
Abstract
Wind power is rapidly expanding worldwide, and so is the installation of wind turbines. The concept of wind power as a clean-energy alternative will be questioned if the waste from these turbines is not and adequately controlled. The goal of this review paper is to evaluate the various approaches for end-of-life management of wind turbine blades emphasizing on fibre recovery. Different methods for recovering carbon and glass fibres are described, including thermal treatment and chemical treatments and their economic and environmental comparisons. Life cycle assessment and comparative analysis of different recycling processes are also presented. Natural composites, modified thermoset composites, and thermoplastic composites are also covered as alternative environmentally friendly blade materials.
Introduction
With the increase in population, consumption of energy will surely increase (Patel et al., 2021). The enthusiasm for renewable energy generation is thriving as the world becomes more and more conscious of the negative effects of fossil and nuclear fuel-based power generation (Rathore and Sankhla, 2021). Nevertheless, all types of energy supply evaluations need to consider the whole life cycle and linked environmental impacts to be comparable (Rathore and Panwar, 2022). It is crucial that the materials and components used are managed optimally at every stage, from production and installation through operation and decommissioning and eventually removal if renewable energy sources are to continue to be sustainable alternatives (Rathore and Panwar, 2021).
In addition, renewable energy sources, such as wind energy, are gaining popularity as they don’t harm the environment and the ecosystem, hence preventing global warming (Rathore et al., 2021). According to the International Renewable Energy Agency, the percentage of renewable energy in the energy sector is 27 in 2019, which is expected to reach 85% by 2050 (IRENA, 2019). By 2050, more than one-third of total electricity demand will be supplied by onshore and offshore wind power together, making wind power generation a prominent source (Lu et al., 2020). Many companies are scaling up their production of wind turbine blades to decarbonize the energy generation system in the upcoming three decades. Although wind power is continuously growing worldwide. It also brings disadvantages that must be considered. Wind turbines constitute composite materials; their end-of-life treatment largely affects the ecosystem and the environment as they are very difficult to recycle. At the same time, between 2020 and 2030, many of the installed wind turbines in the 2000s will reach the end of their useful life (Ziegler et al., 2018). Due to the completion of a 20-year support period in 2021, a 4 GW wind energy turbine (about 6000 turbines) could be decommissioned (Mishnaevsky, 2021). Every year, about 2.4% of wind turbine blades must be replaced as these turbines have colonized potentially windy areas and must be decommissioned or repowered as they occupy large areas of underutilized between them (Piel et al., 2019). Each kilowatt of wind power requires 10 kilograms of WT blade materials (10 kg kW−1 or 10 t MW−1), resulting in roughly 200,000 tonnes of blade trash by 2034. Between 2029 and 2033, the quantity of recycled blade material will be 400,000 tonnes, based on a 10 t MW−1 blade material demand. By 2050, it will have increased to 800,000 tonnes per annum. The materials used to make wind turbine blades, specifically glass fibre (GF) reinforced thermoset polymer composite, are difficult to reprocess and turn into new value materials due to their nature. It is challenging to separate the components of a composite, recover the GFs and/or polymer matrix, or shred composites into smaller pieces, due to a lack of markets, recycling technologies for such materials are limited. Due to outstanding mechanical qualities and low-weight characteristics of composite materials, these are extensively employed in wind turbines. Figure 1 shows the amount of carbon fibre-reinforced plastic (CFRP) trash that will be accumulated by 2050. This indicates that by 2030, wind turbine blades will have accumulated at a rate of 100,000 tonnes per annum (Mamanpush et al., 2018). Furthermore, only a few recycling procedures are available to deal with such massive waste.
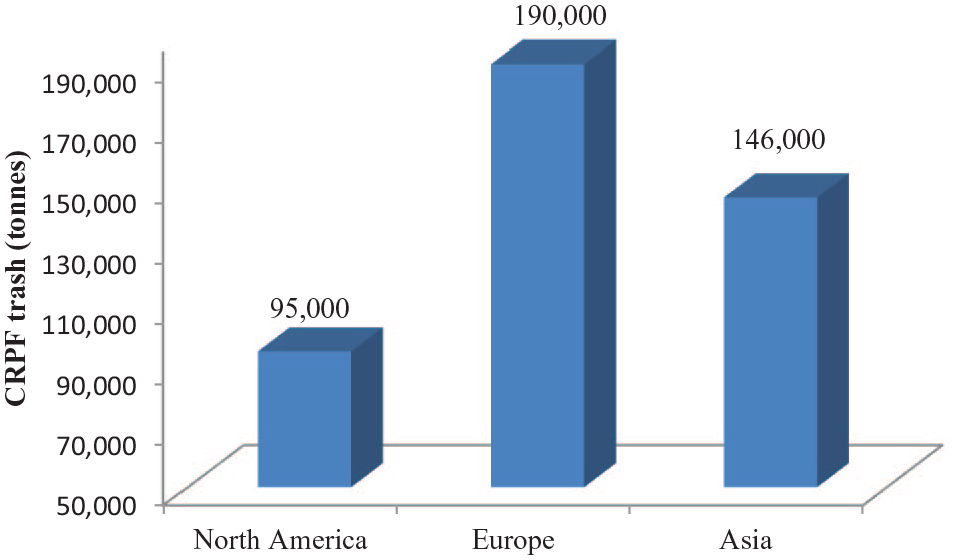
Predicted amount of CFRP trash (tonnes) for North America, Europe and Asia by the year 2050 (Lefeuvre et al., 2019).
Wind turbine manufacturing should be done so that when the turbines approach the end of their useful lives, they may be recycled or reused. As the technique selection is based on the type of material to be recycled and the application for which it will be used, several methods, mainly mechanical, thermal, and chemical-based recycling approaches, have been explored and established so far. In the domain of research, recycling CFRP and glass fibre-reinforced composites (GFRC) wastes has gradually grown exponentially (Borjan et al., 2021). But it’s also hard to select one conventional recycling process from a wide range of options. This present review paper covers various approaches as well as their processing conditions and other significant findings, required for end-of-life management of wind turbine blades ranging from landfilling, incineration, mechanical grinding via reusing, repurposing, recycling as well as the development of new materials like natural composite, thermoplastic composite, modified thermoset composite. Various recycling technologies are currently available, but all these technologies possess some advantages and limitations both which are discussed in this article. This review study provides a significant platform for academics and decision-makers working in the field of wind turbines by offering a more complete picture of the waste recycling solutions accessible.
Potential environmental impact of wind power generation systems
Today, a wind-energy-based system is treated as one of the clean and mature options among all existing renewable energy sources. In such a situation, it is vital to understand the influence of a windmill farm on the environment. Birds are said to be one of the most common victims of wind turbine deaths worldwide (Tesfahunegny et al., 2020). Birds get injured by hitting turbine blades, which proves fatal. As wind energy production progresses, these deaths raise serious concerns about the influence on ecological creatures. According to studies, birds have been observed to become disoriented in poor visibility or on foggy evenings. As a result of the light from wind farms attracting birds, more birds fly across wind power plants, becoming vulnerable to collisions with wind turbine blades (Erickson et al., 2014; Watson et al., 2018). As per Nazir et al. (2020), only 20% of all fauna killed in a year died as a result of a 1000 MW wind turbine installed capacity, whereas the number of avian deaths caused by hunters is estimated to be around 1500, and the number of deaths caused by vehicle and electricity collisions is estimated to be around 2000. Many studies have suggested that locating a wind farm in the right place can considerably reduce avian mortality. The wind sector should talk with concerned groups to eliminate aviation hazards and improve wind project safety lighting by ensuring that the light from the wind turbine does not attract migrating birds.
There are various exposure possibilities from wind turbines with damaged structures, including dust and airborne fibres. The potential for personnel exposure varies depending on the application or manipulation of the structure. Composite fiber (CFs) are very fine and easily broken by stretching, and can become a fine dust during any handling operations. Combustion of the CF usually does not occur, but the resin may ignite and cause wide distribution of the fibre. The resulting fire causes containment and collection problems that require hazard controls. The ensuing plume should be considered carcinogenic and avoided through ventilation. Degraded material from automobile and aerospace industry were incinerated or landfilled. But European Union favours forbidding disposal or landfilling technology for treating such poisonous waste. When the matrix constituents are incinerated, a number of harmful byproducts are emitted, including calcium oxide, which is produced by the calcium carbonate, boron and other oxides of glass. This can be hazardous to the eyes and lungs since it reacts quickly with water or water vapour (Rahnama, 2011). Another point of concern is the toxins contained in parts of the turbines that are released when the materials are recovered or incinerated at extremely high temperature, the material of the blades, fibre-reinforced plastics (FRPs), is a resin that develops toxic gases and must be filtered carefully. The dust produced by cutting processes also creates a hazardous working environment (Kalkanis et al., 2019).
Thus, wind energy facilities have a complex ecological impact that varies by time scale, season, climate, location, ecosystem type, and other factors. Therefore, more study utilizing rigorous scientific methodologies is required to fill present research method gaps and increase forecast dependability.
