
Abstract
Thermal delamination – meaning the removal of polymers from the module structure by a thermal process – as a first step in the recycling of crystalline silicon (c-Si) photovoltaic (PV) modules in order to enable the subsequent recovery of secondary raw materials was investigated. A correlation between treatment temperature and duration was established by an iterative process. Furthermore, chemical characterization of the resulting solid outputs (glass, cell, ribbons and residues) was performed in order to assess their further processing options. Additionally, the effect of removing the backsheet as a pre-treatment before the actual delamination process was investigated in relation to the aforementioned aspects of treatment duration and output quality. Results show that increased temperatures reduce the necessary treatment duration (65 minutes at 500°C, 33 minutes at 600°C) while generating the same output quality. The backsheet removal leads to an additional duration decrease of more than 45% at each considered temperature, while also having positive effects relating to fewer solid residues and easier flue gas handling. In regard to the main output specifications no significant influence of the pre-treatment is observed. Overall thermal delamination can be seen as a feasible method in order to obtain high value secondary raw materials from c-Si PV modules, while backsheet removal as pre-treatment should be considered as advantageous from multiple standpoints.
Keywords
Introduction
Over the last years photovoltaics (PV) has emerged as one of the key technologies for the implementation of a sustainable energy supply based on renewable resources. Global PV capacity installed in 2019 was over 600 GW (Jäger-Waldau, 2019) and is expected to reach 4,500 GW by 2050 (IRENA and IEA-PVPS, 2016). Due to the long lifetime (up to 30 years) of PV modules, widespread discussion of appropriate end-of-life (EOL) management including recycling has only begun rather recently. While current waste amounts are still low, a significant increase is expected in the upcoming years (Peeters et al., 2017; Santos and Alonso-García, 2018). Specialized treatment solutions are not economically feasible on an industrial level at this time (D’Adamo et al., 2017), but the development of suitable EOL solutions should be of high interest in order to guarantee proper treatment once meaningful waste quantities arise. PV modules can therefore be considered a good example of so-called future waste (Pomberger and Ragossnig, 2014). Several different module technologies (e.g. cadmium telluride (CdTe), copper indium gallium selenide (CIGS), organic PV) are in use, however, crystalline silicon (c-Si) modules currently dominate the market (IRENA and IEA-PVPS, 2016). The structure of a module using this technology can be seen in Figure 1. An increase regarding the market share of other technologies is expected, but considering the time discrepancy between the installation of the module and its emergence as waste, c-Si modules will remain the most relevant waste stream in the PV sector for the foreseeable future.
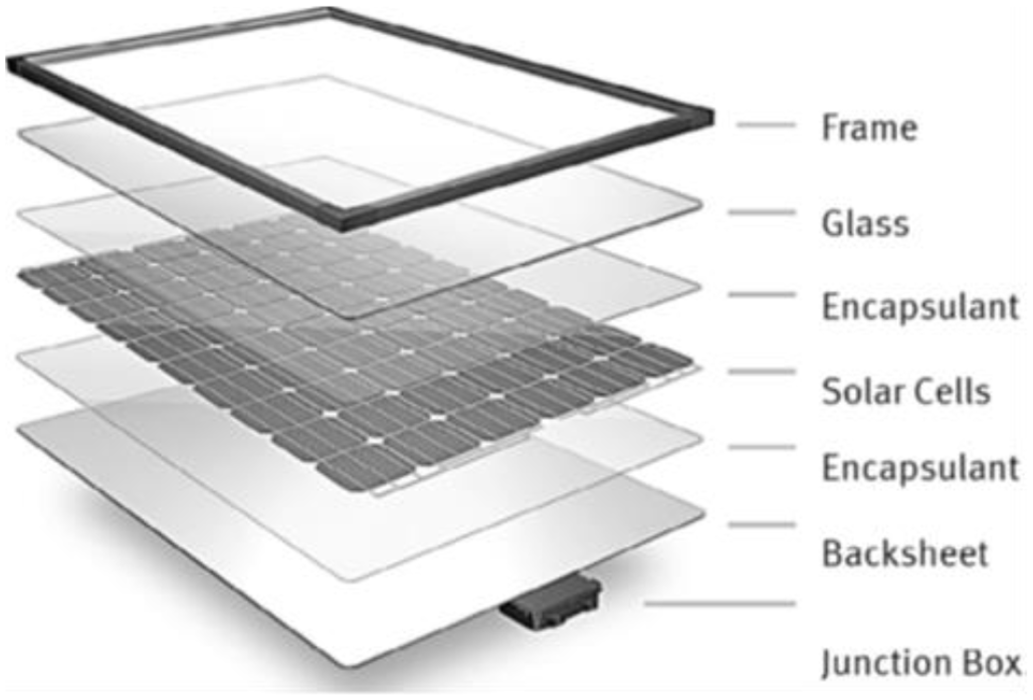
Structure of a c-Si photovoltaic module (Kant et al., 2016).
