
Abstract
The use of the polypropylene (PP) recyclates in certain processing methods and applications is still limited by their quality. The high melt flow rate (MFR) and the inconsistent properties of recyclates are common obstacles to their use. Therefore, this work aims to identify possible reasons for the low and inconsistent quality of PP recyclates depending on the source material in PP waste bales. The levels of polymeric and non-polymeric contaminants were assessed. As mixing of different PP grades is an issue for the MFR, the proportions of the different processing grades were also investigated and the potential of sorting by processing method to produce lower MFR recyclates was assessed. The analysis showed that the waste bales, although pre-sorted, still contained high amounts of contaminants. Injection moulding was found to be the predominant processing method in the bales, explaining the high MFR of PP recyclates. However, a sufficiently high amount of low MFR products was found in the bales, which seems promising for the production of low MFR recyclates. Seasonal variations in the composition of the waste bales were identified as one of the reasons for the inconsistent qualities of recyclates. These results highlight the importance of proper sorting and treatment of PP waste bales prior to reprocessing in order to obtain high-quality recycled products.
Introduction
In 2021, polypropylene (PP) accounted for almost 20% of the European plastics converters demand, making it the second most used plastic after polyethylene (PE) (PlasticsEurope, 2022). Due to the high volume of PP used as packaging material (PlasticsEurope, 2022), large amounts of PP waste are generated every year. To reduce the produced waste and the use of fossil resources, recycling is crucial. Although recycling rates and the use of recycled plastics have increased in recent years (PlasticsEurope, 2022), the quality of recycled plastics is still a problem. The quality differences and inconsistencies of recyclates compared to virgin plastics often limit their use in demanding applications or in large quantities (Brouwer et al., 2020; Schyns and Shaver, 2021; Thoden van Velzen et al., 2020).
The main difference between recycled and virgin plastics lies in the processability as well as the mechanical, thermal and optical properties (Schyns and Shaver, 2021; Vervoort et al., 2018; Yin et al., 2015). The main causes of deterioration in the properties of recycled plastics are degradation, polymeric and non-polymeric contamination as well as low molecular weight contamination (Strömberg and Karlsson, 2009; Thoden van Velzen et al., 2020; Vilaplana and Karlsson, 2008; Villanueva and Eder, 2014). Considerable degradation of a material can occur during the usage of the product and the storage and reprocessing of the waste (Dahlbo et al., 2018; Vilaplana and Karlsson, 2008). Common non-polymeric contaminants include metals, glass, paper and organic residues (Dahlbo et al., 2018; Villanueva and Eder, 2014). Such undesired materials can enter the plastic recycling stream due to insufficient sorting or cleaning. Non-polymeric contaminants may be attached to the plastic waste in a way that they cannot be separated by the usual sorting methods (e.g. metal spring in pump dispenser) (Faraca and Astrup, 2019). Particle contaminations with non-polymeric contaminants can have a severe effect on the quality of recyclates. They can act as stress concentrators and thus deteriorate the mechanical properties of recyclates (Gall et al., 2021).
Polymeric contaminants can derive from insufficient sorting capability, sorting faults and the inability to sort out multi-material components (Kaiser et al., 2018; Koinig et al., 2022b; Picuno et al., 2021). Plastic products consisting of more than one polymer type, such as multilayer films, cannot be separated into the individual components with conventional mechanical sorting systems (Kaiser et al., 2018; Koinig et al., 2022a, 2022b). Since most polymers are immiscible and incompatible, the mixing of different polymers can lead to an immense loss in their properties (Ragaert et al., 2017; Vervoort et al., 2018; Vilaplana and Karlsson, 2008). In addition to the immiscibility, the difference of the melting temperatures of different polymers is a further issue (Villanueva and Eder, 2014). Reprocessing waste plastics at the melting temperature of the target polymer means that the other polymers in the stream are either not fully melted or degraded. Both cases are undesirable and lead to deterioration of the mechanical properties of the produced recyclate (Villanueva and Eder, 2014). To avoid particles from polymeric and non-polymeric contaminants in the recyclates, melt filters during processing can be used (Luijsterburg et al., 2016; Ragaert et al., 2017). However, melt filters can negatively affect the production process.
The content of contaminants and thus the purity of the PP recycling stream is dependent on various factors: the collection, sorting and additional treatments (e.g. density separation, washing). Depending on the country or region, municipal plastic waste is collected via different systems. The collected waste normally goes to a material recovery facility where it is pre-sorted by material type (Lase et al., 2022; Lubongo and Alexandridis, 2022; Villanueva and Eder, 2014). The most commonly used technique for automatic sorting of plastics is based on near-infrared (NIR) spectroscopy (Ragaert et al., 2017; Schyns and Shaver, 2021). The sorted fractions are then pressed into bales and transported to a recycler, where they are further sorted, subjected to different treatments (e.g. washing) and in the end processed into recyclates (Bashirgonbadi et al., 2022; Ragaert et al., 2017).
