
Abstract
The treatment and management of textile waste is an ever-growing issue worldwide, due to the continuously changing trends and the popularity of fast-fashion brands. There are numerous waste management methods besides simple landfilling, including reuse, open-loop or closed-loop recycling options. The described research explores the applicability of an open-loop recycling method, the processing of end-of-life textiles to produce fibres for fibre-reinforced geopolymers, to combine various waste streams for the production of an environmentally friendly binder system. By the examination of different textile waste processing methods, the most valuable fibrous material was produced with the application of a rotary shear and a vertical cutting mill, eliminating the necessity of manual cutting. As the most common base material of the textiles was found to be polyester and cotton, these were deemed useful for fibre reinforcement. The flexural strength showed a significant increase with the addition of 5 wt.% fibres, indicating the possibility of more than doubling the flexural strength of geopolymer specimens. Based on the microstructural analysis, however, even though there was good adhesion between the fibre and the geopolymer matrix, the latter showed inhomogeneities with higher fibre addition, indicating the need to further optimise the production steps, such as mixing time, vibration time, etc.
Introduction
The term textile can be used to describe various products prepared from fibres, yarns or fabrics, that can be woven, knitted or nonwoven, with a wide range of application possibilities, such as household textiles, garments, furniture production, industrial and technical textiles, like medical textiles or geotextiles (Misnon et al., 2014).
In general, the various textile fibres and products can be classified based on the base material as follows (Misnon et al., 2014):
- Natural • Animal (e.g. silk, wool) • Vegetable (e.g. cotton, hemp) • Mineral (e.g. asbestos)
- Man-made • Natural (e.g. rubber, alginate) • Synthetic (e.g. polyester, nylon) • Other (e.g. metal, glass)
Regarding the base material for the produced textile fibres, the two most widespread materials are polyester (54.0%) and cotton (22.0%) in 2022. The use of man-made cellulosic fibres, and other plant-based and synthetic fibres constitute of 22.4% of the production, with wool, silk and other animal-based raw materials making up the remaining 1.6% (Textile Exchange, 2023).
In Figure 1, a general overview of the waste management possibilities of post-consumer textiles is summarised.
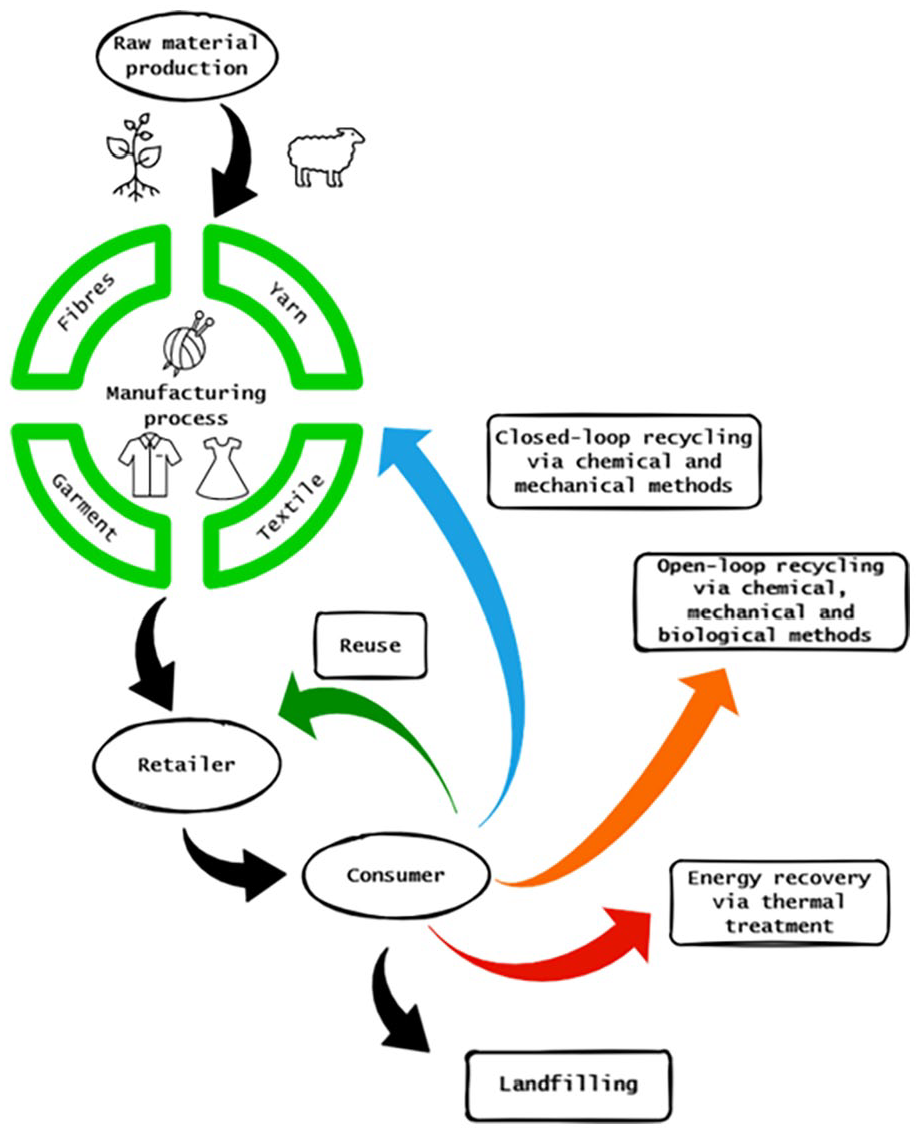
Simplified sketch of the conventional waste management routes of end-of-life textiles.
