
Abstract
The morphology, and mechanical and tribological properties of deproteinized natural rubber with constant viscosity (DPNR) and synthetic cis-1, 4 polyisoprene vulcanizates (IR2200) using ISAF220 carbon black (CB) blends were studied in various ratios: 100/0, 75/25, 50/50, 25/75 and 0/100. Results for different operating test conditions under applied normal load, sliding speed and sliding distance were analyzed. The experimental results showed that the addition of CB (30 phr.) has significantly affected the wear and frictional performance of both DPNR-CV and IR2200 by decreasing the abrasion weight loss by more than 80% compared with the unfilled DPNR and IR2200. Adding 30 phr CB decreases the abrasion weight loss to more than 70%. The surface topography of micro-scales abrasion was characterized by scanning electron microscopy (SEM). Using SEM micrographics, the influence of blend ratios on wear mechanisms and spacing imprinted abrasion patterns was highlighted.
Introduction
Blending is a feasible and simple way to develop new materials in relatively short timescales and with effective investment.1,2 Natural rubber (NR) has excellent mechanical properties and heat build-up, but poor oil resistance in tire applications. 3 It has been commercially available and exploited in a variety of manufacturing products such as tire, O-ring, gasket, bumper, and fender. Polyisoprene (IR2200) is known for its superior properties in oil resistance, ozone and chemical resistance. 2 Melt blends have been employed industrially, but a only certain level of blend compatibility has been achieved despite great efforts in blend improvements via technical and mechanical tuning.4,5
It is known that the blend shows the greatest improvement in oil resistance when NBR forms a continuous phase. 6 Therefore, oil resistance of the blends is improved with an increase of the NBR component. 7 Compatibilized blends also show a positive deviation in mechanical properties after aging. 8 It was also found that the crosslinking of green elastomers enhances the heat shrinkibility of the blend. 9 Some interesting methods of preparation of novel rubber blend made from ultra-fine full vulcanized powdered rubber (UFFPR) have also been studied. 10 It was found that polyhydroxybutyrate (PHB) rubber revealed superior impact strength than thermoplastic polyolofin (TPO) and high-impact polystyrene (HIPS). 11 A rubber blend is suitable for use in tires as it greatly improves abrasion resistance in the wet, and ice skid performance. 12
In this study, the effect of blend ratio and its effects on mechanical, topological and tribological properties was investigated accordingly and compared with the unblended composition. Gum and black-filled vulcanizates with various crosslink densities were prepared from deproteinized natural rubber (DPNR) and synthetic cis-1,4 polyisoprene vulcanizates (IR2200). This work is important because DPNR used is a potential new modified rubber, not fully utilized as a commercial product as there is little information about its tribological relationship to its mechanical characteristics. In addition, for both gum and black-filled systems, polyisoprene possessing a higher crosslink density than DPNR at a fixed curative content 13 might enhance and complement each other for commercial purposes.
Experimental
Materials
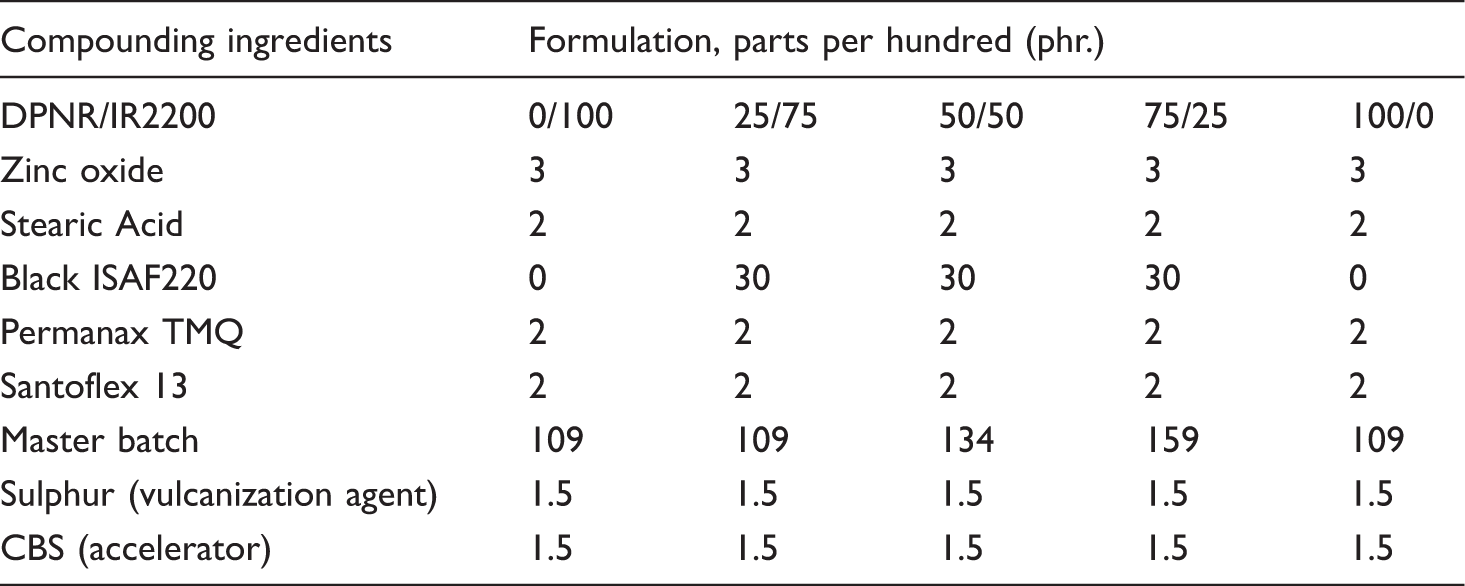
Typical formulation and compounding ingredients of Polyisoprene Natsyn 2200 rubbers.
Compounding and Vulcanization Procedure
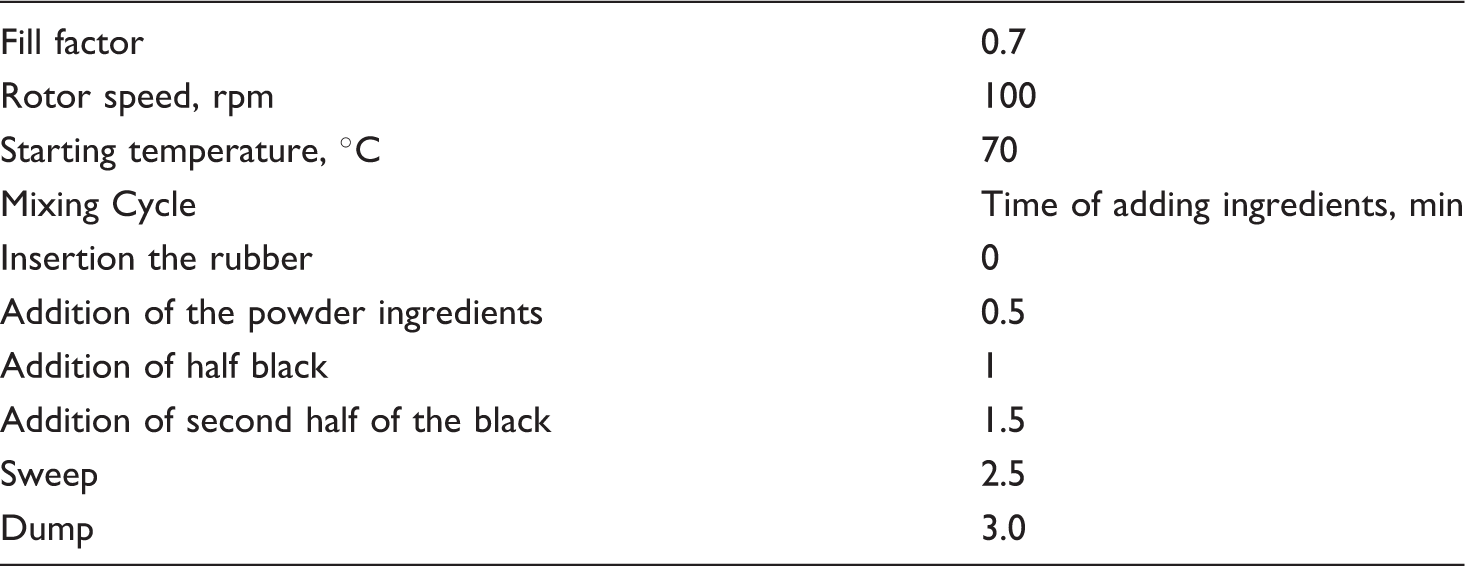
Mixing cycle of DPNR-CV and IR2200 rubbers.
