
Abstract
Significant onsite handling and offsite management costs are incurred by oilfield operators annually to properly manage hydrocarbon waste streams such as tank bottoms or other oily sludge or oil impacted soil generated during oil and gas production processes. The current study reports for the first-time technical results of a field trial on use of a smouldering combustion technology performed in an active oilfield. Two treatment batches with oily sludges, stabilized through blending with soil, resulted in permanent hydrocarbon removal (98–99.9% reduction) to create treated soil that met standards for reuse as clean backfill onsite. Emissions profile data collected pre- and post-thermal oxidizer indicated effective removal of volatile organic compounds, CO and SO2, but had increased NO and CO2 due to combustion of propane to affect the thermal oxidation. Regulatory, financial, environmental and safety considerations are discussed in context of future full-scale smouldering technology deployment. The technology has the potential to lower overall unit costs for management of hydrocarbon impacted waste and reduce waste sent to landfills, which can benefit more remote sites.
Highlights
A smouldering combustion treatment process was demonstrated to be effective for the treatment of oilfield production oily sludge waste materials and provides an alternative to current waste management practices.
Waste materials (i.e. blended oily sludge and oil impacted soils) treated using a smouldering combustion process are clean and may be beneficially reused on site for construction or other purposes.
Results of the smouldering combustion treatment process, including impacts of emissions treatment, indicate that the smouldering combustion process alone produces far lower amounts of NOx compared to when the emissions are treated by other thermal processes requiring continuous consumption of fossil fuels.
Introduction
Achieving cleaner production with less by-product waste for disposal is an important goal to reduce the environmental footprint in oil and gas (O&G) operations. In O&G exploration and production (E&P) activities, hydrocarbon waste streams are generated in large volumes. These waste streams can be a major proportion of an oilfield’s waste generation profile by quantity and a substantial cost to oilfield operators annually due to significant onsite handling and offsite management costs. These waste streams can also end up as potential future environmental and legal liability to companies if not managed appropriately once the waste is generated.
The most prevalent E&P hydrocarbon impacted waste types are:
Tank bottoms and oily sludge: As crude oil is stored, the heavier molecular weight hydrocarbons and sediment previously suspended in the liquids begin to settle, creating a layer of sludge in tanks and vessels. Oily sludge and sediment settle in E&P production holding tanks or other processing equipment over time which requires cleaning to prevent oily sludge overaccumulation. The percentages of solids, water and oil can vary considerably depending on the physical characteristics of the producing subsurface formations and the characteristics of the crude oil (e.g. American Petroleum Institute (API) gravity).
Hydrocarbon impacted soils: Crude oil contaminated soil can result from solidification and mixing waste streams such as tank bottoms with soil to achieve a solidified waste stream for transportation and subsequent disposal. Hydrocarbon impacted soils also originate due to the emergency upset or oil spills from loss of containment from production pipelines or oil well head leaks to surface.
Oil-based drilled cuttings: A waste stream comprising soil material removed from a well borehole during O&G drilling operations which is intermingled oil-based drilling fluid and other chemicals such as barite as a weighting agent (IOGP, 2016).
These waste streams are generated at variable rates depending on O&G production scale and site-specific practices. Waste generation rates of settled solids and hydrocarbon-bearing soil for the United States in 2016 was estimated at 2.7 and 1.8 million barrels, respectively (USEPA, 2019).
From a waste treatment standpoint, different existing and established treatment technologies for addressing these wastes are available. These broadly fit into categories of physiochemical, biological or conventional thermal approaches to address or remove hydrocarbons as a contaminant of concern. Physical-chemical treatment includes stabilization or solidification to fixate hydrocarbons prior to disposal (e.g. at an industrial landfill) or potential reuse (e.g. for road base or other construction incorporation use) (Interstate Technology Regulation Council, 2011). These options are limited by local landfill capacity and transportation costs, especially for remote areas, and regulations against incorporation into construction materials or road base. Costs for the landfilling of these wastes can be $5–$63 per ton of material depending on location (DTSC, 2022). Biological treatment entails use of microorganisms naturally occurring in soils to break down hydrocarbons over time. Biological treatment can be a cost-effective treatment option at approximately 26–151 $/cubic yard of soil (Goetz and Brenner, 2002), but is not suitable for soils with high petroleum hydrocarbon concentrations or heavier molecular weight (lower API gravity) hydrocarbons (Brown et al., 2017; Omokhagbor Adams et al., 2020). Biological treatment also typically requires warmer climates which makes it less feasible or effective in colder environments. Biological treatment takes time and does not completely remove all the hydrocarbons, which may not meet regulatory limits and restrict the end use of the treated soils (Brown et al., 2017; Omokhagbor Adams et al., 2020). Conventional thermal treatment techniques include incineration to thermally destroy and break down hydrocarbons and thermal desorption to increase the volatility of contaminants with heat so that they can be separated from the solid matrix (e.g. soil). The volatilized contaminants are then either collected for recovery or thermally destroyed (Da Silva et al., 2012; Vidonish et al., 2016). Incineration effectively removes all hydrocarbons while thermal desorption is effective at removing lower molecular weight hydrocarbons (Da Silva et al., 2012; Vidonish et al., 2016). Both conventional thermal treatment technologies are characteristically expensive options because they require continuous high energy demand to operate and require using additional hydrocarbon fuel input that increases the carbon footprint. Reported thermal desorption costs are between $46 and $99 USD per metric ton, while incineration can cost $150–$2900 USD per metric ton (Vidonish et al., 2016).
As a novel alternative thermal method, smouldering combustion, described below, is an emerging option for oilfield hydrocarbon impacted waste (Kinsman et al., 2017; Murray, 2019; Solinger et al., 2020; Switzer et al., 2009; Torero et al., 2020). In 2019, a field pilot-scale smouldering technology demonstration was conducted at the Kern River Oilfield in California to treat and manage oily sludge. The operator was interested in testing the technology because of the:
Potential for lower overall unit costs for management of hydrocarbon impacted waste;
Potential to generate clean backfill material that can be beneficially reused elsewhere onsite;
Reduced need for mining or import of new soils for construction projects;
Permanent destruction of contaminants;
Potential to offset waste disposal amounts contributing to local industrial landfills;
Reduction in waste transportation and related trucking miles and associated carbon footprint; and
Reduction in risk of motor vehicle accidents by reducing trucking
Smouldering combustion
Smouldering combustion is an exothermic reaction converting carbon compounds (e.g. oil or other organic contaminants) and an oxidant (e.g. oxygen in air) to primarily carbon dioxide, water and thermal energy (Ohlemiller, 1985, 2002). Thus, following ignition, the smouldering combustion reaction can continue in a self-sustaining manner (i.e. no external energy or added fuel input following ignition) as the heat generated sustains the treatment process to pre-heat and propagate combustion of contaminants (Pironi et al., 2009; Switzer et al., 2009; Torero et al., 2020). Ex situ Self-sustaining Treatment for Active Remediation (STARx) is a process in which smouldering combustion is used to remediate soils with hydrocarbon contamination (Hasan et al., 2015; Kinsman et al., 2017; Pironi et al., 2011; Salman et al., 2015; Scholes et al., 2015; Solinger et al., 2020; Switzer et al., 2009).
