
Abstract
Thermoplastic natural rubber (TPNR)/organo-montmorillonite (OMMT) nanocomposites were prepared by melt blending method with the optimum mixing parameters (140°C, 100 rpm, 12 min) using internal mixer (Haake 600 P). The aim of this study is to determine the effects of OMMT on the microstructure and properties of TPNR with and without coupling agent (maleic anhydride grafted polyethylene, MA-PE). In this study, tensile test was performed to investigate the optimum system of TPNR/OMMT nanocomposites within 2–8 wt% filler content. It revealed that the optimum loading of OMMT was at 4 wt%. Furthermore, this system was studied with the incorporation of MA-PE (3–15 wt%). The microstructure of the nanocomposites was characterized by X-ray diffraction (XRD) and transmission electron microscopy (TEM). The XRD and TEM results exhibited that a combination of intercalated and exfoliated structure was formed in the composites. The thermal stability and crystallization of the nanocomposites were further investigated using differential scanning calorimetry (DSC) and thermal gravimetric analysis (TGA). The thermal stability of the nanocomposites, characterized by the initial decomposition temperatures, was substantially improved compared with that of the neat TPNR. The DSC results show that the crystallization temperature of nanocomposites was increased compared with the neat TPNR. The Tg of TPNR was lowered by the incorporation of the OMMT.
INTRODUCTION
Thermoplastic natural rubber (TPNR) is known as a blend of natural rubber (NR) and a polyolefin. Its properties are between that of rubber and plastic [1–4]. In this study, TPNR is the blend of linear low-density polyethylene (LLDPE) and NR. To overcome the disadvantages of TPNR blend, such as low stiffness and low service temperature, nanotechnology could provide the answer to improving the properties. Until now, there have been two major methods, i.e., in situ polymerization [5–8] and melt intercalation, to prepare polymer–clay nanocomposites. In the former method, the nanoclay is used as a catalyst carrier; the polymer monomer intercalates into the interlayer space of the clay and then polymerizes there. The macromolecule chains exfoliate the silicate layers and make them disperse in the polymer matrix evenly. In melt intercalation, polymer and organoclay are compounded in the melt to form nanocomposites. As the hydrophilic clay is incompatible with TPNR, compatibilization between the clay and TPNR is necessary to form stable TPNR nanocomposites. There are two ways to compatibilize the clay and TPNR. One is to lower the enthalpy of the interaction between the surfactant and the clay. For example, octadecyl amine has a more favorable interaction with polymer if it is used appropriately to organically modify the clay, the resulting organoclay will promote polymer–clay miscibility effectively [9]. The other way is to use a coupling agent, such as maleic anhydride grafted with polyethylene (MA-PE) [10,11]. The clay is melt compounded together with TPNR and MA-PE to form the nanocomposite using the in situ method. In this way, the pretreated organoclay will disperse uniformly in the TPNR matrix with the assistance of MA-PE. The shear force during compounding and the effectiveness of mixing parameters plays an important role in determining the structure of the nanocomposite. As a consequence, the properties of the resulting hybrid materials depend strongly on the processing condition and the compatibility between filler and matrix. Moderate dispersion and property improvement to good dispersion and better performance can be achieved [12].
Generally, an appropriate amount of coupling agent, such as maleic anhydride (MA) grafted polyolefin, is added to the matrix to improve its polarity, and, hence, the compatibility with organoclay. To investigate the effects of the organoclay on the performance of the TPNR nanocomposites, it is necessary to compatibilize the TPNR/organoclay mixture effectively and, at the same time, retain the properties of the matrix [13–16].
The advantage of TPNR is that it can be processed using any thermoplastic machinery at comparable prices. It is beneficial to add a filler or reinforcement into the TPNR as it may reduce the price and increase the performance as well. The rubber phase is partially cross-linked and thereby produces a morphology involving microphase separation, which is responsible for the unique properties of the material. The aims of this article are to study how nanoclay truly affects the microstructure and properties of TPNR with and without a coupling agent.
EXPERIMENTAL
Materials
The LLDPE used in this study was supplied by Exxonmobil Chemical Corporation with a density of 0.918 g cm−3. The NR type SMR-L with a density of 0.91 g cm−3 was supplied by Guthrie (M) Bhd., and the Montmorillonite (MMT) type Nanolin DK4 was supplied by Zhejiang Fenghong Clays Chemicals, Inc. The average particle size and cation exchange capacity were 15–20 µm and 115–120 meq 100 g−1, respectively. MA-PE containing 0.85% MA with a density 0.92 g cm−3 was supplied by the Aldrich Chemical Company Inc. Liquid natural rubber (LNR) was synthesized using the photochemical oxidation technique on NR in our laboratory [1–4]. The blend ratio used in this study is 70:20:10 for LLDPE/NR/LNR, respectively.
