
Abstract
This study develops an intelligent data-driven approach for optimising slag grinding systems. Slag grinding exhibits complex nonlinear dynamics that challenge control. The proposed system monitors key operating parameters to assess machine health and automate control adjustments. Operating data are collected, and features linked to health status are identified using data mining techniques. Cluster analysis categorises historical data into healthy/unhealthy modes to build a condition library. Real-time data are then evaluated against this library. A predictive model forecasts future trend. The system was implemented in an industrial slag mill. Results demonstrated reduced vibration and energy use versus manual control. Validation confirmed improved accuracy in predicting mill responses. Significant energy savings were achieved annually through optimised control. The system enhances safety by automating adjustments while minimising costs and environmental impacts. Data-driven strategies overcome the limitations of traditional methods, representing an advance for intelligent management of industrial processes. Benefits were confirmed through rigorous factory implementation and performance monitoring.
Introduction
The slag grinder is a sophisticated piece of equipment employed in grinding slag and various materials into fine particles. Its primary application lies in grinding slag derived from industries such as building materials, chemical engineering, and steel production, enabling the reutilisation of waste residue. The ground powder is commonly utilised as a raw material in cement manufacturing.1,2 However, slag grinding systems exhibit certain drawbacks, including complexity, an unfavourable work environment, and the need for prolonged high-load operations. The vertical grinding process, characterised by strong coupling, nonlinearity, and substantial hysteresis, induces physical and chemical changes.3,4 Deniz et al. 5 conducted a study revealing that vertical roller mills are extensively used in cement grinding operations, offering a potential energy saving of 15% compared to ball mills. Operators adjust variables in the grinding processes based on personal experience, leading to high subjectivity and arbitrariness.
Additionally, machine breakdowns often pose threats to the safety of workers. Consequently, it is crucial to optimise the control of slag grinding systems, whether from a system optimisation control or safety production perspective. 6 Researchers such as Johan et al., 7 Kang et al., 8 Umucu et al., 9 Wang K. et al., 10 and Lin et al. 11 have made significant contributions in this field. These studies involved the development of dynamic nonlinear simulation models, establishing slag grinding models using wavelet neural networks, constructing predictive models for cement granularity, creating data-driven recursive neural network models, and utilising case-based reasoning technology combined with particle swarm optimisation algorithms. Despite these advancements, most research explored the interrelationship between single indicators of slag grinding operations. However, slag grinding is characterised by multivariable, strong coupling, and nonlinear characteristics, making it challenging to establish a comprehensive process model. With the advancements in information and automation technology, as well as the widespread use of sensors and data acquisition devices in complex products, real-time data from slag grinding equipment can now be recorded and feature the four Vs of big data: volume, velocity, variety, and veracity. Among these, operational data possesses the largest volume and contains valuable information about the product’s operation and age. 12 Big data analysis involves efficiently processing massive data using existing data mining methods through distributed or parallel algorithms. This approach has been extensively explored and applied in various fields.13–15
For instance, De-Ren et al. 16 analysed the characteristics and research methods of data mining systems based on real-time databases in power plants. Huang et al. 17 employed a multi-objective design optimisation approach for optimising transverse injection flow fields in supersonic crossflows, and the optimised results were visualised using data mining theory. The utilisation of data mining technology in fault diagnosis was proposed by Sun et al. 18 through the application of the C4.5 decision tree and principal component analysis. Wang et al. 19 developed a prognostic method for estimating the remaining useful life of slurry pump impellers. Jia et al. 20 proposed an intelligent method to overcome the limitations of traditional diagnosis methods based on artificial neural networks.
These studies successfully validated the effectiveness of their proposed methods using datasets from various mechanical structures under different health and operating conditions. Considering the abovementioned mining cases, it is apparent that big data analysis and data mining technology have found wide applications in evaluating and predicting the health status of mechanical structures. However, their implementation in slag grinding has received limited attention and necessitates further investigation.
This article proposes an intelligent control model for slag grinding based on data mining. The model encompasses the evaluation of health status indicators and the classification of health status through cluster analysis. By establishing a stable operating condition library based on the operating conditions corresponding to good health status, we can monitor the operating conditions of the slag grinding system and compare them with the library to obtain instantaneous and predicted health evaluations. When unstable operating conditions occur, the system adjusts automatically, resulting in optimal control of the slag grinding system. It was implemented in a factory setting to validate the effectiveness of the proposed intelligent control system. This research aims to address the limitations of traditional control methods in slag grinding and leverage the potential of data mining technology to optimise system control. It can achieve a more objective and efficient control approach by utilising real-time data from slag grinding equipment and employing data mining techniques. The proposed intelligent control model can enhance slag grinding operations’ performance, safety, and productivity.
Implementing the control system in a factory setting provides practical evidence of its operational efficiency. By demonstrating the system’s capabilities in a real-world setting, we can further contribute to the field of slag grinding and pave the way for future advancements in intelligent control strategies. Wan et al. 21 studied a novel approach for enhancing the accuracy of short-term power load forecasting using a combination of convolutional neural network, long short-term memory (LSTM), and attention mechanisms. The proposed model is evaluated against benchmark models using mean absolute percentage error, root mean square error, mean absolute error metrics, and the results demonstrate a significant improvement in prediction accuracy for two thermal power units. The study highlights the importance of incorporating attention mechanisms into traditional LSTM models for power load forecasting, and the proposed approach has potential applications in the energy industry.
In addition to machine learning, big data analytics plays a crucial role in our model. The emergence of Industry 4.0 and the Internet of Things (IoT) has enabled slag grinding equipment to generate a vast amount of real-time operational data. Our model harnesses this wealth of data by employing advanced data mining techniques, including clustering, classification, and predictive modelling. By analysing and extracting valuable insights from these data, the model can effectively identify optimal operating conditions, detect anomalies, and enable proactive maintenance, thereby enhancing the overall efficiency and reliability of the slag grinding system. Another feature of the proposed model is its integration with the Industrial Internet of Things (IIoT) infrastructure. The control model gathers real-time data from the slag grinding process, including temperature, pressure, vibration, and energy consumption, through the seamless connectivity of sensors, actuators, and control systems. This thorough data acquisition allows for a comprehensive understanding of the system’s behaviour, enabling the model to make informed decisions and adjustments in real time.
Furthermore, the IoT integration facilitates remote monitoring and control, allowing operators to access and manage the slag grinding system from anywhere, enhancing operational flexibility and efficiency. The suggested control model for slag grinding integrates machine learning algorithms, big data analytics, and IIoT, illustrating an evolved approach in the field. To validate the effectiveness of our proposed system, the study implemented it in a factory setting. This practical application served as a tangible demonstration of the system’s capabilities in a real-world environment, providing crucial evidence of its efficiency and effectiveness. Our experimental results demonstrate that the proposed control system can significantly enhance slag grinding operations’ performance, safety, and productivity.
In conclusion, this article introduces a data mining-based control model for slag grinding, providing an alternative to traditional control methods. This model provides an innovative alternative to conventional control methods, utilising real-time data from slag grinding equipment and data mining techniques. The experimental application of this approach in a factory setting demonstrates its potential for enhancing operational efficiency and safety. Thus, the study contributes to the ongoing development of more objective and effective control strategies in slag grinding, leveraging the potential of data mining technology to optimise system control, and providing a foundation for future research in this field.
Intelligent control model for slag grinding
Model for determining health status indicators
Health status indicators encompass a set of equipment operating parameters that characterise a system’s overall health condition. Within the context of a vertical grinding system, shell vibration assumes a paramount role in evaluating system conditions and operation. Consequently, the favourable health status of a slag grinding system can be defined as a continuous state in which the shell vibration amplitude consistently maintains the prescribed range for a sustained duration while the rated output remains unaltered. The sustained duration in this context means a minimum of 5 min (150 data points at the 2-s sampling interval) of the shell vibration amplitude consistently remaining within the prescribed range. Monitoring the vibration amplitude of the slag grinding shell as a tracked variable allows for stability by adjusting other pertinent parameters. Given the high coupling nature of slag grinding systems, vibration experiences changes influenced by various factors.
Therefore, feature selection becomes indispensable in identifying key parameters significantly impacting vibration patterns and characteristics associated with steady states. Prominent feature selection methods encompass random lasso, ridge regression, random forest, stability selection, and recursive feature elimination, each offering distinct advantages and drawbacks. Ridge regression and random lasso necessitate parameter adjustments to control the sparsity of model coefficients. Random forest often succumbs to overfitting issues, while stability selection yields varying outcomes based on subsampling. Recursive feature elimination’s efficacy relies on the selection of an underlying model.
In this article, to enhance the accuracy of health status results, a comprehensive approach is adopted by combining all five algorithms mentioned above, thereby compensating for their limitations and disadvantages, culminating in the derivation of stable features. Subsequently, the significance of each feature is evaluated, and the feature selection process is depicted in Figure 1. The resultant health status indicators of the system consist of key parameters and their corresponding numerical ranges, facilitating a comprehensive understanding of system health.