Recycling technologies
It is necessary to introduce the recycling/reusing concept prior to material selection process and before determining product design. After the material reaches its end-of-life, it must be recovered or recycled. Industries dealing in wind energy sector must strictly follow RoHS (restriction of hazardous substances), which prohibits using hazardous materials in wind turbine production (Psomopoulos et al., 2019). Recycling is an economically feasible solution for managing waste only if the recycling process costs less than reclaimed raw materials (Psomopoulos et al., 2019). Composite components were historically commonly disposed of in landfills. Landfilling, on the other hand, necessitates a considerable amount of land and does not allow for the recovery of composites’ embodied energy. Furthermore, waste is usually subjected to pretreatment to reduce its volume before being landfilled. Incineration, such as burning composite scrap in cement kilns, not only recovers the embodied energy, but also incorporates incombustible elements like GFs and mineral fillers into cement manufacture (Pickering, 2006). The four basic recycling technologies are mechanical recycling, pyrolysis, fluidized-bed processing and chemical treatment. Mechanical recycling can be employed on both glass fibre-reinforced plastics (GFRPs) and CFRPs, however it is most commonly used on GFRPs (Geiger et al., 2020). Mechanical recycling involves shredding, crushing or milling FRPs and then separating the crushed fragments into fibre-rich and resin-rich fractions at the composite level. These fractions are employed as fillers or reinforcements in new composites or directly in the building industry. Pyrolysis, fluidized-bed process and chemical processing are other recycling technologies aiming to reclaim individual fibres in CFRPs or GFRPs. Figure 2 shows different recycling technologies as briefed above.
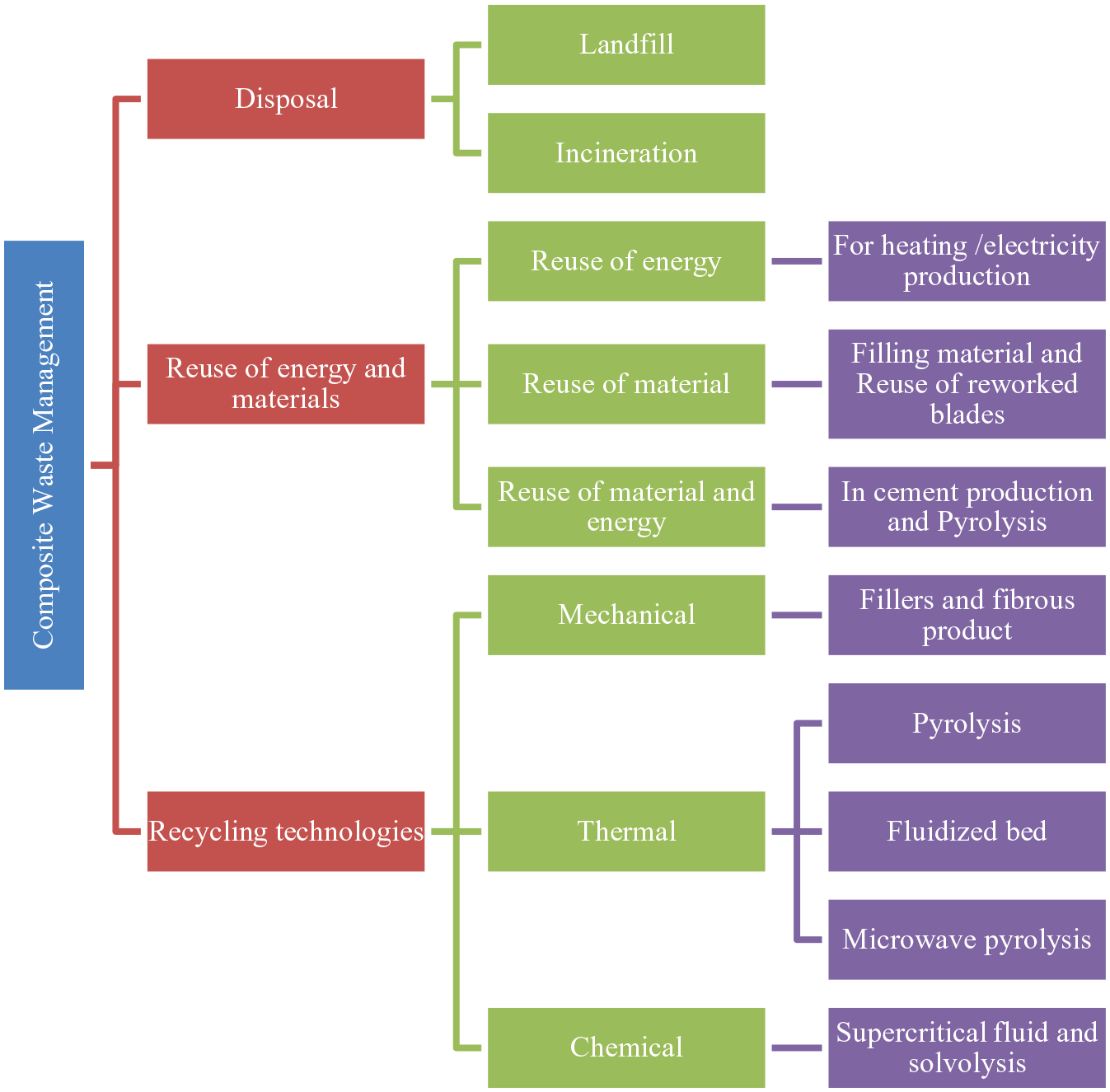
Possible methods for waste disposal, energy and material reuse, notably wind turbine recycling to reclaim individual fibres in CFRPs or GFRPs.
Present market status
Mainly three routes have been recognized for composite material, that is, incineration, landfill and recycling. The landfill is regarded as the least desirable alternative as compared to two other methods and even Germany has banned this method. Incineration plays an important role being the common route. But this process also has limited leftover ash which needs to be treated either by landfilling or using it in building material. But local factors prohibit filler use as building material (Jensen, 2019). Regarding recycling, various companies are working in this direction as discussed in Table 1. But all methods suffer insufficiency in business case due to cost of recycling process and deficiency of market for recyclates.
Details of companies working in the recycling of wind turbine parts (Psomopoulos et al., 2019).
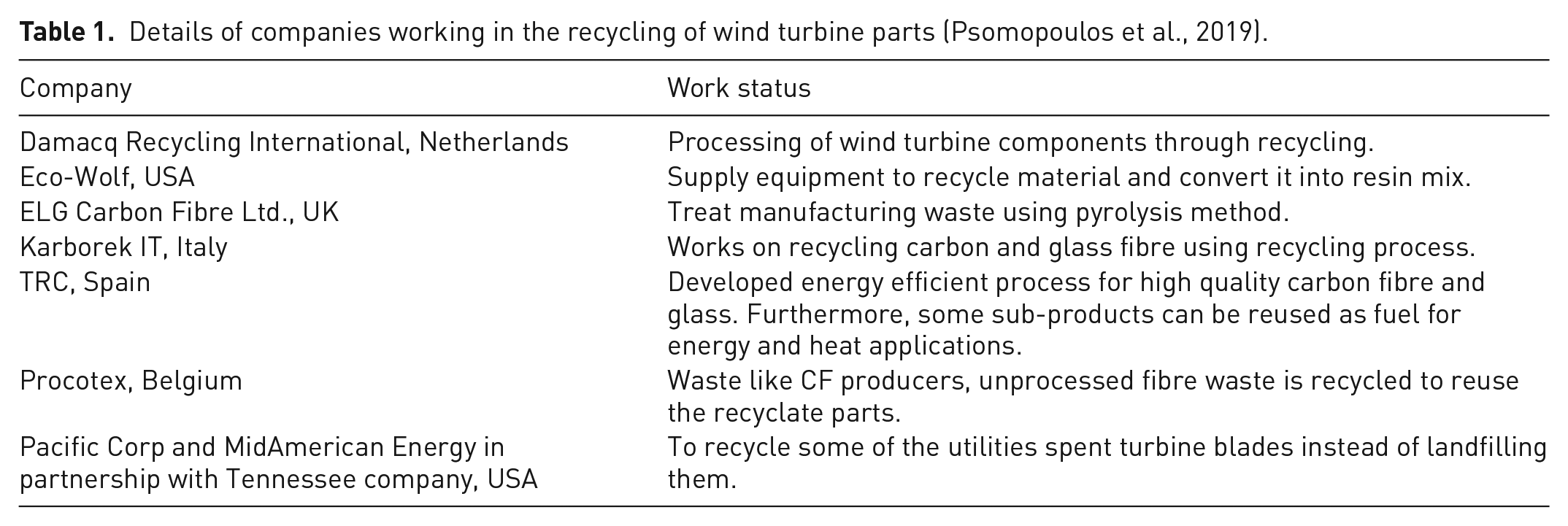
Various companies are in the market that sells recyclate materials. A USA company Carbon Conversion Inc. aims to recycle CF-reinforced parts by reusing reclaimed CFs and producing much more effective components. A Germany company named CFK valley recycling uses pyrolysis for waste stream treatment and recovered fibre in the form of the milled and chopped product. Table 1 shows various companies in this field, but this recycling of composite wind turbine requires attention and further research, development, and advancement.