Preparation of TPNR Nanocomposites
TPNR nanocomposites were prepared using the internal mixer Haake Reomix 600 P. The mixing temperature was 140°C, with a rotor speed of 100 rpm and 12 min mixing time [17]. The filler weight fractions were carried from 0 to 8 wt%. The nanocomposites were prepared using the in situ method, which involved mixing organo-montmorillonite (OMMT) with LNR separately, before it was melt blended with LLDPE and NR in the internal mixer. Mixtures of LLDPE, NR, and LNR at a ratio of 70:20:10, respectively, were used in this study [17]. Prior to mixing, OMMT was dried in an oven at 80°C for 24 h. The materials were stored in a desiccator prior to processing. MA-PE in the range 3–15 wt% was melt blended simultaneously with TPNR and OMMT whenever the use of a coupling agent was required. The compound was then compression molded 12 min at 140°C.
CHARACTERIZATION
Mechanical Test
The tensile properties were measured using a Universal Testometric with a 5 kN load cell according to ASTM 412 standard procedure with test specimens of 1 mm thickness and a crosshead speed of 50 mm min−1. At least five samples were tested for each composition, and the average value was reported. The test was performed at room temperature (27°C) and constant humidity (RH 65%).
Thermal Studies
Differential scanning calorimetry (DSC) analyses were carried out using a Metler Toledo, model 822E. The sample was first quickly heated from −100°C to 200°C and then cooled down at a rate of 10°C min−1 under a N2 atmosphere. The sample was then reheated to 200°C at a rate of 10°C min−1.
Thermogravimetric analysis (TGA) was carried out under N2 with Metler Toledo, model STGA851 thermogravimetric analyzer with a heating rate of 10°C min−1 from room temperature to 600°C.
X-ray diffraction Studies
The X-ray diffraction (XRD) was performed with a Siemens D-5000. The X-ray beam was nickel-filter Cu-Kα1 (λ = 0.1504 nm) radiation operated at 40 kV and 30 mA. The corresponding data were collected from 2° to 10° at a scanning rate of 2° min−1.
Morphological Studies