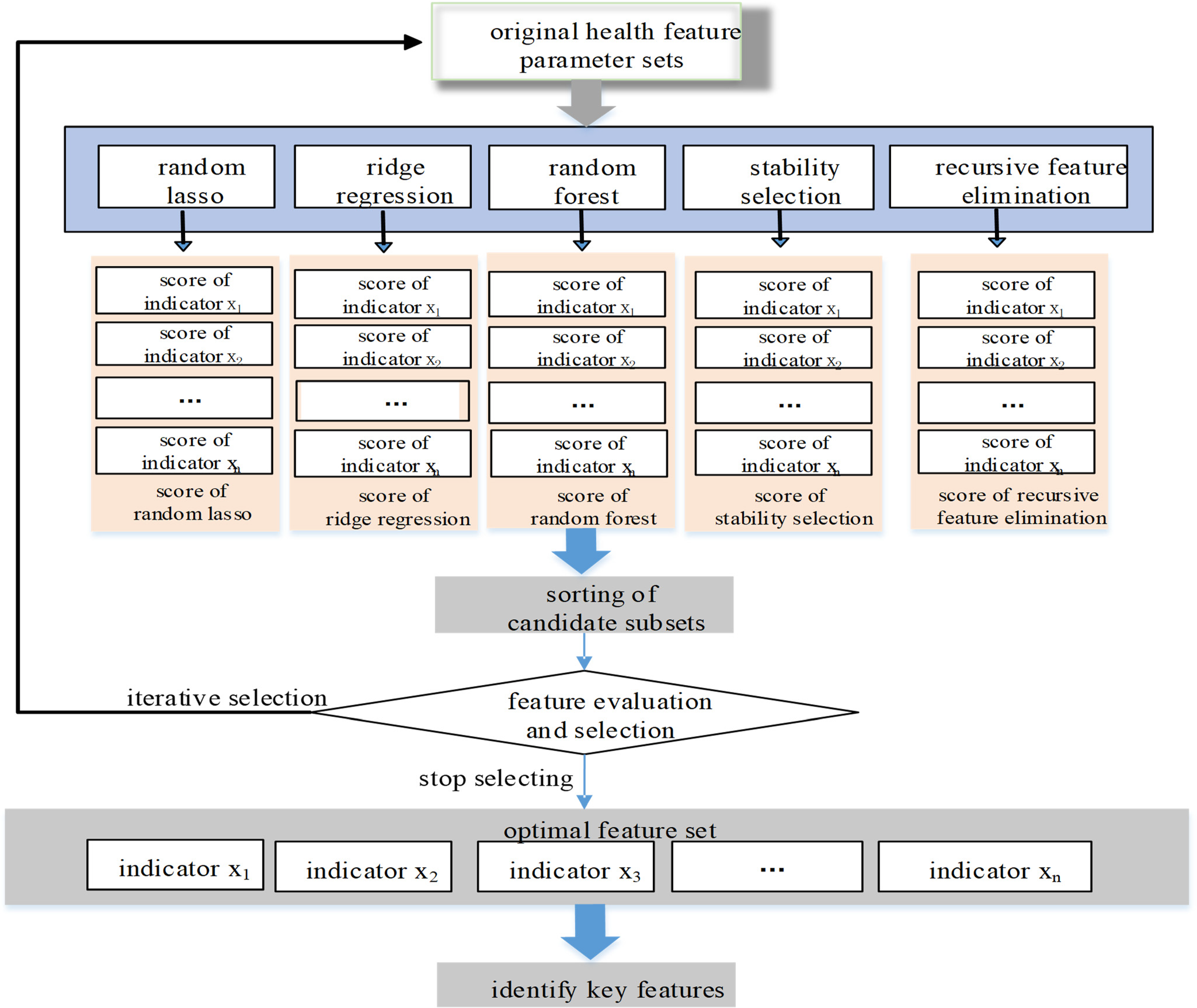
Key feature mining process model.
Model for clustering analysis of healthy operating conditions
The clustering of healthy operating conditions involves applying clustering analysis to different operating modes within sample data, utilising predetermined health status indicators to effectively categorise the potential operating modes. Initially, the sample data undergo pre-treatment and screening, considering parameter distribution and leveraging practical production experience. Subsequently, the screening outcome serves as input for cluster calculations. The K-means method is implemented to extract operating condition clusters from the dataset. By locating the centroids of the K clusters within the dataset, data points are assigned to their nearest centroid, categorising them accordingly. Determining the appropriate value for K, signifying the number of clusters, is accomplished through the iterative method, considering the running results.
Following the confirmation of the clusters, all operating conditions within the sample data are duly labelled, thus establishing a comprehensive library of healthy operating conditions. This pioneering approach, employing advanced clustering techniques, not only enhances our understanding of the system’s behaviour but also facilitates the identification and classification of diverse operating modes, leading to more informed decision-making and optimisation strategies in slag grinding.
Model for establishing the stable operating condition library
The process of categorising and annotating the existing operation conditions is undertaken based on cluster data, aiming to discern stable and unstable operating states. The stable operating conditions within this framework are labelled 0, while the unstable conditions are labelled 1. The stable operating conditions are isolated and meticulously compiled through a rigorous extraction process to form a comprehensive library. The procedure for establishing the stable operating condition library is visually depicted in Figure 2. Each operating condition encompasses the controllable variable X, the stable characterisation variable Y, and the corresponding category labels. To ensure the effectiveness of the library, the distances between X and each existing operating condition stored within the library are meticulously calculated. If the distance is zero, signifying that the condition has already been recorded within the library, there is no need for repetitive storage.
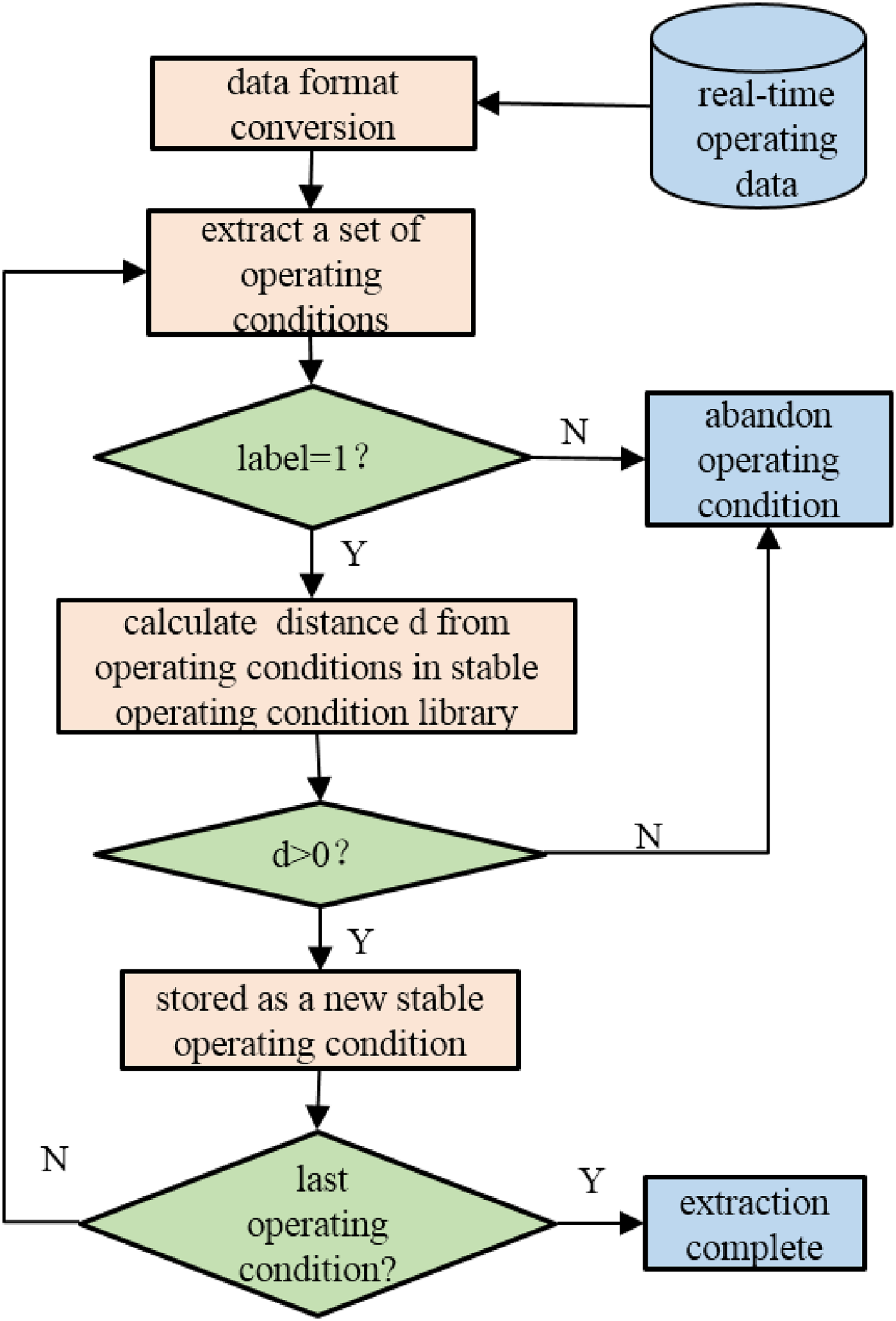
The establishment process model of stable operating condition library.
Conversely, if the distance deviates from zero, the condition and associated timestamp are recorded as a vector within the stable operating condition library. Recognising the dynamic nature of the system, it is imperative to regularly train and update the stable operating condition library to accommodate evolving circumstances and further refine the control strategies. By harnessing such state-of-the-art approaches, this research advances knowledge in slag grinding, enabling practitioners to optimise operational conditions, enhance system stability, and achieve exceptional performance.
