
Abstract
UHMWPE composite materials are increasingly used in armors design due to their high strength-to-weight ratios and energy absorption capacities. In this study the effect of production parameters upon the terminal ballistic properties of UHMWPE composite were examined under different conditionings. The composite armor plate laminates were produced by hot pressing with three different pressing times from 10–30 minutes and the laminates conditioned at +115, +125, and +135°C. The molding temperature of SK66 fiber composite has the main direct effect on the ballistic absorption energy, so the relation of molding temperature with the adhesive bonding force between layers, the thickness of the laminates, pressure and time is investigated during the optimum of the molding parameters. The results show that when the molding temperature is about 125°C the ballistic absorption energy is up to the highest value.
For the study of the principles of the ballistic absorption energy, the deformation and fracture area of the SK66 fiber composite laminates after ballistic impact are analyzed with the Taguchi method and the results are discussed in detail. Phenomena and mechanism of failure of the composite under ballistic impact were explained. The study results would be valuable for the optimum design.
Introduction
Dyneema® is the brand name for Ultra High Molecular Weight Polyethylene (UHMW-PE) and is produced in fiber form by the gel spinning process. Dyneema®, High Performance Polyethylene (HPPE), fibers combine low weight, extremely high strength, flexibility and a high energy absorption capability. These properties make them highly suitable for the use in composites that are subject to impact loads, notwithstanding the low compression strength that limits its use in taking structural loads. This will prevent penetration and ensure structural integrity better than any other reinforcement with a comparable areal density. 1
In recent years, the UHMWPE fiber (Dyneema®) reinforced composites are an important class of materials for armors, 2 current ballistic composites include ballistic nylon (nylon 6,6), UHMWPE composites, and para-aramid composites. Taylor et al. characterized the ballistic impact and mechanical performance of Dyneema® fibers in composite laminates. 3
Dyneema® composite performs in general well against ballistic impact of projectiles such as bullets or fragments. In comparison to other composite materials, Dyneema® has high specific properties, such as high specific strength. These materials provide superior ballistic performance to the armor, such as the military armor systems requiring a reduction in back-armor effects or a substrate for hardened facings of steel or ceramic. 4
As new high performance fibers became available, they were incorporated into fabric-reinforced composites and developed for ballistic protective applications. The composites made by the Dyneema® fibers, which are produced by Dutch States Mines (DSM), show the highest penetration energy compared to other composites and protects best against penetration.5
A new fabricating process for reinforced composites was studied. Solid fiber-reinforced composites are produced by consolidating and compacting layers of polymers near their melting temperature under high pressure. There is no need to use an additional matrix as a bonding material. Partial melting and recrystallization of the fibers effectively fuse the materials together. The product is called a “matrix free” fiber-reinforced composite and essentially a one-polymer composite in which the fiber and the matrix have the same chemical composition. Since the matrix is eliminated in the process, it is possible to achieve a high fiber-volume fraction and light-weight composite. The intrinsic properties of the material demonstrate that matrix-free Dyneema® fiber-reinforced composites have the potential to make ballistic shields such as body armor and helmets. Cohen et al. 6 ,7 developed a novel method to make Spectra® fiber-based composites UHMWPE as matrix. They treated Spectra®fibers with a hot UHMWPE solution. The treated fibers were aligned undirectionally and subjected to heat and pressure.
There has been growing interest in producing fiber reinforced composites in which the oriented phase and the continuous phase have similar compositions. Usually these kinds of composites have good interfacial adhesion between the fibers and matrix.8,9
Ward, at the University of Leeds, has developed a new process called “hot compaction” which utilizes only one starting component (a highly oriented fiber or tape), and applies sufficient heat and pressure so that the surface of the oriented phase melts partially and recrystallizes on cooling to form the matrix phase. There is strong adhesion bonding between the two phases because of the molecular continuity throughout the composites. 10
The motivation for the work is for the proper preparation and optimum design of composite armors using ultra high molecular weight polyethylene (UHMWPE) clothes (trade name: Dyneema®). The detailed method of fabrication including the heating and stretching sequence as well as the optimal conditions for the Dyneema® cloth processing, was developed in the present work. Thermo-mechanical properties and ballistic performance of the products were investigated and evaluated.
In this study, the optimal processing parameters of the UHMWPE reinforced composites were determined to maximize impact resistance and balance other properties of the consolidated structure. The tests completed include mechanical tests, T-peel and a punch-shear test.
Materials and methods
Materials
Properties of Dyneema® SK66 fiber. 5

Experimental Methods
Composite Production
0°/90° UHMWPE prepreg was hand-laid into squares 300 mm × 300 mm. It is important when preparing samples that no post-impact damage occurs as a result of load application or careless sample preparation cutting. A single layer of cloth was sandwiched within aluminum foils and placed in-between two steel plates. The press was preheated to a desired processing temperature and the sandwiched cloth was placed in the hot press. The upper and lower platens of the press were closed onto the specimen, and the pressure was raised to the desired processing pressure. The pressure and temperature were held constant for a period of processing time to execute the sintering process. The hot press and the specimen were cooled by running tap water through the press platens while pressure was maintained. The sintered specimen was removed from the press at ambient temperature and the aluminum foil was removed; in this process silicon plates were used as a mold release agent.