Morphological examination was carried out using a Philips STEM CM12 transmission electron microscope with an acceleration voltage of 100 kV. Ultrathin cryo-sections were cut using a Leica ultracut EM UC6 with cryo EM FC6 attachment at −100°C. This examination was done to study the morphological structure of the nanoclay dispersion in the nanocomposites.
RESULTS AND DISCUSSION
Tensile Properties
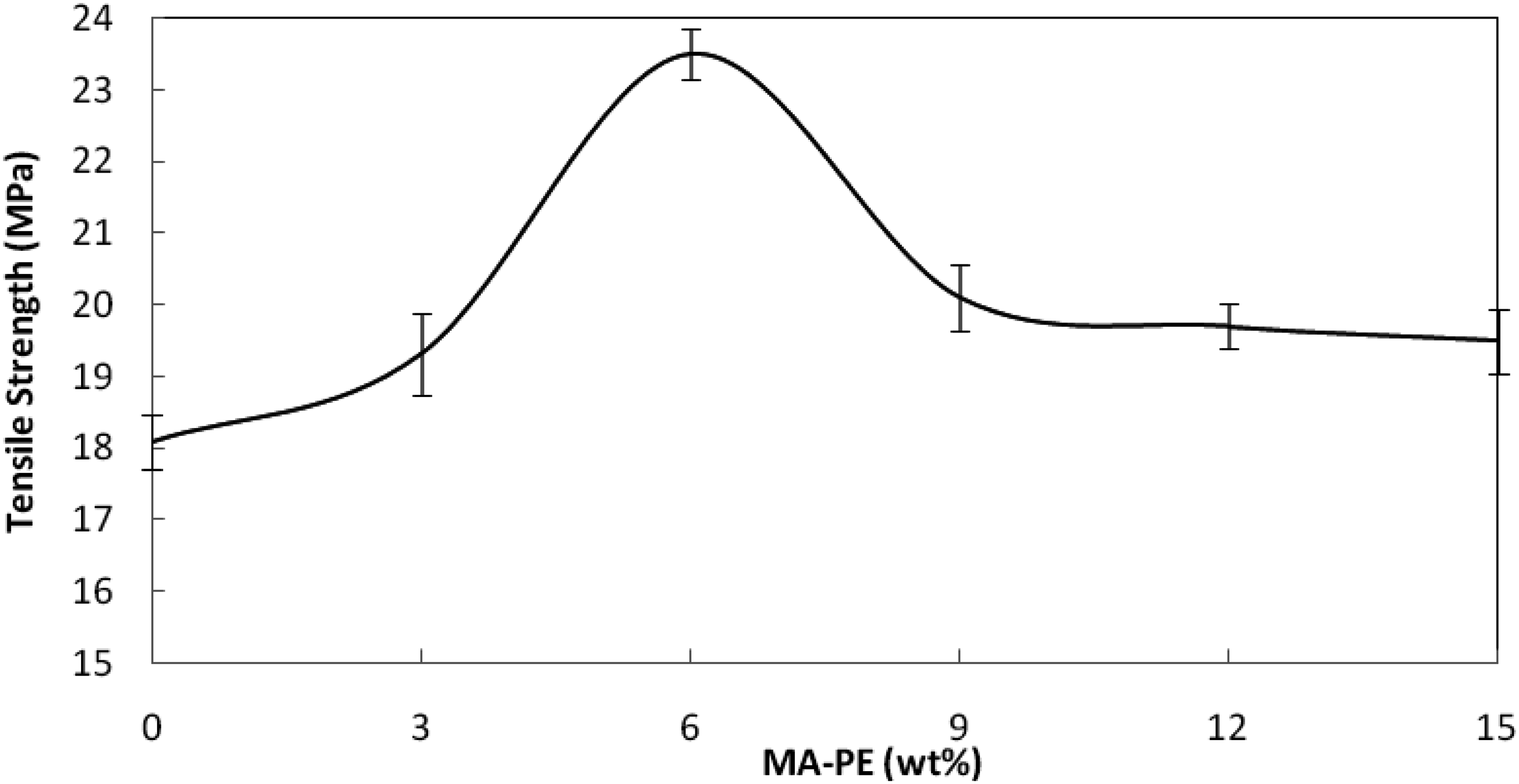
To investigate the effects of the OMMT on the mechanical properties of the TPNR, the tensile properties of the matrix TPNR with the variation of OMMT loading (2–8 wt%) were compared with those of the neat TPNR, as shown in Figure 1. While Figure 2 shows the effects of MA-PE in the range 3–15 wt% on the optimum system (TPNR/4 wt% OMMT). The tensile strength of nanocompsites increases remarkably with the increase in OMMT content. The tensile strength of TPNR/OMMT nanocompsites with 4 wt% OMMT increases to 18.1 MPa compared to 15.5 MPa for neat TPNR. The tensile strength, however, reaches an optimum strength at an OMMT content of 4 wt%. The significant increase in tensile strength at low OMMT loading may be due to the uniformly dispersed OMMT tactoid with intercalated and exfoliated structures. MA-PE promotes the dispersion of OMMT into a TPNR matrix. The fraction of the intercalated structure decreased with the OMMT content [18–20]. At higher contents, the aggregation of the OMMT might occur. As a consequence, the tensile properties of the nanocomposites with higher OMMT content may decrease. The OMMT is dispersed in the TPNR matrix on the nanometer scale and intercalated by TPNR chains. This may confine the segmental movement of TPNR macromolecules. As shown in Table 1 by adding 4 wt% OMMT with 6 wt% of MA-PE, the strength is improved by as much as 20%. The silicate layer orientation may also contribute to the observed reinforcement effects. The incorporation of MA-PE at higher contents may also contribute to the aggregation of OMMT. As a result, the brittleness of the nanocomposites is enhanced.