Viscosity of master batches and compounds.

Cure characteristics of compounds at 150°C and Mooney scorch times at 120°C.
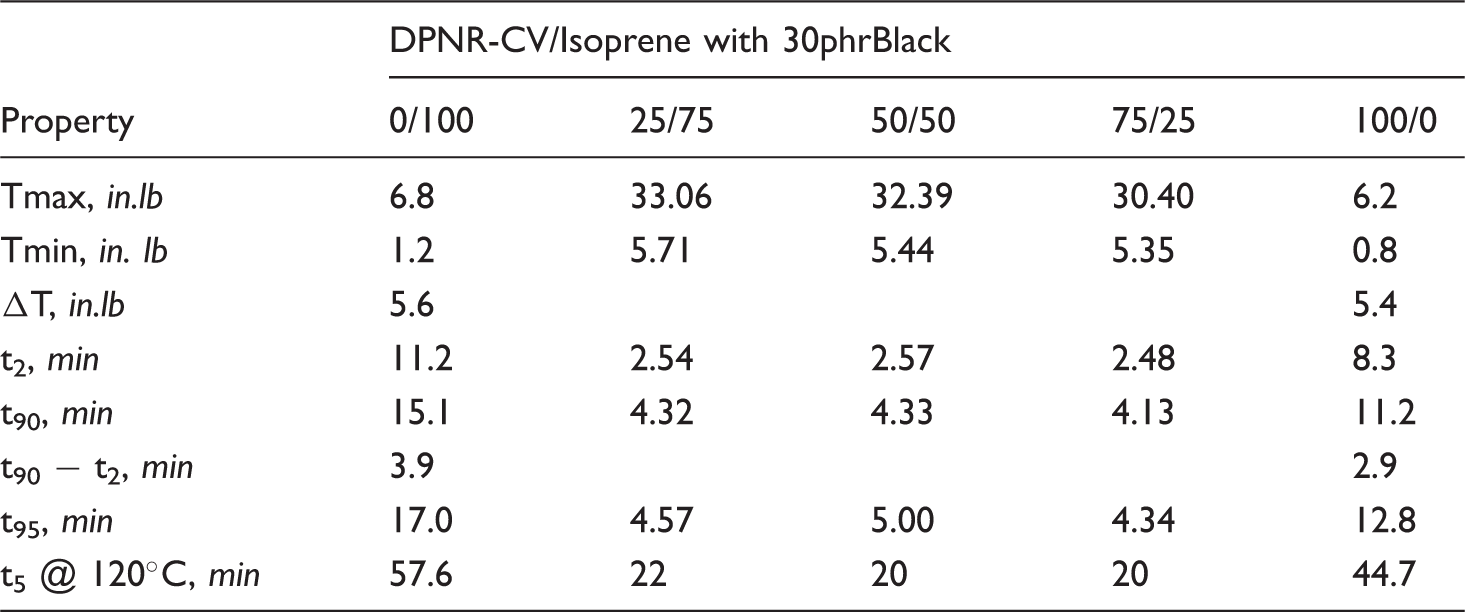
Typical curing characteristics of DPNR-CV and IR2200 in black mix.

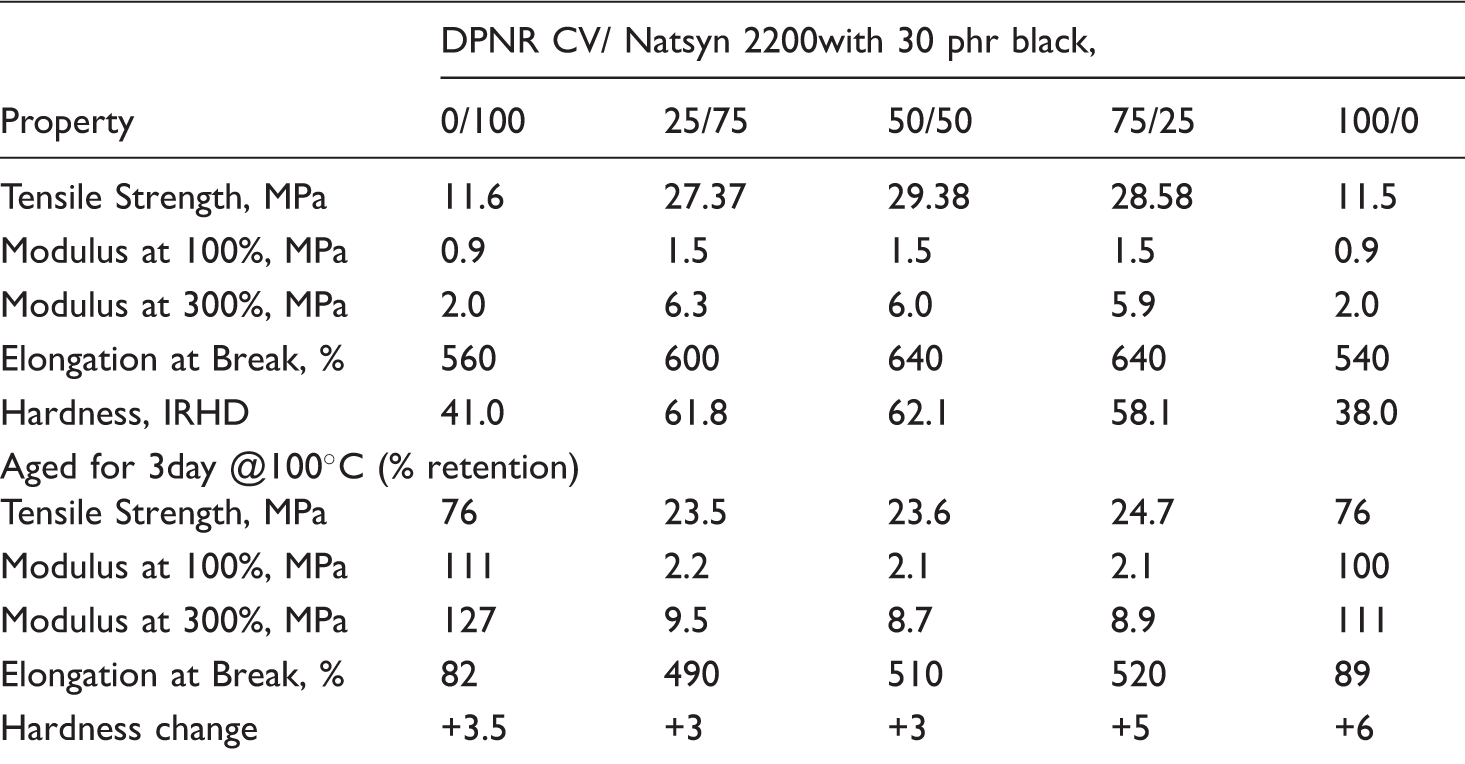
Tensile properties and hardness of the black mix (un-aged and aged), time and curing temperature.
