
Abstract
We have shown in an earlier work that the addition of both organomodified layered silicates and micrometric calcium carbonate (CaCO3) into a polypropylene (PP) matrix resulted in improved mechanical properties due to synergistic effect of the fillers. In this study, we analyzed the feasibility of producing continuous glass fibers composites with micro/nanoreinforced matrix. In particular, either highly filled matrices with micrometric CaCO3 (22, 40, and 50 wt %) or micro/nanoreinforced matrix were used to prepare composites in order to investigate the effect of fillers on both mechanical and thermomechanical properties. The best mechanical performances were obtained when nano- and microsized particles were combined to reinforce the thermoplastic matrices employed in the film stacking manufacturing method. In such systems, the micro/nanocomposites have improved the flexural properties of the continuous fiber laminate, producing an increase of both flexural modulus (60%) and flexural strength (130%). Moreover, storage modulus of glass fibers composite prepared with micro/nanoreinforced matrix was higher than modulus of the composites manufactured with either neat PP matrix or microreinforced matrix in −40/150°C temperature range.
Introduction
Fiber-reinforced composites have been extensively employed in many application fields, such as in aerospace, automotive, and recreational equipments. Their wide use is basically due to the high stiffness to weight ratio and to the ‘ease of processing’. The exceptional in-plane properties of reinforced composites are fiber-dominated, while the through-the-thickness or out-of-plane performances are dominated by the matrix properties that actually limit their use.
The addition of inorganic fillers into polymers is a common practice in the plastics industry aimed at improving some desirable properties, such as modulus, strength, hardness, and toughness often reducing the cost of the material at the same time. The reinforcing efficiency of fillers and ‘ease’ of dispersion in the polymer depend on its chemical constitution, particle size, and geometrical features. In recent years, intensive research efforts have been devoted to the development of nanocomposites to achieve an acceptable level of performance at low volumetric fractions. At this level of additive, the mechanical properties of particulate composites based on microsized particles are considerably inferior to those achieved with nanoparticles of the same filler content. The enhanced structural as well as functional properties of nanocomposites represent new opportunities to improve further the performance of conventional continuous fiber-reinforced composites.
Several studies have been reported to date on the combination of conventional fibers and nanofillers in reinforced polymers. These include early studies on short glass and carbon fibers in combination with polyamide 6/nanoclay (PA6/Clay) nanocomposites1,2 and more recent investigations on the use of continuous fibers to reinforce epoxy nanocomposites. 3 – 13 Other studies have been reported on PA6/nanoclay, 14 – 17 PA6/carbon nanotube (PA6/CN), 18 and polypropylene (PP)/nanoclay systems.16,19,20 In all these articles, a multiscale approach was proposed in preparation and design of fiber-reinforced composite focused on improving either matrix-dominated mechanical properties or functional characteristics (such as electrical and thermal conductivity, flame retardancy and so on). More in general, size and shape of fillers added into a polymeric matrix determine the variation of characteristic properties acting at different dimensional scale. For instance, in ternary composites (based on calcium carbonate (CaCO3), nanoclay, and PP), the use of round-shaped inorganic filler can enhance the impact strength, whereas the use of layered nanoclay can enhance the modulus and yield stress as shown in recent studies.21,22
Work on thermoplastic composites obtained by combining reinforcement from nanoparticles and microparticles has started recently in our group 23 with the aim of developing novel composite structures with tailored structural properties while maintaining reduced cost. These objectives could be obtained by combining low-cost microsized fillers with nanosized particles. We have already shown that combination of micro- and nanosized particles, added in PP matrix, resulted in improved Young’s modulus (about 50%) when compared with microcomposites with the same filler content. In the present preliminary work, continuous glass fiber composites with micro/nanoreinforced PP matrix were prepared in order to study the processing aspects of such systems. Furthermore, the concurrent effect of reinforcements with different fillers size and shape on continuous fibers composites was investigated through both mechanical testing and thermomechanical analysis.
Experimental
Materials
PP (Moplen HP500J, density = 1.0 g/mL), supplied by Basell Polyolefins, was used as polymeric matrix. PP-grafted-maleic anhydride (PP-g-MA) (Polybond 3200, containing 1 wt% of maleic anhydride), supplied by Crompton Polybond Company, was used as compatibilizer. The employed organoclay is Nanofil 5 (density = 2.0 g/mL), supplied by Sud-Chemie (Germany). The CaCO3, with a density of 2.93 g/mL, was purchased from Sigma Aldrich (product no 202932, mean particle size = 10 µm).
The glass fibers woven fabric VR48 type (twill 2/2,290 g/m2), supplied by Teximpianti S.p.a. (Brugherio-Italy), was used as reinforcement in the continuous fibers composite manufacturing.
Matrix preparation
All the components were dried at 100°C for 18 h with vacuum before processing. PP was mixed with the filler by using a Haake Rheomix 600 internal mixer (Karlsruhe, Germany). The mixing temperature and the rotor speed were set at 170°C and 70 rpm, respectively. Micro- and nano/microcomposites were prepared by melt blending the PP, PP-g-MA, and nanoclays for 3 min, followed by the addition of CaCO3 microparticles and mixed for further 7 min. The amount of PP-g-MA was kept constant at 15 wt % with respect to PP in the matrices containing nano- and microparticles. No PP-g-MA was used in glass-reinforced composite with neat PP. The total mixing time was therefore 10 min for all samples. These materials were then used to prepare 300-µm thick films by compression molding with a hydraulic hot press (model P300P, from Collin Gmbh, Aichach, Germany).
Glass fiber composites preparation
The filled matrices were used to prepare fiber-reinforced composites by the film-stacking process. Four layers of glass fiber fabrics were alternatively stacked with five layers of PP films in a closed mold. The mold was inserted in the hydraulic hot press, and a three-step pressure–temperature profile was applied (3 min at 200°C and 0.3 MPa, 15 min at 200°C and 1.5 MPa, cooling rate at 8°C/min at 1.5 MPa). The average thickness of composite plates was 1.25 mm. The matrix film compositions utilized for the preparation of the fiber-reinforced composites were neat PP, 15% CaCO3 + 7% organoclay, 22% CaCO3, 40% CaCO3, and 50% CaCO3. The composite preparation with the last two compositions was aimed at the investigation of the upper limits in matrix particulate content for continuous fiber composite production.
