
Abstract
This review focuses on the characteristics of the most widely used biopolymers that contain starch, polylactic acid, cellulose and/or polybutylene succinate. Because worldwide production of bio-based materials has grown dynamically, their waste is increasingly found in the existing waste treatment plants. The development of recycling methods for bio-based materials remains a challenge in the implementation of a circular economy. This article summarizes the recycling methods for bio-based materials, which, in the hierarchy of waste management, is much more desirable than landfilling. Several methods of recycling are available for the end-of-life management of bio-based products, which include mechanical (reuse of waste as a valuable raw material for further processing), chemical (feedstock recycling) and organic (anaerobic digestion or composting) ones. The use of chemical or mechanical recycling is less favourable, more costly and requires the improvement of systems for separation of bio-based materials from the rest of the waste stream. Organic recycling can be a sustainable alternative to those two methods. In organic recycling, bio-based materials can be biologically treated under aerobic or anaerobic conditions, depending on the characteristics of the materials. The choice of the recycling method to be implemented depends on the economic situation and on the properties of the bio-based products and their susceptibility to degradation. Thus, it is necessary to label the products to indicate which method of recycling is most appropriate.
Keywords
Introduction
Recently, because of plastic pollution, petroleum-based polymers (conventional plastics) are increasingly being replaced by biopolymers that retain the properties and utility of conventional plastics. These products have many environmental benefits, and one such benefit is as follows: bio-based polylactic acid (PLA) has four times lower carbon footprint than petroleum-based polypropylene. In general, one metric tonne of bio-based products generates from 0.8 to 3.2 times less CO2 than petroleum-derived plastic (Abraham et al., 2021). In 2019, biopolymers constituted 0.3% (1.174 million tonnes) of total plastic production, and their market share is expected to grow rapidly by 2030, even up to 40% (PlasticsEurope, 2019; Zhao et al., 2020). According to the European Standard (EN 16575), a bio-based product is one that is wholly or partly derived from biomass. The content of renewable resources in bio-based products can range from 20% to 100% (Biron, 2020), and it can be measured using the radiocarbon method and elemental analysis (EN 16785) or using 14C measurement (EN 16640; ISO 16620). Bio-based products are widely used in the production of packaging (~60%) and in agriculture and horticulture (13%). Biopolymers, which are most widely used for rigid and flexible packaging, contain starch, PLA and/or polybutylene succinate (PBS). For this reason, this review focuses on the characteristics of these biopolymers.
Because the production of bio-based materials is developing very dynamically, waste generated from these materials is increasingly found in the existing mechanical–biological treatment plants. Thus, this review aims to provide an insightful overview of the recycling method of waste from bio-based products. Bio-based products can be (i) mechanically or chemically recycled with conventional petroleum-based plastics, (ii) treated via organic recycling with biowaste, (iii) incinerated (energy recovery) or (iv) landfilled. However, incineration of bio-based products should only be used when other methods cannot be implemented, and landfilling should be avoided (it is banned in many countries) (Ioannidou et al., 2020). It is important to determine the effect of bio-based products on recycling, a method which is consistent with the requirements of a circular economy. Moreover, due to the increasing production of bio-based products, it is necessary to establish effective methods for recycling them, which has been still a challenge in the waste treatment systems.
Types and properties of commonly used biopolymers
Starch, a natural polymer, is becoming widely used in the production of bio-based products (44% of global production of biodegradable polymers) due to its abundance, low cost and biodegradability. It consists of approximately 20–25% of linear/helical amylose and 75–80% of branched amylopectin. Depending on its biological origin, starch has various crystalline structures (Zhao et al., 2020) and may undergo thermal degradation before reaching its melting point (Storz and Vorlop, 2013). Due to its poor mechanical properties (i.e. low tensile strength, high brittleness), starch must be processed before it is used for production (Sorrentino et al., 2007; Zhao et al., 2020). Methods of starch processing include mechanical shearing under heat or addition of plasticizers (typically water or glycerol). During these processes, the crystalline structure of the starch is destroyed, and thermoplastic starch (TPS) is formed (Rodriguez-Gonzalez et al., 2004; Van Soest et al., 1996). TPS is very hydrophilic, and humidity weakens its structure. Therefore, to improve its properties, sorbitol can be used as a plasticizer (Li and Huneault, 2011), and in commercial products, TPS is often blended with other polymers (e.g. PLA, polycaprolactone (PCL) or low-density polyethylene) (Mazerolles et al., 2019). However, starch is not compatible with other hydrophobic polymers; thus, starch content typically ranges from around 25% to 30% (Storz and Vorlop, 2013), whereas plasticizer content may range from 10% to 50% (Nafchi et al., 2013). However, adding too much of plasticizer decreases melt viscosity.
PLA is another important polymer used for the production of bio-based products. There are two main methods to produce PLA at industrial scale: direct polycondensation of lactic acid (LA) (Laonuad et al., 2010) or ring-opening polymerization (ROP) through the lactide (cyclic dimer of LA) (Murariu and Dubois, 2016). Since the first method has many disadvantages, such as difficulties in purifying and water removal; the necessity of using a relatively large reactor; change in colour; racemization; and production of only low to intermediate molecular weight PLA, the ROP method is mainly used in practice (Gruber et al., 2000; Lasprilla et al., 2012). LA used for PLA production can be obtained by chemical synthesis or fermentation. Currently, fermentation by bacteria and fungi is the most popular and desirable method because it uses renewable agricultural resources, such as sugar cane, corn and cassava (John et al., 2006; Nampoothiri et al., 2010). However, the yield of LA produced by fungi is lower than that produced by bacteria. The microorganisms responsible for LA production are the following: Lactococcus, Enterococcus, Streptococcus, Leuconostoc, Weissella, some Lactobacilli and Lactobacillus brevis. For LA production, batch, fed batch, or continuous fermentation can be used; the first two processes produce a high concentration of LA, whereas the third has a higher productivity (Ghaffar et al., 2014; Nampoothiri et al., 2010; Riaz et al., 2018). Recently, worldwide production of PLA has increased to the point where it accounts for 24% of the biodegradable polymer market. This increase is due to its desirable properties, such as high mechanical strength, high modulus and transparency. In general, the mechanical properties of PLA are similar to those of polystyrene. However, PLA has some disadvantages, such as high sensitivity to moisture; low flexibility, ductility, impact and resistance; and resistance to hydrolysis. To improve the properties of PLA, plasticization, copolymerization and blending with other materials are employed (Karamanlioglu et al., 2017a; Lamberti et al., 2020; Murariu and Dubois, 2016). PLA can be either semi-crystalline or amorphous. The higher the crystallinity of PLA, the better its mechanical properties and thermal behaviour. Therefore, the degradation rate of crystalline PLA is lower than that of amorphous PLA (Zhang et al., 2012).
