
Abstract
In the present study, the solid particle erosion behavior of glass-epoxy composite strengthened by metal powder has been studied. Four types of specimens were tested; one is composite specimen without metal powder, the others with metal powder, the percentages of which were 5%, 10%, and 20% by weight, respectively. Steady state erosion rates of these composites have been evaluated at various impingement angles (changed from 15° to 90° by 15° increments) with different impact velocities (34 m/s, 53 m/s and 80 m/s). The erosion experiments have been carried out by using silica sand particles (450 ± 50 μm) as erodent. The results show that the erosion rate of the composites with and without powder is the highest when the particles impact angle is between 15° and 30°. In addition, the erosion quantity of the composites were nearly the same for the specimens with and without metal powder.
Introduction
Composites are extensively used as structural materials in various components and engineering parts in automobile, aerospace, marine and energetic applications due to their excellent specific properties. Composites in pipe lines carrying sand slurries in petroleum refining, helicopter rotor blades pump impeller blades, high speed vehicles and aircraft operating in desert environments are often exposed to conditions in which they may be subjected to solid particle erosion. The mechanical properties such as flexural strength can be degraded by the presence of localized impact damage after particle erosion. It is also widely recognized that composites have a poor erosion resistance against the operational requirements industry environment that might be overcome by understanding the characteristics of the composites. 1
Many researchers, therefore, have investigated the erosion behavior of composites worn by solid particles. Tewari et al. 2 have studied solid particle erosion behavior of unidirectional carbon and glass fiber-reinforced epoxy composites. Having evaluated different impingement angles (15°–90°) and at three different fiber orientations (0°, 45°, and 90°), they have found that unidirectional carbon and glass fiber-reinforced epoxy composites showed semi-ductile erosion behavior, with a maximum erosion rate at 60° impingement angle, and also found that fiber orientations had a significant influence on erosion. Tilly and Sage 3 have investigated the influence of velocity, impact angle, particle size and weight of impacted abrasives on nylon, carbon fiber-reinforced nylon, epoxy resin, polypropylene and glass fiber-reinforced plastic. Arjula, Harsha and Ghosh 4 have investigated solid particle erosion behavior of polyphenylene sulfide (PPS), reinforced by short glass fibers with varying fiber content (0–40 wt%). They have evaluated different impact angles (15°–90°) and impact velocities (25–66 m/s) using silica sand particles (200 ± 50µm) as an erodent. Though PPS is a brittle thermoplastic, they have found that PPS and its composites exhibited maximum erosion rate at 30° impact angle indicating ductile erosion behavior, and also found that erosion rates of PPS composites increased when the amount of glass fiber was increased. Rattan and Jayashree 5 have evaluated the erosive wear behavior of Polyetherimide and its composite using silica sand particles at a constant impact velocity but varying angles of impingement. Though all the mechanical properties of Polyetherimide improved substantially by carbon fabric reinforcement, they have found that the erosion resistance deteriorated by a factor of almost 4–6 times at all angles of impingement. In spite of the fact that PEI is not a very ductile polymer (elongation to break –60%), they have showed that maximum wear occurs at 15° which is a characteristic of ductile and semi-ductile mode of failure. Mahapatra et al. 6 have developed Polyester composites reinforced with three different weight fractions of woven E-glass fiber reinforcement. In order to study the effect of various operational and material parameters on erosive wear behavior of these composites, they have carried out an interacting environment erosion tests. Experiments indicate that the rate of erosion of composites by impact of solid erodent is greatly influenced by the control factors. They have also determined optimal parameter combination, which leads to minimization of erosion rate. Barkoula and Karger-Kocsis 7 have presented a review article on the solid particle erosion of polymers and polymeric composites focusing on the dominating mechanisms, the most discussed influencing parameters and the different trends observed in the literature. A detailed analysis was given on the effect of experimental conditions (erodent velocity, erodent characteristics, erodent flux rate) and target material characteristics (morphological-, thermal-, thermo mechanical-, and mechanical properties) on the erosive response of polymers and polymer matrix composites. Empirical relationships that attempted to correlate the erosion rate with some of the influencing parameters were reviewed. Amar Patnaik et al. 8 have presented a review article on the solid particle erosion behavior of fiber and particulate filled polymer composites. They have discussed implementation of design of experiments and statistical techniques in analyzing the erosion behavior of composites and have also given recommendations on how to solve some open questions related to the structure-erosion resistance relationships for polymers and polymer-based hybrid composites. Amar Patnaik et al. 9 have investigated the incorporation of silicon carbide (SiC), Alumina (Al2O3) and pine bark dust (PBD) fillers on three-body abrasive wear behavior of random glass fiber-epoxy resin (RGF-Epoxy) composites. They have carried out dry sand/rubber wheel abrasion tests at 200rpm test speed. They have concluded that the mass loss and specific wear rate of the composites reduces significantly with the addition of SiC filler, and also found that the predominant wear mechanisms in the case of Al2O3 composite were plastic deformation, micro-cutting, pitting in the matrix, and fiber removal. Sandhyarani Biswas et al. 10 have studied on development and characterization of a new set of glass fiber-reinforced epoxy composites filled with TiO2 particulate/filler. They have carried out experiments to study the effects of fiber content, impact velocity, impingement angle, stand-off distance and erodent size on the solid particle erosion behavior of the composites. They concluded that the fiber content, impact velocity, impingement angle and erodent size have substantial influence in determining the rate of material loss from the composite surface due to erosion. Amar Patnaik et al. 11 have investigated the thermal conductivity of particulate-filled polymer composites, experimentally, by guarded heat flow meter method in accordance with ASTM E 1530. They have compared the results obtained from their study with an existing theoretical model for validation purposes of pine bark-reinforced epoxy-based resin composites with and without particulate filler content. Nandan Dadkar et al. 12 have presented a study to evaluate the performance of the composites of a four ingredients-based formulation where the fly ash–lapinus (i.e. inorganic mineral fiber/rock fiber) combination is varied in a mixture of phenolic resin, aramid fiber, fly ash and lapinus fiber. They have also aimed to explore and analyze the synergism potential of fly ash in the presence of rock fiber and aramid fiber on friction-fade and friction-recovery phenomena of friction composites. Amar Patnaik and Alok Satapathy 13 have studied a methodology, based on Taguchi’s experimental design approach, to characterize the erosion response of glass fiber-reinforced polyester (GFRP) composite to save time, materials and cost.
There are many studies on effect of erosion behavior of composites for different impingement angles and fibre orientations under various impact velocities. However, there are few papers about reinforcing the composite materials against the wear resistant. Therefore, in this study; the solid particle erosion behavior of glass-epoxy composite strengthen by metal powder has been studied. Steady state erosion rates of composites have been evaluated at various impingement angles with different impact velocities. Different types of specimens were tested, one is a composite specimen without metal powder, the others with metal powder, the percentages of which were 5%, 10%, and 20% by weight, respectively.
Experimental Study
Materials
The fiber-reinforced composite material used in this study was produced by Izoreel Composite Isolate Materials Company. Dry hand lay-up technique was used to fabricate the composites. The composite material was manufactured from the 200 gr/m2 woven fabric (see Figure 1).