Testing
Tensile test on matrix materials
The effect of matrices composition on mechanical properties was investigated by carrying out tensile tests. A hot press was used to prepare, by compression molding, thick plates with the filled matrices from which dog bone samples were machined. The tests were performed with an Instron 4204 universal testing machine according to American Society for Testing Materials (ASTM) D638. The selected cross head speed was 10 mm/min. Five specimens for each matrix composition were tested, and mean values and standard deviations were calculated.
Microscopic analyses
Optical microscopy
Optical analysis in reflection mode was carried out by using a microscope (BX51 from Olympus, Q13 Tokyo, Japan) to investigate the extent of fiber impregnation in the composite and the distribution of particles dispersed in the composite matrices. Glass fiber composite samples were prepared by polishing the observation surfaces with wet grinding paper with increasing grit size (P 120, P 1000, and P 2500), in sequence, and then with a very fine polishing paste (Alpha Micropolish II, Deagglomerated Alumina 0.3 µm). Both grinding paper and polishing were produced by Buehler (Illinois, United States).
Electronic microscopy
Scanning electron microscopy (SEM) analyses were performed on continuous fibers composites (by observing cryogenically fractured surfaces) with a Leica S440 (Leica Microsystems, Germany). All sample surfaces were coated with gold layer before the observations to render conductive the specimen surface.
Mechanical tests
Flexural test on glass fiber composites
Mechanical flexural tests were carried out at room temperature using an Instron 4204 (United States) universal testing machine on samples cut from composites panels, according to ASTM D790. Samples were 12.5 mm wide and 1.25 mm thick (the actual thickness was used to calculate the stress values), while the span in the bending test was 40.0 mm, and the loading point for the test was in the center. Strain in the outer sample surface was calculated as ε = 6Dh/L2, where D is deflection of the center of the sample, h is the sample thickness, and L is the length of support span. Five specimens from each composite panel were tested; subsequently, the average values and standard deviation were calculated from the measured data.
Short-beam shear tests on glass fiber composites
Short-beam shear tests were carried out to determine the apparent shear strength of continuous fibers composites, according to ASTM D2344. Five specimens from each composite panel were cut (20 mm length, 1.25 mm thickness, and 10 mm wide), while the test span was 5.0 mm (the actual thickness was used for stress evaluation). The average values and the standard deviations of experimental determinations were calculated.
Dynamic mechanical analysis
Dynamic mechanical tests were carried out by means of a Triton dynamic mechanical analysis (DMA) (Tritec 2000 from Triton, Loughborough, United Kingdom) in dual cantilever bending configuration at 1 Hz frequency and heating at rate of 4°C/min from −20°C to 140°C. The samples size was 20 mm in length, 5 mm in width, and 1.25 mm thick.
Results and discussion
Properties of the nano/microcomposite matrices
Detailed results related to the preparation and characterization of the nano/microcomposite based on PP/montmorillonite/CaCO3 prepared by melt mixing have been reported elsewhere. 23 X-ray diffraction together with thermal analysis and rheological measurements have shown that the intercalation degree was found to be dependent upon the compatibilizer content and the processing temperature used in the mixing of the components. The addition of the organoclay was found to promote an increase in degree of crystallinity and to slightly enhance the melt crystallization temperature of PP.
The rheological tests showed that nanocomposites increased the complex viscosity in the low-frequency region when compared with the microcomposites with the same filler content and exhibited a pronounced shear-thinning behaviour in the high-frequency range (Figure 1). The reinforcement of combined micro- and nanoparticles is considerably more effective than microparticles alone. The viscosity enhancement is typical of platelets-based nanocomposites with increased viscosity in terminal zone and high shear-thinning at high frequency.
24
Complex viscosity of micro- and nanofilled matrices (the first numeric value in the legend represents the nanoclay content, and the second one the CaCO3 content).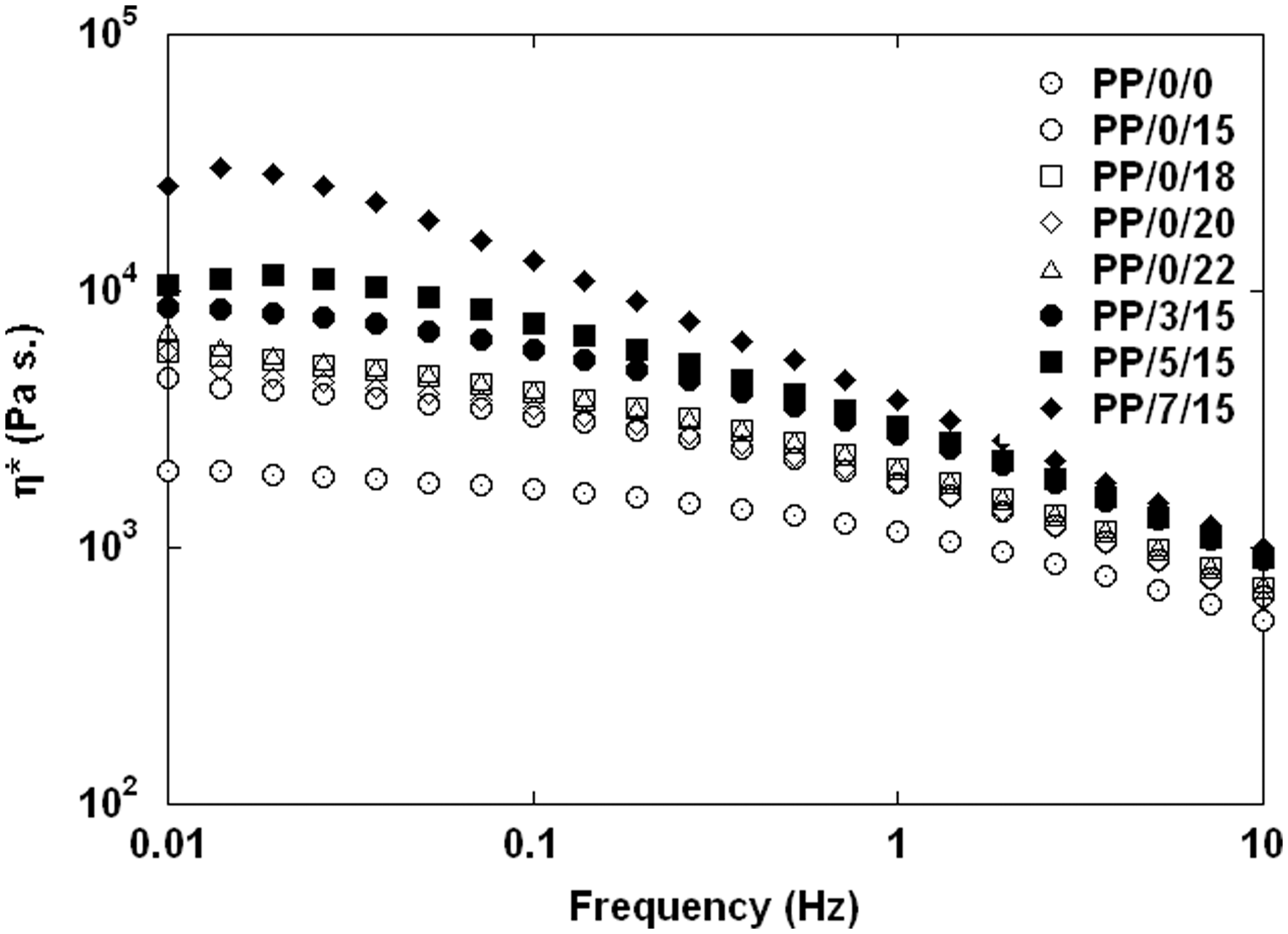
The filled PP matrices containing only CaCO3 present a Young’s modulus approximately from 20% to 30% lower than the nano/microcomposites containing the same total amount of inorganic components (Figure 2). This result is a proof that the nanoclay makes a significant contribution to the enhancement of the mechanical properties. In both solid and molten states, the reinforcement effect of combined micro- and nanoparticles is considerably more pronounced compared with the effect of microparticles alone, as evidenced by rheological and mechanical measurements (Figures 1 and 2, respectively).