Effect of OMMT loading on tensile strength of TPNR nanocomposites. Effect of MA-PE on tensile strength of TPNR/4 wt% OMMT nanocomposites. Comparison of the tensile properties of neat TPNR with incorporation of 4 wt% OMMT and 6 wt% MAPE.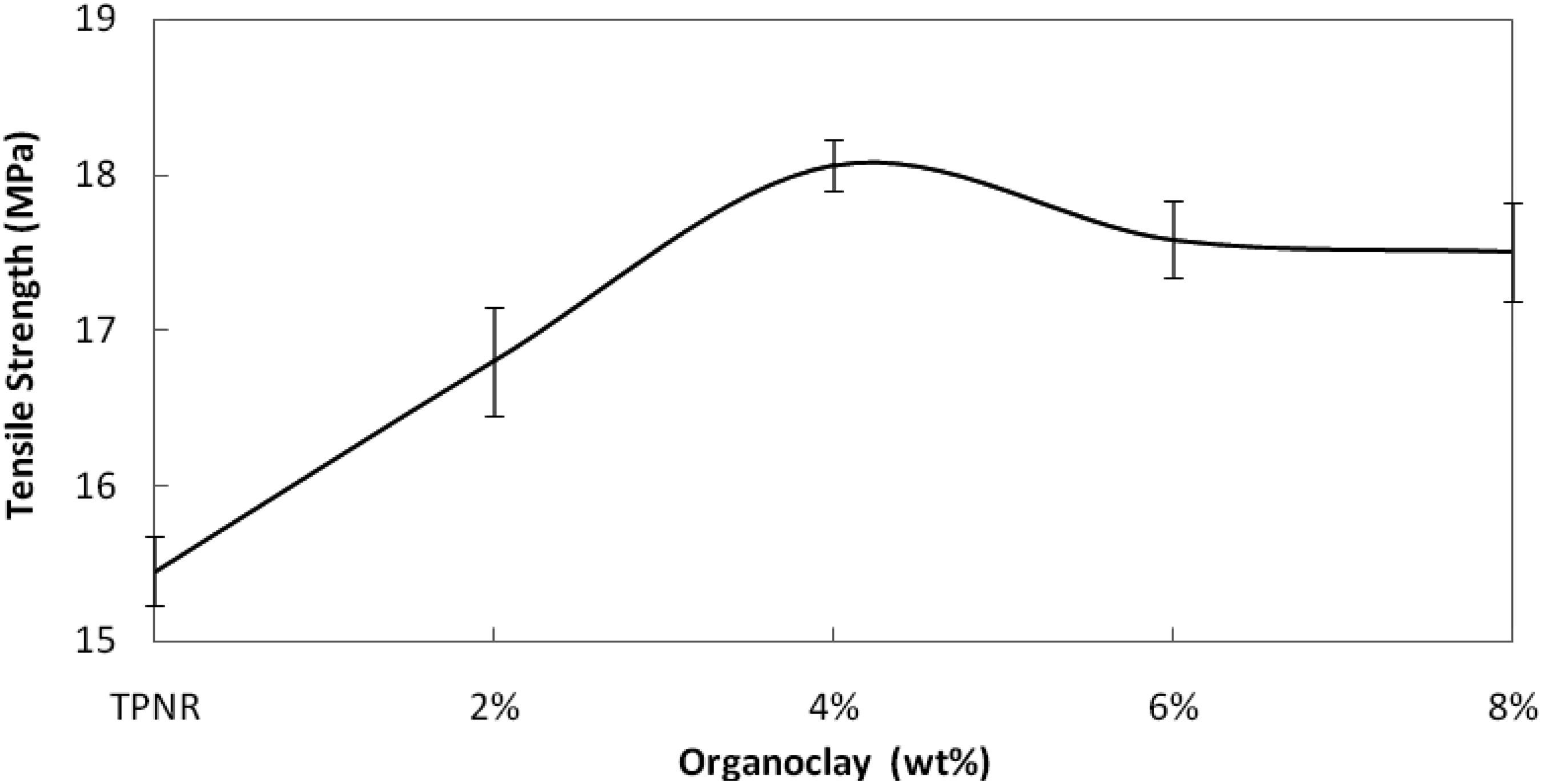

Structure Analysis of Nanocomposites
The XRD profiles of OMMT and TPNR nanocomposites are shown in Figure 3. OMMT shows a characteristic diffraction peak at 3.88° corresponding to the 0 0 1 plane diffraction. TPNR with 4 wt% OMMT (TPNR/OMMT) shows the diffraction peak at 2.20°, indicating substantially increased d-spacing of OMMT. The diffraction in the TPNR/OMMT/MA-PE nanocomposites is around 2.04°, indicating further enlarged interlayer space. The obviously increased d-spacing data demonstrate that enhanced compatibility between TPNR and OMMT could be achieved by adding small amounts of MA-PE. In addition, the d-spacing is independent of OMMT loading [21,22]. All the TPNR/OMMT nanocomposites develop an intercalated/exfoliated structure, which will be substantiated further by transmission electron microscopy (TEM) evidence.
XRD patterns of OMMT, TPNR/4 wt% OMMT, TPNR/4 wt% OMMT/6 wt% MA-PE.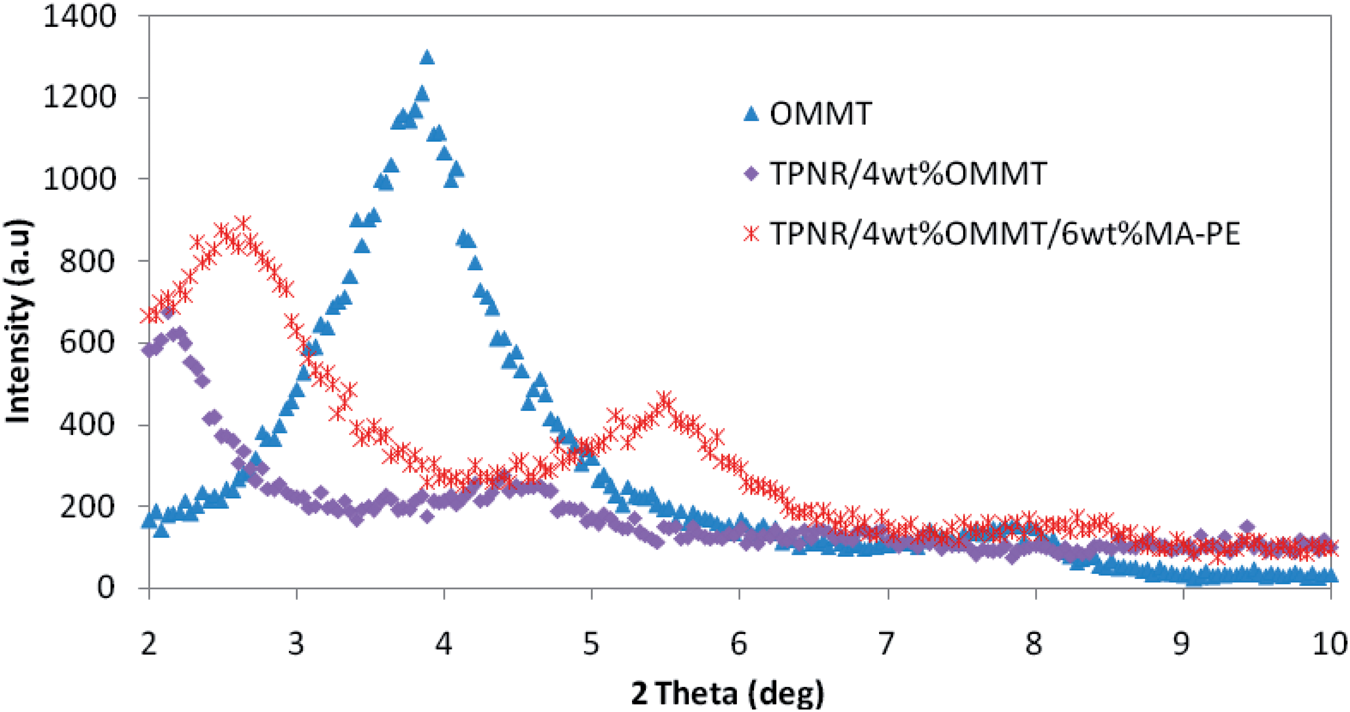
Figure 4 shows the TEM micrographs of the nanocomposites with OMMT. The black lines represent the OMMT cross-section, the lighter area represents the LLDPE phase, and the darker area represents the rubber phase. Our previous work [17] proved, by TEM analysis, that a large amount of organoclay layers was intercalated inside the rubber phase as compared to LLDPE phase, as shown in Figure 4(a). In Figure 4(b), the organoclay layers were exfoliated evenly in TPNR matrix with the presence of MA-PE. It can been seen in Figure 4(c), that with the effects of shearing force alone [23], most of the OMMT still maintains ordered stacks (tactoid) in the TPNR matrix, especially at higher clay loading (8 wt%). The OMMT stacks with thicknesses of about 10–60 nm are dispersed in the TPNR matrix. However, the addition of a coupling agent (MA-PE) further increased the size of the dispersed phase due to better dispersion of the nanoclay in the matrix polymer.