According to the Waste Framework Directive of the European Union, waste management decisions and legislation should be based on the so-called waste hierarchy, stating that the most preferred method is the prevention of waste formation, followed by reuse, recycling and other recovery methods (such as energy recovery), whereas the least favoured option is the disposal or landfilling of wastes (European Parliament and Council, 2008). China is considered the largest manufacturer in the case of textiles and clothing, and as a result, has the highest amount of waste produced as well. In 2017, the untreated and landfilled textiles from the clothing industry reached 26 Mt, with only 3.5 Mt collected and recycled or reused (Juanga-Labayen et al., 2022). In the United States, approximately 15.5 Mt of textiles were generated, over 10 Mt were landfilled, ~3 Mt were used for energy recovery and only around 2.3 Mt were recycled in 2018 (U.S. Environmental Protection Agency, 2022). Thus, it can be observed that the majority of end-of-life textiles end up in landfills worldwide, indicating the need for a more widespread recycling of textiles.
Textiles used in the traditional burning process can be used for thermal treatment. However, pyrolysis can be a twofold waste management method when it comes to textile processing: on the one hand, it is a thermal process used for energy recovery, and on the other hand, it can be a prosperous upcycling method for material recovery or monomer production from various textiles (Lee et al., 2023).
Textile recycling is the notion of utilisation of pre- or post-consumer textile waste as a raw material for new textile or non-textile products. It is important to make a distinction between open-loop and closed-loop recycling. Furthermore, the recycling routes (mechanical, chemical and biological recycling) that can be used separately or in combination for the processing of textiles (Sandin and Peters, 2018) should also be distinguished.
Closed-loop recycling refers to the recycling of textiles into the production process, either as fabric or for example monomers or polymers after different treatment methods. However, products are frequently made from not only a single fibre type, but a mixture of various man-made and natural fibres used for textile preparation. Thus, in these cases, certain closed-loop recycling options could be less viable to recover the base material, as the separation and recovery may be less economical and more time-consuming. In the case of open-loop recycling, the end-of-life textiles are recycled not back to the textile production process, but in a way that some new products are made from them after processing, such as insulation materials, cleaning cloths or even non-traditional products, such as art installations, bags or dolls (Pichardo et al., 2017). Furthermore, the production of chemicals is also a viable and widely researched option using textiles as a raw material, which option can also be considered as an open-loop recycling method (Cho et al., 2023).
Mechanical recycling refers to the shredding or cutting of textiles into smaller pieces to be used in the production of yarns or as a pre-treatment method before further recycling steps (Ribul et al., 2021). Both pre- and post-consumer textile wastes can be used as a base material for the manufacturing of yarns and fibres in a closed-loop cycle, or other materials in open-loop cycles. This procedure is considered the most conventional recycling method in the textile industry and most commonly involves the sorting, comminution and baling of fibres before potentially mixing the recycled textiles with the virgin materials (Arafat and Uddin, 2022; Ütebay et al., 2019). The advantages of mechanical textile recycling include widescale applicability for all textile types, lower cost and energy and water demand compared to other technologies, without the need for high pressure or temperature during processing. On the other hand, the quality of the fibres decreases, especially after numerous recycling cycles (Loo et al., 2023).
Chemical recycling refers to the notion of using chemical processes to treat textiles to degrade to be used again in the production of textiles or other materials, including, for example, monomer (Guo et al., 2021) and polymer recycling (Niinimäki et al., 2017), or the separation of fibres via hydrolysis (Palme et al., 2017). Thus, chemical recycling enables the treatment of fibre blends, the selective dissolution or depolymerisation of polymers and even the creation of virgin-like quality material. On the other hand, the high water and chemical consumption, the need for high-purity feed, the high cost and the generation of hazardous wastes make chemical recycling a less desirable option (Loo et al., 2023).
Biological and biochemical processes refer to the decomposition or depolymerisation with the help of microorganisms. Composting, fermentation, anaerobic digestion and enzymatic depolymerisation can be used in open-loop recycling to treat textile wastes (Ribul et al., 2021). The most beneficial among these could be enzymatic depolymerisation, as it has the potential to be used in closed-loop recycling as well, furthermore, it can be used in mixed fibres and potentially restore damaged and low-quality polymers, allowing the upcycling of polymers with lower energy consumption and reaction time, compared to chemical recycling. Some potential disadvantages, however, are the need for a high-purity feedstock, high water and chemical consumption and the extra costs for equipment and chemicals because of the enzymes (Loo et al., 2023).
With cotton and polyester being the most common base materials for textile production, the recycling technologies are well-documented and extensively researched, along with the recycling of fibre blends. For cotton-based textiles, mechanical recycling (sorting, shredding) proved to be a viable route with up to 25% (Arafat and Uddin, 2022) or even 40% (Yilmaz et al., 2017) recycled fibre added to virgin material in laboratory conditions. On an industrial scale, Recover Textile Systems (2024) provided high-quality, low-impact recycled cotton fibre from textile wastes after mechanical treatment. The chemical recycling of waste cotton resulted in virgin higher-quality textile fibres compared to the products from mechanical recycling methods, according to Asaadi et al. (2016), whereas Mu et al. (2023) were capable of effectively recycling both cotton textiles and their dyes. Furthermore, the company TENCEL™ provides a chemical upcycling option for cotton textile wastes via the REFIBRA™ technology (TENCEL™, 2023). Regarding polyester, mainly chemical recycling is applied (Guo et al., 2021; Yousef et al., 2020), but in most cases, fibre blends are treated that contain polyester (Mu et al., 2023). The mechanical and chemical treatment of fibre blends is commercialised, with companies like BlockTexx using shredding and the patented S.O.F.T.™ (separation of fibre technology) process to separate polyester and cotton (BlockTexx, 2023).
Geopolymer is an emerging novel material type that not only has significant utilisation possibilities for many industrial fields due to its advantageous properties but it is also considered a clean, environmentally friendly and sustainable construction material, especially compared to ordinary Portland cement. Geopolymers show excellent mechanical properties, resistance to fire and various acids, low shrinkage and thermal conductivity, good adhesion to different surfaces, etc. As a solid precursor, industrial wastes and by-products can be used, such as fly ash of red mud, making geopolymers a propitious option for not only the building sector but also as a potential waste management option. One potential drawback, however, is the brittle behaviour of geopolymer binders and concrete, which can be significantly improved with fibre reinforcement (Abbas et al., 2022; Mucsi et al., 2015).