Young’s modulus of nano/micro- and microcomposites.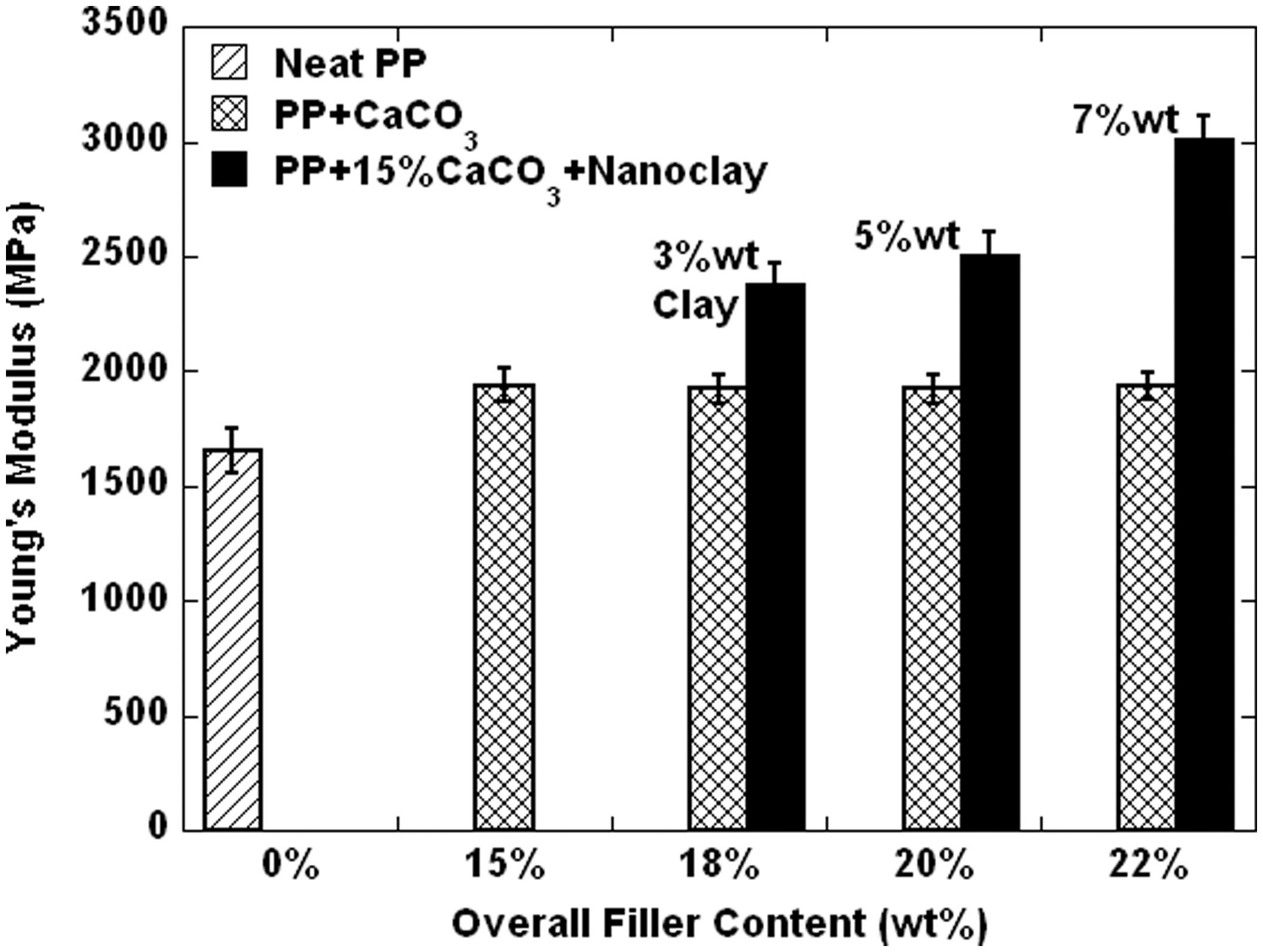
Glass fiber composite with nano/micro-reinforced PP matrix
Composition of continuous glass fiber composites.
