
Abstract
Lignocellulosic by-products from agricultural crops represent an important raw material for anaerobic digestion and clean renewable, which is a key component of the circular economy. Lignocellulose is recalcitrant to biodegradation and pretreatments are required to increase methane yield during anaerobic digestion. In this work, the efficacy of different physicochemical pretreatments was compared using corn stover biomass as substrate. Anaerobic digestion of untreated and pretreated corn stover was performed in batch mode at mesophilic temperature (38°C) and organic matter solubilization of pretreated substrates was also investigated. The highest organic matter solubilization occurred in autoclave pretreatment (soluble chemical oxygen demand = 5630 ± 42 mg O2 L−1). However, the highest methane yield was obtained using alkaline pretreatment (367 ± 35 mL CH4 g−1 VSadded). Alkaline pretreatment increased methane yield by 43.3% compared to untreated control (256 ± 15 mL CH4 g−1 VSadded). Two mathematical models (i.e. first-order kinetics and transfer function) were utilized to fit the experimental data with the aim of assessing anaerobic biodegradation and to obtain the kinetic constants in all cases studied. Both models adequately fit the experimental results. The kinetic constant, k, of the first-order model increased by 92.8% when stover was pretreated with sulphuric acid compared with control. The transfer function model revealed that the maximum methane production rate, Rm, was obtained for the sulphuric acid treatment, which was 63.5% higher compared to control.
Introduction
Global demand for energy is growing rapidly, as is interest in the use of green energy to meet increasing energy needs (Song et al., 2019). Energy demand will increase by 30% by the year 2040, exacerbating concerns of the international community regarding greenhouse gas emissions and climate change if sources of non-fossil fuel energy are not developed (Ríos-Badrán et al., 2020). The use of clean and renewable energy that is produced at competitive cost with minimal negative environmental impact will be crucial to continued sustainable development globally (Kahia et al., 2019).
In 2015 the European Union agreed to a series of guidelines (revised 2019) to strengthen the circular economy (European Commission, 2015). Within this framework the main axes of the economy are reduction, reuse and recycling in order to limit waste production and enhance utilization of wastes as resources. Internationally, the concepts of circular economy, green economy (European Environment Agency, 2013) and bioeconomy (European Commission, 2018) are targets of discussion with the aim of proposing solutions that help achieve societal goals in an economical and environmentally sustainable way (D’Amato et al., 2019).
Agricultural wastes and residues meet the characteristics to be a key component of this circular economy strategy. Maize (Zea mays L.) is one of the most important cereals cultivated globally as a source of food, forage and processed products for humans and animals (Garcia et al., 2012). In 2018/2019, 191.82 million hectares of farmland was used for maize production globally, yielding 1123.34 million tonnes of grain (U.S. Department of Agriculture, 2020). As a general rule the harvest index (HI) for maize is 0.5, meaning the ratio of grain to above ground vegetative biomass is 1:1. On this basis, by-products and residues from maize have significant potential as a resource for renewable energy production. Corn stover refers to the residual biomass left in the field after harvesting grain, including leaves, stalks, husks, tassels and cobs. While maize grain is utilized as a substrate for ethanol production (Schwietzke et al., 2009) and maize silage is used as a substrate for biogas production in Europe and North America (Veluchamy et al., 2019), corn stover is currently under-utilized as a substrate for renewable energy production (Arias et al., 2020).
Anaerobic digestion (AD) is a suitable method for treating organic waste and producing renewable energy, aligning with European Union directives towards a circular economy. Anaerobic digestion is a biological process in which a consortium of microorganisms breakdown organic matter into biogas consisting of methane (60–70%), carbon dioxide (20–30%) and traces of other gases (Moustakas et al., 2020). Methane has a high calorific value, making biogas derived from the AD of organic waste an attractive alternative energy source (Moustakas et al., 2020). Agricultural wastes and residues resulting from growth and processing of major economic crops represent a significant feedstock for renewable energy production. Biogas yield is partly dependent upon the characteristics of the substrate being digested. Crop residues such as corn stover are characterized by having a complex lignocellulosic structure (Song et al., 2019). Lignocellulose is composed of cellulose bundles interspersed with bundles of hemicellulose and lignin. This three-dimensional structure makes biodegradation by hydrolytic bacteria during AD very difficult, leading to poor biogas yield and necessitating longer retention times for degradation to occur. To overcome this challenge, many studies have investigated the effect of various pretreatments to disrupt or break down the structure of lignocellulose, releasing organic matter and increasing microbial access to the substrate (Song et al., 2019).
Pretreatment is an important step in the conversion of lignocellulosic biomass into biogas through anaerobic digestion. The main objective of the pretreatment is to break down the lignocellulose structure, reducing its size and exposing a larger surface area (Fernández-Rodríguez et al., 2020). This can be done by chemical or physical modification of the biomass structure. Subsequently, the hydrolysis of lignocellulose structure improves by increasing the accessibilities of acids or enzymes to the surface. Physical, chemical, biological and combined pretreatments have all been effectively applied previously (Amin et al., 2017). The most significant drawback of pretreatments is the high cost requirement that reduce the overall profitability of the process.