Interlayer Adhesion Measurement by T-Peel Test
Thermally-bonded bilayer Dyneema® cloth was prepared by sandwiching a 40 mm × 150 mm sheet of aluminum foil between two layers of 150 mm × 150 mm Dyneema® cloth so that the aluminum foil was in line with one side of the cloth. The bilayer was consolidated by high-temperature high-pressure sintering, the aluminum foil was removed, and a 40 mm wide gap was left with the remaining areas sintered. A series of bilayers were produced at different processing temperatures under constant pressure and time (6 MPa and 30 minutes). T-Peel tests were conducted on an Instron 5500R according to ASTM standard D1876. The peeling load and displacement distance were recorded.
Flexural Modulus Measurement by Three-point Bend Test
Rectangular bars (100 mm × 12 mm × 3.2 mm) prepared from twelve-layer Dyneema® cloth panels consolidated under different processing conditions were used for three-point bend tests. The test was conducted using an Instron 5500R according to ASTM standard D790. A support span of 50 mm and a crosshead speed of 1.3 mm/min were used. The testing limit of 5% strain was used to ensure reliability of the data.
Impact Properties Measurement by Puncture Test
The impact properties were measured by puncture tests. Impact tests were performed using a dynatup®8250 with the pneumatically-powered shooting dart of puncture test, since consolidated Dyneema® cloths are rather strong. The dart weighs 2.38 kg and is pneumatically assisted by house nitrogen. The dart speed at penetration into the specimen was approximately 10 m/s. The specimens were 100 mm × 150 mm consolidated single layer Dyneema® cloth sheets which had experienced different processing conditions. The total energy of impact was calculated from the integrated area under the load vs. deflection curve.
Ballistic Test
