
Abstract
Food waste (FW) generation has become one of the largest environmental concerns for human society. Thanks to its chemical features and its high biodegradability, FW can be used as starting platform to produce biocommodities. Lactic acid (LA) is one of those chemicals that is gaining the attention of industry and research for its important role in polylactic acids production. To exploit better the organic content of FW, several FW pretreatments have been proposed in the literature, though none of them were aimed at influencing LA fermentation. Thermal and ultrasonic pretreatment effects on solubilization rates and LA production yields have been investigated in this batch study. The highest solubilization rate was achieved with 30 minutes ultrasonic pretreated FW resulting in a 15% increment in soluble COD (sCOD). The highest LA yield was obtained after 90-minute thermal pretreatment at 80 and 100°C at a yield of 0.49 g LA•g COD−1. This study shows that ultrasonic pretreatment generally performed better than thermal pretreatment when considering the increase in sCOD but caused a reduction in LA concentrations and yields after fermentation with high production of ethanol. The opposite trend was recorded in the thermal pretreated incubations, in which LA was present for 50% of the sCOD with higher LA concentrations of 2.90 g COD•L−1.
Keywords
Introduction
Food waste (FW) is nowadays one of the main environmental issues that must be handled as increasing generation of FW becomes a major concern for its potential high negative impact on the environment (Porter et al., 2016). FW represents the highest fraction (46.7%) of municipal solid waste (Sharma and Jain, 2020). Apart from that, FW can be generated in every step of the food supply chain and for this reason is present in high proportions also in agricultural and industrial wastes (Jeswani et al., 2021). Almost 1.3 billion of tons of FW are generated every year globally, corresponding to 32% of the total food produced (FAO, 2019). As direct consequence, high levels of greenhouse gases are generated every year from FW (6% of the total greenhouse gases emissions) (Amicarelli et al., 2021). Normal methods of FW disposal and management are not enough to limit the impacts that it has on the environment (Ananno et al., 2021). Landfill disposal is not effective anymore since landfills are associated with high emissions of methane and CO2, and high volumes of leachate that could bring water contamination (Yousuf et al., 2018). Another remediation method is incineration, but this requires high amounts of energy to ensure the oxidation of all the organic matter present in the FW. The incineration operation could also be problematic since FW has a high humidity level and can result in incomplete combustion leading to the generation of toxic compounds such as dioxins and furans, which are harmful for human health (Rajesh Banu et al., 2020).
For these reasons, the necessity to study sustainable methods to treat and manage FW is mandatory. Among these methods, anaerobic digestion (AD) and fermentation are two of the most attractive processes that have been studied in the past years. AD is a process oriented to energy recovery through the production of biomethane, while fermentation can be utilized to bioconvert organic substrates in different chemical commodities (Linyi et al., 2020; Zhang et al., 2020). Fermentation has been shown to be effective in producing hydrogen (Asunis et al., 2019; Cappai et al., 2014), volatile fatty acids (VFAs) (Slezak et al., 2017; Valentino et al., 2021), lactic acid (LA) (Luongo et al., 2019; Pau et al., 2021) and alcohols (ethanol and buthanol) (Uçkun Kiran and Liu, 2015). Due to its high biodegradability, FW can be exploited as renewable and inexpensive substrate in a fermentation process to convert its high organic matter content (especially carbohydrates and proteins) to more valuable chemical compounds.
Among these chemicals, LA has gained the interest of the research world in the last decade. 90% of the LA produced in the world comes from fermentation processes (Alves de Oliveira et al., 2018) in which simple substrates, such as glucose or xylose, are bioconverted into LA by specialized bacteria called lactic acid bacteria (LAB) (Hatti Kaul et al., 2018). Due to its role as the main monomer of polylactic acids (PLA) bioplastics (Kwan et al., 2018), LA demand has dramatically increased reaching a global demand up to 1220 kilotons (Kt) in 2016 that is projected to increase to 1950 Kt by 2025 with an 16.2% increase rate per year (Alves de Oliveira et al., 2018) and a global market of 9.8 billion USD (Manandhar and Shah, 2020). The high LA retail cost reflects directly on the PLA production expense, in which LA is the main raw material and is also the main cost factor. It has been estimated that to make PLAs competitive with fossil fuel-based plastic in the market, the cost of LA should be reduced by 50% (Lòpez-Gòmez et al., 2018). For these reasons, research is now focused to find solutions to make LA production simpler and cheaper. Several research papers report FW used for LA fermentation with successful results in terms of maximum concentrations and production yields (RedCorn et al., 2016; Tang et al., 2016; Zhang et al., 2017). Despite the numerous papers on parameter and reactor condition optimization, there is an evident lack of studies on the effects that different pretreatments could have on LA formation. Since hydrolysis and solid degradation are the limiting steps of AD and fermentation particularly for solid substrates, pretreatment can be a solution to accelerate the process and increase solubilization rates (Jiang et al., 2013). Several types of FW pretreatments have been studied in the literature, including mechanical, physico-chemical and biological methods (Rajesh Banu et al., 2020).
In this study, thermal and ultrasonic pretreatment were explored. Thermal pretreatment of FW causes the degradation of complex molecules to simpler substrates like monosaccharides and amino-acids (Ariunbataar at al., 2014). This pretreatment method is one of the most commonly used in full scale FW treatment plants since the EU regulation EC1774/2002 imposes FW pasteurization before its utilization (Ariunbataar et al., 2014). Ultrasonic pretreatment is a more appealing technology that disintegrates long chain organic compounds thanks to the vibration and the high-pressure environment generated inside the ultrasonic bath (Isa et al., 2020; Rajesh Banu et al., 2020). These two kinds of pretreatments have been studied for their influence on the methane/biohydrogen production process. However, only a few papers have addressed their role in enhancing organic acid bioconversions, especially about LA and their effects on LA fermentation.