Although utilization of lignocellulosic biomass for biogas production is a focus of researchers around the world, it is still necessary to conduct studies focussed on optimization of this resource in AD systems. Process improvements that improve biogas yield from corn stover, one of the main crop residues available globally, will help make AD a realistic technology for sustainable energy production (Veluchamy et al., 2019).
The aim of this study was to compare the effect of different pretreatments on organic matter solubilization of corn stover and subsequent conversion to biogas using anaerobic digestion, with samples directly compared by digestion at the same time and under the same conditions. In addition, two kinetic models (first-order kinetics and transference function (TF)) were tested with the aim of simulating the process performance (Boni et al., 2013), and to compare the first-order kinetic constant, ultimate methane yield and maximum methane production rate for all the pretreated substrates. The direct comparison of several pretreatments and their effects on subsequent AD processes has not been widely reported in the literature. Even more limited are studies comparing pretreatment techniques on corn stover and their kinetic performance.
Materials and methods
Substrates
Corn stover was obtained from the dairy research centre at University of Guelph Ridgetown Campus, Ontario, Canada. The initial total solid (TS) and volatile solid (VS) content of stover was determined gravimetrically after drying at 105°C and combustion at 550°C, respectively, according to Standard Methods (Rice et al., 2012). Cellulose, hemicellulose and lignin content were estimated based on quantification of acid detergent fibre, neutral detergent fibre and acid detergent lignin according to the method of Van Soest et al. (1991).
Pretreatments
Different pretreatments were conducted, and the resulting biomass was used to directly compare methane production using the same anaerobic digestion parameters, including inoculum, inoculum:substrate ratio and process conditions (e.g. temperature, mixing). The conditions of each pretreatment process were chosen based on existing literature (Fernández-Rodríguez et al., 2020; Kootstra et al., 2009; Mais et al., 2002; Peng et al., 2013; Taherzadeh and Karimi, 2008; Zhu et al., 2010). After each pretreatment, the whole pretreatment slurry was used as substrate for biochemical methane potential (BMP) assays.
Autoclaving
Corn stover (300 g) was sealed in a 1 L autoclavable bottle then autoclaved at 121°C and pressure of 1.1 bar for 30 minutes. The temperature was chosen based on previous results obtained on thermal pretreatment for olive mill solid waste and other lignocellulosic biomasses Fernández-Rodríguez et al., 2020). Samples were stored at 4°C until use (<24 hours) for all pretreatments.
Alkaline hydrolysis
Corn stover (200 g) was mixed with 200 mL of 5% NaOH in a sealed plastic bag and incubated at 21°C for 24 hours (Zhu et al., 2010).
Ball mill
A ball-mill (Mixer Mill 400, Retsch, Germany) was used to reduce corn stover particle size to <0.5 mm. Corn stover (30 g) and a stainless steel ball (1.5 cm diameter) were placed in the mixing jar prior to ball milling at 10 Hz for 1 hour at room temperature (21°C) (Mais et al., 2002).
Ball mill plus microwave
Similar to the procedure above, corn stover was ball milled at 28 Hz for 15 minutes. Milled corn stover (50 g) was mixed with 800 mL of distilled water in a sealed glass vessel, and then microwaved (RMW906, RCA, USA) at a frequency of 2.45 GHz at a power of 900 W for 10 minutes, reaching a temperature of 137°C (Peng et al., 2013).
Sulphuric acid
Corn stover (50 g) was mixed with 1% sulphuric acid (H2SO4) and placed into an oven at 200°C for 10 minutes (Taherzadeh and Karimi, 2008).
Maleic acid
Corn stover (50 g) was soaked with 50 mM maleic acid (C4H4O4) at room temperature for 24 hours (Kootstra et al., 2009).
Supercritical CO2
Corn stover (30 g) was placed inside a 1 L pressure vessel (Series 4600, Parr Instrument, USA). The vessel was then sealed, filled with CO2 from a pressurized tank and heated to 100°C using a thermal reactor (Temperature Controller 4838, Parr Instrument, USA). Once the target temperature was achieved, pressure was recorded (9.65 MPa) and incubation was maintained for 90 minutes. After incubation, the vessel was cooled to 20°C in ice water and slowly depressurized by opening a release valve. The temperature and pressure utilized were above the critical point (31.1°C, 7.39 MPa) for CO2.
Analytical methods
The pH, soluble chemical oxygen demand (sCOD), VS and TS were measured in the effluents at the end of the AD assays. The pH, VS and TS were analysed based on standard methods (Rice et al., 2012). Soluble parameters were analysed by placing 10 g of biomass into distilled water with constant agitation for 24 hours. Next, the samples were centrifuged at 10,000 × g for 10 minutes, and then the supernatant was passed through a glass fibre filter. The sCOD was determined colourimetrically (pHotoFlex colorimeter, YSI, USA) according to manufacturer’s instructions using potassium dichromate and sulphuric acid (YSI Chemical Oxygen Demand Vials, YSI, USA) (Peng et al., 2013).