Ballistic tests on flat panels of consolidated Dyneema® cloth were performed by the Iran Car Research Center. The prepared composite panels were placed into a target frame, 3 m away from the muzzle, where it would be struck by mp5 gun with a projectile weighing 8 g (9 × 19 mm para-IIIA class) and a speed of 450 m/s.
The depth of the depression made in the backing material, created by a nonpenetrating projectile impact, was measured from the plane defined by the front edge of the backing material fixture.
These impact tests measure two Backface Signatures (BFS) and demonstrate the armor’s pass/fail penetration capability. This test series requires the use of a plastically deforming witness media (clay backing material) held in direct contact with the back surface of the armor panel. This configuration is used to capture and measure the BFS depression produced in the backing material during nonperforating threat round impacts.
Results and Discussion
Experimental Results
Good impact resistance is expected for the consolidated materials as these entanglements should make penetration difficult. Studies on Dyneema® cloth were carried out by monitoring the crystallinity change with processing, measuring the impact properties, interlayer adhesion and flexural properties of the composites.
Interlayer Adhesion
T-peel strength is defined as the average peeling load in force per unit specimen width required to separate the adherents; a typical load vs. detachment plot is shown in Figure 1. The units are the same as separation energy per unit area deboned. The fluctuation of data points in Figure 1 is due to non-uniform bonding.
Schematic high-temperature high-pressure sintering of Dyneema Clothes.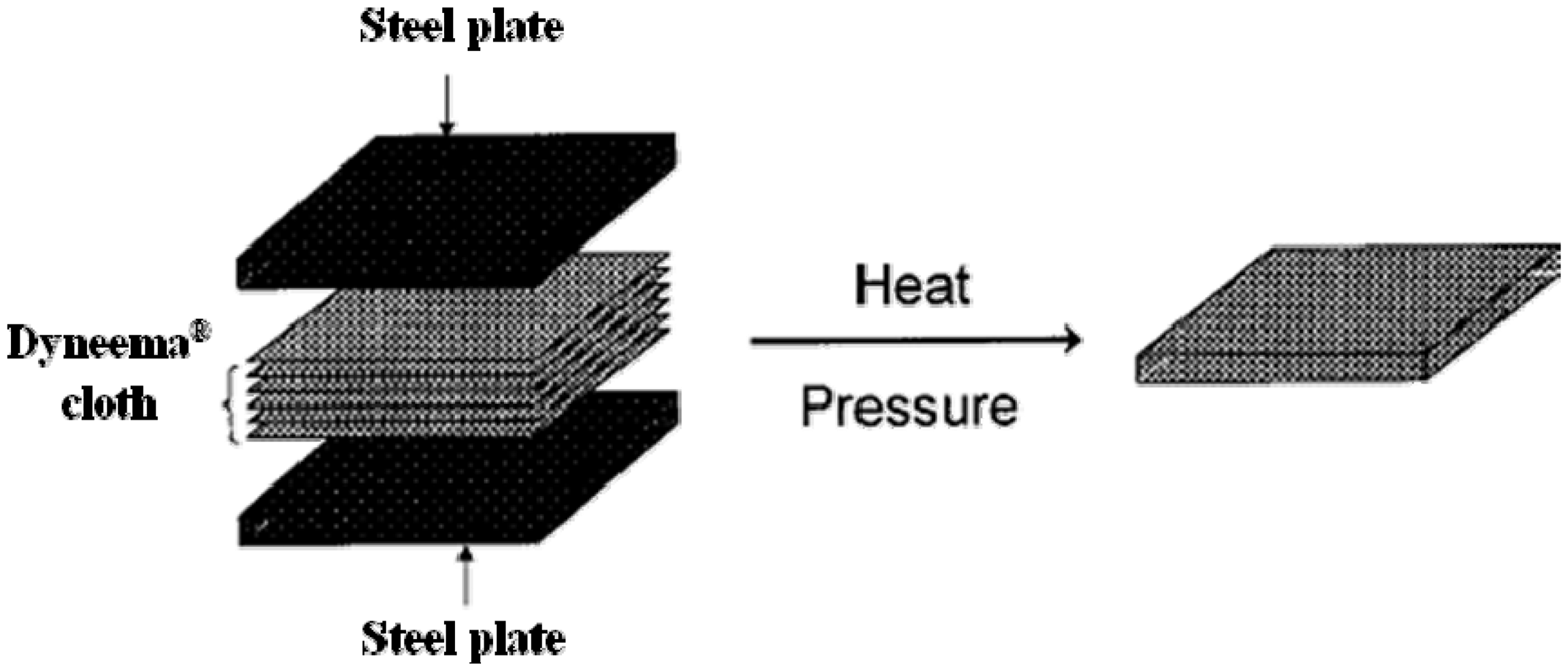