Another commonly used biodegradable polymer is PBS, a semi-crystalline polyester that is synthesized via polycondensation of succinic acid and 1-4-butanediol. It should be emphasized that PBS can be bio based or petroleum based. Recently, bio-based PBS, produced by fermenting renewable sources such as glucose or sucrose, has been extensively investigated. The mechanical properties of PBS are similar to those of polypropylene and low-density polyethylene (Liminana et al., 2018; Tokiwa et al., 2009). Due to its high processability and chemical resistance and its good thermal properties, the polymer is increasingly used for packaging. PBS is easily biodegradable because it has a flexible backbone and contains readily hydrolysable ester bonds, which can be degraded by microorganisms or enzymes (Pan et al., 2018).
Cellulose is an abundant natural polymer that can be obtained from plants, wood or bacteria. The most effective bacterial species for cellulose production is Komagataeibacter xylinus. Bacterial cellulose has higher purity than plant-based cellulose, but its production is economically disadvantageous. Generally, cellulose has very good properties for production of bio-based materials, such as hydrophilicity, flexibility, mouldability and crystallinity (Gorgieva and Trček, 2019; Ummartyotin and Manuspiya, 2015). Moreover, it biodegrades in few weeks or months in natural environments. Celluloses biodegrade due to the enzymatic activity of bacteria and fungi, which breaks down lignocelluloses into sugars (Houfani et al., 2020).
Mechanical recycling of bio-based material
In mechanical recycling, plastics are recycled into secondary raw materials, and in contrast to organic and chemical recycling or incineration, the structure of the polymer and its value as a feedstock and its polymerization energy are preserved (Niaounakis, 2013; Resch-Fauster et al., 2017). However, mechanical recycling of bio-based products with conventional plastics may deteriorate the quality of the plastic recyclable, but recycling of bio-based material in a separate stream requires a critical mass of biopolymers, at least 200 million kg per year (Cornell, 2007). Moreover, the mechanical recycling of bio-based products involves potential costs and logistical problems connected with their recovery and separation.
Several methods have been proposed for identifying and sorting bio-based products from the plastic stream, for example, manual sorting (based on the markers and labels), separation by density differences or separation using optical systems (based on near-infrared (NIR)) (Niaounakis, 2019, 2013). For example, PLA, which is the polymer that has been most intensively investigated with regard to mechanical recyclability, can be sorted by NIR with an accuracy of 98%. However, sight separation or separation based on density does not allow easy sorting of PLA from polyethylene terephthalate (PET). And PET recycling can be negatively affected by a PLA content of even 0.1% (Briassoulis et al., 2021b). Based on life cycle assessment, mechanical recycling of PLA has a lower environmental impact than chemical recycling or composting.
However, the properties of recycled PLA are undesirable, due to its tendency to undergo thermal degradation (De Andrade et al., 2016). After mechanical recycling, bio-based products exhibit decreased molecular weight, intrinsic viscosity, thermal stability and microhardness. PBS and poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)/poly(butylene adipate-co-terephthalate) (PBAT) are not suited for mechanical recycling, due to its significant losses of mechanical properties and changes in their molecular structure. Although industrial mechanical recycling of bio-based cellulose acetate butyrate does not affect its mechanical properties, it does affect its molecular structure, and after recycling, the polymer emits an undesirable odour (Resch-Fauster et al., 2017).
Because mechanical recycling of bio-based materials causes a significant molecular degradation of polymers, various methods have been proposed to improve the quality of bio-based material recyclates (Beltrán et al., 2019a; Lamberti et al., 2020; Soroudi and Jakubowicz, 2013). One of them is to blend recycled materials with chain extenders to increase the molecular weight of bio-based polymers and to improve the quality of the recyclate (Niaounakis, 2013; Resch-Fauster et al., 2017; Zhao et al., 2007). For example, after three extrusion cycles of mechanical recycling of polyhydroxybutyrate (PHB), its mechanical properties had deteriorated, and its degree of crystallinity had increased. However, Fourier transform infrared spectroscopy and thermogravimetric analysis did not reveal any significant changes in the chemical structure of PHB. Therefore, to improve the PHB recyclability and to slow the degradation process, mixing PHB with virgin polymers or incorporation of stabilizers and/or chain extenders was proposed (Rivas et al., 2017). Similarly, blending mechanically recycled PLA with a chain extender and an organic peroxide improves its viscosity, thermal stability and microhardness. However, the effectiveness of this method and the quality of the recirculate depend on the degradation state of the recycled PLA material and the amount of additives (Beltrán et al., 2019b). To increase the molecular weight and intrinsic viscosity of PLA, the recycled polymer can also be mechanically blended with virgin polymer (Beltrán et al., 2017).
The literature shows that bio-based polymers can be mechanically recycled, but they must first be separated from the conventional plastic waste stream, where they can significantly reduce the recyclate quality. Therefore, it is necessary to improve the systems for separating bio-based materials from the rest of the waste stream.