Inoculum for AD
The inoculum was obtained from an industrial scale anaerobic reactor being fed a mixture of dairy manure and fat/oil/grease waste at the Centre for Agricultural Renewable Energy and Sustainability (CARES) at the University of Guelph Ridgetown Campus. The inoculum had pH 7.87, TS content 35.8 ± 0.6 g kg−1 and VS content 27.8 ± 0.5 g kg−1.
Anaerobic assays
Three independent BMP tests were performed with an automatic system (AMPTS II, Bioprocess Control, Sweden) for 22 days. In each reactor, 385 mL of inoculum was mixed with an amount of corn stover substrate necessary to create a 2:1 inoculum-to-substrate ratio (VS basis). Each reactor had an effective volume of 500 mL. In order to achieve anaerobic conditions, the reactors were sealed and the headspaces flushed with nitrogen. Each BMP was performed under mesophilic conditions at 38°C and with agitation at 160 rpm with on/off intervals of 60 seconds. Methane volume was measured continually through liquid displacement and buoyancy using a flow cell array and recorded with data logging software. An inoculum-only control was conducted in triplicate so that endogenous methane production from inoculum could be subtracted from experimental samples. All BMP experiments were carried out in triplicate.
Kinetic study
With the aim of studying the process kinetics and estimate AD process performance, the following kinetic models were assessed.
The

where G is the cumulative specific methane production (mL CH4 g−1 VSadded), Gm is the ultimate methane production (mL CH4 g−1 VSadded), k is the specific rate constant (days−1) and t is the digestion time (days).
The

where B (mL CH4 g−1 VSadded) is the cumulative specific methane production, Bmax (mL CH4 g−1 VSadded) is the ultimate methane production, Rmax is the maximum methane production rate (mL CH4 g−1 VSadded d−1), t(d) is the digestion time and γ(d) is the lag-phase time or delay time and shows the time required to adaptation of microorganisms to medium or substrate where methane production starts.
Error (%), determination coefficient (R2) and standard error of estimate were calculated to evaluate the goodness-of-fit and the accuracy of the results. Error was defined as the percentage difference between the experimental and the predicted or theoretical methane yield coefficient. The kinetic parameters for each experiment and mathematical adjustment were determined numerically from the experimental data obtained by non-linear regression using the software Sigma-Plot (version 11).
Results
Effects of the different pretreatments on organic matter solubilization
Initial substrate characteristics of corn stover prior to pretreatment are outlined in Table 1.
Characteristics of corn stover prior to pretreatment.

Figure 1 illustrates the sCOD for the pretreated and untreated substrates. Untreated corn stover had 1286 ± 14 mg O2 L−1 sCOD, and the autoclave pretreatment showed the greatest release of organic matter (5630 ± 42 mg O2 L−1 sCOD), representing a 338% increase. The next highest sCOD value of 5217 ± 55 mg O2 L−1 was obtained from the sulphuric acid pretreatment. Alkaline hydrolysis and mill pretreatments resulted in similar sCOD release with no significant differences (1890 ± 44 and 1953 ± 57 mg O2 L−1, respectively). The sCOD values achieved after alkaline hydrolysis and mill pretreatments were slightly higher than those observed after mill plus microwaved pretreatment (1815 ± 35 mg O2 L−1). The sCODs for the maleic acid and supercritical CO2 pretreatments were 2133 ± 25 and 3985 ± 78 mg O2 L−1, respectively.
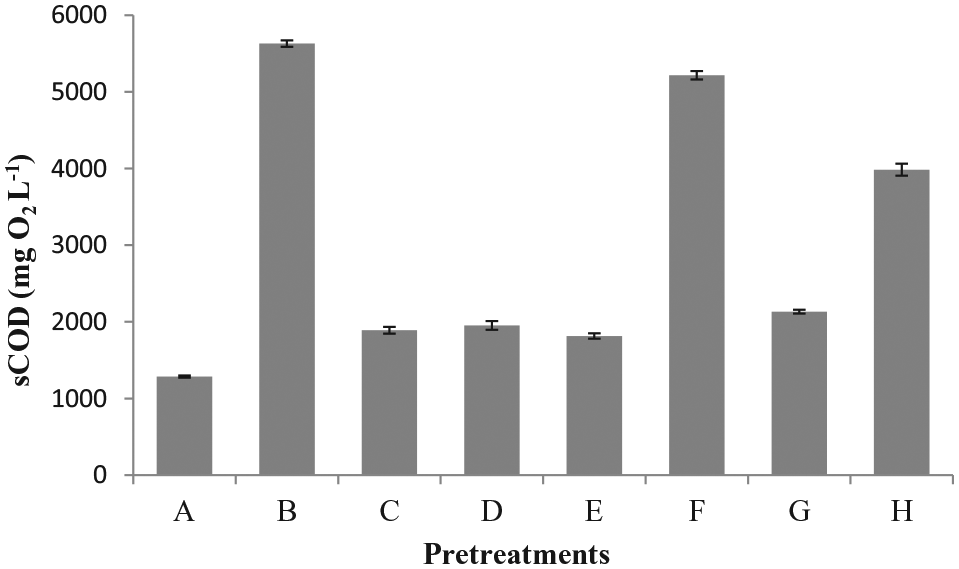
Soluble chemical oxygen demand (sCOD) (mg O2 L−1) for untreated and pretreated corn stover: (a): untreated; (b): autoclaved; (c): alkaline; (d): milled; (e): milled + microwaved; (f): sulphuric acid; (g): maleic acid; (h): supercritical CO2.