T-peel strengths for Dyneema® cloth bilayers sintered at different processing temperatures are represented in Figure 2. The peel strength increases monotonically over the temperature range since higher temperatures results in increased melting and recrystallization on cooling, hence better bonding. One would anticipate that that consolidation at higher temperatures is required to make a good composite material as the better adhesion load transfer. However, for laminated materials made for ballistic purposes, the stronger the adhesion, the poorer the ballistic performance. When a projectile hits a target, its kinetic energy needs to be consumed in order to stop it, and delamination between layers and fibers provides a good channel for the dissipation of energy. Excellent interface adhesion between layers and fibers worsens the ballistic protection and comes at the expense of longitudinal strength since more crystalline melting and orientation loss occurs at higher temperatures.
Typical load vs. detachment curve in a T-peel test.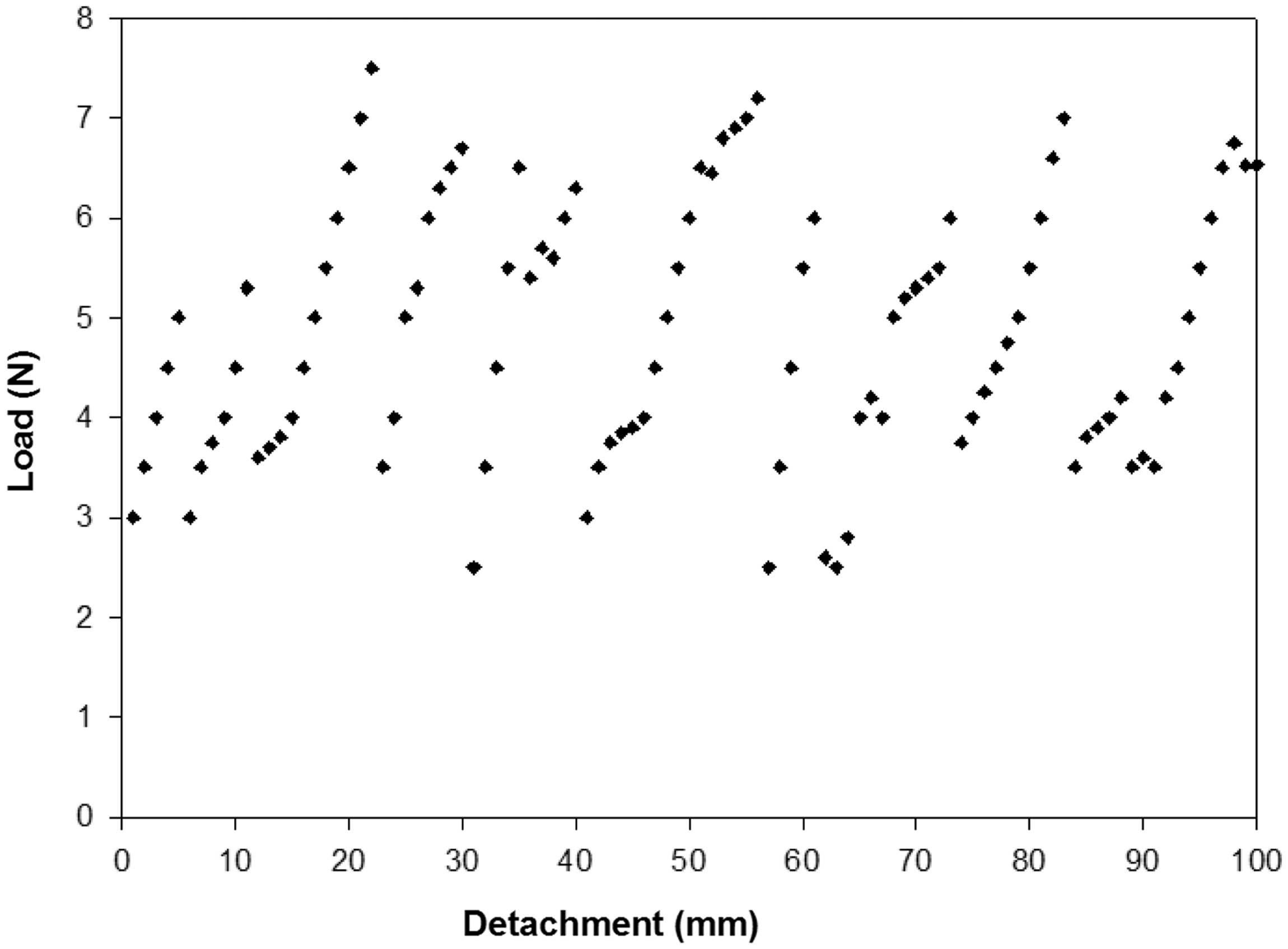
Flexural Properties
Flexural modulus (Figure 3) was calculated by initial method according to Equation 3.1:
T-peel strength of two layers of Dyneema® cloth bonded under 6 MPa for 30 minutes.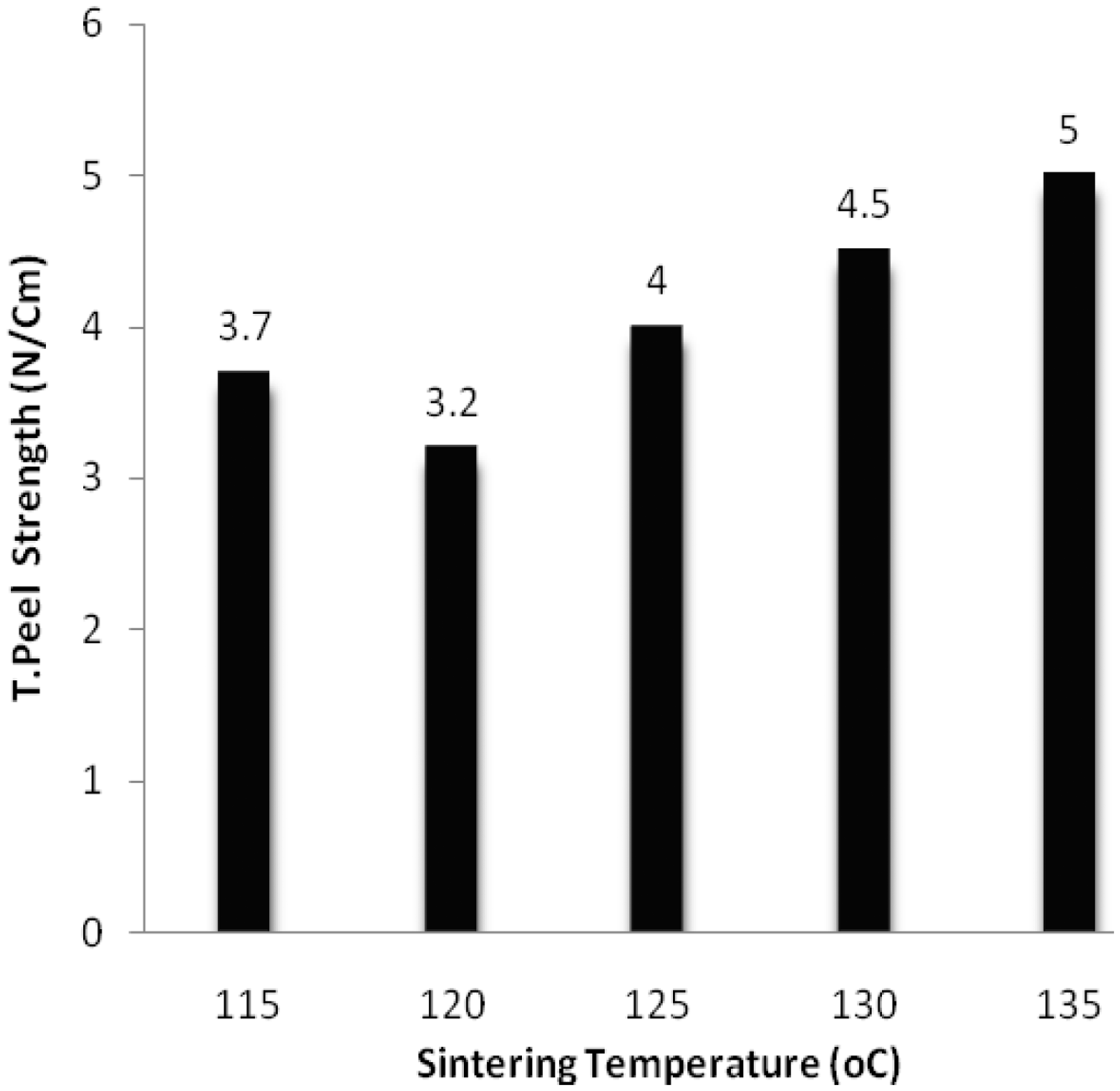

No specimens exhibited any failure or yield within the 5% strain limit set by ASTM D790, so no ultimate strength or yield strength is reported. At a much higher strain than 5%, the specimens sintered at higher temperatures showed no visible damage.
When the sintering temperature is increased to 120°C, the flexural modulus increases, it then decreases with increasing sintering temperatures above 125°C. Among the specimens sintered for different periods of time, the ones consolidated at 120°C and 125°C showed the highest flexural modulus. Dyneema® cloth panels sintered at 152°C have a measured flexural modulus similar to that of unoriented UHMWPE. The loss in rigidity is the result of the loss of crystallinity and molecular orientation due to excessive melting at the processing temperature of 152°C.