Chemical recycling of bio-based material
In chemical recycling, polymers are chemically broken down into smaller molecules and separated from contaminants (monomers and/or oligomers). Chemical recycling allows for the reproduction of the same polymers, which may reduce the use of virgin materials for plastic production or new products. However, due to high energy inputs, this process is not common at industrial scale (Norrrahim et al., 2013; Rahimi and García, 2017). There are a few techniques for chemical recycling, such as hydrolysis (partial or complete), thermal degradation (pyrolysis), alcoholysis and dry-heat depolymerization (Niaounakis, 2019). The final product of chemical recycling depends on the material that is recycled and on the methods that are used. PHB hydrolysis produces mainly 3-hydroxybutyric acid and crotonic acid (Yu et al., 2005), and PLA hydrolysis produces LA. Hydrolysis of PLA proceeds via bulk erosion and requires high temperatures (170–200°C) and pressure (0.7–1.6 MPa). The time of PLA hydrolysis can be reduced by increasing the process temperature. For example, increasing the temperature from 180°C to 190°C can reduce the time of hydrolysis from 80 to 45 minutes (Cristina et al., 2016; Tsuji et al., 2008). However, if the temperature is raised too high (<250°C), LA will decompose (Tsuji et al., 2003). At lower temperatures, the rate of PLA hydrolysis can be increased by including NaOH in the process (Chauliac et al., 2020). Producing LA by hydrolysing PLA consumes less energy than producing LA from corn, but the chemical recycling process has a larger environmental footprint than mechanical recycling of PLA (Cristina et al., 2016; Majgaonkar et al., 2021).
Alcoholysis has been proposed as another method of chemically recycling bio-based products. During alcoholysis of PHB, alkyl esters can be obtained. For example, methanolysis of PHB using Brønsted–Lewis acidic ionic liquid as a catalyst produces methyl 3-hydroxybutyrate (Song et al., 2018). Alcoholysis of PLA produces alkyl lactates that correspond to the alcohol that is used, that is, methyl lactate (Whitelaw et al., 2011), ethyl lactate or butyl lactate (Hirao et al., 2010; Majgaonkar et al., 2021). Both methyl lactate and ethyl lactate can be used as green alternatives to conventional solvents (Aparicio and Alcalde, 2009; Pereira et al., 2011) in applications like membrane preparation (Rasool et al., 2020).
Another method of chemical recycling is thermal degradation (pyrolysis). During thermal degradation of polyhydroxyalkanoate (PHA) and PHBV, crotonic acid and 2-pentanoic acid can be produced (Ariffin et al., 2010). Mamat et al. (2014) found that the yield of crotonic acid was 63%, 30% higher than that of conventional synthesis from petrochemicals. The end products from thermal degradation of these polymers can be used as a feedstock for the copolymerization of poly(crotonic acid-co-acrylic acid), which can be employed as an enzyme-stabilizing agent and hydrogel for biosorbents, wastewater treatment and agriculture. Yang et al. (2014) investigated the microwave-assisted recycling of PHB with the use of green solvents (water, methanol and ethanol) under alkaline conditions, and obtained 3-hydroxybutanoic acid, 3-methoxybutanoic acid and crotonic acid. They found that, with this method, a higher rate can be achieved at a lower temperature than that used in pure thermal degradation of PHB. Generally, the end products of PHB recycling can be used as chain extenders, plasticizers and coatings, as well as for painting (Don and Liao, 2018). Pyrolysis has also been proposed as a novel method for recycling starch-based materials to produce sulfonated catalysts (SO3H– catalyst) and other chemicals, for example, terephthalic acid, which may be used as a monomer in polyester synthesis (Samorì et al., 2021).
Organic recycling of bio-based materials with the use of most common biological treatment methods
Based on the hierarchy of waste management, organic recycling is a priority option, after material recovery (Briassoulis et al., 2021a). According to EU Packaging and Packaging Waste Directive 94/62/EC, organic recycling is defined as an ‘aerobic (composting) or anaerobic (biomethanization) treatment, under controlled conditions and using microorganisms’. Thus, because waste from bio-based products can be found in biowaste streams, recommended method of their treatment should be anaerobic digestion (AD) or composting. Nevertheless, not all bio-based products are biodegradable or compostable. It should be emphasized that even non-biodegradable bio-based products (e.g. soy-based polyurethanes) are also considered to be beneficial for reducing carbon emissions and environmental impact. However, biodegradable or compostable products are most desirable in the context of organic recycling. The term biodegradable indicates that 90% of the organic matter is converted to CO2 within 6 months in composting conditions or a minimum of 50% of the organic matter is converted to biogas (based on the theoretical biogas production) within 2 months (EN 13432; ISO 18606). Compostable means that the material can be processed by industrial composting (EN 13432 (for packaging) or EN 14995 (for non-packaging plastic)).
Biodegradable bio-based products degrade in the presence of microorganisms into biomass and water and, depending on the conditions (anaerobic or aerobic), into biogas or carbon dioxide (Bonten, 2019; Kale et al., 2007b). In both processes, microorganisms (bacteria, archaea and fungi) are involved, and it is well known that thermophilic conditions improve degradation. For example, PLA is rapidly hydrolysed at temperatures at or above 55–62°C and at high relative humidity (>60%) (Karamanliogluet al., 2017b). For precise insight into organic recycling, the processes of biodegradation of bio-based polymers should be described.
Biodegradation of bio-based products
Biodegradation of biodegradable bio-based products is caused by the enzymatic activity of selected groups of microorganisms that create a biofilm on the product. As a result of this process, the polymers break down into smaller molecules and can be further metabolized by microorganisms. However, to allow them to fit into the active sites of enzymes, the polymer chains should be conformationally flexible. Moreover, microorganisms can attack only specific functional groups at specific sites of the polymers (Kale et al., 2007b).