Methane yield
Figure 2 shows the methane production for the substrates over a period of 22 days. The methane yield obtained during AD of untreated corn stover was 256 ± 15 mL CH4 g−1 VSadded, which aligns with previously reported values (Fu et al., 2016; Xu et al., 2013). After 22 days of experiment, the maximum methane yield obtained was 367 ± 35 mL CH4 g−1 VSadded for the alkaline pretreatment, which was 43% higher than the methane yield obtained for the untreated corn stover. Zhu et al. (2010) obtained 37% more methane when they pretreated the corn stover with a similar alkaline pretreatment. Values of 303 ± 30 and 292 ± 13 mL CH4 g−1 VSadded were achieved for the supercritical CO2 and the autoclaved pretreatments, respectively. Autoclaving pretreatment resulted in a 14% improvement over untreated corn stover. Similar results were reported by Fernández-Rodríguez et al. (2020) An improvement of 12.6% in biogas production from the autoclaved OMSW was reported. Milled, milled plus microwaved and maleic acid pretreatments reached similar methane yield values (280 ± 12, 272 ± 13 and 274 ± 2 mL CH4 g−1 VSadded, respectively). Finally, the lowest methane yield was obtained for the sulphuric acid pretreatment (239 ± 16 mL CH4 g−1 VSadded), which was slightly lower than untreated corn stover. Kainthola et al. (2019) reviewed the production biogas from lignocellulosic biomass, finding that 2% HCl pretreatment only increased biogas production by 3% compared to untreated control. Further, other HCl concentrations tested did not improve biogas production. By contrast, when using 6% H2SO4 they observed an improvement of 99.8% compared to rice straw without pretreatment.
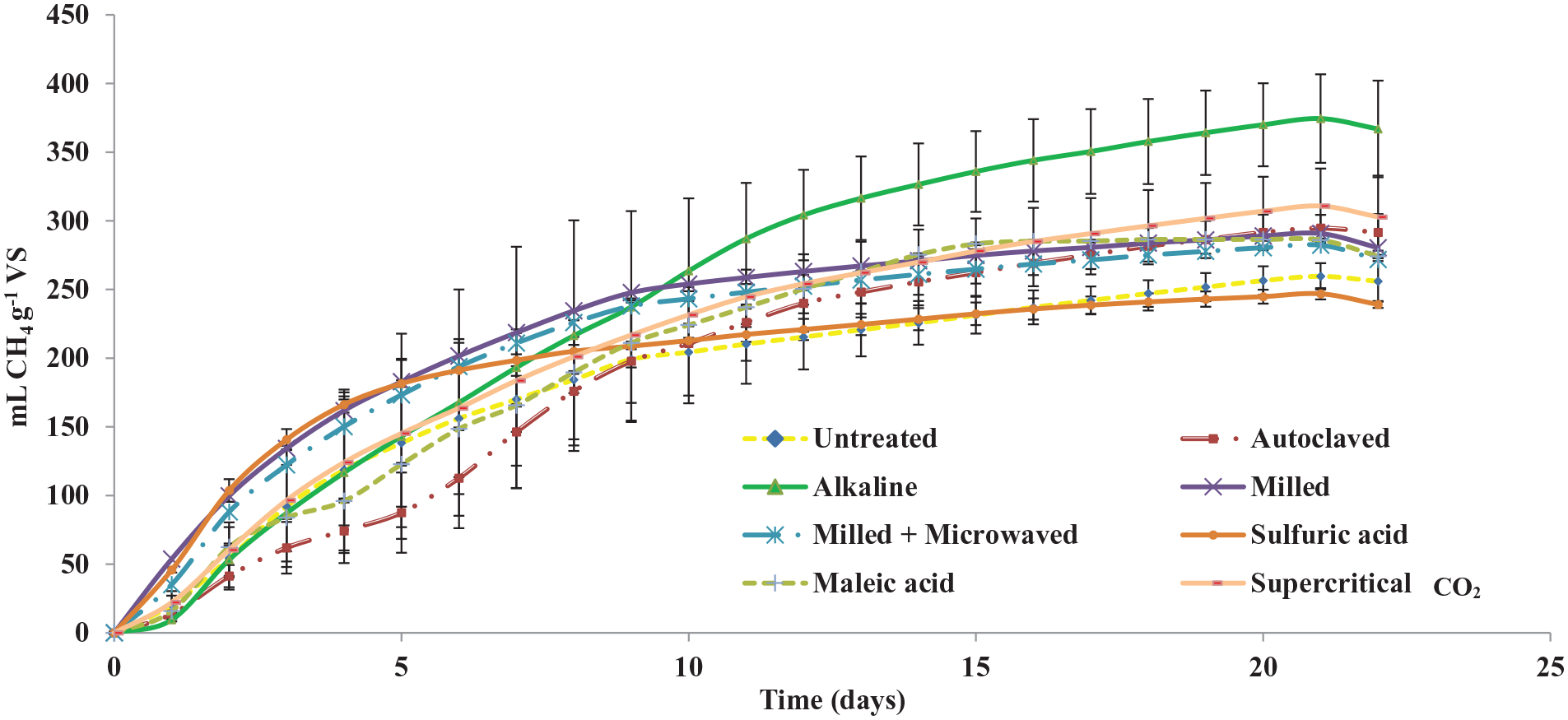
Biochemical methane potential (mL CH4 g−1 VSadded) for the untreated and pretreated corn stover.