For the fibre reinforcement of geopolymers, numerous different natural and synthetical fibres have been used, such as cotton (Alomayri and Low, 2013), flax (Korniejenko et al., 2018), jute (Alshaaer, 2021), steel (Figiela et al., 2022), carbon textile (Alexander and Shashikala, 2023), glass (Zuaiter et al., 2023), polyamide (Kuranlı et al, 2022), polyvinyl alcohol (PVA) (Natali et al., 2011) or polypropylene (PP) (Kuranlı et al., 2022). However, the use of traditional household textile fibres for geopolymer reinforcement has not been thoroughly examined yet.
In the article, the use of end-of-life textiles as potential reinforcement material for geopolymer composites was examined, as a means of a possible open-loop recycling method. The research included different laboratory comminution tests for the processing of garments and household textiles, as the literature suggests the advantage of mechanical treatment. Moreover, the application of the produced fibres in fly ash-based geopolymer production was explored, to combine the waste management routes of textile wastes and an industrial waste for the production of a potential construction material.
Materials and methods
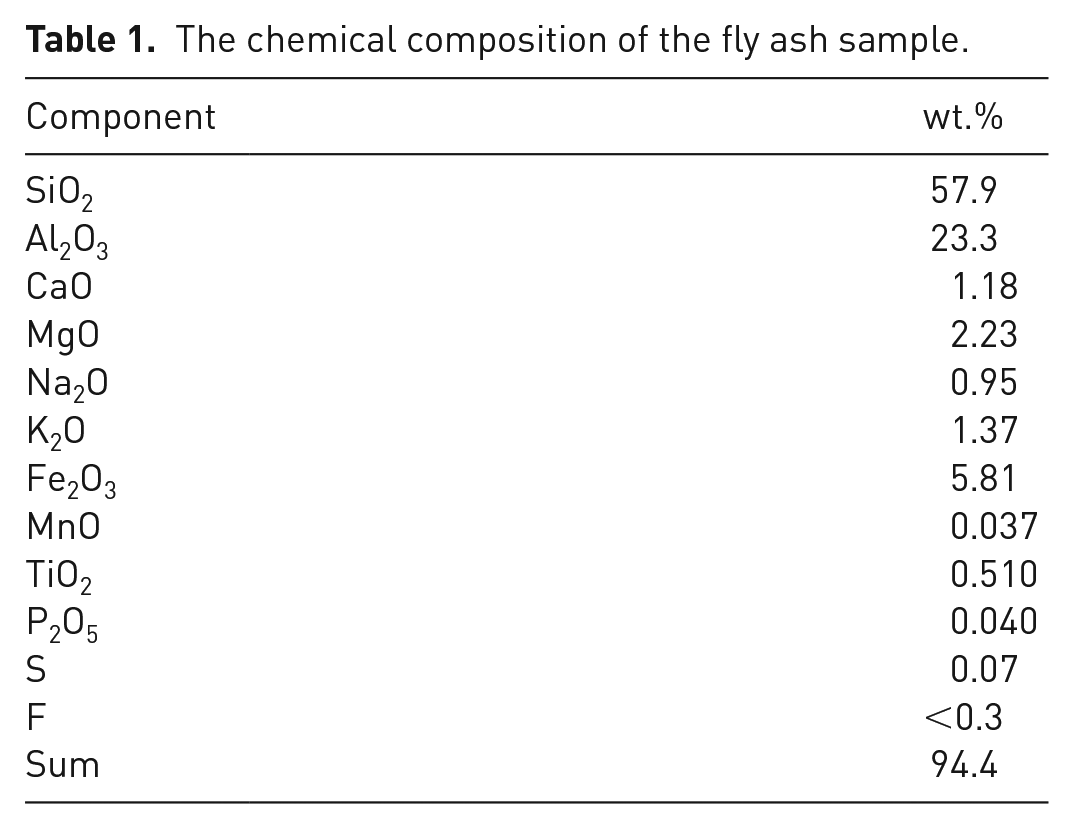
The deposited brown coal fly ash used for geopolymer production originated from Tiszaújváros, Hungary. The sample had a rather high moisture content, 19.02%, due to the long-term storage in the landfill. The chemical composition is summarised in Table 1, for which pressed pellet samples were examined with a Rigaku Supermini 200 type XRF analyser with the following specifications: Pd-tube of 200 W power, 50 kV, 4 mA, with the application of the ZSX software. The quantity of SiO2 and Al2O3 constitute more than 80 wt.% of the fly ash, indicating possibly high reactivity for geopolymerisation. Components that could hinder the process, such as Fe2O3, CaO and S can be found in a relatively low amount.
The chemical composition of the fly ash sample.
Based on previous experiments with the applied fly ash sample, it has been found that mechanical activation can greatly increase the reactivity of fly ash and improve the mechanical properties of the geopolymers. The mechanical activation was replicated based on the parameters given by Szabó et al. (2022) with a ball mill for 30 minutes. The changes in the particle size and the geometric (outer) specific surface area of the starting and ground material were measured with a HORIBA LA950-V2 laser particle size analyser. The analysis was carried out in wet measurement mode, using de-ionised water as a medium. To improve the disaggregation of the particles, Na-pyrophosphate was added to the sample and 1 minute ultrasound treatment was used. Three parallel measurements were conducted.
The enhancement in the reactivity of the fly ash was apparent from the changes in the particle size and the geometric specific surface area of the sample. From the initial median particle size of 95.95 µm, the ground fly ash had only 21.41 µm median particle size. Consequently, the geometric surface area increased from 647.56 cm2 g−1 to 1831.19 cm2 g−1.