Model for evaluating real-time health status
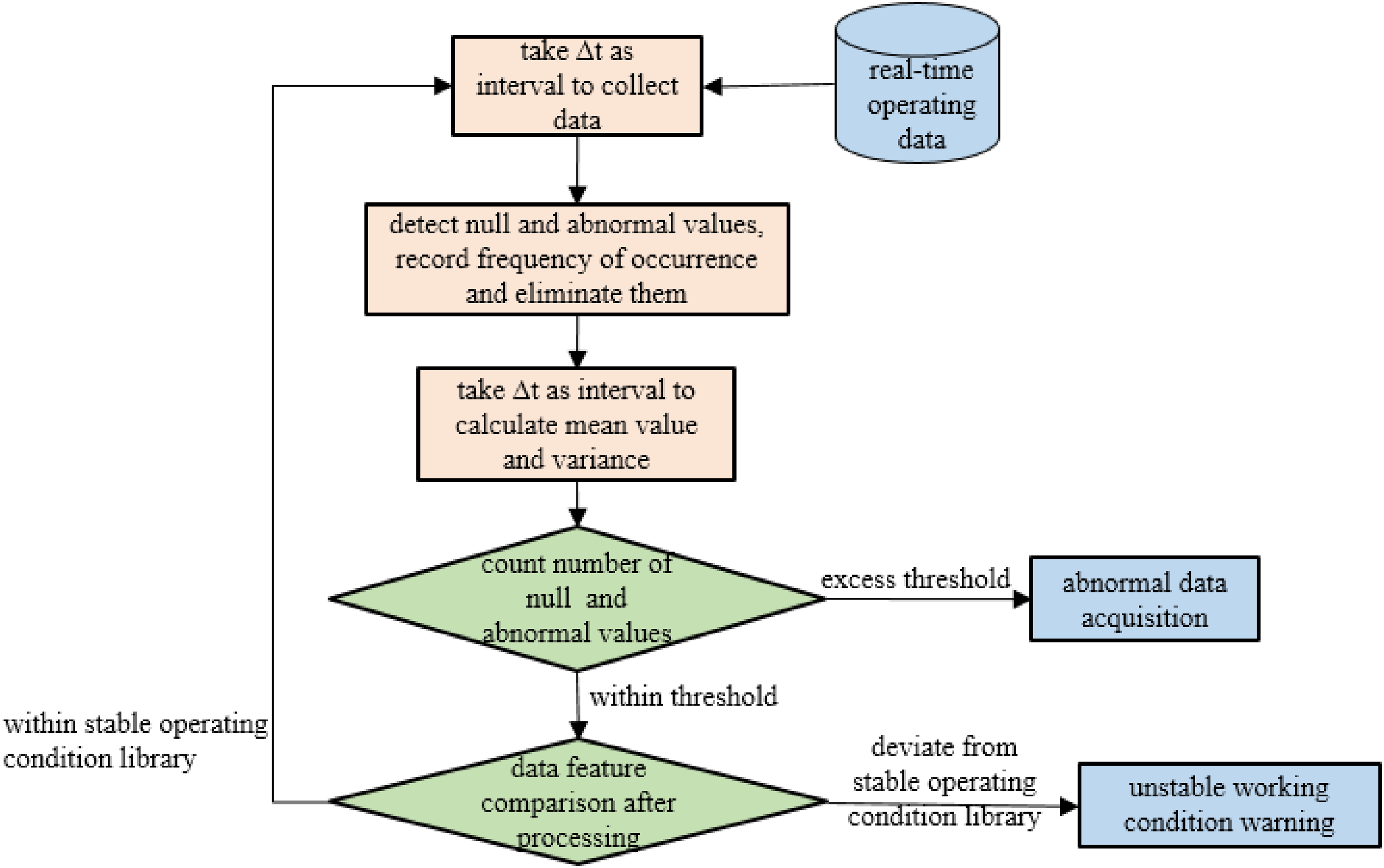
The pursuit of real-time health status evaluation is paramount, entailing the timely acquisition of health status evaluation results by juxtaposing real-time system operating data with the repository of healthy operating conditions. In practical application, it is essential to exercise caution when utilising transient single-point data as a basis for immediate judgments. Instead, it is recommended to cleanse the operating data by removing null and abnormal values and evaluating the average value over a defined period. By leveraging predetermined indicators of health characteristics, the real-time running data within the collection window is subjected to calculations encompassing the average, variance, and identification of outliers for each parameter. These computed outcomes serve as characteristic variables encapsulating the stable operating condition, allowing for a comprehensive comparison with the state established within the healthy operating condition library. This advanced approach empowers practitioners to assess the system’s health status in real time, enabling proactive decision-making and intervention. This sophisticated technique enhances the accuracy and reliability of real-time assessments and catalyses continuous system performance, safety, and efficiency improvements. The real-time health evaluation process is shown in Figure 3 and as follows:
Step 1 takes T as a starting time and Step 2: clean null and abnormal values of each parameter’s collected data and record the occurrence frequency. Perform successive technical accumulation. Step 3 calculates the mean value and variance of the data after processing null and abnormal values of each parameter with Step 4 determines the number of null and abnormal values in the evaluation cycle (outliers refer to values exceeding the critical range of the health characteristic parameters). If their occurrence exceeds the preset counting threshold, the present operating condition is considered abnormal or unsuitable for real-time evaluation of health status. It is necessary to remind on-site production staff of the inspection. Step 5 takes each parameter’s mean and variance in the sampling period as characteristics of instant operating conditions and compares them with the healthy operating condition library. If a status is abnormal or out of line with healthy conditions, it is necessary to remind on-site production staff of the inspection.
Real-time health status evaluation model.
Model for evaluating health status prediction
Health status prediction and evaluation refers to the prediction of operating conditions and evaluation of health status within a future time based on real-time operational data. To understand this model, it is important first to understand the concept of stationary sequence. Consider a sequence {
Due to the harsh operating conditions of the slag grinding system, shell vibration is affected by external environmental factors, amongst others. The operating condition sequence is non-stationary; therefore, the autoregressive integrated moving average (ARIMA) model algorithm is used for time series modelling of the prediction of slag grinder operating conditions in this article. ARIMA model serves to add a difference operation before the autoregressive moving average model operation, as shown in Equation (1):

Intelligent control model of slag grinding operation
Steady-state control was automatically triggered when the stability indicators deviated from the normal range. The control model is described as follows:
Step 1: when the stability indicators deviated from normality, the control searched the stable operating condition library for a control target. It returned the point closest to the status as the candidate for the operating condition. Step 2: the difference between the status and the candidate for the operating condition was compared. The parameters required a control range, and several control parameters to be adjusted when the status was changed to the selected target were computed. Considering the three dimensions mentioned above, a control target was obtained from the candidate. Target selection aimed to minimise both the number of control parameters and the control range. Step 3: once the target was determined, controllable variables were adjusted according to the preset control range until they reached the target values. Changes were monitored during the control process. If the indicator did not return to normal, the system could stop the control process and proceed to manual control.
System composition and analysis
This study presents the design and development of an advanced control system for slag grinding grounded in an intelligent control framework. This versatile system is intended to accommodate various slag grinding machines, encompassing but not limited to the vertical roller mill employed for blast furnace slag grinding. The comprehensive architecture of the system can be visualised in Figure 4, which delineates seven functional modules: data pre-processing, extraction of health evaluation indicators, cluster analysis of health status, construction of a stable operating condition library, acquisition of status evaluation indicators, prediction of real-time feature parameters, and intelligent management of slag grinding processes. The pre-processing data module focuses on refining sample data by rectifying anomalies, nullifying values, discretising, and normalising the data, producing a comprehensive dataset for mining analysis. The health evaluation indicators mining module ascertains the system’s steady-state parameters and numerical boundaries. It employs a model to assess health condition indicators, thus analysing operating condition data and obtaining critical parameters that signify the system’s health status. The system mines and categorises operating data by employing the health status cluster analysis module, yielding clusters of operating conditions comprised of stable operating parameter numerical values across varying time windows. This process constructs a library of identifiable operating modes. The healthy operating status clustering analysis model discerns the characteristics of each cluster and the distribution of operating statuses. Operating statuses are classified based on historical operating conditions, with each status labelled and filtered to form the operating condition library. This innovative and intelligent control system for slag grinding holds the potential to inspire further advancements in the field and contribute to more efficient and sustainable industrial practices. According to data status in clusters, the module for establishing the stable operating condition library is responsible for annotating categories of the existing operating condition record. The stable operating condition label is set to 0, while the unstable label is set to 1. The stable operating conditions are extracted to establish a stable operating condition library. The module for evaluating real-time health status is used to analyse real-time running data of stability indicators to assess the system’s health. The module for health status prediction analyses real-time operating data to predict the health status of the operating system within a certain future period. The module for health status prediction is regularly trained and updated.
