
Abstract
Electric arc furnace (EAF) slag, a by-product of steelmaking commonly utilized as artificial aggregate, still faces significant landfilling despite extensive reuse. This study explores sustainable alternatives to minimize landfilling by investigating the environmental benefits of incorporating EAF slag as filler in epoxy mortar, as a substitute for a natural material such as river sand. Experimental results demonstrate that slag-filled mortar exhibits comparable or superior mechanical performance to sand-filled mortar, making it a technically feasible substitute. Moreover, the heavy metals leaching of slag, which is one of the major concerns about the reuse of this material, is reduced thanks to the incorporation into the polymeric matrix, ensuring a safe reuse. To quantify these sustainability benefits, a comparative life cycle assessment is conducted for two scenarios involving the production of a functional unit of 1 m2 of epoxy mortar, typically applied in epoxy screeds, using sand or slag at equal volume fraction. Scenario 1 encompasses slag landfilling and sand extraction, while scenario 2 involves slag reuse as a filler, avoiding landfilling and sand extraction. Life cycle impact assessment using the Environmental Footprint 3.0 method reveals across-the-board reductions. The majority of analyzed impact categories experience a reduction of over 90% attributed to the avoidance of slag disposal and landfill inertization. Overall, reusing slag as an epoxy filler presents significant sustainability benefits compared to disposal, promoting the adoption of this industrial symbiosis application.
Introduction
The European Union (EU) has articulated a clear political commitment to reduce waste generation, emphasizing the transformation of waste into a substantial and reliable source of raw materials. The primary objectives include the recycling of materials, the recovery of energy exclusively from non-recyclable substances, and the virtual elimination of landfilling. Advancing waste policy is anticipated to yield significant benefits, promoting economic growth and job creation at minimal or no additional cost, all while contributing to an enhanced environmental landscape. Furthermore, an extended focus on waste policy is poised to catalyze innovation and enhance the competitive advantage of EU companies in the field of waste management services on the global stage. This strategic approach is expected to create fresh market opportunities for EU exporters, positioning them at the forefront of sustainable practices and environmental stewardship (European Commission, 2014; Gobetti et al., 2024a, 2024b, 2024c).
The industry has already recognized the strong business case for improving resource productivity. Projections suggest that efficiency enhancements across various value chains could potentially reduce material inputs by 17%–24% by the year 2030 (Meyer, 2012). Moreover, optimizing resource exploitation could represent substantial savings, with an estimated overall potential of €630 billion per year for the European industry (Greenovate! Europe, 2012). Business-oriented studies employing product-level modeling have underscored significant opportunities for material cost saving within the EU industrial sector through circular economy approaches. Such approaches not only promise to drive EU gross domestic product growth by up to 3.9% but also pave the way for the establishment of new markets and new products, thereby adding value to business (European Commission, 2014). Consequently, it is not surprising that companies are persistently working to improve resource management, albeit encountering various market barriers.
Within the framework of the circular economy, industrial symbiosis is the process by which waste or byproducts from one industry or industrial process serve as raw materials for another. A further improvement in this aspect is the valorization of waste from different sectors, which, when combined, brings added value (Gobetti et al., 2022, 2023c). The adoption of this concept facilitates more sustainable materials usage and contributes substantially to the establishment of a circular economy.
In 2022, more than 50 million tons of steel were produced by the electric arc furnace (EAF) in Europe (EU 27), and Italy, with a production of about 18 million tons, is the leading producer, followed by Germany (Figure 1) (Federacciai, 2023).
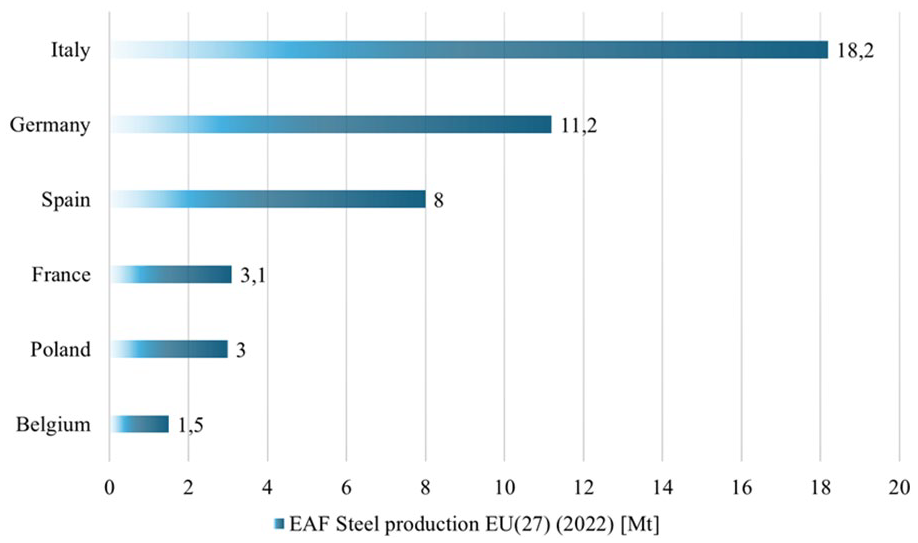
European steel production by EAF in 2022 (Federacciai elaboration based on WorldSteel data (Federacciai, 2023)).
The geographic distribution of the steel companies in Italy, divided into regions, reveals that over 50% of large-sized steelworking companies are situated in Lombardy (Figure 2).
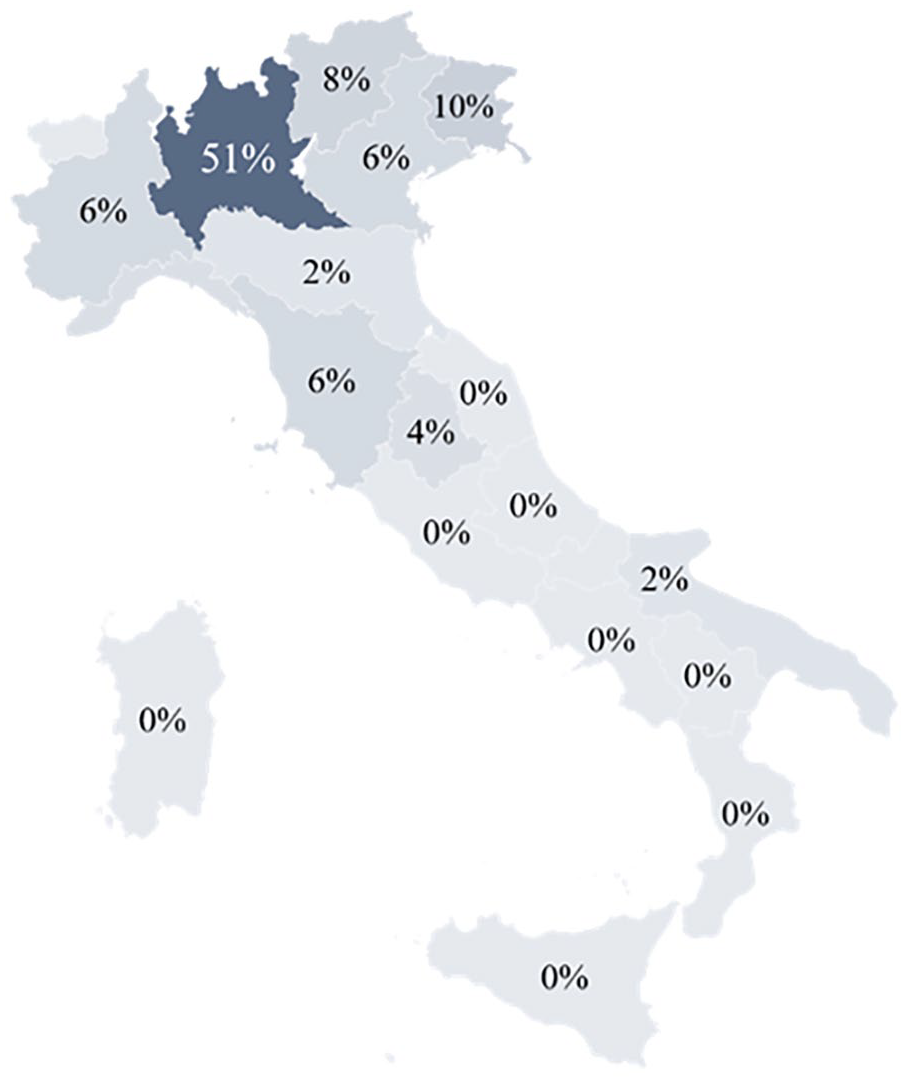
Infographic of the subdivision by Italian regions of large-sized companies with Ateco code 24.10.00 Steel Working according to the AIDA database.
EAF slag, a by-product of steelmaking, is largely reused as artificial aggregate in civil engineering operations. However, a considerable quantity still ends up in landfills, leading to serious environmental consequences.
Constituting approximately 15% of the weight of produced steel (Hosseini et al., 2016), EAF slag generates an annual output of about 1.2–1.5 Mt in Lombardy as per a recent Federacciai survey (Federacciai, 2022), covering the period from 2020 to 2022. While the proportion of landfilled slag is decreasing (8% in 2022), the absolute amount remains substantial, exceeding 100.000 tons. Given the substantial production of slag in Lombardy, the existing market for traditional applications falls short in utilizing the available quantity. Hence, there’s a pressing need to explore novel applications, such as its utilization as conventional filler replacement for polymeric matrixes (Gobetti et al., 2023a,2024a, 2024d).
Thanks to its chemical composition and mechanical properties, EAF slag holds significant potential as a secondary raw material across various applications. Resembling effusive rocks, it is characterized by high bulk density, porosity, angular shape, and rough texture. Presently, slag finds applications in construction, serving as aggregate in concrete and mortar, in various pavement layers (including unbound, hydraulically bound, and asphalt roads), and in clinker production (Manso et al., 2004; Maslehuddin et al., 2003; Papayianni and Anastasiou, 2010; Piemonti et al., 2021). One critical aspect of utilizing slag is its leaching behavior, particularly the release of substances harmful to both the environment and human health. To ensure safe reuse, it is imperative to guarantee its chemical stability. This entails maintaining strict control over the release of heavy metals such as Cr, Mo, and V into the environment. Previous studies have demonstrated that incorporating slag into a polymer matrix can significantly reduce the leaching of these metals (Gobetti et al., 2021a, 2023b).