To the best of our knowledge, no study has been published on the comparison of ultrasonic and thermal pretreatment for the enhancement of LA fermentation of FW. This study investigated the integrated treatment of FW incorporating these two pretreatment methods with fermentation. The main objective of this research was to investigate the possibility of increasing the initial soluble organic content of FW and the consequences this has on LA production yields and rates during the fermentation process.
Materials and methods
Source of FW and microorganisms
Synthetic FW was used in this study. The FW recipe was taken from the study of Ariubantaar et al. (2014) and prepared following this %w/w proportion: fruit and vegetables 78.4%, pasta and rice 5.1%, dairy products (cheese) 1.9%, bread 6.4%, fish 4.1%, meat 4.1%. All components were bought from supermarkets in Galway (Ireland). The food was cooked, cut in small pieces to reduce the granulometry and finally blended with the addition of 200 mL of water to get a homogeneous FW slurry. In order to quantify all the FW chemical components, full characterization was performed. The results of this characterization are reported in Table 1.
Physico-chemical characterization of the food waste used in this study.
COD: chemical oxygen demand; TS: total solids; VS: volatile solids.
Commercial yogurt was used as inoculum (TS = 3.58%; VS = 2.44%). Yogurt has a high abundance of Lactobacillus, the main microorganisms responsible for biological LA production. Yogurt was chosen since it is cheaper than growing a specialized pure culture.
Experimental set-up
A set of 1.5 L batch reactors (working volume = 1 L) was used to carry out the experiments. Each reactor was filled with 1 L of slurry containing 8 g VS•L−1 of FW corresponding to a soluble COD (sCOD) concentration of 4.4 (±0.4) g•L−1. The reactors were flushed for 10 minutes with gaseous nitrogen to guarantee anaerobic conditions. Pretreatments were performed directly in the fermentation batch reactors.
Two different pretreatments were chosen to study which one will improve sCOD solubilization and its subsequent effect on the LA fermentation process during fermentation: thermal and ultrasonic pretreatment. Thermal pretreatment conditions were carried out at 80, 100, 120 and 150°C for 90 minutes. The reactors were placed in a Universal Oven UN110 (Memmert, Büchenbach, Germany), left for 90 minutes with no agitation and then taken out to be cooled down to room temperature. Ultrasonic pretreatment was carried out with a Sonorex Digiplus (Bandelin, Berlin, Germany) sonicator bath. The vessels were immerged completely in the bath at room temperature and left for 10, 20, 30 and 45 minutes at a power of 680 W.
After pretreatment, the reactors were inoculated with 2 g VS•L of yogurt setting a F/M ratio of 4:1 w(VS)/w(VS) and flushed again with nitrogen for 5 minutes. A control with not pretreated FW was performed as blank.
Fermentation was carried out in a Gellenkamp IOI400.XX2.C incubator (Gellenkamp, Cambridge, UK) at mesophilic conditions (37°C) with an agitation speed of 120 rpm for 15 days. Reactor pH was uncontrolled and monitored daily. Liquid samples were taken daily from the reactor as well as before and after the pretreatment for chemical characterization, centrifuged and stored at −21°C until analysis.
Analytical methods
Liquid samples were centrifuged for 10 minutes at 14,600 rpm and filtered at 0.22/0.45 µm with cellulose acetate filters for chemical analysis quantification: sCOD, total carbohydrate, LA, VFAs and ethanol. sCOD analysis was made by an AA3 continuous flow analyzer (Seal Analytical, King’s Lynn, UK) as described by Pau et al. (2021). Carbohydrates were determined with the colorimetric method of DuBois et al. (1956); samples were read with a UV-1900 UV-VIS spectrophotometer (Shimadzu, Kyoto, Japan). LA, VFAs (C2 to C5) and ethanol were measured with a 1260 Infinity II Agilent high-performance liquid chromatograph (Agilent, Santa Clara, CA, USA) with a Hi-Plex H 300 mm × 7.7 mm column and detected with a refractive index detector (2.31 Hz) at 55°C. The mobile phase was a 0.5 mmol•L−1 H2SO4 solution with a flow rate of 0.7 ml minute−1 and an injection volume of 50 µL (Pau et al., 2021).
TS content of FW and inoculum were determined by drying the samples in an oven at 105°C overnight, while VS was determined using a furnace at 550°C for 2 hours according to the procedures described by APHA (2012).
Results
Figures 1, 3 and 4 present the changes in the organic concentration and composition during fermentation shown as sCOD mass balance. Concentrations are expressed as grams of compound in COD per litre (g X(COD) •L−1). Table 2 shows the main results of the different fermentation conditions. Figure 2 shows the percentage increase of sCOD after the pretreatments.