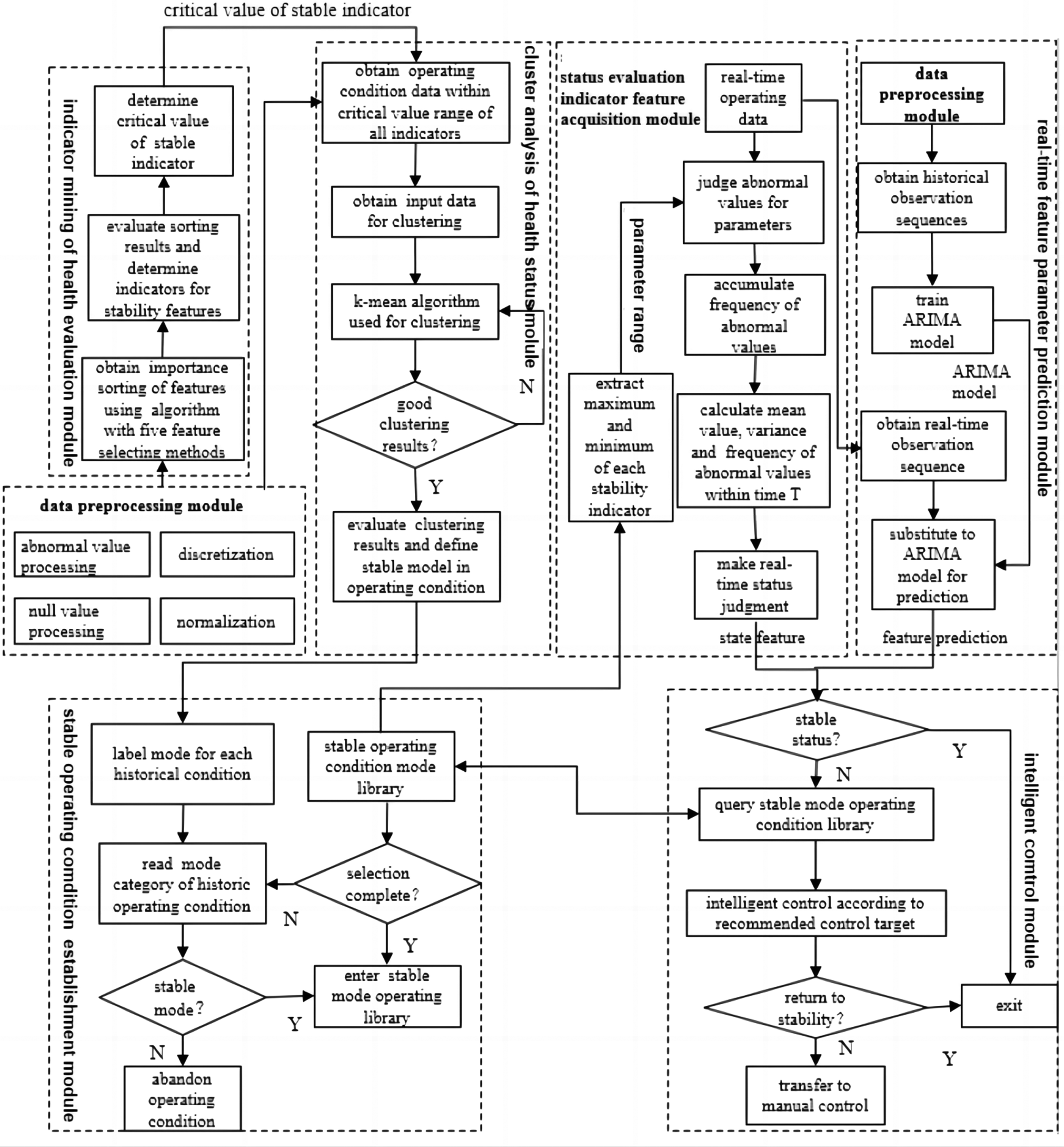
System general structure.
The intelligent control module for slag grinding begins operation when the stability indicators deviate from normalcy. The control program starts by searching for the control target within the stable operating condition library and returning the closest point to the status as the candidate operating condition.
The approach used to collect the control and compare groups in this study is an on-off trial approach. This approach involves alternating between the test and control conditions over time and comparing the results obtained under each condition. In the context of this article, the ‘on’ condition was when the intelligent control system was in operation, and the ‘off’ condition was when the system was not in operation (i.e., the system was operating under manual control or using a conventional control system). Feed composition/characteristics significantly impact the performance of a slag grinding system. Therefore, controlling for these factors is crucial when comparing the performance under different conditions. One approach to account for changes in the feed is to conduct the on–off trials over a long period to average out any variations in the feed. Alternatively, if the feed characteristics are measured continuously or at regular intervals, these measurements could be used as covariates in the statistical analysis to adjust for any effects of the feed on the outcome measures. According to data status in clusters, the module for establishing the stable operating condition library annotates categories of the existing operating condition record. The stable operating condition label is set to 0, while the unstable label is set to 1. The stable operating conditions are extracted to establish a stable operating condition library. The module for evaluating real-time health status is used to analyse real-time running data of stability indicators to assess the system’s health. The module for health status prediction analyses real-time operating data to predict the health status of the operating system within a certain future period. The module for health status prediction is regularly trained and updated. The intelligent control module for slag grinding begins operation when the stability indicators deviate from normalcy. The control program starts by searching for the control target within the stable operating condition library and returning the closest point to the status as the candidate operating condition.
Next, it compares the difference between the status and candidate operating condition, the required control range, and the number of control parameters to be adjusted when the status changes to the selected target. Taking these three dimensions into consideration, a control target is determined by the candidates. The target selection process aims to minimise control parameters and control range.
When the target is determined, the controllable variables are adjusted according to the preset control range until they reach the target values. Changes are monitored during the control process. If the indicator does not return to normalcy, the system can stop the control process and proceed to manual control. The seven modules above take historical sample datasets and real-time operating datasets as inputs and achieve intelligent control of slag grinding through data processing and mining analysis.
Case study
A groundbreaking system was meticulously developed and deployed within a prominent cement plant specialising in powder production in Henan province, China. The practical implementation of this cutting-edge solution yielded resounding success, underscoring its remarkable potential as a cost-effective, efficient, and steadfast platform for intelligent control in slag grinding.
Data acquisition and pre-processing
The system adopted object linking and embedding for process control to realise data communication and send connection requests to the slag grinding central control system server for real-time data collection. The system could set the type of parameter collected and the sampling interval. Sixty-five kinds of data signal parameters were collected in the practical operation of the field system. After attribute screening, data outlier processing, and null processing, a subset of 30 attributes for the main process and performance were obtained. Considering process conditions, manual settings, and parameter controllability of the slag grinder, 12 parameters were considered as potential health status indicators, namely, feeding amount (
Some features and values are shown in Table 1. These data were processed by further simplification and dimensionality reduction.
Feature selection of partial data.
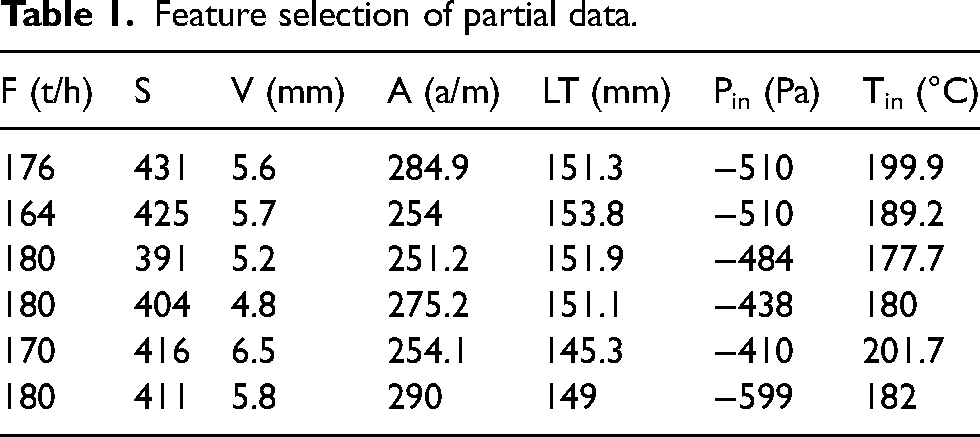
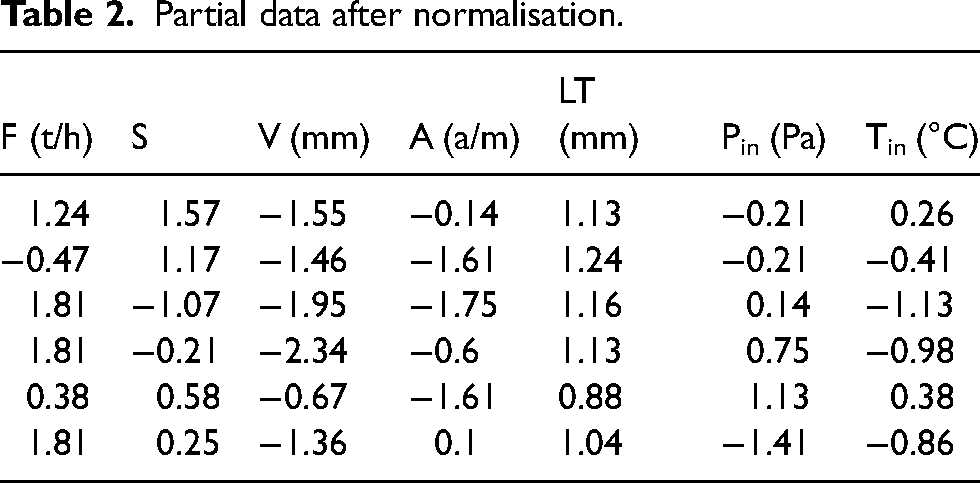
It can be seen in Table 1 that the dimensions of the parameters are inconsistent, and the range of values varies greatly. The data were normalised to eliminate the influence of wide range and dimensional differences on analysis results. The zero-mean method was adopted for normalisation to avoid a maximum or minimum in the data that affects the subsequent analysis. Zero-mean normalisation is more stable than min–max normalisation. The normalised data are shown in Table 2.
Partial data after normalisation.