The recycling of c-Si modules can be divided into two elementary steps – not including the sometimes-performed manual removal of easily accessible components, that is, frame and junction box: first, the elimination of the encapsulant from the laminated structure (subsequently referred to as delamination) and second the recovery of valuable materials (Komoto and Lee, 2018). At industrial scale the delamination is currently achieved by multi-stage crushing with ensuing use of mechanical processing steps (sieving, wind sifting, eddy current separation, etc.) for material recovery (Komoto and Lee, 2018; Wambach, 2017). However, multiple other options for the purpose of delamination have been investigated (Chowdhury et al., 2020; Padoan et al., 2019). These include the use of organic solvents for chemical delamination (Kang et al., 2012), alternative mechanical/physical techniques such as high voltage fragmentation (Song et al., 2020), thermal delamination, as well as approaches combining different technologies (Granata et al., 2014).
Looking more closely at the process of thermal delamination, the goal of such processes is the removal of polymers (encapsulant and backsheet) in order to expose and subsequently recover the other materials contained in the module structure. Several studies have already been conducted in this regard. Park et al. (2016) investigated the removal of polymers from c-Si modules under ambient air conditions and looked more closely at the effects of different heating rates and maximum temperatures. Removal of polymers was achieved at 480°C (the highest end-temperature used). In regard to output materials, the focus was on correlating cell breakage to the temperature parameters along with the development of a mechanical fixture in order to minimize breakage. Lee et al. (2018) achieved delamination by heating samples to 550°C at a fixed heating rate of 5°C min−1 for 2 hours in a muffle furnace (ambient air conditions). The main aim of the thermal process was obtaining unbroken cells for subsequent remanufacturing. Shin et al. (2017) used a larger furnace (fitting one whole module) with a maximum temperature of 480°C and a heating rate of 15°C min−1. Polymer removal was achieved, although no time on the overall process duration is given and no further information on the outputs is provided. Tammaro et al. (2015) treated samples in a furnace for 75 minutes – 45 minutes of heating to 600°C and 30 minutes at 600°C – and achieved complete polymer removal. In regard to further analysis the focus was on metal presence in gas emissions and solid residues (ashes). In the work of Fiandra et al. (2019b) a tubular furnace was used for delamination. Samples were heated to 500°C and then held at this temperature for 60 minutes. Afterwards, the different solid outputs were separated and further analysed in regard to their carbon content. Additionally, the gaseous emissions were considered more closely. Further work by the same group (Fiandra et al., 2019a) expanded the scope by using different treatment temperatures, although the duration was not varied. The use of a pyrolysis process for delamination (e.g. Dias et al., 2016; Wang et al., 2019) has been investigated as well. Finally, thermal processes have also been explored as an integrated step in PV recycling processes, not as a delamination step but rather after mechanical crushing (Ardente et al., 2019; Pagnanelli et al., 2017). These two applications are, however, not covered in further detail as they do not directly relate to this work.
One important aspect in regard to thermal delamination is the fact that the backsheets of most (already installed) modules contain fluoropolymers, for example, polyvinyl fluoride (PVF) or polyvinylidene fluoride (PVDF), which can cause problems during thermal processes (Aryan et al., 2018). The concept of backsheet removal before thermal delamination in order to remove the fluorine source was introduced by Fiandra et al. (2019a, 2019b). The influence on gaseous emissions along with the contamination of solid outputs and equipment was assessed in their work.
Considering the already conducted investigation, it is clear that thermal delamination of c-Si modules is possible. However, the investigations were usually performed at a fixed treatment temperature and duration. Furthermore, the samples were placed in the furnace at room temperature and heated up rather than being placed in a pre-heated furnace which is more realistic in terms of an industrial process. In regard to the process outputs, the focus was mainly on the characterization of gaseous emissions and retrieval of intact solar cells for subsequent recovery. A characterization in regard to further processing options for other solid outputs has not been performed. Pre-treatment has been explored as an emission reduction measure, but not in regard to other relevant aspects of the thermal process such as treatment duration. The goal of this work is therefore to: (1) establish a correlation between treatment temperature and the time necessary to achieve complete polymer removal, (2) characterize the solid outputs obtained at different temperatures and assess their further processing options and (3) analyse the effect of backsheet removal before thermal delamination on the two aforementioned aspects.
