
Abstract
In this study, recycled polypropylene (PP) non-woven selvage was collected and made into PP pellets using a single-screw extruder. The recycled PP pellets were mixed with far-infrared PP masterbatch and virgin PP pellets, molded, and formed into various far-infrared/PP composite plates. The virgin PP pellets were added in order to strengthen the properties of the plates. The mechanical properties of each far-infrared/PP composite plate were examined to deduce the optimal re-processing procedure. Even when the amount of far-infrared PP masterbatch in the composite plate was increased, its tensile strength remained at 29–33 MPa and its impact strength was 19–26 J/m. The composite plates were re-processed 1–5 times. Bottlenecking incurred a significant change in the extension at break of the plates-up to 223% during the first and second rounds of processing. With an increase in the amount of far-infrared PP masterbatch, the plate’s melt flow index (MI) surged from 30 to 47 g/10min and the temperature for crystallization increased 13 degrees from 105°C to 118°C. The far-infrared/PP composite plate exhibited an average emissivity above 0.85 (ϵ) when the wavelength of the tester was between 1 and 15 µm.
Keywords
Introduction
The twentieth century was an era of rapid industrial development, which resulted in massive global resource depletion and environmental crisis. Since 1990, many developed countries have changed their waste management methods and strategies, turning from passive waste disposal to active resource management. Now, they focus on environmental protection and waste reduction, reuse, and recycle.
Recently, the importance and benefits of synthesized polymer recycling and reusing have been acknowledged. Because synthesized polymers occupy much more space than other materials with identical densities, techniques to reduce and reuse them have become the priority of many researchers.
The compressible strength of plastic waste is three times more than that of concrete if the waste has been processed properly. To establish a procedure including synthesis, manufacturing, utilization, recycling, and depolymerization, it is necessary to find a highly efficient and low-cost depolymerization technique, which requires few resources. 1 Previous research study has added far-infrared pellets to polymer; however, seldom has synthesizing the far-infrared pellets and polymer into a composited plate been discussed.
An injection molding machine and a single-screw extruder are generally utilized in polymer recycling. 2 Silva Spinacé et al. used a single-screw extruder to re-process polyester (PET) pellets thrice and discovered some significant changes in the mechanical properties and crystallization of the pellets. As a result, they concluded that PET is a perfect material to be recycled, re-processed, and re-mixed with other substances because of its firm mechanical properties. 3
To insure the stability of these properties, this research study recycles, re-processes, and re-mixes virgin polypropylene (PP) pellets with other substances, changing the mixture’s proportions. The virgin PP pellets were mixed with far-infrared PP masterbatch, strengthening the mechanical properties of the composite plate.4–6 Far-infrared PP masterbatch was used instead of pure far-infrared powder, because it disperses as a chip more easily. The aggregate pellets were separated easily with sheer force during preparation due to the paint or high concentration of filling material. The prepared pellets were put into resin and mixed thoroughly; therefore, the paint and filling materials were spread evenly, preventing aggregation.7–11
In this study, recycled PP non-woven selvage was smashed and cut into small particles with a single-screw extruder. The pellets were mixed with far-infrared PP masterbatch and then re-processed using the single-screw extruder. The dried mixture was injected into a mold of the far-infrared composite plate and, finally, its physical properties were examined.
Experimental
Preparation of the material
In this study, 0.18-mm thick recycled PP selvage, which possessed a melting point of 162.3°C and weighed 30 g/m2, was supplied by Kang Na Hsing Enterprise Co., Ltd. First, the selvage was crushed by a Universal Powerful Granulator (Wei Sheng Machinery) and then ground into particles with a single-screw extruder set at 72 rpm. The temperature of the extruder’s die was controlled at 200°C and its tank set at three temperatures: 170°C, 190°C, and 200°C.
Also, 0.5 µm far-infrared PP masterbatch with an MI of 106.3 g/10 min was mixed with the recycled PP pellets. The PP masterbatch was composed of 20% micrometer far-infrared metal powder, supplied by Hao Mao Nano-Tech Co., Ltd. The virgin PP pellets (model: 1035), procured from Formosa Chemicals & Fiber Co., had a melting point of 165°C and an MI of 35 g/10 min.