Characterizations
Other properties, time and curing temperatures.
Note: M100% and M300% are moduli of rubber sample at 100% and 300% extension, respectively.
Abrasion Tests and Apparatus
Specimens for the tribological tests (rubber block specimens of size 24 mm × 24 mm × 10 mm) were cut from the vulcanized slab rubber of dimensions 150 mm × 75 mm × 25 mm using a special cutter. The rubbing face of the block rubber specimens was 24 mm × 10 mm. Abrasion tests were carried out using a pin-on-ring configuration, shown in Figure 1.
13
The detailed design can be found elsewhere.
13
However, a brief outline of the apparatus is given here. The ring was made of a stainless steel cup of 60 mm in diameter. An abrasive paper (Diamond 500) was pasted on the cup to act as an abrader to simulate the rough tarmac surface of a real road.
Set up Pin-On-Ring Abrasion Tester: A: specimen holder; B: counterface; C: Collecting pan; D: counter weight; E: speed indicator (rpm); F: speed controller; G: Start/Stop button; H: Voltmeter input/output; I: switch; J: Strain gauge; K: Allen keys.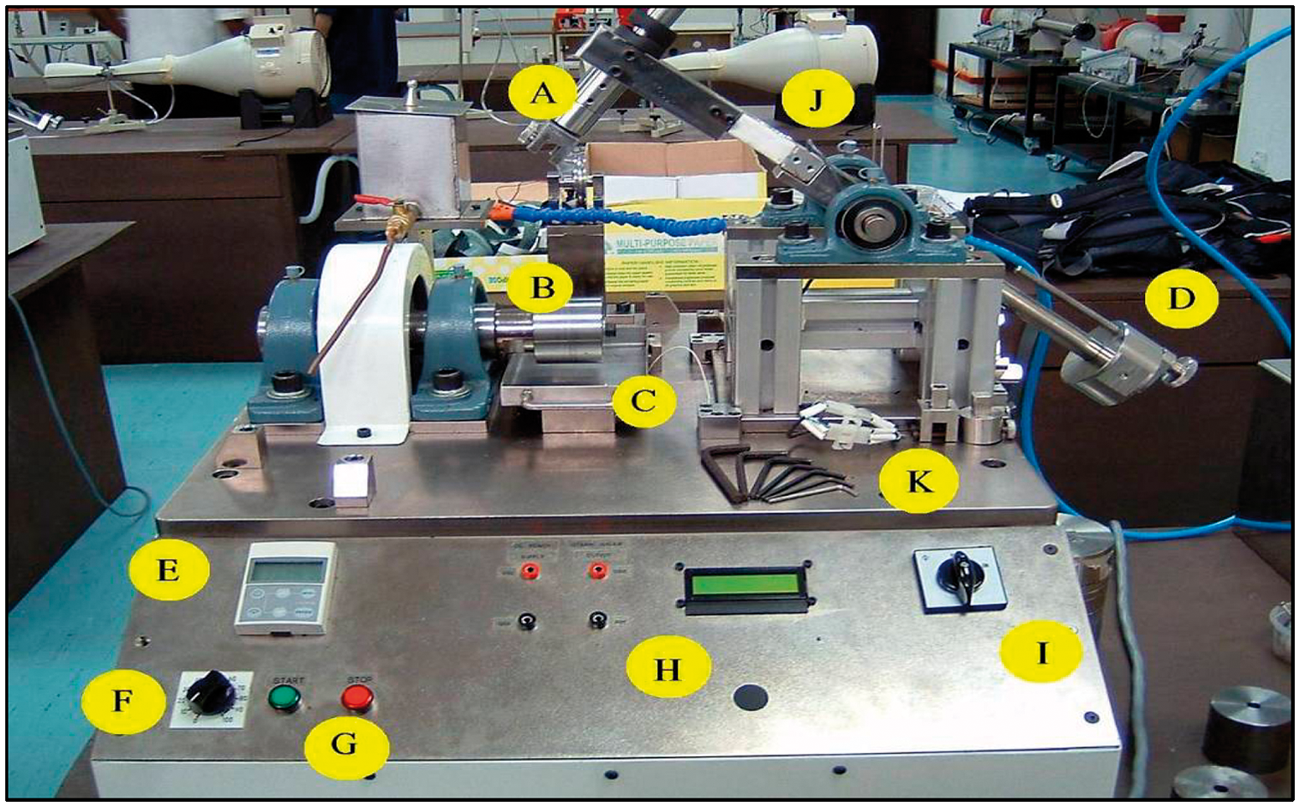
The rubber block specimen was clamped in a specimen holder leaving a projected height of 8 mm length permissible without deflecting the rubber. The rubber specimen was then abraded against the abrasive paper to simulate abrasive wear conditions. The specimen was subjected to normal load using a dead weight. Dry abrasion tests were conducted at ambient conditions of temperature and humidity with different normal loads (5–25 N), different sliding speeds (0.3–1.5 m/s), and different sliding distances (90–450 m).
The abrasion test was conducted until the projected length of rubber specimen completely wore out. The abrasion loss was determined for each specimen by weighing the specimen before and after each test, using a digital electronic balance (SETRA EL-410s) of ± 1 mg accuracy. The test was run three times and the average weight was determined. Frictional forces at the sliding interface between the rubber specimen and the abrasive paper were measured using strain gauges mounted on the load lever holding the specimen. The coefficient of friction for each applied normal load was obtained from the measured friction force and was averaged over the test run intervals.
SEM (JEOL, JSM 840) was performed on each specimen after each test to examine the morphology of the worn surface. Before taking the micrographs, the worn surfaces were coated with a thin layer of gold using ion sputtering (JEOL, JFC-1600).
Results and Discussion
The measured abrasion weight loss for different normal loads at different sliding speeds of blend DPNR:CV/IR2200 (a) 0/100; (b) 25/75; (c) 50/50; (d) 75/25; and (e)100/0 are shown in Figure 2.