It has been shown that there are numerous factors that affect how the smouldering reaction behaves. Air fluxes ranging from 0.5 to 9.15 cm/s have been studied (Switzer et al., 2014) and shown to be proportional to the velocity of smouldering propagation as well as average peak reaction temperature (Yermán et al., 2015). Air fluxes have a generally linear relationship to propagation velocity (Pironi et al., 2009, 2011; Torero et al., 2020; Zanoni et al., 2019) and a dominant influence on the reaction energy balance (Zanoni et al., 2019). However, factors such as contaminant type and concentration within the soil can also influence peak temperature and propagation rate (Pironi et al., 2011). Because the soil type and grain size distribution are linked with air velocities, the soil type and consistency will influence the smouldering reaction peak temperature and propagation rates as well.
One factor that has been shown to not affect overall smouldering efficiency is scale (Kinsman et al., 2017; Murray, 2019; Switzer et al., 2014). Through a collaborative development and prototype testing programme, Chevron and Savron developed a modular, engineered base system called ‘Hottpad™’ to enable the application of smouldering combustion in large volume piles. The Hottpad™ module is a horizontal, low profile, platform containing the infrastructure that supplies the heat and air used to initiate and sustain the treatment process. The Hottpad™ module is a scaled up and field deployable system for performing smouldering combustion similar to the laboratory columns setups shown to achieve self-sustaining smoulder contaminated soils (Pironi et al., 2009, 2011; Salman et al., 2015; Solinger et al., 2020).
Application of smouldering for waste management
The process of using smouldering combustion to treat hydrocarbon impacted soils has been effective in treating many types of contaminants including fuel/oil residuals (Kinsman et al., 2017; Murray, 2019; Torero et al., 2020), coal tar (Pironi et al., 2009; Scholes et al., 2015), PFAS (Duchesne et al., 2020) and biosolids (Rashwan et al., 2016). Specifically, fuel/oil reductions of greater than 99% of total petroleum hydrocarbon concentration in soils are repeatedly shown at the column study scale and 1–3 m3 batch scale (Kinsman et al., 2017; Murray, 2019; Switzer et al., 2014). However, the scale up of smouldering combustion to treat unmodified process waste from an active O&G operating location has not been rigorously demonstrated.
This work describes the first field demonstration of smouldering combustion to manage a waste stream at an active O&G facility in Bakersfield, California (the ‘Site’) as an alternative option to being sent to landfill. Two treatment batches were completed to demonstrate self-sustaining smouldering combustion, destruction of petroleum hydrocarbons and collection of data to assess the feasibility and potential environmental benefits.
Experimental methods
Layout and operation of field demonstration
The smouldering combustion treatment reaction is initiated by heating the bottommost portion of the piled contaminated materials to reach ignition temperatures. The Hottpad™ system uses electric resistive heaters in the base to ignite the reaction. Process air is injected through the plenum of the base where it flows up through the contaminated materials to provide oxygen to sustain the smouldering reaction. Once ignition is achieved, the heaters are turned off, and injection blower continues the supply of air to the base of the pile to propagate the smouldering reaction vertically upwards through the soil pile (Figure 1). Process gases are collected through an extraction pipe at the top of the pile, which is covered by a retractable roof system. The process is monitored using thermocouples to track temperatures in the pile and by screening the collected gases in the extraction piping to quantify combustion gases. The Hottpad™ used in this demonstration is approximately 1.78 m × 3.81 m × 1.94 m (L × W × H) with a functional soil volume of approximately 11 m3.
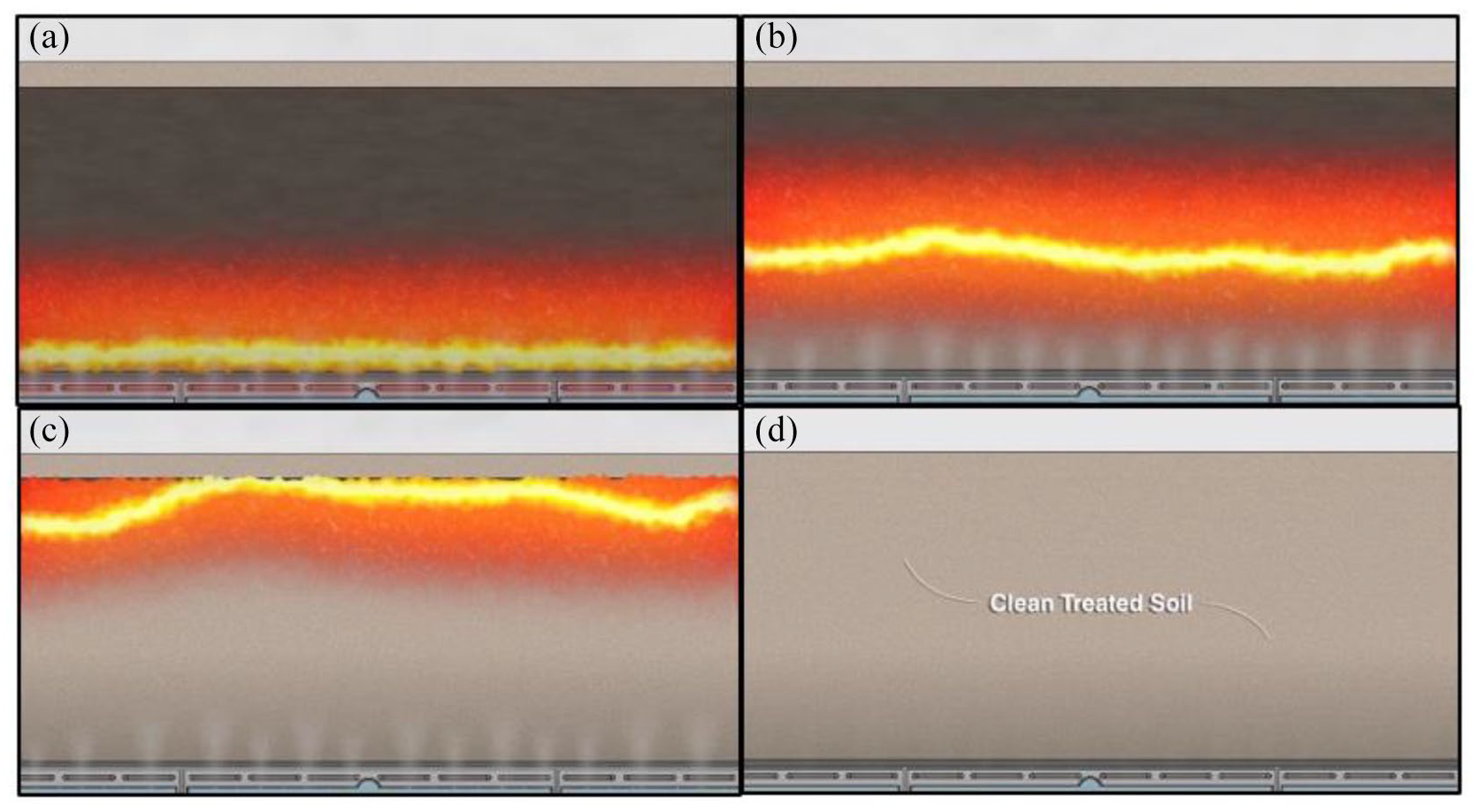
An illustration of the smouldering process where: (a) shows the initiation of the smouldering reaction, (b) shows heaters turned off and propagation of the reaction front up through the soil pile, (c) shows the front reaching the end of the contaminated soil and (d) shows the soil after the reaction is complete.