The recycled PP pellets and the far-infrared PP masterbatch were mixed and injected into a mold by a single-screw extruder with a running speed of 36 rpm, a die temperature of 200°C, and the above-mentioned three tank temperatures. During the recycling procedure, the mixture was re-processed five times, each time with a different proportion of far-infrared PP masterbatch. The mechanical properties of each final product were then evaluated.
Specimens
In order to examine the effects of the far-infrared PP masterbatch and processing frequency on the mechanical properties of the far-infrared composite plates, the proportion of the virgin PP pellets to the recycled PP pellets was kept at 1:1; in addition, the far-infrared PP masterbatch content of each mixture varied, ranging from 0% to 1%, 3%, 5%, 7%, or 9%. R1–R5 denote the numbers of rounds of processing each mixture received.
Methods
Tensile Strength Test
The tensile strength test was conducted in accordance with ASTM-D 638 and the injected plastic was treated as described in ASTM-D 618. The specimen was put in an environment with a temperature of 23 ± 2°C and a relative humidity of 50 ± 5% for 40 h. The distance between the upper and lower clamps on the tensile tester was 25 mm and the pulling speed 5 mm/min. Samples of each specification were tested five times.
Impact Test
The impact test was conducted in accordance with ASTM-D 256. A 63.5 × 12.85 × 3 mm3 large ‘V’ shape was cut 0.25R ± 0.5 mm into every specimen. Samples with each specification were examined five times.
Melt Flow Index
The MI was conducted in accordance with ASTM D 1238. The composite plate was dried at 90°C for 1 h and the tester pre-heated to 230°C. The material of the composite plates had excellent fluidity; therefore, the thermal temperature was adjusted to 220°C to reduce unnecessary heat. The composite plate was fed into the cylinder and then heated for 7 min, after which a piston weighing 2.16 kg pushed the melted material in the cylinder. If the viscosity of the material was high, it flowed slowly, resulting in a smaller amount of extrusion. Samples were taken every 15 s and weighed as soon as they cooled down. Three samples for each specification were weighed and the mean taken as the final result.
Differential Scanning Calorimeter
A differential scanning calorimeter (DSC) was used to examine the far-infrared/PP composite plate’s thermal property. The tester’s temperature changed at 20°C/min the first time, increasing from 26°C to 200°C and decreasing from 200°C to 26°C; the second time the temperature changed at 10°C/min. The specimens tested weighted ∼5–10 mg. Nitrogen was released at 20 cc/min.
Far-infrared Emissivity
The far-infrared emissivity (ϵ) test was conducted by the Laboratory of Sensing Elements in the Department of Electrical Engineering at the National Taiwan Ocean University. The experiment required a constant temperature of 60°C.
Emissivity (Formula (1)) is the ability of a substance’s surface to emit energy through radiation. At a constant temperature, emissivity is the comparative ratio of the energy radiated by a certain material to the energy radiated by a black body. The black body’s ϵ is equal to 1; thus, the emissivity from any object should be between 0 and 1, or 0 < ϵ < 1. The closer ϵ is equal to 1, the better the thermal energy absorbed is transformed into electromagnetic waves. A black body is noted for its ability to transform all the thermal energy it absorbs into electromagnetic waves. Furthermore, no energy loss occurs during the transition.

Scanning Electron Microscope
A scanning electron microscope (SEM) was used to examine the distribution of the far-infrared powder in a cross-section of the far-infrared/PP composite plate. Before observation, the specimen was gilded with gold for 2 min. An accelerating voltage of 15 kV was then used to magnify the image 3000–5000×.
Results and discussion
Tensile property
Figures 1 and 2 show the tensile strengths of the far-infrared/PP composite plates with different amounts of far-infrared PP masterbatch content. From Figure 1, it can be seen that the increase in processing frequency does not reduce the plate’s tensile strength. In fact, the PP matrix was immune to thermal degradation; therefore, re-processing five times hardly weakened the composite plate’s tensile strength. Likewise, the increase in far-infrared powder did not enhance the plate’s tensile strength either. It remained around 29–33 MPa. The results indicate that the far-infrared mineral powder did not significantly improve the plate’s tensile strength due to the insufficient amount of powder.