Effect of load on abrasion loss of blend DPNR-CV/IR2200 for different sliding speeds and load at different proportion of blend DPNR-CV/IR2200 of (a) 0/100; (b) 25/75; (c) 50/50; (d) 75/25; and (e)100/0.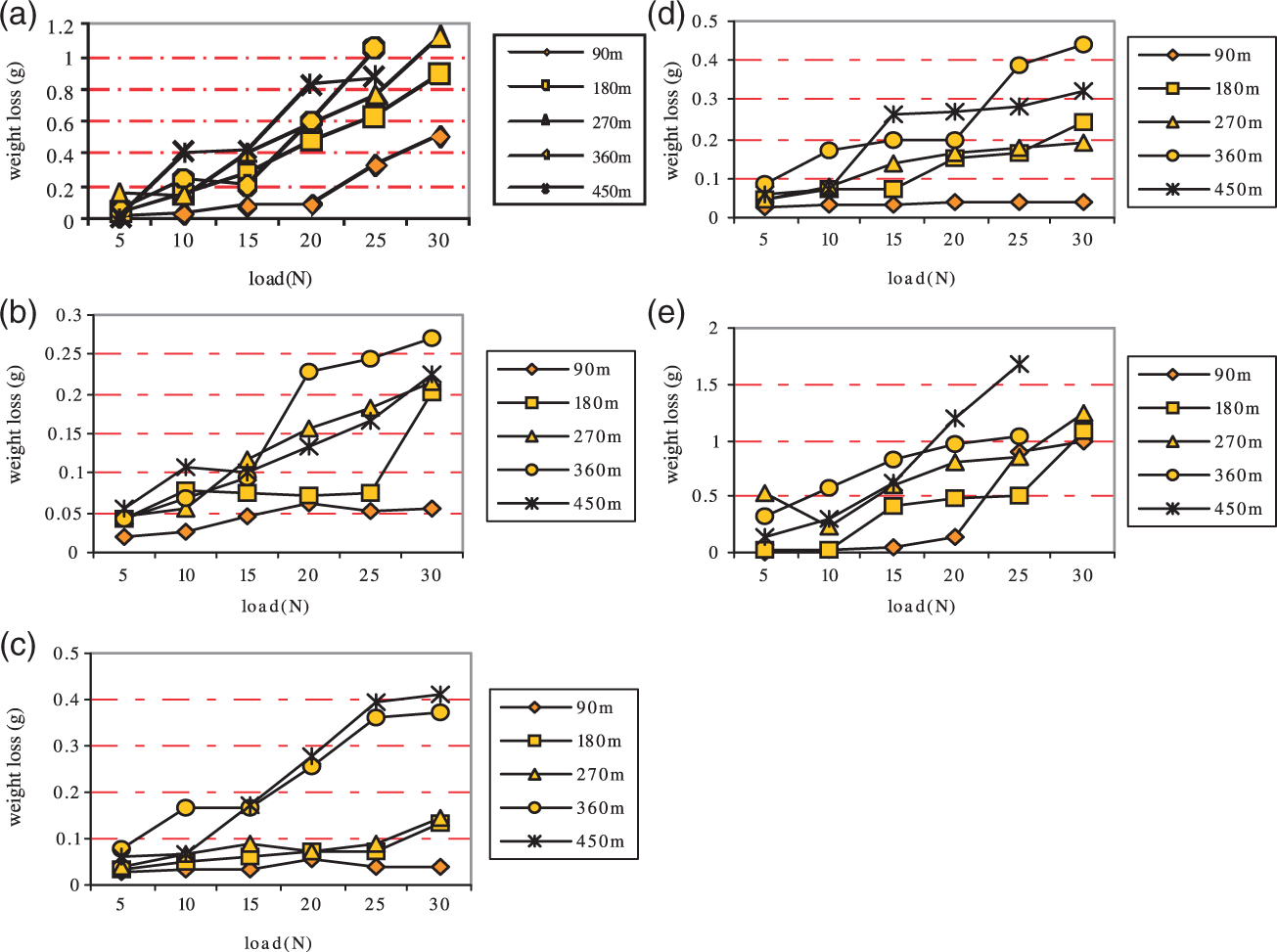
As seen in Figure 2, the percentage of wear resistance decreased almost linearly with greater content of IR2200 in the blend composition compared without IR2200, as shown in Figure 3. At 50/50 DPNR/IR2200 the wear resistance is higher compared with the 25/75 and 75/25 blends, while that of 25/75 DPNR/IR2200 is the lowest, with weight loss of less than 0.3 g. This shows an improvement of wear resistance compared with unblended or pure DPNR and IR2200 of four and six times, respectively.
The variation of abrasion loss of different proportions of DPNR-CV/IR2200 blends at (a) 15 N; and (b) 30 N.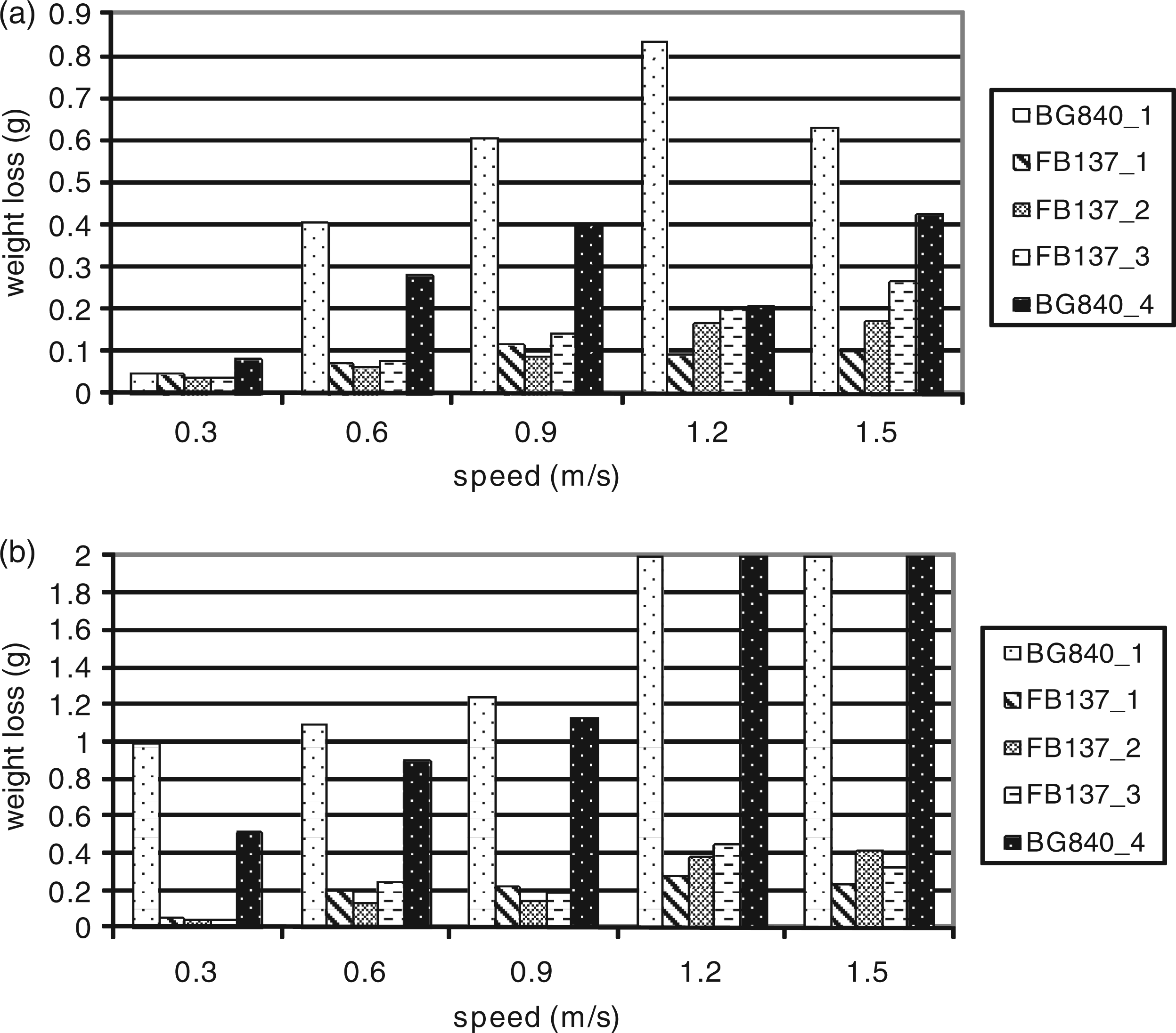
Achieved decrement in the abrasion weight loss at tested conditions (a) and (b) compared with unfilled DPNR-CV.