The ancillary equipment used to implement the demonstration includes a direct drive Cincinnati Blower with a Variable frequency drive for ambient air delivery into the treatment system base and a mobile Thermal Oxidizer (TO) equipped with a blower for combustion gas collection and treatment (Figure 2). The TO utilized was a 600 cubic feet per minute (cfm) at 1 in Hg, propane fuelled system which has a built-in discharge stack and sampling manifold. The specialized equipment specifically associated with monitoring the smouldering combustion process includes five multilevel Type K thermocouple bundles to track the combustion process throughout the impacted soil, both vertically (measurements at heights of 0, 10, 25, 50, 100, 140 and 170 cm from the base) and spatially (one bundle in the centre and one bundle offset from each corner). The Control Trailer, used to monitor and control the STARx process, contains a data logging unit (Agilent 3890A multi-switch) as well as real-time monitoring PLC/HMI system that integrates the control systems necessary for regulating air flow rates and heater temperatures, as well as analysers for monitoring extracted process combustion gas temperature (Endress-Hauser), pressure (Ashcroft) and flowrate (Sierra). In the same trailer, the emissions are also monitored for carbon monoxide (CO), carbon dioxide (CO2) concentrations (ABB continuous emissions monitoring system (CEMS)) and lower flammability limit within the Prevex 674.

Pilot testing area (left to right): (a) emissions monitoring trailer, (b) injection blower, (c) TO, (d) generator, (e) control trailer and (f) Hottpad™.
A second monitoring trailer was setup specifically to monitor and collect supplementary emissions information from sampling ports on the mobile TO unit relevant to the process integration to an operation facility. The emissions monitoring trailer was equipped with Two Horiba PG-350 five gas CEMS, one pre-TO treatment and one post-TO treatment, to monitor CO, CO2, O2, NOx and SO2. An Ersatec FID was used to measure volatile organic compound (VOC) concentrations at pre- and posttreatment locations. Additional monitoring conducted by field team members included Tedlar bag grab samples that were screened using an RKI Eagle 4-gas metre and a MiniRae photoionization detector and Vacuum canisters taken at pre-peak, peak and post-peak times based on combustion gases and submitted for laboratory analysis of VOCs.
Operation of the system includes three main steps: (1) loading, (2) soil treatment (ignition phase, self-sustaining phase, cooling phase) and (3) unloading. During loading, the waste material is placed on the Hottpad™ unit using a front-end loader with a 5 yd3 bucket attachment. Two to three loads of waste material were placed into the Hottpad™ until it was loaded to a height of 100–130 cm (or 3.3–4.3 ft) above the base. Then 40–50 cm (or 1.3–1.6 ft) of clean soil was placed on top of the waste soil to provide a layer of porous media free of petroleum hydrocarbons as a flame arrestor so the smouldering reaction can naturally terminate within the porous media rather than combusting at the pile surface. Five multilevel thermocouple bundles were installed vertically into the soil pile and then the roof is deployed to cover the pile and covered with a flame-resistant tarp. Pretreatment soil samples were collected and tested for Volatile Organic Analysis (EPA Method 8260B), Purgeable aromatics and Total Petroleum Hydrocarbons (TPH), Chemical Analysis (pH, Solids, Burning Rate, Sulphide), Metals (EPA-6010B), Loss on Ignition tests, Total Sulphur and Fish Toxicity.
The soil treatment phase is initiated and monitored until the reaction has completed and the soils have cooled to a temperature that allows for safe unloading. Posttreatment soil samples were collected from multiple sections of the soil pile and then homogenized before being placed into a sample container. The samples were analysed for the same compounds as the pretreatment samples. A total of two complete treatment batches were conducted during this study with loading, soil treatment and unloading. Two complete batch treatments provide sufficient data to support the study aim of assessing the scale up of smouldering combustion to treat unmodified process waste from an active O&G operating location, while also maintaining reasonable expectations of time management and financial stewardship in an experimental field trial. Additional treatment batches would result in supplementary data; however, two complete batches suggest successful repeatability of the treatment process.