The photograph of woven fabric.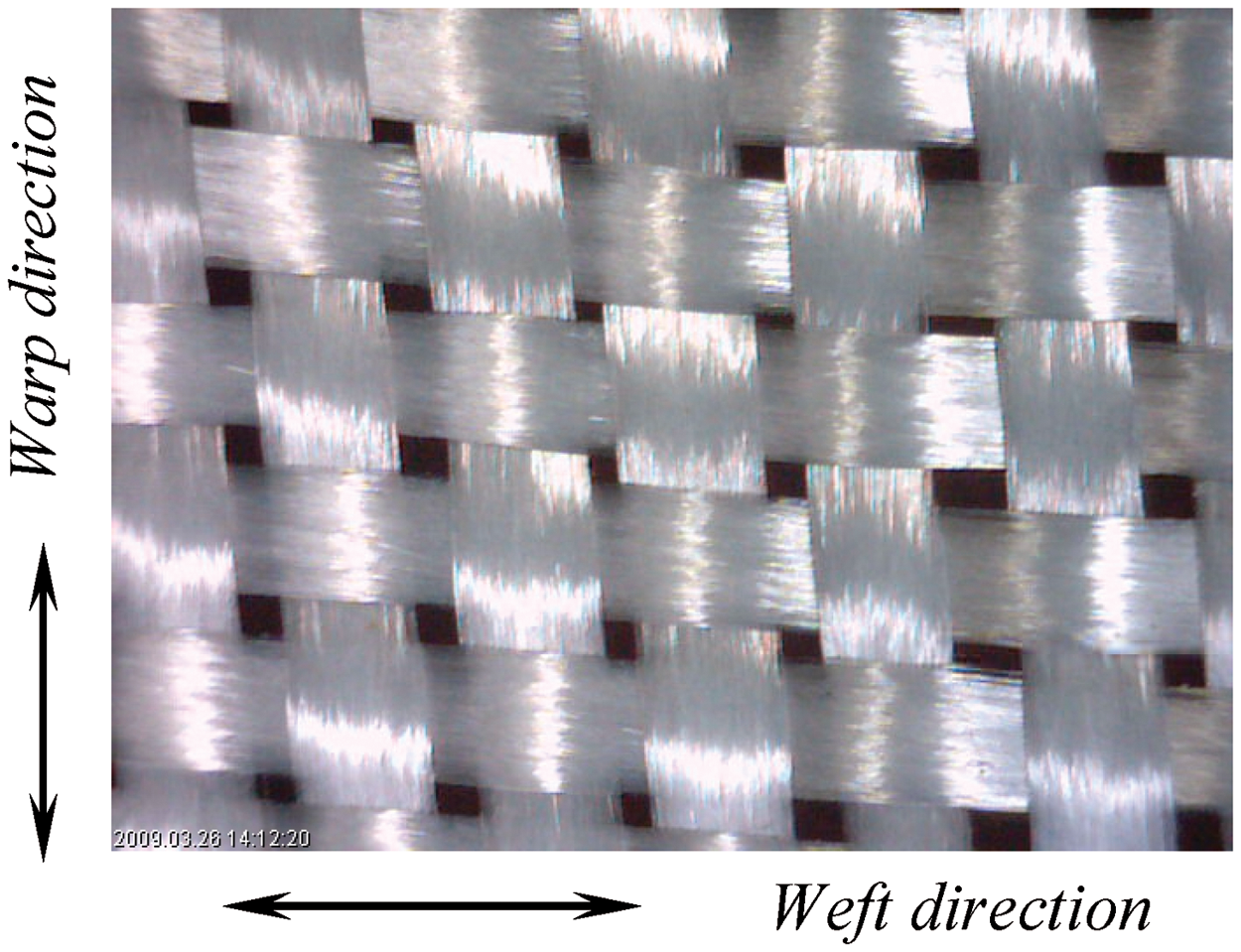
The type of epoxy resin used in the matrix material is Bisphenol ACY-225, and the hardener is Anhydride HY-225. The epoxy was mixed with a hardener and with metal powder by 5%, 10%, and 20% by weight. The metal powder mixed with matrix, homogenously, with a mixing system. A hot lamination press was used for fabrication of composite plates. Laminated plates were retained at a constant pressure (250 kPa) and 130°C during 3 hours for the curing process, and then the composite plate was cooled slowly to room temperature at the same pressure in order to minimize thermal residual stress. The nominal thickness of the composite plates was obtained as 3.2 mm.
Metal Powder
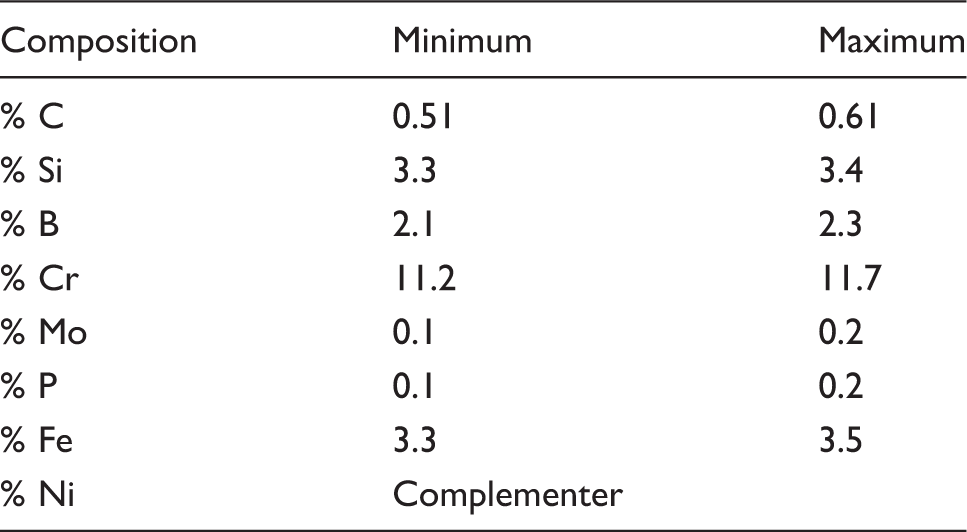
The metal powder used in this study was obtained from Sentes-BIR Company (Izmir, Turkey) (see Figure 2). The powderwas manufactured by the vacuum-operated gas atomization method. This metal powder is used especially for hardness surface coating applications. The hardness, erodent size and erodent shape of the powder are 53–58 HRC, 44–100 µm, and spherical, respectively. The chemical compositions of the powder are given in Table 1.