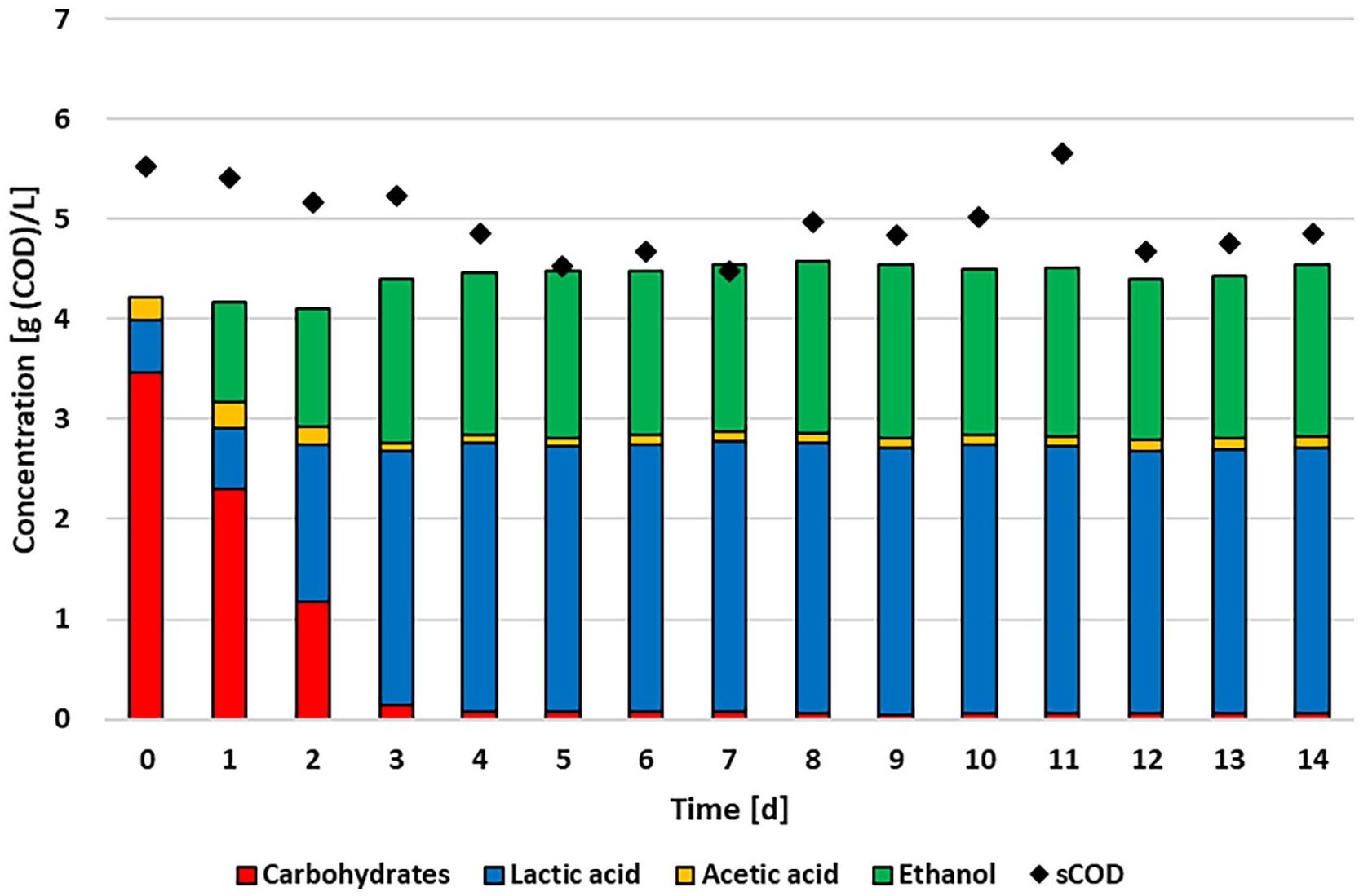
Chemical composition of the liquid phase of the control FW (no pretreatment) expressed as sCOD mass balance during the experimental time. FW: food waste; sCOD: soluble COD.
Batch fermentation performance of control FW and the different pretreated FW (different thermal and ultrasonic time conditions).
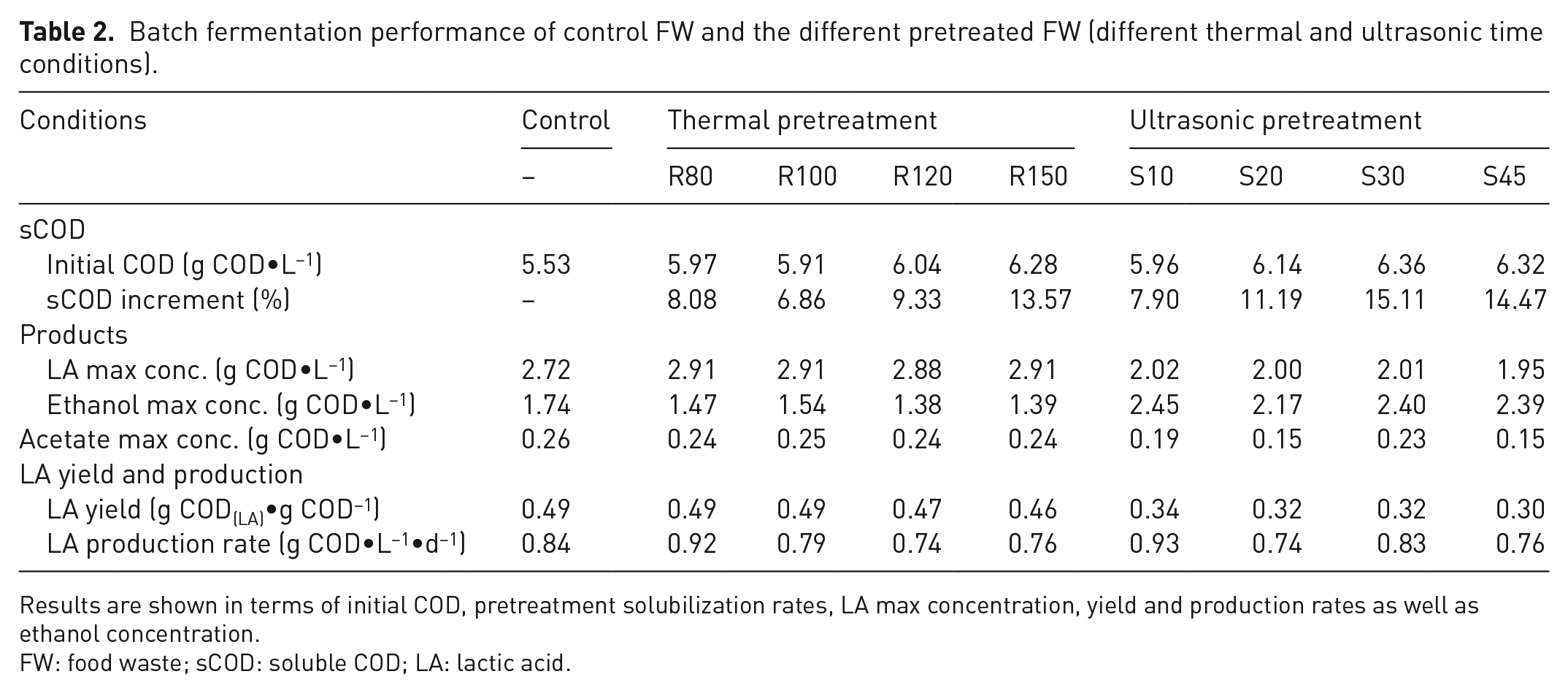
Results are shown in terms of initial COD, pretreatment solubilization rates, LA max concentration, yield and production rates as well as ethanol concentration.