Results and discussion
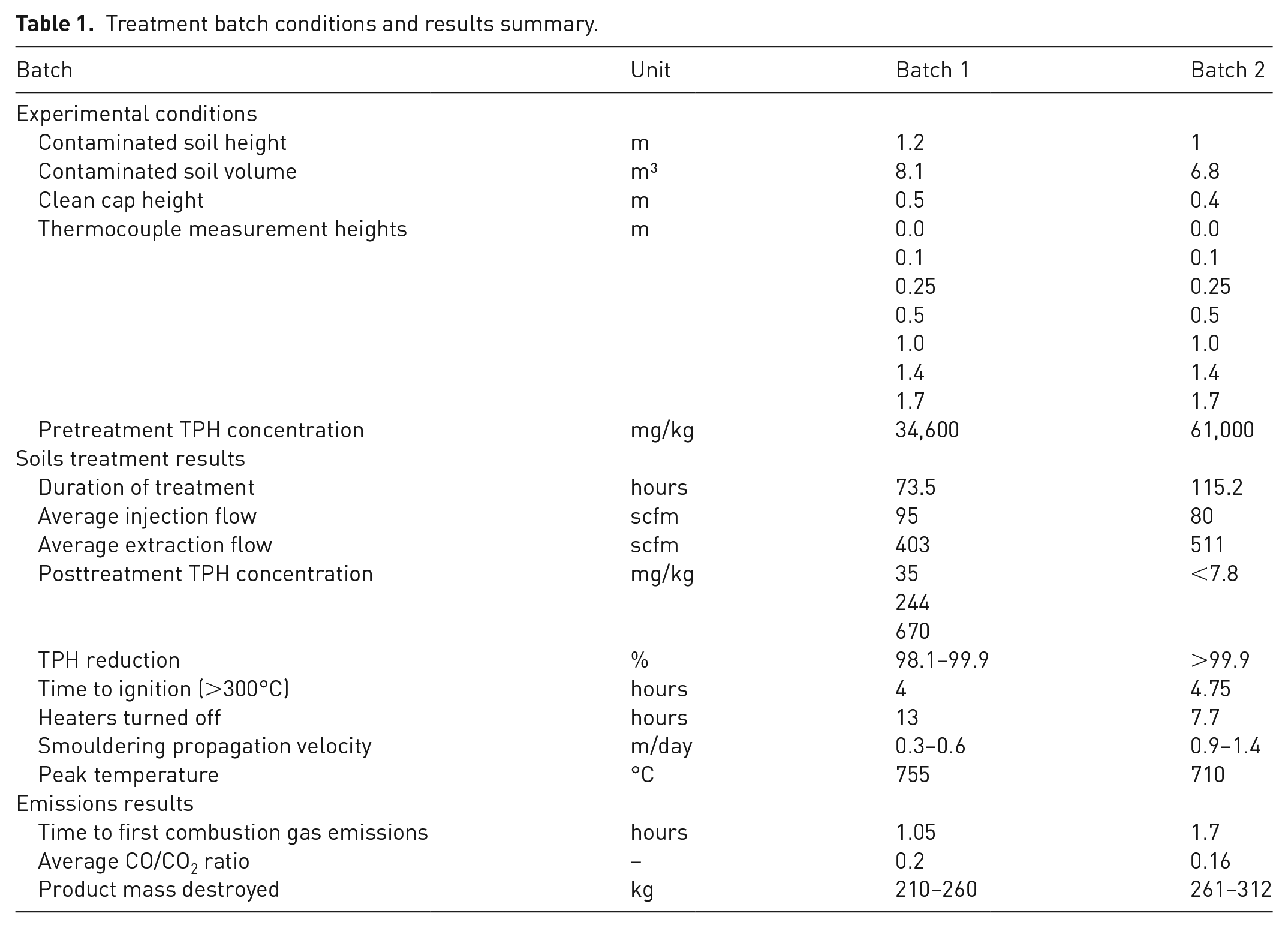
The study was conducted from October 2019 to November 2019 with each batch test lasting between 3 and 5 days in duration. A summary of general operational parameters discussed in ‘Experimental methods’ (Section 2) and batch results to be discussed in further detail below can be seen in Table 1.
Treatment batch conditions and results summary.
Batch summaries
Temperatures and combustion gases seen in Batch 1 indicate that a robust self-sustaining reaction occurred for the duration of air injection. Air was terminated prematurely as a result of operational constraints and the soils were allowed to cool conductively in the Hottpad™ to be unloaded for sampling. Alternatively, Batch 2 was operated to completion. The temperatures and combustion gases seen in Batch 2 show a robust self-sustaining reaction occurred, allowing for complete treatment of the soils.
Soils treatment
Ignition and self-sustaining combustion signatures typical of the process, including steady or increasing peak temperatures and the ‘cross-over’ of temperature profiles from lower thermocouples to the ones above, were observed at all five multilevel thermocouple bundles during both Batch 1 and Batch 2.
Batch 1 had a premature reduction of injection air due to TO refuelling requirements, as a result, there was insufficient air flow (or oxidant addition) to maintain combustion, and the reaction was quenched. However, ignition temperatures (>300°C (or >572°F)) were achieved within thermocouple bundles A, B, D and E up to a height of 100 cm (the entire contaminated soil height) and up to 50 cm in bundle C (100 cm reached a peak of 294°C (or 561°F)).
Batch 2 data showed evidence of combustion in each thermocouple bundle until approximately 25.75 hours into Batch 2, when all thermocouple connections and cables melted due to high temperatures in the headspace above the soil pile. However, by that time ignition temperatures (>300°C (or >572°F)) were achieved within thermocouple bundles B and E up to a height of 100 cm and up to 50 cm in bundle A and C prior to the loss of temperature data. Temperatures seen at the beginning of Batch 2 indicate a robust and quickly propagating self-sustained reaction. Air injection continued for an additional 90 hours after the thermocouples melted to allow the reaction to reach natural termination and complete treatment based on the CEMS data.
In both Batch 1 and 2, the 0 cm thermocouples reached ignition temperatures (i.e. >300°C (or >572°F)) in all thermocouple bundles in approximately 4–4.75 hours. The heaters were turned off after 13 hours of operations and 7.7 hours or operations for Batch 1 and Batch 2, respectively. The heaters were turned off when temperatures at multiple levels within the thermocouple bundles showed temperatures indicative of self-sustaining smouldering. Peak temperature observed during Batch 1 was 755°C (or 1391°F) and the propagation velocity of the smouldering front, the time between the smouldering front arrival at two consecutive thermocouple and the distance between them (Pironi et al., 2011), was approximately 0.3–0.6 m/day (1–2 ft/day) in all five thermocouple bundles. Meanwhile Batch 2 had peak temperature of 710°C and the propagation velocity was approximately 0.9–1.4 m/day in all operational thermocouple bundles. Peak temperatures recorded in Batch 1 and 2 were within the typical ranges of peak temperatures as shown by Pironi et al. (2011) and Switzer et al. (2009).