The average friction coefficients as functions in normal load measured at different sliding speeds are shown in Figure 4 for DPNR-CV/IR2200 (a) 0/100 (b)25/75 (c) 50/50 (d) 75/25; and (e) 100/0, respectively. The friction coefficient shown remained at 7.6 for the three samples (b), (c) and (d). There is an improvement compared with unfilled DPNR which has, on average, a friction coefficient of 10.8 . Similarly, for IR2200, the friction coefficient was decreased by adding the carbon black. The friction coefficients decrease from 9.6 to 7.6 upon the addition of IR2200 blending. Blending DPNR and IR2200 has a significant effect on average friction coefficient compared to unblended gums.
Average friction coefficient vs. normal load at different sliding speeds of DPNR-CV/IR2200 blends in ratios of (a) 0/100; (b) 25/75; (c) 50/50; (d) 75/25; and (e)100/0.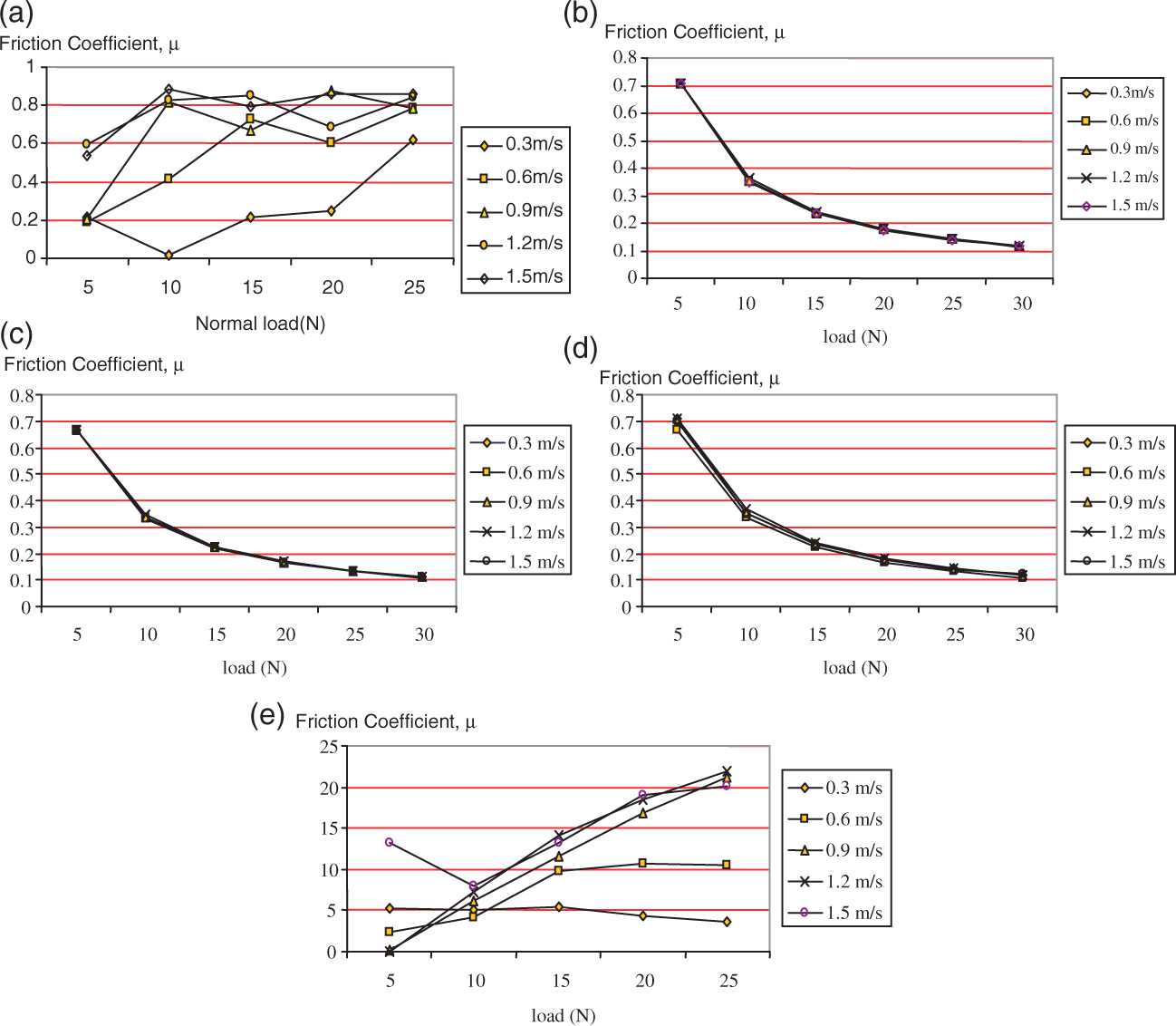