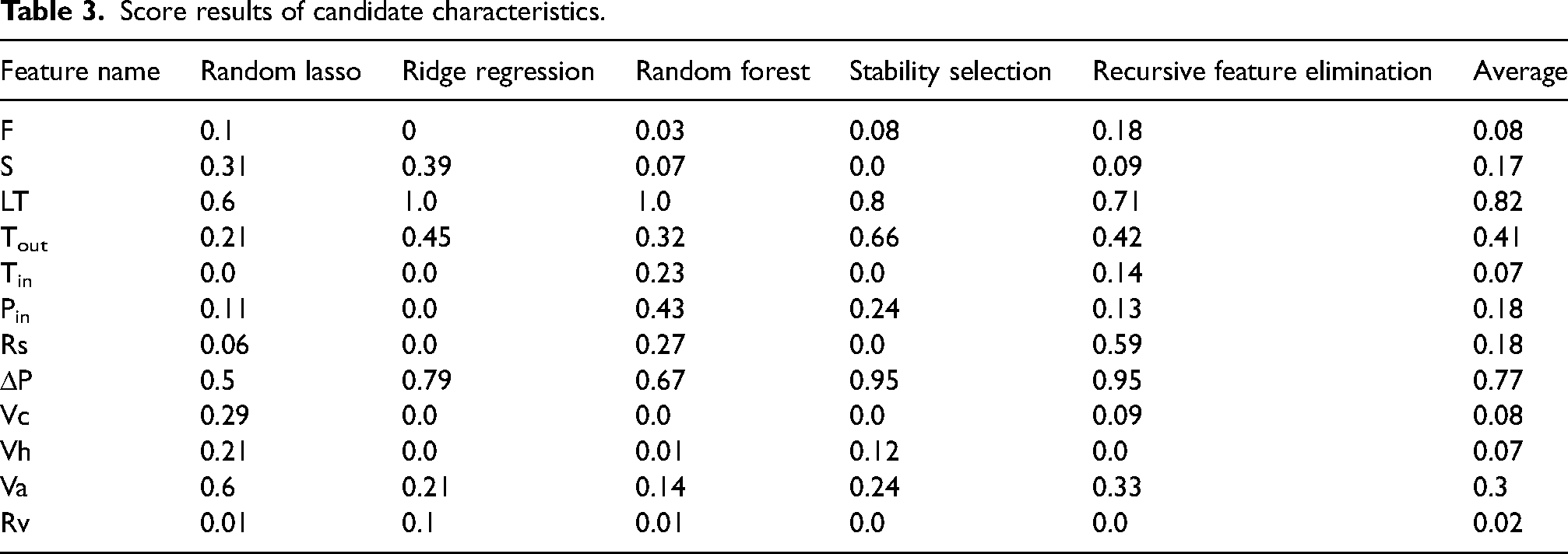
Determination of health characteristic indicators
The slag grinding system required 15 days of data collection at a 2-s sampling period. With a reasonable approach, the operating data from three representative working days were thoughtfully selected as a sample, providing a robust foundation for in-depth analysis. Leveraging the sophisticated module designed for mining health evaluation indicators, each of the 12 potential parameters designated as health status indicators underwent rigorous scrutiny, enabling the acquisition of attribute indicator scores. These invaluable scores, encapsulating the comprehensive assessment of each parameter, have been meticulously documented and presented in Table 3. This field application revealed enlightening insights beyond mere data acquisition upon further investigation. Among the plethora of parameters under scrutiny, four standout variables emerged as the definitive health status characteristics of the slag grinding system. The vibration amplitude of the slag grinder housing shell, outlet temperature, material layer thickness, and mill pressure difference were identified as key indicators offering operational insights. Monitoring these important process metrics provides visibility into the system’s health state. Tracking changes across the interdependent factors allows for a more holistic understanding of mill performance over time.
Score results of candidate characteristics.
Clustering of health status for operating condition
The module designed specifically for the cluster analysis of health status assumes a pivotal role, enabling the elucidation of intricate operating conditions through the lens of clustering analysis. After an iterative exploration using the K-means method, the crucial parameter K was determined, drawing upon invaluable data from field application. This article meticulously explored the implications of three distinct scenarios, K = 2, K = 3, and K = 4, as they were ingeniously substituted into the sample data for comprehensive calculation. Upon delving into the results, the ramifications of different K values began to manifest. When K = 2, a distinct dichotomy emerged, wherein two data types materialised. Intriguingly, each parameter exhibited significant overlap, rendering them indistinguishable within this binary framework and turning our attention to the scenario where K = 4, the clustering process yielded four distinct data types. However, upon closer inspection, it became apparent that the clustering centres of the first and third types exhibited remarkable proximity, with a notable overlap in the range of parameter values.
Consequently, this configuration did not sufficiently disentangle the underlying patterns. The true breakthrough emerged when K = 3, as it heralded a realm where the values of shell vibration alone aligned while the distances between the other three parameters remained within an acceptable range. Figure 5 vividly depicts discoveries, showing the parameter distribution for K = 3 via a probability density graph. This unravels the complex relationships between factors. For a comprehensive understanding of the outcomes, the discerning gaze is directed towards Table 4, which meticulously documents the cluster centres and the number of data points housed within each cluster.
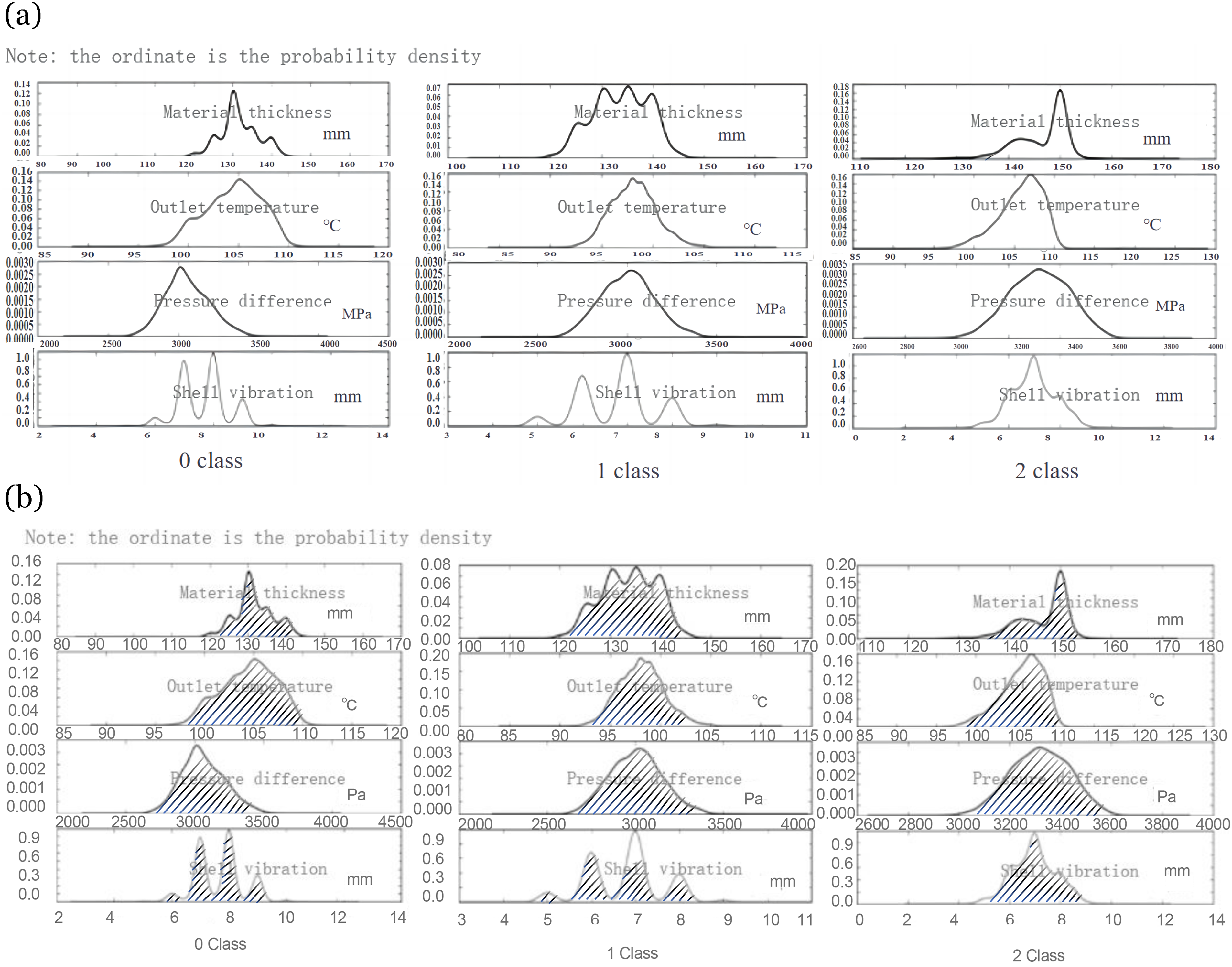
Probability density graph of parameter distribution when
Clustering centres when
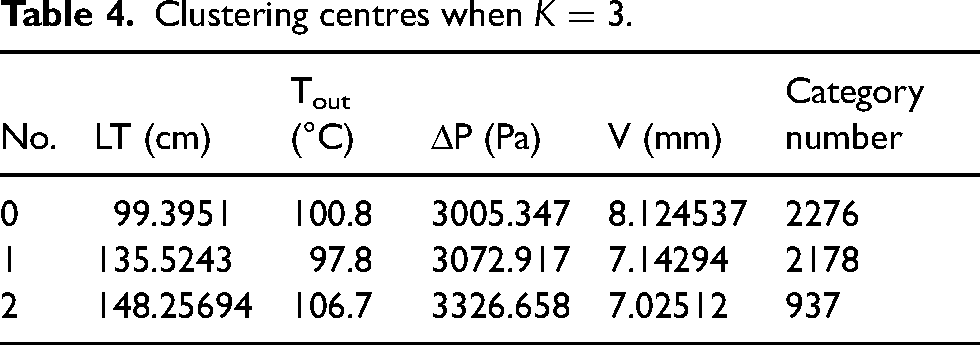
Based on the suggestions from the staff at the operation site,
According to the classification of operating conditions, working condition datasets were sequentially extracted from the sample data to establish the library of health operating conditions.
Identification and prediction of health status
Utilising the real-time health status evaluation module proves paramount in unravelling crucial insights. Leveraging the four identified health characteristic indicators, the module undertakes an intricate calculation process within the sampling window, encompassing the mean, variance, and number of outliers for each parameter during system operation. These calculated values serve as stable operating condition variables, which can be compared to corresponding conditions in the healthy operating condition library.