Regarding the textiles, the base material mixture comprised mainly different types of clothing items and some household textiles. To prepare the fibres for the geopolymer composites, two kinds of fibre preparation methods were explored, with four different bottom sieves in the applied mills. Before the comminution experiments, all the hard parts, such as buttons, snaps, zips, tags, etc. and the dimensions of the textiles were measured. For the first method, the first comminution step was the manual cutting of the textiles to ~50 × 50 mm2 pieces, followed by comminution with a Retsch SM2000-type horizontal cutting mill with 19.4 m s−1 rotation speed. The bottom sieves for the horizontal millings were Ø6 and Ø4 mm. For the second method, the textiles were first comminuted with a rotary shear, 0.45 m s−1 rotation speed and then fed to a vertical cutting mill, with bottom sieves of Ø10 and Ø8 mm.
The reduction rate was calculated using the formula in equation (1) (Shrestha, 2020). The length of the textiles was measured with tape for the feed and ruler for the products after milling. For the feed, all the items were measured, and the length parameters were averaged. For the products, at least 15 pieces of textiles or fibrous products were measured and averaged.

where Xf is the average length of textile in the feed, and Xp is the average length of textile in the product.
The geopolymer specimens were prepared with a 55/45 solid-to-liquid ratio, where the activator solution contained 25 wt.% 12 M NaOH solution and 75 wt.% waterglass (27.5% SiO2, 8.3% Na2O, 64.3% H2O). The processed textiles were added to the geopolymer mixture in 1, 3 and 5 wt.% in relation to the fly ash quantity. 40 × 40 × 160 mm3 moulds were used for the casting of the specimens, using 1 minute vibration to remove the potential air bubbles from the matrix. The heat curing was carried out at 60°C for 6 hours 1 day after casting, further measurements, such as flexural and compressive strength, were carried out on 7-day-old specimens.
Fourier transformation infrared spectroscopy was used to analyse the structural composition of the various textiles and the geopolymer specimens. The JASCO FT-IR 4200 type spectrometer was set up for data collection in the 7800–349 cm−1 absorbance range, with 4 cm−1 resolution, using a single-reflection diamond Attenuated Total Reflectance (ATR). The spectrometer produces the spectra after 32 scans. The spectra of three parallel measurements were baseline corrected to 100 %T, and the data were accumulated to a single spectrum. For scanning electron microscopy, a Phenom ProX EDX was used to examine the surface of the geopolymer specimens with 10 kV accelerating voltage, and 60 seconds collection time for the Energy Dispersive X-ray Spectroscopy (EDS) analyses.
Results and discussion
Fibre composition
To determine the composition of the textiles used for the experiments, FT-IR analysis was conducted on all the samples. After the FT-IR analysis of various textiles, three main base material categories were identified, named T1, T2 and T3, indicated in Figure 2.
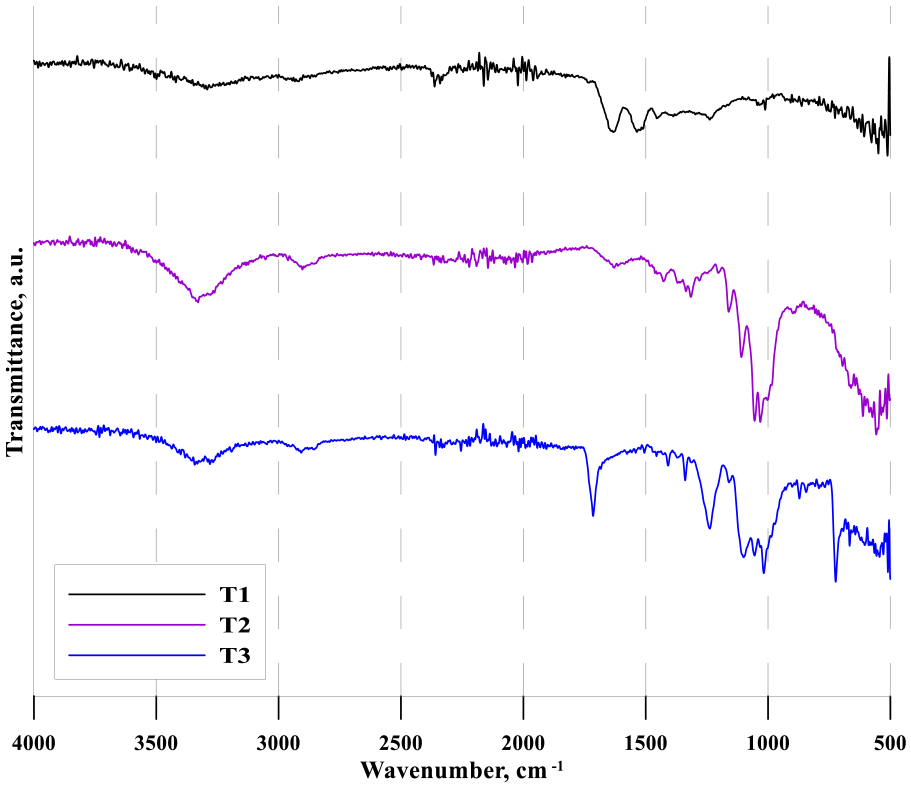
The FI-IR spectra of the three most common textile fibres in the experiments.
In the spectrum of the T1 sample, the stretching vibrations of N–H bands produce a small peak at ~3300 cm−1. The following weak double peaks around 2900 cm−1 are the result of the existing –CH2 and –CH3 groups in the material structure. The peak between 1730 and 1720 cm−1 corresponds to the stretching vibrations of C=O bonds. Finally, three peaks with high intensity can be seen at ~1630, ~1540 and ~1380 cm−1, which are attributed to the Amide I, Amide II and Amide III bands (Ghaeli et al., 2017). Based on the FT-IR measurements, T1 was determined to be a polyamide/nylon sample.
Polyamide fibres have good elasticity, they are resistant to abrasion and various chemicals. The tensile strength is generally between 800 and 900 MPa, with 15–20% elongation and low specific gravity (Farhan et al., 2021).