Based on the supplier and the specifications, PP waste is available to PP recyclers in the form of different types and qualities of pre-sorted waste bales. For example, there are pure PP waste bales, which should mainly consist of PP, mixed polyolefin bales (MPO), which contain mainly PE and PP, and mixed PP/polystyrene (PS) bales, which contain mostly PP and PS waste. Due to possible variations in the bale purity, the bales should be occasionally checked by the recyclers to verify that the bales comply with the agreed quality. The German collection and recycling system ‘Duales System Deutschland GmbH’ (DSD) has developed specifications for pre-sorted waste bales (Bashirgonbadi et al., 2022; Der Grüne Punkt – Duales System Deutschland GmbH, 2023; Villanueva and Eder, 2014). These specifications are commonly used as benchmark for the quality of sorted bales in Europe (Brouwer et al., 2018; Lase et al., 2022). According to these specifications, PP bales should have a purity of at least 94 or 96 wt%, depending on the chosen specification (324-0 or 324-1). Hence, the total amount of contaminants should be below 6 and 4 wt%, respectively. MPO should have a purity of at least 85 wt%, that is, 85 wt% in the bales should consist of PE and PP.
Not only contaminations with other materials and polymers affect the quality of recyclates, but the mixture of different grades of the same polymer type also has a negative effect on the properties of recyclates (Thoden van Velzen et al., 2020; Traxler et al., 2022). PP is available in many different grades. They differ in their molecular structure, molecular weight, morphology and additives. As a result, the grades exhibit different properties, allowing PP to be used in a wide range of products that can be manufactured using different processing techniques. Each processing technique and application has specific material requirements. One of the most important is viscosity, as this property determines which processing method is applicable to a given material. A quickly measured value that gives insight on the melt viscosity is the melt flow rate (MFR). There are processing techniques like extrusion that require polymers with low MFR values and processing techniques like injection moulding (IM) that need materials with higher MFR. For PP recycling, mainly PP packaging waste is used, with the predominant processing grades being IM, extrusion blow moulding (EBM), thermoforming (TF) and film extrusion grades (FLEX). In contrast to the MFR of IM grades, which ranges from 3.5 to 100 g 10 minutes−1, the MFR for EBM and TF packaging grades has values between 1.3–1.9 g 10 minutes−1 and 1.2–4 g 10 minutes−1, respectively (Borealis Data Sheets). Grades for films exhibit MFR values in the range of 0.4–13 g 10 minutes−1 (Borealis Data Sheets). During recycling, different PP grades are mixed together resulting in recyclates with rather high MFR (Strömberg and Karlsson, 2009; Traxler et al., 2022). As a result, most recyclates can only be used for IM or can only be added in small quantities to virgin PP for use in processing methods that require a low MFR (e.g. extrusion). This poses a challenge for some plastics converters (e.g. pipe producers), especially in view of possible new regulations (Packaging & Packaging Waste Regulation, European Commission, 2022) and the increasing commitment of various stakeholders (European Commission, 2018) to increase the recycled plastics content in new products. Sorting by processing method, that is, MFR, could be a solution to produce low MFR recyclates (Bredács et al., 2023). However, it must first be determined whether the sorting is reasonable, that is, whether there is a sufficient quantity of low MFR products in the waste stream.
Several studies investigated the material flows of post-consumer plastic packaging (Brouwer et al., 2018; Cimpan et al., 2021; Picuno et al., 2021; van Eygen et al., 2018), mainly focusing on quantifying the different plastics and the different types of products (e.g. films, hollow bodies) in plastic packaging waste. However, no study was found explicitly dealing with the investigation of pre-sorted PP waste bales, especially with regard to seasonal variations and the evaluation of the proportions of different PP grades.
Therefore, this work deals with the analysis of different PP waste bales. One aim is to determine the current qualities of pre-sorted PP waste bales and possible reasons for low and inconsistent qualities of PP recyclates due to the source material. The other objective is to determine the proportions of different PP processing grades in the bales. Particular focus is set on the available amount of low MFR fractions in the bales and thus the potential of sorting by processing method to produce low MFR recyclates.
Materials and methods
In this study, five different pre-sorted PP waste bales were investigated, which were kindly provided by PreZero Polymers Austria GmbH (Haimburg, Austria). Two pure PP bales (PP1 and PP2), two MOP (MPO1 and MPO2) and one PP/PS bale were examined. The bales came from different suppliers and had different specifications. Depending on the supplier, different methods of pre-sorting were applied (manual sorting, NIR-based sorting etc.). However, no further information about the pre-sorting of the different bale types was provided. To investigate if the composition of the bales varies seasonally, the described bale analysis was carried out four times a year. The aim of investigating mixed PP bales (MPO and PP/PS) was to determine the PP content, seasonal variations of the PP content and the difference between the proportions of the different processing grades compared to pure PP bales.