This paper aims to evaluate the environmental benefits achievable by using EAF slag as a reinforcing filler in epoxy resin composite for epoxy screed flooring, as a substitute for natural sand. In construction, epoxy screed is a horizontal building element where epoxy resin is enriched with sand to enhance the mechanical resistance of the floor. It is used to level the surface, making it perfectly flat, to distribute the load of the elements above, and to serve as a foundation for the final flooring. The thickness of the screed varies depending on the type of space and its intended applications; its primary function is to ensure a level substrate (base or collaborative slab) and, secondarily, to achieve the necessary height for proper connection between different areas. The thickness of the screed typically consists of three main materials used in suitable proportions: binder (cement, anhydride, or special binders such as epoxy resins), aggregate (sand and/or poly-foam, for example), and water. The composition of these elements varies according to the external environment and the location (internal or external, for civil or industrial purposes). Often, additives or other materials are incorporated in addition to these components.
In specific production contexts, such as heavy mechanical or intensive logistics sectors, industrial floors are subjected to particularly heavy use due to the loads, abrasions, and chemical and physical aggressions they must withstand. An industrial floor made with troweled resin mortar (epoxy screed) may be the ideal solution. The epoxy screed is essentially a surface coating (on concrete or clinker supports), typically with a thickness between 6 and 12 mm, made with epoxy resin and quartz sands of a suitable granulometry. It is carefully smoothed, compacted, and finished with non-slip pigmented resins. Due to its technical characteristics, epoxy screed can be an ideal choice for new industrial floors subject to heavy use, restoration of old industrial floors in an advanced stage of deterioration, and floors of mechanical industries, logistics, intensive warehouses, etc. (Lu, 2013; Mészárosová and Drochytka, 2013; Mészárosová et al., 2015; Riboldi et al., 2020).
Previous experimental evaluations detailed in (Gobetti et al., 2021b) have shown that the composite performance of EAF slag epoxy mortar is equal to, if not superior to that of traditional ones.
The potential benefits of industrial symbiosis in the specific application treated in this study, that is, the use of steel slag as a filler substitute for river sand in epoxy mortar for the production of epoxy screeds, encompass environmental, economic, and social dimensions. The environmental benefits have been quantified through this life cycle assessment (LCA) study, following the characterization of the new material’s performance, highlighting how the removal of waste from landfills significantly reduces the environmental impact of products and processes. Additionally, this entails cost savings for the steel mills in terms of disposal expenses and introduces new low-cost raw materials into the market. Regarding social benefits, dissimilar companies collaborate to achieve a common goal, fostering a cultural change within the sharing economy. The main social benefits related to the implementation of industrial symbiosis include the reduction of social costs related to waste disposal, the emergence of new professional roles (such as resource manager), and a cultural change towards a sharing economy (Sbaffoni, 2020).
From this perspective, the advantage of valorizing industrial waste as a replacement for natural materials has positive implications for the ESG (Environmental, Social, and Governance) ratings of the companies involved, particularly for both the steel company and the construction company. When it comes to ESG ratings in the construction industry, the primary focus is on the environmental factor, which requires a rethinking of the entire supply chain in terms of circular economy and sustainability. A construction company aiming to improve its ESG rating should, therefore, prefer sustainable and easily recyclable materials, utilize renewable energy sources, and properly manage construction and demolition waste. Promoting a new and sustainable way of building is also crucial for territorial requalification, with significant social implications.
Nevertheless, the implementation of industrial symbiosis presents some challenges and limitations. The primary issue is related to legislation, where companies often encounter procedural and interpretative uncertainties, leading them to adopt a more restrictive interpretation of the law as a precaution. This results in the application of waste management conditions intended for other industrial residues that could be utilized. It would be desirable to clarify the legislation, ensure its harmonization at national and European levels, and streamline the procedural process.
Another important aspect related to the implementation of industrial symbiosis is the relationships between companies, which must be based on mutual trust and adherence to commitments, which can be challenging for some companies.
From a technical standpoint, managing the flow of materials and resources can be difficult, as differences in production needs and requirements among the various companies involved can make resource sharing challenging. Moreover, dependence on a single source of raw materials can pose a risk to the involved companies, as a shortage or interruption in supply could disrupt the entire production chain.
Lastly, implementing industrial symbiosis may require significant investments in infrastructure and technology, which can be an obstacle for the involved companies. Additionally, the time required to reach the break-even point can be lengthy, potentially discouraging some companies from investing in industrial symbiosis.
In this study, the environmental benefits related to the reuse of EAF steel slag as a substitute for river sand have been evaluated through an LCA study. The findings highlight how the alternative management of material flows, diverting waste from landfills, can drastically reduce environmental impacts. Specifically, the impact category “Human toxicity” is reduced to near-zero within the system boundaries considered.
Materials and methods
Performance analysis of EAF slag as filler for epoxy mortar as sand replacement
To assess the potential of EAF slag in construction applications such as epoxy screeds, its influence within a thermosetting matrix was investigated. The leaching of heavy elements from EAF slag was tested according to the CEN EN 12457-2 standard (CEN EN 12457-2, 2002), with a particular focus on slag granulometry. Tests were conducted on particles smaller than 100 µm, both as free slag and as slag incorporated into an epoxy matrix. Figure 3 illustrates the highest concentrations detected in each eluate.
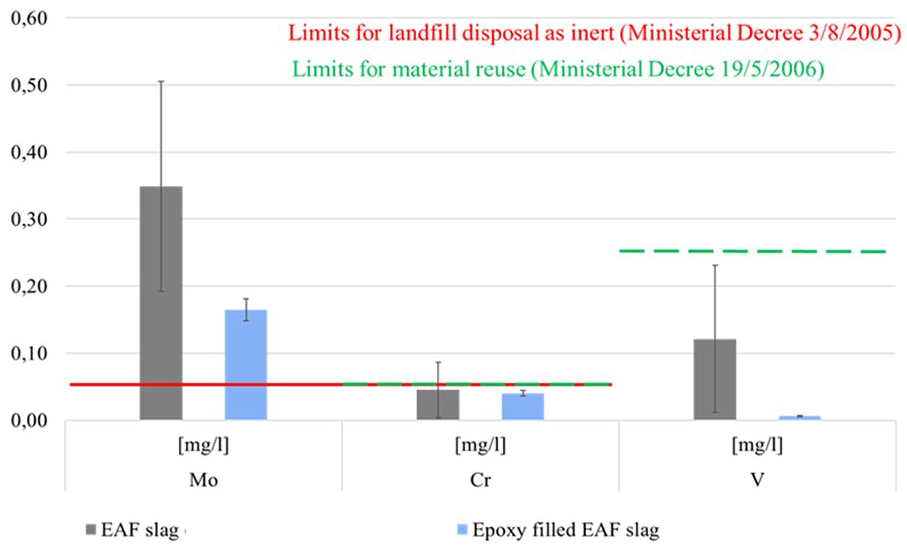
Leaching test CEN EN 12457-2 results of free EAF slag (grain size <0.1 mm) and EAF Slag (grain size <0.1 mm) incorporated into epoxy resin (85%wt). As horizontal lines, the Italian legislation limits for landfilling and reuse are also reported.
Based on these results and according to the Italian legislation, the EAF slag exceeds the leaching limits of 0.05 mg/l leaching for Mo and Cr, meaning it cannot be classified as “inert waste” for landfilling purposes. Instead, it must be disposed of as at least “non-hazardous waste” according to DM 30/08/05 (Ministero della tutela dell’ambiente e del territorio Gazzetta Ufficiale del 30 agosto 2005, n.d.). However, the leaching of Mo, Cr, and V is significantly reduced when the slag is incorporated into an epoxy composite. According to the Italian Ministerial Decree of 19/05/06 (Ministero della tutela dell’ambiente e del territorio Gazzetta Ufficiale 19 maggio 2006, n.d.), this composite meets the criteria for material reuse.
The epoxy composites were mechanically characterized through flexural test, compression test, and Vickers microhardness measurements.
The experimental results presented in this study were obtained by the authors, based on a detailed experimental framework described in a previously published paper (Gobetti et al., 2021b). That work investigates the mechanical behavior of epoxy composites with varying filler volume fractions and provides a comprehensive description of the sampling, preparation, and experimental apparatus used. In the present study, the focus is specifically on the filler volume fraction relevant to the LCA analysis, which explores the environmental implications and economic feasibility of the proposed material configuration.
Both slag-filled epoxy and sand-filled epoxy were tested with a filler volume fraction of 72%. Figure 4 presents the flexural and compression stress-strain curves for representative samples of EAF slag-filled epoxy resin and river sand-filled epoxy resin, while Table 1 details the flexural and compressive elastic modulus and the hardness values of the composites. The experimental results indicate that the flexural strength of slag-filled epoxy mortar is significantly higher than that of sand-filled epoxy mortar. The compression behavior and hardness of the two composites are, however, comparable. These findings suggest that EAF slag can effectively replace sand in epoxy screeds, facilitating the use of this waste material while the epoxy matrix inhibits the leaching of the heavy elements. This outcome is particularly significant as it demonstrates that a composite material with mechanical properties equal to or superior to traditional materials can be produced while conserving natural resources. Additionally, due to the surface finishing of the screeds with appropriate resins, the durability of the epoxy mortar is not compromised by the type of filler used. This implies that EAF slag not only meets the mechanical performance requirements but also contributes to sustainability and resource conservation in construction applications.
