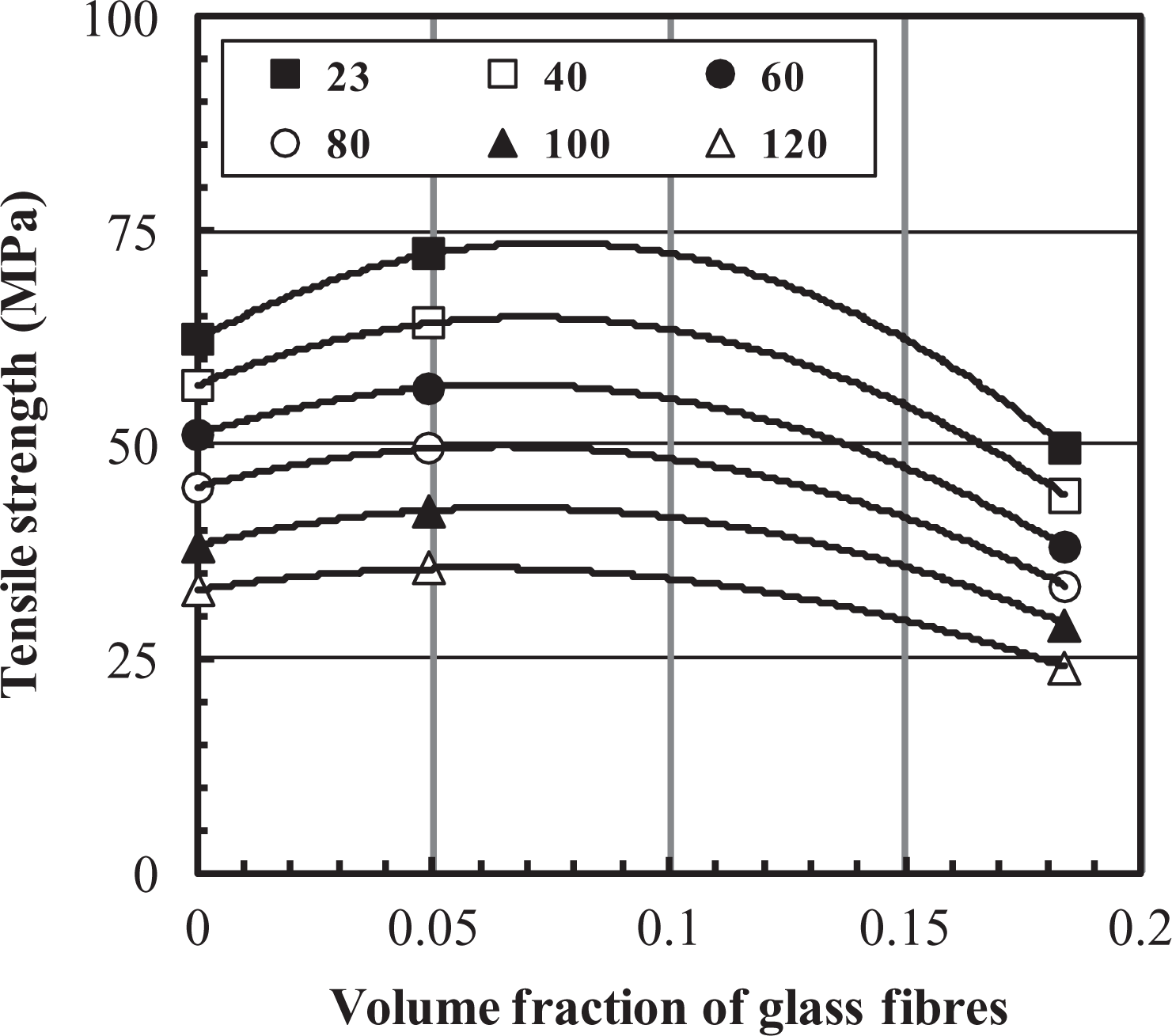
The effect of fibre volume fraction, φf, on tensile strength of single-gated moulding, σcs, at test temperatures ranging from 23 to 120°C is shown in Figure 11. Results show that σcs increases linearly with increasing φf over the entire temperature range studied here and therefore variation in σcs with increasing φf conforms to the rule of mixtures as given by Equation (4). It is also evident from Figure 11 that the slope of the linear regression lines decreases with increasing temperature, thus indicating that fibres become