Table 1 presents the analytical results from the pretreatment soil samples collected during loading and posttreatment soil samples collected during unloading. The posttreatment samples were composite samples taken from a vertical cross-section of the pile at front, middle and back of the pile (relative to the position of the door). Pretreatment TPH concentrations were 34,600 and 61,000 mg/kg for Batch 1 and 2, respectively. Posttreatment TPH concentrations ranged from 35 to 670 mg/kg, indicating 98.1–99.9% reductions for Batch 1 and were non-detect at <7.8 mg/kg, indicating >99.99% reduction in Batch 2. These destruction efficiency results are comparable to soils undergoing incineration treatment (Vidonish et al., 2016). TPH and VOC analysis of the posttreatment soils was completed and compared against the California Regional Water Quality Control Board (San Francisco Bay Region), Table A – Residential Environmental Screening Levels (ESLs) for Shallow Soils with Groundwater as a Drinking Source, and Table B – ESLs for Shallow Soils without Groundwater as a Drinking Source (California Regional Water Quality Control Board, 2007). An analysis of the Batch 2 TPH results against these standards show that the sample from the treated soils was below all ESLs. Batch 1 TPH results show that only one of the three posttreatment samples exceeded the residential ESL of 410 mg/kg and all three posttreatment samples were below the commercial ESL of 2500 mg/kg. VOC results show that only a single analyte in one sample, Benzene, exceeded the Table A ESLs but is below the Table B ESLs. The other two posttreatment samples had no VOC analytes exceed any ESLs. Loss on Ignition tests and Volatile Solids analysis indicate that there was a 73–83% reduction in solids from pre- to posttreatment, assuming volatile solids and loss on ignition are comparable.
The sample results, thermocouple data and visual inspection of soils during unloading all support evidence of complete treatment for Batch 2 as well as a highly effective treatment, despite the air injection stopping early, for Batch 1. Figure 3 shows the pre and posttreatment soils for Batch 1 and Batch 2.
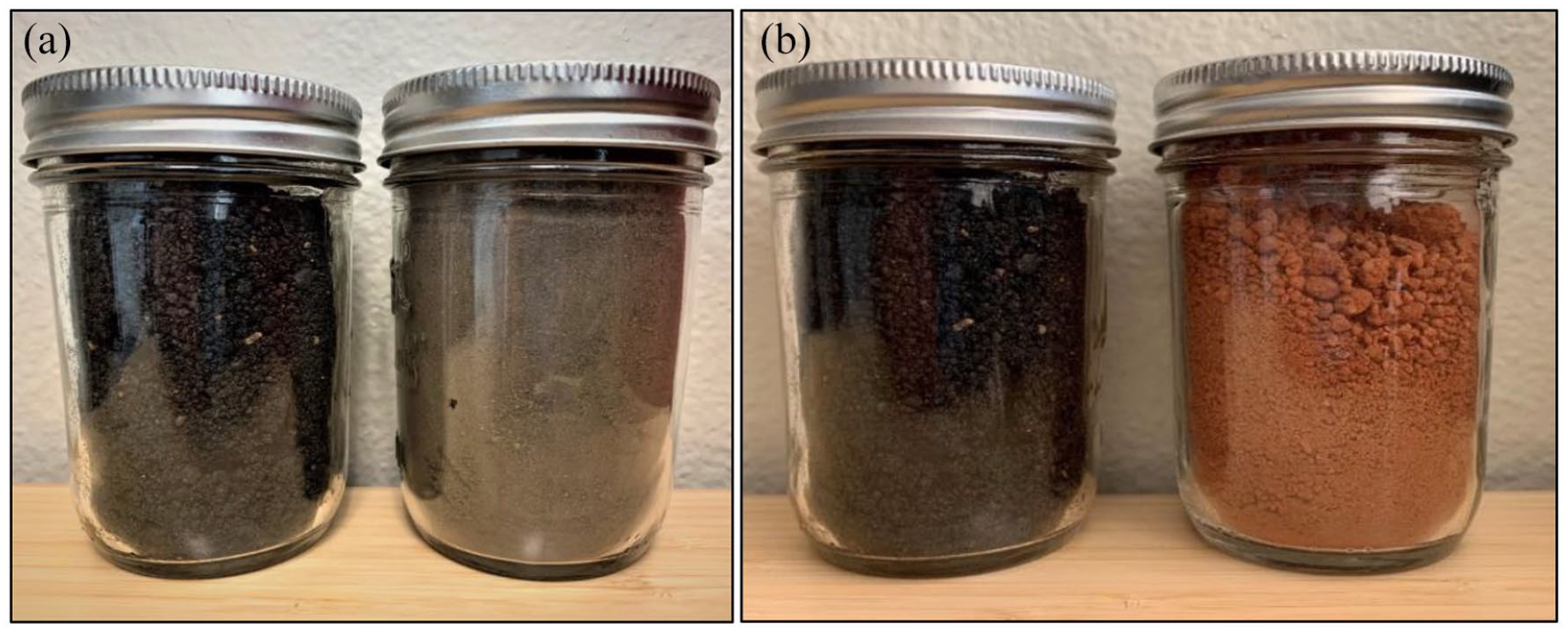
(a) Pre- and posttreatment comparison of Batch 1 material. Despite similar visual appearance 98–99.9% of TPH was removed during STARx treatment and (b) Batch 2 pre and posttreatment comparison. There was a >99.9% removal of TPH.
Emissions monitoring
The combustion gas concentrations and trends shown in Figure 4 for Batch 1 and in Figure 5 for Batch 2 are representative of typical smouldering combustion behaviour. Production of combustion gases were first noted approximately 1.05–1.7 hours (CO > 5 ppm), with the CO concentration increase commencing approximately 3.1 hours (CO > 100 ppm) into the run.