FW: food waste; sCOD: soluble COD; LA: lactic acid.
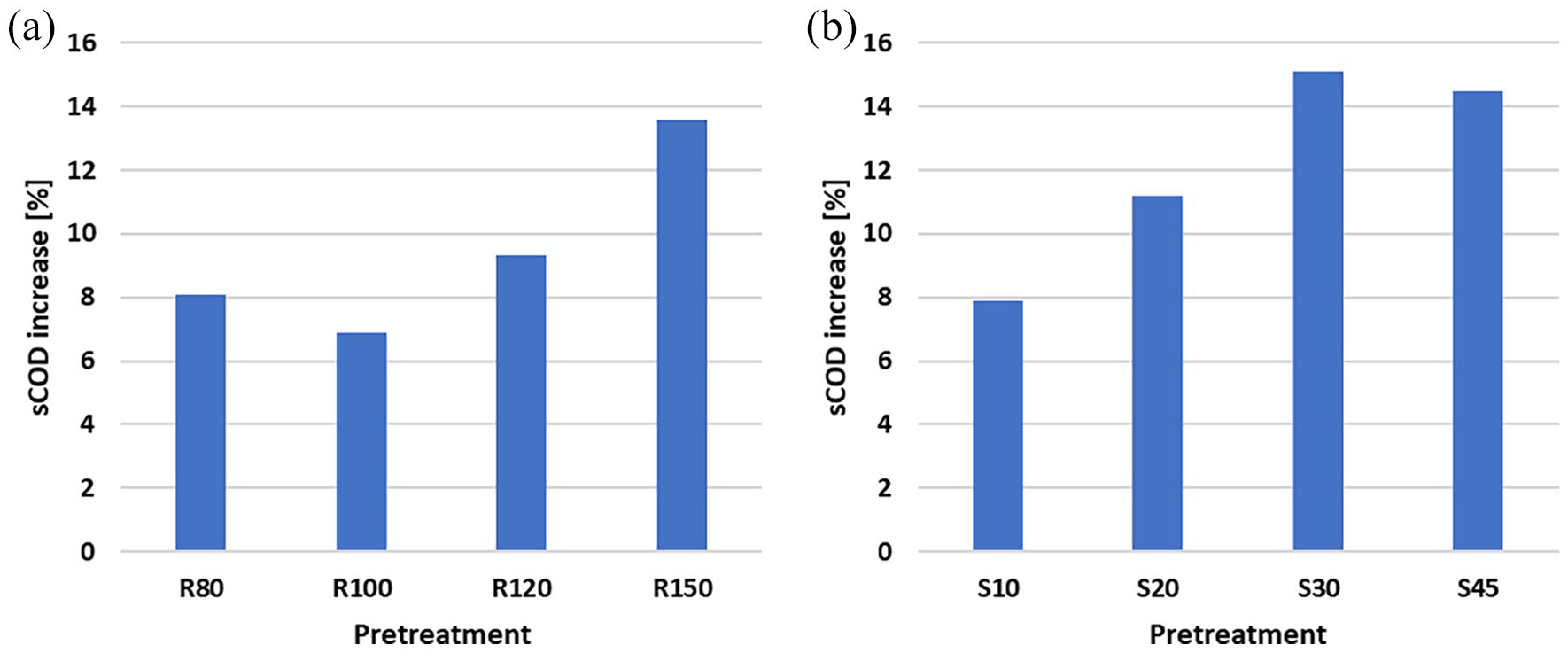
sCOD increments expressed in percentage (%) after thermal (a) and ultrasonic (b) pretreatment of the food waste. sCOD: soluble COD.
Fermentation without pretreatment
Figure 1 shows the mass balance results of the control without pretreatment. The pH started from a value of 3.83 and decreased to 3.19 achieving its minimum in day 3. From day 4, a slight increase was recorded with a final value of 3.33. The initial sCOD was 5.53 g•L−1, which decreased slightly in the first six days reaching an average value of 4.85 (±0.32) g•L−1 (Figure 1). The carbohydrate profile showed a quick and constant depletion of the main substrate within three days from the beginning of the experiment. Starting with a carbohydrate concentration of 3.46 g COD •L−1, over 95% was degraded by day three. From day 0 to day 4, LA was produced at a rate of 0.84 g COD(LA) •L−1•d–1 reaching its maximum on day 8 at 2.72 g COD(LA) •L−1 with a yield of 0.49 g COD(LA)•g CODi–1. This represents a 78% LA conversion of the carbohydrates consumed. Ethanol was produced as the main co-metabolite with 1.71 g COD(Carbohydrates) •L−1 produced by day 9 accounting for 0.36 g COD(ethanol)•g COD–1.