From each waste bale, random samples of 5–11 kg material were taken and manually sorted by material. Sampling was carried out by opening the bales, loosening the contents and taking samples at different points in the loosened pile. During sorting, a distinction was made between the target material (PP), side fractions (PE for all bale types and PS for the PP/PS bales) and contaminants (polymeric and non-polymeric). The different polymers were distinguished based on the ASTM International Resin Identification Coding System, which is often located on the bottom of plastic packages. Samples without the identification code were sorted based on knowledge of which products are made of which plastic and with the help of portable NIR spectrometers of the types microPHAZIR (Thermo Fisher Scientific Inc., Waltham, MA, USA) and trinamiX (trinamiX GmbH, Ludwigshafen, Germany). The two NIR spectrometers used analysed the measured spectra and automatically identified the polymer types. Since films could not always be identified by NIR, they were additionally analysed via Fourier-transform infrared spectroscopy (FTIR) in attenuated total reflectance (ATR) mode using a SpectrumTwo spectrometer (PerkinElmer, Inc., Waltham, MA, USA). Both sides of the films were measured to identify whether they were mono-material or multi-material films. Only the films where both sides showed spectra of PP were classified as PP films and were included in the total PP fraction. Samples showing a PP spectrum on one side and a spectrum of another polymer on the other side were classified as multilayer films and were assigned to the fraction ‘contaminants’. It should be noted that multilayer films with three or more layers, where the two outer layers are PP, but the middle layers are other polymers, may not be detected with FITR-ATR measurements. To detect such films, other methods such as FTIR in transmission mode or differential scanning calorimetry would be required. However, these methods were not carried out within the scope of this study.
As mentioned before, the mixture of different PP grades has an influence on the recyclate properties and quality. Therefore, the quantities of the different PP processing grades in the bales were also evaluated. The following processing grades were distinguished: IM, EBM, TF and FLEX grades. The described manual sorting procedure is illustrated in Figure 1. The evaluation of the proportions is based on the masses of the sorted fractions.
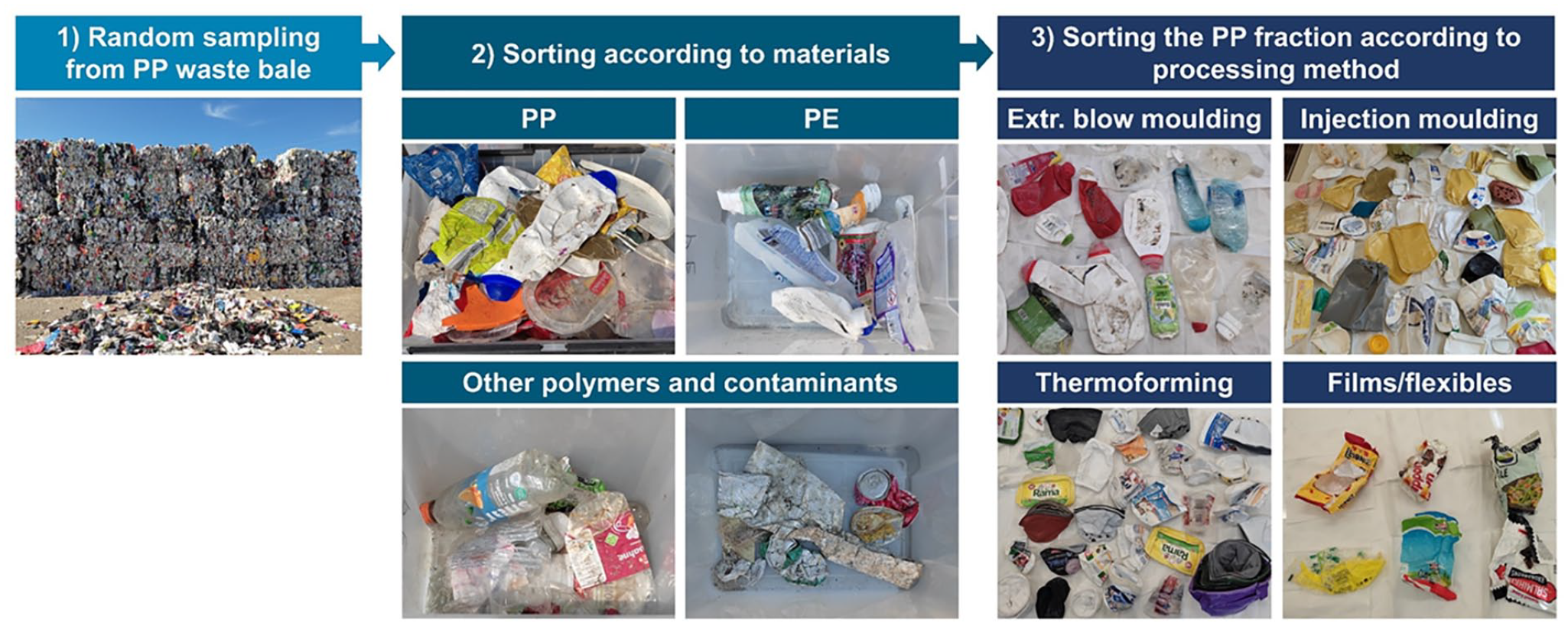
Illustration of the bale analysis procedure.