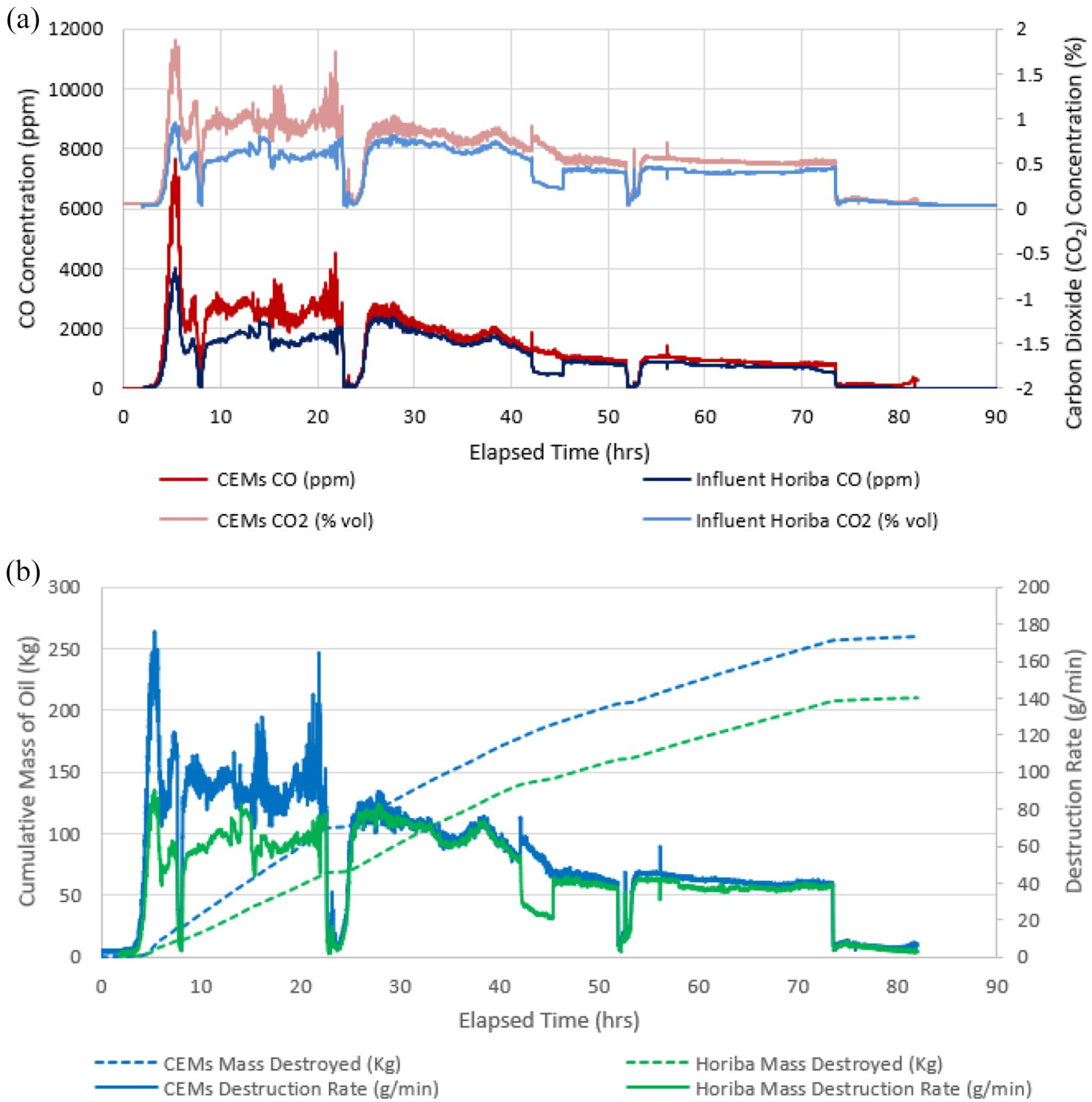
Batch 1: (a) continuous CO and CO2 emissions data and (b) estimated mass destroyed.
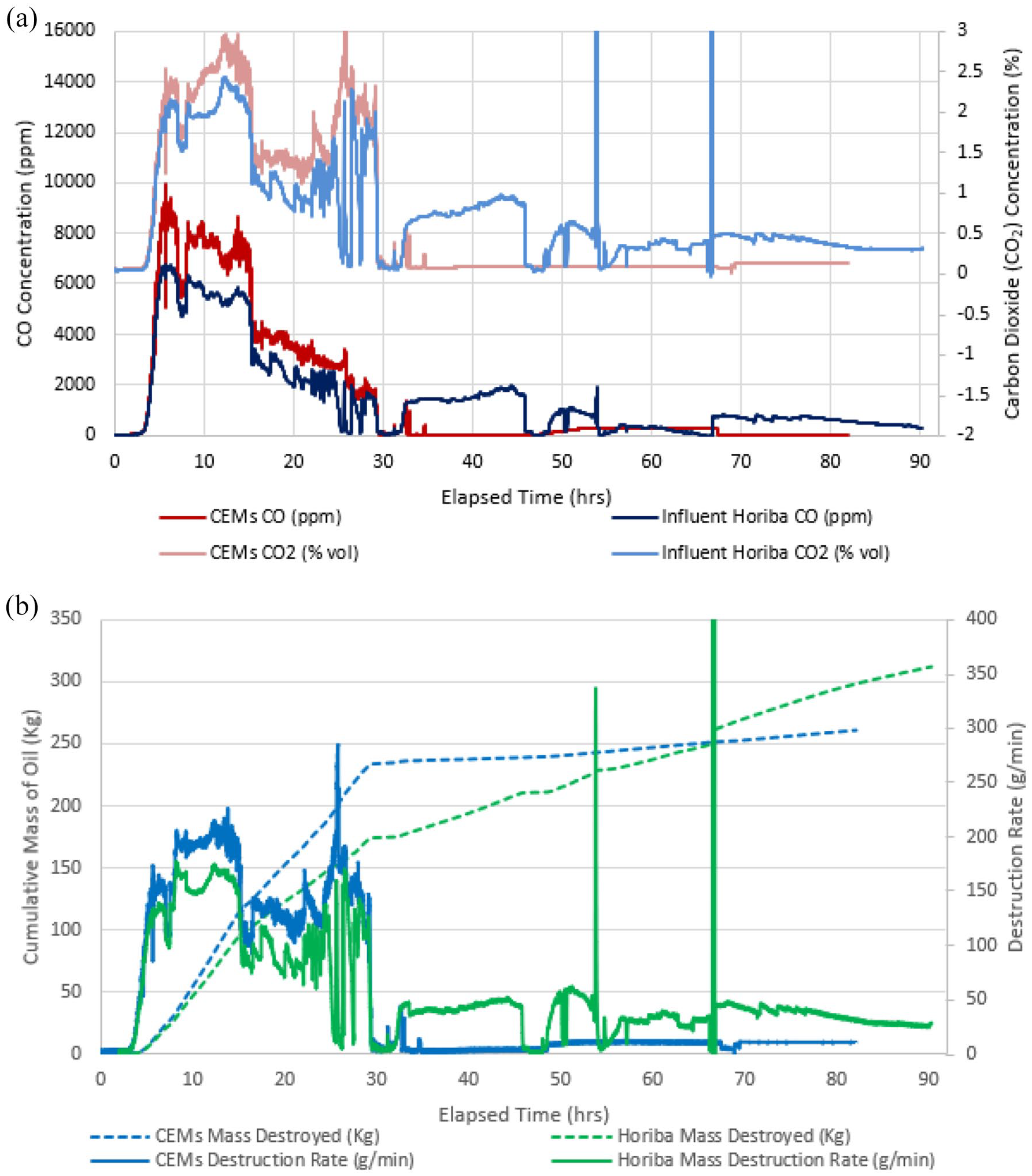
Batch 2: (a) continuous CO and CO2 emissions data and (b) estimated mass destroyed.