Spacing of the Abrasion Patterns
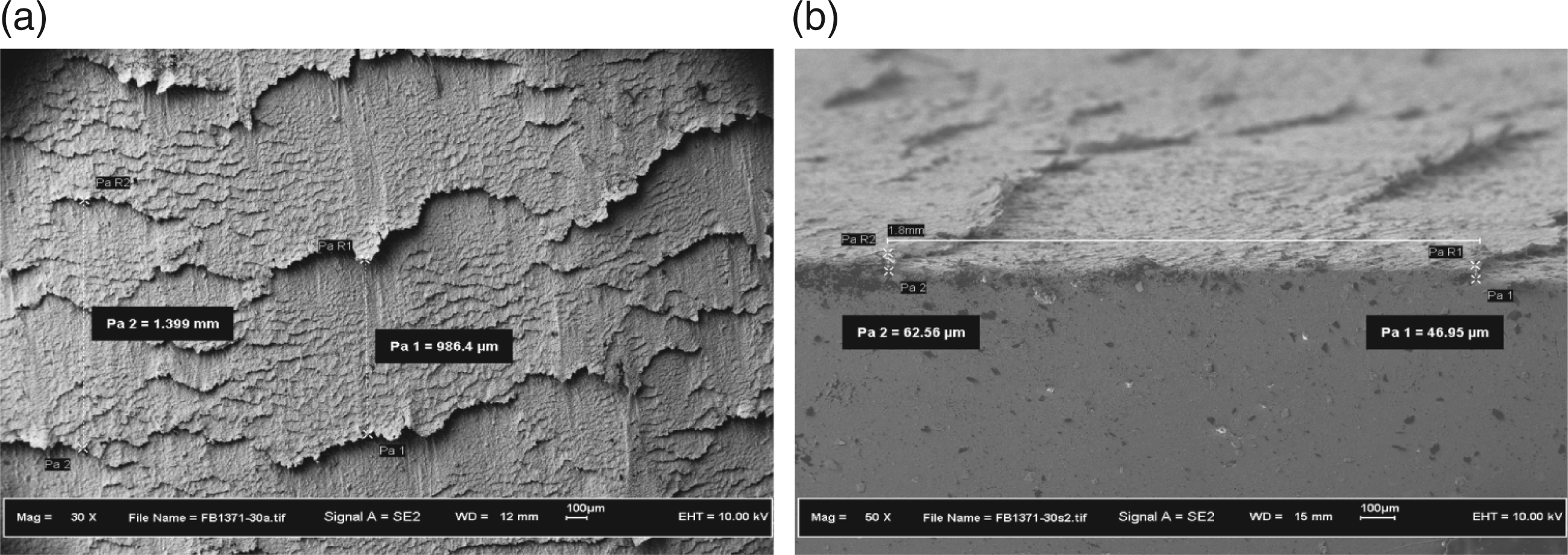
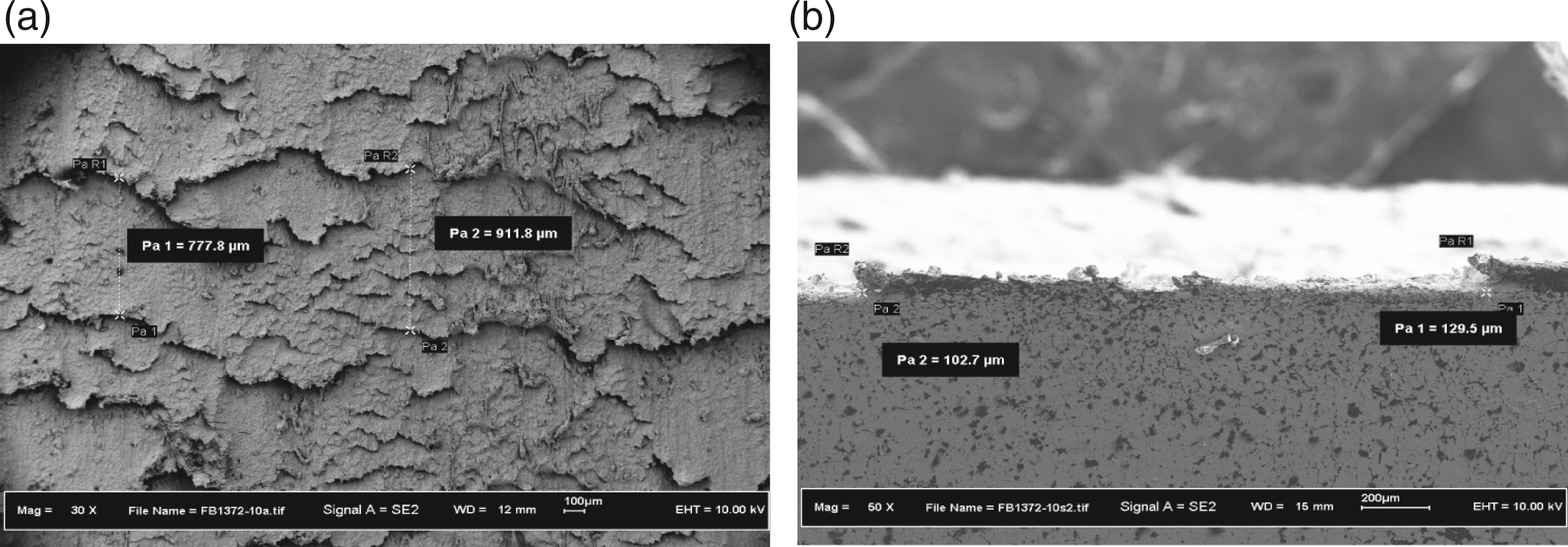
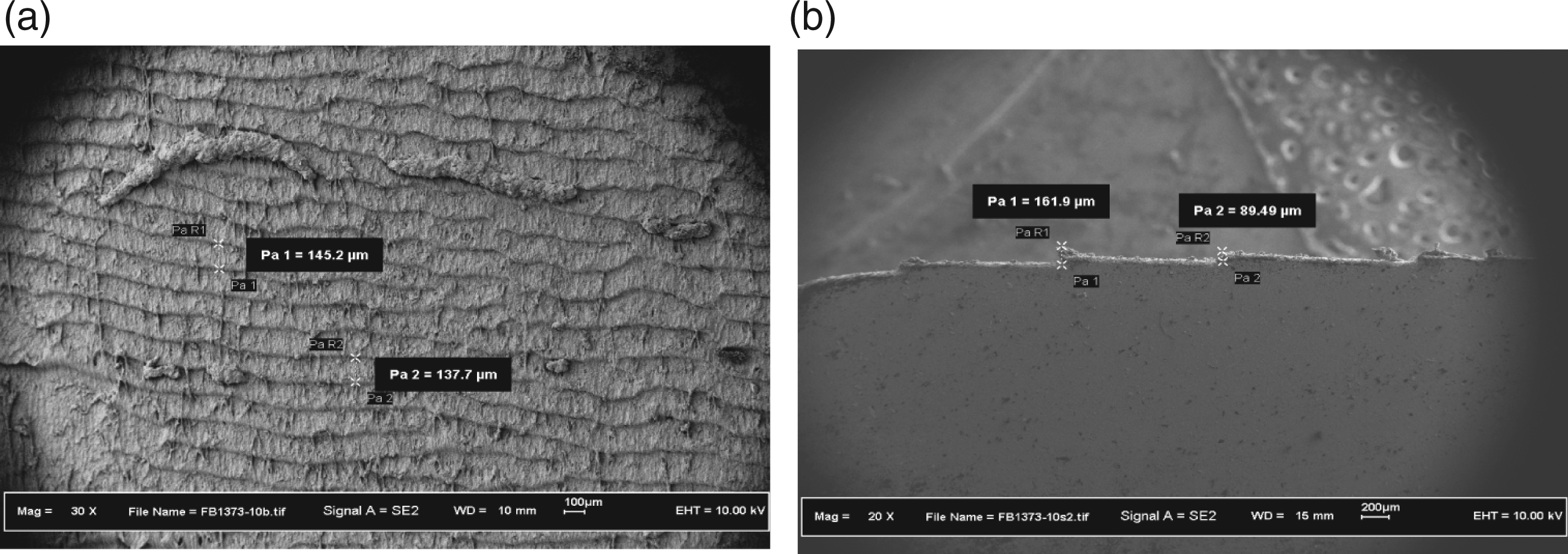
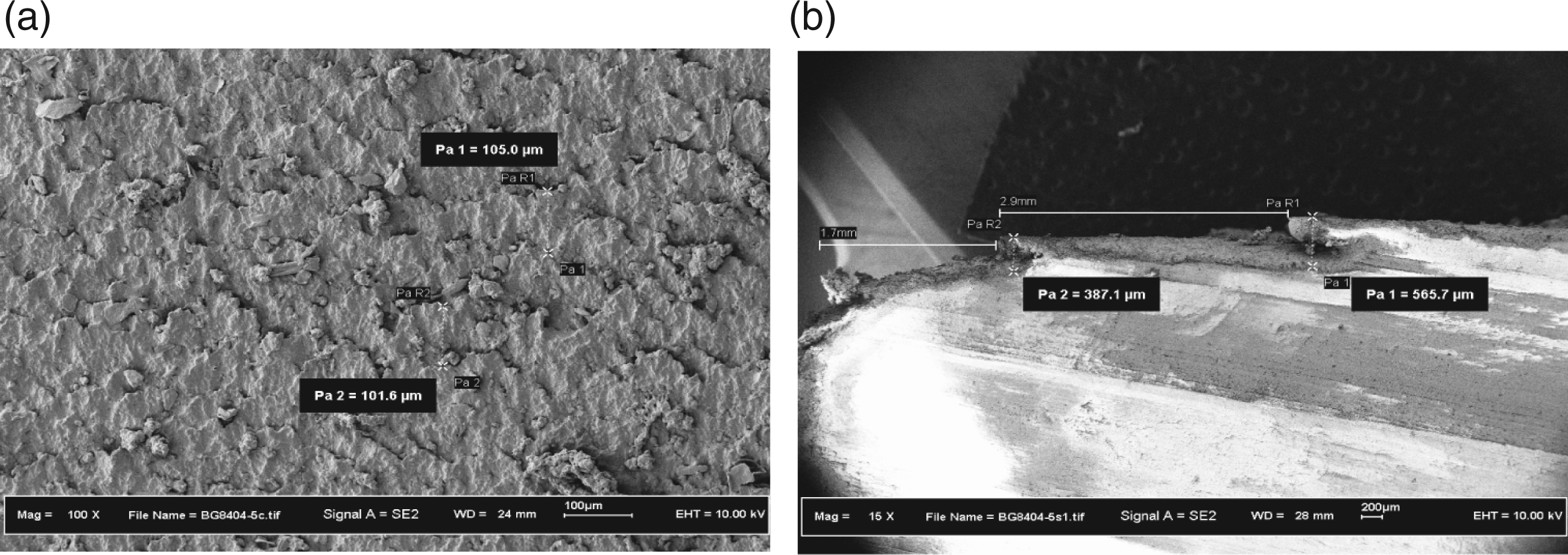
The spacing of abrasion patterns formed under loads from 5 N to 30 N was observed using the scales in SEM from the optical micrographs of worn surfaces of rubber surface specimens. The optical micrographs are shown in Figures 5–9. The spacing of DPNR/IR2200 of 25/75 ratio is approximately 1.2 mm, while that of the 50/50 blend is around 850 µm, and for 75/25 is around 140 µm. This agrees with the mechanical properties as shown in Table 6 and Table 7, whereby the hardest rubber blend is the 75/25 ratio, which will give the lowest and uniform spacing at around 140 µm.