The tensile strength of the recycled far-infrared/PP composite plates, processed for one to five rounds. The extension at break rates of the far-infrared/PP composite plates processed for one to five rounds.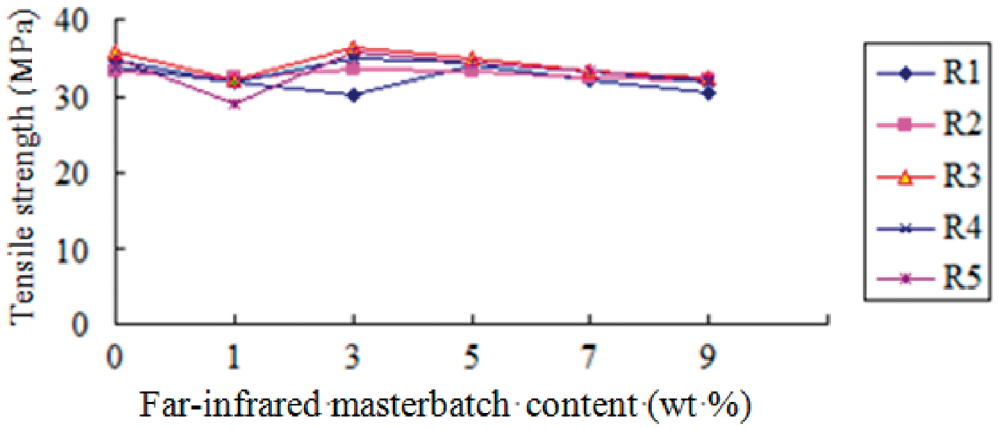
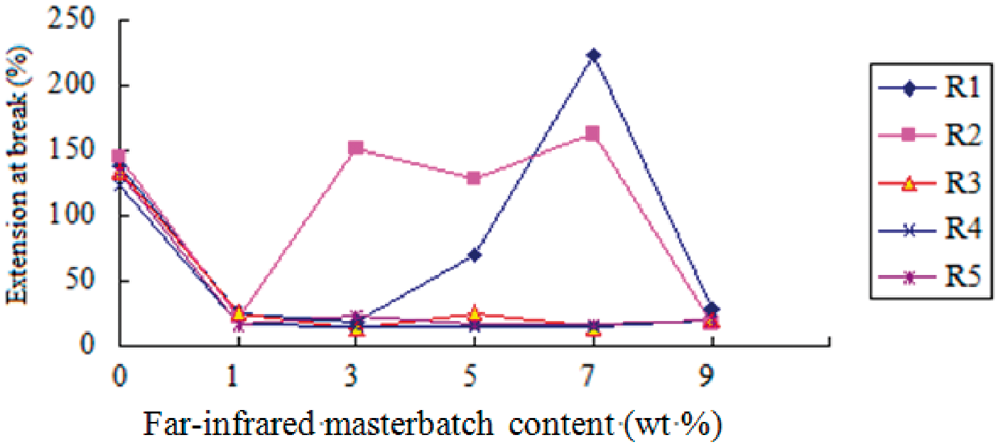
Figure 2 reveals that when the plate is processed once and twice, the extension at break rate of the plate containing 1% far-infrared PP masterbatch decreased 100%, much more than the composite plate without \masterbatch. Force produced a concentration of stress on the interface between the far-infrared powder and the PP, leaving cracks on the surface. Increasing the force continuously widened the cracks until the material finally broke.
When the far-infrared PP masterbatch made up 3% of the composite plates processed once and twice, the extension at break rate of the plates reached 223%. The far-infrared PP masterbatch had a high MI of 106.3 g/10 min. As a result, only the PP stayed on the surface of the composite plate and acted as a carrier, which in turn caused bottlenecking (Figure 3(a) and (b)). However, no apparent bottlenecking or variation in the extension at break rate was observed in the plates processed thrice. The far-infrared PP masterbatch was evenly spread; so, the PP did not congregate on the plate’s surface. Consequently, the far-infrared/PP composite plates seldom broke.