For Batch 1 (Figure 4(a)), the two periods around 24.5 and 52 hours where the gases drop to baseline represent the propane refuelling events, where injection air was shut down for a period of 1–2 hours. The final large decrease seen at approximately 73.5 hours was when air injection was shut down for propane refuelling and remained off. The average CO/CO2 ratio for the duration of combustion was ~0.2 indicating a healthy combustion reaction, where CO2 is dominant representing a more ‘complete’ combustion scenario (Murray, 2019). For Batch 2 (Figure 5(a)) at 66 hours into operations, both influent CEMS experienced issues with sample line fouling and had operation issues with low flow rates. At this time the effluent Horiba sample port was changed over to the influent port to continue to provide process data for operations. The average CO/CO2 ratio throughout combustion was ~0.16 indicating a robust combustion reaction.
Based on the CO and CO2 concentrations and the system operating parameters an estimate of the mass destroyed over each Batch can be calculated, seen in Figures 4 and 5. It is calculated that between 210 and 260 kg of oil equivalent (assumed as C33H68 to achieve a representative molar mass of hydrocarbons present in the material) was destroyed by the smouldering process in Batch 1 and between 261 and 312 kg in Batch 2. Calculations estimate that roughly 297 kg of oil was present in the volume used in Batch 1 (assuming 30% porosity and 7% oil content) and 248 kg in Batch 2.
Batch 2 results indicate the STARx treatment achieved complete removal of oil from the material, consistent with the results of the pre- and posttreatment sample analyses discussed above. Additionally, for Batch 1, the estimated mass of oil equivalent destroyed can be added to the mass of oil condensate that was knocked out in the extraction lines and equipment (~7 gallons = 26.5 kg) to show the complete removal of oil was achieved. There was some minor fugitive emissions (as compared to a combustion gas extraction collection rate of 400 scfm) observed throughout Batch 1 that cannot be quantified for the mass balance.
NO and SO2 were continuously monitored at both the influent and effluent to the TO. The VOC influent concentration was continuously monitored with discrete 5 minutes intervals of effluent concentrations sampled throughout operations. The TO was efficient in reducing VOC and SO2 content but emitted substantially more NO and CO2 then was a produced by the smouldering process. The increase in NO is a result of the use of an estimated 1240–1244 gals of propane (10.8 gal/hour) by the oxidizer. While the increase in CO2 can also be partially attributed to the use of propane, additional CO2 was also be formed by the oxidation of CO to CO2. Through use of the TO with propane as the fuel, there was a net increase in cumulative emissions mass of CO, CO2, NO, SO2 and VOC equal to 4235.3 kg (or an increase of 612%) for Batch 1 and 2979.7 kg (or an increase of 338%) for Batch 2. An analysis of the cumulative masses of these gases pre- and post TO treatment is shown in a summary Table 2.
Cumulative masses of compounds measured pre- and post TO.
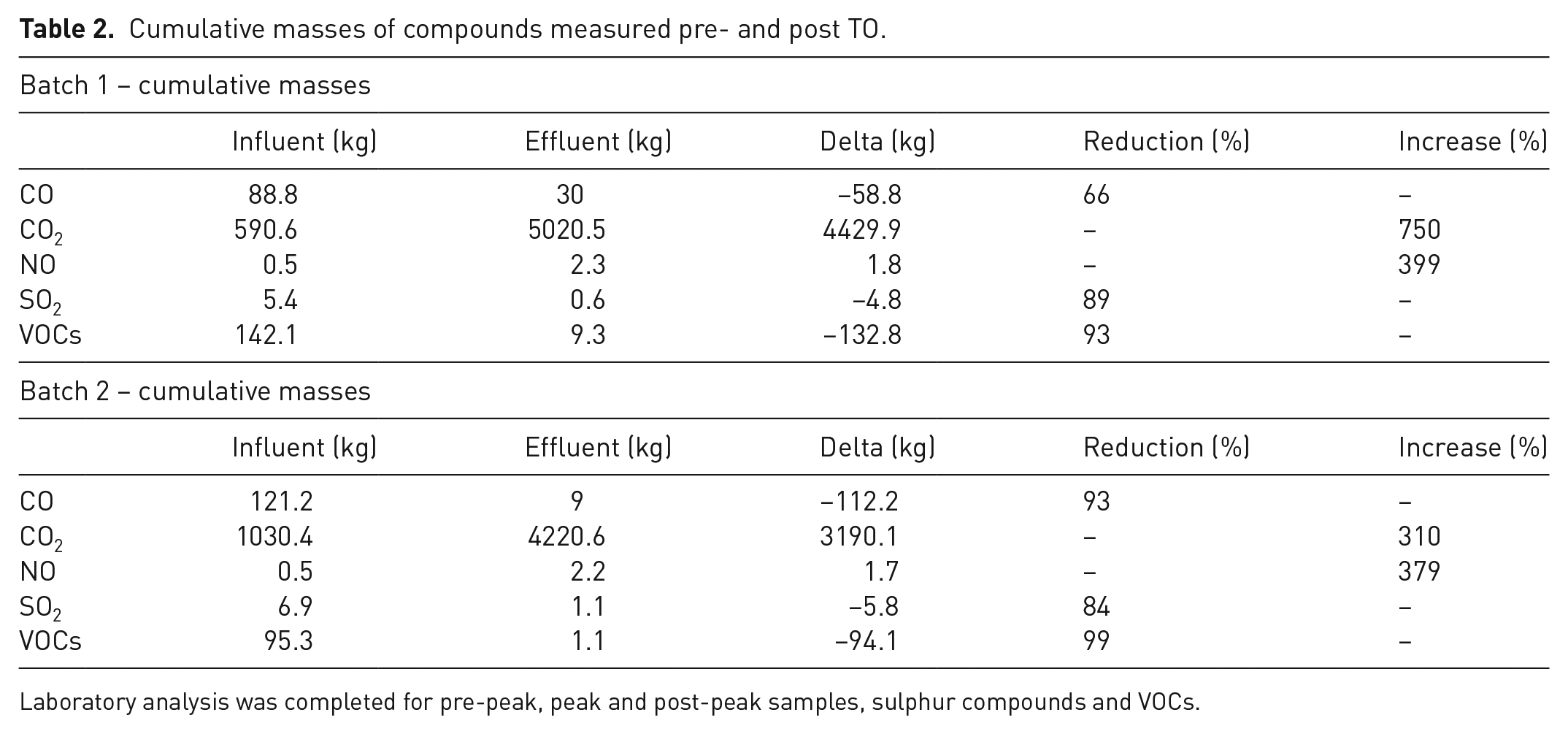
Laboratory analysis was completed for pre-peak, peak and post-peak samples, sulphur compounds and VOCs.