Transverse ridges formed on abraded surface of unfilled DPNR. DPNR/IR2200 with 25/75 ratio showing the spacing (30×). DPNR/IR2200 with 25/75 ratio showing the spacing (30×). DPNR/IR2200 with 25/75 ratio showing the spacing (30×). SEM micrograph on abraded surface of unfilled IR2200.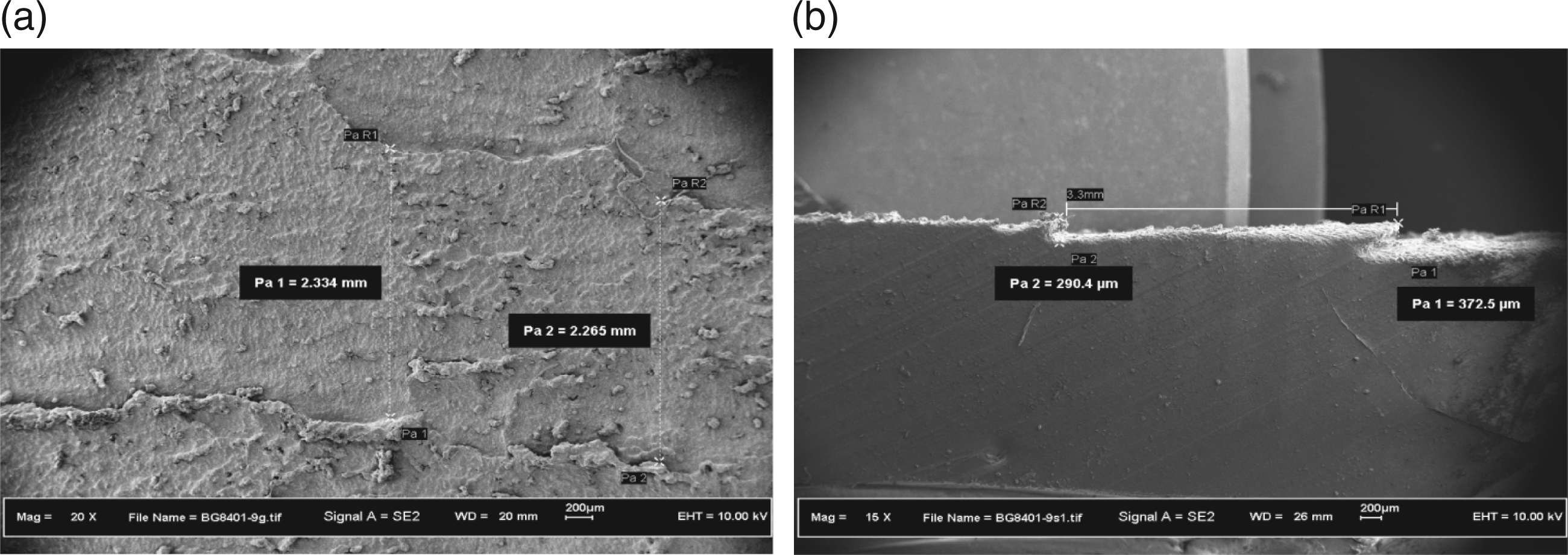
In the study of the friction and wear mechanisms of rubber-like materials, two main components of rubber friction are usually considered.
14
These are adhesion and hysteresis; the former creates the stick-slip action occurring between rubber and the counter surfaces, and the latter is a bulk phenomenon within the body of the rubber itself. Depending on the condition of the counter surface texture, there are many distinct wear mechanisms, i.e. abrasive wear, fatigue wear, and roll formation. The first two types occur frequently on harsh and blunt surfaces, respectively, whereas the last type occurs on relatively smooth surfaces of abrading and for relatively smooth and soft elastomers. Rubbing against a relatively smooth texture can give rise to an adhesion mechanism in which wear occurs by roll formation due to relatively low tear strength of the particular rubber. Furthermore, on increasing the elastic modulus of rubber, a transition in the wear mechanism from fatigue wear to wear by roll formation, and finally to abrasive wear, was shown. In the case of rubbing the rubber on a harsh texture, the adhesion mechanism gives rise to abrasive action by a cutting wear mechanism.