Regarding the main bands of T2, the double peaks between 3200 and 3400 cm−1 represent the hydroxyl (–OH) groups of water, cellulose and lignin. At ~2900 cm−1, the C–H stretching vibrations of cellulose and hemicellulose can be seen, followed by a peak at ~1650 cm−1 indicating the presence of water in the sample. The peak slightly above 1400 cm−1 is typical for the symmetric bending vibrations of CH2, whereas the two peaks between 1370 and 1300 cm−1 are related to the bending vibrations of C–H and C–O. The most intensive peaks are located between 1055 and 1030 cm−1 wavenumbers, indicating the stretching vibrations of the C–O and O–H groups. The latter peaks described between 1400 and 1000 cm−1 are generally related to the cellulose in the material (Portella et al., 2016). Thus, based on the analysis, T2 was identified as mainly cotton-based textile fibre.
Cotton is a cheap and widely available material that can be used for fibre reinforcement. It has a very low modulus, with the tensile strength and the elongation values usually lower than that of polyamide fibres, 390–600 MPa and 6–10%, respectively (Farhan et al., 2021).
For the T3 samples, the spectrum contained characteristic peaks related to two materials. Some of the peaks previously described for the cotton sample can be observed, especially in the >2500 cm−1 region. The sharp peak at 1715 cm−1 is related to C=O vibrations and is assigned to the ester group. At 1410 cm−1, the peak belonged to aromatic rings, and at 1331 cm−1, the peak of carboxylic ester was observed. The peaks between 1096 and 1017 cm−1 represent the O–C–C stretching vibrations (Bhattacharya and Chaudhari, 2014; Smith, 2022). The latter described peaks are characteristic of polyester; thus, it was identified as a cotton–polyester mixture.
The FT-IR results were in accordance with the composition data from the removed tags. Based on the experiments, the majority of the examined samples fit the T2 FT-IR spectra (approximately 80% of the textiles), meaning that most of the used textiles were prepared from cotton. The polyamide and cotton-polyester samples were in significantly lower quantities, but they could be found in approximately similar amounts.
Fibre processing
With the described experimental setup, four parallel comminution experiments were carried out, some examples of the products of the two-step comminutions are illustrated in Figure 3.

The exemplary products of two fibre processing methods.
As the main aim of the textile comminution was the production of a fibrous base material for geopolymer reinforcement, the test applying manual cutting and a horizontal cutting mill were considered unsuccessful experiments. As shown on the left side of Figure 3, the resulting material contained a low amount of small textile particles (about 3 × 3 mm2 and 5 × 5 mm2 in size with the 4 and 6 mm bottom sieves, respectively) and mostly dust-like fine particles (<500 µm). The application of both bottom sieves in the horizontal cutting mill resulted in products with similar properties, thus, these textile products were not used for fibre reinforcement.
On the other hand, the application of a rotary shear followed by a vertical cutting mill was proved to be a more prosperous option. The average length of the products of the rotary shear was ~60 mm, with irregular, generally elongated shaped textile pieces. The amount of uncomminuted textile particles in the final product was considerably reduced with the use of the vertical cutting mill as the secondary comminution method, but these still occurred in the final material. With the 8 mm bottom sieve, the comminuted fibres had ~32 mm average length, and the 10 mm product was ~45 mm. Thus, the reduction rate was 1.87 and 1.33 for the mill with 8 and 10 mm inside sieve. For the geopolymer experiments, the uncomminuted textile remnants were removed and the ~45 mm long fibres were used, as the ratio of useful fibres was the highest when compared to the ~32 mm sized product.
Mechanical properties of geopolymers
The changes in strength values and specimen densities compared to the original binder sample are summarised in Figure 4. The flexural strength of the base sample was rather low, only 1.54 MPa, indicating the highly brittle nature of the geopolymer binder. With the addition of the recycled textile fibres, not only the breakage behaviour could be improved but the flexural strength was increased by 14%, 87% and 110% using 1, 3 and 5 wt.% fibres in the matrix, respectively. Thus, 3.23 MPa flexural strength could be achieved by replacing the fly ash with 5 wt.% textile fibres, implying that the fibres could potentially more than double the flexural strength of geopolymer composites.