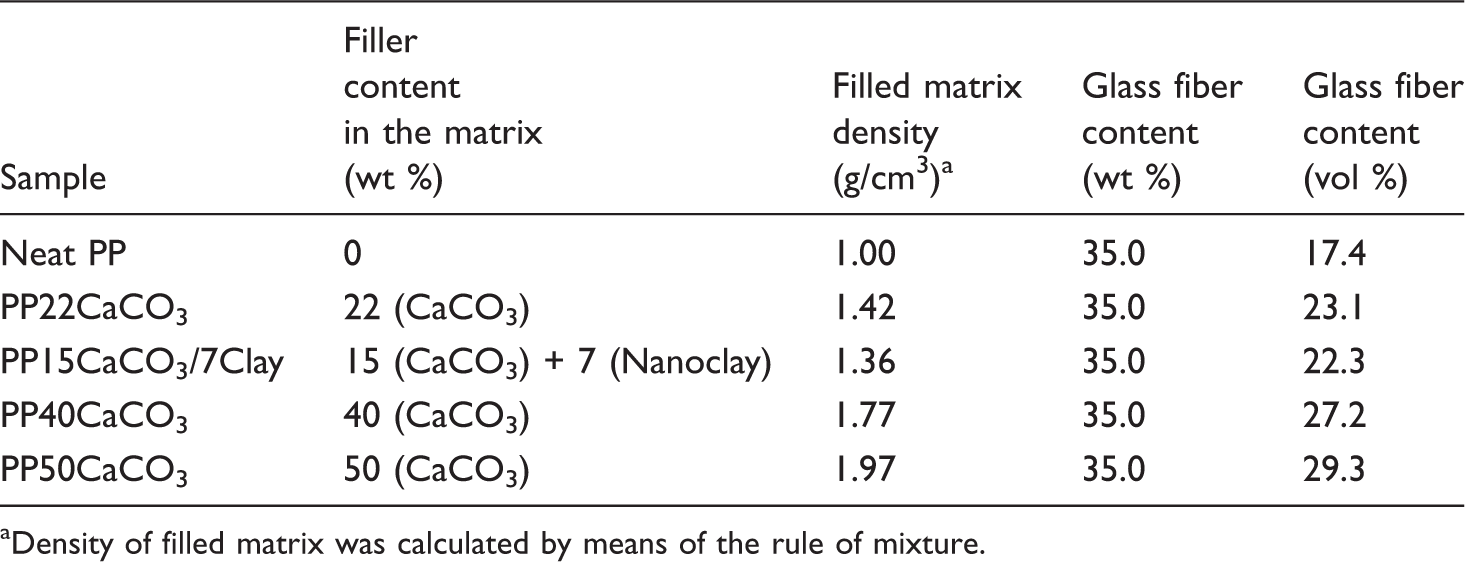
aDensity of filled matrix was calculated by means of the rule of mixture.
Optical microscopy analysis of continuous glass fiber composites
Optical images of polished surfaces of composite samples have provided useful information on the extent of fibers impregnation. For filled matrix composites, it was also possible to analyze the distribution of CaCO3 particles within the composite. Neat PP, PP22CaCO3, and PP15CaCO3/7Clay samples showed very good fiber impregnation and uniform fibers distribution; furthermore, no voids were detected (Figures 3(a)–(c)). The composites prepared with the matrices PP40CaCO3 and PP50CaCO3 presented impregnation defects localized in core of fiber bundles (Figures 3(d) and (e)). These defects are likely to be caused by the lower amount of polymer in these high-filler content matrices. However, in all composites containing filled matrices, the particles are filtered by fiber fabric during the impregnation stage of film stacking process, yielding matrix interlayers (between glass fiber layers) rich of inorganic filler (Figures 3(b)–(e)). Only smaller CaCO3 particles penetrated into fiber bundles (Figures 3(d) and (e)). In the PP15CaCO3/7Clay composite, nanosized clay particles were able to flow within molten matrix through fiber bundles; hence, this sample is characterized by alternating layers of (a) fabric-reinforced laminas impregnated by nanoreinforced matrices and (b) microsized rich particulate matrices at interlayer.
Optical images of glass fiber composites with (a) neat PP, (b) PP22CaCO3, (c) PP15CaCO3/7Clay, (d) PP40CaCO3 matrices, and (e) PP50CaCO3. Dark zones within fibers bundles in (d) and (e) are voids due to poor impregnation.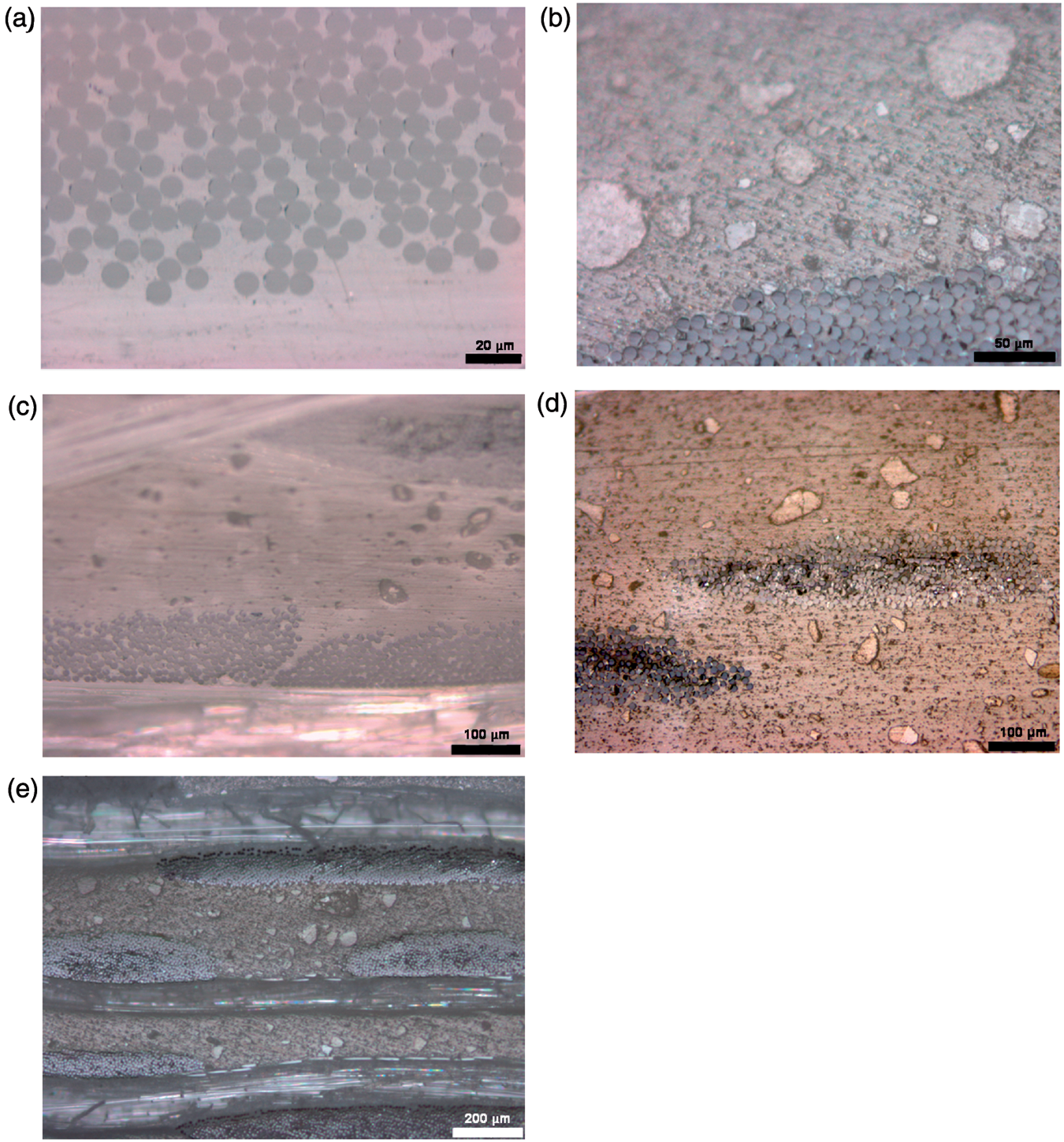
Electronic microscopy analysis of continuous glass fiber composites
The SEM analysis confirmed the observations resulting from the optical analysis. In fact, CaCO3 particles were filtered by glass fiber layers forming particle-rich interlayers (Figures 4(a), (b), (e), and (f)). In particular, CaCO3 particles were detected at glass fiber/matrix interface in composites based on microreinforced matrix. The lack of residual matrix on glass fibers surface in Figures 4(a) and (b) evidenced a poor adhesion between fibers and matrix (Figures 4(a) and (e)). Conversely, in PP15CaCO3/7Clay composite, the glass fibers presented a polymeric coating layer (Figures 4(b) and (c)) in which CaCO3 and nanoclay particles were embedded (Figures 4(c) and (d)); these observations indicate a stronger interaction between glass fiber and polymeric matrix, scarcely influenced by the particulate presence. It is worth to point out that even at high-CaCO3 concentrations, most of fiber bundles were thoroughly impregnated by matrix (Figure 4(g)).