Limitations in state-of-the-art methods
All the available present technologies have many drawback and restriction making them inappropriate for industrial use. Different methods of recycling and disposal for wind turbine blades are shown in Figure 2. Presence of high GF content in wind turbine blades leads to ineffective burning, making it difficult for energy recovery (recycling) using incineration technology (Beauson and Brøndsted, 2016; Korniejenko et al., 2021). Table 2 compares advantages and limitations of different available recycling technologies.
Comparison of main concerns of various disposal and recycling methods.
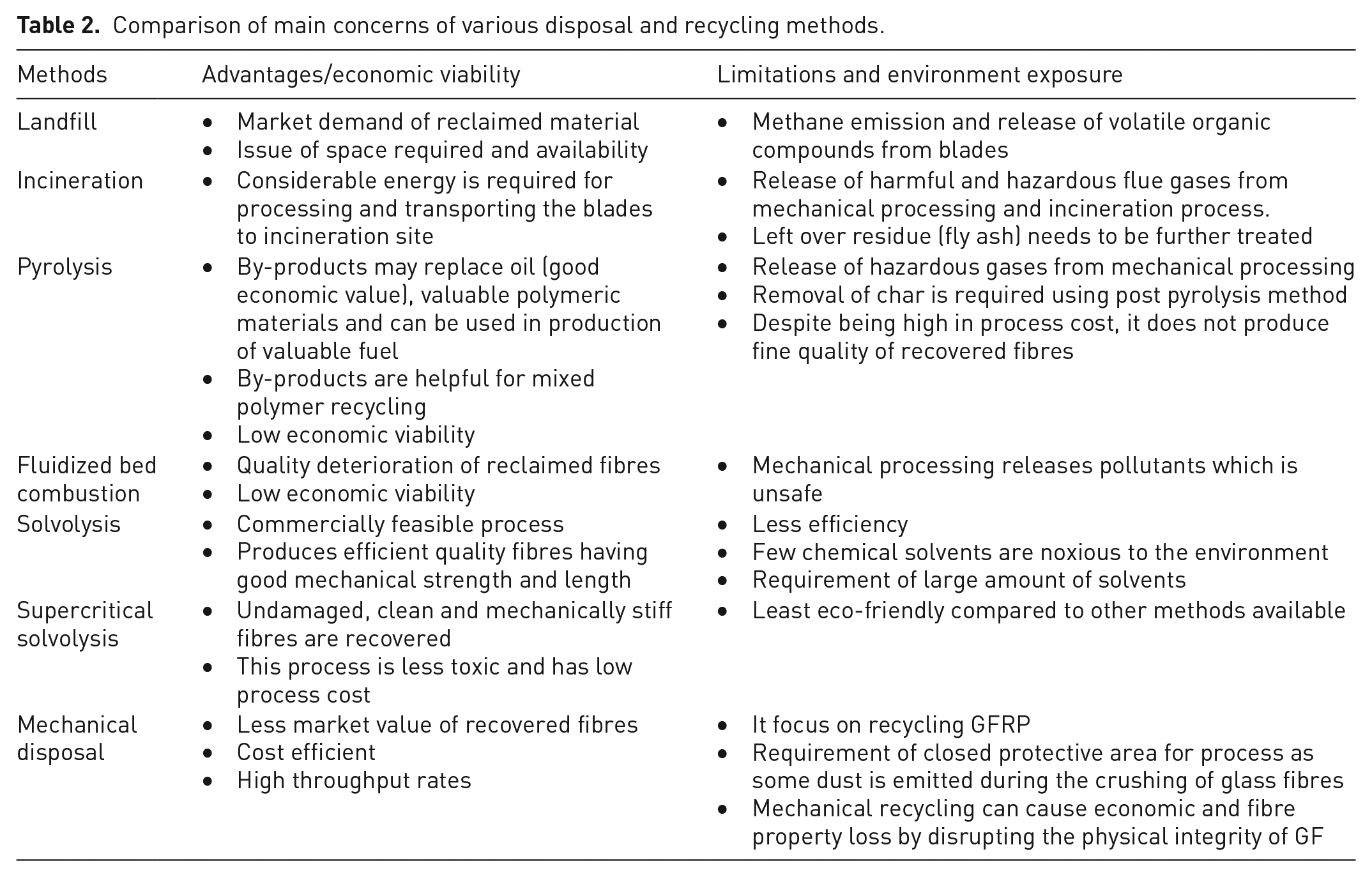
Due to the calorific value of polymeric compounds, electricity can be generated by turning waste composites into heat. However, the ash by-product of the combustion (incineration) process is a considerable negative, which can only be disposed off on land but it should be avoided being the worst option of whole process. Another option is by mechanically grinding blades and reutilizing remaining part as filler. But the companies implementing this process at industrial level have ended working. The wind industry promotes the use of shredded material as a cement filler but due to absence of industrial partners this idea is not gaining much attention (Geiger et al., 2020). It should also be highlighted that the usage of composite waste for this purpose ignores its structural properties, lowering the material’s value dramatically. One company tried to make an acoustic isolation panel using shredded GFRP but this idea also did not succeed at the industrial level (Beauson and Brøndsted, 2016).
Pyrolysis and fluidized bed associated with the thermal process of recycling can recover only the fibre material and that too at the cost of shrunk mechanical properties (Geiger et al., 2020). Despite the acceptable and good quality recovery of fibre and matrix components using chemical recycling process, this process has not gained popularity as the recycled product is less expensive than processed materials. The performance of pyrolysis technology depends on uniformation of composite material; that is if composite material is cut and shredded into tiny parts then it will definitely increase the working efficiency of pyrolysis process. This section concluded that recycling wind turbine blades gives low value application of original high value products or the cost of less efficient recycled product is higher than buying the good performance virgin products from producers.
Proper management of structural composite parts by reuse and repurpose of blades
The above section explains various available technologies, their limitations, advantages and economic viability. Even high-value recycling can be achieved by making use of the structural nature of composite wind turbine blades. Furthermore, this can be done by different approaches like reuse and repurpose as explained in the coming sections. Figure 3 shows the waste treatment hierarchy in which reduce and reuse are the most preferred options among other recycling technologies.
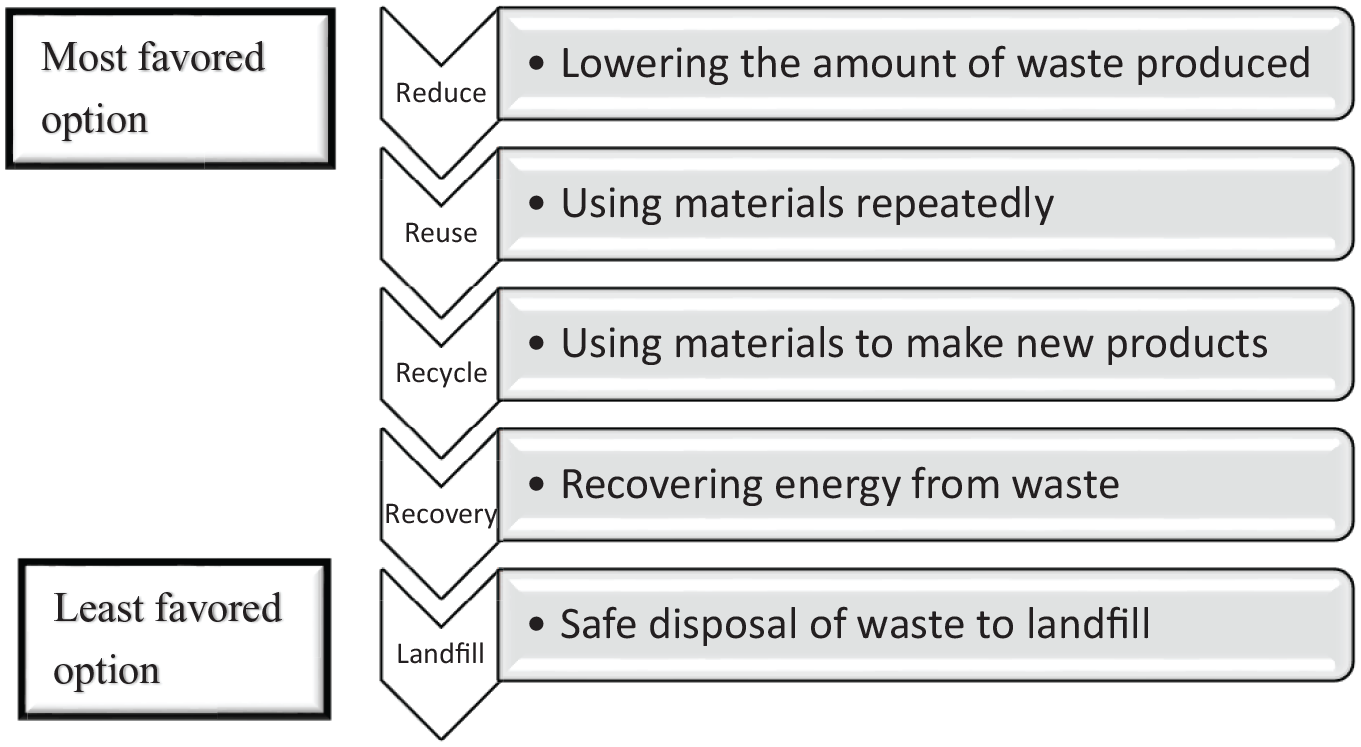
Waste treatments hierarchy in which reduce and reuse are the most preferred options among other recycling technologies.