15
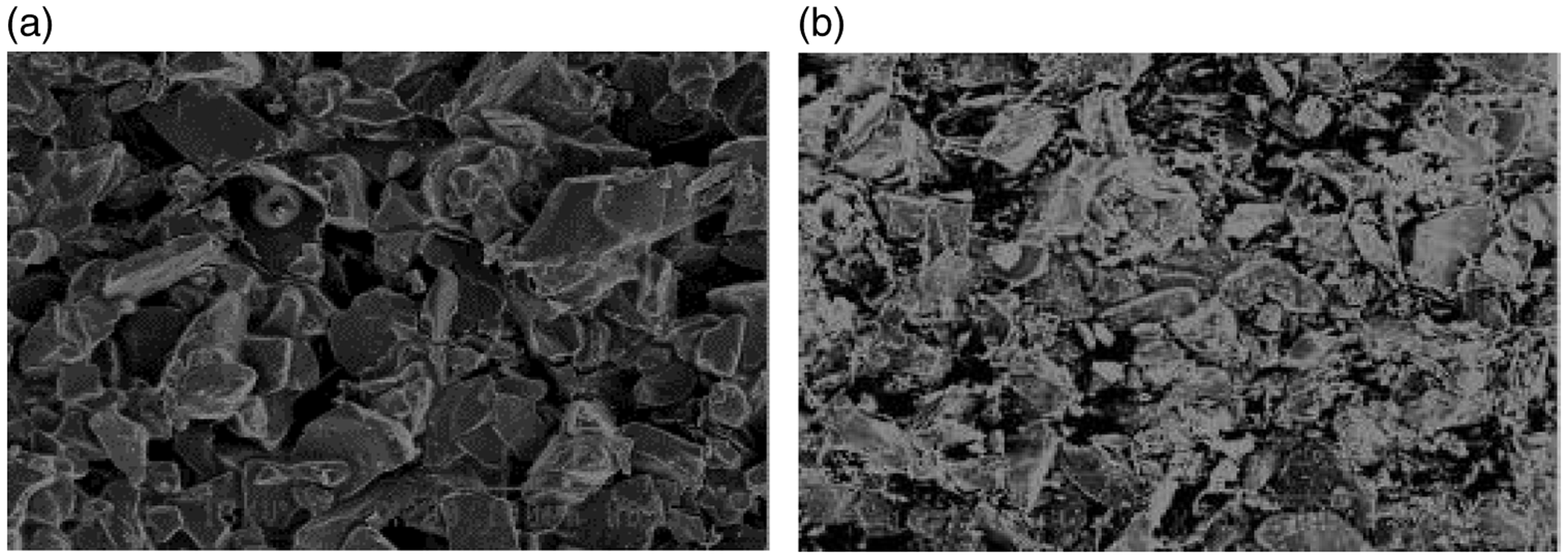
In the present work, it was noticed that rubber debris was attached and filled in the space between the grits on the abrasive paper (Figure 11a and 11b). This seemed to affect the conditions of the abraded surface texture, leading to wear by micro-wearing as seen in Figures 5–9. Therefore the inter-relationship reported between friction and wear mechanisms in rubber-like materials may be modified, as schematically outlined in Figure 10 and as reported in earlier research.
Schematic layout of the inter-relationship between friction and wear mechanisms in rubber [13]. (a) Unworn surface (b) worn surface after testing of abrasive paper Diamond 500.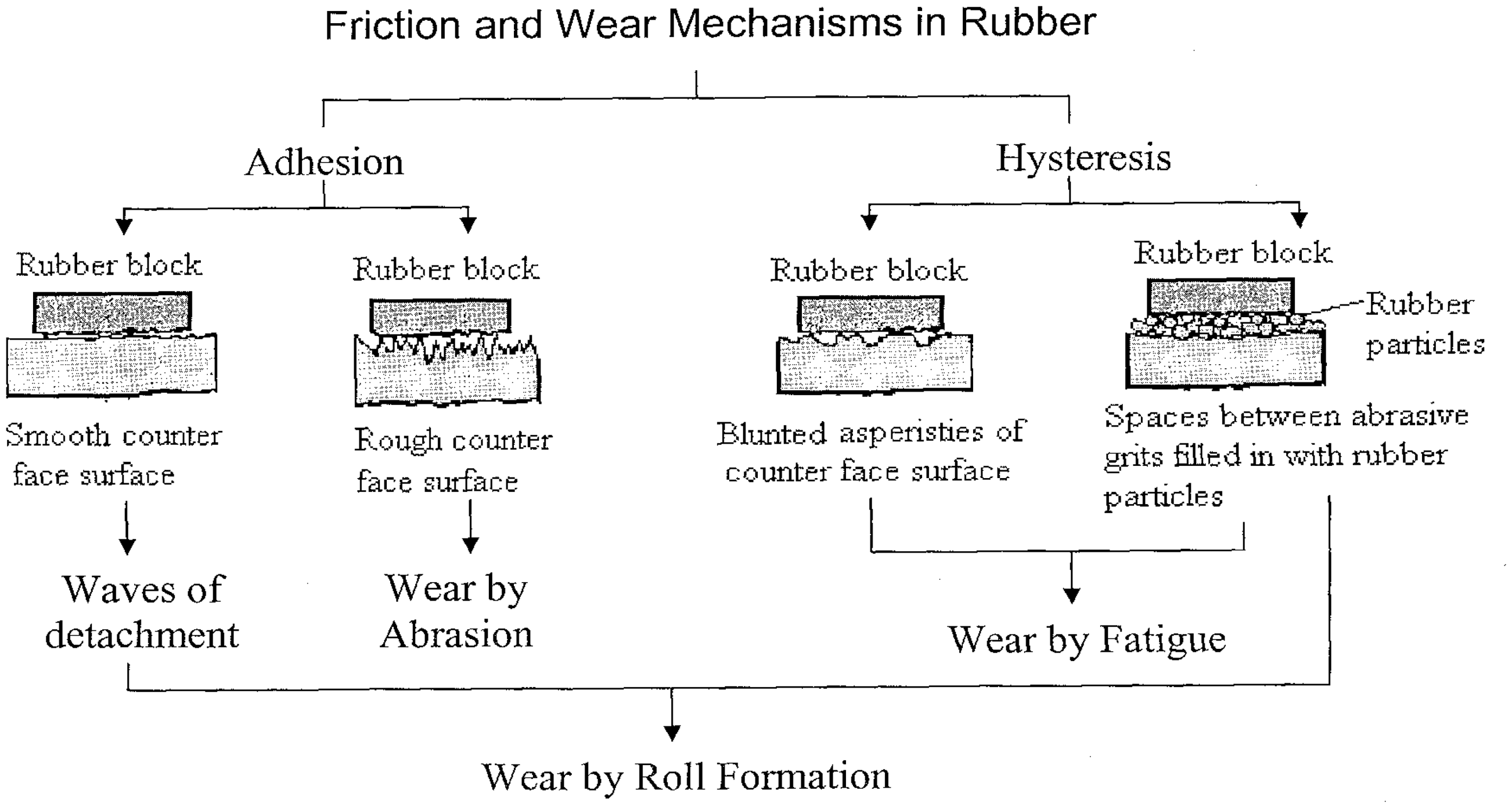
Conclusions
The tensile properties of the blends are in general improved with increasing DPNR component because of the good mechanical properties of NR. The blend ratio has significant effects on wear-resistant and tensile properties of DPNR/IR2200 blends. The 75%, 50% and 25% NBR content has better wear resistance than pure natural rubber. The 50/50 NR/NBR is a poor wear-resistant and tensile material. Enhancement of wear resistance is attributed to the addition of C-black in the blending of DPNR/IR2200. When the content of IR2200 is increased, hardness properties are enhanced.
The percentage of wear resistance decreased almost linearly as the content of IR2200 increased in the blend composition, as compared with no IR2200. At 50/50 DPNR/IR2200 the wear resistance is higher compared with the 25/75 and 75/25 blends, while that of 25/75 DPNR/IR2200 is the lowest, with weight loss of less than 0.3 g. This shows an improvement in wear resistance compared with unblended or pure DPNR and IR2200 of four and six times, respectively. The influences of blend ratio has a significant effect on the tribological properties of the blends.
The spacing of DPNR/IR2200 with 25/75 ratio is approximately 1.2 mm, while that of the 50/50 blend is around 850 µm, and for 75/25 is around 140 µm. The hardest rubber blend, the 75/25 ratio, will give the lowest and most uniform spacing at around 140 µm. Spacing reduced with increasing DPNR content due to its adhesive effect.
The amount of linear wear rate increased with increasing number of repeated revolutions. The coefficient of friction decreased with increasing rubbing. Initially the value was about 0.4, then at the final stage it averaged at about 0.75 during the steady state of rubbing.