The SEM photograph of metal powder. chemical compositions of metal powder (% weight)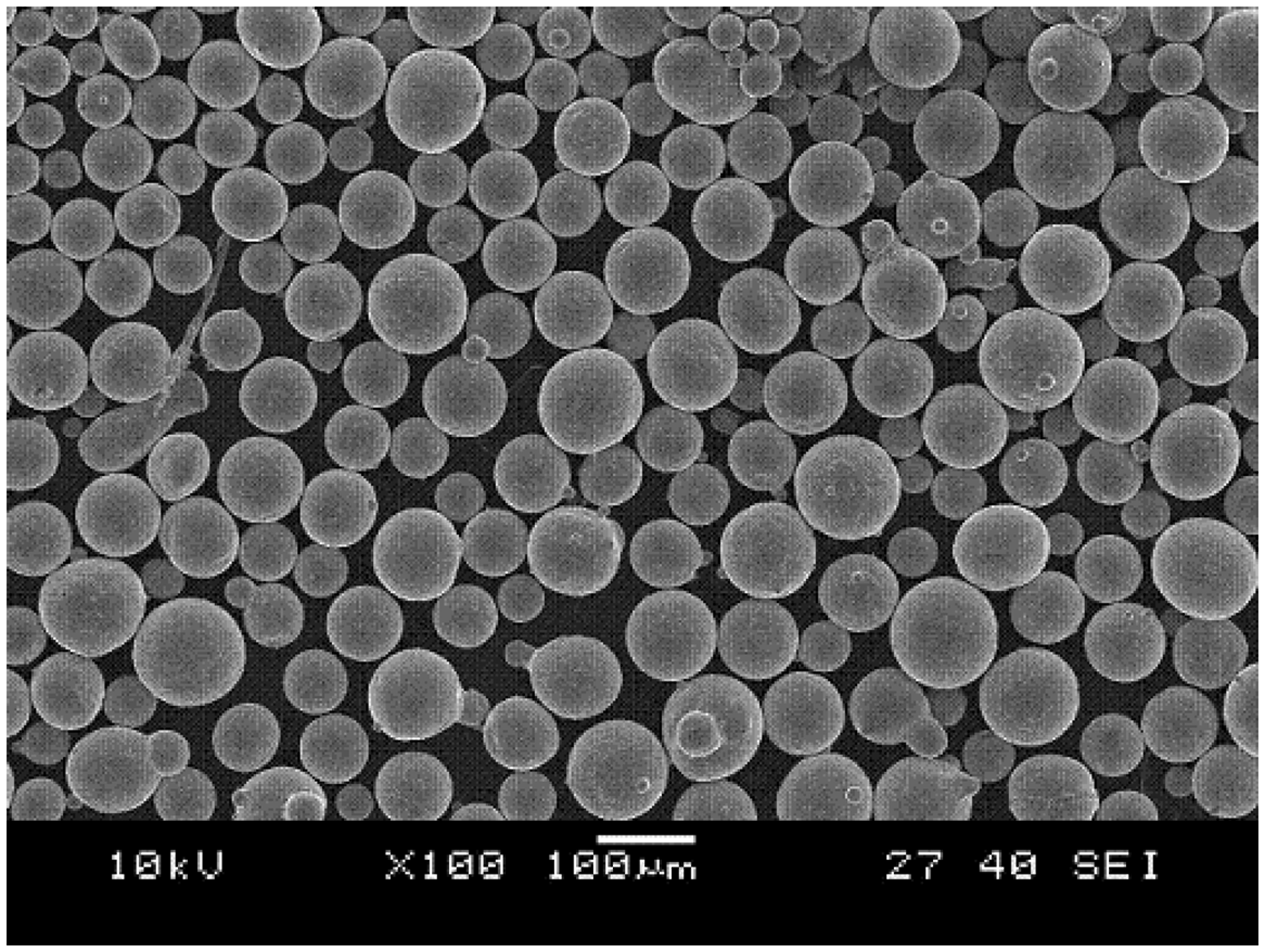
Erosion Testing
A schematic diagram of solid particle erosion test rig used in the present study is shown in Figure 3.
(a) Erosion test rig. (1) Sand hopper, (2, 5) spherical valve, (3, 10) manometer, (4) Pressured particle tank, (6) Nozzle, (7) specimen holder, (8) eroded sand collector, (9) valve pressure setting, (11) flow control valves, (12) compressor insert manifold (b) Details of test region, (13) specimen, (14) Nozzle.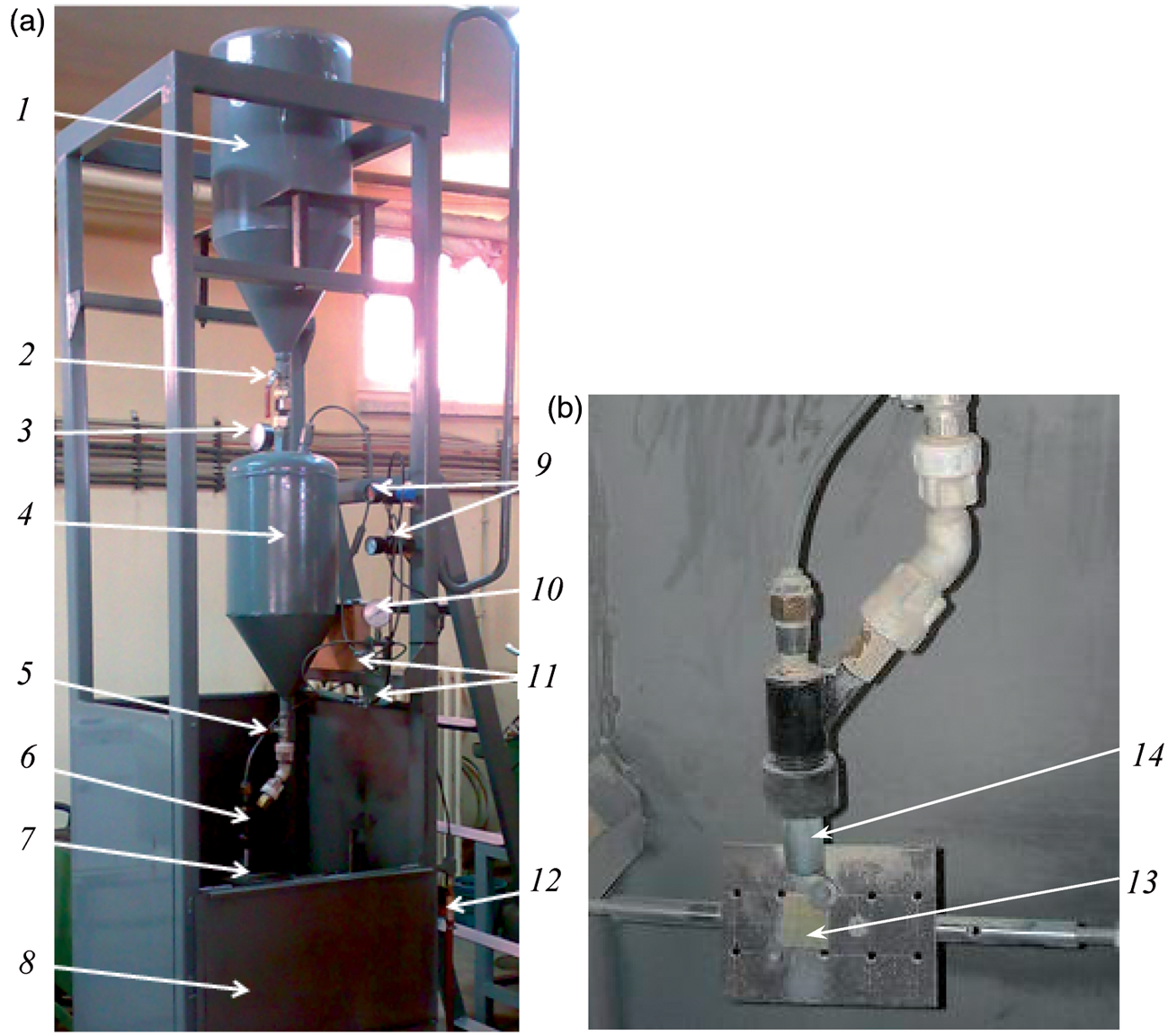
Dry compressed air is mixed with the particles, which are fed at a constant rate from the sand hopper into the pressured particle tank and then accelerated by a compressor passing the mixture through a tungsten carbide converging nozzle of 6 mm diameter and of 150 mm length. These accelerated particles impact the specimen, which could be held at various angles with respect to the impacting particles using an adjustable sample holder. The direction of the impact was chosen parallel to weft direction, i.e. perpendicular to warp direction as shown in Figure 4.