Reuse process
The reuse recycling procedure entails recovering the components of decommissioned wind turbine blades that are still functional (Beauson and Brøndsted, 2016). This is the desired alternative since it extends the blade’s life beyond its service life while keeping its original purpose and maximizing its design. But this process also has the limitation that reusing the blades depends on the current condition of blade. If reusing is not possible for some reasons, then the repurpose method should be followed.
Repurpose
If blades cannot be reused then they can be repurposed. Many applications can be seen which make use of the structural nature of composite wind turbine blades. Superuse Studios has used blade for urban furniture, playground, bus shelters, public seating, etc. Blades can be utilized to substitute virgin raw materials that would otherwise be used in constructing structures (as shown in Figure 4) (Superuse Studios, 2014). Certain civil engineering applications are there to use structural properties like housing structure from blades in coastal regions. In such houses, blades can be used for roof, door, stations, playground, elevated foundations and window frames (as shown in Figure 4).
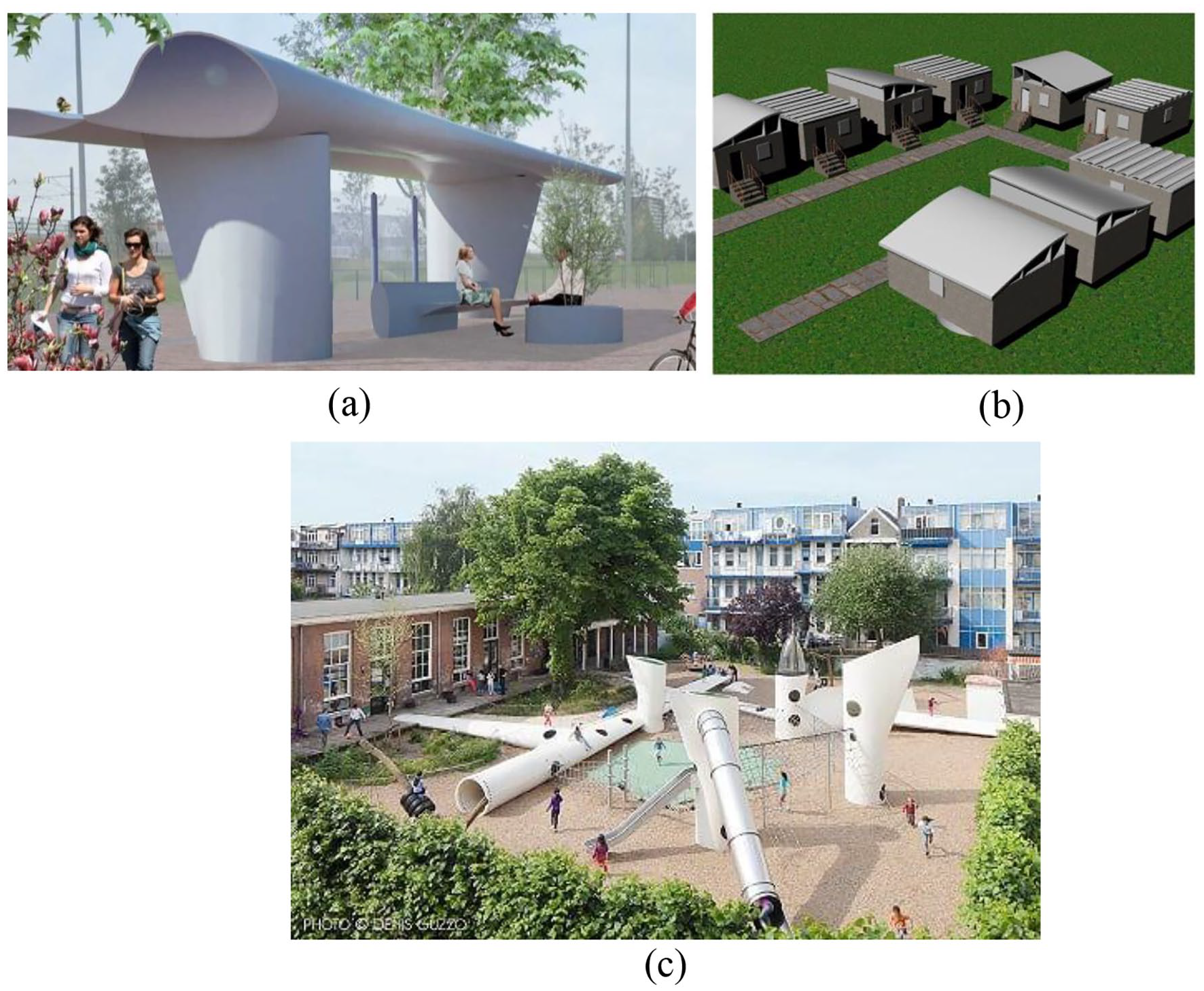
Conceptual use of structural nature of composite wind turbine blades in (a) public seating (b) house designs and (c) playgrounds (Bank et al., 2018; Superuse Studios, 2014).
Further uses of blades are as poles in power transmission lines and in designing of bridges (Bank et al., 2018). Large fibre-reinforced polymer can be retrieved from blades and used in new housing projects where severe environmental conditions exist (Bank et al., 2018). Other applications of repurpose blades are in installation of slow traffic bridge, pedestrian bridge, etc. (Alshannaq et al., 2019; Suhail et al., 2019). Re-wind, a collaboration of universities from the United States, Ireland and Northern Ireland, came up with some innovative civil engineering project concepts for reusing and refurbishing fibreglass blades. Decommissioned blades can be used in civil engineering projects such as powerline constructions, towers or roofs for emergency or low-cost housing. Re-wind is also exploring using them in pedestrian bridges along greenways in Northern Ireland (Bank et al., 2017).
Incineration
Denmark uses an incineration process for energy recovery from EOL wind waste. But due to high content of GF in a wind turbine blade, energy recovery is difficult. GF being noncombustible will obstruct this process (Duflou et al., 2012). Schmidt reported the disturbance in the flue gas cleaning system due to the presence of GF (Schmidt, 2006). The incineration process will end up with leftover residue like fly ash which further needs to be treated either by using it or by disposing of it (Papadakis et al., 2010). Furthermore, while converting heat to electricity, only a 35% efficiency rate is achievable (Karuppannan Gopalraj and Kärki, 2020).
Mechanical grinding
Mechanical recycling is more applicable for glass fibre reinforced composites (GFRC) (Oliveux et al., 2015). This process aims to reduce composite waste into pieces of few centimetres by crushing, shredding and grinding, which are then used in new applications. The two ways of mechanical recycling are: first is breaking up the waste into fine particles or powder; second is shredding, grinding or crushing the waste. Mechanical recycling output can be used as fillers, reinforcements or raw material to make new plastic products or cement, dividing the output into material use and coprocessing (Aliancys Europe, 2016). It will be feasible to profit from energy and material recovery during the coprocessing phase. Coprocessing will benefit the handling of EOL wind turbine blades because the residual material will be able to replace new raw materials (material recovery) through inorganic materials, while contributing to incineration and thus reducing the use of fossil fuels such as coal or gas (energy recovery) through organic materials. Due to the availability of low-cost fillers like calcium carbonate, these grinded materials are not considered as a feasible option as filler but these can be used as an energy source being rich in resin content (Li and Englund, 2017). Pultrusion waste of mechanically recycled GFRPs was used as filler for concrete polymer composite materials by Ribeiro et al. (2015); GFRP recyclates were applied as substitute for polymer mortars (PM) and it was investigated that GFRP-waste-filled PM has improved compressive strength compared with plain PM. Recyclates of GFRP were used as a substitute for pure reinforcement materials by Palmer et al. (2009), who used closed loop recycling using grinding and reinforcement. Mechanical recycling of rotor blades were investigated and recyclates were utilized in cement production, which was a simple and low-cost process (Chen et al., 2019).
Companies like Phonex Fibreglass Inc. (Canada) and ERCOM GmbH (Germany) were active from 1990 to 1996 and 1990 to 2004, respectively (Beauson and Brøndsted, 2016). One company Zagons of Germany was working in this field by collecting and grinding wind turbine material and using them for cement production. The process starts by shredding the blades into 10–12 m (onsite), which are then reduced to 1 m in length. This resulting material is mixed with wet waste and then sent to a cement production factory. This cement can be used as a substitute for fuel, washed sand and reduced coal ash (Job, 2013). Even European Union considers using composite waste in cement production as a viable option (PLC Environment, 2012). But the problem arises when no suitable application is found for shredded composite material. Recovery of short-length fibres with different length is possible in mechanical recycling; long-length fibres cannot be achieved during this method as the fibre gets damaged during recovery (Chen et al., 2019). Moreover, grinding lowers the value of original component by not availing the initial structural properties of composite.