Estimation of model parameters by kinetic modelling
First-order kinetic model
Table 2 shows the first-order kinetic parameters for untreated and pretreated corn stover. As can be seen, deviations between the experimental Gm values (Figure 1) and the theoretical ones (Table 2) were <15% for all cases studied. In addition, the close fit of the model to the experimental data was confirmed by the low standard deviations and the high determination coefficient.
Parameters of the first-order kinetic model for batch anaerobic digestion experiments of untreated and pretreated corn stover.
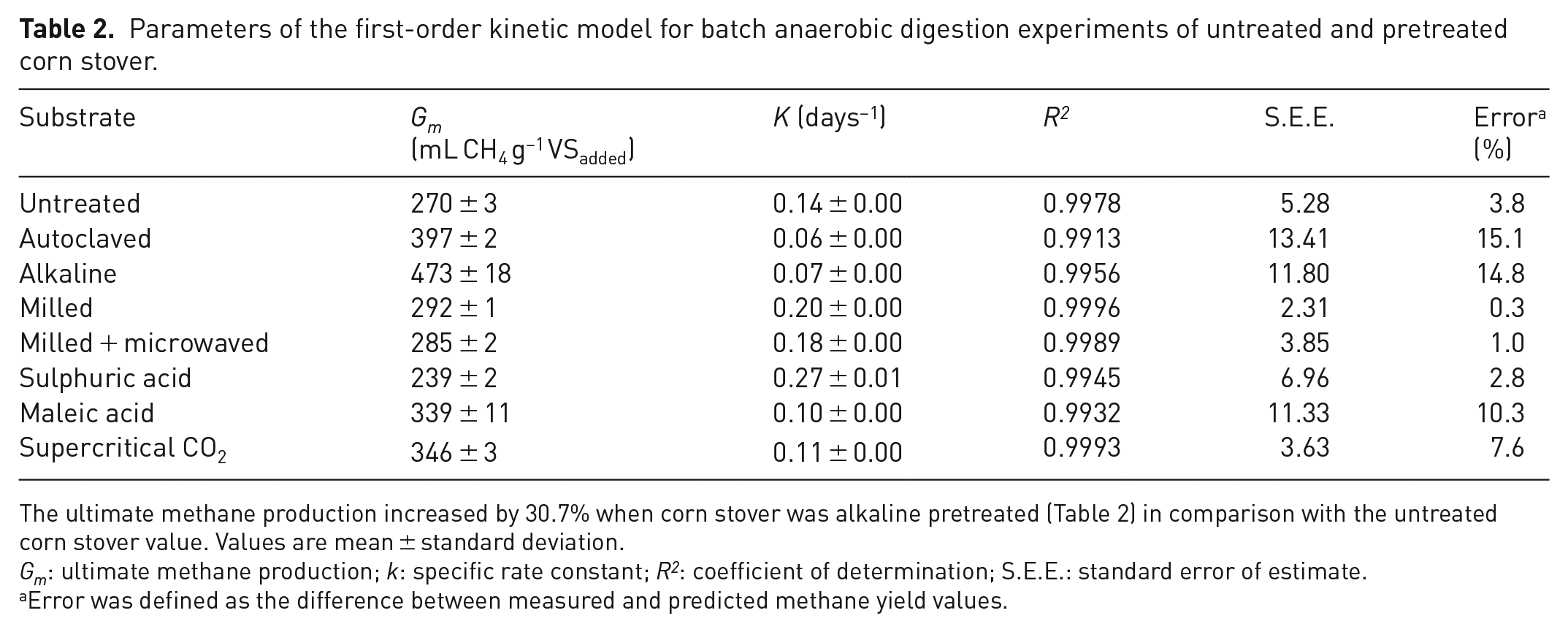
The ultimate methane production increased by 30.7% when corn stover was alkaline pretreated (Table 2) in comparison with the untreated corn stover value. Values are mean ± standard deviation.