less efficient as reinforcing fillers as temperature increases. Indeed, as shown in Figure 12 values of fibre efficiency parameter, η, as calculated from the slope of the linear regression lines in Figure 11 decrease linearly with increasing temperature. The linear temperature dependence of η can be expressed as
Effect of fibre volume fraction on tensile strength of single-gated mouldings, σcs, at 23, 40, 60, 80, 100 and 120°C. Effect of temperature on fibre efficiency parameter, η, for tensile strength of single-gated mouldings.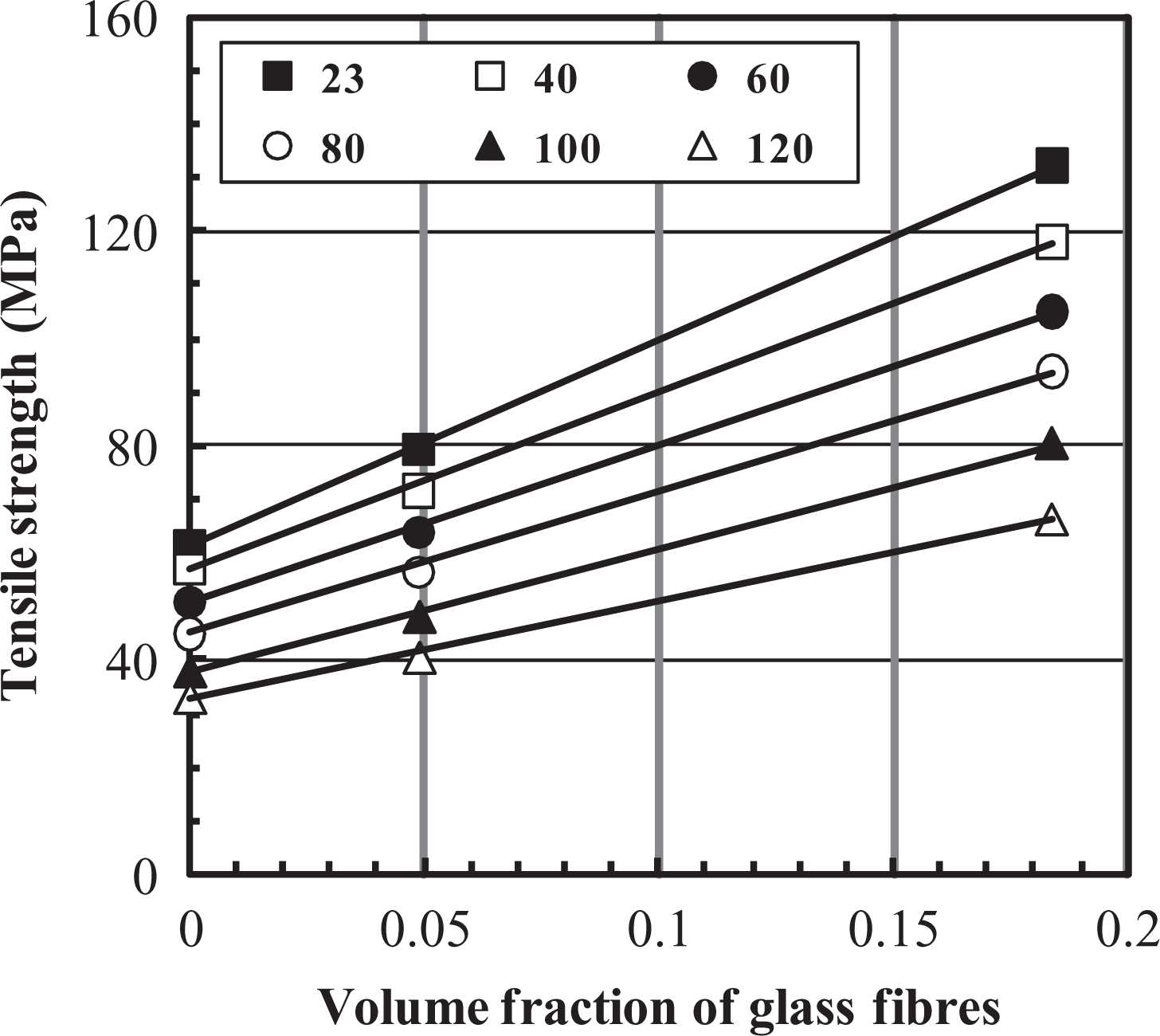