Recent research, such as the study of Meira Castro et al. (2014), which used computational intelligence for optimization, has shown acceptable improvements in the procedure to overcome the restrictions. Waste GFRP recyclates were used as aggregate and filler replacement in a concrete-polymer composite to demonstrate improved compressive and flexural strength. Furthermore, when compared to the thermal and chemical recycling processes, this optimized approach was more cost-effective. Shuaib and Mativenta (2016a) also used reduced energy consumption to improve the yield and quality of the GF recyclate. According to their research, reducing the screen size to obtain a fine recyclate results in increased energy consumption and processing time. The clearance distance between the blades and the screen was reduced to reduce energy loss. In comparison, Kočevar and Kržan (2018) separated 70% of the GF with a standard hammer mill, boosting the yield without leaving any residue. The remaining 30% was utilized as a thermoplastic filler. Li and Englund (2017) investigated on recycling of CF from the aerospace industry and the study pointed out that the mechanical property of CF recyclates rises as the particle size decreases.
Thermal process
Thermal recycling treatment includes pyrolysis, microwave pyrolysis and fluidized bed recycling processes. Pyrolysis process comes under thermal category which allows recovery of fibres. Pyrolysis is the thermal degradation of material in temperature range of 300 °C to 700 °C in the presence of the catalyst. Clean fibres can be achieved by two-step method, that is, pyrolysis and oxidation. Short fibre composites were obtained from recovered fibres, which can compete with virgin fibre composites (Giorgini et al., 2016). ReFiber, a Danish firm, worked commercially to recycle turbine blades into GF insulating material. But this company ceased its operation in 2007 (Beauson and Brøndsted, 2016).
Another category is fluidized bed which is a thermal oxidative process working in high temperature of around 450 °C which uses air as fluidizing gas for decomposing the composite matrix by air heat flow of high temperature. This method was first proposed by Pickering et al. by conducting several research studies; he concluded that at 450 °C the strength loss of recycled glass fibre (rGF) was measured as 50% (Yip et al., 2002) while in case of recycled composite fiber (rCF) it was 25% at 550 °C (Jiang et al., 2008). In case of CF, during recycling process some of the surface hydroxyl groups were converted into carbonyl and carboxylic groups which did not affect interfacial shear strength and overall oxygen/carbon (O/C) ratio (Jiang et al., 2008). Although clean fibres can be achieved using fluidized bed process, it is tough to achieve continuous fibres with high mechanical properties. Additionally, the improper temperature can result in char on the fibre surface (undercooked) or a reduction in the diameter of the recovered fibres (undercooked) (López et al., 2013; Oliveux et al., 2015).
In case of microwave pyrolysis, the decomposition of the CF resin matrix occurs in the presence of microwave radiation; low energy consumption and less processing time as compared to other thermal recycling methods (Chen et al., 2019). This process can potentially recover both the GFRP and CFRP (Chen et al., 2019). Lester et al. (2004) decomposed CFRP with epoxy resin matrix using a multi-mode microwave resonant cavity with power of 3 kW for 8 seconds. With the increase in the pyrolysis temperature, amount of char and remaining char present on the fibre surface reduces (Hao et al., 2021). CF of the highest tensile strength was obtained at 450 °C due to char protective effect (Hao et al., 2021). Clean and smooth surface rCF having increased O/C ratio and excellent mechanical quality (in terms of tensile properties, and surface morphologies) were achieved using this process (Lester et al., 2004). Strength loss of recovered fibre was reported to be less than 20% compared to virgin fibres, and it is even possible to mitigate this loss by reducing pyrolysis temperature. Output in gaseous form was reported as CO, H2, CO2 and CH4, and phenolic and aromatic compounds were the liquid output products (Hao et al., 2021). 100% resin was eliminated using microwave of 2.45 GHz as investigated by Obunai et al. (2015), which recovered rCF using argon atmosphere and 2.5 L minute−1 flow rate after 300 seconds. Recovered composite fibre has decrement of 0.7% in tensile strength compared to virgin composite fibre. Jiang et al. (2015) reported recycling of CFRP at 500 °C for duration of 30 minutes having nitrogen flow of 0.70 m3 minute−1; recovered fibres were similar in mechanical properties as virgin fibres.
Pyrolysis
Pyrolysis is heating the material in the absence of oxygen in inert medium at a temperature of 350 °C–700 °C for recovery of CF and GF. The process yields solid residue (70–83.6 wt%), oil (14–26 wt%) and gas (0.7–3.8 wt%) (Abdou et al., 2016). Solid residue after post pyrolysis process gives fibres and fillers with good mechanical strength and thus can be used for the composite industry. Oxygenated and aromatic compounds are major constituents of pyrolysis oil. Lopez suggested a new technology combination of pyrolysis and gasification for recycling carbon fibre (López et al., 2013). Giorgini presented the visual inspection of recovered CFs after conducting pyrolysis process at different temperature, that is, 500 °C, 550 °C and 600 °C. Recovered CFs were well separated and free from epoxy resin while virgin CFs were smooth. Even a thin layer of pyrolytic carbon was observed on the fibre surface when pyrolysis was done at higher temperatures (Giorgini et al., 2014, 2015). Decomposition of polyester resin requires low temperature while high temperature is needed for the degradation of epoxy resin. The processing temperature is determined by the degree of resin conversion to avoid mechanical strength loss (Zhang et al., 2020). Kim et al. (2017) recovered high-quality CFs having no char residue using super-heated steam method (at 550 °C). Table 3 shows recovered product, operating conditions and post-treatment methods required for product recovery after pyrolysis technology.
Recovery of GF and CF from composite waste using thermochemical technology.
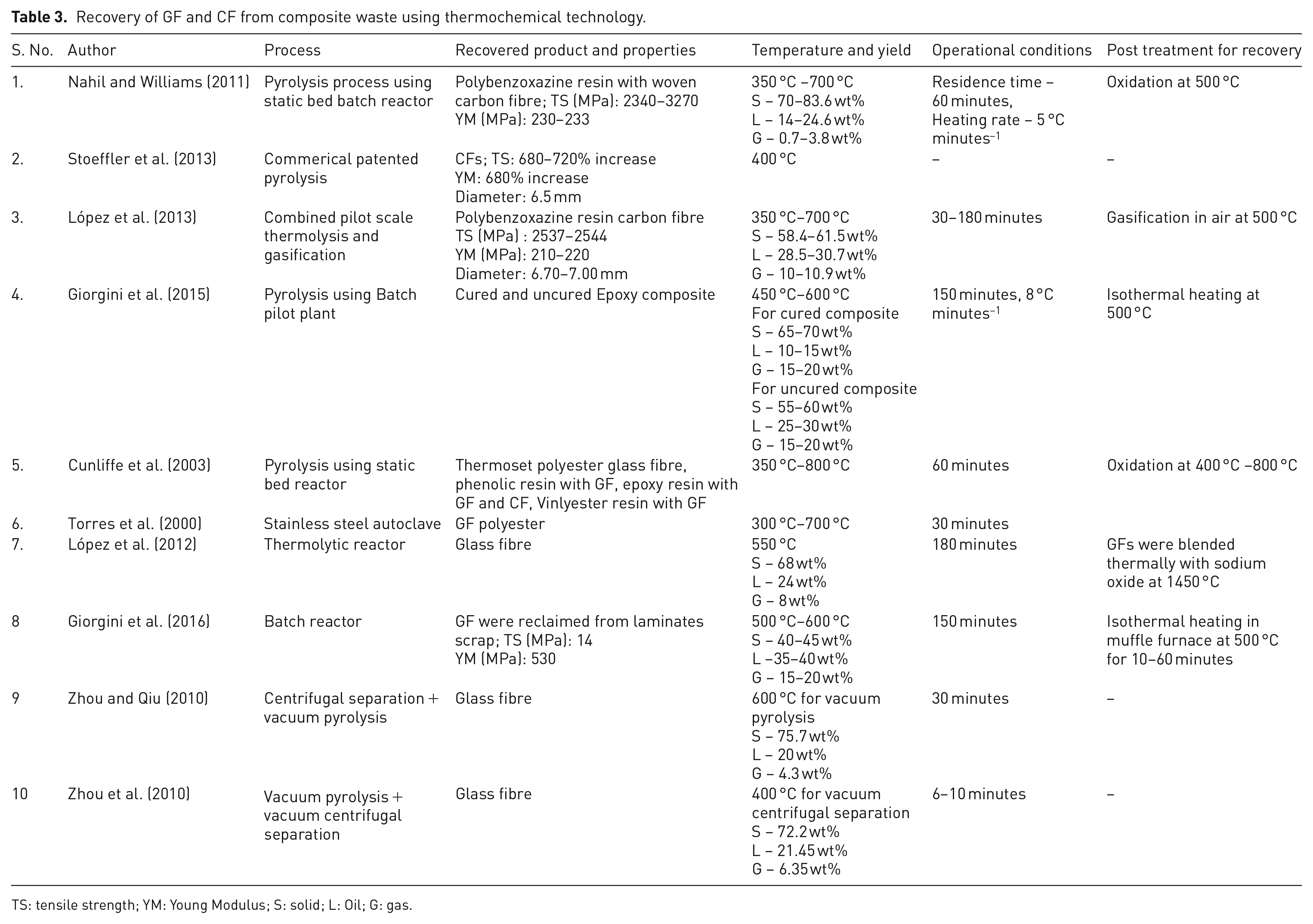
TS: tensile strength; YM: Young Modulus; S: solid; L: Oil; G: gas.