The high modulus and low density of Dyneema® material allows for fast wave propagation; the impact energy generated by a projectile can spread quickly and more material will be involved in the energy dissipation process. A large
Normalized to Thickness Total Energy of Impact
The total energy of impact, the work done to puncture a consolidated Dyneema® cloth, was calculated from the load vs. deflection curve. Since the specimen thickness is one of the factors that determine the total energy, the results were normalized to thickness (NTT). A series of single-layer samples were produced at different processing temperatures and times under a constant pressure (6MPa).
Consolidation at high temperature and pressure produces interfiber adhesion and greatly improves the impact properties of the cloth. The maximum impact properties are achieved when the Dyneema® cloth is sintered between 115°C–125°C depending on the processing time. There is a time-temperature superposition; as time becomes shorter, a slightly higher temperature is needed to produce a specimen with the same level of impact resistance as the on prepared at longer time and a lower temperature.
As can be seen from Figure 4, if the NTT impact energy is plotted against processing temperature, the optimal processing window is obvious. Under a pressure of 6 MPa, a single layer of Dyneema® cloth sintered at 125°C for 10–30 minutes has the best impact resistance.
Flexural modulus of 12 layers of Dyneema® cloth sintered at different processing conditions (sintering pressure = 10 MPa).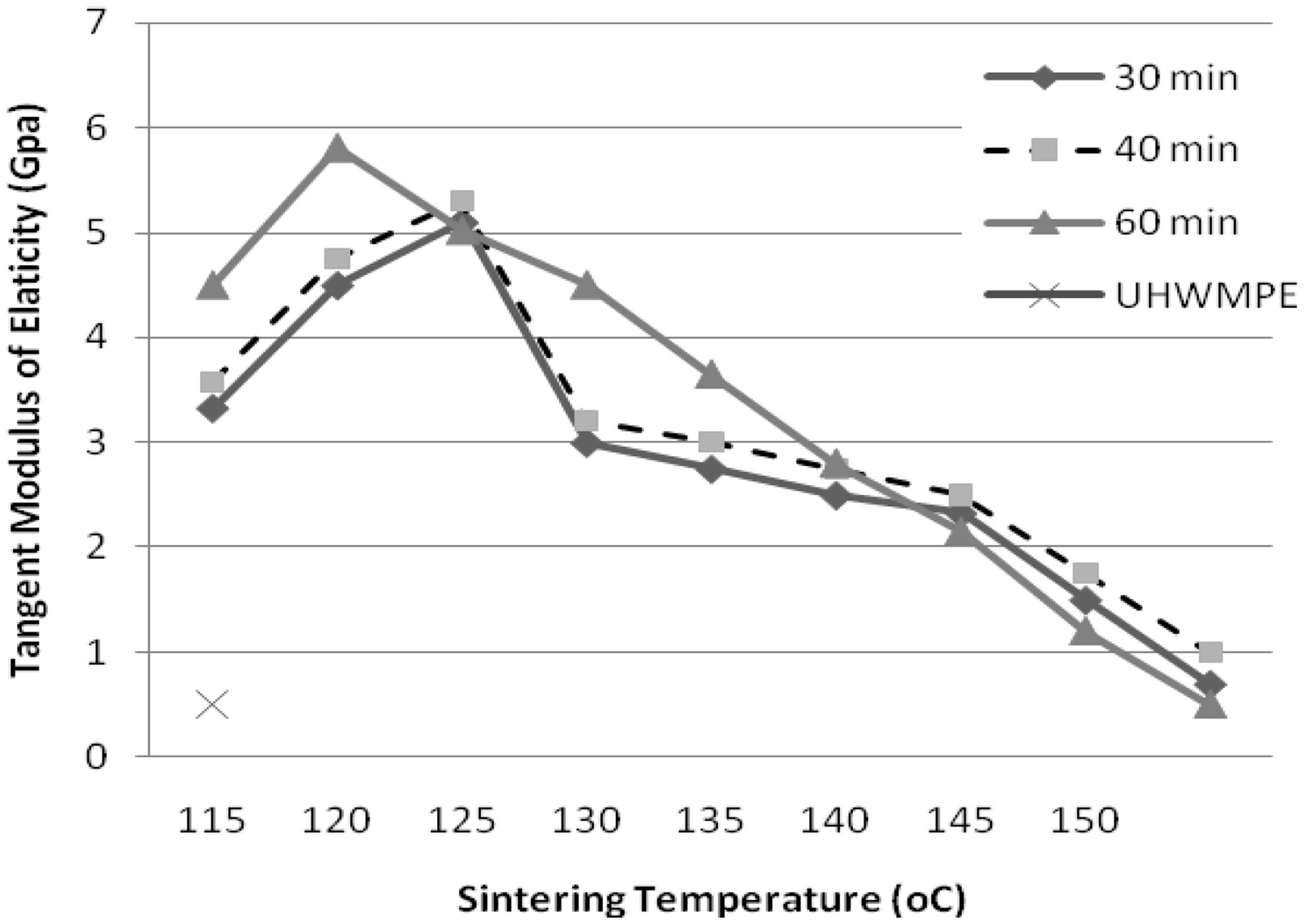
The NTT impact energy was determined at 125°C for 30 minutes under different pressures (Figure 5); the results show that there is a slight increase in impact resistance as the pressure is raised from 1.5 MPa to 6 MPa. At pressures above 4.5 MPa, there is virtually no improvement in impact resistance. Impact resistance is not very sensitive to processing pressure, as opposed to time and temperature. Pressure is used to provide a constraint on the fibers and prevent them from shrinking, to eliminate voids, and to consolidate the structure.