TEM micrograph of TPNR nanocomposites filled with: (a) 4 wt% OMMT; (b) 4 wt% OMMT/6 wt% MA-PE; and (c) 8 wt% OMMT.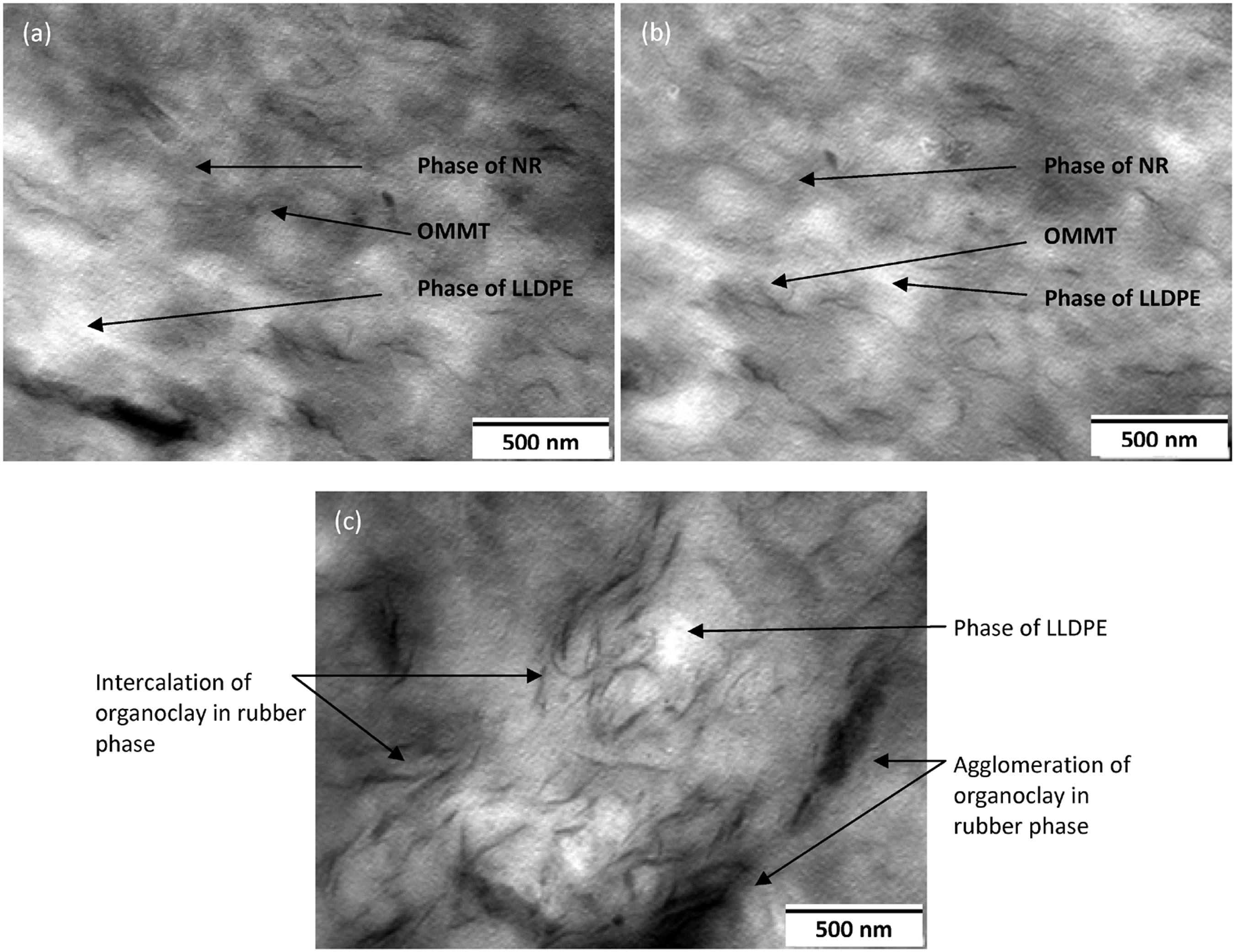
Thermal Properties
Figure 5 is the DSC cooling scan thermograms of neat TPNR and TPNR nanocomposites with 4 wt% OMMT and 6 wt% MA-PE. The addition of OMMT and MA-PE has better effects on the crystallization behavior of TPNR. The crystallization peak temperature of TPNR/4 wt% OMMT and TPNR/4 wt% OMMT/6 wt% MA-PE nanocomposites increases to 127.5°C and 131.7°C, respectively, compared to neat TPNR, which is 124.0°C. With more OMMT, the crystallization peak temperature is still higher than neat TPNR. The DSC results clearly demonstrate that the addition of only a small amount of OMMT into the TPNR matrix results in an increase of crystallization temperature. This phenomenon may be due to the efficient nucleating effects of the silicate layers/tactoids [16,18,19]. Table 2 shows the Tg result of TPNR nanocomposites compared to neat TPNR. The glass transition temperature (Tg) increased with the increasing content of OMMT and furthermore increase with the incorporation of 6 wt% MA-PE toward the optimum system (TPNR/4 wt% OMMT).