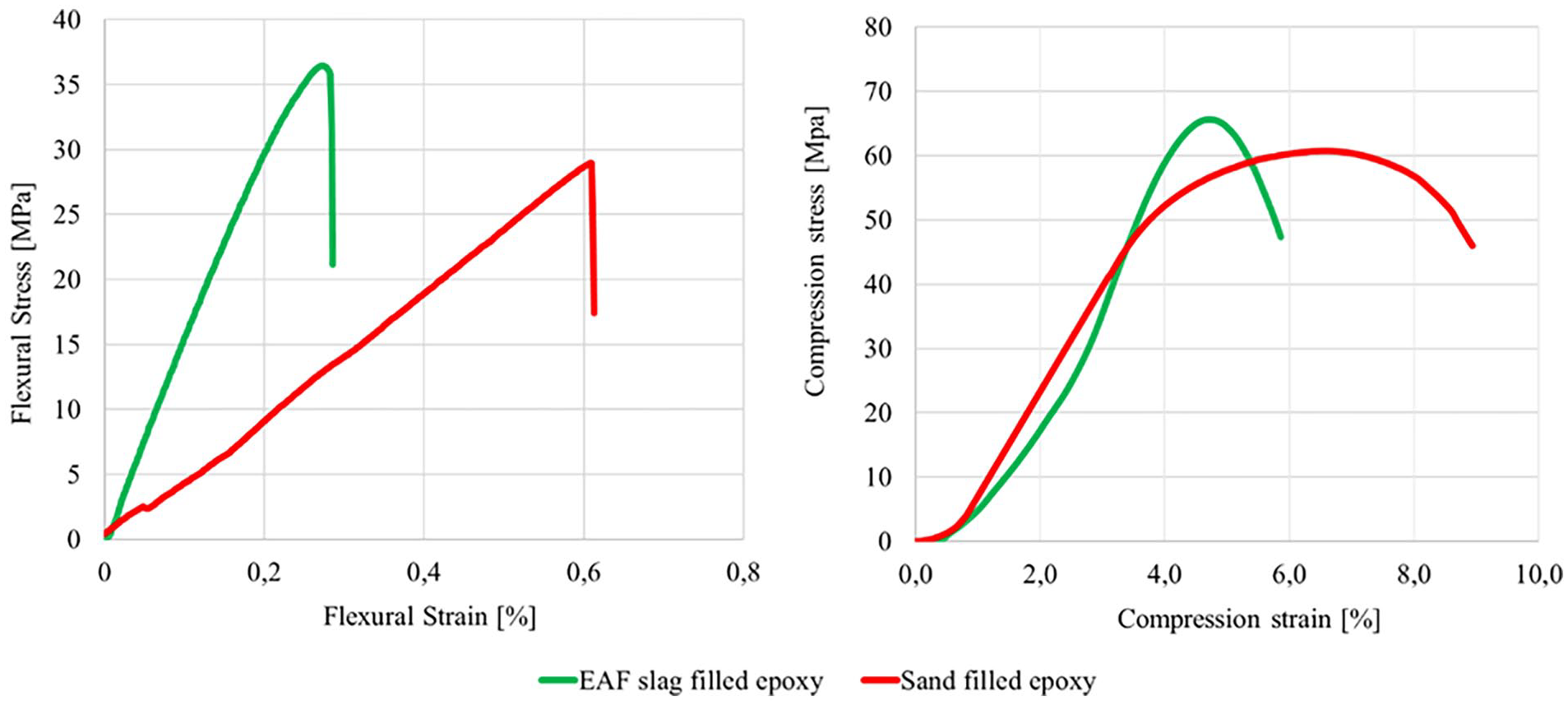
Flexural and compression stress-strain curve of a representative sample of EAF slag-filled epoxy resin and river sand-filled epoxy resin.
Flexural and compression average elastic modulus and hardness of EAF slag-filled epoxy resin and river sand-filled epoxy resin.
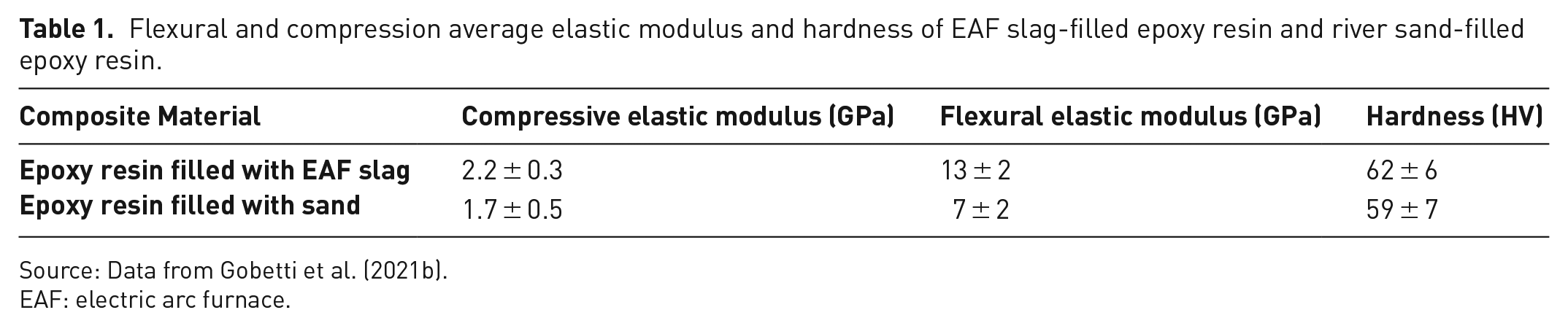
Source: Data from Gobetti et al. (2021b).
EAF: electric arc furnace.
Goal and scope of LCA
The goal of this study is to evaluate the environmental benefits of using EAF slag as a substitute for river sand in the production of epoxy mortar. The functional unit is defined as 1 m2 of epoxy mortar with a filler volume fraction of 72.3% v/v. This value was determined based on the experimental characterization detailed in reference (Gobetti et al., 2021b), which highlighted that EAF slag is a valid and sustainable alternative filler to sand, particularly concerning flexural, compression, and hardness performance. The analysis adopts a comparative approach involving two scenarios: a traditional scenario (S1), where the epoxy mortar is produced using river sand, and an innovative scenario (S2), where the epoxy mortar incorporates EAF slag. In both scenarios, the fillers are used at equivalent volume fraction. Given the significant production of EAF slag in the Lombardy region, studying innovative applications for this waste material and its associated environmental impacts is crucial. Utilizing steel slag in applications such as epoxy mortar not only conserves natural resources but also significantly reduces the amount of waste disposed of in landfills.
Using LCA to evaluate the environmental performance of epoxy mortar allows construction companies to choose materials that minimize environmental impacts, leading to more sustainable products. Furthermore, valorizing EAF slag may eliminate disposal costs, resulting in economic benefits.
The functional unit for the study is defined as the production of 1 m2 of epoxy mortar with a thickness of 10 mm. The system boundaries were set from cradle to gate and include components production, transport, and manufacturing phases. Specifically, two different scenarios are considered (see Figure 5):
Scenario1 (S1): 1 m2 of epoxy screed is produced by incorporating river sand, as outlined in the phases within the red box. Simultaneously, EAF slag is disposed of in a landfill.
Scenario 2 (S2): 1 m2 of epoxy screed is produced by incorporating EAF slag, as outlined in the phases within the red box. In this scenario, the consumption of sand is avoided.
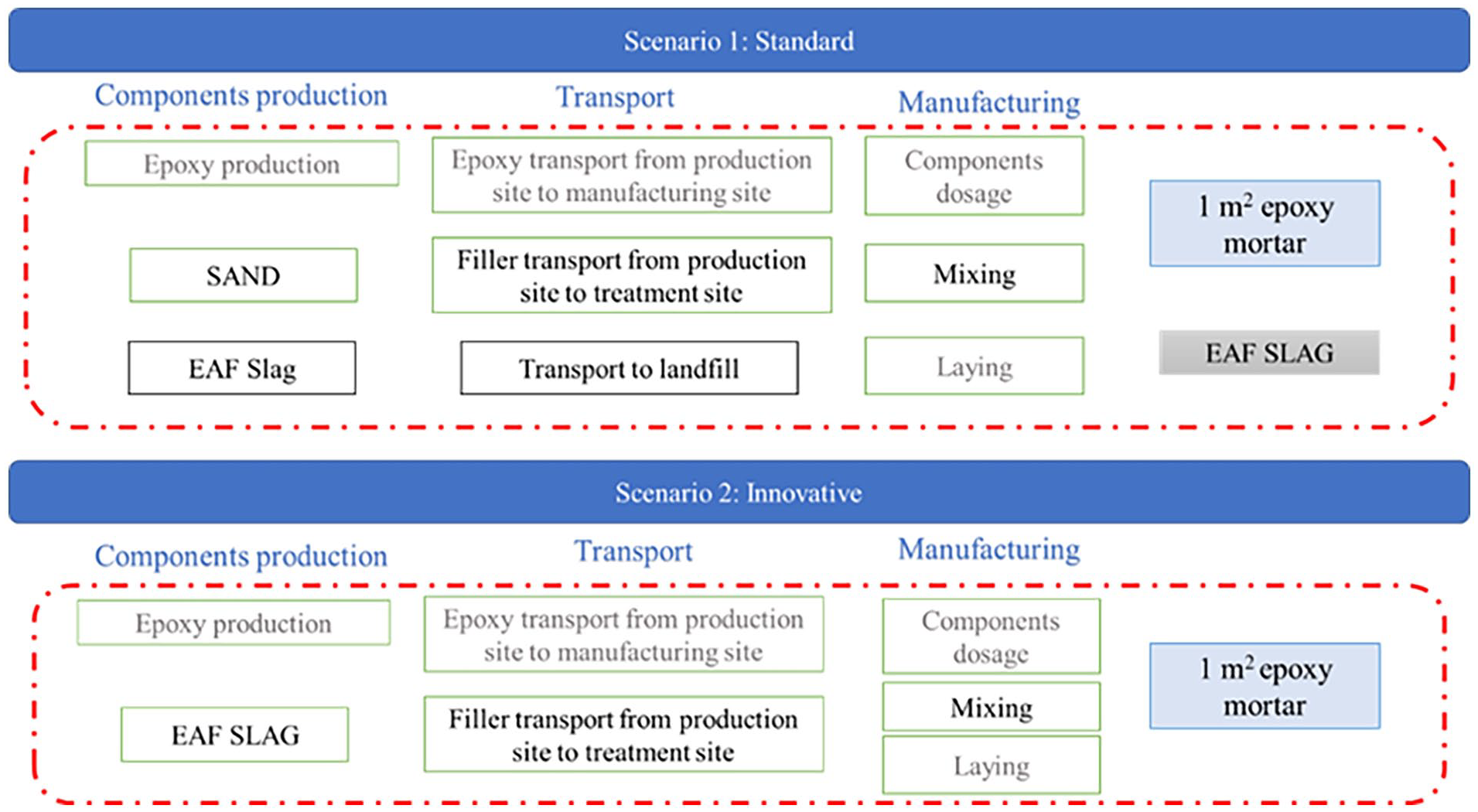
Diagram flow and boundaries of the production of 1 m2 of sand-filled epoxy screed (scenario 1) and EAF slag-filled epoxy screed (scenario 2).
These scenarios are realistic scenarios hypothesized by the authors. Consequently, they only include background processes. Moreover, all mass and energy flows used for modeling in the SimaPro software are inputs from the technosphere and outputs to the technosphere, intended as the set of human-made technological and infrastructural systems, and processes that interact with the natural environment. Since the study’s aim is comparative, and the same quantity of epoxy resin is required for both scenarios, the production of epoxy resin is excluded from the analysis. The excluded process units are depicted in gray.