Results and discussion
Differentiation between monolayer and multilayer films
As mentioned above, the obtained films were additionally checked using FTIR spectroscopy to identify multilayer films and films not made of PP. As an example, Figure 2 shows the comparison of the spectra of a PP monolayer and a PP/polyethylene terephthalate (PET) multilayer film. It can be seen that the two spectra in Figure 2(a) show the same peaks, which are characteristic of PP (Andreassen, 1999; Mark, 2006). The spectra in Figure 2(b) show different spectra on the inside and outside of the film, indicating that this film is a multilayer film composed of different polymers. The inner side exhibits a typical PP spectrum, whereas the outer side shows typical peaks of PET (Andreassen, 1999; Mark, 2006; Socrates, 2001). In addition to multilayer films, common polymeric contaminants in the investigated bales included PET bottles and expanded PS (in case of the pure PP and the MPO bales). Non-polymeric contaminants found included amongst others glass, metals, tetra packs, textiles and metallized films.
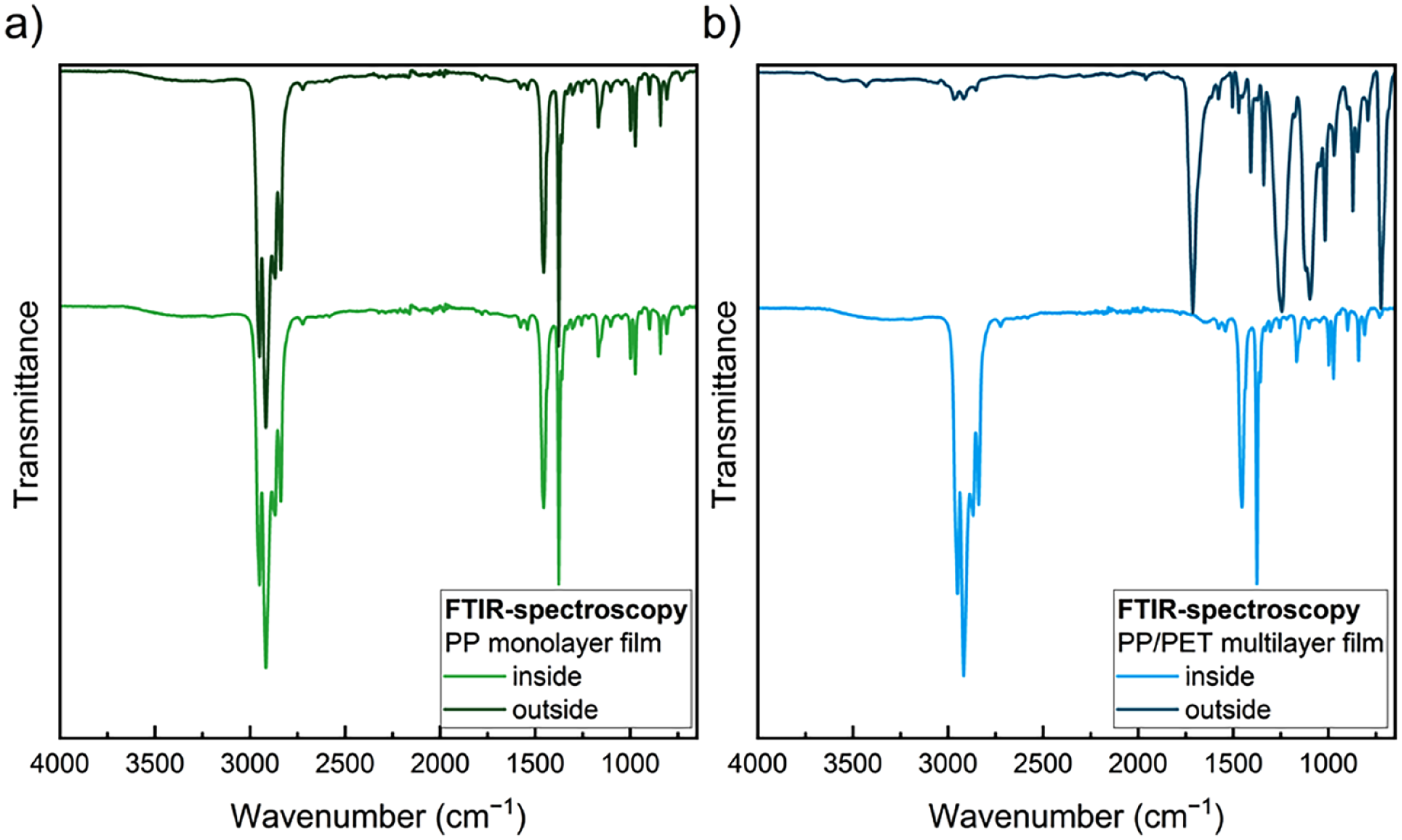
FTIR-ATR spectra of (a) a PP monolayer film and (b) a PP/PET multilayer film.