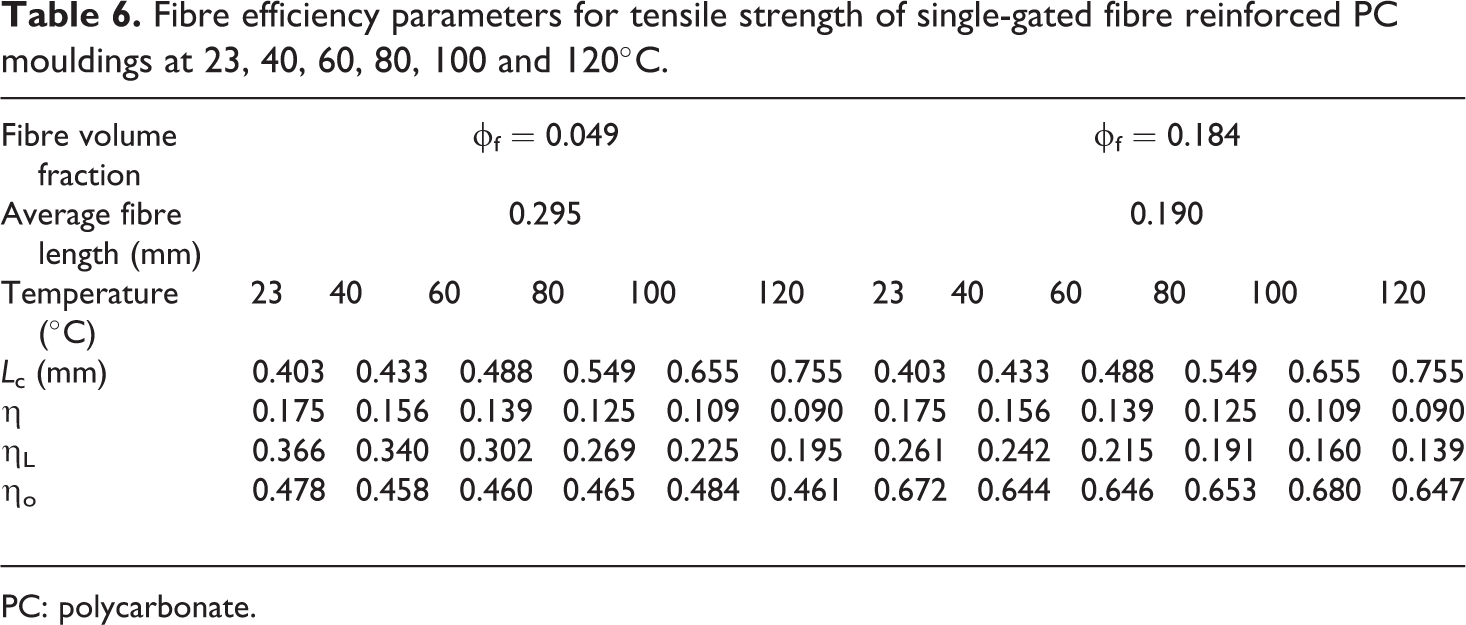
Values of L c, ηL and ηo as calculated using Equations (7) and (8) are presented in Table 6 as a function of temperature for the two composites. Results show that while ηo is not significantly affected by temperature, ηL decreases with increasing temperature. It is also evident that values of ηo and ηL are smaller for the composite with φf = 0.184 due to shorter fibre lengths.
Fibre efficiency parameters for tensile strength of single-gated fibre reinforced PC mouldings at 23, 40, 60, 80, 100 and 120°C.
PC: polycarbonate.