In conducting the analysis, both for primary data, that is, data collected directly from the field, and secondary inventory data, sourced from the Ecoinvent 3.9.1 database was used. The “allocation cut-off by classification” system model from the Ecoinvent database (Ecoinvent Support, 2024) was adopted. This system model uses attributional life cycle inventory (LCI) datasets and dictates that the primary (initial) production of materials is allocated to the primary user of the material. In the case of recyclable materials, the primary producer does not receive credit for providing recyclable materials. Instead, these materials are made available at no cost for recycling, and secondary (recycled) materials are only assigned to the environmental impacts associated with the recycling process itself. . . The allocation cut-off by the classification model further distinguishes between waste and recyclable materials. Similar to the treatment of recyclables, waste producers do not receive credits for recycling or reusing products that result from waste treatment. This allocation method is designed to more accurately reflect the actual environmental impacts of both primary and secondary materials used in the study. The manuscript has been updated to clearly outline this approach and provide greater transparency regarding the boundaries of the analysis. For more details, see (Ecoinvent Support, 2024).
Inventory analysis
The LCI analysis involves collecting and quantifying the inputs and outputs associated with the phases outlined in Figure 5.
The assessment of the two composite materials was conducted with equivalent volume fractions of the respective fillers. However, the significant difference in density between the fillers led to a disparity in weight per functional unit, as detailed in Table 2. In the conventional scenario (S1), producing a functional unit requires 11.5 kg of river sand, and 28 kg of EAF slag are disposed of in landfills. Conversely, in the innovative scenario (S2), the EAF slag is utilized as a filler, thus conserving the use of natural resources such as river sand.
Quantity of materials needed for laying 1 m2 of epoxy mortar (thickness 10 mm).

In S1 scenario, standard 28 kg of EAF slag are disposed of in landfill.
EAF: electric arc furnace.
In the context of scenario standard S1, the environmental impact of river sand extraction from riverbeds is documented using data from the Ecoinvent database (Sand {RER}| sand quarry operation, extraction from river bed | Cut-off, U). This dataset details the mining of natural sand from riverbed deposits and its subsequent processing. The process involves dredging a slurry containing sand, water, clay, silt, and gravel from the riverbed using pumps. The sand is separated from the slurry, transported by a vessel to loading ports, washed to remove fines, stored, and then loaded onto trucks for delivery (excluding the delivery process itself). The coproducts of sand extraction (clay, silt, and gravel) are returned to the river and are not recovered for economic purposes, furthermore they do not receive any allocation.
The inventory data for managing EAF slag was also obtained from the Ecoinvent database (Electric arc furnace secondary metallurgy slag, for recovery {GLO}| electric arc furnace secondary metallurgy slag, for recovery, Recycled Content cut-off | Cut-off, U).
In the innovative scenario (S2), the EAF slag is processed for reuse as filler. This requires grinding the slag to a suitable size of less than 0.1 mm, which involves additional energy consumption. According to data provided by a steel mill, this energy consumption is estimated to be approximately 25–35 kWh/ton. To account for the most unfavorable circumstances, it has been assumed that the energy consumption will be 35 kWh/ton. The transport of both fillers, from the production site to the treatment site and finally to the building site for application, is assumed to cover a distance of 100 km using a Euro 5 lorry with a capacity of 16–32 metric tons. The relevant Ecoinvent dataset used is (Ecoinvent dataset Transport, freight, lorry 16–32 metric ton, EURO5 {RER}| transport, freight, lorry 16–32 metric ton, EURO5 | Cut-off, U).
Regarding the manufacturing phase, to account for the most unfavorable situation in the innovative scenario (S2), it is assumed that the mixing EAF slag-filled epoxy requires an additional 10% energy consumption due to the greater weight of the filler per functional unit. This assumption is based on data from the Ecoinvent dataset (Electricity, low voltage {IT}| market for | Cut-off, U).
In the standard scenario (S1), the EAF slag is disposed of in a landfill, as detailed in the Ecoinvent dataset (Electric arc furnace slag {RoW}| treatment of electric arc furnace slag, residual material landfill | Cut-off, U).
EAF slag is the primary by-product of steel production, comprising approximately 80% of by-products, alongside dust and sludge from air pollution control equipment and mill scale. Historically, these by-products have been disposed of in landfills. However, new regulations, financial instruments like landfill taxes, and an increased focus on environmental sustainability have made landfilling an expensive and less desirable option. Efforts are now focused on recovering by-products for internal reuse or selling them to other industries to reclaim value. Although the fraction of steelmaking by-products sent to landfills has drastically reduced, it has not yet reached zero. A significant quantity of EAF slag is still disposed of in residual material landfills, which are designed to receive primarily inorganic, low-carbon wastes (<5wt%) in a stable physical form (Doka, 2003).
Landfilling EAF slag requires additional solidification with 0.4 kg of cement per 1 kg of slag to inert the material, ensuring minimal environmental impact during disposal. The landfill process includes waste reception and results in short-term water emissions from leachate and long-term emissions to groundwater.
Methodology and selection of impact categories
A life cycle impact assessment (LCIA) was conducted to evaluate the environmental impacts associated with the production of 1 m2 of traditional epoxy mortar with a thickness of 10 mm. This study compares two scenarios: the standard scenario (S1), which uses natural sand as a filler, and the innovative scenario (S2), which substitutes natural sand with EAF slag. The use of EAF slag offers the added benefits of reducing the need for sand extraction and avoiding the landfilling of slag.
The life LCIA was conducted using SimaPro V7.3 software (PRé Sustainability), applying the Environmental Footprint (EF) 3.0 methodology available in the Ecoinvent Database. This methodology is based on the EF 3.0 developed by the Joint Research Center of the European Commission. EF 3.0 (Damiani et al., 2022)is the latest version of the EF method and serves as the impact assessment method for the European Commission’s Environmental Footprint transition phase. The choice of this methodology was driven by several key factors:
Geographical relevance: The EF 3.0 methodology is particularly suited for the geographical context of the analysis, namely the EU, as it provides an environmental impact assessment aligned with European policies and regulations. This is especially relevant for the Lombardy Region, which is part of the EU, ensuring that the analysis aligns with EU-wide standards.
Scientific credibility: The EF 3.0 methodology has been defined and validated by the Joint Research Centre of the European Commission, a highly recognized research body globally known for its expertise and rigorous scientific approach. The choice of a methodology validated by such a reputable entity guarantees the reliability of the results and ensures the applicability of the methodology.
Transparency and accessibility: The supporting documentation for the EF 3.0 methodology is fully accessible, allowing researchers and stakeholders to review the characterization and normalization factors used in the analysis in detail. This transparency is crucial for ensuring the replicability and validity of the assessments, thereby increasing confidence in the obtained results.
Alignment with European initiatives: The EF 3.0 methodology is an integral part of the Environmental Footprint initiative by the European Commission, which is driving the transition towards stricter sustainability policies. Using a method that is directly aligned with EU directives ensures that the results of the analysis are relevant and useful for shaping environmental policy decisions.
Impact indicators: The EF 3.0 methodology uses widely recognized impact indicators that cover a broad range of environmental factors, including climate change, human toxicity, ecotoxicity, eutrophication, and other critical impacts. These indicators were selected to ensure a comprehensive and robust environmental impact assessment of the system under analysis, considering not only direct impacts but also long-term indirect effects.
The application of the EF 3.0 methodology in this study ensures that the selected impact indicators are consistent with the European Commission’s Environmental Footprint transition phase, providing a solid foundation for environmental impact assessments and guaranteeing that the results are scientifically valid and geographically relevant.
The EF 3.0 (Damiani et al., 2022) methodology available in the Ecoinvent Database has been adapted to suit the specific substances used in SimaPro’s data libraries. In particular, the implementation of this method is based on the EF 3.0 guidelines, which were updated with normalization and weighting factors in November 2019. This version of the EF method has been tailored to align more closely with the substances available in SimaPro’s data libraries. Key adaptations include:
Inclusion of additional flows: Extra flows have been incorporated to accommodate the extensive usage by background databases. These additional flows are either present in the original EF method, or have their synonyms included.
Exclusion of unused flows: Flows that are not used by the background databases have been excluded to streamline the methodology.
No new substances introduced: The implementation does not introduce any new substances that are absent in SimaPro’s databases, such as regionalized land use flows, which are not utilized in the libraries and thus do not influence the results.
Specific categories and substances adopted in EF 3.0 for this study include:
Resource use, energy carriers: Flows are expressed in mass units rather than solely in terms of net calorific value, with characterization factors reflecting the lower heating values of the specified fuel.
Resource use, mineral, and metals: Additional flows have been included for minerals and metals that are already characterized.
Water scarcity: For flows that represent regions not covered by the original EF method, a global water scarcity factor was applied.
Climate change:
✓ Carbon dioxide emissions to air are included with a factor of 1, consistent with carbon dioxide (fossil) in the original method.
✓ Carbon dioxide emissions to soil or biomass stock are included with a factor of −1, necessary for accurate modeling of land use changes (Ecoinvent).
Raw material carbon dioxide in the air is included with a factor of 0, aligning with both fossil and biogenic carbon dioxide in the original method. By using this adapted EF 3.0 method, the analysis aims to provide a comprehensive and accurate assessment of the environmental impacts associated with the production of traditional epoxy mortar and its alternative utilizing EAF slag.
Results and discussion
Life cycle impact assessment
Characterization
The characterization phase of the LCIA converts the LCI data into quantifiable metrics for each impact category using “characterization factors” (also known as equivalence factors). These factors translate various emissions and resource use data into a common unit of measurement for each impact category, generating “impact category indicators” that quantify the extent of each environmental impact.
The environmental impact results for both the standard scenario (S1), which uses natural sand, and the innovative scenario (S2), which substitutes EAF slag for sand, are illustrated in Table 3. Figure 6 compares these impacts as relative percentages, with the highest impact scenario set at 100% for reference.
Characterization results for impact categories of epoxy mortar (1 m2) filled with sand (S1 standard scenario) or EAF slag (S2 innovative scenario).