Results of the sorting by material
The results of sorting the different bales by material are shown in Figure 3. The amount of PP in the pure PP bales (PP1 and PP2) varied with sampling time (see Figure 3(a) and (b)). It ranged between 75 and 96% for the PP1 and between 84 and 96% for the PP2 bale. Both bales reached the purity of 96% as proposed in the specification 324-1 from DSD (Der Grüne Punkt – Duales System Deutschland GmbH, 2023) only once. As can be seen, the pure PP bales contain a fairly high amount of PE depending on the sampling time. For both bales, the PE amount was the highest in February 2022. Averaged over the four sampling times, the PP1 bale contained 90% PP, 4% PE and 6% of contaminants. These averaged numbers are in quite good agreement with the findings of the study by Brouwer et al. (2018), in which they experimentally determined the composition of washed and milled PP waste products originating from separate collection. This work reports that the milled fraction consisted of 91% PP, 5% PE and 5% of other contaminants (Brouwer et al., 2018). On average, the PP2 bale showed a lower content of PP (87%), a higher content of PE (5%) and the same amount of other contaminants (6%) compared to the PP1 bale.
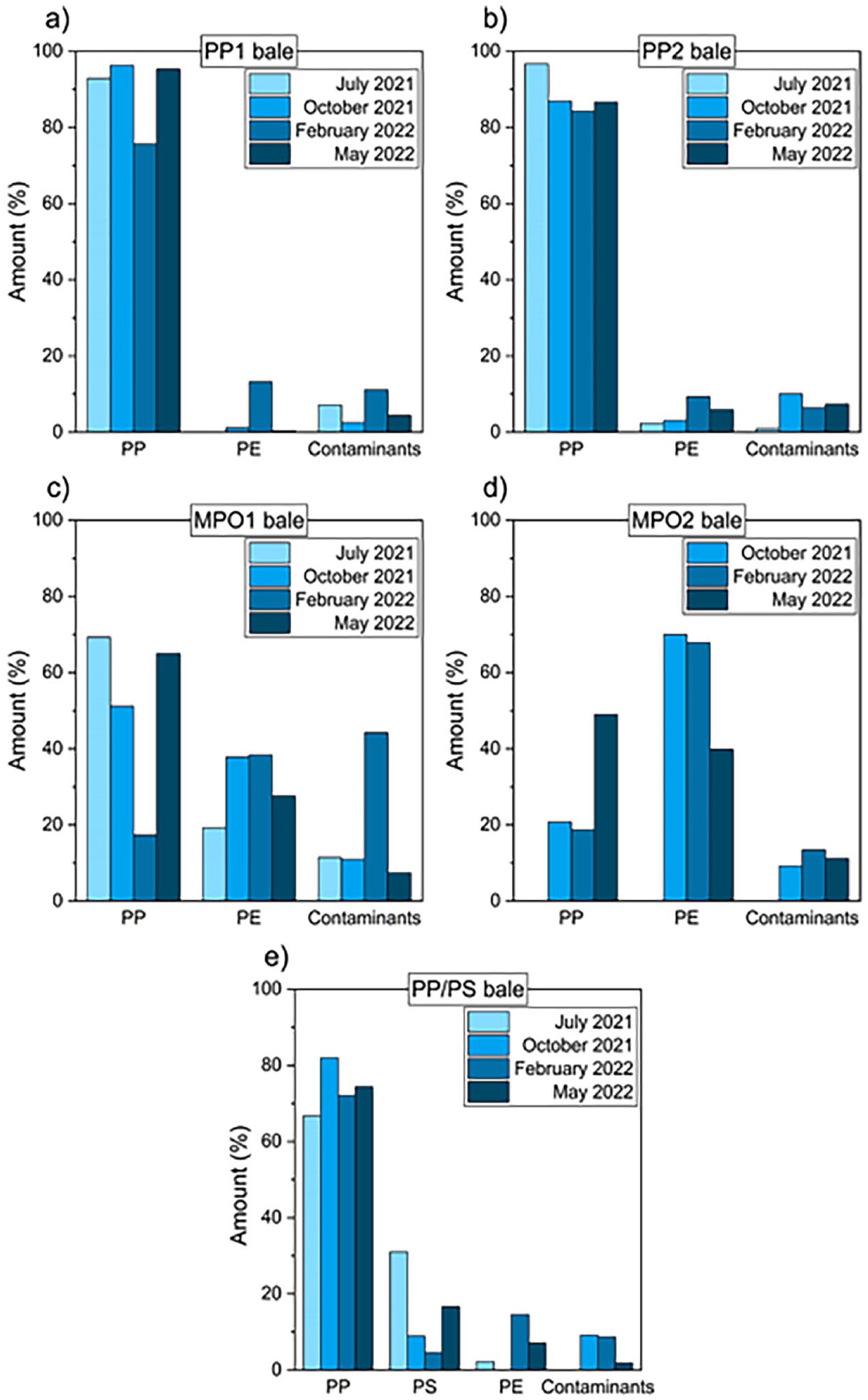
Material composition of the (a) PP1, (b) PP2, (c) MPO1, (d) MPO2 and (e) PP/PS bales.