(a) Bottlenecking in the tensile strength test and (b) the broken bottlenecking.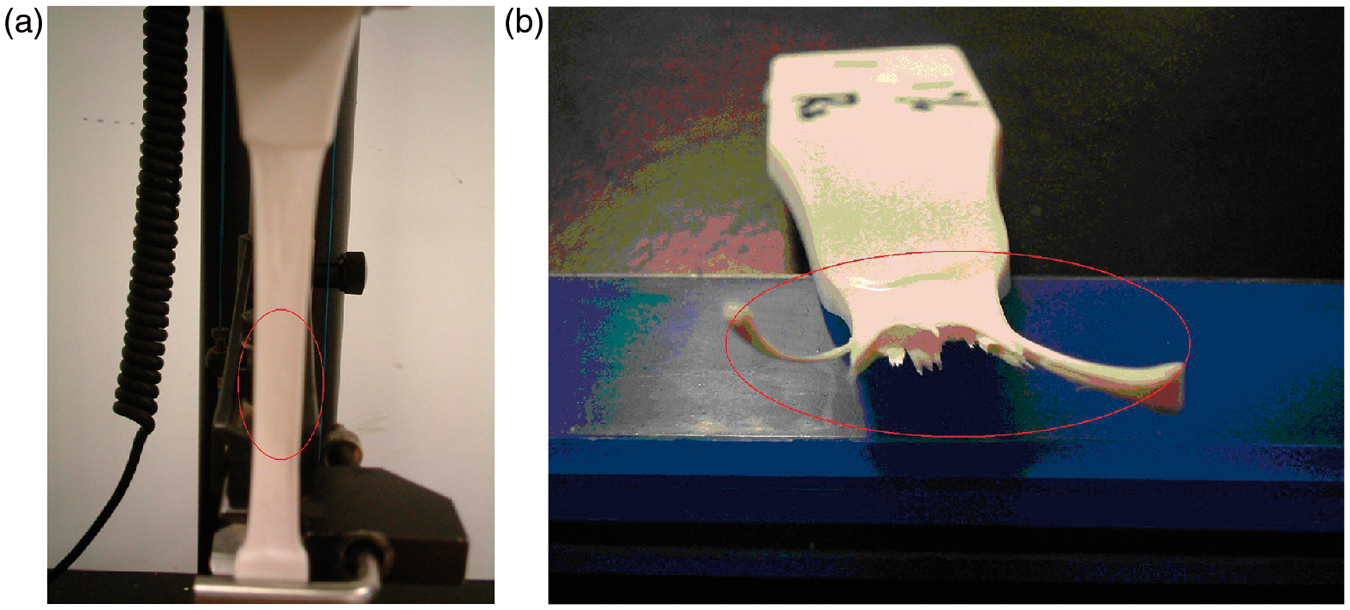
Impact test
Figure 4 reveals the influence of the far-infrared PP masterbatch content and the processing frequency on the impact strength of the composite plates. In Figure 4, there is no obvious change in the impact strength of plate, despite the increase in far-infrared PP masterbatch and processing frequency, and the impact strength remained between 19 and 26 J/m. If the micron (same as above) far-infrared metal powder did not have any surface modification, it tended to cluster, which caused a concentration of stress between the interface of the powder and PP that reduced the flexibility and impact strength of the plate. When the content of the filling material (far-infrared masterbatch) was at a maximum amount of less than 10%, the properties of the plate remained unchanged. Therefore, the increase in far-infrared mineral powder significantly changed the impact strength of the far-infrared/PP composite plate.