Schematic diagrams of erosive process in woven fibre reinforced composites (impact direction is parallel to weft direction and perpendicular to warp direction).
The impact velocity of the particles can be varied by choosing the pressure of the compressed air as 200 kPa, 300 kPa and 400 kPa. In order to determine the velocity of the eroding particles, many methods have been used previously.14–17 In this study, the rotating disc method was used to determine the velocity of the eroding particles under these pressures, because this method is simple and economic. The particle velocities obtained by rotating disc method were measured as 34 m/s, 53 m/s and 80 m/s.
chemical compositions of erodent particles (% weight)
Photograph of silica sand (450 ± 50 μm).
Results and Discussion
Effect of Exposure Time
Exposure time is defined as a measure of accumulation of exposure to erosion or wear environment. Figure 6a shows schematic representation of typical erosion diagram as a function of exposure time.
19
In case of brittle erosion, the weight loss increases linearly with time, while in ductile erosion, the particles may initially be embedded in the target surface, causing weight gain. This period is generally known as incubation period. Once the incubation period has passed, wear usually proceeds at a constant rate.
Schematic representations of brittle and ductile type of erosive wear [12].
Figure 7 shows weight loss of 4% of the metal powder as a function of exposure time for impact velocity v = 55 m/s and impingement angle α = 15°. This figure shows a ductile erosion behavior in glass-epoxy composite. It is clear from the figure that the glass-epoxy composite without metal powder has shown more incubation period than the other percent of metal powder. The glass-epoxy composite with 20% metal powder shows the smallest incubation period. This is an expected situation, because the erosive particles are prevented from embedding in the target surface by the hardness of the metal powder. Upon the incubation period, the erosive wear increases linearly with exposure time for all percentages of metal powder.
Weight loss as a function of exposure time for impact velocity v = 5 5m/s and impingement angle α = 15°.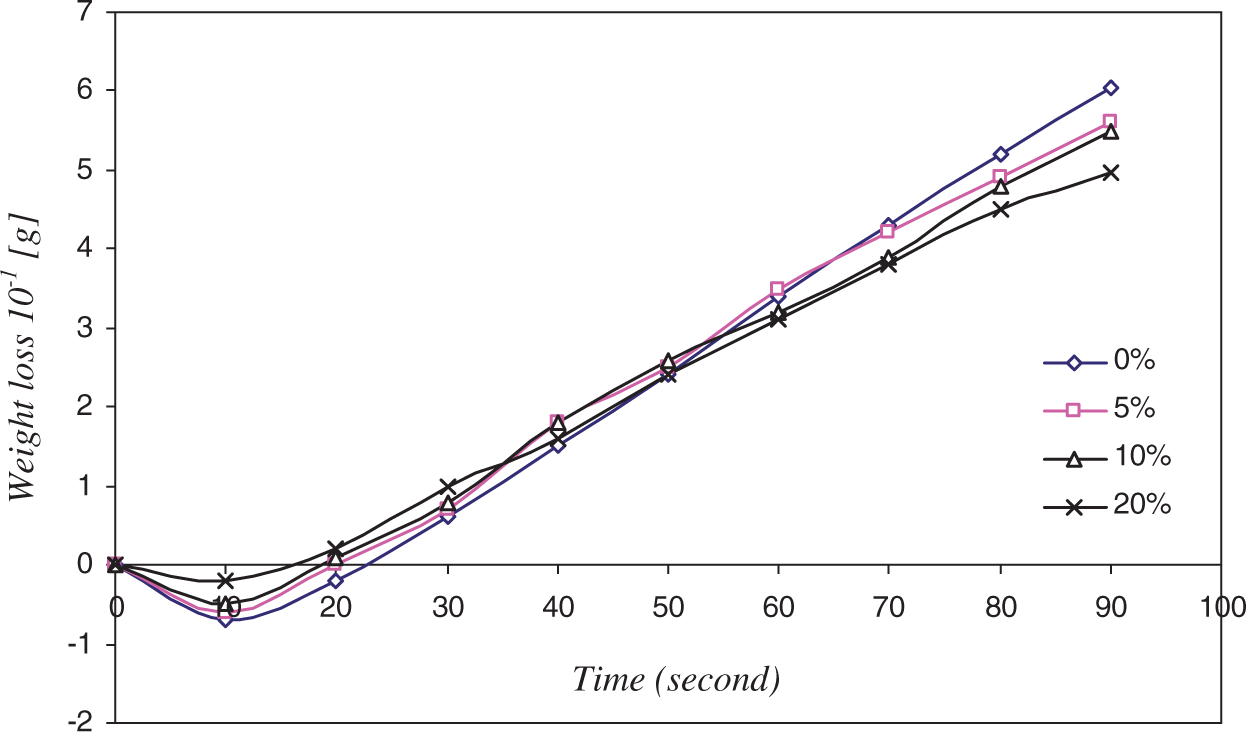
Effect of Impingement Angle
Angle of impingement is the most important and widely studied parameter in the erosion study of materials. When the erosion rate is measured as a function of impingement angle, ductile and brittle materials have shown a marked difference in their response. The behavior of ductile materials is characterized by maximum erosion at acute impingement angle (15°–30°). Brittle materials, on the other hand, show the maximum erosion just under normal impingement angle (90°) (see Figure 6b). The reinforced composites, unlike the above two categories, show a semi-ductile behavior having the maximum erosion rate in the range of 45°–60°. This classification, however, is not absolute as the erosion of material has a strong dependence on erosion conditions such as the properties of the target material, including fiber orientation, environment and testing condition, operating parameters, the properties of the erodent etc.
Figure 8 is a plot showing the weight loss of the composites with four different percentages of metal powder tested as a function of the angle of impingement (v = 34 m/s). It is quite evident from Figure 8 that the weight loss initially takes its maximum values between 15° and 30° over these points, then starts decreasing as the impact angle moves towards 90°. This trend is exhibited by all percentages of metal powder. Figure 8 also demonstrates that erosion quantity decreases slightly with the increased percentage of metal powder. Since the weight loss is at its maximum between 15° and 30°, the type of erosion behavior is ductile.