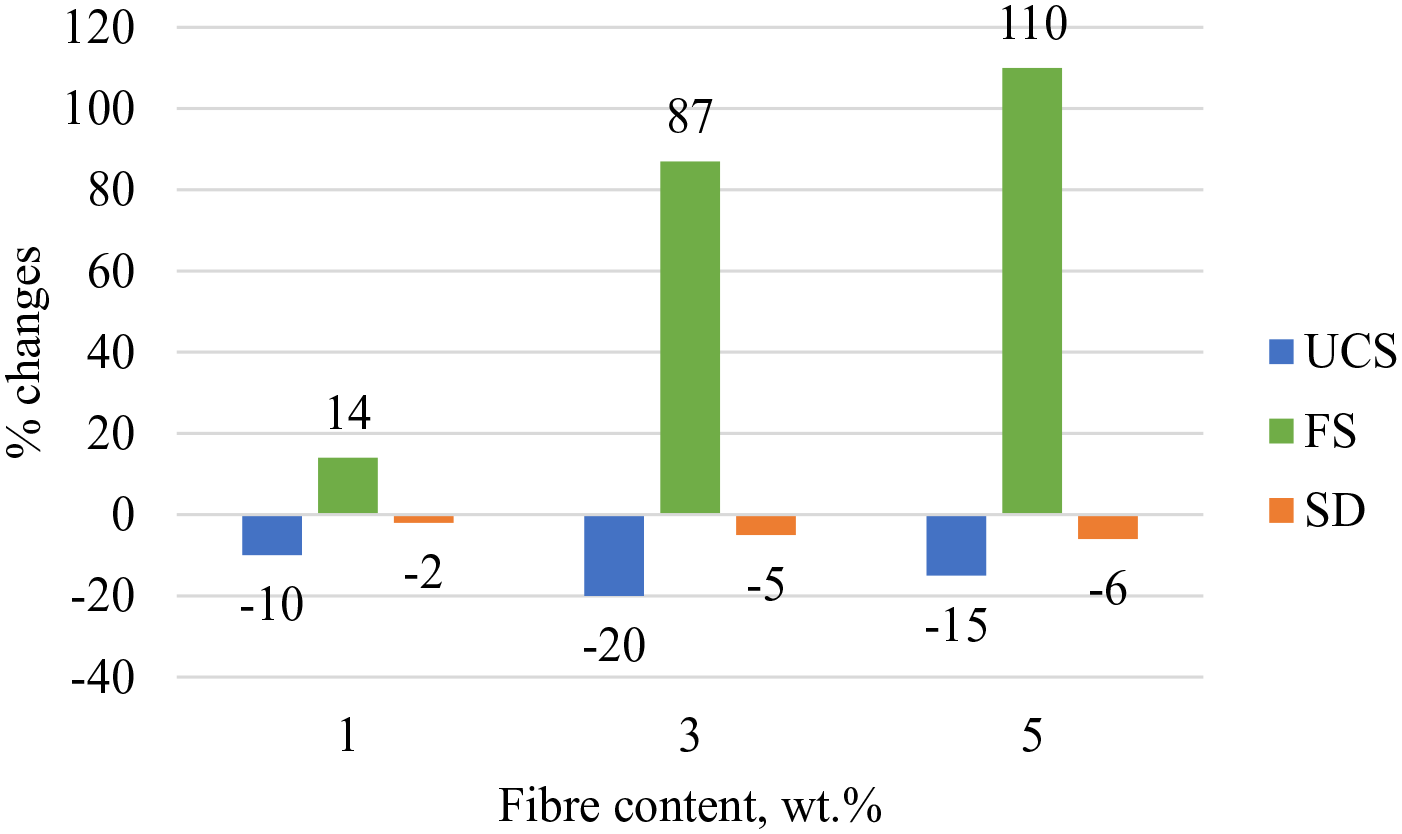
Changes (in %) in the compressive strength (UCS), flexural strength (FS) and specimen density (SD) compared to the base sample after fibre addition.
Generally, fibre inclusion increases the flexural strength of the geopolymer composites. In certain cases, the decrease in flexural strength can be observed with increasing fibre addition in the literature, regardless of the material of the fibre (Farhan et al., 2021; Kuranlı et al., 2022). This can be the case when the bonding between the geopolymer matrix and the fibres is not adequate when the amount of fibre is not optimal in relation to the matrix. However, the utilised mechanically processed textile fibres had a significantly positive effect on the flexural behaviour of geopolymers.
The original uniaxial compressive strength of the composites decreased with fibre addition. Without fibres, 5.26 MPa compressive strength was measured, which decreased down to 4.21 MPa with 3 wt.% fibre content, and the strength of the 1 and 5 wt.% composites varied between these values. The increasing amount of fibre addition lowering the compressive strength of geopolymer specimens is well-documented in the literature, with similar trends as was observed during the research (Alomayri and Low, 2013; Wongsa et al., 2020).
The density of the specimens showed a continuously decreasing tendency as well. The density of the control specimens without fibres was 1.70 g cm−3, which decreased to 1.61 g cm−3 with 5 wt.% textile fibre addition.
As the density of the base material of the textile fibres is considerably lower than that of fly ash (cotton – 1.54 g cm−3, polyester – 1.23–1.38 g cm−3, polyamide – 1.3–1.5 g cm−3), due to the replacement of increasing quantity of fly ash in the system, the specimen density is expected to decrease (Cameo Materials Database, 2022; Farhan et al., 2021). Thus, these results are in good correlation with other cotton and polyamide-reinforced geopolymer composites (Alomayri et al., 2013; Kuranlı et al. 2022).
Geopolymer structure
The FT-IR spectra of the fly ash and the geopolymer samples are illustrated in Figure 5. The most common four peaks for fly ash-based geopolymers are well illustrated in the spectra. The broad peak between ~3000 and 3600 cm−1 and the sharp peak at 1610 cm−1 indicate the presence of H–O–H and –OH stretching and deformation vibrations, because of the absorbed, structural or trapped water in the pores and cavities in the geopolymers. The stretching vibrations of O–C–O bonds appear at ~1420 cm−1 due to the carbonate species, mainly as a result of the atmospheric carbonation of the unreacted sodium of the alkali activator. The highest intensity peak just below 1000 cm−1 represents the T–O–Si asymmetric stretching vibrations (where T: Al, Si) that was formed due to the geopolymerisation process (Li et al., 2022).