The extension at break rates of the far-infrared/PP composite plates.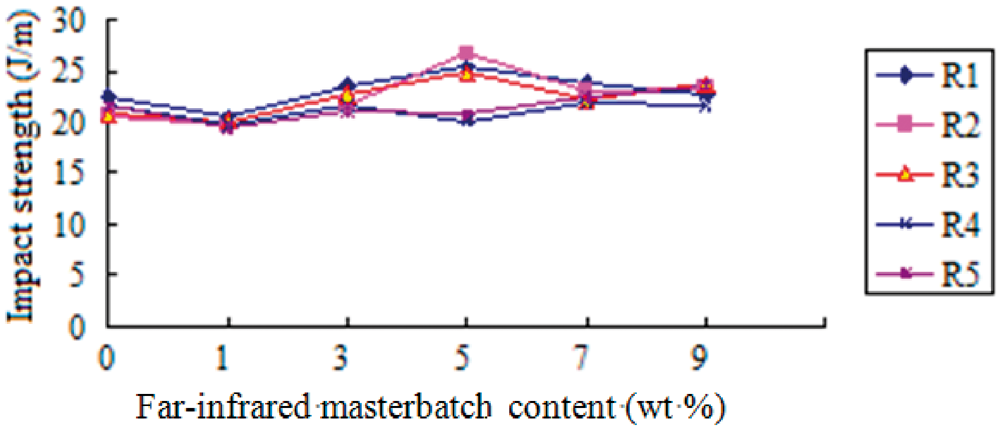
Melt flow index
Figure 5 displays the MI of far-infrared/PP composite plates with different amounts of far-infrared PP masterbatch content (0, 1, 3, 5, 7, and 9 wt%), each processed various times. With an increase in far-infrared PP masterbatch content, the MI increased from its original 30 to 47 g/10 min. The far-infrared mineral powder untangled the intricate molecular chains, allowing them to slide more easily; consequently, the MI was higher. Additionally, an increase in the number of times processed also caused a slight increase in the MI. The repeated processing also straightened out the molecular chains and the weight of the molecules decreased; thus, the MI grew.
The MI of the far-infrared/PP composite plates.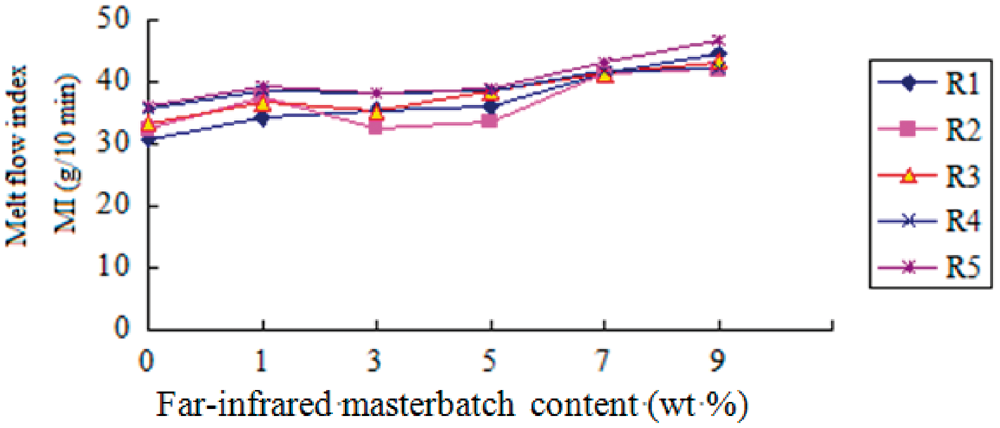
Far-infrared ray emissivity
As can be seen in Figure 6, the average far-infrared emissivity is over 0.85 (ϵ) when the wavelength is 1–15 µm, the range in which the tester can detect the waves. When thermal electromagnetic waves shine upon an atom, the atom is irritated due to the absorbed energy and must release the extra energy in order to return to its original state. The active vibration between the atom and molecule is thus slowed down by the emission of far-infrared rays.