Effect of thermal pretreatment on substrate and LA fermentation
Four different temperatures were chosen for this pretreatment: 80, 100, 120 and 150°C and named R80, R100, R120 and R150, respectively. Figure 2(a) represents the increasing percentage of the sCOD after the pretreatment. All four pretreatments gave an increasing initial sCOD concentration. The highest sCOD increase was registered for R150 with 13.6%, followed by R120 with 9.33% and finally R80 and R100 with 8.08 and 6.86%, respectively.
Regarding the fermentation phase, the pH profile is very similar for all four thermal pretreatment experiments. The initial pH started from 3.84 (±0.04) followed by a pH drop by day 4/5 stabilizing at a value of 3.20 (±0.04) for the rest of the incubation. Carbohydrates were easily consumed in all experiments and over 90% of the initial carbohydrate concentration was converted into other metabolites by day 5 (Figure 3(a) to (d)). Thermal pretreated incubations showed stable and constant LA production in the first 3 days of fermentation, after which their concentration levelled off without signs of further conversion to other acids. In the production phase, LA was formed with a productivity of 0.92, 0.79, 0.74 and 0.76 g LA(COD) •L−1•d–1 in R80, R100, R120 and R150, respectively. Figure 3 shows great similarities in the LA profiles for all thermal pretreatment conditions: higher maximum concentrations were achieved compared to the control and were reached between day 7 and day 11 at 2.90 (R80), 2.91 (R100), 2.88 (R120) and 2.91 (R150) g LA(COD) •L−1 (Table 2). Despite the increase in the concentration, yields were fairly stable and in line with the control: 0.48, 0.49, 0.47 and 0.46 g LA(COD) •g CODi–1 were the yields for R80 to R150, respectively (Table 2). Ethanol was the main co-metabolite detected in this set of experiments. The ethanol concentration was slightly lower compared to the control. The ethanol was completely produced within the days 3/4 from the start of the experimental run with the highest concentration reaching values around 1.50 g COD(ethanol) •L−1, which represents almost 1/3 of the sCOD. Acetate was the only VFA detected (Figure 3(a) to (d)). Its presence was detected already on day 0 with a concentration of 0.24 (±0.1) g COD(acetate) •L−1. For all the thermal pretreated tests, acetate concentrations were reduced by half, settling at 0.10 (±0.1) g COD(acetate) •L−1 (Figure 3(a) to (d)).
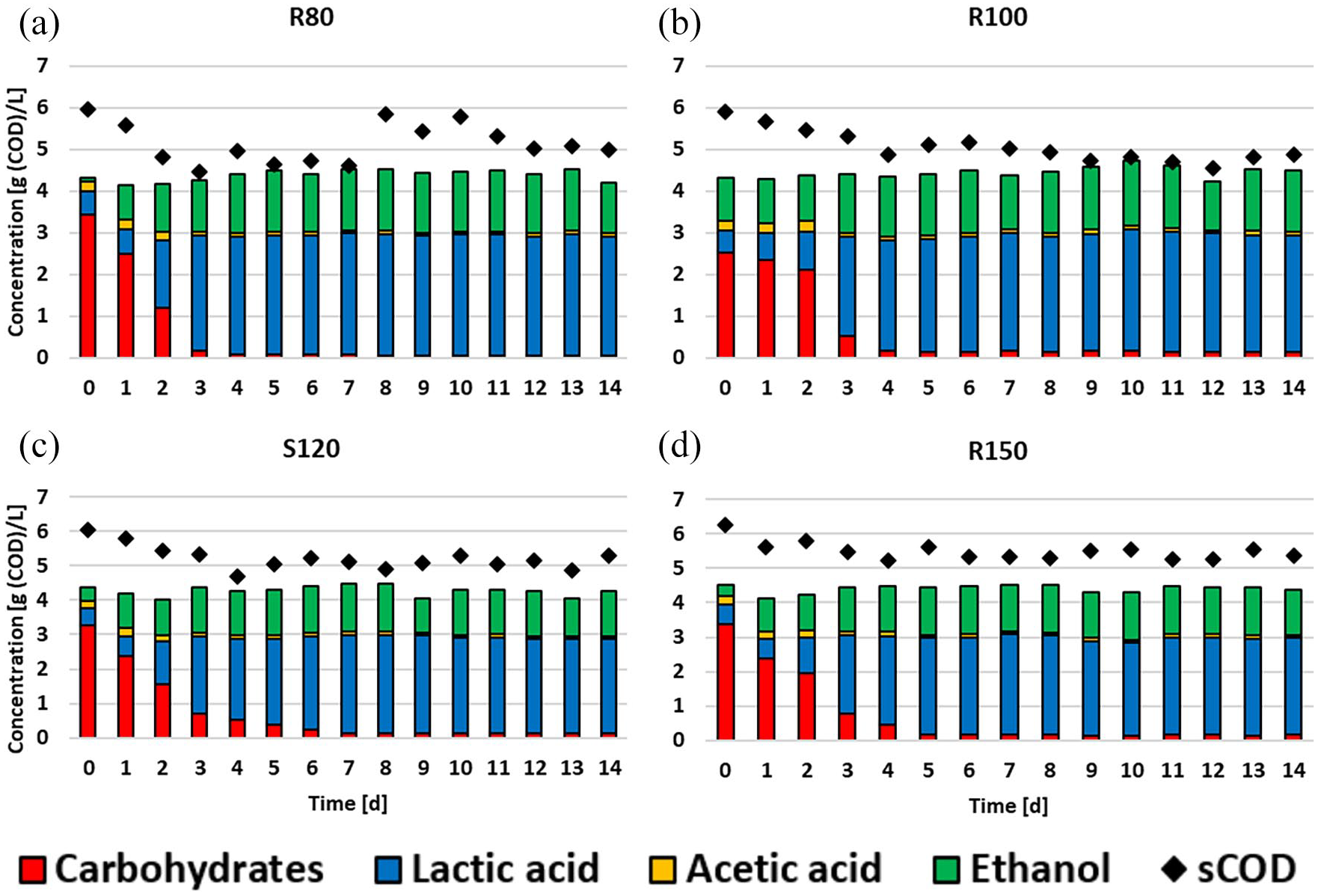
Chemical composition of the liquid phase of the thermal pretreated FW incubations expressed as sCOD mass balance for (a) R80, (b) R100, (c) R120 and (d) R150. FW: food waste; sCOD: soluble COD.