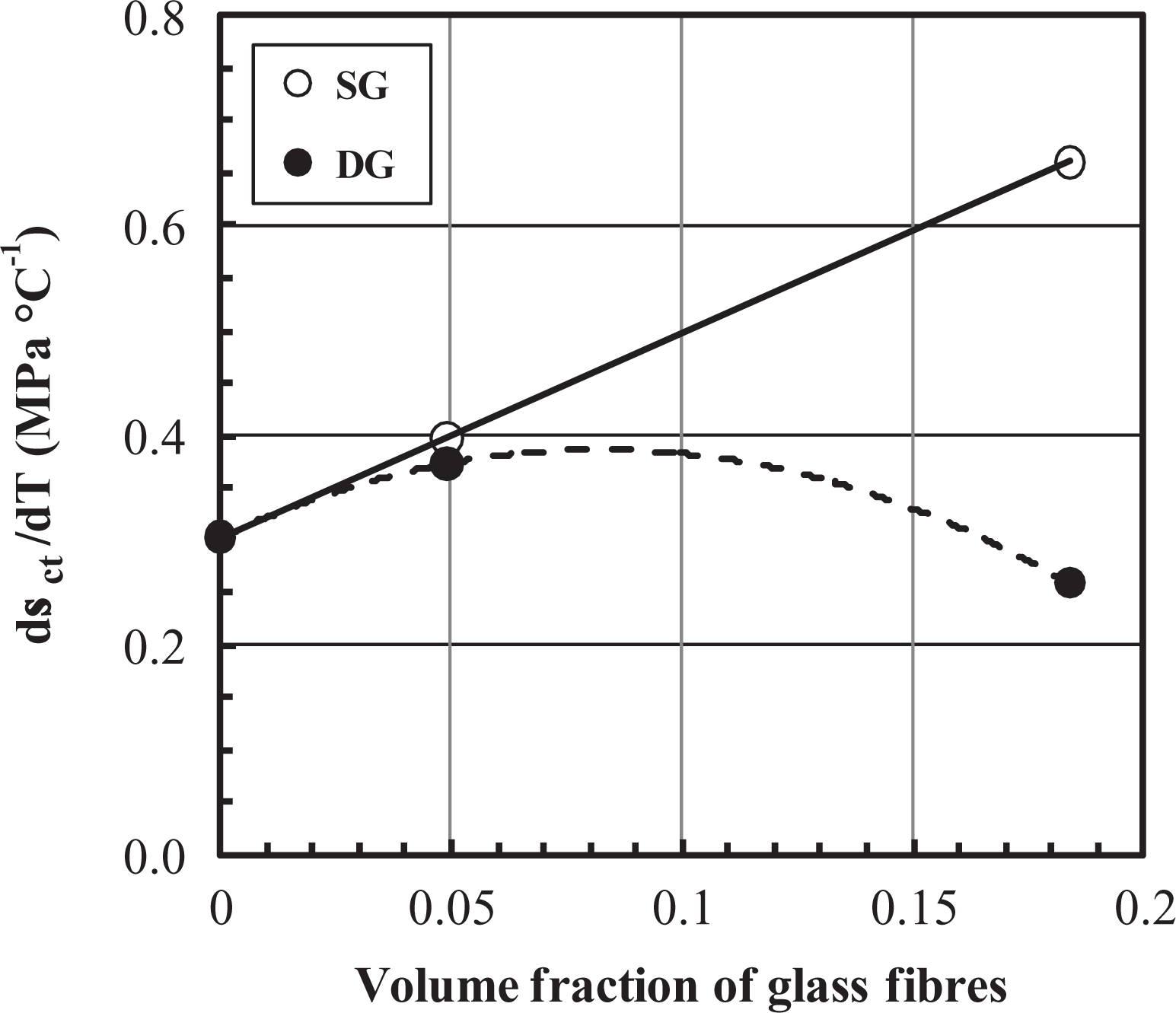
The effect of temperature on σcs is shown more explicitly in Figure 13, where it can be seen that σcs decreases with increasing temperature. The effect of increasing φf is an upward vertical shift in σcs—temperature curve. The effect of temperature on σcs can be expressed as Effect of temperature on tensile strength of single-gated mouldings, σcs, containing 0, 10 and 30% by weight short glass fibres. Effect of fibre volume fraction on dσct/dT for single-gated mouldings.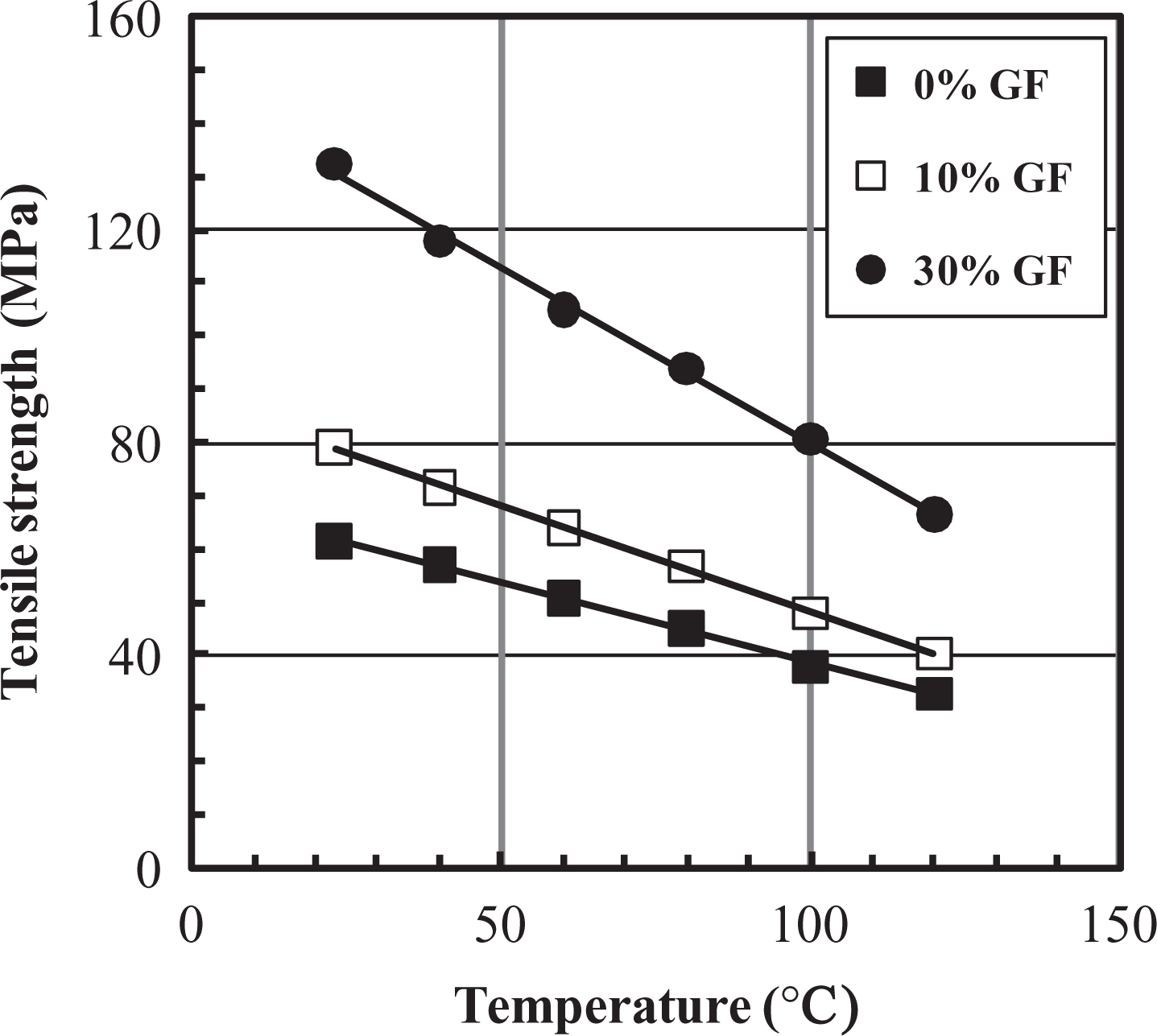


Effect of temperature on tensile strength of double-gated mouldings
The effect of fibre volume fraction, φf, on tensile strength of double-gated moulding, σcd, at test temperatures ranging from 23 to 120°C is shown in Figure 15. Results show that over the entire temperature range studied here, σcd increases initially with increasing φf and reaches a maximum before decreasing with increasing volume fraction of fibres. As illustrated in Figure 15, variation in σcd with φf at a given temperature can be described reasonably well using the second-order polynomial function as given by Equation (10). The polynomial functions describing the data in Figure 15 are given in Table 5. As stated earlier, these polynomials may be used to obtain some indication of the optimum value of φf (i.e. φf,max) for achieving the maximum tensile strength in a double-gated mouldings. Values of φf,max as calculated via Equation (11) are given in Table 5 where it can be seen that φf,max decreases with increasing temperature.
Effect of fibre volume fraction on tensile strength of double-gated mouldings, σcd, at 23, 40, 60, 80, 100 and 120°C.