Moreover, the system’s health status undergoes rigorous prediction and evaluation facilitated by a dedicated module. Notably, when considering the shell vibration amplitude, the stability evaluation delves into the realm of time series analysis, intricately unravelling the dynamics at play. The predictive model boasts the remarkable capability to furnish continuous 5-min forecasts alongside the associated standard error and confidence interval about the shell vibration amplitude. The pivotal relationship between the predicted and actual values of the shell vibration is meticulously showcased in Figure 6, painting a vivid picture of the model’s performance. Upon analysing Figure 6, it is evident that the model has high accuracy, demonstrated by its remarkably low prediction error. The predicted values faithfully mirror the fluctuations observed in the changing values, further solidifying the reliability and efficacy of the predictive model.
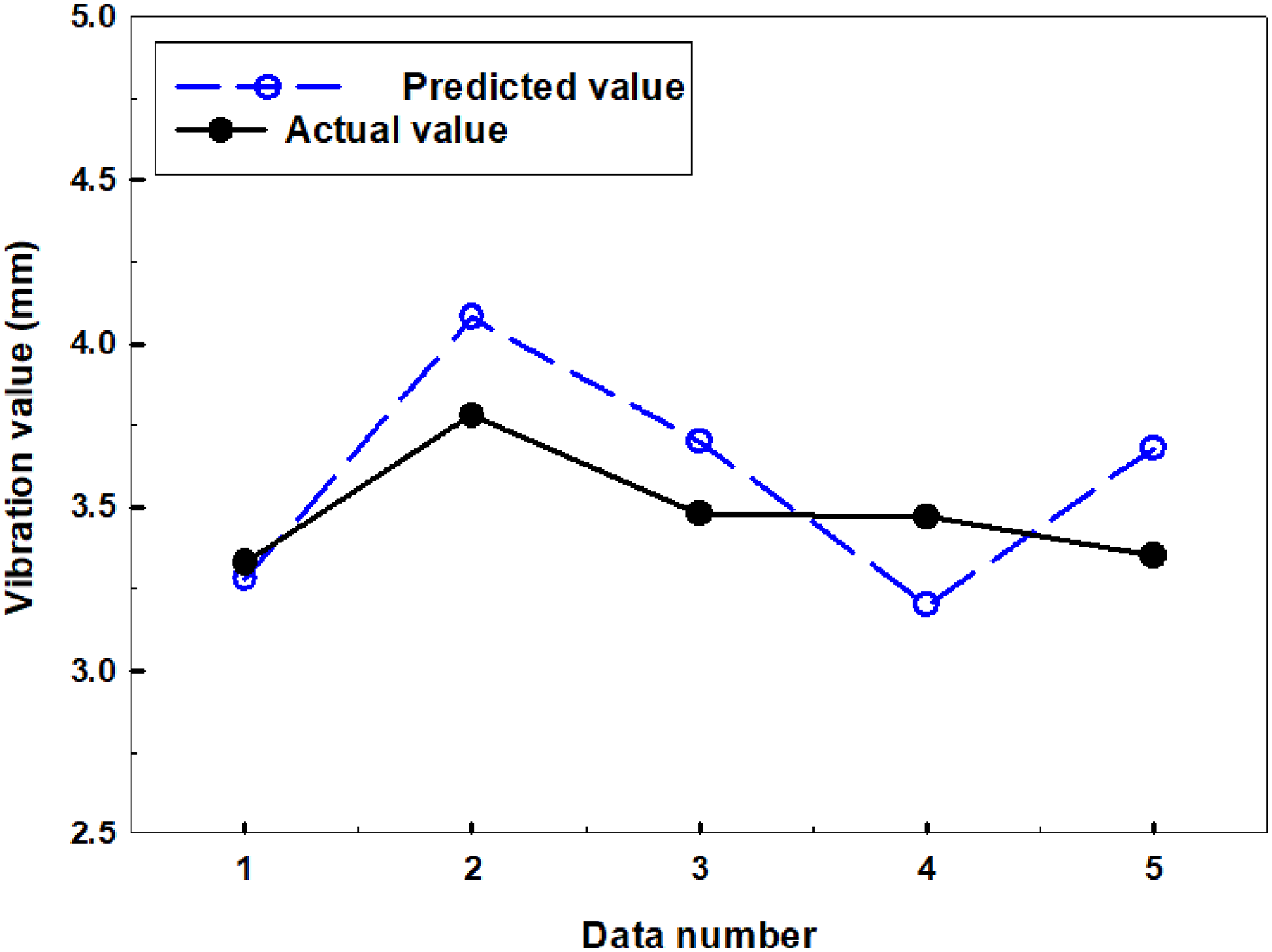
Predicted values compared to actual values.
Intelligent control of vibration and mill outlet temperature
The effect of system control is displayed in Figure 7, considering vibration and outlet temperature. When the average vibration value for
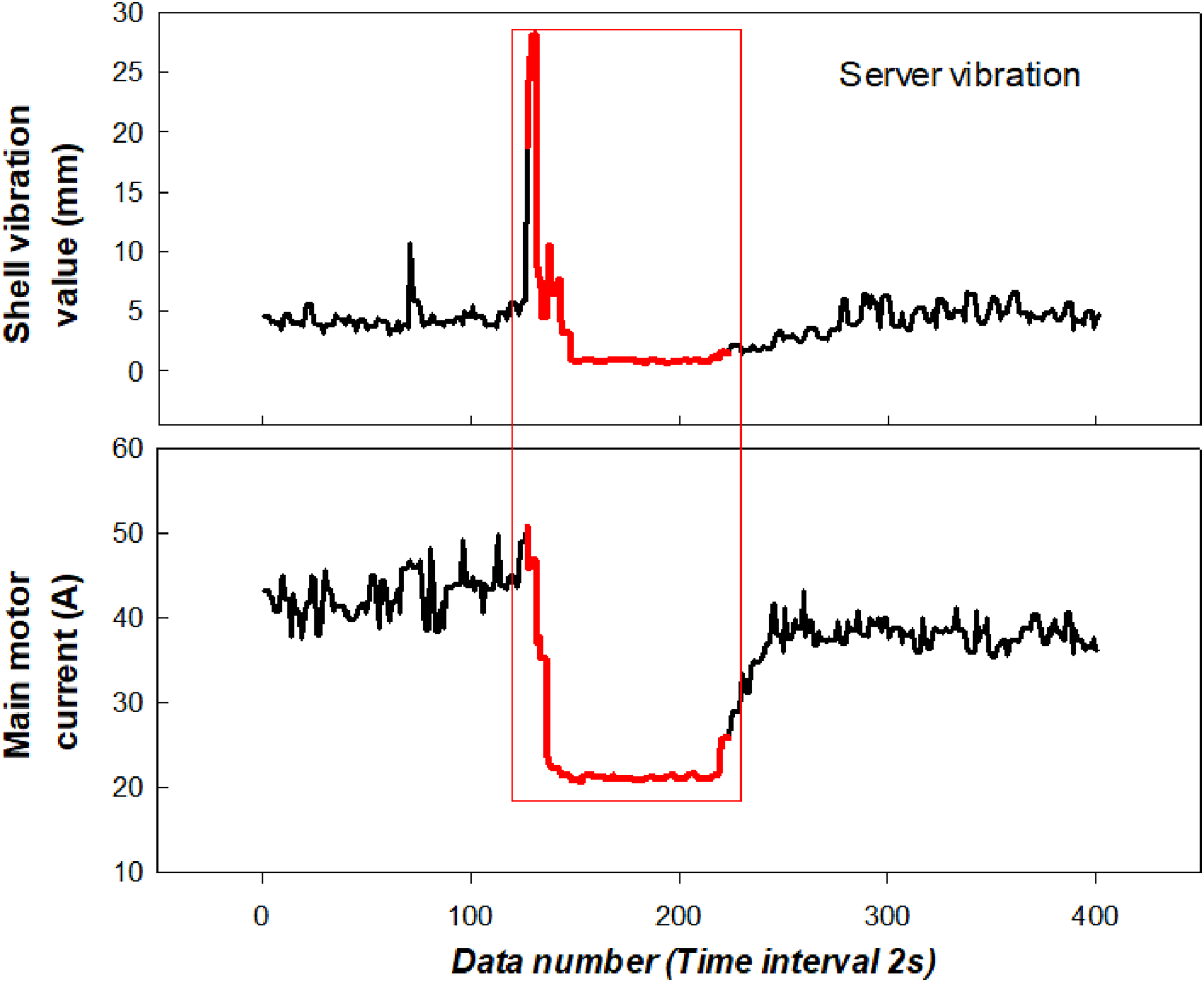
Control process curve when vibration is beyond the maximum value.
When the outlet temperature deviates from the range of 103–110°C, the system automatically adjusts the opening degree of the valve at the cooling or heating side to make the mill outlet temperature drop to the range for stable operation. The control processes are shown in Figures 8 and 9.