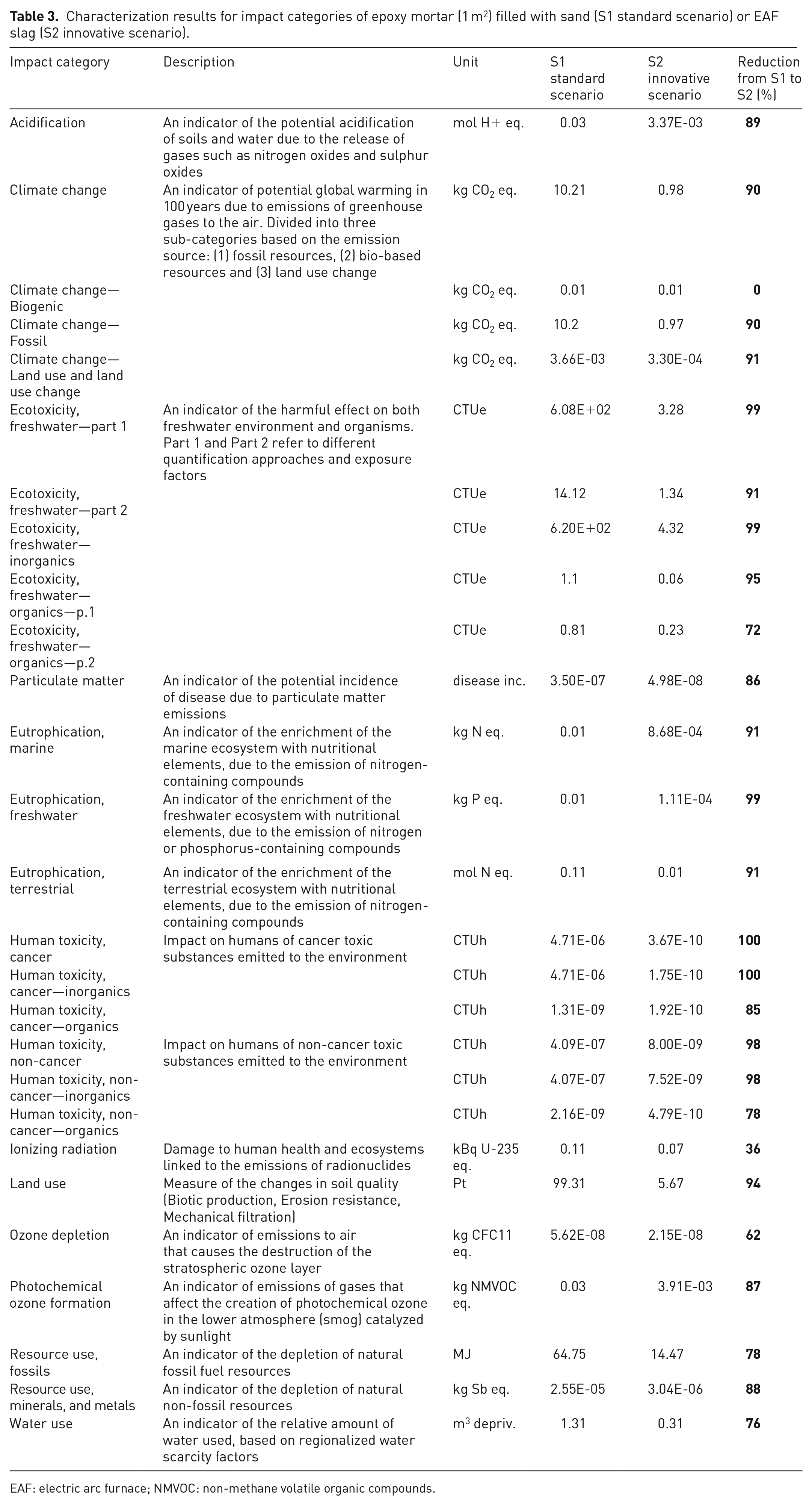
EAF: electric arc furnace; NMVOC: non-methane volatile organic compounds.
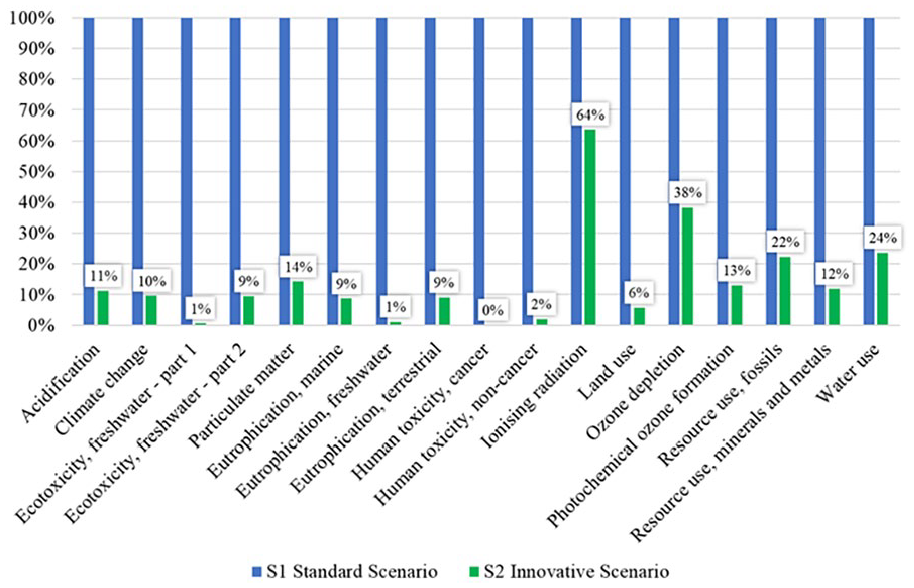
Contribution analysis related to the characterization results for impact categories of epoxy mortar (1 m2) filled with sand (S1 standard scenario) or EAF slag (S2 innovative scenario).
Key Findings:
➢ Climate change:
The “Climate change” impact category, an indicator of potential global warming due to greenhouse gas emissions, is divided into three sub-indicators: “Fossil,” “Biogenic,” and “Land use Change (LU change).”
The “Fossil” sub-category, which accounts for emissions from fossil resources, sees the most significant reduction. The S2 scenario shows a reduction exceeding 90% in both the Fossil and Land use change sub-categories. The Biogenic sub-category remains unchanged at 0.01 kg CO2 equivalent in both scenarios.
➢ Human toxicity:
The human toxicity category is divided into two sub-categories: non-cancer and cancer, further subdivided into organics and inorganics. The “inorganics” sub-indicator, which includes the impact of heavy metals, is the most significant in both categories
For human toxicity, cancer, the transition to S2 results in a 99.99% reduction (approximately four orders of magnitude) in the comparative toxic unit for humans (CTUh), from 4.71E-6 to 3.67E-10. Human toxicity, non-cancer also experiences a 98% reduction in S2, reducing by two orders of magnitude.
➢ Ecotoxicity and eutrophication:
Both the ecotoxicity and eutrophication categories show reductions exceeding 99% in S2, reflecting the positive environmental impact of using EAF slag instead of natural sand in these areas.
➢ Overall impact reduction:
Figure 6 provides a clear illustration of the overall environmental impact reduction in the S2 scenario, highlighting the significant reduction across all impact categories. The categories with the least reduction are “Ozone depletion” and “Ionizing radiation,” showing a reduction of 36% and 62% respectively.
Normalization
To enhance the understanding of the relative significance of each indicator, the process of “Normalization” is applied. Normalization represents a step in LCA that is optional in nature. It allows for the interpretation of characterized results in terms of relative environmental relevance. Furthermore, it provides a reference situation for the environmental pressures of all impact categories, thereby converting absolute impact scores into relative contributions of the analyzed product or system to a reference situation (Sleeswijk et al., 2008). Normalization factors (NFs) are derived from global or regional inventories of emissions and resource use, coupled with estimations of missing elementary flows. These inventories are characterized using an impact assessment method and the related models. This step expresses the LCIA results for each impact category relative to a reference value, such as total regional or global emissions, thereby yielding dimensionless normalized values.
According to (Crenna et al., 2019), the EF 3.0 methodology applied in this study relies on NFs that have been determined based on the following criteria:
Consistency with impact assessment methods: The NFs were selected to be consistent with the impact assessment methods used, namely the International Reference Life Cycle Data System (ILCD) and the EF methods. This ensures that the NFs align with the characterization factors used in the impact assessment.
Comprehensive coverage: The NFs were chosen to cover a wide range of impact categories, including climate change, ozone depletion, human toxicity (cancer and non-cancer), ecotoxicity, particulate matter, ionizing radiation, photochemical ozone formation, acidification, eutrophication (terrestrial, marine, and freshwater), land use, water use, and resource use.
Data robustness: The NFs were derived from robust and comprehensive datasets, ensuring that the normalization factors are representative of global environmental pressures.
The NFs were calculated using the following steps:
Data collection: Global emissions and resource use for the year 2010 were collected from various sources, including EDGAR, FAO, USGS, and others. A hierarchical approach was applied to select data sources, prioritizing official statistics and measured values.
Inventory characterization: The collected data were characterized using the ILCD and EF impact assessment methods. For ILCD, the ILCD recommended impact assessment method v. 1.010 was used, while for EF, the EF reference package 3.0 was used.
Normalization calculation: The characterized impacts were normalized by dividing the global impact by the per capita impact. The per capita impact was calculated by dividing the global impact by the global population in 2010.
The NFs used in this study are presented in Table 4. These factors represent the impact attributable to an average human being over their lifetime. The factors were chosen based on their consistency with the impact assessment methods and their comprehensive coverage of impact categories. The normalization procedure was implemented using the SimaPro software. The dedicated normalization function in SimaPro was utilized to calculate the normalized values. This function automatically applies the chosen NFs to the characterized impacts, converting them into relative contributions (Table 5).
Normalization factors adopted by the EF 3.0 impact assessment method (Damiani et al., 2022).