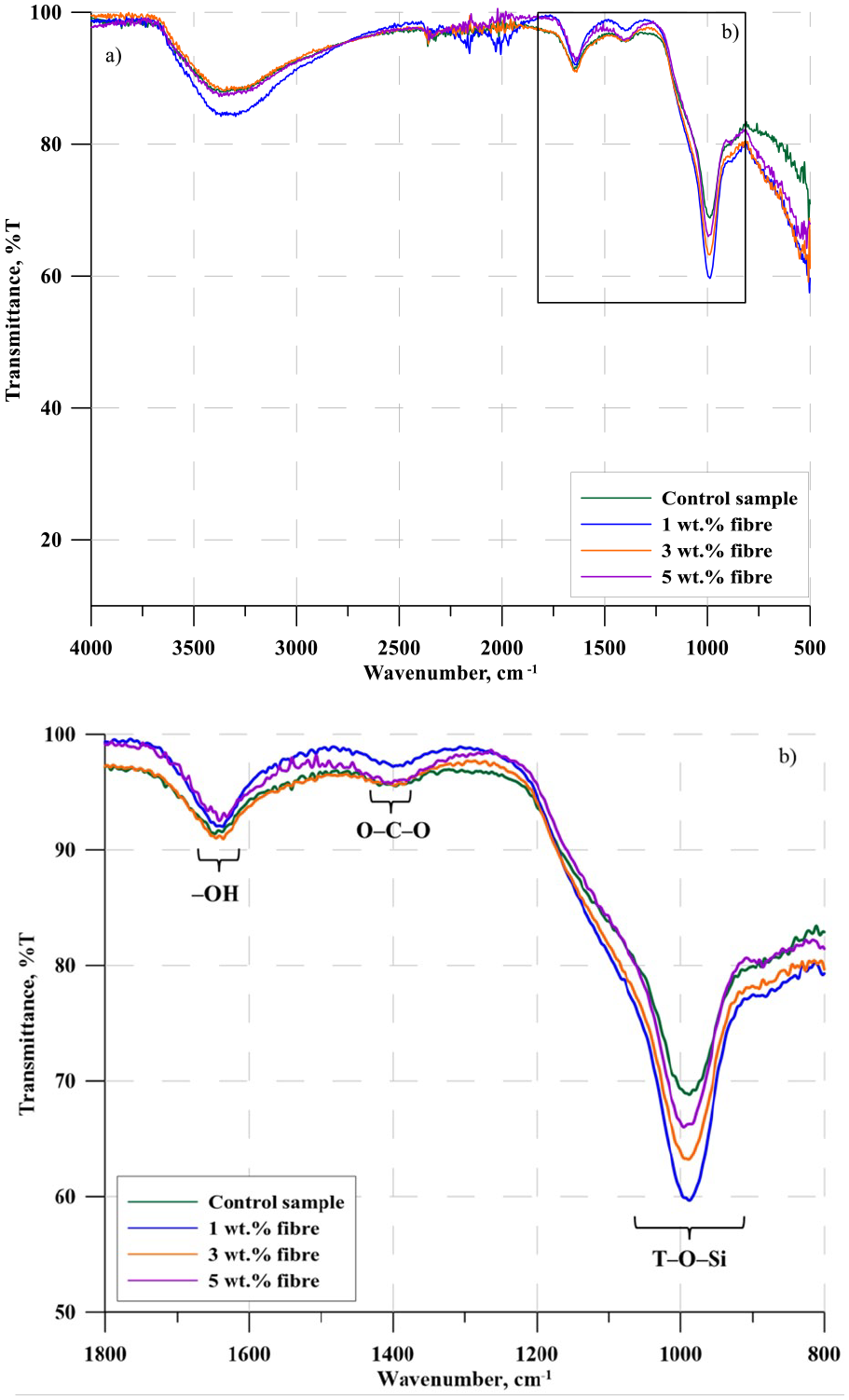
The FT-IR spectra of the geopolymer specimens between (a) 500 and 4000 %T and (b) the 800 and 1800 %T wavenumbers.
The intensity of the T–O–Si peak for the amorphous gel increased with 1 wt.% fibre addition and slightly decreased as the fibre content was increased. The lower transmittance values suggest a higher degree of geopolymerisation; therefore, according to the spectra, even 1 wt.% textile fibre inclusion resulted in improved geopolymer structure than the plain sample. The water-related and carbonation peaks around 1600 and 1400 cm−1 also slightly decreased for certain fibre-reinforced specimens. The initial changes with fibre addition imply that the textile fibres are capable of absorbing some of the activator solution, possibly during the mixing procedure. Thus, the redundancy of the activator solution was reduced, lowering the water content of the matrix and decreasing the carbonation effect, also decreasing the transmittance values at the geopolymerisation peak.
SEM and EDS analysis
On the micrograph of Figure 6(a) and (b), the geopolymer matrix without any fibres can be observed. Some micropores in the matrix can be observed, along with unreacted or partially reacted fly ash particles. Due to the damage caused by the force of the mechanical measurements, several microcracks encompass the surface of the geopolymer. The SEM images of the fibre-reinforced composites showed similar properties; thus, a micrograph of the 5 wt.% fibre-reinforced geopolymer sample (Figure 6(c) and (d)) was chosen to describe the microstructural properties.
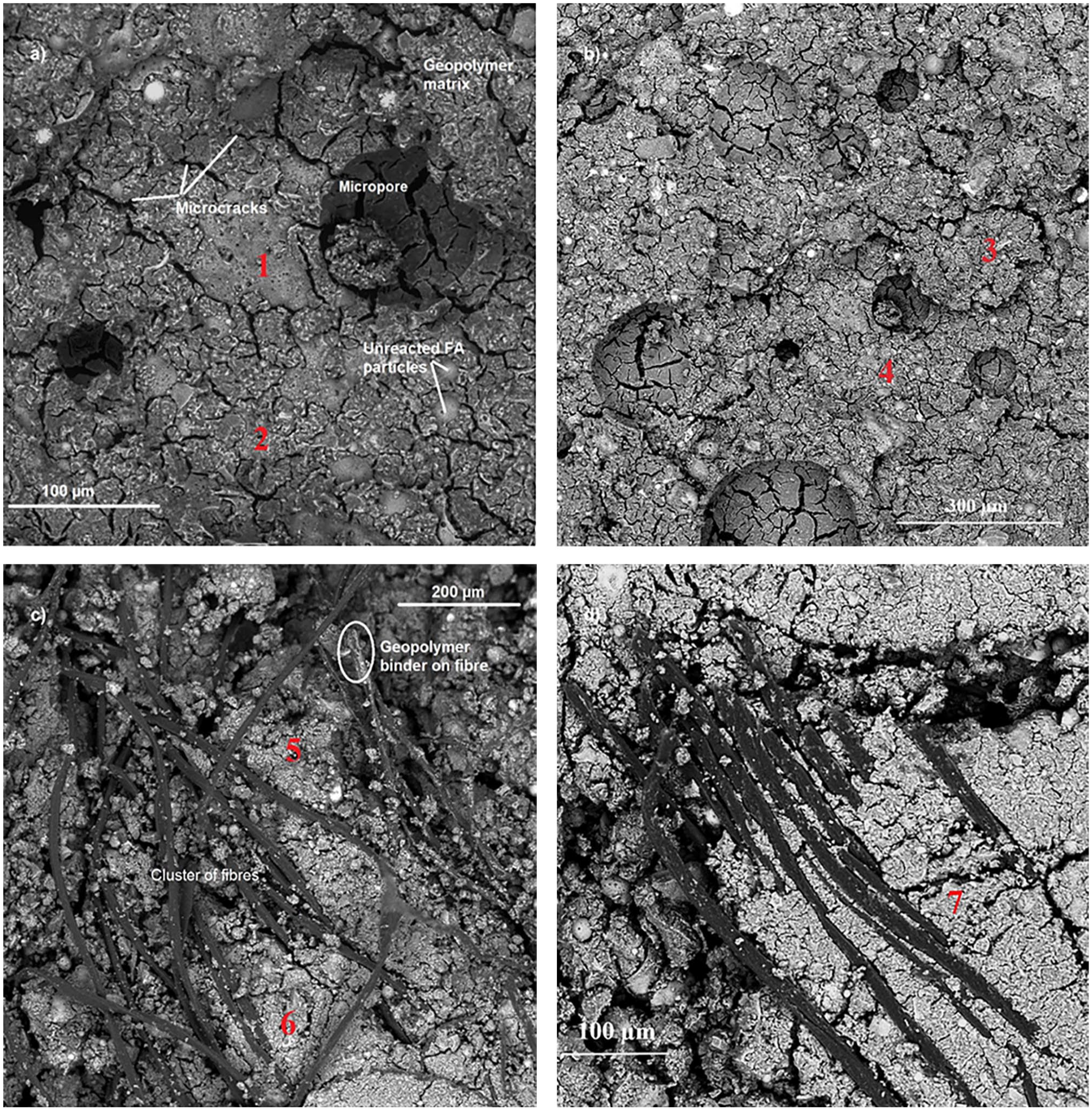
SEM images of the (a, b) base and (c, d) fibre-reinforced (5 wt.%) geopolymers with EDS analysis points.
Residues of the geopolymer matrix adhered to the fibres could be observed on Figure 6(c), suggesting that the geopolymer matrix could bind with the surface of the textile fibres, further confirming the applicability of recycled textile fibres as reinforcement material in geopolymer systems. Bridging fibres also appeared in the SEM images, mainly in larger clusters, implying the capability of the textile fibres to interconnect the geopolymer matrix even in case of breakage and cracking. The number of microcracks also decreased with the fibre inclusion. The fibres in the reinforced composites are able to hinder microcrack propagation by diverting the load exerted on the specimens. There was no indication of the breakage or tear of the fibres after the measurements, which implies that upon fracture, the fibres were pulled out from the matrix. Consequently, the alkaline environment in the geopolymer matrix had no noticeable negative effect on the mechanical properties of the fibres during the experiments and the failure was caused by the overall insufficient adhesion between the fibre and the geopolymer.