With the exception of February 2022, the MPO1 bale showed higher PP than PE amounts (see Figure 3(c)). The PP content of the MPO1 bales ranged from 31 to 79%, which means that this bale type has a high amount of feedstock for PP recycling. In February 2022, the MPO1 bale contained a high amount of polymeric and non-polymeric contaminants (11%).
The MPO2 bale (Figure 3(d)) exhibited a higher PE content and a lower PP content (19–49%) than the MPO1 bale. The data for July 2021 are missing for the MPO2 bale as this bale type was not available at the time of sampling. With the exception of the MPO1 bale in February 2022, both MPO bales achieve the purity level of 85% set by the DSD at each sampling time.
The main component in the PP/PS bale (Figure 3(e)) was PP with a content ranging from 66 to 82% depending on the sampling time, whereas the PS content ranged from 5 to 31%. Although this bale type should mainly contain PP and PS, it had quite high PE contents at some sampling times (e.g. 14% in February 2022). Interestingly, the PP/PS, the PP1 and the PP2 bale had their highest PE content in February 2022.
Discussion of the sorting by material
The differences in the proportions of the materials in the different bales may be explained by different origins, specifications and pre-treatments. The higher amount of PE in February 2022 may be attributed to various factos, such as changes in the pre-sorting method and source material or in consumption trends; however, the exact reason for this phenomenon is not known. The high content of contaminants in the MPO1 bale in February may be due to several reasons. It may be due to the sampling procedure. The sample size may have been too small to reflect the whole bale and may have contained a disproportionate amount of contaminants. However, the high contaminant level may also be attributed to the origin and sorting system. The supplier may have used a different pre-treatment for that particular bale.
The comparison of different sampling times indicates a seasonal variation in the composition of the bales. Reasons for seasonal changes may be due to changes in the origin or sources of the waste, changes or differences in the used sorting systems of the suppliers or general seasonal fluctuations of the composition of plastic packaging waste.
In general, relatively large amounts of contaminants were found, which makes further sorting and treatment at recycling facilities inevitable. As mentioned before, the contamination with other materials or polymers can have a severe effect on the properties of recycled plastics. However, additional sorting methods at recycling facilities like density separation, additional sorting with NIR systems and melt filtration are already commonly used. Unless the contaminants are part of an inseparable multi-material component, other materials and polymer types could be separated from the PP stream by density separation using the sink-float separation (Ragaert et al., 2017). Using a conventional water bath, fractions with a density below 1 g cm−³ can be separated from materials with a density above 1 g cm−³. In addition, melt filtration is deployed during the reprocessing in order to remove any remaining solid non-polyolefin materials as far as possible (Kaiser et al., 2018). However, as was shown in a study by Gall et al. (2021), recycled materials can still contain particles larger than the mesh size of the used melt filter. A purer waste stream prior to reprocessing is therefore beneficial. Since PE and PP share similar density (below 1 g cm−³) and melting temperature ranges, their separation by conventional sink-float techniques and melt filtration is not possible. Therefore, additional sorting techniques are required, with an additional NIR sorting step being one possibility. However, even with additional sorting and treatment, a 100% pure recyclate is unlikely or very difficult to achieve. As PP and PE are highly immiscible, their mixture results in phase-separated blends with poor adhesion between the two phases (Karaagac et al., 2021). This is the reason why already small PE contents in PP can deteriorate short-term and long-term mechanical properties (Messiha et al., 2020). To reduce the negative effect of PE contamination in the PP recyclate, compatibilizers could be introduced during reprocessing (Jmal et al., 2018; Vervoort et al., 2018; Vilaplana and Karlsson, 2008). The function of compatibilizer is based on their ability to improve the dispersion of particles, interfacial tension and adhesion between the components (Karaagac et al., 2021; Ragaert et al., 2017), thus improving the properties of PP recyclates with PE contaminants.
Results of sorting by PP grade
Typical examples for injection moulded packaging products that were found in the bales were food containers, such as ice cream containers and containers and lids for spreads, and buckets. The EBM fraction mainly comprised detergent, shampoo, shower gel and ketchup bottles. Thin-walled plant pots, yoghurt cups and containers for meat or fruit are typical examples of thermoformed packages that were found. The FLEX fraction included, among others, pasta and sweets packaging. The results of sorting the PP fractions according to the different processing grades are shown in Figure 4. Looking at each bale individually, it can be seen that the proportion of the processing classes vary with sampling time. The trends for the variation in the proportions are different for each bale. However, it was found that with two exceptions (PP2 bale in July 2021 and MPO1 bale in February 2022), IM accounted for the largest proportion of all bales at all sampling times, followed by EBM and TF. Only a small weight percentage of PP FLEX samples was detected in the bales. On average, the two MPO bales were found to contain more FLEX samples than the other bale types. The PP/PS bale (see Figure 4(e)) exhibited very low amounts of FLEX samples (below 1%).