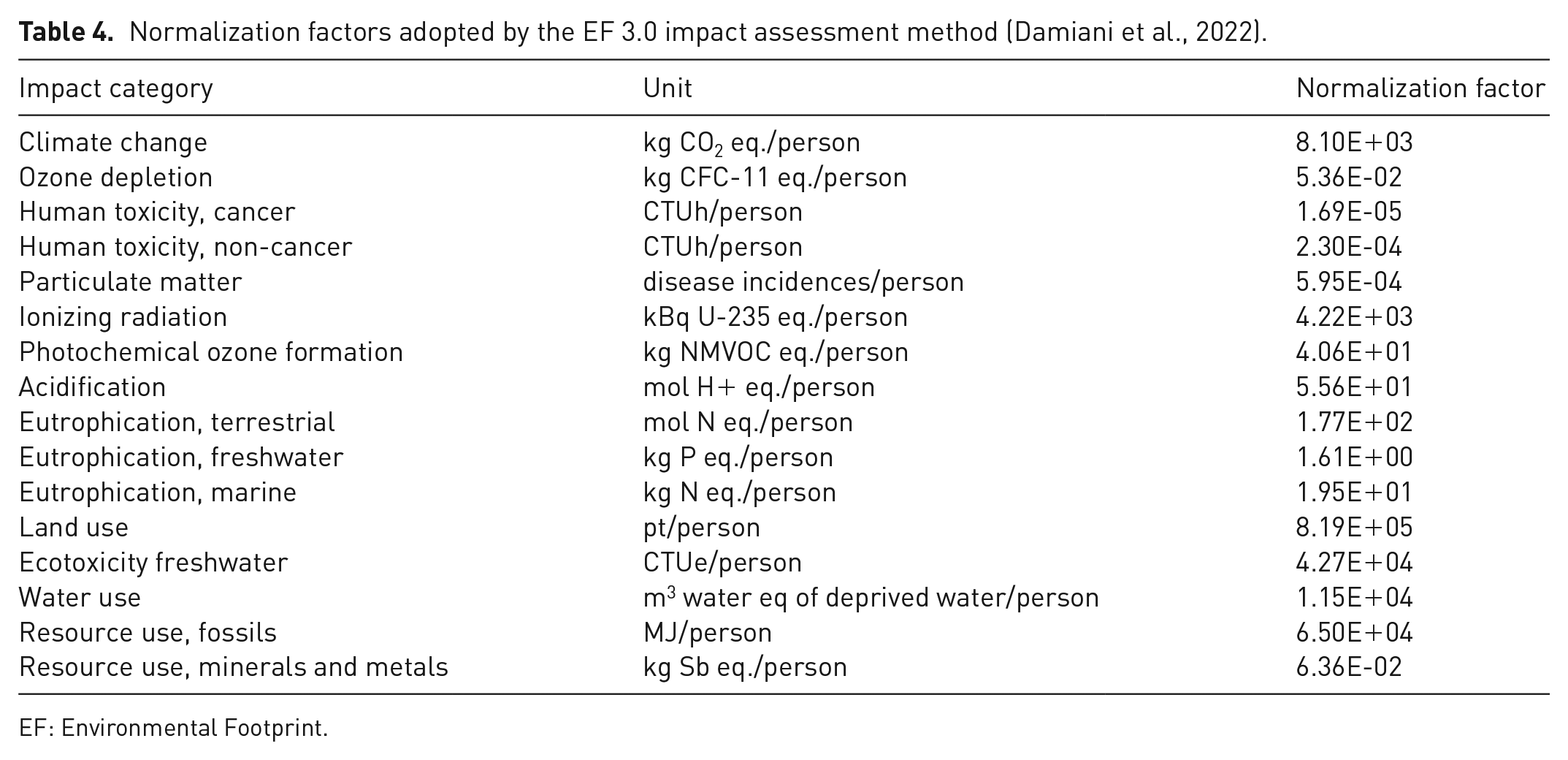
EF: Environmental Footprint.
Normalization results for impact categories of epoxy mortar (1 m2) filled with sand (S1 standard scenario) or EAF slag (S2 innovative scenario).
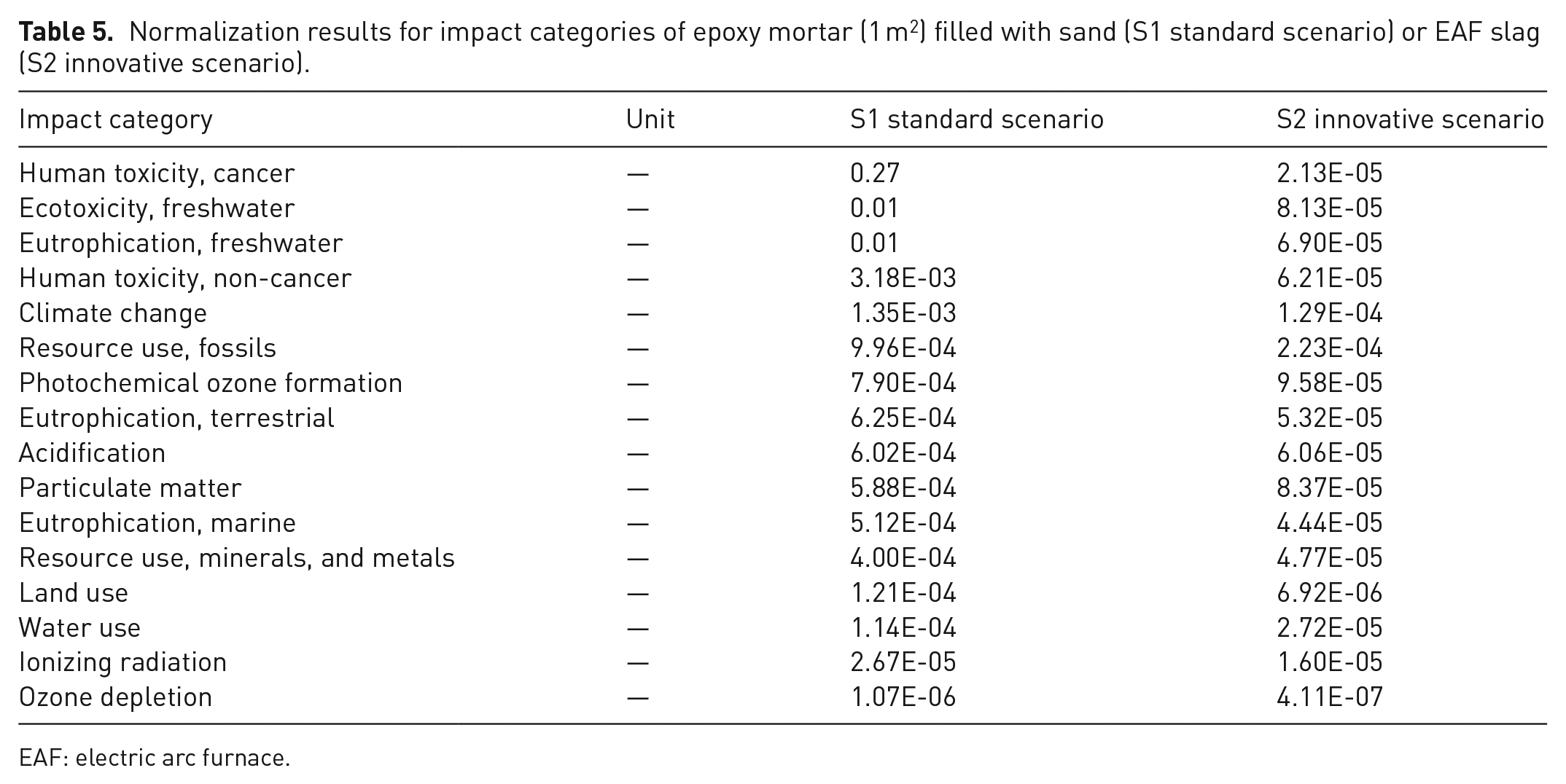
EAF: electric arc furnace.
Table 4 presents the contribution analysis related to the normalization results for the previously mentioned impact categories for both S1 and S2 scenarios.
This analytical method enables a clearer identification of the impact category that shows the most significant variation between the two scenarios analyzed. From Table 4, it is immediately evident that certain impact categories benefit significantly from the adoption of scenario S2 compared to scenario S1. Specifically, it is of interest to investigate the processes in standard scenario S1 that lead to high environmental impacts in the following categories: “Human toxicity, cancer,” “Ecotoxicity, freshwater,” “Eutrophication, freshwater,” “Human toxicity, non-cancer,” and “Climate change”.
Interpretation
Process phases contribution to relevant categories of impact in scenario 1
In the characterization analysis, it was evident that several impact categories benefit significantly from substituting natural sand with EAF slag in the production of epoxy mortar. To delve deeper into these benefits, it's crucial to identify which processes in the standard scenario (S1) contributed most to the environmental impacts. Specifically, it seeks to understand the extent to which these impacts are attributable to the production of the standard epoxy mortar filled with sand as opposed to the disposal of the slag. Figure 7 provides a visual representation of the contributions of various process units to the key impact categories, including “Human toxicity, cancer,” “Ecotoxicity, freshwater,” “Eutrophication, freshwater,” “Human toxicity, non-cancer,” and “Climate change.” The analysis reveals that the most significant impact in S1 is linked to the landfilling of EAF slag.
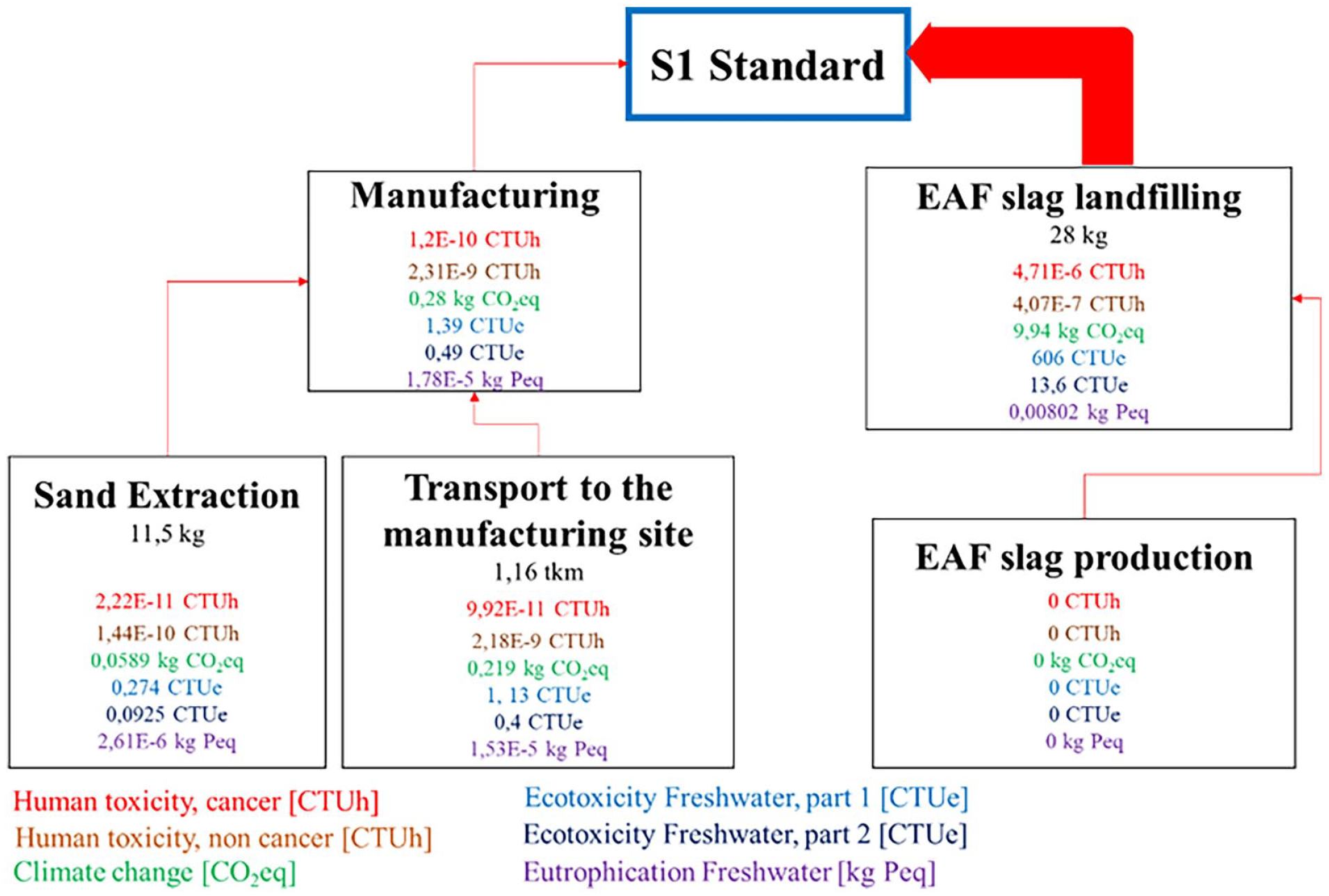
Contribution of the processes involved in the standard scenario S1 of the impact categories that are most affected by a reduction in the innovative scenario S2.