Gm: ultimate methane production; k: specific rate constant; R2: coefficient of determination; S.E.E.: standard error of estimate.
Error was defined as the difference between measured and predicted methane yield values.
The highest k value was obtained for sulphuric acid (0.27 days−1), 92.8% higher than that obtained for untreated corn stover. Intermediate first-order kinetic constant, k (0.10 days−1), was obtained for the maleic acid pretreatment. The lowest k value was found for the autoclaved pretreatment (0.06 days−1), in which corn stover was subjected to high pressure and temperature.
TF model
The TF model was used to adjust the methane data obtained during AD tests carried out in batch mode (equation (2)).
Table 3 shows the main parameters of the TF model for the different batch AD experiments of untreated corn stover and all the pretreated substrates analysed.
Parameters of the TF model for untreated and pretreated corn stover.
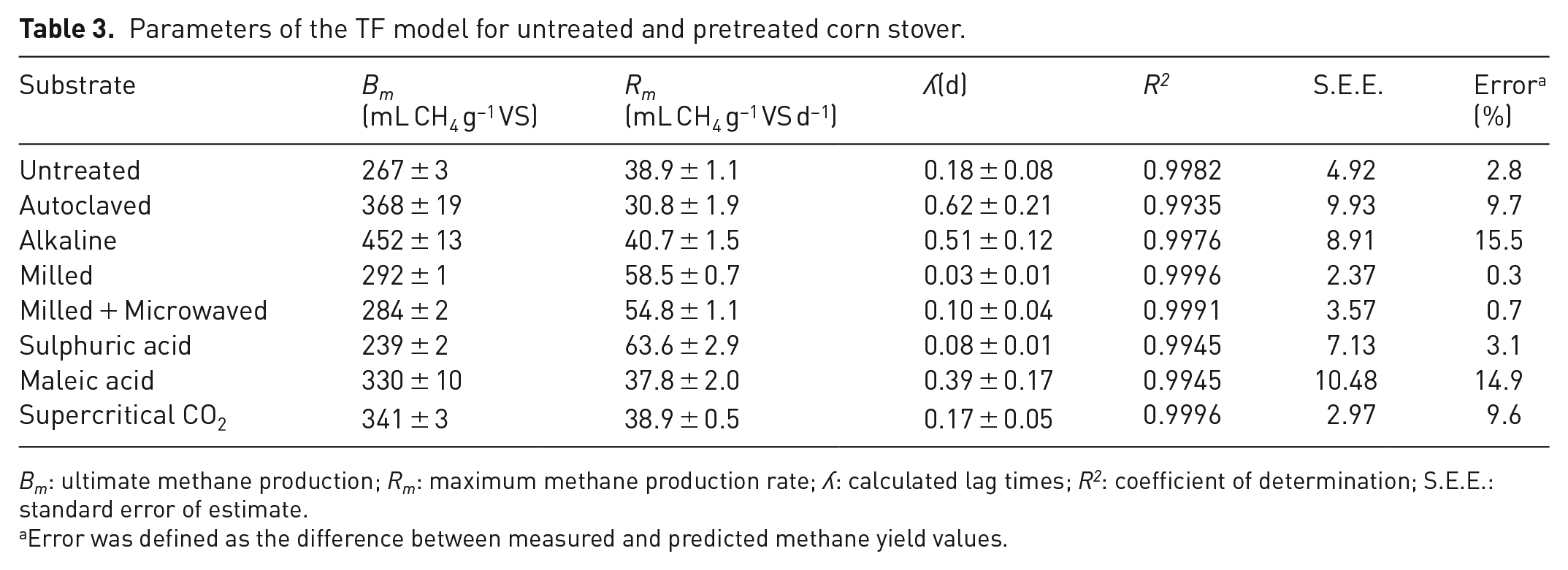
Bm: ultimate methane production; Rm: maximum methane production rate; ʎ: calculated lag times; R2: coefficient of determination; S.E.E.: standard error of estimate.
Error was defined as the difference between measured and predicted methane yield values.
The highest Rmax value was observed for the sulphuric acid pretreatment (63.6 ± 2.9 mL CH4 g−1 VS d−1), which was 63.5% higher than untreated corn stover.
For Bmax, the alkaline, autoclaved and silage pretreatments gave the highest values (452, 368 and 353 mL CH4 g−1 VS, respectively). The Rmax obtained for alkaline pretreated corn stover was 40.7 mL CH4 g−1 VS d−1.