Generally, in the process of biodegradation of biopolymers, four stages are involved: (i) biodeterioration, (ii) depolymerization, (iii) bioassimilation and (iv) mineralization. The first stage may result in oxidation processes or formation of a microbial biofilm on the surface or/and inside a polymeric material (Haider et al., 2019; Lucas et al., 2008).
Next, during depolymerization/fragmentation, the macromolecular chains of the polymers are broken down into oligomers and monomers. This step, depending on the polymer and the environment in which it is degrading, may occur as a result of abiotic or biotic reactions, or a combination of both. The abiotic process, which is the hydrolysis or photochemical scission of the backbone of the polymer, occurs as a result of mechanical, physical and chemical factors. Hydrolysis is the most common mechanism of polymer degradation and consists of the dissociation of the bonds of the polymer backbone in the presence of water. Hydrolysis depends on various external factors, such as temperature or pH, and may occur via bulk or surface erosion. In bulk erosion, the loss of strength and the structural properties of the polymer are due to diffusion of water into the amorphous parts of the biopolymer. This process occurs when the rate of diffusion of water exceeds the rate of the hydrolysis reaction. In surface erosion, the degradation of the biopolymer begins at the exterior surface and progresses towards the interior material. In this case, the rate of hydrolysis exceeds the rate of diffusion of water into the polymer matrix or catalyst, for example, enzymes cannot penetrate the polymer matrix (Burkersroda et al., 2002; Haider et al., 2019; Kabir et al., 2020).
Biotic reactions during depolymerization of polymers consist of catalysis by extracellular enzymes secreted by microorganisms, for example, α-amylases (which attack starches) or lysosome (which attacks chitin). These enzymes break down the polymer chains, producing products that can easily cross through microbial membranes and be assimilated by microorganisms (Laycock et al., 2017). Other examples of common enzymes that mediate the degradation of polymers, especially with those with hydrolysable bonds (e.g. esters, amides and glycosidic bonds), are hydrolases, depolymerases and peroxidases (Gan and Zhang, 2019; Meereboer et al., 2020). For example, PLA can be degraded by lipase esterase and alcalase (Rittié and Perbal, 2008), whereas starch-based polymers can be broken down by, for example, α-amylases, β-amylases, glucoamylases and α-glucosidases. During depolymerization, the polymers lose their properties, particularly their molar mass and strength, and the contact surface between the microorganisms and the polymers increases (Chandra and Rustgi, 1998; Kliem et al., 2020).
Next, bioassimilation, in which the oligomers and monomers formed in the previous stage are transported to the cells of microorganisms and then assimilated, is followed by mineralization. The end products of biodegradation are biomass and water, and either CO2 in aerobic conditions or CH4 and CO2 in anaerobic conditions. CO2 and CH4 are formed as a result of the conversion of polymer-derived carbon and the incorporation of polymer-derived carbon into microbial biomass.
During complete biodegradation, the original substrate should be completely converted into gaseous products and salts (Agarwal, 2020; Luckachan and Pillai, 2011; Swift, 1995). However, there are many factors that affect the biodegradation of bio-based products. First, there are factors that are intrinsic to the polymers themselves, that is, their origin and chemical/physical properties (e.g. chemical structure, molecular weight, surface area, crystallinity, hydrophobicity/hydrophilicity, copolymer composition) (Kabir et al., 2020; Tokiwa et al., 2009). Easier-to-biodegrade polymers have lower crystallinity, a shorter chain and less complex formulas (Emadian et al., 2017). For example, Kolstad et al. (2012) found that amorphous PLA is more susceptible to degradation under anaerobic conditions than semi-crystalline PLA. Second, there are environmental factors that affect the biodegradation of bio-based products. The most important are pH, temperature, moisture, sunlight, oxygen content and the presence of competent microbial degraders. Numerous microorganisms (bacteria, streptomycetes and fungi) that can hydrolyse some bio-based products have been isolated from different terrestrial and aquatic environments. For example, several bacteria and fungi that are found in compost can produce hydrolases, which enable them to degrade PBS, polybutylene succinate adipate (PBSA), PCL, PHB and PLA (Urbanek et al., 2020). Similarly, Actinomycetes in compost (Micromonospora, Nocardia and Streptomycetes) can decompose TPS.
Aerobic conditions/composting
Biodegradable bio-based products can be composted in both home and industrial conditions. Biodegradability of some bio-based materials under aerobic conditions is shown in Table 1. In aerobic degradation/composting, biological decomposition of organic matter occurs, which is performed by microorganisms, and CO2, H2O and composts are generated. Worth noting is the fact that some bio-based products with a high melting point and a high glass transition temperature (e.g. PLA or PHB) require elevated temperatures (>50°C) for hydrolysis and degradation to begin, which is not achieved during home composting (Meereboer et al., 2020; Urbanek et al., 2020). Although TPS, PCL and PHB may degrade in home composting, the degree of degradation is lower than that in industrial composting (Narancic et al., 2018).
Biodegradability of bio-based materials under aerobic conditions.