The environmental impacts associated with the landfilling of EAF slag are primarily driven by the solidification process required to immobilize leachable pollutants. This process generally involves the utilization of a cement matrix, which serves to ensure the long-term stability of the slag and to prevent the release of hazardous elements into the environment. Nevertheless, it should be noted that the production of cement is a highly impactful process, contributing significantly to the overall environmental burden. The production of cement is associated with substantial greenhouse gas emissions due to the calcination of limestone and the energy-intensive nature of clinker production, which collectively result in a high carbon footprint (Panagoda et al., 2023).
The substitution of natural sand with EAF slag in epoxy mortar applications has been demonstrated to obviate the necessity for cement-based inertization. This approach has the dual benefits of reducing the environmental impact of slag management and conserving natural resources by eliminating the need for virgin sand extraction.
This finding underscores the fact that the primary driver of impact in the landfilling scenario is not the slag itself but the processes involved in its management, particularly cement production. Addressing this aspect through alternative valorization pathways, such as its use in construction materials, has the potential to significantly reduce the environmental impacts while supporting circular economy objectives.
Human toxicity, cancer
The impact in this category is predominantly driven by the upstream processes related to the landfilling of EAF slag and cement production, which together account for 99.8% of the total impact. This contribution is approximately four orders of magnitude higher than that of other processes, as shown in Figure 7. The remaining 0.1% of the impact is due to emissions to water from the landfill, including both short-term leachate emissions and long-term groundwater emissions. The Ecoinvent database models these emissions analogously to hydrated cement landfill emissions, which are considered comparable in composition to cement-stabilized slag.
Preventing the disposal of untreated EAF slag is thus crucial for reducing human toxicity potential, consequently diminishing the impact of cement used for stabilization. This underscores the importance of developing alternative waste management practices that prioritize the reuse and recycling of hazardous materials.
Eutrophication, freshwater
In this category, cement production for stabilizing EAF slag accounts for 80% of the total impact, while water emissions from the landfill contribute an additional 8%. The high contribution from cement production highlights the need for more sustainable cement alternatives and waste treatment processes. By recovering and reusing EAF slag, significant reductions in eutrophication potential can be achieved, emphasizing the critical role of slag recycling in protecting freshwater ecosystems from nutrient overload.
Human toxicity, non-cancer
The landfilling of EAF slag contributes to 24% of the total impact in this category, while water emission from the landfill accounts for 59% of the impact from metals. The production of clinker, an essential intermediate for cement, contributes around 8% collectively. Other minor contributions are linked to processes such as copper smelting and coal ash landfilling. Avoiding the landfill disposal of slag and associated cement waste thus emerges as a crucial factor in mitigating these impacts. The reduction in non-cancer toxicity through the reuse of EAF slag highlights the potential for turning industrial waste into valuable resources, thereby enhancing environmental sustainability.
Ecotoxicity, freshwater
For the first part of this category, the landfilling of EAF slag is the dominant contributor, accounting for 96% of the total impact. In the second part, 30% is attributed to water discharge from petroleum/natural gas extraction, while EAF slag landfilling constitutes 8%. These figures indicate a significant opportunity to reduce freshwater ecotoxicity by addressing slag disposal practices and improving waste management in the petroleum and natural gas sectors. Moreover, the substantial reduction in ecotoxicity through the reutilization of EAF slag highlights the potential for industrial by-products to mitigate environmental impacts and enhance sustainability.
Climate change
The production of clinker, necessary for the cement production used in EAF slag stabilization, is the most impactful process in this category, contributing 62% of the total impact. Clinker production is an energy-intensive process that involves burning large amounts of fossil fuels in kilns at high temperatures, leading to substantial greenhouse gas emissions, air pollution, and other environmental impacts. This underscores the urgent need for the development of alternative cementitious materials with lower carbon footprints. The reuse of EAF slag not only mitigates climate change impacts by reducing the need for clinker production but also supports a shift toward more sustainable construction practices, highlighting the dual environmental benefits of recycling industrial by-products.
Across all impact categories, a recurring theme is that the landfilling of untreated metallurgical wastes, particularly EAF slag, is the primary driver of metals-associated damage. By diverting slag from landfills and encapsulating it in epoxy mortar, hazardous leaching is prevented, leading to substantial reductions in toxicity (see Figure 6). This highlights the importance of industrial symbiosis, where waste from one industry becomes a resource for another, as a strategy to minimize landfilling and associated environmental impacts. The results strongly advocate for the broader adoption of slag reuse opportunities, particularly the incorporation of EAF slag into epoxy matrices, and emphasize the potential for significant environmental benefits. By promoting the use of slag in epoxy mortar, industries can dramatically reduce their environmental footprint and contribute to the development of more sustainable and circular economies. This practice not only helps in diverting waste from landfills but also enhances the structural properties of construction materials.
Uncertainty and sensitivity analysis
The analysis conducted in this study presumes that the EAF slag is used as a replacement for natural sand in epoxy mortar production, rather than being disposed of in landfills. Although a significant portion of EAF slag is currently repurposed in various applications, a residual amount still tends to end up in landfills. This assumption is valid for the local context of the study, where the complete reutilization of slag has not yet been achieved. However, it is important to recognize that in other geographical contexts, full reutilization of slag may already be in place, thus necessitating adjustments to the life cycle models to account for the diverse reuses of slag in those regions.
From the perspective of inventory data, two parameters exhibit the highest levels of uncertainty: the mileage associated with different stages of transportation and the energy consumption during the slag grinding phase. The distances selected for transportation are reflective of actual conditions in the local context. However, it is essential to consider that different geographical areas may have varying transportation characteristics, including different modes of transport and distances. Regarding the energy consumption for slag grinding, estimates were based on data on the consumption and operational performance of commercially available industrial grinders. A precautionary approach was adopted in the estimation process, which involved selecting the highest energy consumption values among the alternatives evaluated. This approach was chosen to avoid underestimating the energy requirements of the innovative scenario (S2), which involves the reuse of slag.
Considering the LCIA, which demonstrated a clear preference for the innovative scenario over the traditional one and taking into account the relatively minor contribution of the transportation and grinding phases in relation to the overall impact, it can be concluded that the uncertainties identified do not significantly affect the reliability of the results. This conclusion is further supported by the fact that the innovative scenario, involving the use of EAF slag, consistently showed superior environmental performance compared to the traditional scenario, indicating that the benefits of slag reutilization outweigh the uncertainties in the inventory data.
Moreover, the adoption of EAF slag in epoxy matrices offers substantial environmental advantages, reducing the reliance on natural resources and minimizing landfill waste. Future studies should focus on refining the models to capture the variations in slag utilization practices across different regions and on further reducing uncertainties in key parameters to enhance the robustness of the findings. The continued optimization of these processes will contribute to the broader goal of achieving sustainable and efficient waste management practices.
Economic feasibility
The economic feasibility of substituting sand with EAF slag in epoxy mortar becomes evident when examining the detailed cost breakdown for both materials. The cost of sand varies significantly depending on its purity, treatment, and source. Low-purity sands (silica content below 95%) typically used for general industrial applications range from €100 to €300 per ton, while high-purity sands (silica content >98%), which are dust-free, moisture-free, and feature controlled granulometry, can cost between €500 and €1000 per ton. Price fluctuations also depend on order quantities, with bulk purchases typically offering cost savings. Locally sourced sands tend to be more affordable than imported ones, although regions with high-purity deposits, such as certain areas in Germany or the United States, generally produce more expensive materials.
In light of this, the cost of sand varies considerably depending on its purity, treatment, and source. For the purpose of determining the present economic feasibility, the most conservative case was considered: a price of low-purity but fine-grained sand, such as that used in the experimental characterization, at €100 per ton.
As regards the slag production cost, since it is a waste of the steel production, its production cost is effectively zero. Reusing the slag avoids disposal cost, which typically ranges from €40 to €80 per ton. However, to make the slag suitable for use as a filler, it must undergo a treatment process, including fine grinding to achieve a granulometry of <0.1 mm. This step is essential to improve the mechanical properties of the composite and recover residual metals (5%–8%) trapped in the slag. Finer fillers improve dispersion within the epoxy matrix, leading to enhanced mechanical properties. To achieve the required granulometry, the slag undergoes a multi-stage grinding process, including jaw crushers, deferrization steps, and tertiary/quaternary milling.
The energy consumption for the grinding process is approximately 35 kWh per ton, with an electricity cost of €0.18 per kWh, resulting in an energy cost of about €6.30 per ton. Additionally, the local steelmaking industry estimates the total bringing the overall processing cost to around €36.30 per ton grinding cost (excluding electricity at approximately €30 per ton).
To provide a more realistic economic assessment, the analysis has been conducted on 1000 functional units, which better reflects typical industrial-scale operations. The functional unit defined in the LCA corresponds to 1000 m2 of epoxy mortar with a thickness of 10 mm, the standard scenario assumes the use of sand as filler, and the disposal of EAF slag. Under the most conservative assumptions, the supply of 11.5 tons of sand costs €1150, while the disposal of 28 tons of slag incurs additional landfill fees of €1120, based on a disposal cost of €40 per ton.
Conversely, if the EAF slag is employed as a substitute for sand, the cost structure changes significantly. The substitution eliminates both the sand supply cost and the slag disposal cost, resulting in avoided expenses of €1150 + €1120 = €2270. However, the processing cost of grinding the 28 tons of slag to achieve the required granulometry adds €1016.4 (€36.3 per ton for grinding). This represents a substantial cost saving compared to the standard scenario.