SEM images of cryogenically fractured surfaces of glass fiber composites with (a) PP22CaCO3, (b, c, and d) PP15CaCO3/7Clay, (e and f) PP40CaCO3 matrices, and (g) PP50CaCO3.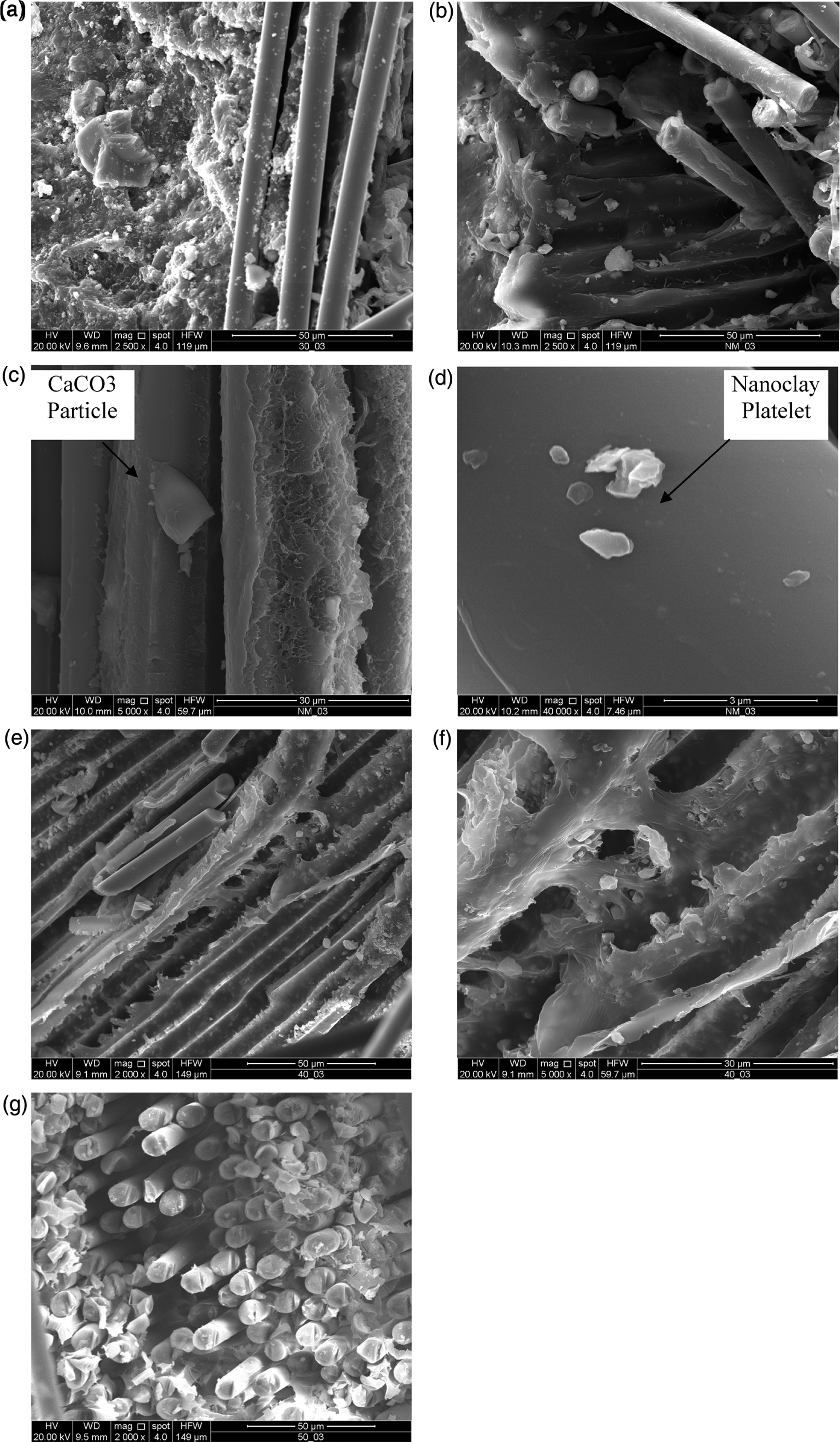
Mechanical properties
The flexural modulus of composite laminates decreased with the increase of the microsized particles content (Figure 5). The dependence of flexural strength upon matrix composition was negligible, except for the sample PP15CaCO3/7Clay (Figure 6). The latter sample presented an increase of 48% in modulus and 166% in strength with respect to neat PP composite. The enhancement of flexural modulus is related to the increase of the matrix Young’s modulus increase (Figure 2). In fact, although glass fiber volume fraction of this sample is 5% higher than that of neat PP sample (Table 1), the higher amount of glass fibers would not yield such increment, as the modulus of PP22CaCO3 (same volume fraction of micro/nanomatrix composite) is even lower than that of neat PP sample. The flexural strength enhancement of PP15CaCO3/7Clay composite is likely due to several reasons: (a) higher matrix modulus
17
and (b) the combined effect of both nano- and microparticles on interlaminar properties, as discussed below.