Effect of ultrasonic pretreatment on substrate and LA fermentation
The role of the ultrasonic exposure time was evaluated incubating the reactors for 10, 20, 30 and 45 minutes (named S10, S20, S30 and S45, respectively) under an ultrasonic power of 680 W. Figure 2(b) shows the effect of the pretreatment on the sCOD concentration. A higher increasing percentage was detected with this pretreatment method compared to the thermal pretreatment and with just the S10 condition <10% sCOD improvement was obtained while the longer ultrasound pretreatment times gave a sCOD release >10%. The sCOD concentrations increased by 7.9, 11.2, 15.11 and 14.5% in S10, S20, S30 and S45, respectively.
Ultrasonic pretreatment had an impact on the initial pH, that raised during the pretreatment starting with an initial value of 4.28 (±0.11). During fermentation, the pH dropped in the first 4 days decreasing to a value of 3.62 (±0.09) that stayed stable until the end of the run. Carbohydrate consumption occurred immediately on the first day with 71% of the initial value already converted into fermentation metabolites passing from 3.73 (±0.05) to 1.06 (±0.19) g COD(carbohydrates) •L−1. By day 2, over 98% of them was degraded. LA was produced in the beginning with a production rate of 0.92, 0.74, 0.83 and 0.76 g COD(LA)•L−1•d–1 for S10, S20, S30 and S45, respectively. Ultrasonic pretreatment negatively influenced LA production with the highest concentration, as reported in Table 2, barely reaching 2 g COD(LA) •L−1 which represents 38 (±6)% of the sCOD. This resulted in a lower sCOD conversion yield compared to the thermal pretreated fermentations. Yields amounted to 0.33, 0.33, 0.32 and 0.30 g LA(COD)•g sCODi–1 for S10, S20, S30 and S45, respectively (Table 2). On the contrary, ethanol was produced more in these ultrasonic pretreated tests compared to the thermal pretreated incubations. Figue 4 shows that ethanol sharply increased reaching its maximum between day 3 and day 5 with a subsequent slight but constant degradation until the end of the run. The highest ethanol concentration was detected in S10 at 2.45 g COD(ethanol) •L−1 on day 4 (Figure 3(a)). Acetate was the only VFA present in low concentrations (0.1–0.2 g COD(acetate)•L−1) in this incubation set.
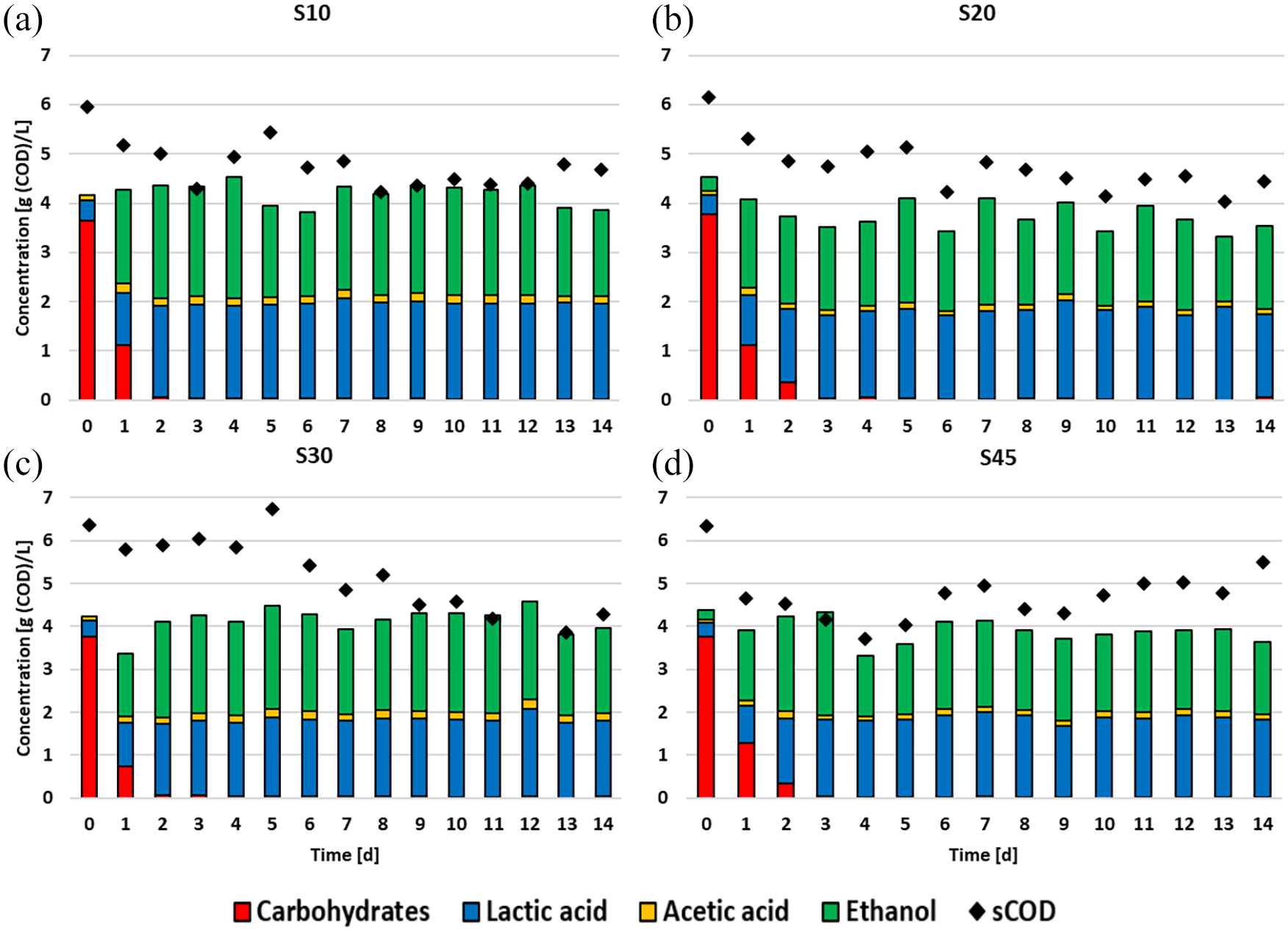
Chemical composition of the liquid phase of the ultrasonic pretreated FW incubations expressed as sCOD mass balance for (a) S10, (b) S20, (c) S30 and (d) S45. FW: food waste; sCOD: soluble COD.
Discussion
Effect of the pretreatments on COD solubilization rates
Thermal pretreatment
The study shows that thermal pretreatment had a positive effect on the sCOD concentration of FW. The best sCOD increment was performed in the 150°C pretreated test achieving 13.57% more sCOD concentration compared to the control. This was the only thermal pretreatment case that improved the sCOD concentration more than 10%, with the other three fluctuating from 6.86% (R100) to 9.32% (R120).