GF recovery can be made possible using incineration and pyrolysis. One study emphasizes recovery of GF using low-temperature combustion process. But this process was observed to deteriorate the quality and tensile strength of the recovered fibre (Zhang et al., 2020). Therefore, good tensile strength CF having lengths of 5–10 mm were reclaimed using fluidized bed recycling technology developed at University of Nottingham. The process started with shredding the waste to 6–20 mm which is then fluidized by the stream of hot air at temperature of 450–550 °C and pressure of 10–25 kPa (Espina et al., 2016; Zhu et al., 2019). For efficient resource recovery of CFRP, pyrolysis was recognized as a feasible option (Naqvi et al., 2018; Zhang et al., 2020).
Like any other recycling process, pyrolysis has its drawbacks, with the risk of char formation on the final fibre surface being the most difficult of all (Pimenta and Pinho, 2011). Due to the char, the mechanical properties of the recovered fibres decreases significantly (Shi et al., 2012). Chemical treatment and post-heating the fibres reduce char production, but only to a limited extent (Asmatulu et al., 2013; Shi et al., 2012).
Chemical recycling process
Chemical recycling involves the process for chemical depolymerization or removal of the matrix by using chemical dissolution reagents for reclaiming fibres. The chemical recycling process can reclaim both fibres and matrices. The waste is treated utilizing supercritical fluid and solvolysis in the chemical recycling process. Although the recycling effect is attractive using this process, it is more expensive and difficult to operate. Supercritical fluid has a specific state in which fluid pressure and temperature can go beyond its critical pressure and critical temperature, leading to utmost solubility and mass transfer characteristics. These fluids have combined properties of liquid like density, gas like viscocity, diffusivity and dissolving power. These fluids use heat and chemicals at temperature and pressure above critical point so that this fluid lies in one supercritical phase (Thomason et al., 2014). Alcohol and water are usually preferred as a medium for decomposition (Okajima and Sako, 2017). Mattsson et al. (2020) focussed on recycling of glass and hydrocarbon EOL wind turbine blades by solvolysis using supercritical water as solvent at 250 °C–370 °C and 100–170 bar with catalyst and some additives (Mattsson et al., 2020). Solvolysis is performed in stainless steel sealed vessel under high pressure by heating waste with ethylene glycol for 16 hours at temperature of 230 °C in tube furnace. After the reaction, solvate can be rinsed with water, acetone or alcohol to remove solid material from liquid by filtration. Table 4 discusses various other supercritical fluids used and their decomposition conditions.
Recovery of CFs using supercritical fluid.
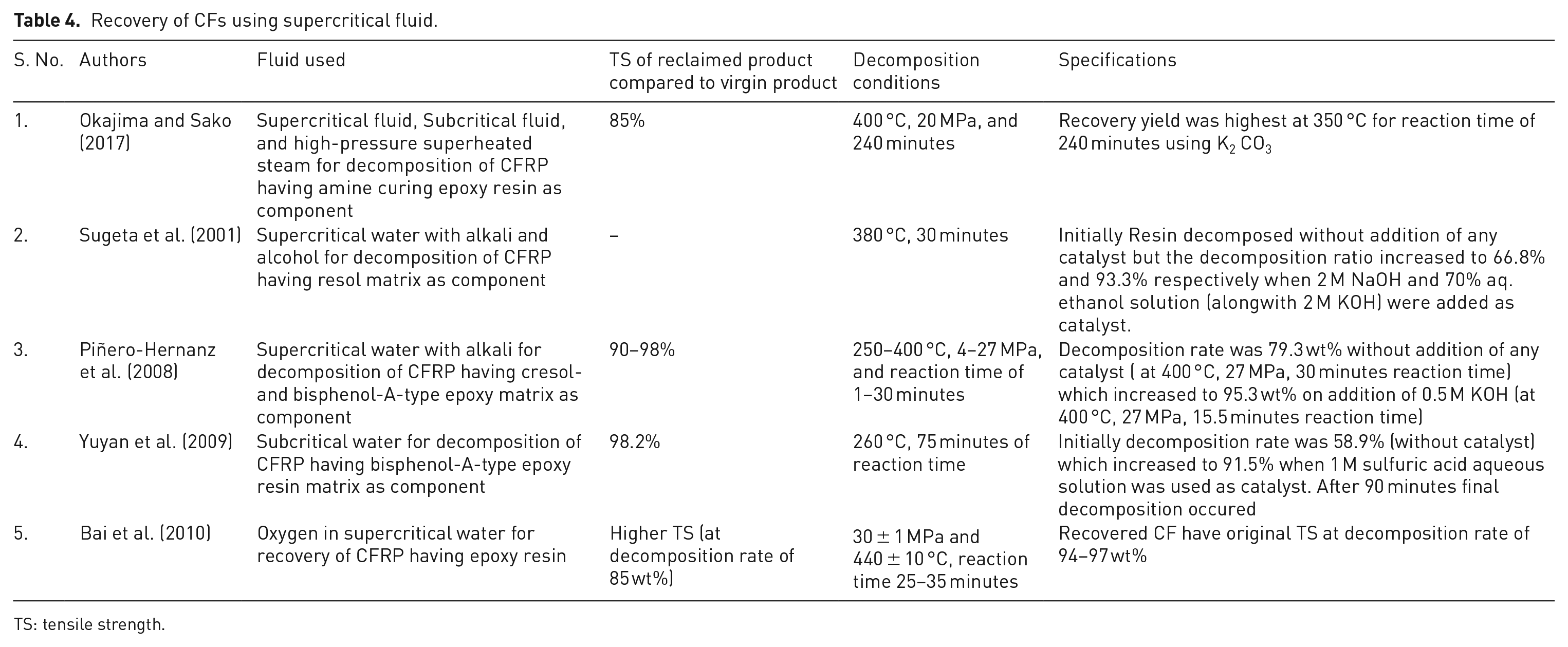
TS: tensile strength.
Life cycle assessment and comparative analysis of different recycling processes
Ferrous metals are the most prevalent material used in wind turbines, as is well known. The energy required to create 1 kg of steel varies between 14 MJ for primary production using a basic oxygen furnace, 19.2 MJ for primary production using a direct reduction/electric arc furnace and 11.7 MJ for recycled manufacturing using an electric arc furnace. Another key turbine component is aluminium, which can be recycled multiple times without losing its qualities. Aluminium is recycled at a rate of 27% (Jensen, 2019). Aluminium is one of the most energy-intensive elements, and the advantages of recycling it are widely known. The Bureau of International Recycling (BIR) estimates that basic aluminium production requires 47 MJ kg−1 energy. The energy needed for recycled aluminium manufacturing is expected to be 2.4 MJ kg−1, representing a nearly 95% reduction in energy use (Jensen, 2019). The blades and, in many cases, the nacelle are made of composite material. The energy required to complete 1 kg of composite material, comprising fibre manufacturing, fabric creation and resin production, is estimated to be 111.88 MJ kg−1 including fibre production, fabric manufacture, resin manufacturing, the pultrusion process and material additives. Although the anticipated recycled composite cannot be utilized for the same high-quality purposes as the original, estimates show that the filler material saves 19 MJ kg−1 of the components it replaces (Song et al., 2009). When it comes to copper, the energy savings associated with copper recycling vary based on the various production methods. Still, according to BIR, it ranges between 10.6 MJ kg−1 (pyrometallurgical) to 19.2 MJ kg−1 (hydrometallurgical), with recycled material requiring just 6.3 MJ kg−1 (Grimes et al., 2008). Copper may theoretically be recycled indefinitely without losing quality.
In comparison to other structural materials, CF has a very high embodied energy, or the amount of energy required for manufacture, according to a life cycle assessment (Tapper et al., 2020). Compared to virgin materials, recovering materials by recycling takes a tenth of the energy, according to Shuaib and Mativenga, 2016a, 2016b. This fact is recognized by (Paulsen and Enevoldsen, 2021), which suggests that the energy demand for recycling is lower (10 to 20 times lower) than the energy requirement for new materials. CF’s embodied energy is calculated to be 183–286 MJ kg−1, while for GF and stainless steel, it is in 13–32 and 110–210 MJ kg−1 (Pakdel et al., 2021).