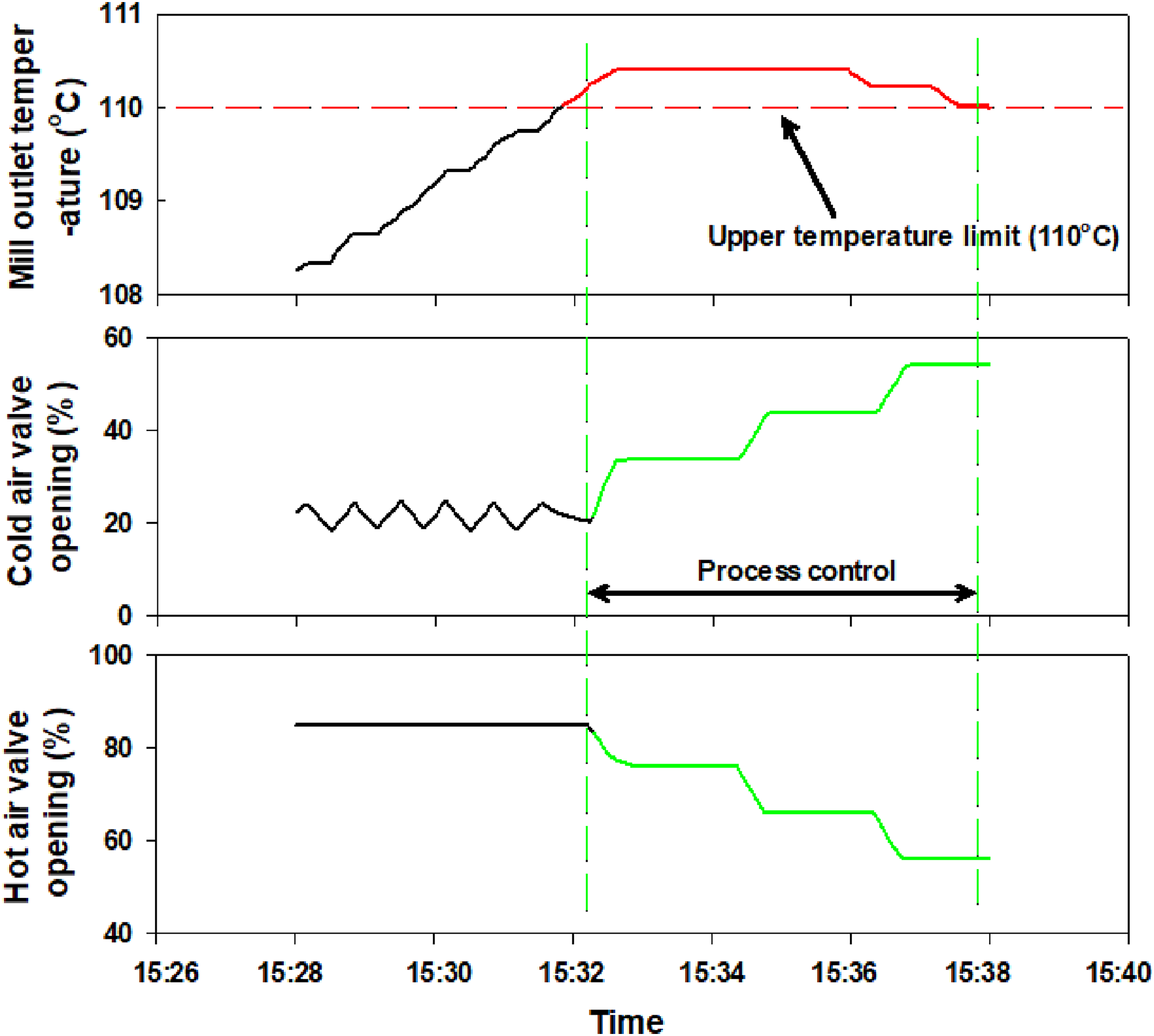
Control process curve when outlet temperature is beyond the upper temperature limit.
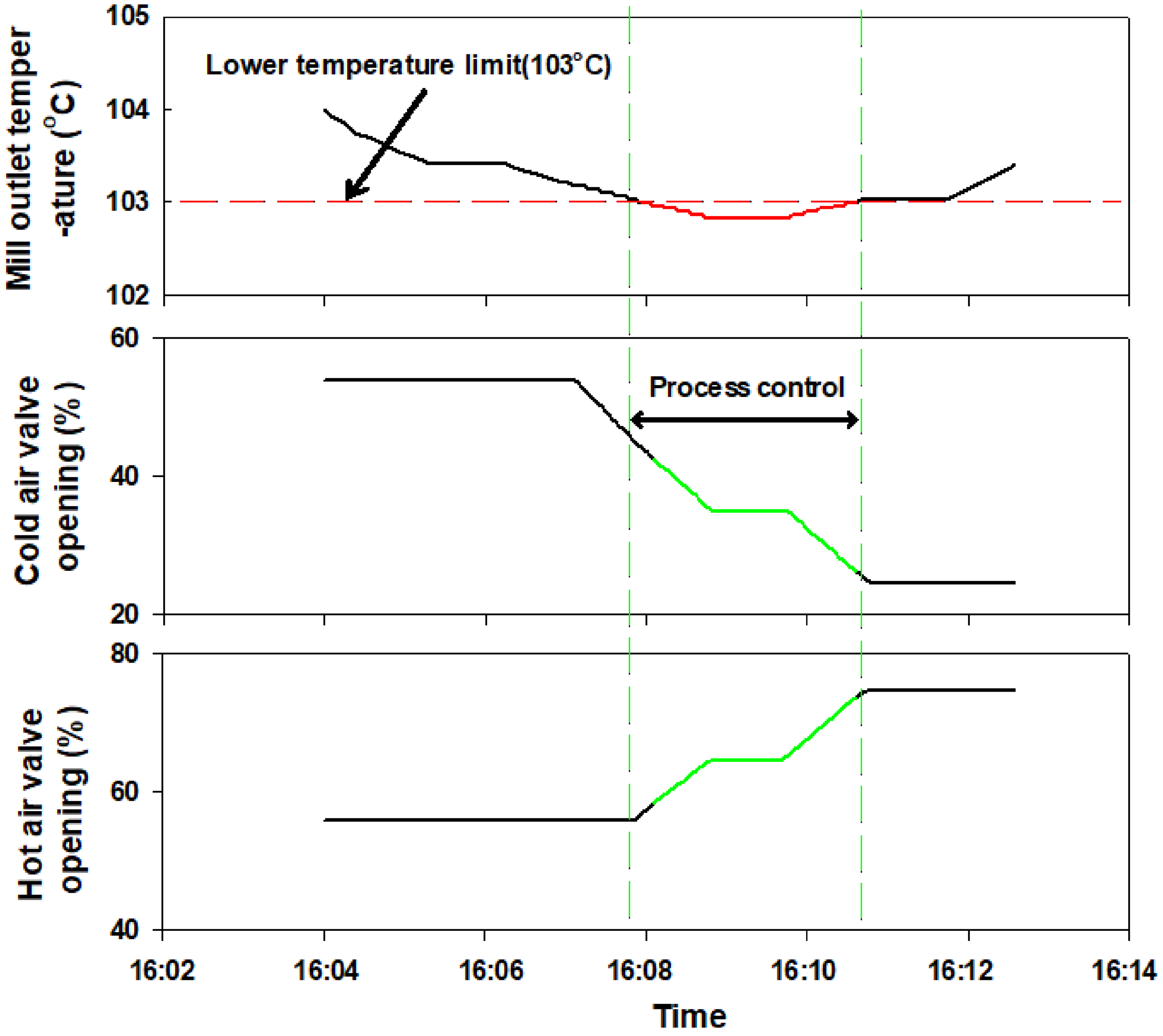
Control process curve when outlet temperature is beyond the lower temperature limit.
Comparative analysis of intelligent control system and conventional control system
Field operation data selection
Violent vibrations during slag grinding present a significant concern, often leading to abnormal situations, as illustrated by the red rectangle in Figure 7. Since violent vibration represents an uncontrollable factor, its presence can considerably impact the evaluation of control data. Thus, it becomes imperative to select data exclusively from operating periods devoid of violent vibrations, ensuring the integrity and reliability of the dataset. The ZD Group is testing a proposed intelligent control system on one of its grinding productions lines. A comprehensive collection of working condition data is acquired following a rigorous 3-day operation. During the implementation of the intelligent control system, two randomly selected datasets are assigned to the control group. Four additional datasets are designated as the comparison group, representing the manual control scenario. Each dataset is characterised by a 1-h time window, which allows for a more focused analysis of the system’s performance. By carefully examining and comparing these datasets, we can assess the effectiveness and impact of the intelligent control system and gain into its potential in slag grinding. By embracing these cutting-edge advancements, researchers and practitioners alike are poised to unlock new frontiers in control methodologies, enabling optimised and efficient slag grinding operations that ensure enhanced productivity and promote a safer and more sustainable industrial landscape.
Evaluation of vibration characteristics
The results depicted in Figure 10 showcase the mean vibration values observed within each group. Notably, the control group demonstrates a significantly lower mean vibration value when compared to the comparison group. Specifically, in control group 1, the mean vibration value exhibits a remarkable 10% reduction compared to the corresponding value in the comparison group. Similarly, control group 2 displays a commendable 7% decrease in the mean vibration value compared to the comparison group. The intelligent control system effectively reduces vibrations, creating a more stable operational environment.