Variation of erosion quantity with impingement for 34 m/s impact velocities.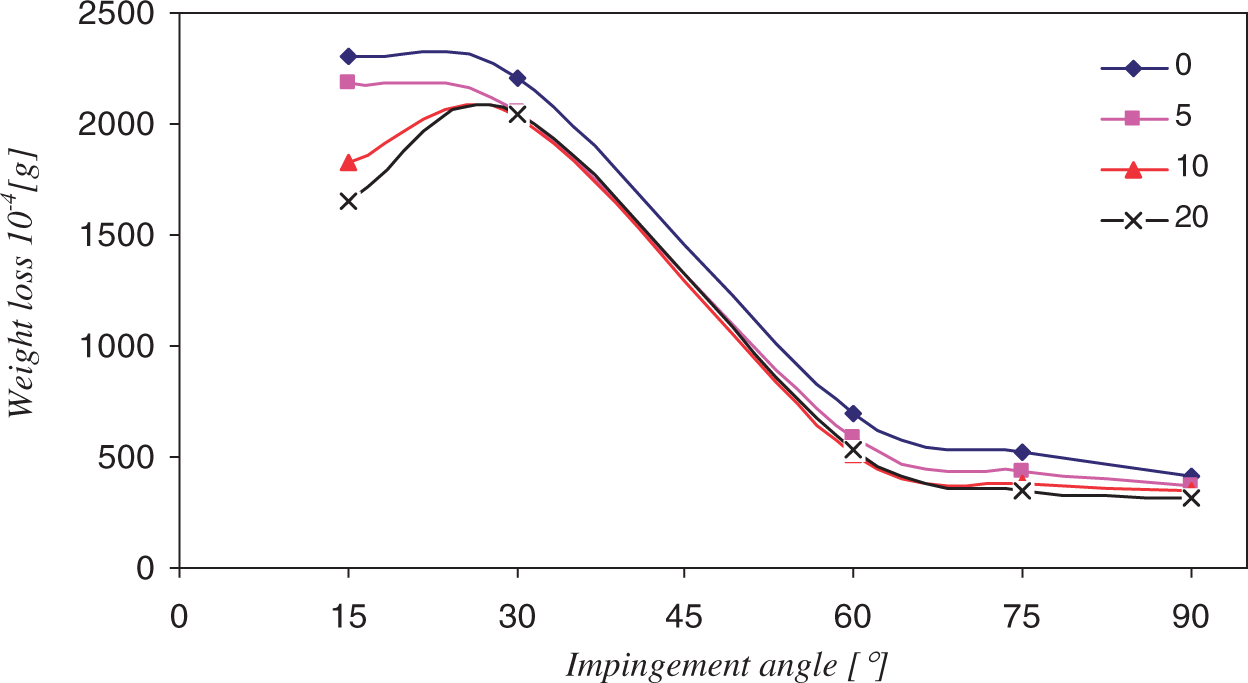
The weight loss of the composites with four different percentages of metal powder was tested as a function of the angle of impingement (v = 53 m/s) and is shown in Figure 9. The figure shows that the weight loss also takes its maximum values between 15° and 30°. Over these points, the weight loss decreases as the impact angle moves towards 90°. This trend is exhibited by all percentages of metal powder. When the percentage of the metal powder is taken into account, whether the weight loss is increasing or not, the figure shows that the type of erosion behavior is also ductile.
Variation of erosion quantity with impingement for 5 3m/s impact velocities.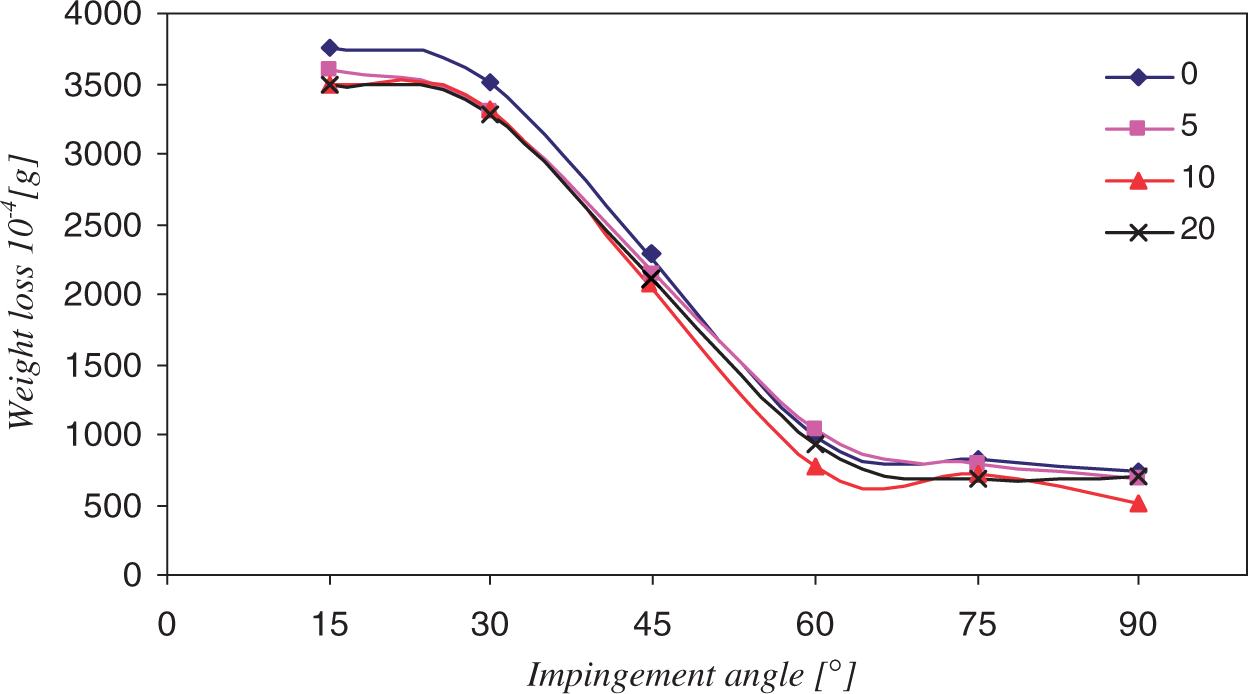
Variation of weight loss with impingement angle is given in Figure 10 for 80 m/s impact velocity. It can be observed from the figure that the erosion quantity initially takes its maximum values at 15°. Above this point, it starts decreasing as the impact angle moves towards 90°. Therefore, the type of erosion behavior is also ductile in this impact velocity. It is also difficult to say anything about the effects of metal powder on erosion quantity. The reason may be that when the erosive particles impact the surface of the material, the metal particles were drawn away with matrix. That is, the matrix breaks up and the metal particles leave with the matrix particles. It is also clear from Figures 8, 9, and 10 that the weight loss increases with the increasing impact velocities.