The effect of temperature on σcd is shown more explicitly in Figure 16 where it can be seen that σcwt like σct decreases linearly with increasing temperature. The effect of increasing φf is an upward vertical shift in σcd—temperature curve. The effect of temperature on σcd follows the same trend as σct versus temperature and similarly can be expressed as
Effect of temperature on tensile strength of double-gated mouldings, σcd, containing 0, 10 and 30% by weight short glass fibres.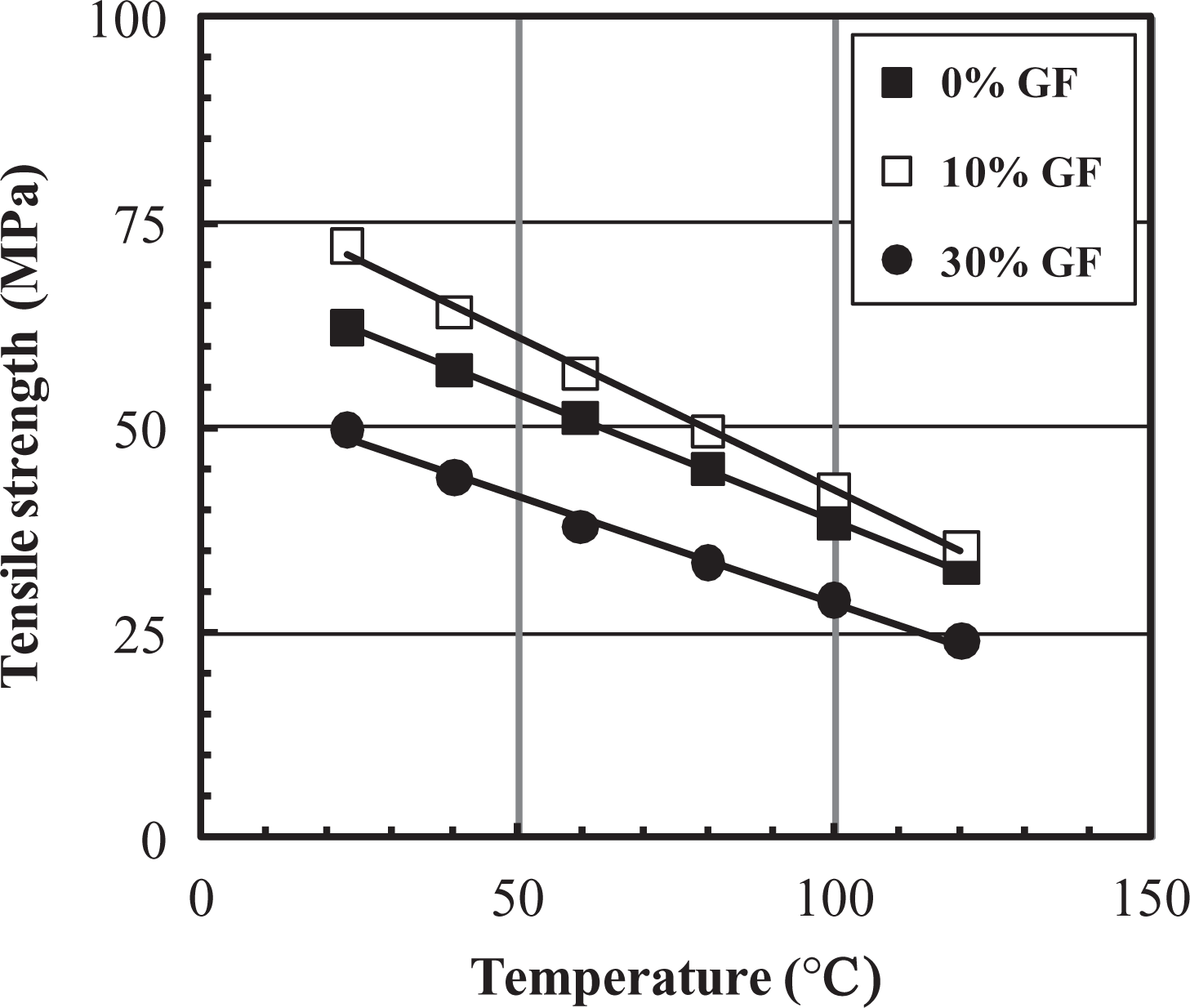

Figure 17 shows the effect of fibre volume fraction on WIF over the entire temperature range 23–120°C. It can be seen that WIF decreases with increasing φf and as illustrated in Figure 18, it shows little variation with respect to temperature at a fixed φf value.