NTT total impact energy vs. temperature and time for a single layer of Dyneema® cloth under 6 MPa.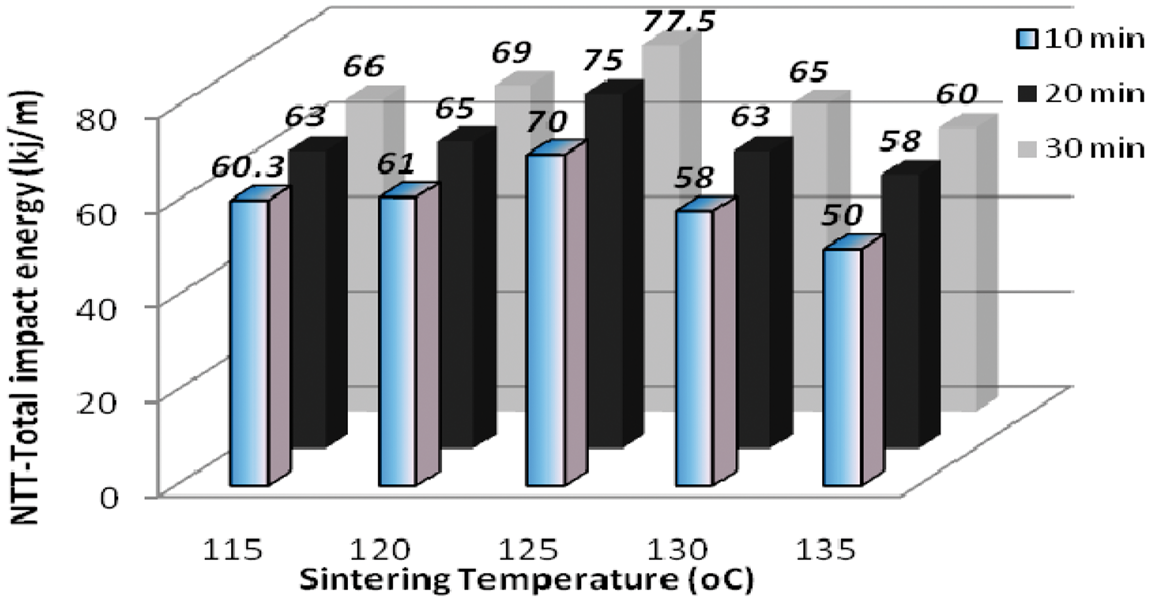
Crystallinity Change
Overall crystallinity of single layer as-received and consolidated Dyneema® cloth sintered under 6 MPa for 30 minutes at different processing temperatures.

Ballistic Test
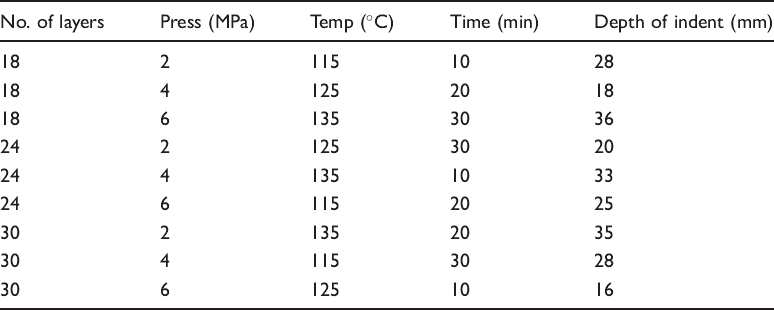
According to the results of Crystallinity, Puncture, T-peel and Flexural tests, the following conditions for ballistic test were considered: temperature: 115°C –135°C, pressure: 2–6 MPa, no. of Layers: 18–30, and time: 10–30 minutes.
Ballistic test results at various processing conditions based on Taguchi design.
After determining the effect of process conditions in ballistic tests, by using variance analysis of the results, the relative percentage of each of the parameters in changing the specimen impact resistance is obtained (Figure 6). Among these three parameters, temperature is the most important to determine the properties of the final structures because it influences the degree of crystallinity and orientation of the consolidated material.