Regulatory, financial, environmental and safety considerations for full-scale deployment
Data collected during these demonstration batches can be used to assess the feasibility and potential benefits of using the smouldering process as an alternative to current waste management practices. Both regulatory and business considerations are needed to assess feasibility. Emission generation is likely to be the most important aspect considered for this technology by regulatory agencies. It is noted that emissions regulations vary substantially by location and will be a site-specific factor, and possibly a site limitation, in a feasibility assessment of smouldering.
While the smouldering treatment produces combustion gases regulated in some locations, treating material onsite offsets the combustion gases that would have otherwise been generated by transporting and land filling the material. Depending on the distance to the landfill, this offset may exceed the combustion gases generated by the smouldering process. Since the smouldering treatment also produces clean soil which can be used onsite, it eliminates the emissions otherwise generated from mining and transporting clean soil from offsite for use onsite. While a TO was shown to be effective at removing VOCs, CO and SOx, increases in CO2 and NO may be a consideration in determining whether to use a TO for emissions treatment in a full-scale system deployment. Using a TO or other fuel intensive emissions treatment system will also substantially increase the cost.
In jurisdictions that have a cap and trade policy, such as California, there may be positive or negative cost implications from using smouldering combustion depending on the volume of emissions offset from trucking miles and heavy equipment used in landfilling and mining operations. The primary financial consideration for using a smouldering combustion process for managing hydrocarbon impacted waste is the local cost for landfilling, which is within the range of 5–63 $/ton in the geography of this field trial. These total costs of disposal can be highly variable and in general increase with distance from landfills due to added transportation costs, which can exceed the landfilling fees. Smouldering combustion treatment generates clean soil materials suitable for backfill eliminating the cost of mining, transporting and/or purchasing offsite backfill. Since smouldering combustion permanently destroys the hydrocarbon waste, it eliminates the potential long-term liabilities associated with landfilling. The unit costs of smouldering combustion treatment can be competitive with current waste treatment practices depending on site location. However, since the Hottpad™ configuration is a new technology, the permitting costs or potential additional regulatory requirements are yet to be established and may add additional costs.
Environment benefits of smouldering combustion’s complete elimination of hydrocarbon impacted waste include preserving landfill capacity for other more difficult hazardous materials, reducing trucking miles and associated carbon footprint due to transportation. In addition, on-site smouldering combustion treatment provides safety benefits when compared to landfilling because it reduces trucking miles and risk of motor vehicle accidents.
This field trial demonstrated smouldering combustion to be a viable alternative to dig and haul to manage hydrocarbon impacted waste at an active O&G facility and has the potential to lower overall unit costs for management of hydrocarbon impacted waste and reduce waste sent to landfills. The potential for lower unit costs and reduced emissions profiles through smouldering treatment will depend on the proximity of the landfills to the waste generator. However, beneficial reuse of materials onsite and preservation of landfill capacity present an opportunity for O&G sites to improve on standard practices and reduce waste generation.
It should be noted that while this field scale demonstration provides an indication of scalability into full scale treatment systems, a model extrapolating the data from this study would be recommended to further assess full-scale deployment, in addition to the existing smouldering models presented in other studies (Solinger et al., 2020; Zanoni et al., 2019).
Summary and conclusions
Smouldering combustion treatment, completed over two batches, performed on solidified sludges at an upstream O&G site resulted in >98.1% hydrocarbon removal efficiency and generated 20 cubic yards of soil that met standards for reuse as clean backfill onsite. The monitored emission profile indicated robust combustion reactions and destroyed between 210–312 kg of hydrocarbons per batch. The use of a TO for the emissions treatment resulted in effective reduction of VOCs, CO and SOx, but increases of CO2 and NO, which could be a consideration for regulators at full scale.
Self-sustaining smouldering combustion was demonstrated to be a viable alternative to dig and haul to manage hydrocarbon impacted waste and has the potential to lower overall unit costs for management of hydrocarbon impacted waste and reduce waste sent to landfills. The potential for lower unit costs and reduced emissions profiles through smouldering treatment will depend on the proximity of the landfills to the waste generator. However, beneficial reuse of materials onsite and preservation of landfill capacity present an opportunity for O&G sites to improve on standard practices and reduce waste generation.
Footnotes
Acknowledgements
We would like to acknowledge all staff in the Chevron San Joaquin Valley Business Unit who helped facilitate and manage this field test, including: Kris Rickards, Ashley Greer, Christopher Penza, Bill Soyring, Tim McCoy and Ronnie Sanchez. Additionally, the oversite and assistance provided Padre Associates, Inc., specifically by Dan Zimmerman and Ryan Zukor, was invaluable. We extend further acknowledgment to Braun Electric, Calclean and KSI for their support in setup and commissioning of the system.
Declaration of conflicting interests
The author(s) declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: Andrew W Sims and Gabriel P Sabadell work or have worked for Savron. Carl W Lam, Daniel C Segal, Paul Bireta and Dave Thomas work or have worked with Chevron.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We acknowledge that we received funding from Savron, a division of Geosyntec Consultants International, Inc. and Chevron Corporation.