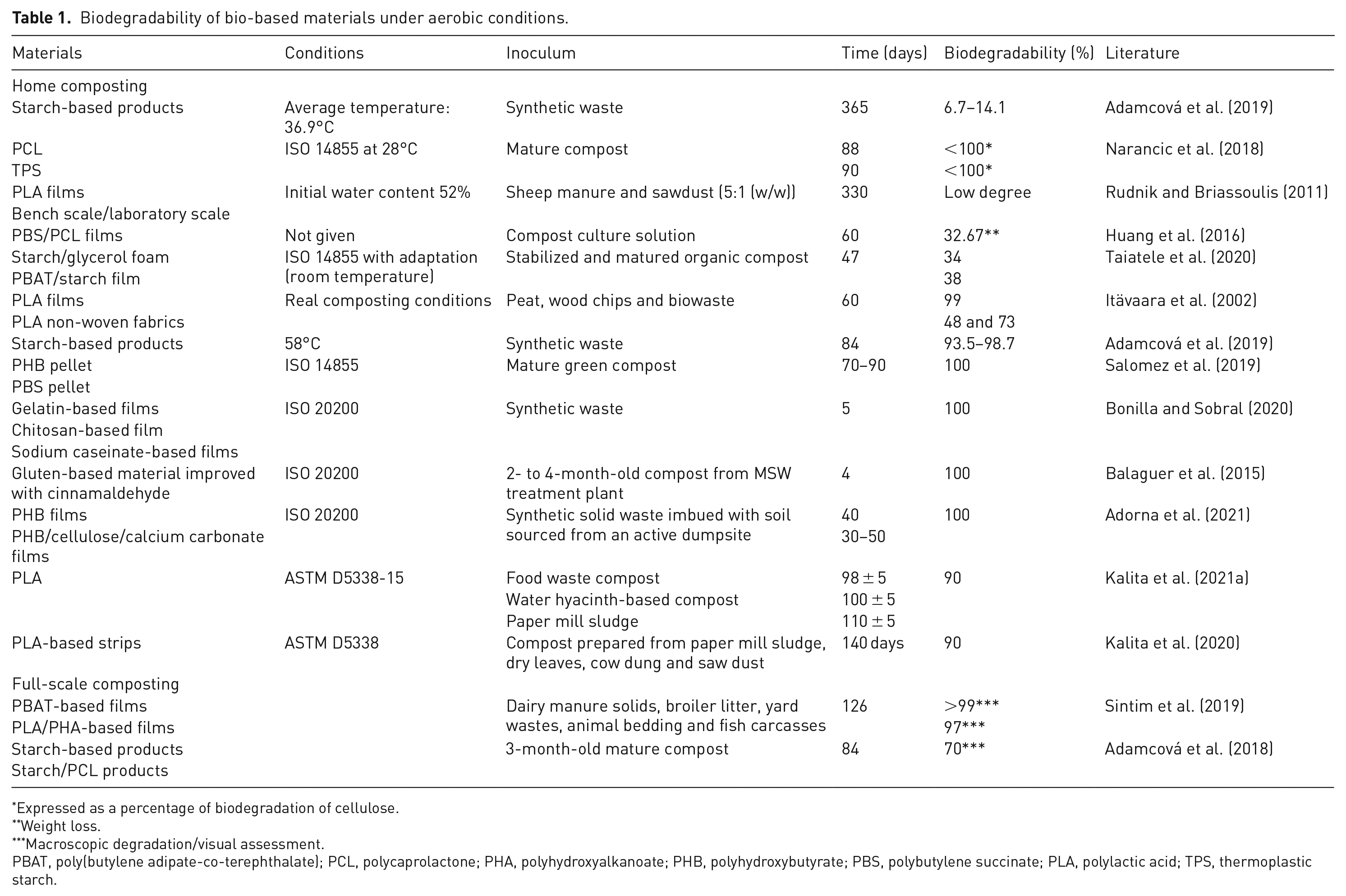
Expressed as a percentage of biodegradation of cellulose.
Weight loss.
Macroscopic degradation/visual assessment.
PBAT, poly(butylene adipate-co-terephthalate); PCL, polycaprolactone; PHA, polyhydroxyalkanoate; PHB, polyhydroxybutyrate; PBS, polybutylene succinate; PLA, polylactic acid; TPS, thermoplastic starch.
For example, the degree of sample disintegration of starch-based products in home-composting conditions was 6.7–14.1% (Adamcová et al., 2019), but PLA, PBS and polyhydroxyoctanoate did not degrade in such conditions (Narancic et al., 2018). After 12 weeks (84 days) in real composting conditions, commercial starch and starch/PCL-based materials were about 70% degraded, and fractures, breaches, cavities and holes had appeared in their surface (Adamcová et al., 2018).
During composting (58 ± 1°C) of PHBV and PBSA foils, both bio-based materials broke into small pieces after 40 days. These foils were 100% mineralized after about 80 days of composting (Salomez et al., 2019). Films based on gelatin, chitosan and sodium caseinate completely disintegrated during 5 days of composting at 58 ± 2°C (Bonilla and Sobral, 2020). However, 20 days of thermophilic phase was not sufficient to ensure PLA and starch/PBAT degradation (Ruggero et al., 2021). This may have been caused challenges with composting bio-based materials in industrial conditions, where the thermophilic phase lasts 14–21 days. The suggested solution was to recirculate the bio-based material macro-residues after refining treatment.
It should be kept in mind that, although the polymer in bio-based materials is biodegradable, the additives used in producing the material are often not biodegradable. As a result, these additives may accumulate in the final compost (Sintim et al., 2019).
For example, an antimicrobial gluten-based material that was improved with cinnamaldehyde addition showed good biodegradability under composting conditions and the final compost did not have any ecotoxic effect on tomato plants. However, the presence of residual cinnamaldehyde prevented organic recycling of the material (Balaguer et al., 2015).
After composting of starch-based bags at 65 ± 2°C for 21 days, the material was not distinguishable in the final compost. Moreover, the compost did not show any ecotoxic effect during a phytotoxicity test and the results were even better than those of the control (cellulose). However, after composting PLA-based water bottles in these conditions, the material was found in the compost in the form of tiny crystallized pieces (<2 mm). PLA degraded to water-soluble LA, which reduced the pH of the compost and had negative effects on the seed germination and germination indexes. Therefore, the degradation of PLA may change the acidity of environments (Bandini et al., 2020).