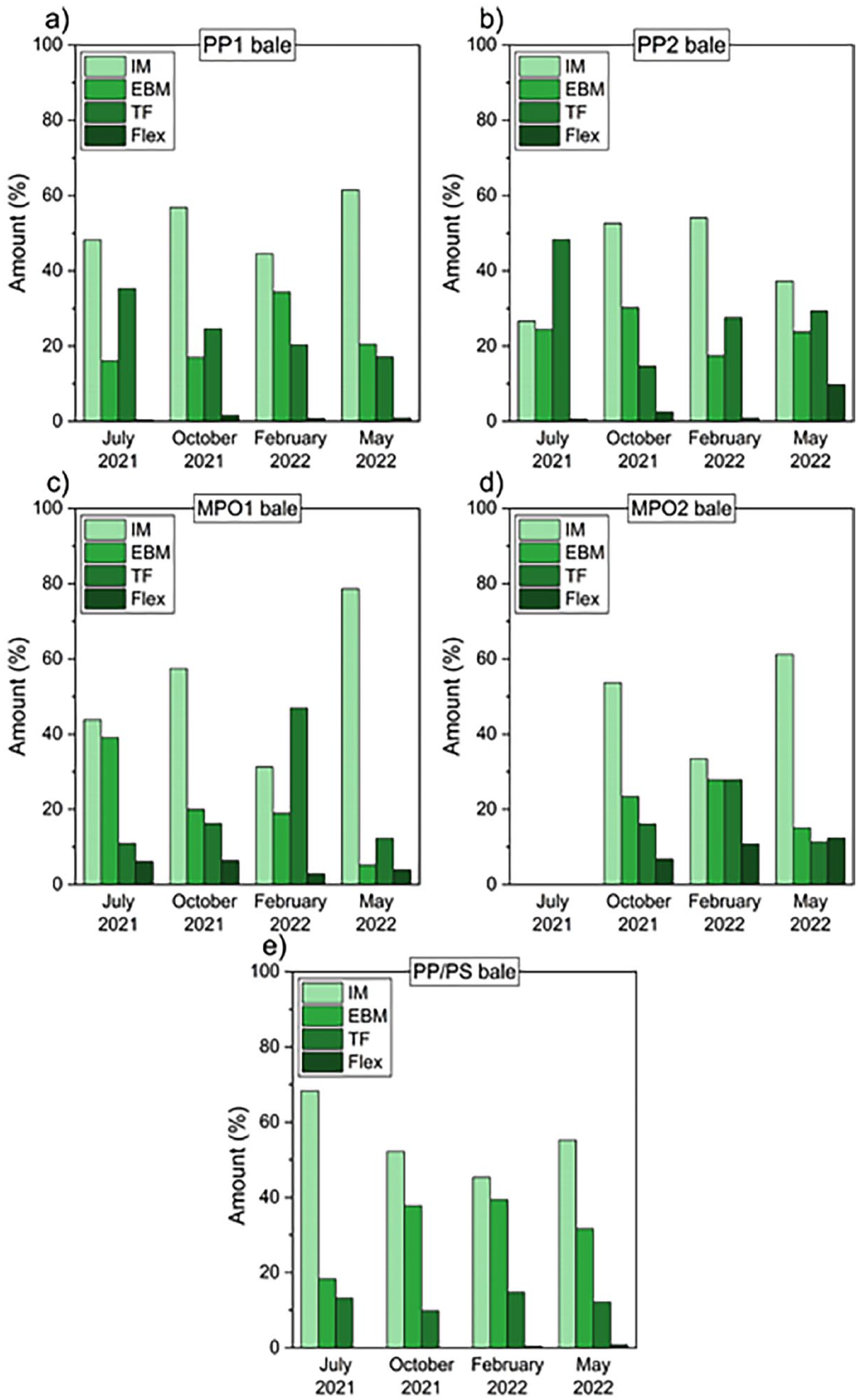
Results of sorting the PP streams from the (a) PP1, (b) PP2, (c) MPO1, (d) MPO2 and (e) PP/PS bales by processing method (IM, EBM, TF, FLEX).
With the exception of the MPO1 bale in May 2022, all the bales contained at least 15% EBM. On average, the PP/PS bales showed the highest EBM content of all of the bales. In February 2022, the EBM content even reached 39%. The share of TF grades in the different bales was between 10 and 46%.