Flexural modulus of glass fiber composites. Flexural strength of glass fiber composites.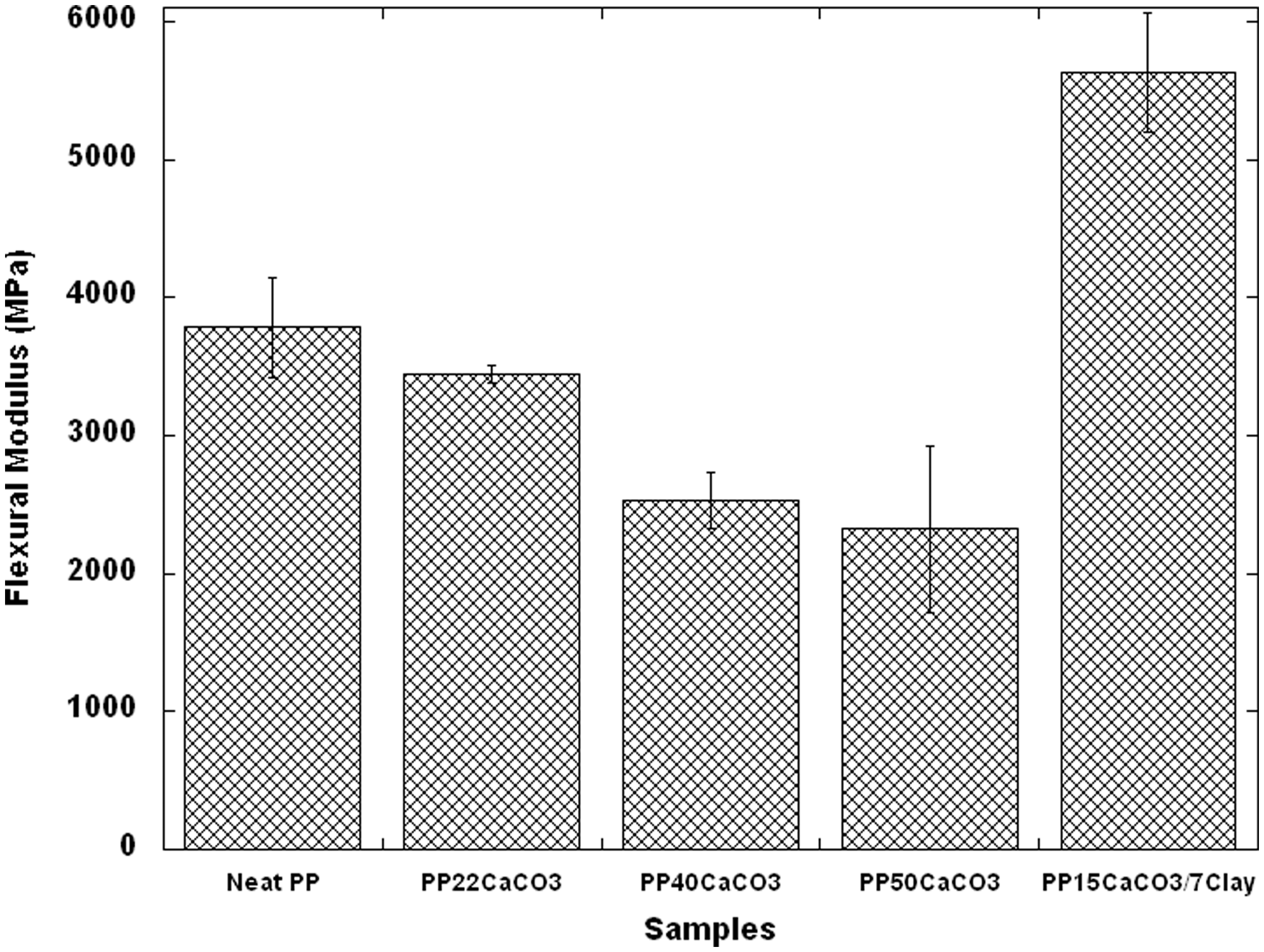
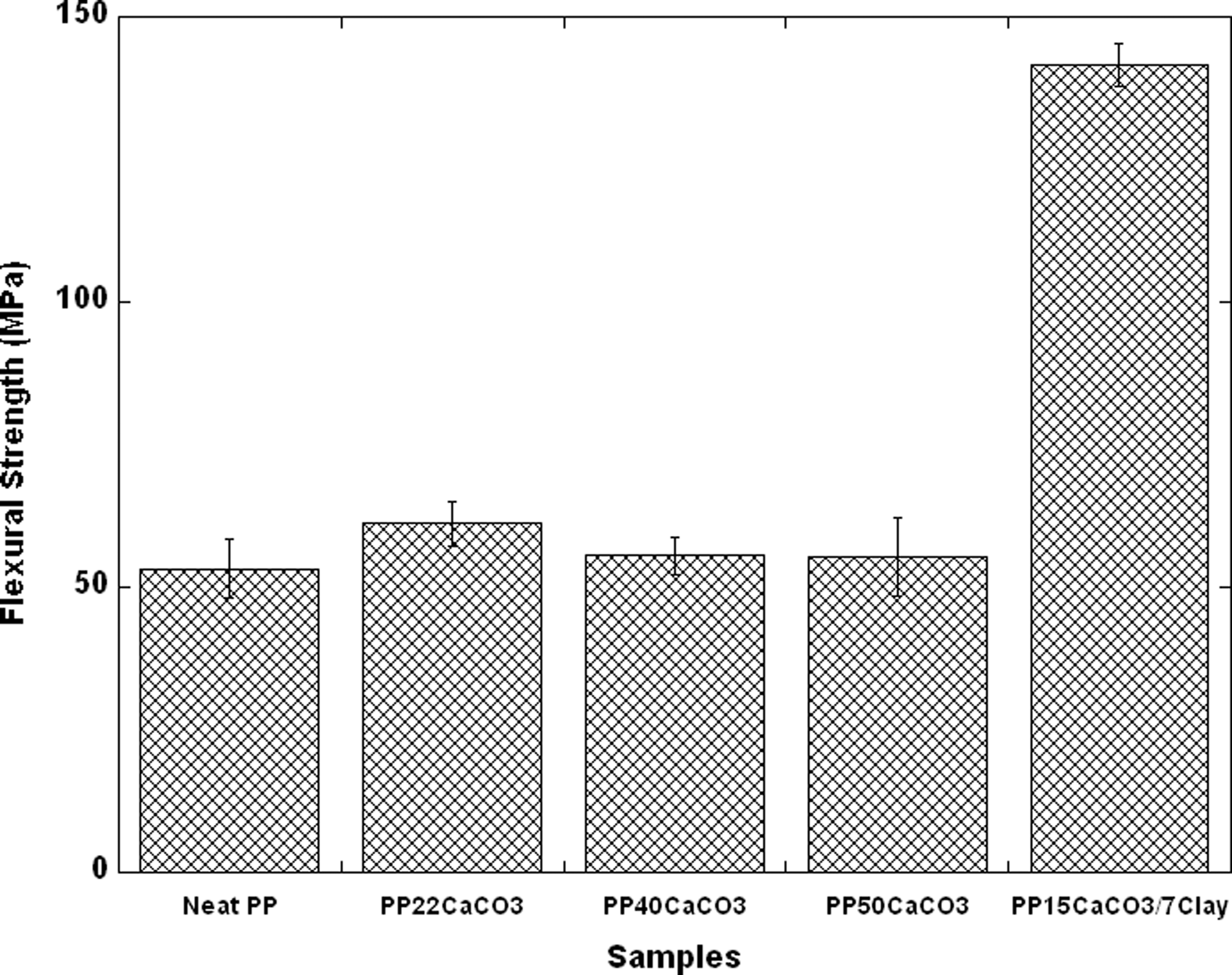
Flexural modulus of PP22CaCO3 composites slightly decreased with respect to neat PP sample, nevertheless its strength increased 17%. It is worth to outline that this result demonstrates that microparticles, up to 22% by weight dispersed into matrix, do not result in a reduction of mechanical properties of continuous glass fiber composites. Flexural modulus of PP40CaCO3 and PP50CaCO3 composites decreased with respect to neat PP sample because of the impregnation defects clearly detected by optical microscopy analysis. However, their flexural strength was very close to that of neat PP sample and such a trend could be related to: (a) neat PP matrix does not contain PP-g-MA; (b) the microparticles at reinforcement interlayers take part to failure mechanism (Figure 4(f)); and (c) glass fiber fraction is higher in highly filled matrix composite (Table 1).
Shear strength of glass fiber composites (Figure 7) presented a trend similar to that of flexural strength (Figure 6). The shear test measures the interlaminar shear properties of composites; the similar behaviours of shear and flexural strength, with the matrix filler content, indicate that flexural strength is governed by interlaminar properties that are in turn influenced by the amount of particles at interlayers. The increase in flexural strength in continuous fiber composite, as consequence of platelet-shaped nanoparticles addition into the matrix, has been already reported in literature,17,20,25 