Variation of erosion quantity with impingement for 8 0m/s impact velocities.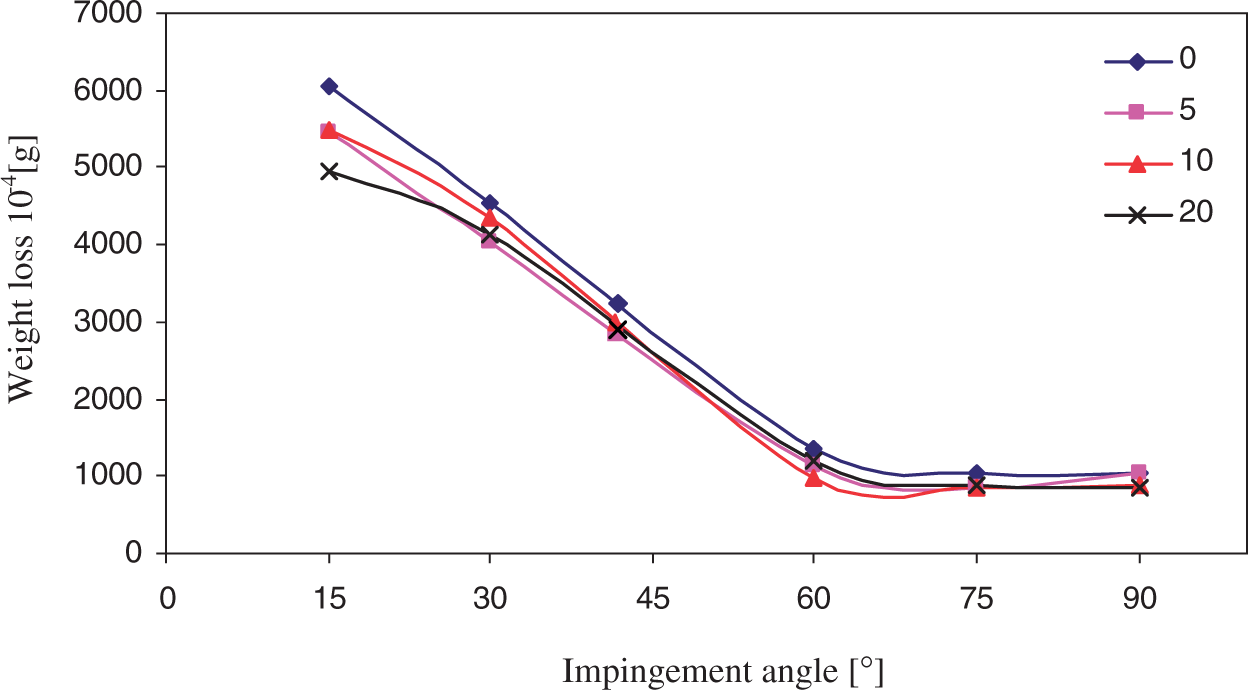
SEM Analysis of Eroded Surfaces
Figures from 11–14 show SEM micrographs (x 1000 magnification) of glass epoxy composite eroded at 30° impingement angle and 53 m/s impact velocity for different percentages of metal powder. SEM investigations revealed that erosion of composite materials is a complex process involving matrix micro cracking, fiber matrix debonding, fiber breakage and material removal 2 .
Figure 11 shows that there is local removal of resin material and fiber breakage from the impacted surface. It is well known that the fibers in composites, subjected to particle flow, break in bending.
2
Bending requires particle indentation into the composite. The indentation involves compressive stresses and resistance to micro bending is very high. Thus; this results in the exposure of the fibers, causing the fibers to get bent and brake easily.
Micrograph of eroded surface of glass-epoxy composite without metal powder (impingement angles and the impact volecity are 30° and 53 m/s,respectively).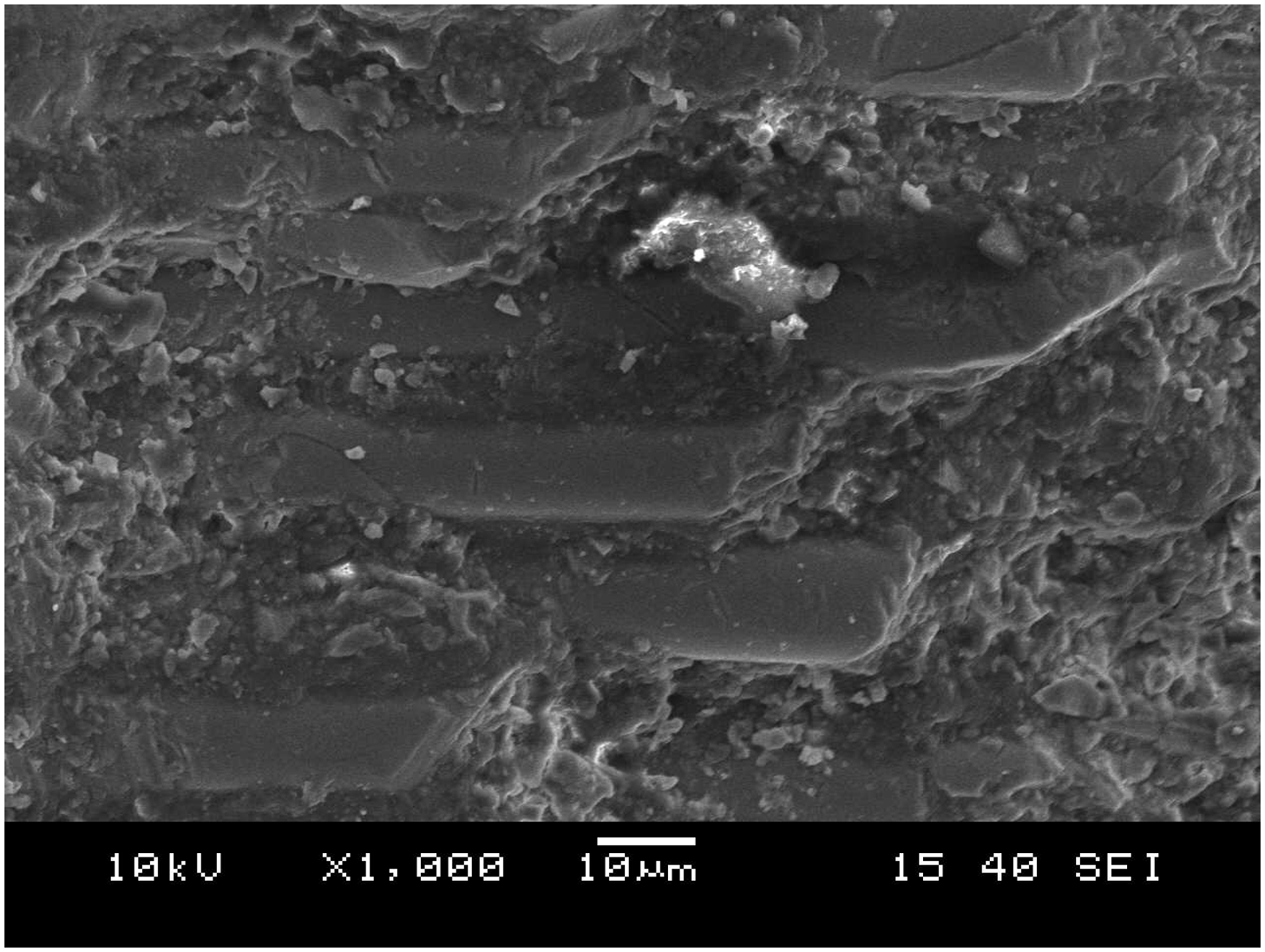
Figure 12 shows the micrograph of the eroded surface of glass-epoxy composite with metal powder 5%. It can be seen from the figure that local removal of resin material from the impacted surface occurs and in some places broken fibers are available.