Discussion
In previously reported works, autoclave pretreatment (temperature and pressure) resembled the effects of an acid pretreatment on organic matter releasing (Garrote et al., 1999). Previous literature has also shown that acid pretreatments result in an improvement in the hydrolytic stage of AD, solubilizing lignocellulose fibres in the form of fermentable sugars (Amin et al., 2017). Alkaline hydrolysis and mill pretreatments resulted in similar sCOD release with no significant differences (1890 ± 44 and 1953 ± 57 mg O2 L−1, respectively). Alkaline pretreatment is most effective for biomass having low lignin content, causing an increase in the internal surface area of fibres, a drop in the degree of polymerization and crystallization of polymers and de-bridging the links between polymers (Amin et al., 2017). During mill pretreatments, no inhibitors are released such as furfural or 5-hydroxyl methyl furfural (HMF), since these pretreatments mainly helps to reduce the substrate particle size (Amin et al., 2017). The sCOD values achieved after alkaline hydrolysis and mill pretreatments were slightly higher than those observed after mill plus microwaved pretreatment (1815 ± 35 mg O2 L−1). The sCOD for the maleic acid and supercritical CO2 pretreatments were 2133 ± 25 and 3985 ± 78 mg O2 L−1, respectively. Barisik et al. (2016) reported that maleic acid affected lignocellulose structure and released sugars, with pretreatment efficiency increasing with higher acid concentration and exposure time. In previous studies it has been shown that supercritical CO2 pretreatment mainly affects the lignin structure, improving the biodegradability of the substrate (Patinvoh et al., 2017).
The largest experimental methane yield improvement observed in this study was 43% for alkaline pretreatment. A similar improvement was described by Zhu et al. (2010), who reported a 37% increase in methane production from corn stover pretreated with 5% NaOH. On the other hand, they did not find any improvement when the lignocellulosic biomass was pretreated with 1% NaOH. Although pretreatments generally help to decompose the structure of lignocellulose (Bolado-Rodríguez et al., 2016), sometimes these pretreatments are so severe that they lead to the formation of inhibitory substances (Ghasimi et al., 2016; Mendez et al., 2014) Moreover, it has also been reported that solubilization of organic matter can sometimes be detrimental to final methane yield (Razavi et al., 2019). In this study, the autoclave pretreatment solubilized more organic matter (sCOD: 5630 ± 14 mg O2 L−1) than alkaline hydrolysis (sCOD: 1890 ± mg O2 L−1), but had a much lower methane yield (292 ± 13 vs 367 ± 35 mL CH4 g−1 VSadded). The elevated pH from the alkaline pretreatment may also have helped to maintain optimal pH conditions, neutralizing organic acids formed due to fermentation of sugars from the solubilization of the lignocellulose structure (Mendez et al., 2014).
The first-order model has been used regularly for batch AD studies of organic substrates (Li et al., 2012). The main assumption of this model is the proportionality between methane production and the amount of substrate (Wang et al., 2017). The Gm value increased compared to untreated stover for all pretreatments except sulphuric acid. The reduced Gm value obtained for sulphuric acid pretreatment could be explained by the presence of some inhibitor compounds (i.e. phenolic compounds and furans) derived from corn stover after exposure to acid (Yu et al., 2018).
Ji et al. (2017) also revealed that the cumulative methane production of alkaline pretreated corn stover using Ca(OH)2 achieved significant (p < 0.01) improvement compared to untreated corn stover. Methane yield improved with increasing Ca(OH)2 concentration from 0.5% to 2.5%, achieving a maximum of 260 mL CH4 g−1 VS. The k values of the first-order model obtained by Ji et al. (2017) (0.057–0.094 days−1) were very similar to that achieved in the present work (0.07 days−1).
A previous study evaluating AD of hay pretreated with maleic acid reported a higher k value than was determined in this experiment (0.19 days−1) (Fernandes et al., 2009). However, when maleic acid was used to pretreat bracken, no hydrolysis of the residual matter was observed during AD and the kinetic constants could not be calculated. Compared to other chemical pretreatments such as calcium hydroxide and ammonium carbonate, maleic acid helped to solubilized more COD (Fernandes et al., 2009).
The lowest k value was found for the autoclaved pretreatment (0.06 days−1), in which corn stover was subjected to high pressure and temperature. Autoclaving of lignocellulose substrates will release toxic compounds such as furans and phenols, which could inhibit the AD process (Ghasimi et al., 2016; Hendriks and Zeeman, 2009). In the same way, a reduction of around 50% was observed in the first-order kinetic constants of BMP tests of wheat straw (from 0.10 to 0.05 days−1) and sugarcane bagasse (from 0.083 to 0.048 days−1) when these wastes were subjected to an autoclaving pretreatment (at 121°C, 60 minutes) compared to their respective untreated wastes (Bolado-Rodríguez et al., 2016). This decrease was attributed to the presence of toxic compounds as such as HMF and furfural after thermal pretreatment which are inhibitory for AD.
The TF assumes that any process generates input and outputs and is mainly used for control purposes (Donoso-Bravo et al., 2010). Different organic substrates have been successfully adjusted previously to using TF (Donoso-Bravo et al., 2010; Fernández-Rodríguez et al., 2019; Li et al., 2012).
The low values of errors, high R2 values and standard errors of estimates show that the trial data suitably fit the TF model. The calculated lag times (ʎ) were very close to zero, indicating the rapid consumption of easily biodegradable substances (Razavi et al., 2019).