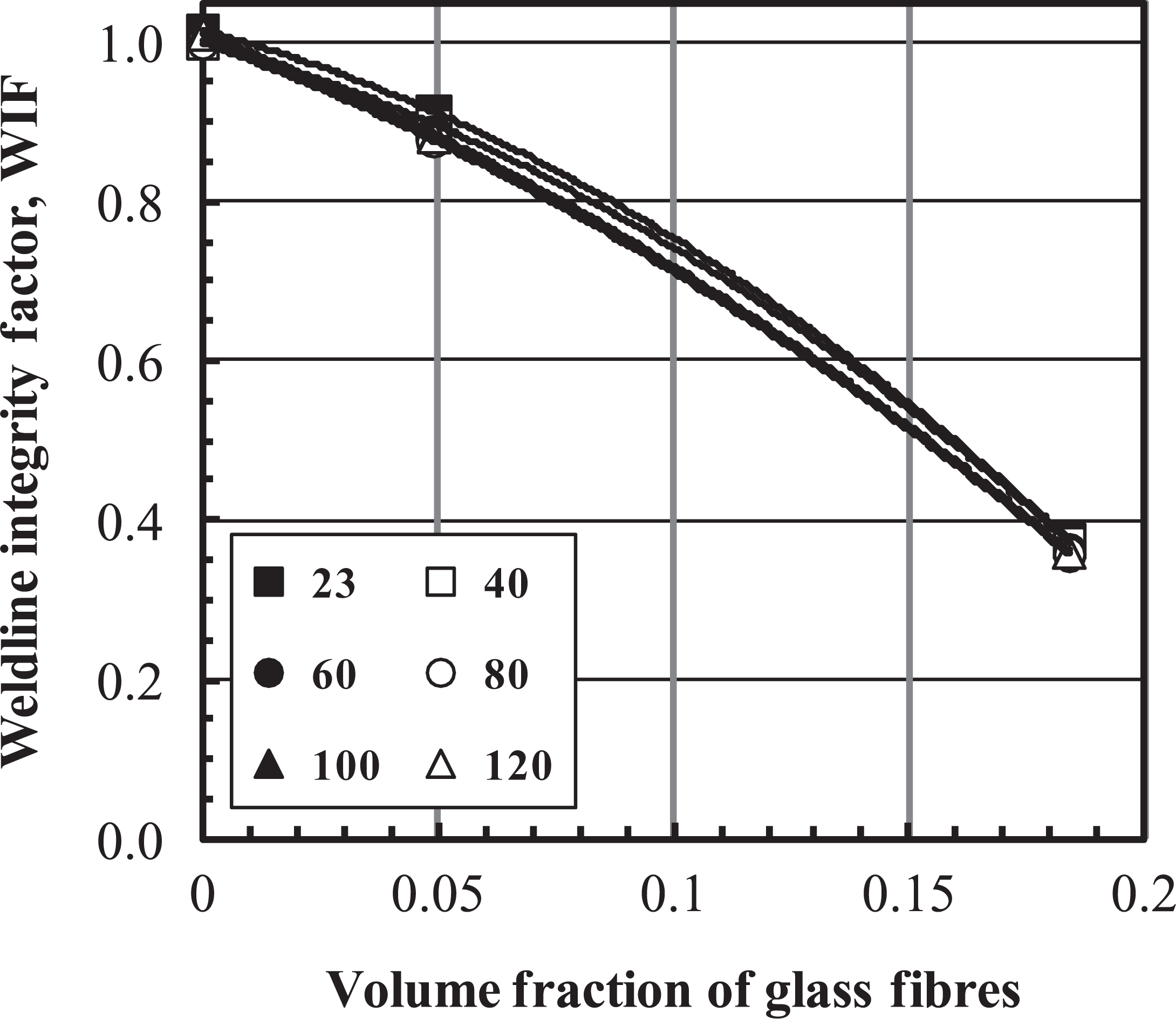
Effect of fibre volume fraction on weldline integrity factor (WIF) for tensile strength at 23, 40, 60, 80, 100 and 120°C.