Discussion of the sorting by PP grades
The high proportion of IM grades in the bales is one of the reasons for the high MFR values of PP recyclates since the MFR of IM packaging grades goes up to 100 g 10 minutes−1. Based on their MFR values, both EBM and TF grades would be interesting for the production of lower MFR recyclates. Although some film grades also exhibit low MFRs, they are less preferred because of potential sorting problems due to their low thickness and possible multi-material compositions (Kaiser et al., 2018; Koinig et al., 2022b). EBM grades have the smallest MFR range and are therefore of particular interest. With a minimum EBM content of 15% found in the bales, the separation of the EBM grades to produce low MFR recyclates would potentially be worthwhile. Especially the PP/PS bale type seems to be a promising source for PP EBM grades. As discussed above, TF packaging grades also have relatively low MFR values. By combining the EBM and TF streams, an average of 46% of the PP fractions (calculated over all bales and sampling times) would be available. However, it remains to be confirmed how low the MFR of a recyclate produced from waste streams sorted in this way can be.
As for the fluctuations found at material level, seasonal fluctuations in the proportions on processing grade level may also stem from differences in the origin or the systems used for pre-sorting. However, they may also be due to seasonal reasons. Certain products are used in smaller or larger quantities depending on the time of the year. For example, it was subjectively observed that the number of ice cream containers and ketchup bottles was the highest during or directly after the summer season.
Using the MPO1 bale as an example, a recyclate made from PP waste with the proportions from July would have probably shown different properties and processing behaviour than a recyclate made with the proportions found in May. As mentioned above, this is due to the difference of the different PP grades. A recyclate produced from a stream with a higher IM content (MPO1 bale in May 2022) would therefore have a higher MFR value than a recyclate produced from a stream with a lower IM and higher EBM content (MPO1 bale in July 2021). Thus, the sorting by processing method would also contribute to recyclates with more consistent properties.
Influencing factors on this study
The following factors may have influenced the evaluation presented and may affect bale analyses in general. Firstly, the size of the sample should be considered. For both, the manual sorting by material and the sorting by processing method, rather small sample sizes were investigated for each bale. A larger sample (at least 15 kg) would be advantageous for the significance of the data. Secondly, it would have been beneficial to carry out the analysis on more than one bale per bale type and sampling time in order to obtain information on the variance at a given time. Unfortunately, such investigations were not possible within the scope of this work. Other influencing factors are the knowledge of the personnel carrying out the bale analysis and the equipment available to identify the different plastics. Product residues and commingled plastics can also distort the results to a certain extent. Moreover, the Corona pandemic and associated changes in the availability and consumption of certain products may have also affected the results of this study.
Outlook on further investigations
As part of this project, the bale analysis has been continued to determine whether the seasonal variations in the proportions of the PP grades are reproducible. In addition, work is being carried out to determine the possible reduction in MFR due to sorting by processing method. This is done by producing and comparing recyclates from a conventional stream and a stream sorted by processing grade. At the same time, work is underway to improve automatic sorting systems to enable the separation between different PP grades.
Conclusion
To produce high-quality recycled PP, a pure PP waste stream is required. However, not only contaminants but also the mixture of different PP grades affect the quality of PP recyclates. Some applications require low MFR recyclates, which PP recyclers cannot yet provide. Currently used sorting systems do not differentiate between different PP grades, i.e., the mixing of the grades is inevitable. In order to produce recyclates with consistent qualities that can be used in low MFR applications (e.g. extrusion), it is necessary to sort PP by processing method.
In this study, different pre-sorted PP waste bales were investigated. The aim was to evaluate the reasons for the low and inconsistent quality of PP recyclates and the potential of sorting PP fractions by processing grade for higher-quality recyclates. The analysis showed that pre-sorted bales still contain high levels of polymeric and non-polymeric contaminants. The composition of the bales at material level was shown to vary with sampling time. Both the contaminants and the seasonal variation pose an obstacle to the production of recyclates with high and consistent qualities. Therefore, proper further sorting and treatment of the pre-sorted bales at the recycling facilities is required.
The proportions of the different processing grades in the bales also varied with the sampling time, which may explain the inconsistent PP recyclate qualities. It was found that in most cases, IM was the predominant processing method in the bales, which is one reason for the relatively high MFR of recyclates. Due to the low MFR range and a minimum of 15% EBM content in the bales, , the EBM fraction is a promising stream for the production of low MFR recyclates. Together with the TF stream, which usually also has relatively low MFR values, an even larger amount of the PP stream would be available for the production of recyclates with lower MFR values.
Footnotes
Correction (March 2024):
Article updated to correct author affiliations and correctly position funding statement.
Author’s note
Jutta Geier is also affiliated to Chair of Materials Science and Testing of Polymers, University of Leoben, Leoben, Austria.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research work was performed at the Polymer Competence Center Leoben GmbH (PCCL, Austria) within the framework of the COMET-program of the Federal Ministry for Climate Action, Environment, Energy, Mobility, Innovation and Technology and the Federal Ministry for Digital and Economic Affairs with contribution by PreZero Polymers Austria GmbH. The PCCL is funded by the Austrian Government and the State Governments of Styria, Lower Austria and Upper Austria.