NTT total impact energy of a single layer of Dyneema® cloth at 125°C under various pressures.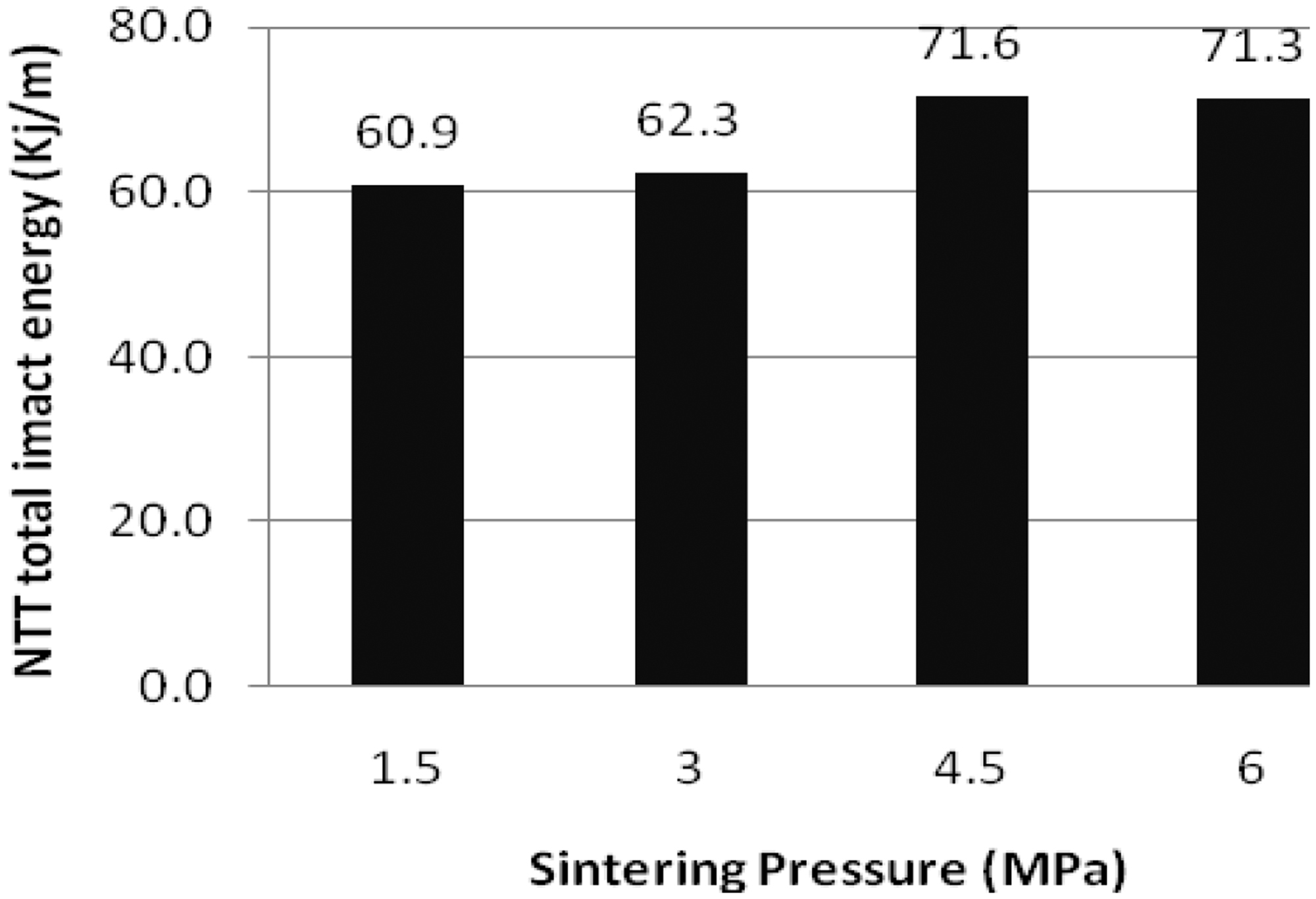
As can be seen from Figure 6, among various process variables, temperature has the most effect on impact resistance by more than seven times the next parameter (74.7%).
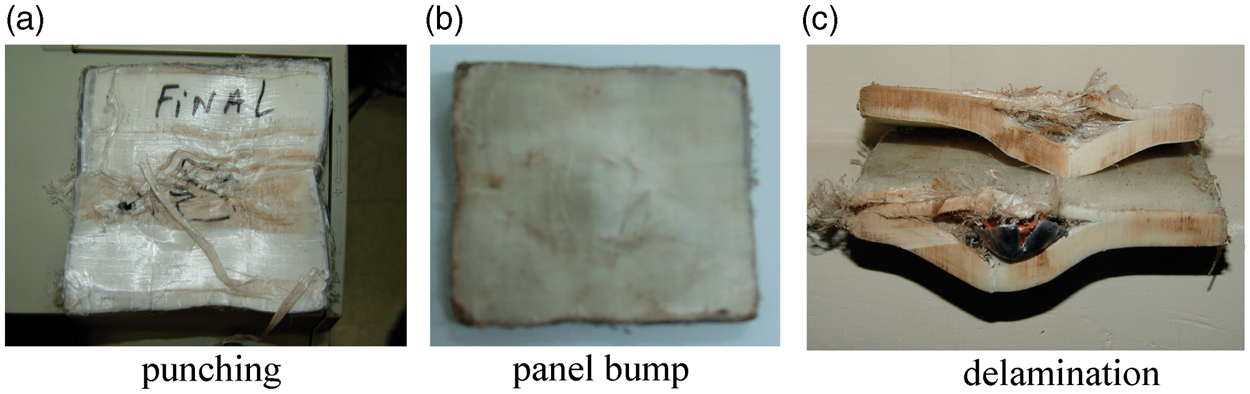
For both carbon fiber reinforced laminates, there has been an observation made on the impacts of projectiles into these laminates. By observational tests of the impacted panels, the stages of penetration could be broken down into three main categories based on a specific failure mechanism that absorbed some energy: (i) punching, (ii) fiber breaking, and (iii) delamination. 12
Based on the ballistic tests, the impacted panels showed three different failure modes and the relative thickness of each stage depended on the overall laminate thickness. The failure mode at the initial penetration zone is transverse shear failure. As the projectile moves through the laminate, the failure mode changed into tensile failure. Finally delamination of the last fiber layers is present (Figure 7). Each failure mode accounts for a dissipation of a percentage of the projectile’s kinetic energy, thus slowing down the projectile.