The effectiveness of composting of bio-based products depends on environmental factors, such as the temperature or pH. For example, under mesophilic conditions (25°C and 37°C), PLA fabric and films did not degrade even after 210 days of bench-scale composting and only 10% of the theoretical amount of CO2 was produced. Under thermophilic conditions (60°C), in contrast, the mineralization degree was 90% and the fastest CO2 production took place (Itävaara et al., 2002) Ruggero et al. (2020) found that, during composting of MaterBi®, the starch and additives were intensively degraded in the initial phase of the process, as shown by the decrease in their weight and activation energy. However, another component of the material, PBAT, which is a synthetic aromatic-aliphatic co-polyester with a more complex molecular structure, did not degrade them. However, it did degrade in the next phase of composting, and its degradation rate was not reduced by the decrease in temperature and humidity at the start of the maturation phase. Hosni et al. (2019) composted PCL, PHB, PLA and PBS at 25°C, 37°C and 50°C. At the highest temperature, all of the polymers degraded, and PCL, which completely degraded after 91 days, had the fastest rate of degradation. However, only PCL and PHB degraded under all temperature conditions, and PLA and PBS did not significantly degrade at 25°C and 37°C.
The share of bio-based products is an important factor during composting. For an efficient process, the share of PLA should be less than 30% (w/w) because larger amounts can decrease the pH, due to the disintegration of PLA to LA, and suppress microbial growth (Ghorpade et al., 2001). Addition of 50% (v/v) PLA (as PLA-based food containers) caused the ratio to decrease from ca. 6.5 to 3.5 pH and affected fungal diversity and community structure in compost (Karamanlioglu et al., 2017a).
The compostability of bio-based products depends on their composition and thickness (Soni et al., 2009). The thickness of certified compostable PLA and PBS should not exceed 3000 μm and 120 μm, respectively (Reichert et al., 2020). The biodegradation of bio-based products may be affected by changes in their composition. For example, in composting conditions, a composite of PBS and PCL degraded faster than pure PBS and PCL (Huang et al., 2016), whereas pure PHB and PLA disintegrated faster than a blend of these substances and PBAT (Tabasi and Ajji, 2015). Cadar et al. (2012) reported that, under controlled composting conditions, the biodegradation degree of PLA copolymer increased as the amount of LA in the material was increased. Those authors also reported that the degrees of biodegradation of commercially available and synthesized PLA were about 70% after 110 days of composting with 2-month-old mature compost from organic domestic waste. Both PBSA copolymer and PBS homopolymer biodegraded in composting conditions (58 ± 2°C), as shown by decreases in their molar mass and increases in their crystallinity, but PBSA was more susceptible to biodegradation than PBS (Puchalski et al., 2018). Moreover, pure PBS required 75 days to disintegrate under composting conditions, whereas composites of PBS with cellulose disintegrated 10 days faster (Platnieks et al., 2020). Kalita et al. (2021b) composted neat PLA granules and PLA biocomposites (PLA/chitosan, PLA/cellulose nanocrystal and PLA/gum arabic) with food waste as compost. The percent biodegradation of the neat polymer was 94.2% during 136 days of measurement, whereas that of the composites ranged from 80.5% to 97% during 120–145 days. They also found that Bacillus flexus was involved in biodegradation of PLA-based biocomposites.
Generally, the amorphous part of the polymers degrades faster than the crystalline part. For example, Kale et al. (2007a) composted PLA bottles and food containers made of 96% and 94% L-lactide, respectively, for 30 days. The PLA bottles had a lower degradation rate than the containers due to their higher degree of crystallinity. The authors observed first-order degradation kinetics and linear degradation trends for both PLA materials. Similarly, Sedničková et al. (2018) concluded that amorphous polymers are more susceptible to biodegradation than crystalline ones.
Sedničková et al. (2018) also found that, in composting conditions, PHB degraded faster than PLA, and minor changes in the composition of the material (e.g. addition of plasticizer) affected the biodegradation rate and time of disintegration. Thus, neat polymers have higher percentages and rates of biodegradation than commercially available ones under both mesophilic and thermophilic conditions (Pattanasuttichonlakul et al., 2018). For example, the presence of nano-titanium dioxide (TiO2) additives, commonly used as a white pigment in plastic cups and plates, lowers the values of biodegradation of PLA and PBS during composting at 58 ± 2°C and induces lag time (Nobile et al., 2015). Similarly, the addition of chain extenders has an inhibitory effect during composting of PHB and PLA/PBAT, probably due to an increase in the molar mass of the polymer and a slight increase in crystallinity. The use of nanoparticles for bio-based materials production also affects their biodegradation. For example, montmorillonite may promote the hydrolysis of material by facilitating water penetration, but it may also inhibit the diffusion of oligomers for the microorganisms (Freitas et al., 2017). However, Balaguer et al. (2016) found that nanoparticles did not limit the compostability of PLA and that biodegradation was higher after they were added, although these differences were not statistically significant (p > 0.05). Finally, chemical modification of TPS and changes in its carbonyl content affect the rate and percentage of TPS biodegradation. During laboratory-scale composting (58 ± 2°C), TPS degraded faster than modified TPS, and its percentage of biodegradation after 56 days of measurement was about 73%, whereas that of modified TPS ranged from about 6% to 66%, depending on its carbonyl content (Du et al., 2008).
Anaerobic conditions/anaerobic digestion
AD is a promising option for treating bio-based products and producing biogas, which is used as a renewable energy source. Moreover, it is noted that AD of some bio-based materials (cellulose, starch, starch/PCL, PLA, PBAT and PHA) has a lower energy footprint than that of home and industrial composting and incineration (Hermann et al., 2011). In addition, some bio-based materials may be more susceptible to AD than to composting; biodegradability under anaerobic conditions is shown in Table 2. For example, as reported by Siracusa et al. (2008), the degradation of PHA occurs much faster under anaerobic conditions than aerobic ones.
Biodegradability of bio-based materials under anaerobic conditions.