Micrograph of eroded surface of glass-epoxy composite with metal powder the percentages of which have 5% (impingement angles and the impact velocity are 30° and 53 m/s, respectively).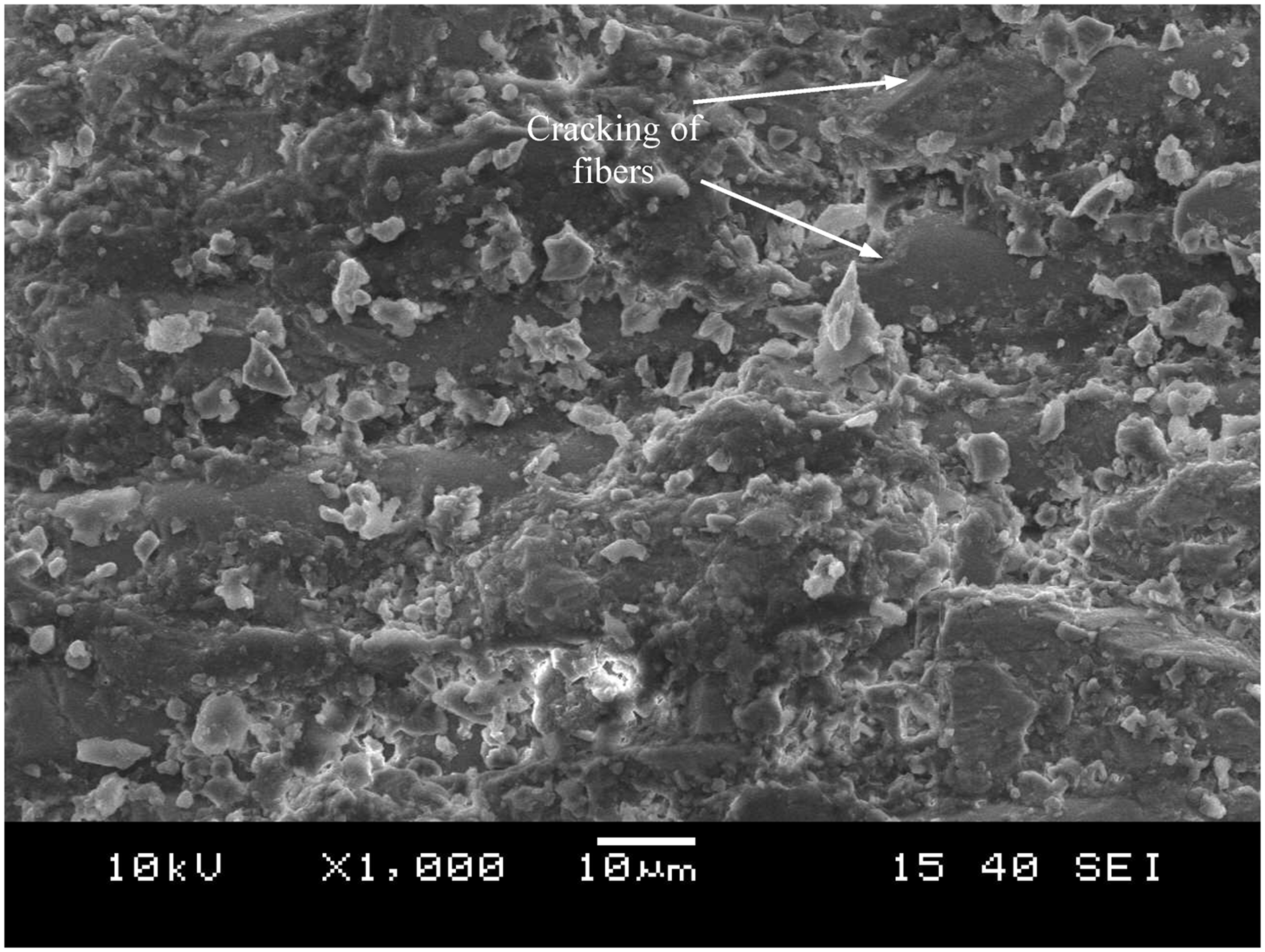
Figure 13 shows the micrograph of eroded surface of glass-epoxy composite with 10% metal powder. This micrograph reveals the local removal of resin material from the impacted surface, fiber breakage and fiber matrix debonding. Some cavity where metal powders have been removed by sand particles can also be seen (shown by circles).
Micrograph of eroded surface of glass-epoxy composite with metal powder the percentages of which have 10% (impingement angles and the impact velocity are 30° and53 m/s, respectively).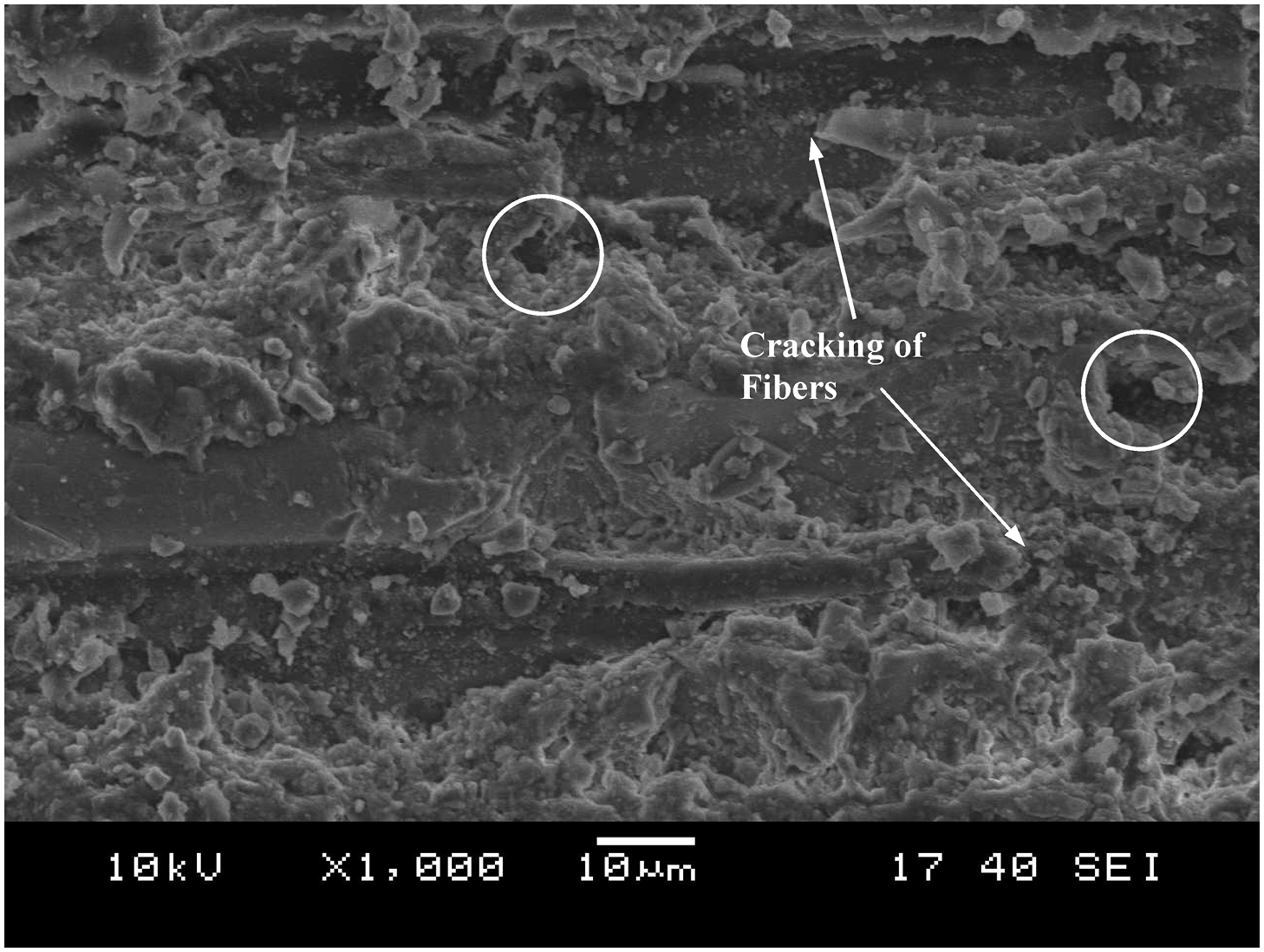
Figure 14 shows the micrograph of the eroded surface of glass-epoxy composite with 20% metal powder. This figure shows the local removal of resin material from the impacted surface resulting in exposure of the fibers to the erodent flux. This micrograph also reveals that due to sand particle impact fibers, there is some formation of transverse cracks that break the fibers. Additionally, it can be also seen some cavity of powders (shown by circles).