The highest Rmax value was observed for the sulphuric acid pretreatment (63.6 ± 2.9 mL CH4 g−1 VS d−1), which was 63.5% higher than untreated corn stover. It has been demonstrated that dilute sulphuric acid pretreatment changes lignocellulosic structure. However, one large drawback of this pretreatment for AD is reduced biogas quality due to hydrogen sulphide (H2S) formation (Fernandes et al., 2009).
For Bmax, the alkaline, autoclaved and silage pretreatments gave the highest values (452, 368 and 353 mL CH4 g−1 VS, respectively). Lizasoain et al. (2017) showed that similar conditions of thermal pretreatment increased biogas production by 25% over untreated control. The treatment conditions were suitable to disrupt lignocellulosic structure and improve biomass conversion to methane without having a significant loss of soluble sugars due to side reactions. More severe pretreatment conditions could increase the generation of toxic and recalcitrant compounds, inhibiting methane production.
Wheat straw pretreated with NaOH at 30°C for 24 hours has been reported to increase methane yield by 15% compared to untreated control (274 mL CH4 g−1 VS) (Mancini et al., 2018). In that study, NaOH pretreatment decreased the lignin and hemicellulose contents by 36% and 35%, respectively. Anaerobic digestion of pretreated wheat straw had an Rmax of 46.7 mL CH4 g−1 VS d−1, which was very similar to that obtained in the present work for alkaline pretreated corn stover (40.7 mL CH4 g−1 VS d−1). Siddhu et al. (2016) reported an Rmax of 27.5 mL CH4 g−1 VS d−1 during AD of corn stover pretreated with 1% KOH at 60°C for 12 hours. By comparison, the Rmax observed in this study was 40.7 mL CH4 g−1 VS d−1. One possible explanation for the discrepancy in Rmax values is that the higher concentration of alkaline chemical used in this study may have better buffered the AD process (Liew et al., 2011).
The milled plus microwaved pretreatment gave an increase of 40.8% in the Rmax value compared to untreated corn stover. This enhancement is due to the efficient transfer of energy during microwave pretreatment, resulting in rapid and controlled heating of the substrate (Sapci, 2013). Microwave irradiation at temperatures <200°C can lead to multiple changes in the substrate, including increased specific surface area, decreased polymerization and crystallinity of cellulose, hydrolysis of solubilized hemicellulose oligomers and partial depolymerization of lignin (Sapci, 2013). In contrast, microwave pretreatment of different types of straw at temperatures >200°C was reported to not improve AD (Sapci, 2013). This was due to a decrease in the hemicellulosic content and an increase in the lignin content of the straws, augmenting simultaneously its solubility, which generates the production of inhibitory and toxic compounds for methanogens. Kainthola et al. (2019) evaluated microwave pretreatment of rice straw at 190°C for 4 minutes prior to AD. They reported a 55.3% reduction in lignin content, reduced hemicellulose and increased proportion of cellulose which was confirmed by Field Scanning Electron Microscopy (FESEM) and Fourier Transform Infrared (FTIR) analysis. After microwave pretreatment they found a maximum specific methane yield of 325 mL CH4 g−1 VS, which is slightly higher (14%) than that achieved in the current experiment (284 mL CH4 g−1 VS).
The Rmax value for milled corn stover was 50.3% higher than for untreated control. This finding was likely due to increased specific surface area caused by the reduced particle size of the sample (Sapci, 2013). Improving surface area can facilitate hydrolytic enzyme access during AD, resulting in improved methane production (Tapadia-Maheshwari et al., 2019).
Conclusion
The anaerobic digestion performance of the untreated and pretreated corn stover using different pretreatment methods (i.e. autoclaving, alkaline hydrolysis, milling, milling plus microwave, inorganic acid hydrolysis, organic acid hydrolysis, supercritical carbon dioxide and silage) were evaluated in this study, and the corresponding biological degradation and kinetics of the processes were analysed through mathematical modelling. The first-order and the TF models permitted a good fit to the experimental results in all the scenarios studied, and, thus, could describe the kinetics of digestion of both untreated and pretreated corn stover. The kinetic constant, k, of the first-order model increased by 92.8% when corn stover was previously pretreated with sulphuric acid compared with the value achieved for untreated waste. The TF model revealed that the maximum methane production rate, Rm, value was obtained when the waste was pretreated with 1% sulphuric acid, which was 63.5% higher compared to the value obtained for raw corn stover.
Footnotes
Acknowledgements
The authors wish to thank Lucas McNea and Kim VanOverloop for technical assistance. Dr Fernández-Rodríguez also wishes to thank the Atlanticus-PDI program of Pablo de Olavide University for facilitating her exchange to the University of Guelph Ridgetown.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Natural Sciences and Engineering Research Council of Canada (grant number 400806); the Ontario Ministry of Agriculture Food and Rural Affairs (grant number UofG2015-2327); and Junta de Andalucía, Consejería de Economía y Conocimiento (Project of Excellence RNM-1970).