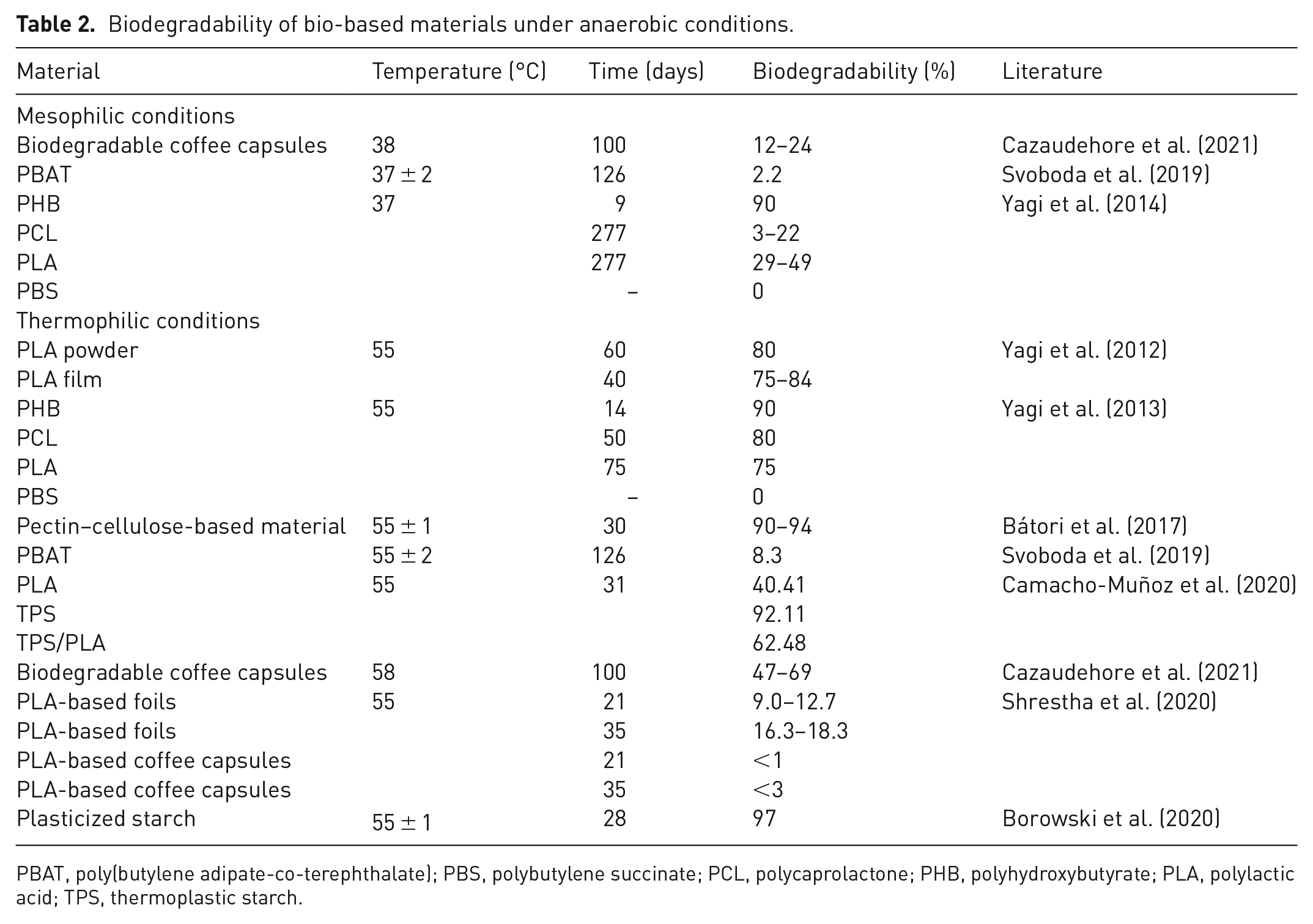
PBAT, poly(butylene adipate-co-terephthalate); PBS, polybutylene succinate; PCL, polycaprolactone; PHB, polyhydroxybutyrate; PLA, polylactic acid; TPS, thermoplastic starch.
However, AD of bio-based products alone may not be effective for a variety of reasons. Inappropriate C/N ratios can be a problem because bio-based materials are rich in carbohydrates and contain little or no nitrogen. Moreover, some bio-based products (e.g. PCL) are mainly degraded by fungi, which are present in compost, but not in AD conditions (Sankhla et al., 2020). Furthermore, it is not always possible to completely degrade bio-based products at the hydraulic retention times (HRTs) commonly used in biogas plants, that is, 20–30 days (Bátori et al., 2018). For example, cellulose film and PLA coffee capsules did not completely degrade and disintegrate during thermophilic AD (55°C) that lasted for a typical operation time for an industrial biogas plant (21 days) or the maximum time of operation for AD of bioplastics (35 days) (Shrestha et al., 2020).