Micrograph of eroded surface of glass-epoxy composite with metal powder the percentages of which have 20% (impingement angles and the impact velocity are 30° and53 m/s, respectively).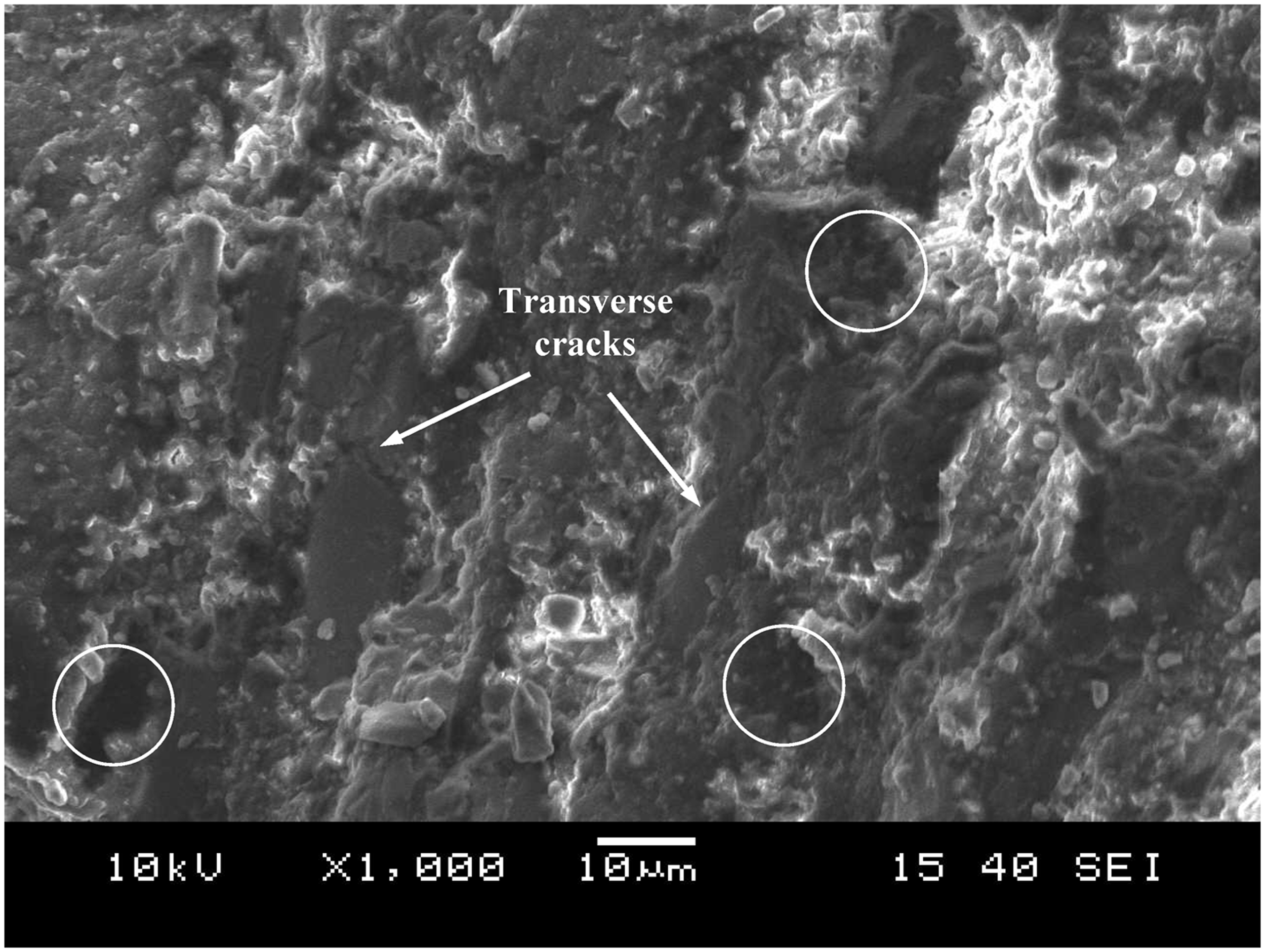
Conclusion
Based on the present study on solid particle erosion of glass fiber-reinforced composite strengthened with metal powder at various parameter settings of impact velocity, impingement angle and different percentages of the metal powder embedded in matrix, the conclusions can be drawn as follows:
The influence of the impingement angle on erosive wear of all percentages of the powder exhibited ductile erosive wear behavior with a maximum wear at 15° and 30° impingement angles.
The percentage of the metal powder does not influence the erosive wear considerably.
The erosion quantity increases with the increasing impact velocities.
The morphologies of eroded surfaces revealed that the erosion damages in reinforced composite material are fiber breakage, matrix removal, and fiber matrix debonding.
Footnotes
Acknowledgment
The author is grateful to Sentes-BIR Company, Izmir Turkey (www.sentes-bir.com) for supplying metal powder.