Even if the trend of this study is the same as found in the literature (Gnaoui et al., 2020; Li et al., 2018; Pagliaccia et al., 2019), it is possible to find some studies where thermal pretreatment had a higher impact on organic matter solubilization resulting to an increase in sCOD concentration. Li et al. (2018) tried five different pretreatment temperatures (80, 110, 140, 170 and 200°C for 4 hours), which resulted in an optimum sCOD increment at 25.50% from the 170°C pretreated case. Comparative to this study, high solubilization rates were recorded by Gnaoui et al. (2020). In that study, three different temperatures (60, 80 and 100°C) at three different pretreatment times (15, 30 and 45 minutes) were tested. They reported that the best condition was at 100°C for 30-minute pretreatment time, resulting in an increase of the sCOD concentration from 47.7 to 68.54 g•L−1 and reaching a solubilization rate of 43.41%. Similarly, Pagliaccia et al. (2019) found that FW pretreatment at 134°C for 20 minutes resulted in an increase in sCOD concentration from 68.4 to 92.0 g•L−1, corresponding to a 34.50% increment.
Thermal pretreatment improves the initial concentration of organic matter available for fermentation or AD (Pagliaccia et al., 2019). This is due to the fact that the heat provided by the pretreatment causes a deflocculation of the more complex compounds and thus increases the surface area of the FW solid fraction (Ariunbaatar et al., 2014) with a subsequent increase in the contact between the substrate and the microbial community (Liyanage and Babel, 2022). The solubilization that occurs during thermal pretreatment is the direct consequence of solid degradation. Reducing the total solid content of a complex matrix like FW brings a higher mass transfer and can improve microbial degradation (Lim et al., 2008). However, the solubilization rates are strongly influenced by the substrate composition (Liyanage and Babel, 2022) and for this reason, it is hard to find homogenous results for FW thermal pretreatment considering FW heterogeneity and seasonality. Looking at the literature, it can be highlighted that the effect of thermal pretreatment on the sCOD increase is proportional to the temperature (Gnaoui et al., 2020; Liyanage and Babel, 2022). Another main advantage of thermal pretreatment is the possibility to inhibit endogenous microbial communities present in the substrate that could influence the fermentation process, especially if external inocula (like yogurt) are used to produce a specific compound (i.e. lactate).
Ultrasonic pretreatment
Higher solubilization rates were reached with ultrasonic pretreatment (Figure 2, Table 2). Using 30-minute ultrasonic pretreated time on FW showed a 15.11% increase in sCOD concentration compared to the blank. As shown in Figure 2, ultrasonic pretreatment had a better impact on the solubilization and solid degradation with 12.17 (±2.87)% of sCOD increment against 9.46 (±2.53)% of the thermal pretreatment. These results are completely in line with the fermentation study of Elbesbishy et al. (2011), who reported an increase in sCOD by 9.05% (from 44.2 to 48.2 g COD•L−1) after ultrasound pretreatment of FW at an energy density of 250 W•L−1 for 24 minutes. Higher results were, instead, achieved by Jiang et al (2013). In their comparative study, the effect of several parameters such as sonication time, sonication power and initial and different TS content of FW were tested. In their best condition (480 W•L−1 for 15 minutes), they report an increase in the sCOD concentration from 34.6 to 96.5 g COD•L−1 and from 40.6 to 125.5 g COD•L−1 with a TS content of 40 and 100 g TS•L−1, respectively.