One of the most important of the factors that influence AD efficiency is the process temperature. The process is most often carried out in mesophilic (35–42°C) or thermophilic (45–60°C) conditions (Weiland, 2010), and sometimes in psychrophilic conditions (<20°C) (Safley and Westerman, 1992). In general, the available evidence indicates that the process is more efficient at higher temperatures. For example, Cazaudehore et al. (2021) found that, after 100 days, the methane potential of commercially available coffee capsules made of biodegradable plastics was much higher under thermophilic conditions (257–294 NL CH4/kg VS) than under mesophilic ones (67–127 NL CH4/kg VS). Moreover, some polymers require high temperatures for starting hydrolysis, which means that, under mesophilic conditions, they are degraded to a very small extent or not at all. For example, there is almost no biodegradation of PBAT under anaerobic mesophilic (37°C) conditions. Based on biogas production, biodegradation of PBAT after 126 days of measurement under mesophilic and thermophilic conditions was 2.2% and 8.3%, respectively. In addition, the higher temperatures in thermophilic conditions significantly changed the crystallization behaviour of PBAT (Svoboda et al., 2019). Mesophilic biodegradation of a commercially available PLA-based material used in disposable cups only achieved maximal biogas production after 280 days (558–570 L/kg OM), which is not an acceptable time on a technical scale. Even though thermophilic biodegradation of this material reduced the lag phase from 40 to 10 days and enabled maximal biogas production (831–849 L/(kg OM)) to be achieved much faster, the process still lasts almost 40 days, which is much longer than the HRTs used in industrial AD (Bernat et al., 2021). This is consistent with other results in the literature, which indicate that the biodegradation time of PLA in AD is very long, with a low level of process efficiency. For example, after 1 year of mesophilic AD, starch- and PLA-based foils started to degrade; however, only minor structural damage was observed (Zaborowska et al., 2021a). The lag phases of biogas production lasted 60 and 70 days for PLA and starch-based material, respectively. After the lag phase, biogas production started to increase, although very slowly, and it reached only 25.2 and 30.4 L/kg VS for PLA and the starch-based materials, respectively. Although these materials began to lose their mechanical properties faster under thermophilic conditions, only a small amount of methane was produced from the foils by day 50 of thermophilic AD (55°C). In fact, even after 100 days of the process, the materials had only fragmented and were still visible. This indicates that digestate may become contaminated with fragments of these materials (Zaborowska et al., 2021b). Finally, Kolstad et al. (2012) concluded that PLA degradation at low temperature (ca. 20°C) would last many decades and produce very little biogas.
The type of bio-based material is another factor that has a substantial influence on AD efficiency. Yagi et al. (2013, 2014) found that PBS did not biodegrade in AD (irrespective of the temperature) and that the biodegradability rate of bio-based polymers in thermophilic and mesophilic conditions decreased in the following the order: PHB > PCL > PLA and PHB >> PLA > PCL, respectively. Cucina et al. (2021) ranked the biodegradability of some other bio-based materials in this order: PHAs > starch based ⩾ PLA. Yagi et al. (2013, 2014) reported that the temperature did not strongly influence the degradation of PHB, which was 90% degraded during 14 and 9 days under mesophilic and thermophilic conditions, respectively, which means that PHB can be degraded with commonly used HRTs. Bátori et al. (2017) found that a polymer obtained from orange pectin–cellulose waste that also achieves a high degree of biodegradation (90%) within 15 days and has an average methane production of 350 NL/kg COD. It should be emphasized that pectin–cellulose waste is easily biodegradable, hence the short degradation time. Finally, Camacho-Muñoz et al. (2020) reported that a blend of PLA and TPS did not exhibit a lag phase and achieved 65.48% biodegradability in slurry thermophilic AD. In contrast, pure PLA and TPS achieved 40.41% and 92.11% biodegradability, respectively.
Some studies indicate that AD of bio-based products does not occur, or takes place to a limited extent; therefore, to obtain more complete degradation and higher biogas yield, pre-treatment of these products has been proposed. For example, Calabro’ et al. (2020) found that only some methods of pre-treating compostable bags made of MaterBi® (Novamont, Italy), biodegradable wine bottle corks and cellulosic plates significantly increased methane production and decreased mass loss. However, the authors showed that mechanical pre-treatment and the type of inoculum (digested sludge from mesophilic or thermophilic) did not affect methane production and mass loss during AD of bio-based materials. Alkaline pre-treatment of PHB and PLA at elevated temperature resulted in decrease in lag phase time and increase in methane production compared to untreated material (Benn and Zitomer, 2018; Venkiteshwaran et al., 2019). PHB pre-treatment (55°C, pH 12) increased methane production from 86% and 91% (Venkiteshwaran et al., 2019). Zaborowska et al. (2021b) found that alkaline pre-treatment of starch and PLA-based foils resulted in increasing in methane production; however, the values were low and constituted only about 8–10% of the theoretical methane production. However, pre-treatment of foils shortened the lag phase of methane production but most of all increased the surface damage and weakened the mechanical properties. Despite determination of mechanical properties is not a common practice, the authors emphasized that it can be considered as valuable indicator of polymers’ biodegradability (Zaborowska et al., 2021b). Correspondingly, Hobbs et al. (2019) indicated that alkaline pre-treatment of PLA increased methane production from 756 to 1021 mL of CH4 in comparison to untreated material. Moreover, the PLA without treatment resulted in only 54% weight reduction. Authors showed that pre-treated PLA may be codigested with food waste in digestion systems. On the contrary, acidic and alkaline chemical pre-treatments at ambient temperature did not affect AD of starch- and PLA-based materials (Battista et al., 2021). Moreover, pre-treatment of PLA at 70°C for 1 hour with no pH control resulted in even less biomethane production than from untreated PLA (Endres and Siebert-Raths, 2011).
Conclusion
The continual development of bio-based products has led to several challenges in waste management. To recycle waste from these products, effective technologies must be found.
Chemical or mechanical recycling is not only a costly process, but also require a thorough separation of bio-based products from the waste stream. It is crucial to sort out bio-based materials from conventional plastics without affecting the recycling of the latter. Therefore, there is a need to develop sophisticated systems to separate waste from bio-based products from mixed waste or plastic waste.
The organic recycling of bio-based products seems to be more sustainable and economically friendly, especially when bio-based products are collected together with biowaste. However, the characteristics of the bio-based products determine the choice of the method of organic recycling, that is, AD or composting. Some bio-based products that biodegrade under composting conditions do not biodegrade under anaerobic ones. Most often, these products are only partially biodegraded under anaerobic conditions, and the time of degradation is very long, which is not acceptable at technical scale. Moreover, because bio-based materials do not produce large quantities of biogas, and they only disintegrate, they may contaminate the digestate. As the choice of recycling method depends on the type of bio-based product, it is highly desirable to label these products to indicate which method of recycling is preferable for them.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.