Crystallization behavior of OMMT, TPNR/4 wt% OMMT, TPNR/4 wt% OMMT/6 wt% MA-PE. Glass transition temperature (Tg) of neat TPNR, TPNR/OMMT, and TPNR/4 wt% OMMT/6 wt% MA-PE nanocomposites.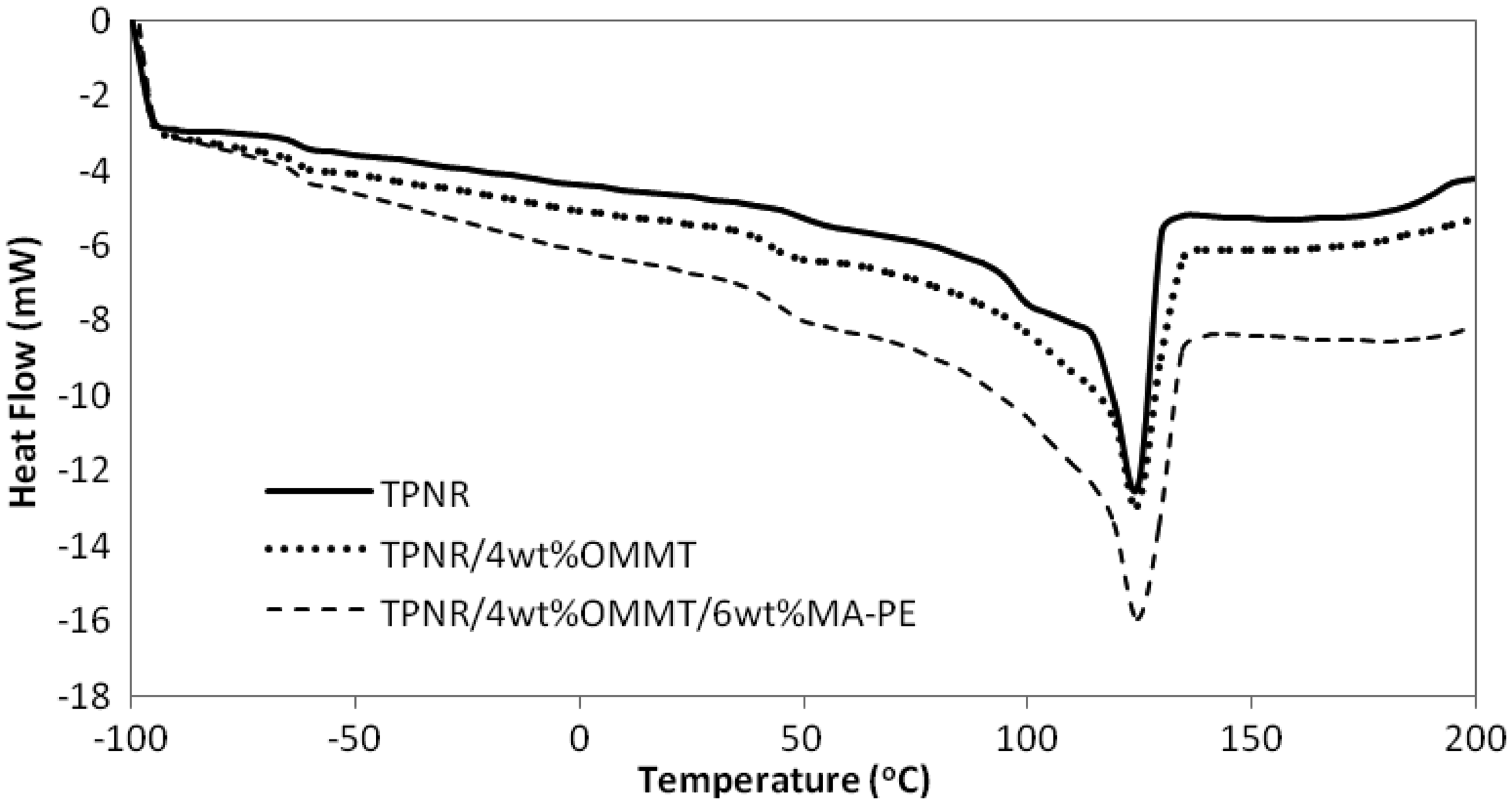
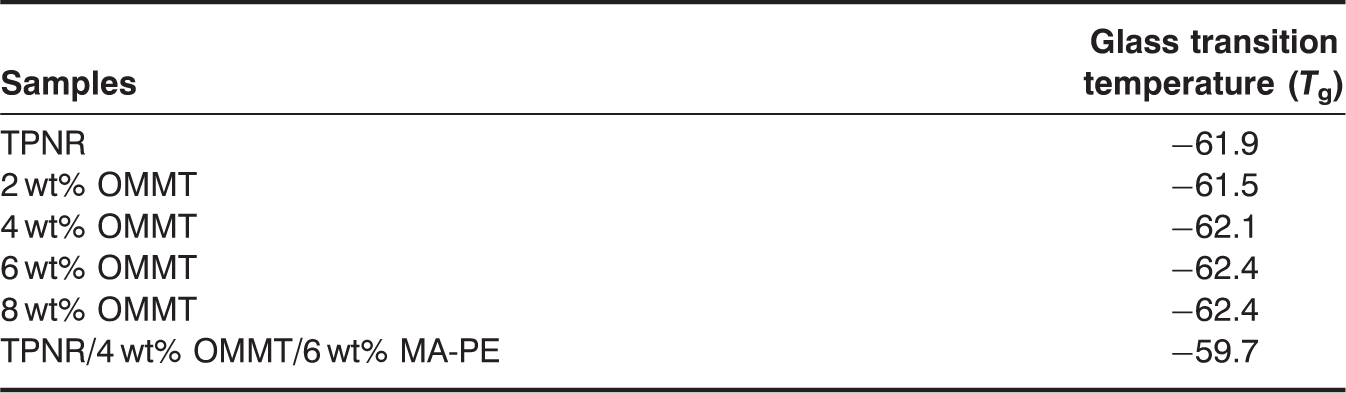
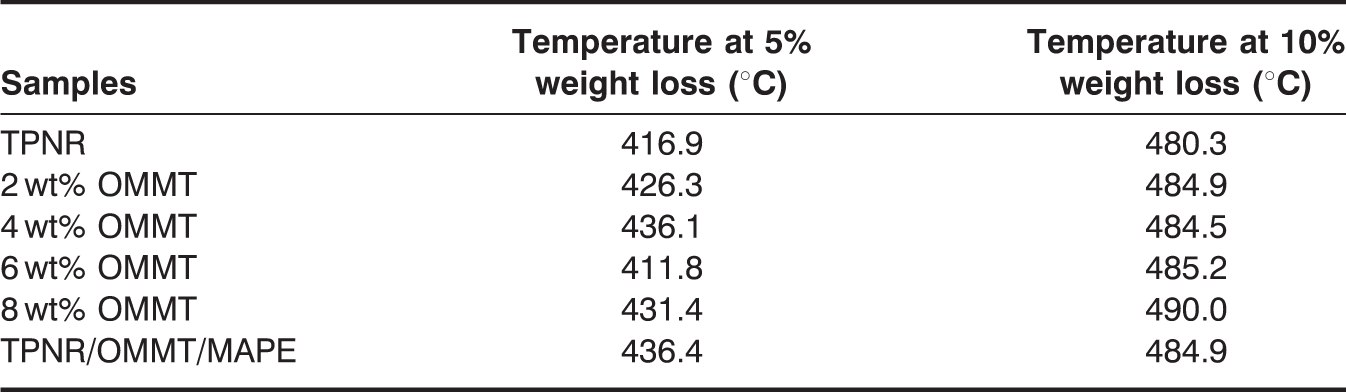
Figure 6 shows the TGA curves for neat TPNR and TPNR nanocomposites with 4 wt% OMMT and 6 wt% MA-PE. The temperatures at 5% and 10% weight losses of the samples are tabulated in Table 3. As shown in Figure 5, the presence of MA-PE could improve the thermal stability of TPNR nanocomposite at higher temperature, while it shows an adverse effect at lower temperatures. All TPNR nanocomposites show higher thermal stability compared to the neat TPNR. The initial thermal stability is characterized by the temperatures at 5% and 10% weight losses. It can be seen from Table 3 that MA-PE has practically no effect on the initial thermal stability. The TPNR/OMMT nanocomposites show substantially improved initial thermal stability compared to the neat TPNR. With a relatively lower OMMT content, the initial thermal stability increases with OMMT content. The TPNR/OMMT nanocomposite with 4 wt% OMMT shows the highest initial thermal stability. When the OMMT content is increased further (higher than 4 wt%), the initial thermal stability decreases. This may be due to the aggregates of OMMT, which are less effective in blocking heat.