The far-infrared emissivity of composite plates with various masterbatch chip contents (0, 1, 3, 5, 7 and 9 wt%), each processed five times.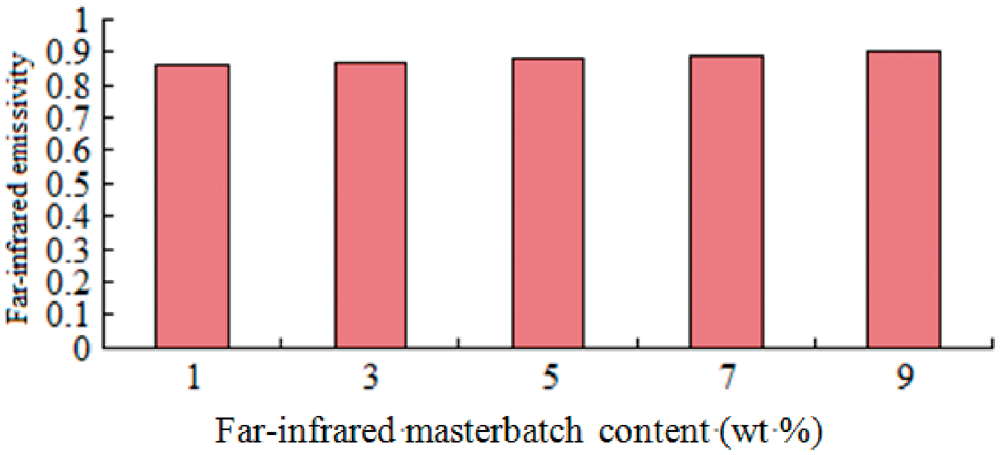
The emissivity test compares the emitted energy between the tested material and the black body. When the emissivity is above 0.8, the emission is determined to be efficient. In this study, all the composite plates had an emissivity that reached 0.85, proving a more than adequate far-infrared ray emission by the composite plates.
Differential scanning calorimeter
As Figures 7 and 8 show, the virgin PP crystallized at 105°C, which is 13 degrees lower than the far-infrared/PP composite plate. Multiple processing increased the plate’s crystallization rate. The molecular weight was reduced due to splitting and decomposition. Generally, low molecular processes stimulate the activity of molecule chains and increase the speed of crystallization. As a result, the far-infrared/PP composite plate crystallized faster and displayed higher temperatures at its crystallization peak.
The crystallization temperature (cooling rate) of the far-infrared/PP composite plates with different far-infrared PP masterbatch contents (0, 1, 3, 5, 7 and 9 wt%). The crystallization temperature (cooling rate) of the far-infrared/PP composite plates with various processing frequencies.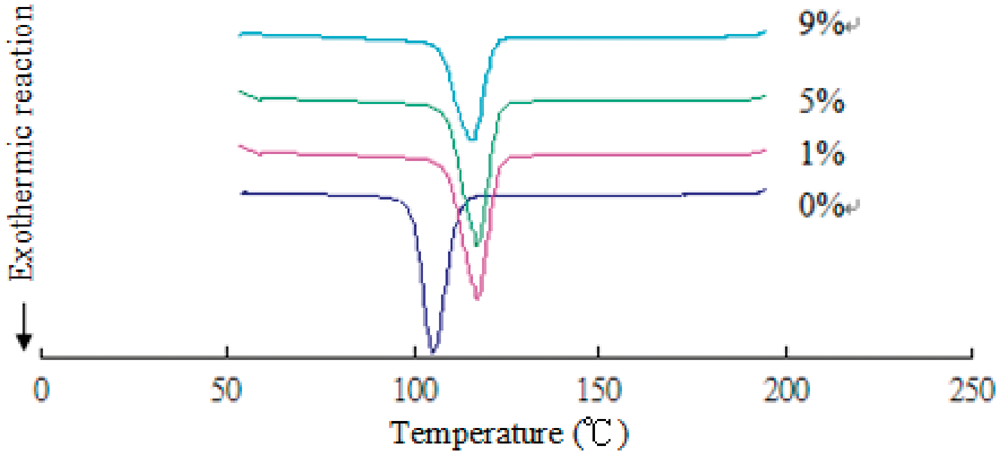
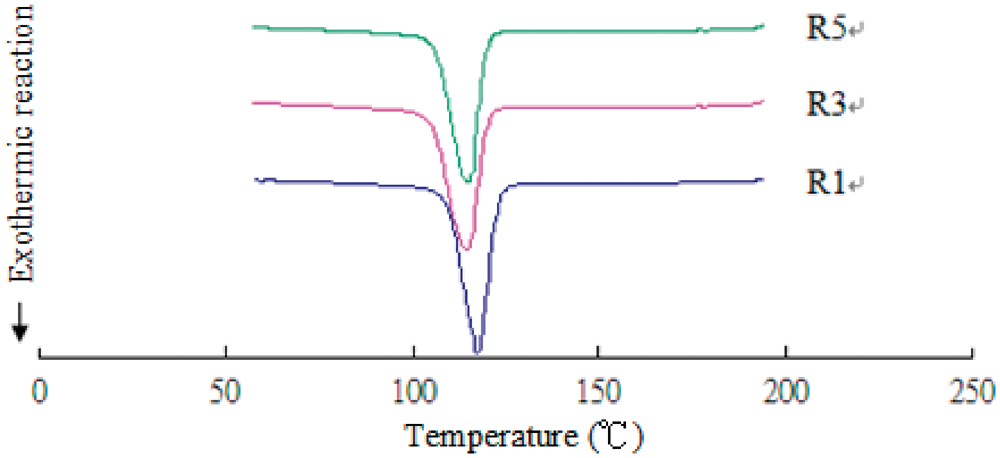
With the same percentage (5%) of far-infrared PP masterbatch, it was found that when the composite plates were processed once, thrice, and five times, there was a 3-degree temperature decrease for crystallization. In fact, the added far-infrared PP masterbatch acted as the nucleating