Percentage of each of the factors affecting the amount of energy absorbed by the composite targets. 24-layer Dyneema® composite laminate after projectile penetration.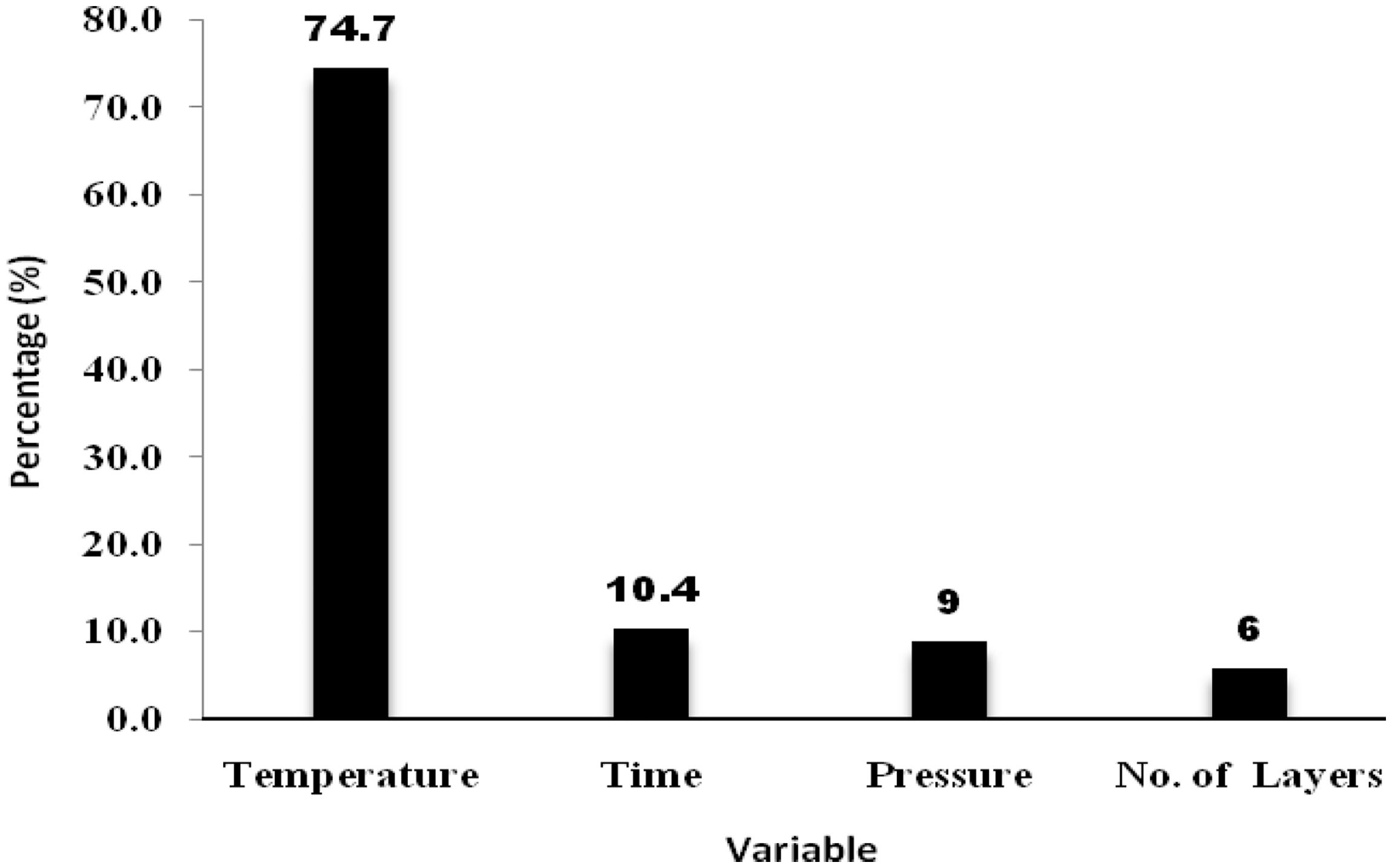
Conclusion
Single layers of Dyneema® cloth were consolidated under various processing conditions by high-temperature high-pressure sintering. At a given pressure and time, the extent of melting and recrystallization of the fiber increases with increasing processing temperature. Since not all of the melted phase recrystallizes on cooling, some is transformed to the amorphous and intermediate phase, the overall crystallinity decreases with increasing processing temperature. The original highly oriented crystals can be preserved if the sintering temperature is lower than 135°C. The impact resistance Dyneema® cloth is significantly improved after consolidation due to the development of interfiber adhesion. The processing temperature has a strong influence on the impact properties of the consolidated cloth while the processing pressure and time have less effect. The maximum impact properties are obtained the cloths are sintered at 125°C-130°C. The optimal processing parameters are determined to be at 125°C for 10 minutes under 6MPa. Under these conditions the consolidated cloths have the best impact resistance, indicative of the successful balance between the loss of longitudinal strength and the development of lateral strength.