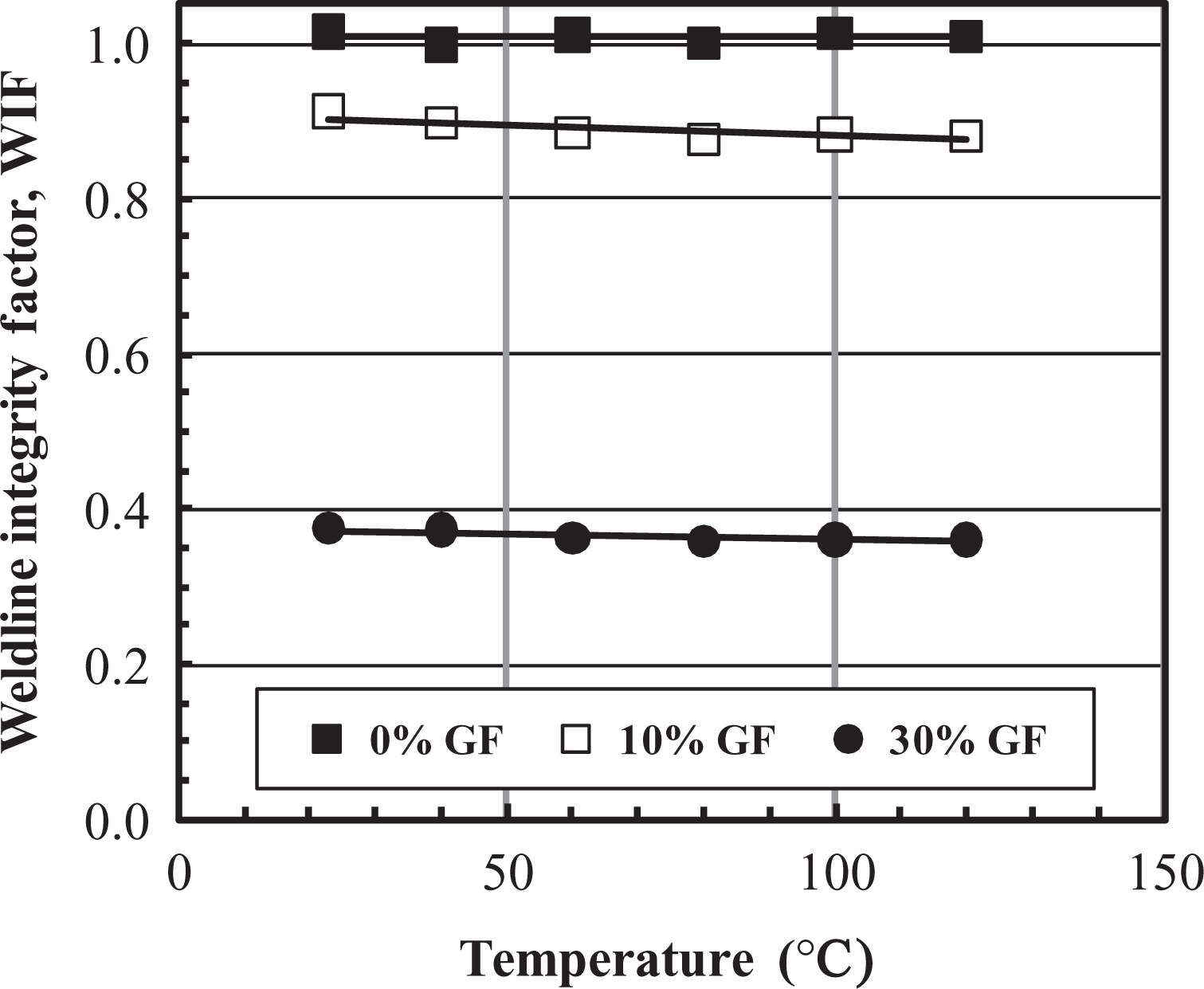
Effect of temperature on weldline integrity factor (WIF) for tensile strength of composite mouldings containing 0, 10 and 30% by weight short glass fibres.
Conclusions
The following conclusions were drawn based on the experimental results obtained in this work:
Tensile and flexural strength values of single-gated fibre reinforced PC mouldings increased linearly with increasing volume fraction of fibres, φf. The linear dependence obeyed the rule of mixtures for short fibre composites.
Flexural strength of single-gated PC mouldings was consistently higher than tensile strength value. However, the overall efficiency parameter for composite strength was not affected by the change in the loading mode.
Tensile strength of single-gated PC mouldings increased linearly with natural logarithm of strain rate and decreased linearly with increasing temperature. The overall efficiency parameter for tensile strength increased with increasing rate but decreased with increasing temperature.
Tensile strength of single-gated PC mouldings was not affected by the thickness of the moulding.
Tensile strength of double-gated fibre reinforced PC mouldings increased initially with increasing φf but decreased as φf exceeded. This behaviour was observed over the entire temperature range and strain rate used in this study and can be described reasonably well by a series of second-order polynomial functions.
Tensile strength of double-gated PC mouldings increased linearly with natural logarithm of strain rate and decreased linearly with increasing temperature.
Flexural strength of double-gated PC mouldings was consistent than the tensile strength values.
WIF was independent of loading mode and the thickness of the moulding.
WIF decreased with increasing φf but was independent of temperature.
WIF was independent of strain rate at low φf but was strain rate dependent at high φf.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.