Figure 5 depicts a comparison of several recycling/recovery processes and their respective processing energy demands. Currently, most approaches rely on the mechanical method as a first step in reducing the size of waste materials to manageable levels. Figure 5 depicts the processing energy consumption for the current approach simply, implying that no preprocessing or other energy-intensive processes are included. As a result, the energy requirement is specifically to process the specified recycling technique. Figure 5 shows that some recycling procedures are better suited to one type of fibre material than others. The solvolysis process, for example, has a processing energy requirement of 21–91 MJ kg−1, compared to the energy demand necessary to make virgin GF (13–32 MJ kg−1); it most likely exceeds this demand, making it unprofitable for recycling GF. Similarly, pyrolysis uses 2.8 MJ of energy per kilogramme to produce liquefied petroleum gas (2 MJ kg−1), heating fuel oil (9.2 MJ kg−1) and composite fillers (10.6 MJ kg−1), all of which are environmentally friendly. As a result, when compared to EOL situations without recycling, net energy recovery of around 19 MJ kg−1 can be realized (Song et al., 2009).
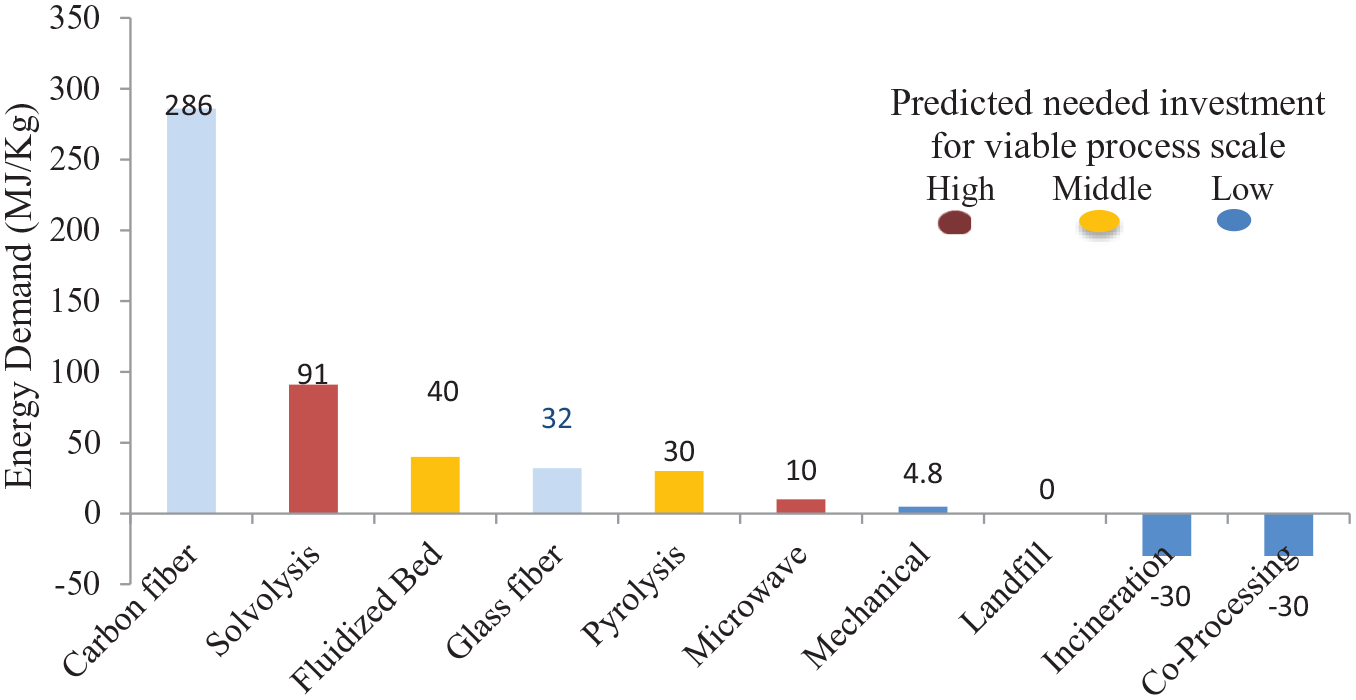
Demand for energy in the production of GF and CF, as well as in other recycling processes such as solvolysis, fluidized bed, pyrolysis, microwave pyrolysis, and mechanical recycling.
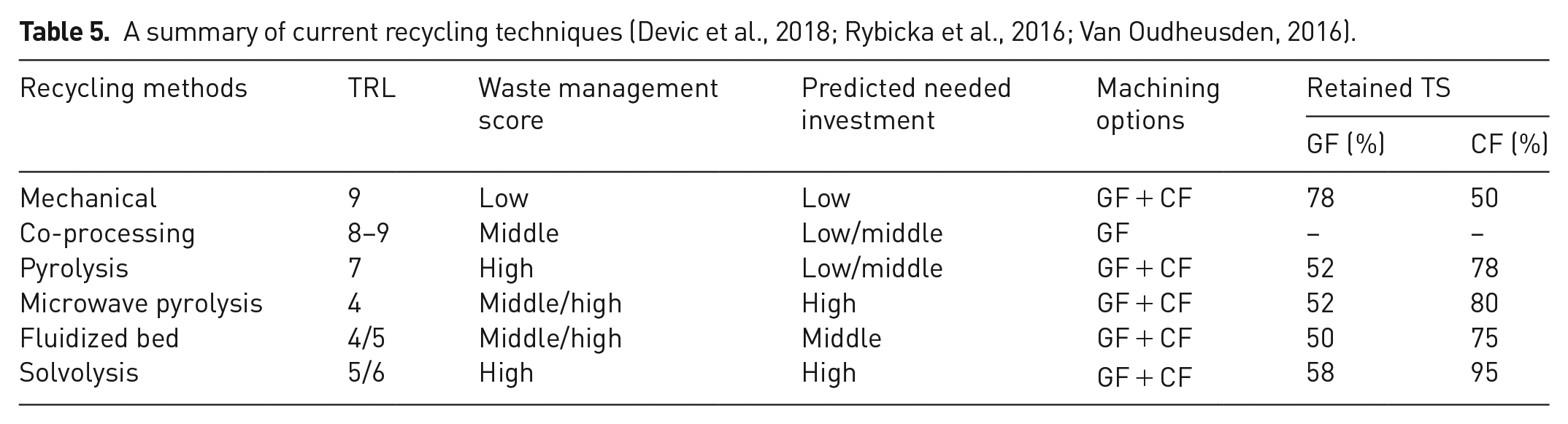
Waste management score, technology readiness level (TRL), machining options, and retained tensile strength are all variables in selecting the proper technology. The better the degree of application of a given type of fibre material, the higher the individual approaches score for the variables. It is feasible to estimate the methods and their technology based on established knowledge about the use of each recycling method, their history and contemporary advances, and the circumstances and requirements for each method based on what’s known as a TRL. The TRL is a methodology for estimating and evaluating the maturity of a specific technology, with a value ranging from 1 to 9.
TRL 1–4: Lab Scale
TRL 5–7: Pilot Scale
TRL 8–9: Commercial scale
Based on the various processes, output and TRL features, the waste management score is divided into three categories: low, middle and high. The mechanical recycling method utilized to enable coprocessing is recommended (Table 5) as the most practical means of treating EOL blade waste, based on an overview of the numerous approaches and their current TRL, as this technology is capable of operating at a commercial scale. The procedure leaves no residual fibres, resulting in a low score in this criterion; nevertheless, none of the rival recycling methods can supply competitive residual fibres, thus, they cannot overshadow the coprocessing method’s other qualities. Existing recycling processes such as pyrolysis and solvolysis are the most likely to provide a commercially viable recycling route for this type of waste. Combining coprocessing and pyrolysis could be the solution for a future system that produces minimal leftover waste. The residual blade waste can be used to replace raw materials and fuel in cement manufacture.
A summary of current recycling techniques (Devic et al., 2018; Rybicka et al., 2016; Van Oudheusden, 2016).
Need of Environment-friendly blade materials
It is challenging to recycle GF and CF reinforced thermoset composites due to the high cost of recycling. Hence, alternate recyclable materials are needed to be used for wind turbine blades. In the present scenario, various recyclable materials are thermoplastic composites, natural fibre composites and thermoset composites (Chen et al., 2019).