The positive effect of ultrasound on organic matter solubilization is due the physico-chemical effects that are caused by the mechanical vibrations generated by ultrasounds (Rajesh Banu et al., 2020). These vibrations are responsible for the formation of microbubbles that, collapsing at high speed for cavitation, create a microenvironment of extreme high pressure and temperature. These conditions are able to alter and melt the solid matter and to break the crystalline molecular structures (Elbesbishy et al., 2011).
Fermentation performance
This is, to the best of the authors knowledge, the first time that LA fermentation of pretreated FW was evaluated, specifically studying the influence that thermal and ultrasonic pretreatment has on their final metabolite composition. As shown in Figures 1, 3 and 4 and in Table 2, some differences can be highlighted between the control with no pretreatment and the two sets of pretreated incubations. Despite these differences between the two pretreatment methods, there are no real differences among the different conditions of the same set. Thermal pretreated incubations show a slight increase in the maximal LA concentration by 6.6% compared to the control, with 2.90 (±0.01) g COD•L−1, but with similar production yields as with R80 and R100 reaching 0.49 g COD(LA) •g CODi–1. These results are in line with the study of Li et al. (2018), the only publication reporting the effects of thermal pretreatment of FW LA fermentation. They reported an increase of 9.9 and 7.5% in the LA concentration after FW pretreatment at 140 and 170°C, respectively, for 4 hours.
The opposite trend can be highlighted for ultrasonic pretreatment as the maximum LA concentration (2.02 g COD(LA)•L−1) was reached in the S10 experiment, which was the lowest condition set for this experiment. The resulting LA concentration was 25.7% less compared to the control and 30.5% compared to the thermal pretreatment tests (Table 2). LA yields are also lower varying between 0.30 and 0.34 g COD(LA)•g CODi–1. There is still no evidence in the literature on whether LA production is improved after ultrasonic pretreatment. Most of the papers applying this method are focused on the methane and hydrogen production process and very few on general organic acid production. Among the studies available, Elbesbishy and Nakha (2011) registered a positive impact on the VFAs production with a 29% increment in their concentration after 24 minutes•d–1 at 500 W pretreatment. Also, Jiang et al. (2013) reported a high enhancement in the VFAs production after the pretreatment highlighting that, in their best condition (15 minutes, 480 W•L−1 sonication), VFAs concentrations increased from approximately 40.0 to 80.2 g COD•L−1 and from approximately 60.0 to 103.1 g COD•L−1 for a TS content of 40 and 100 g TS•L−1, respectively. For the present study, this was not the case for both pretreatments employed since VFAs production was almost completely inhibited. All incubations show minor acetate concentrations of around 0.1–0.2 g COD•L−1. The absence of VFAs can be explained as the reactors were set to optimize for LA formation and accumulation working in a pH range between 3.20 and 3.50 in their last fermentation stage. Such low pH causes inhibition of VFAs producers, limiting bacterial competition for the substrate and avoiding that the produced LA is used as a substrate for subsequent bioconversions (Itoh et al., 2012; Pau et al., 2021).
The other main co-metabolite formed along with LA was ethanol (Figures 2 to 4, Table 2). Ethanol was produced in both pretreated incubation tests and in the control. In this case, ultrasonic pretreatment presented higher ethanol concentrations, with ethanol representing 52.0% of sCOD; while in thermal pretreatment incubations, this amount decreased by 30.0%. The presence of ethanol is likely due to the endogenous microbial community of FW. Thermal pretreatment had a higher inhibitory effect on the FW community, which resulted in a lower ethanol formation compared to ultrasonication.
LA fermentation at low pH is a main challenge of research, especially from heterogeneous substrate as FW, a deserves further investigation to be completely clarified. The conditions proposed can be applied in continuous systems in order to optimize the process parameters (HRT and OLR) to produce pure lactate at higher yields and reducing the presence of the by products like ethanol. Another aspect that still need further investigation is the optical purity of LA and how the conditions proposed and this pretreatments influence the LA isomeric composition.
Conclusion
This study showed the influence that thermal and ultrasonic pretreatment had on the hydrolysis phase and on the fermentation performance when applied to FW and targeted for LA production. Better solubilization rates were reached with ultrasonic pretreatment resulting in a higher initial sCOD concentration compared to thermal pretreated FW and the control with no pretreated FW. Opposite to this, LA fermentation, instead, performed better when using the thermal pretreated FW, reaching a higher LA production at 2.9 g COD•L−1, but maintaining almost the same production yield of 0.49 g COD(LA)•g CODi−1 when compared to the control. The influences of the FW pretreatment on the fermentation processes aiming at organic acid production, especially LA, needs further investigation to understand the necessity to integrate it with the upstream processes in order to target and improve production yields and study the differences in metabolite and microbial community composition.
Footnotes
Acknowledgements
The authors thank Borja Khatabi Soliman Tamayo, Leah Egan and Manuel Suarez (NUIG, Ireland) for their help and support during the laboratory work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This publication has emanated from research supported by Science Foundation Ireland (SFI) through the SFI Research Professorship Programme entitled Innovative Energy Technologies for Biofuels, Bioenergy and a Sustainable Irish Bioeconomy (IETSBIO3; grant number 15/RP/2763) and the Research Infrastructure research grant Platform for Biofuel Analysis (grant number 16/RI/3401).