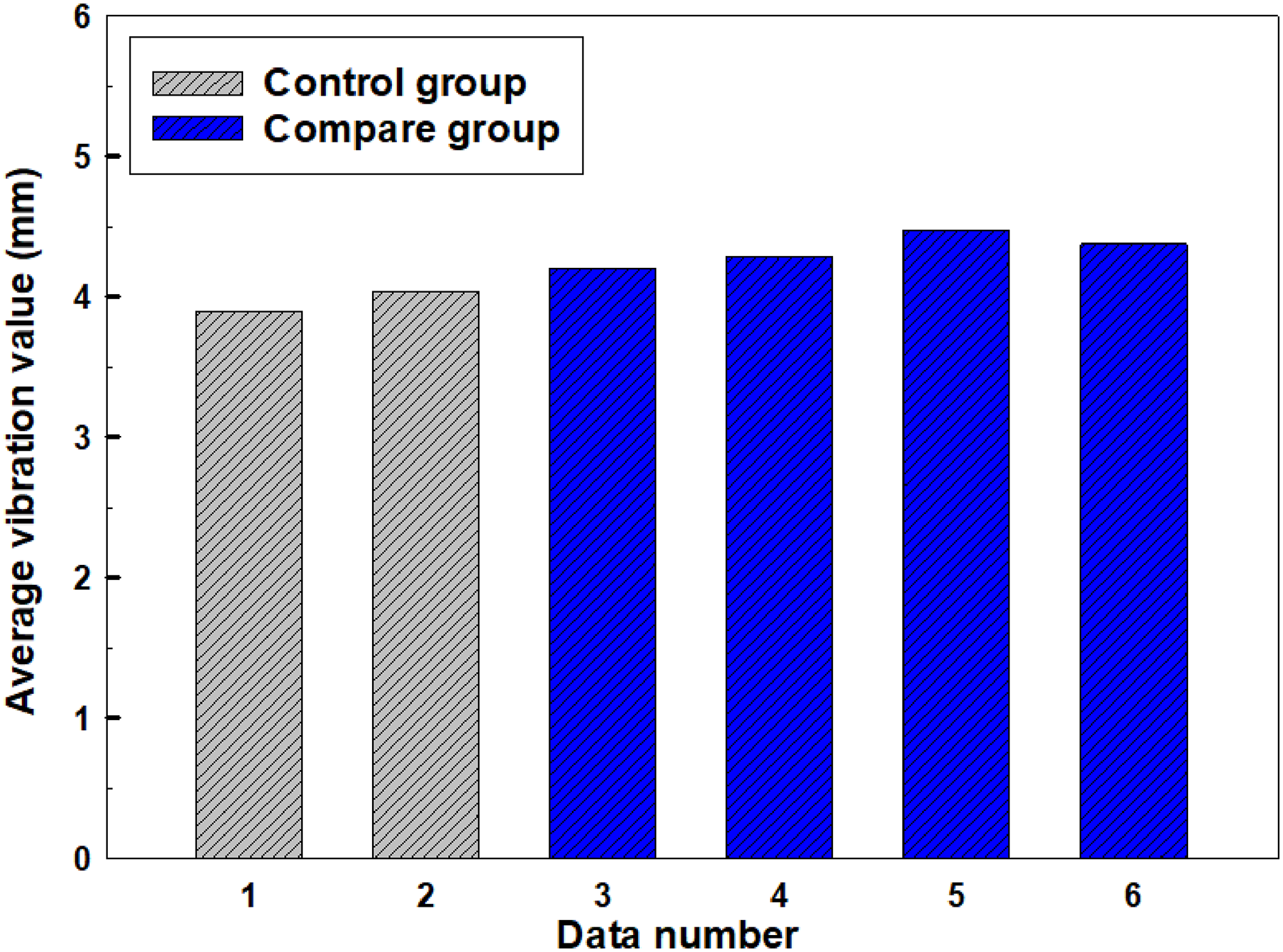
Average vibration value comparison results.
Evaluation of energy consumption characteristics per ton
Figure 11 provides a comprehensive overview of the average unit consumption values across the different groups. The control group exhibits a slightly lower average unit consumption than the comparison group. Specifically, control group 1 showcases a remarkable 6.05% reduction in average unit consumption compared to the corresponding value in the comparison group. These findings demonstrate the tangible benefits of implementing the intelligent control system in optimising energy usage and resource efficiency within slag grinding operations.
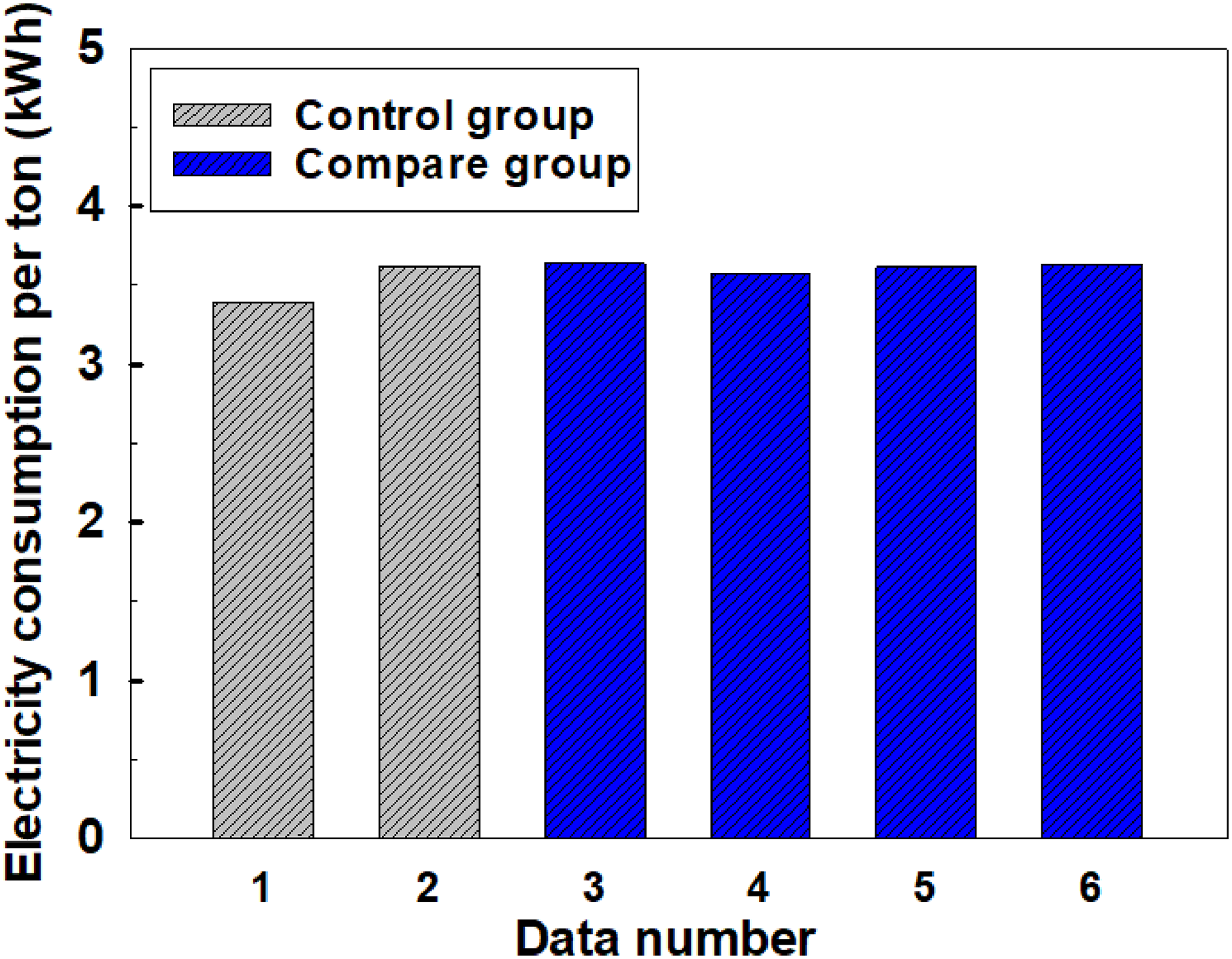
Comparison results for the average power consumption per ton.
To fully appreciate the implications, let us consider a hypothetical scenario involving an annual slag production of 350,000 tons with an energy consumption rate of 43.5 kWh per ton. With the implementation of the intelligent control system, a staggering 9,211,000 kWh of energy is saved each year. By factoring in the average industrial electricity price of approximately $0.21 per kWh, this energy-saving achievement translates into a remarkable cost saving of $14 million annually. These results indicate promising cost reductions and underscore the environmental benefits of such progressions. By embracing cutting-edge methodologies and technologies, practitioners in slag grinding can significantly reduce energy consumption, minimise resource wastage, and cultivate sustainable practices that foster a greener and more prosperous future. This transformative potential serves as a testament to the power of innovation. It underscores the importance of pushing the boundaries of knowledge and embracing cutting-edge solutions to pursue a more sustainable and efficient industrial landscape.
Conclusion
This article endeavours to ensure slag grinding machines’ safe and efficient operation while maximising energy utilisation. The proposed model and system for health status identification and intelligent control of slag grinding systems, founded on the principles of data mining, represent a pioneering approach in this domain. Using a comprehensive feature selection method, this study identifies critical parameters that affect the stability of the slag grinding system and establishes them as crucial evaluation indicators for health status. Subsequently, through cluster analysis of historical operating conditions, a holistic understanding of the system’s state distribution is achieved, enabling the identification of healthy operating conditions. Leveraging the ARIMA algorithm, a training model is constructed to predict changes in system operating parameters based on the health status features, effectively facilitating real-time health status identification. The intelligent control system seamlessly triggers automatic control mechanisms upon detecting deviations from the norm in stability indicators. To validate the effectiveness of the proposed approach, the system was deployed in a slag mill in Henan province. The field application demonstrated remarkable stability, flexibility, and efficiency, substantiating the viability of the developed system. Remarkable results were observed, with the mean vibration value of the control group exhibiting a noteworthy 10% reduction compared to the comparison group.
Furthermore, the average power consumption per ton in the control group displayed a commendable decrease of 6.05% relative to the comparison group. Considering a hypothetical scenario involving an annual slag production of 350,000 tons and an energy consumption rate of 43.5 kWh per ton, implementing the intelligent control system translates into a remarkable energy-saving achievement of 9,211,000 kWh per year. This equates to an estimated cost saving of $194,000 annually, considering an average industrial electricity price of $0.21 per kWh. These outstanding outcomes underscore the transformative potential of integrating data mining techniques and intelligent control systems in slag grinding. Practitioners can enhance safety, optimise energy utilisation, and foster sustainability by embracing cutting-edge methodologies and technologies. This study contributes to scholarly discourse and catalyses practical advancements in the field, inspiring further research, and innovation to propel the boundaries of knowledge and shape a more prosperous and sustainable future.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research is partially supported by the National Natural Science Foundation of China (52372420), and Scientific Research and Cultivation Fund Project of Hangzhou City University (J-202220).