Thermogravimetric curves of OMMT, TPNR/4 wt% OMMT, TPNR/4 wt% OMMT/6 wt% MA-PE. Temperatures of weight loss of neat TPNR, TPNR/OMMT, and TPNR/4 wt% OMMT/6 wt% MAPE nanocomposites.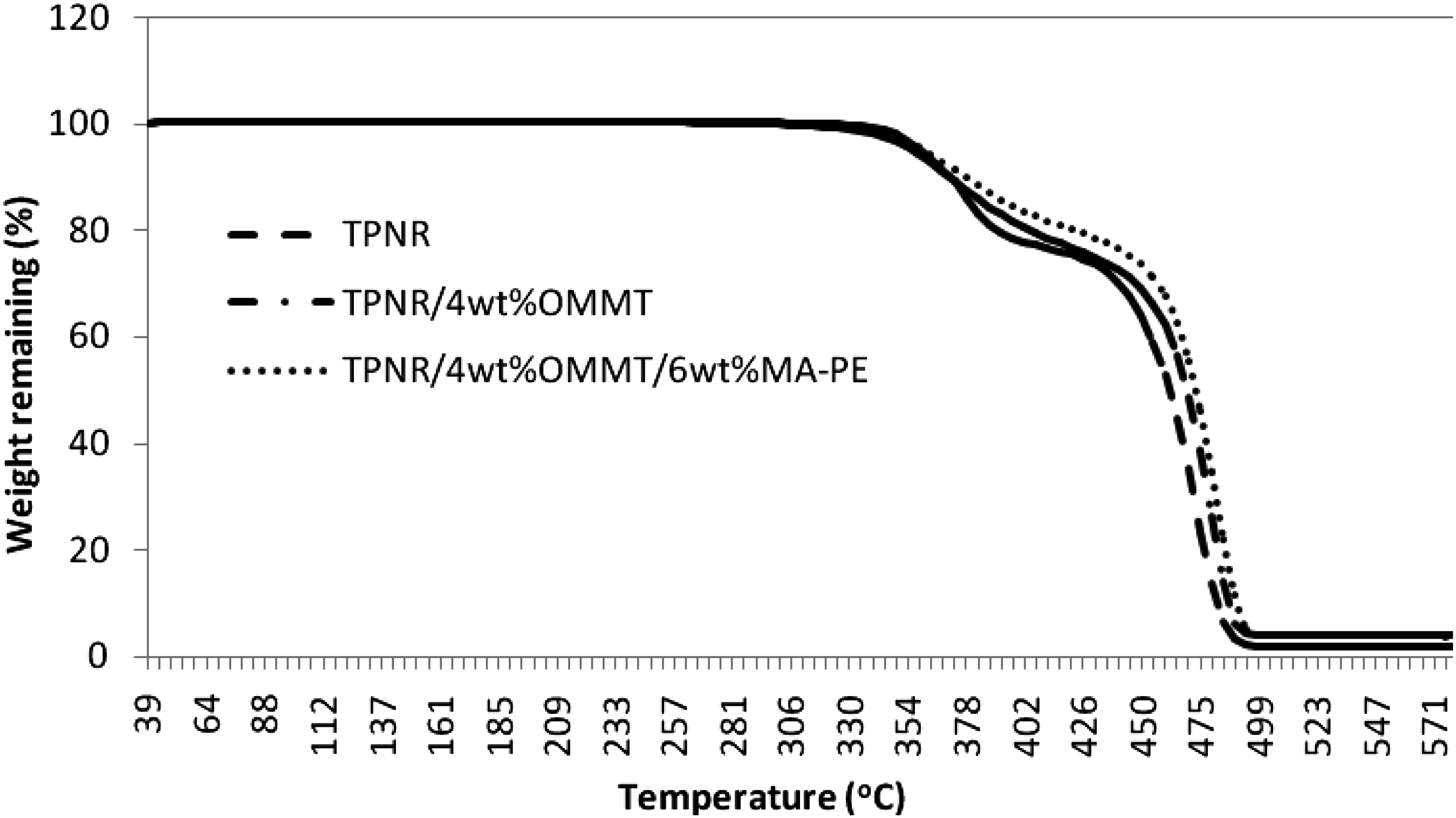
CONCLUSION
This study, aimed at investigating the effects of OMMT with and without the presence of MA-PE on the microstructure and the properties of TPNR nanocomposites, has been successfully evaluated and the following conclusion can be drawn:
Tensile strength of TPNR nanocomposites increase with the increase of OMMT content. The optimum tensile strength was at 4 wt% OMMT. At higher OMMT contents, fillers tend to agglomerate and reduce the tensile strength. Incorporation of MA-PE furthermore has improved the tensile strength of the optimum system of TPNR nanocomposite. XRD result of TPNR nanocomposites compared to neat OMMT showed an obviously increased in d-spacing, demonstrates an intercalated and exfoliated structure which have been substantiated further by TEM micrographs. It can clearly been seen an exfoliated structure in the presence of MA-PE. Crystallization peak temperature of TPNR nanocomposites was higher than neat TPNR and showed the highest thermal stability with the presence of MA-PE.
Footnotes
Figure 3 appear in color online ![]()
ACKNOWLEDGMENTS
The authors thank the Universiti Kebangsaan Malaysia and National Science Fellowship for providing financial assistance which made this study a successful one.