but the maximum strength improvement was not higher than 50%. In this study, flexural strength of nano/microsample increased about 130% as well as its shear strength presented an increase of 80% with respect to both neat PP and PP22CaCO3 samples. Such results are to be attributed to the combined reinforcing effect of both nanoplatelets and microparticle, probably due to the selective capability of nanofiller to penetrate within fiber bundles together with the stiffening effect of microparticles in the interlayers.
Apparent shear strength of glass fiber composites.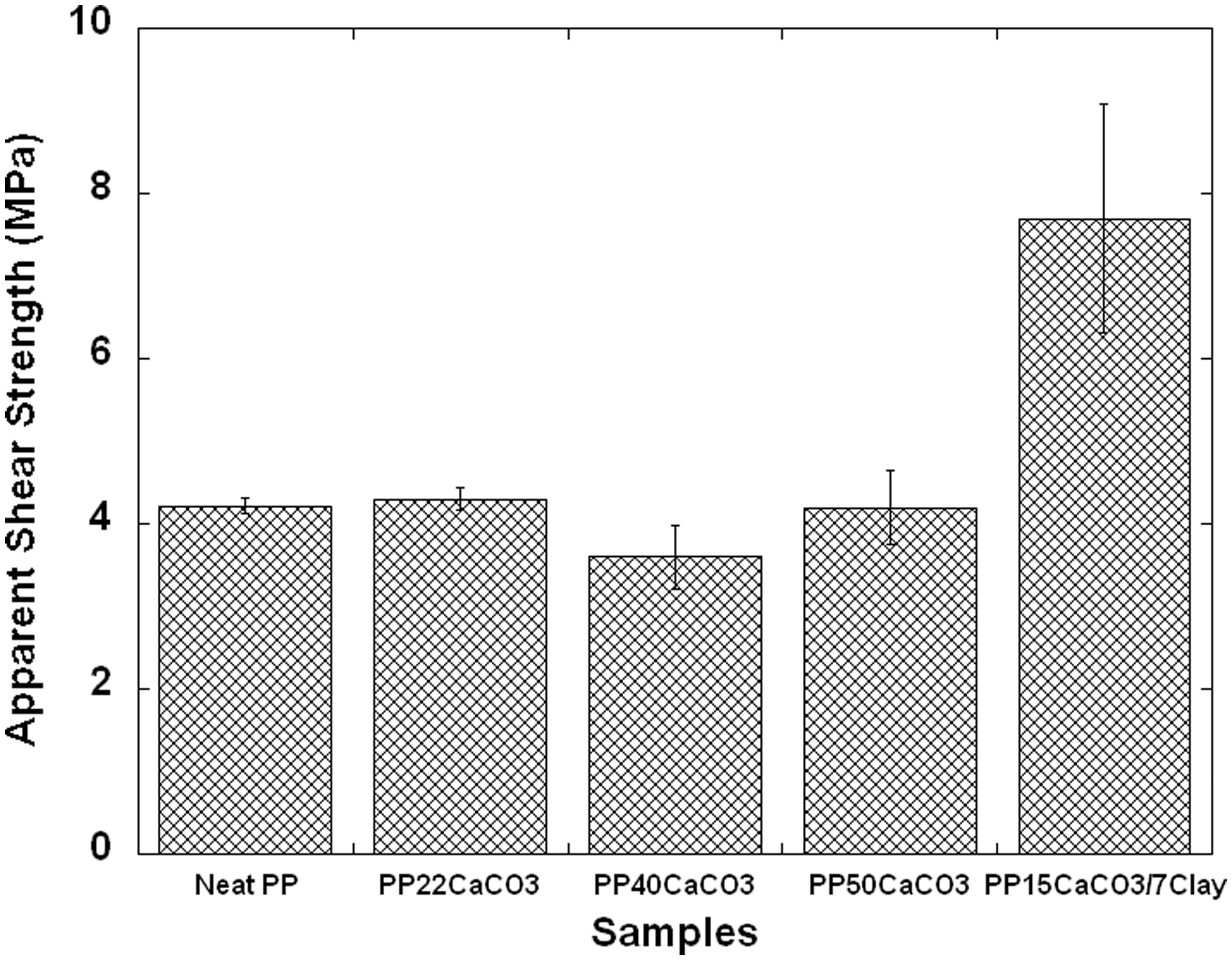
Dynamic mechanical analysis
The storage modulus of PP15CaCO3/7Clay composite was higher than that of other samples over the investigated temperature range (Figure 8). The storage modulus versus temperature of PP40CaCO3 and PP50CaCO3 was not reported, because they were very similar to that of PP22CaCO3. At 25°C, the storage modulus values of composites samples presented a trend similar to flexural modulus. In fact, the storage modulus of the particulate composites did not increase with filler content and that of micro/nanocomposite presented considerable enhancement. Setting a reference value of 6 GPa for the storage modulus (horizontal line in Figure 8), this value is reached by neat PP, PP22CaCO3, and PP15CaCO3/7Clay composites respectively at 31°C, 23°C, and 52°C. This is a remarkable result, because the composites with nano- and microfiller presented a shift of 21°C from neat PP composite, demonstrating that such matrix allows an extension of the working temperature range of these PP-based composites.