Transportation costs are another important factor. Both sand and EAF slag are transported over a distance of 100 km using a Euro 5 truck with a 16–32 ton capacity. A key distinction arises due to the higher density of EAF slag (3.87 g/cm³) compared to sand (1.59 g/cm³), resulting in slag weighing approximately 2.4 times more than sand for the same volume. Furthermore, as a conservative estimate, given the potentially hazardous nature of slag, its transportation may incur higher costs in order to adhere to legislation governing the transport of hazardous materials. Market operators have estimated the costs for transporting 100 km in Lombardy and neighboring regions to be €20/ton for sand and €50/ton for slag.
The total cost comparison, considering material supply, grinding, transportation, and disposal, underscores the economic feasibility of substituting sand with EAF slag. The analysis assumes the most conservative scenario, using the lowest sand price and slag disposal and the increased electricity cost for slag grinding, to ensure robustness.
Standard scenario S1:
Sand procurement (11.5 tons): €1150
Transportation (Euro 5 truck 32-ton capacity, 11.5 tons, 100 km, fuel price 1.7€/l): €20
Disposal cost of slag (28 tons at €40/ton): €1120
Total cost: €2290
Innovative scenario S2:
Grinding cost (28 tons at €36.30/ton): €1016.4
Transportation (Euro 5 truck 32-ton capacity, 28 tons, 100 km, fuel price 1.7€/l): €50
Total cost: €1066.4
The substitution scenario results in a cost saving of more than €1200 per 1000 functional units, even under conservative assumptions. This saving is primarily driven by the elimination of sand procurement and slag disposal costs, which far outweigh the relatively minor expenses associated with slag grinding and its higher transportation cost. The avoided landfill disposal cost of €1120 highlights the environmental benefits of slag reuse, which aligns with circular economy objectives by transforming waste into a valuable resource.
Overall, the economic analysis clearly demonstrates that substituting sand with EAF slag is not only cost-effective but also supports sustainability goals. The significant savings, coupled with the environmental benefits of waste valorization, make this approach highly viable for high-performance construction applications. The grinding process also presents additional economic potential through the recovery of residual metals (5%–8%) from the slag, further enhancing the financial and environmental benefits of this approach. This analysis confirms that substituting sand with EAF slag is a highly feasible and sustainable solution for the construction industry.
This analysis conclusively shows that substituting sand with EAF slag not only reduces costs but also supports sustainability goals, making it a highly viable solution for high-performance construction applications.
Global relevance, scalability, and policy implications
While the study focused on the Lombardy region, the findings have significant potential for application in other areas and with different waste materials. Lombardy was chosen deliberately due to its high concentration of EAF steelworks, accounting for 17 out of 35 such facilities in Italy and producing approximately 1.2–1.5 million tons of black slag annually (Bertani, 2021). This makes the region a critical site for studying slag valorization. However, the core principles and methodologies outlined in this study are highly adaptable, offering opportunities for replication and scalability in regions with different industrial profiles.
For instance, regions with a high concentration of steel production facilities, such as the Ruhr region in Germany or parts of eastern Europe, share similar conditions with Lombardy in terms of slag availability and disposal challenges (Ministry of Economic Development, 2023). These regions could adopt similar strategies for slag valorization, particularly as policy pressures on waste reduction and circular economy practices continue to intensify across the EU. Conversely, areas with fewer steelworks but high demand for construction material could benefit from importing or locally processing slag as a sustainable alternative to conventional fillers.
Although this study primarily investigates the substitution of sand with EAF slag, the framework can be extended to other industrial by-products, following a technical evaluation of the material properties. By adjusting processing methods and LCA parameters to account for material-specific characteristics, the framework could also assess the feasibility of alternative waste materials. Global construction regulations increasingly emphasize sustainability, energy efficiency, and circular economy principles, driving demand for innovative materials like EAF slag. Policies promoting green building certifications, carbon footprint reductions, and resource efficiency provide a favorable environment for the adoption of slag-based materials. Furthermore, international cooperation on waste management and resource recovery, such as the European Union's Circular Economy Action Plan, highlights the importance of scalable solutions like the one proposed in this study.
This study demonstrates the feasibility of substituting sand with EAF slag in epoxy mortar, providing a valuable template for sustainable material substitution. The adaptability of the proposed framework ensures its relevance beyond the Lombardy region, offering a potential pathway for advancing sustainable construction practices and industrial symbiosis on a global scale.
Future research could further explore EAF slag as a filler material by focusing on a more in-depth mechanical and technological characterization of the proposed composites, assessing their suitability for specific applications, and ensuring compliance with technical standards. Additionally, experimental studies on long-term durability under real-world conditions, such as exposure to environmental factors and mechanical stress, will be essential to validate the reliability of these materials in practical use.
Expanding the scope to include alternative polymer matrices, such as rubber compounds or thermoplastics, could also offer opportunities to modify specific mechanical or technological properties, reduce costs, and broaden the range of applications. This approach could lead to customized solutions for industries requiring unique performance characteristics.
Moreover, within the steel production cycle, EAF slag is not the only by-product generated. Ladle furnace (LF) slag, which exhibits different chemical and physical properties, also requires innovative applications to support circularity in the steel industry. Investigating the potential use of LF slag in polymeric composites or other material systems would complement this study, offering a more holistic approach to waste valorization and resource efficiency in steelmaking.
The scalability of slag valorization solutions, such as its use as a filler in epoxy mortar, presents both challenges and opportunities. One significant obstacle is regulatory fragmentation, as waste classification and management policies vary widely across regions and countries. For instance, Lombardy has implemented progressive guidelines for slag reuse (Lombardia, 2021), yet similar frameworks may be lacking in other regions, hindering broader adoption. Harmonizing regulations at both the national and European levels could provide a more cohesive approach to slag valorization, minimizing interpretative uncertainties and industry-wide acceptance.
Market acceptance is another critical challenge. Construction companies may be reluctant to adopt alternative materials without substantial long-term data on their performance, cost-effectiveness, and environmental benefits. To address this, providing robust evidence through pilot projects and large-scale case studies would help build confidence in the technical, economic, and environmental viability of slag-based composites. Demonstrating the real-world advantages of slag as a sustainable construction material will be crucial for overcoming skepticism and encouraging widespread industry uptake.
Despite these challenges, there are significant opportunities for scaling up. The increasing focus on environmental sustainability within construction regulations is driving demand for materials that contribute to improved building performance. Materials like EAF slag, which reduce the environmental footprint of construction while meeting stringent sustainability criteria, are positioned to gain market traction. This shift is aligned with policies promoting green building certifications, energy efficiency, and circular economy principles, which create further incentives for adopting slag-based solutions.
Collaboration among various stakeholders presents a crucial opportunity for scaling up the adoption of slag valorization. Strategic partnerships between steel producers, construction companies, and resin manufacturers can streamline supply chains, optimize logistics, and reduce processing costs. Engagement with policymakers could unlock additional incentives, such as tax benefits or subsidies, encouraging the transition to sustainable practices. Additionally, academic institutions have a key role in conducting rigorous research to validate the performance, safety, and durability of slag-based materials under real-world conditions.
Ultimately, the transition to a circular economy relies on coordinated efforts across these different sectors. Regulatory alignment, industrial collaboration, and continuous innovation are all necessary to achieve widespread adoption of sustainable practices. By addressing these challenges and leveraging these opportunities, the proposed solution can significantly reduce the environmental impact of the construction industry while advancing industrial symbiosis and creating a more sustainable built.
Conclusion
This study highlights the substantial environmental benefits of reusing EAF slag as filler in epoxy mortar for flooring applications, in place of landfilling it. The LCA demonstrates that reusing EAF slag in epoxy mortar maintains mechanical integrity and offers superior environmental performance. The experimental evaluation demonstrated that the flexural strength and hardness of epoxy mortar filled with EAF slag were comparable, if not superior, to those filled with natural sand, affirming its technical viability as a substitute. Furthermore, incorporating slag into an epoxy matrix mitigates its high metal leaching potential, converting a waste product into a valuable resource.
By diverting slag from landfills, the environmental impact is significantly reduced, and valuable natural resources are conserved. Using EF 3.0 methodology, the scenario with recycled EAF slag showed significantly lower impacts than natural sand. This was primarily due to the avoidance of heavy metal emissions typically associated with landfilled slag and the elimination of the need for landfill inertization with cement. Reductions in impacts exceeded 90% in most categories of “Human toxicity,” “Ecotoxicity,” and “Eutrophication” of freshwater showing reductions over 99%.
Detailed analysis of the standard scenario identified that the most impactful process step, as anticipated, was landfill management, specifically the treatment, and inertization required to prevent the leaching of heavy metals into the environment. These processes necessitate significant interaction with cement, which not only involves the use of clinker, a material with a substantial carbon footprint, but also generates waste that needs to be managed. Given the large volumes of EAF slag generated as a by-product of steelmaking, utilizing it as an epoxy filler instead of consigning it to landfills presents a compelling opportunity for a circular economy. This practice not only reduces the ecological burdens associated with slag disposal and sand extraction but also fosters industrial symbiosis, turning a waste stream into a useful product.
The results from this study underscore the value of reusing EAF slag in construction materials as a pathway to more sustainable industrial practices. The LCA quantitatively substantiates the significant environmental benefits of this approach, supporting its broader adoption. By integrating slag into epoxy mortars, industries can drastically cut down on their environmental footprint, helping to drive the transition towards more sustainable and circular economies.
The economic evaluation further strengthens the feasibility of this approach, with the substitution scenario resulting in cost savings of about 50% per functional unit, driven by the elimination of sand procurement and slag disposal costs.
The findings also emphasize the global relevance and scalability of the proposed solution. By addressing regulatory and market challenges, such as waste classification fragmentation and construction industry acceptance, EAF slag can serve as a sustainable alternative in regions with varying industrial dynamics. Additionally, this study provides a template for adapting the valorization methodology to other steelmaking by-products, such as LF slag, and extending its application to alternative polymer matrices or other material systems.
Integrating EAF slag into epoxy mortars not only reduces landfill dependency and conserves natural resources but also aligns with global trends emphasizing sustainability and circular economy principles. This approach fosters industrial symbiosis by transforming waste into valuable resources, enhancing the environmental and economic performance of the construction sector. Future research should prioritize validating the long-term durability of these composites under real-world conditions and expanding their applicability to new materials and industrial contexts, paving the way for broader adoption of sustainable practices across diverse industries.
Future research should focus on optimizing the processes for incorporating slag into epoxy systems and exploring additional applications for reused slag across various industries. This will further enhance the sustainability and efficiency of waste management practices, unlocking new opportunities for innovative and environmentally friendly material use.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.