agent, increasing the amount of heterogeneous nucleation within the PP and stimulating crystallization. The composite plate’s crystallization rate increased, and its crystallization temperature rose as well. However, there was no significant change in the melting point or thermal resistance of the plate; the average melting temperature remained ∼164°C.9–11
Scanning electron microscope
Figure 9(a)–(g) shows the SEM images of composite plates with a variety of far-infrared PP masterbatch content (0, 1, 5, and 9 wt%), processed once, thrice, and five times. The dispersion degree of the far-infrared mineral powder does not change significantly with the increase in processing frequency (Figure 9(e)–(g)). Because the far-infrared metal powder was in the form of far-infrared PP masterbatch, the metal powder did not cluster within the composite plates, and thus did not add stress concentration or distribute unevenly on the plates. The far-infrared PP masterbatch had excellent distribution that was not influenced by the increase in processing frequency.
(a) Cross-section image of a virgin PP plate. Cross-section images of a far-infrared/PP composite plate with far-infrared PP masterbatch content of (b) 1%, (c) 5%, and (d) 9%. Cross-section images of a far-infrared/PP composite plate with 9% far-infrared PP masterbatch content, processed (e) once, (f) thrice, and (g) five times.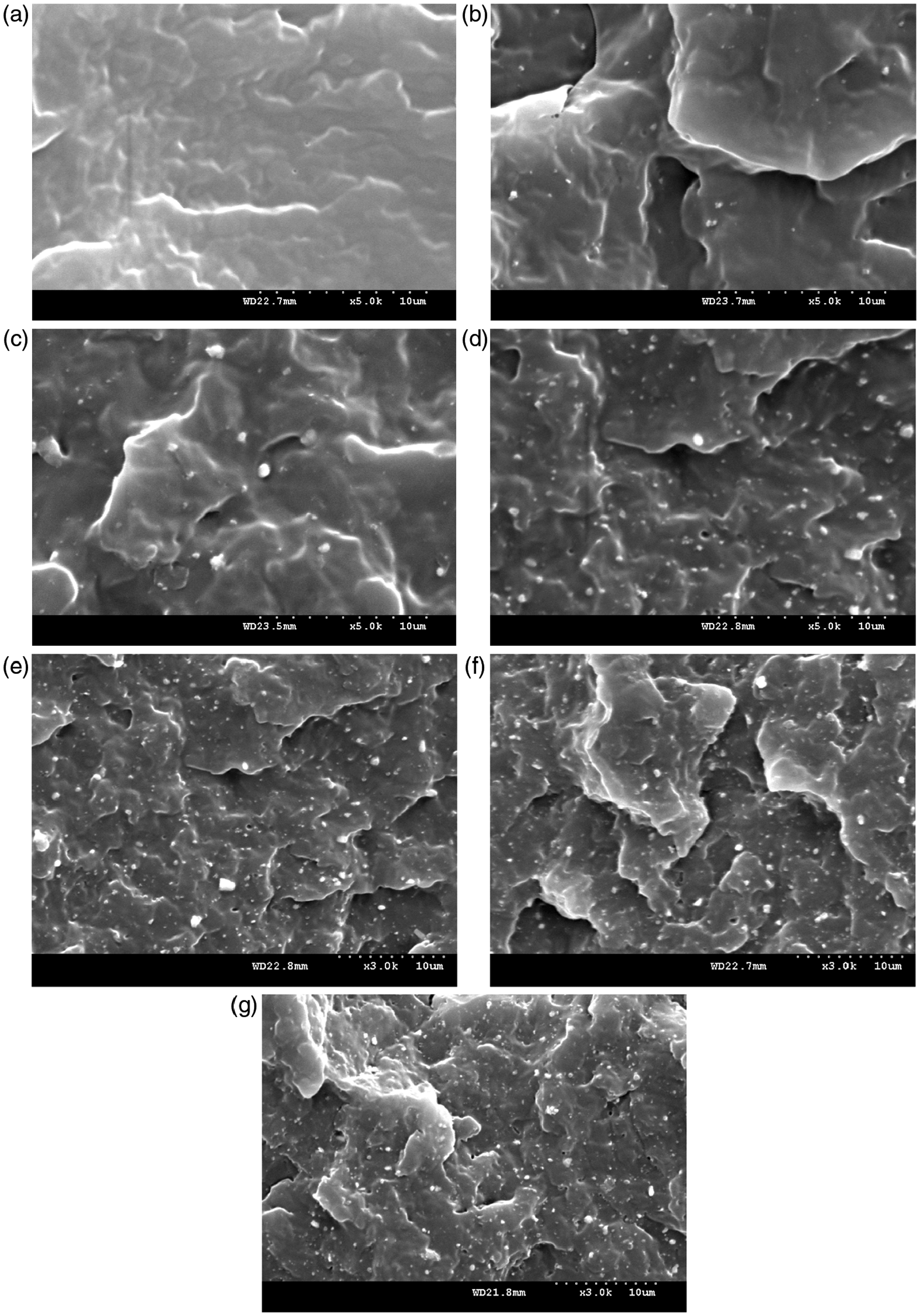
Conclusions
In this study, recycled PP non-woven selvage was mixed with far-infrared PP masterbatch to produce a far-infrared/PP composite plate. The mechanical properties of the plate were not influenced by the far-infrared PP masterbatch or the frequency of processing, even when the plate was processed