Thermoplastic composites
These types of composites have good impact resistance, are light in weight, require less production time, and are recyclable. Presently vacuum infusion process is mainly adopted for the production of wind turbine blades. These developed thermoplastic composites are suitable for vacuum infusion and have good physical and mechanical properties. The commonly available thermoplastic resin is not applicable to be used for the vacuum infusion process due to various properties. Still, newly developed thermoplastic composite has a low viscosity which can be easily adapted for current liquid moulding technology (Chen et al., 2019). A precursor of polyamide PA-12 named as anionic polylactam-12 (APLC-12) was developed by EMS-Chemie AG of Europe, a low viscosity resin. Polymerization time of APL-12 varies from seconds to minutes depending on the processing temperature and on the amount of used initiator; high volume fraction can be easily permeated. This new generation of resin consists of cyclic butylene terephthalate (CBT) which makes the resin-like water with intensely low viscosity even in liquid state (Zingraff et al., 2005). Using suitable catalyst and temperature, polybutylene terephthalate with high molecular weight can be produced from CBT and composite materials can be produced by addition of reinforced fibre (Mohd Ishak et al., 2007). Some firms jointly worked together (Ireland’s Gaoth Wind Energy, American Cyclics and Japan’s Mitsubishi Heavy Industries) to produce the first 12.6 m recyclable wind turbine blades comprising GF-reinforced CBT resin (van Rijswijk, Teuwen, et al., 2009; van Rijswijk, van Geenen, et al., 2009). To improve bonding property between resin and fibres, a study was conducted to know about adapting topological structure surface chemical properties of fibres (van Rijswijk, Teuwen, et al., 2009; van Rijswijk, van Geenen, et al., 2009).
The use of thermoplastic composite in wind turbine blades reduces the blade quality of wind turbine by 10%, improves impact resistance by 50%, and reduction in manufacturing cycle of about 30% is possible. Most important is the recyclable and reuse nature of thermoplastic composite (Chen et al., 2019).
Modified thermoset composites
The recycling technologies discussed above are suitable for current thermoset composites. The infusible and insoluble nature of existing thermoset resin forced various researchers to look into an active covalent bond on the epoxy resin (Amamoto et al., 2011; Bowman and Kloxin, 2012; Montarnal et al., 2011). Application of heat, light and irradiation causes breaking and recombination of active covalent bonds, which helps in achieving recycling, reshaping and reprocessing of epoxy resin. This concept needs extensive attention and research as the type of active covalent bonds, and its presence in epoxy resin is limited. La Rosa et al. (2016) worked on the recycling process of composite fibre reinforced plastic with green epoxy resin mixed with degradable polyamine ether (Recyclamine 301®). Using this process composite fibre (CF) and thermoplastic polymer of good quality can be recovered from thermoset composite (La Rosa et al., 2016). Thermoplastic materials soften themselves on heating, and prevent themselves from setting back hence making it appropriate materials to be used in blades manufacturing rather than thermoset.
Contrary to thermoset, it is easy to recycle thermoplastic. Although thermoplastic is highly viscous but presence of specific reactive thermoplastic makes it flow into mould easily and solidify rapidly, reducing processing time (Ramirez-Tejeda et al., 2017). Quick repair, short mould-cycle times in manufacturing and recycling nature makes thermoplastic an attractive option for blade materials despite many technical limitations.
Natural fibre composites
The shift towards a circular economy, promoting waste elimination and the continual safe use of natural resources, is required. Due to many environmental issues, researchers constantly work to take over existing wind turbine blade materials by eco-friendly biodegradable materials (Beg and Pickering, 2008). The easy availability and low processing cost of natural fibres like coir (Bakri et al., 2016), bamboo (Lokesh et al., 2020) and flax (Abdul Nasir et al., 2015) make them appropriate for this purpose. Low density, superior mechanical properties, biodegradable in nature, nonabrasive nature and low cost are some advantages that natural fibre-reinforced composites possess, which are absent in synthetic fibre-reinforced composites (Chen et al., 2019). All these above properties make them appropriate to replace conventional material systems of the wind industry (Kalagi et al., 2018). Thus natural fibre composites have got great prospects and market capture.
Future strategy and planning
The waste of wind turbine materials can be managed by ‘reuse’ and ‘repurpose’ process along with recycling technologies, which will create a ‘circular economy’. The circular economy aims to maintain the products and materials in use for as long as possible at the highest possible value. This can be achieved by the continuous flow of composite materials through the ‘reuse’, ‘repurpose’ and ‘recycle”. Reusing and recovering materials and products are important factors which consequently reduces environmental impact. Recycling is a high priority in the world, considering that the circular economy approach supports waste management. Many of the problems with disposing of wind turbine blades could be overcome or minimized by policy interventions such as allocating more research funding to blade manufacturing and disposal, providing incentive mechanisms for recycling and establishing producer responsibility directives. On the other hand, some of these regulations are more likely to be enacted once environmentalists and the general public are aware of and grasp the true scope of such concerns. Renewable energy source installations are currently given top priority by any government that recognizes the necessity for a shift towards a greener society, rejecting fossil fuels, and using natural resources. Since the energy sector is responsible for more than 75% of global greenhouse gas emissions (GHGs), EU initiatives, such as the European Green Deal (EGD), support this transition by establishing explicit goals for clean energy production and decarbonization of energy systems until 2050. The EGD seeks to achieve carbon neutrality by 2050 and a reduction in GHGs of at least 50% by 2030 compared to 1990 (Chatziparaskeva et al., 2022). The sustainable development goals launched by the United Nations (UN), especially goal number 12, deal with responsible consumption and production. In the long term, such an initiative could contribute to a more circular economy (Chatziparaskeva et al., 2022).The most significant approach is to switch to a more sustainable manufacturing method in terms of materials and design, which also allows for proper disposal (Joustra et al., 2021). As the number of wind turbines installed worldwide grows, challenges linked to wind turbine decommissioning rise to the top of policymakers, researchers and industrial agendas. Based on above, the following strategy can be made for industry, research, and policy makers:
There is a requirement to gain a better understanding of the prospective markets for recycled-material products. Although scrap steel and alloys have established markets, nothing is known about the market for secondary items derived from the recycling of wind turbines, such as composite matrix materials derived from blades.
We need rules to encourage industries to design for recyclability, such as extended producer responsibility within a product service system. Other industries may have valuable experience to offer.
In the long run, the rapid growth in wind power projects is creating new business prospects for used turbines, repaired components, turbine dismantling services and material recycling. Policies to support such marketplaces and entrepreneurial activities may be required in the future.
The use of thermoplastics is one of the potential technical advancements. In the manufacturing process of the blades, bio-derived resins can be used instead of traditional, petroleum-based epoxy resins. However, these initiatives must resolve significant technical challenges before they can be implemented in utility-scale blade manufacture.
In the current circumstances, total fibre recovery (direct structural recycling) is considered beneficial to the composites industry. Recycled fibres from this process have a better market value due to the lower use of natural resources, energy, and labour power and near-virgin fibre quality.
The ideal plan for wind turbine blades incorporates design, testing, maintenance, improvements and appropriate recycling technologies to ensure that the material’s maximum value is recovered throughout its lifespan. This necessitates a better understanding of the environmental consequences of material selection during design and diverse waste treatment technologies at end-of-life.
Conclusion
The main goal of this study is to discover different recycling procedures for CFRP and GFRP waste and to prioritize sustainable recycling methods based on economic and environmental factors. The following criteria were utilized to conduct a critical comparison: process conditions, process outputs, and mechanical attributes, ease of reuse, ecological impact and cost-effectiveness.
Scrap and EOL CFRP and GFRP are currently destined mainly for landfill or incineration, as these are the processes used by traditional waste disposal businesses. This shift is taking place due to the significant contribution of works that focus on recycling CFRP and GFRP trash. This review article briefly discusses these studies, and the results are summarized below:
Landfilling and incineration are two options for handling CFRP and GFRP waste, which are no longer viable options and must be abandoned immediately without further investigation.
Mechanical recycling technologies have touched the limits of their study, losing their position as a primary recycling method in front of other practices such as thermal and chemical recycling. Additionally, traditional mechanical recycling is losing favour in lieu of high-voltage methods of breaking down waste composites.
Pyrolysis has been successfully applied on a commercial scale in many countries, combining green values by recycling fibres and products like gas and liquid, which can be used as future feedstock. However, char development in rGFs and preserving mechanical properties of CF and GF are complex.
The future of recycling CFRP and GFRP trash is thought to be a chemical recycling process using solvents such as water at CC (critical conditions) and a binary portion of mild solvents with water at CC. The highest resin elimination ratio, higher mechanical property retention in recycled fibres and the use of low-cost, environmentally friendly solvents distinguish this technique apart from others.
From the sustainability aspect, repair, refurbishment or reusing technologies have some advantages compared to recycling treatment. Reusing or repurpose methods provide key resolution for the future till the development of efficient recycling technologies and eco-friendly material for blades. Extending the service time of manufactured blades should be preferred over manufacturing new blades to reduce cost.
The utilization of EOL Wind turbine blade waste in cement production will enhance the mills’ and cement plants’ environmental assessments. As a result, coprocessing is the most practical, environmentally beneficial, and cost-effective recycling approach for dealing with current and future wastes.
Currently, manufacturers are using thermoset composite as the chief constituent, which is a problem in manufacturing, recycling and disposal treatments. Efforts have been made to generate new material for wind turbine blades at the laboratory level. The essential factor of new generation solutions is their unsuitability in large-size wind turbine blades due to technological limitations, even though they are well suited for small to medium size turbine blades. Bio-e-based composites, like bamboo, wood and natural fibre work well for small to medium blades but still research has not confirmed their applications for large blades. Furthermore, it is necessary to consider various parameters while developing new materials like recyclability, durability, improved lifetime, easily repairable, etc.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.