The results of the elemental point analysis for the main components of the geopolymer matrix at different points indicate a certain level of inhomogeneity in the samples (Table 2). For the base sample seen in Figure 6(a) and (b), the recorded Si, Al and Na values deviated between 26.62 and 34.03 wt.%, 13.37 and 9.26 wt.% and 5.27 and 4.39 wt.%, respectively. On the other hand, the examination of the sample reinforced with 5 wt.% textile fibres (Figure 6(c) and (d)) revealed 24.26–51.31 wt.%, 7.10–10.67 wt.% and 1.40–5.48 wt.% of Si, Al and Na content, respectively. Thus, the point analysis results showed that the control sample showed much lower deviation in composition – the Si, Al and Na values in the control sample fluctuated within 28%, 30% and 17%, respectively. However, when fibres were added to the matrix, these values significantly increased, up to 112% for the Si, 33% for the Al and 74% for the Na. It indicates that the addition of a higher amount of fibres had a negative effect on the appropriate dispersion of the components, creating a non-homogeneous geopolymer matrix.
Results of the EDS analyses from Figure 6, in wt.%.

Conclusion
The goal of the research was to produce fibrous products from textile wastes and to examine the potential of fibre-reinforced geopolymer production as an open-loop recycling method. The main base material for the textile waste was found to be cotton, polyamide and a mixture of cotton and polyester. The two-step comminution experiments revealed that around 30–40 mm long fibres can be produced from end-of-life garments and household textiles. Considering the mechanical properties of the geopolymers, the flexural strength enhancement of the textile fibres was significant, 110% compared to the sample without fibre inclusion, with only a slight decrease in the compressive strength, indicating the effectiveness of textile waste fibres as reinforcement material in the alkaline geopolymer structure. Even though the FT-IR analysis showed that the inclusion of fibres had a positive effect on the geopolymer structure, demonstrated by the decreased transmittance of the T–O–Si peak, the EDS analysis at different points of the reinforced composite showed large inhomogeneities in the composition. Up to 112%, 33% and 74% deviation were detected in the Si, Al and Na content of the fibre-reinforced samples, respectively, indicating the need to further optimise the production parameters.
Footnotes
Acknowledgements
The authors are grateful to the Institute of Mining and Energy (University of Miskolc) for their help during the mechanical strength tests and the Institute of Exploration Geosciences (University of Miskolc) for the chemical analysis.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research work was performed in the Centre of Excellence in Sustainable Natural Resource Management at the Faculty of Earth Science and Engineering, University of Miskolc. Project no. 2019-2.1.7-ERA-NET-2022-00051 has been implemented with the support provided by the Ministry of Innovation and Technology of Hungary from the National Research, Development and Innovation Fund, financed under the 2019-2.1.7-ERA-NET funding scheme. The research was partly funded by the Sustainable Development and Technologies National Programme of the Hungarian Academy of Sciences (FFT NP FTA).