five times. When processed five times, the tensile strength of the composite plate varied between 29 and 33 MPa, while the impact strength varied between 19 and 26 J/m. When processed once and twice, the extension at break of the composite plate with a 3% far-infrared PP masterbatch content changed significantly, compared to the one without masterbatch content, which reached a peak of 223%. After being processed thrice, the extension at break decreased to a value between 15% and 20% without any sign of bottlenecking.
As to the MI, it was enhanced by greater far-infrared PP masterbatch content and more times of processing. The far-infrared PP masterbatch content raised the plate’s MI from 30 g to 47 g/10 min.
DSC results showed that the frequency of processing lowered the crystallization temperature by 3 degrees, from 117°C to 114°C. However, larger far-infrared PP masterbatch content raised the crystallization temperature by 13 degrees, from 105°C to 118°C.
The average far-infrared emissivity was 0.85 with a wavelength ranging between 1 and 15 µm. It was not affected by the quantity of the far-infrared PP masterbatch or the processing frequency.
The SEM results signify that using far-infrared PP masterbatch, rather than far-infrared metal powder alone, is conducive for optimal far-infrared metal powder distribution. All these results indicate that processing the plates thrice provides the optimal conditions for manufacturing far-infrared/PP composite plates with outstanding mechanical properties.
Footnotes
Acknowledgment
The authors of this article thank National Science Council of the Republic of China, Taiwan, for financially supporting this research under Contract WSC97-2622-E-035-002-CC3.