Storage modulus of glass fiber composites.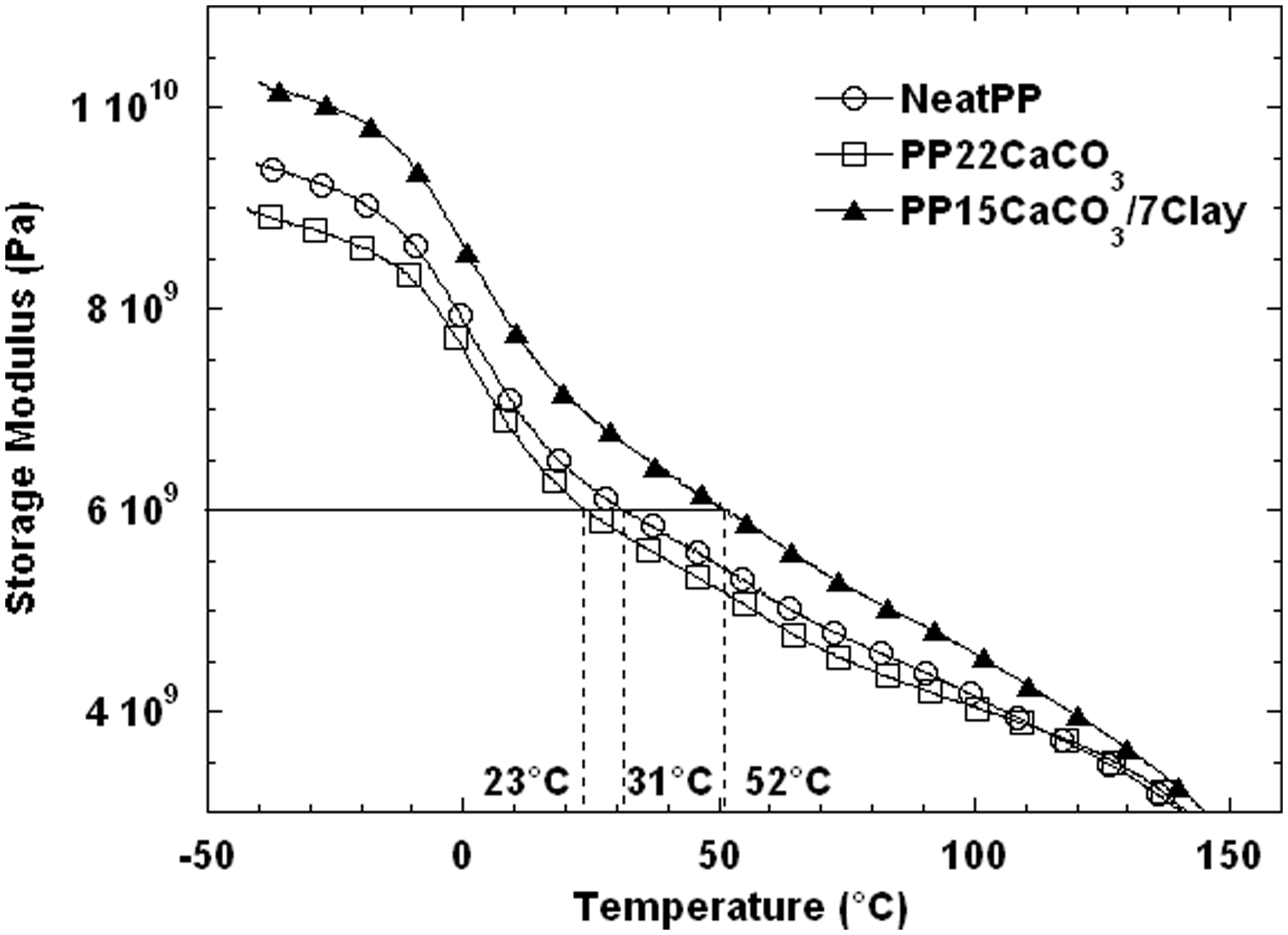
Conclusions
Thermoplastic composites consisting of a glass fabric reinforcing phase embedded in micro- and micro/nanocomposite matrices were prepared by using the film stacking method. Rheological and mechanical properties of the polymeric matrix were strongly influenced by both type and content of filler. The use of micro/nanocomposites matrix improved flexural properties of continuous fiber-reinforced composites primarily as a result of increasing the matrix modulus, while maintaining low cost of the materials. At high concentration of microparticles (40 and 50 wt %), a penetration of the polymer takes place from the film into interstices of fabric fibers, but a not complete impregnation of fiber bundles takes place that result in impregnation defects (voids) formation. The PP15CaCO3/7Clay composite showed an increase of 48% in flexural modulus, of 166% in flexural strength, and of 80% in shear strength with respect to neat PP composite. Furthermore, nanoclay retards the PP storage modulus decay at higher temperatures actually widening its service temperature range.
This study demonstrates the feasibility of producing low-cost thermoplastic laminates based on PP filled with both micro- and nanoparticles.
Footnotes
Acknowledgements
This study has been carried out with financial support from MIUR (Italy) within the projects FIRB ‘MANTA’ (grant number RBIP065YCL). The authors thank Ing. Salvatore Cioffi for his support in preparation of the samples.