Materials and methods
Module samples
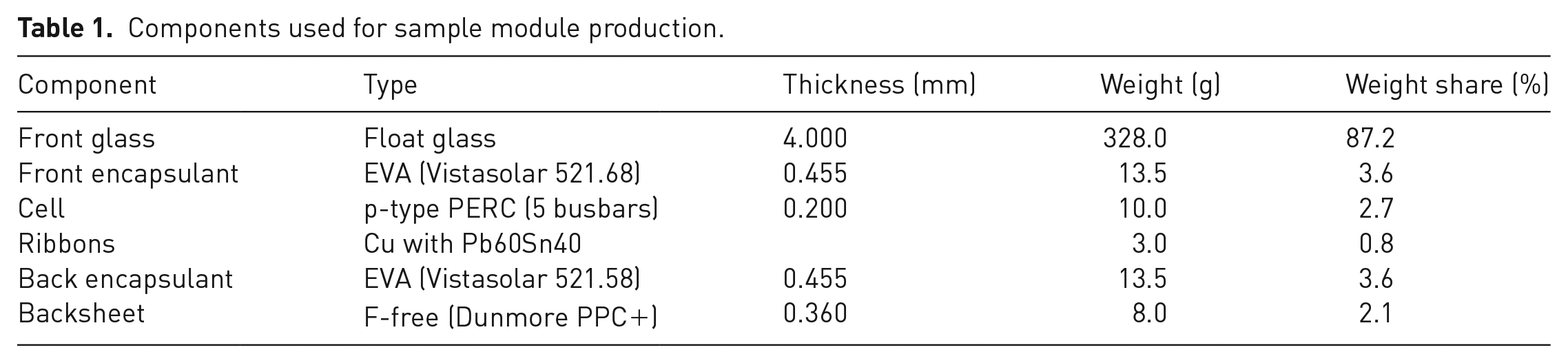
Specifically made sample modules (200 × 200 mm) containing one c-Si cell were used. Their layer structure is the same as the one found in real-life modules (compare Figure 1), although no frame and junction box were attached. Details about the components and their properties can be found in Table 1. Components weights were obtained by measuring multiple pieces (n = 10 for every component except ribbons where n = 20) of the respective component before sample lamination. The numbers shown represent the median value and are referenced to the amount contained in one module sample. This means one piece for every component except for the ribbons (10 pieces). In Figure 2 the front- and backside of the samples (before thermal treatment) are shown.
Components used for sample module production.
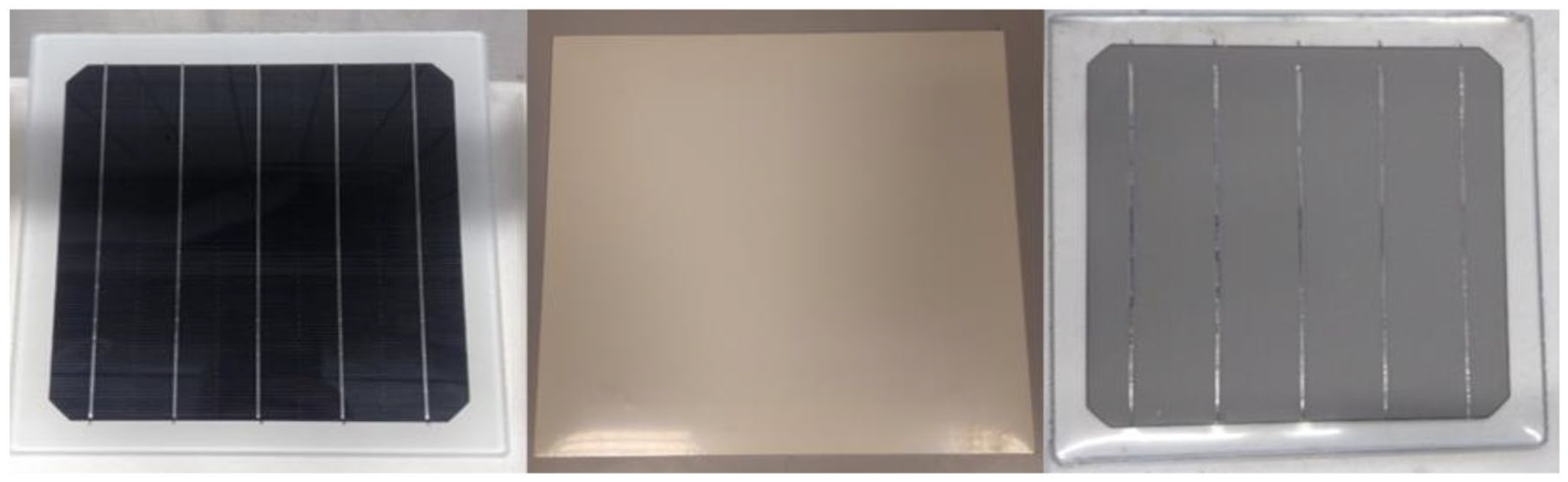
Module samples: frontside (left), backside without pre-treatment (middle), backside with pre-treatment (right).
Furnace
For the pre-treatment as well as the thermal treatment itself a muffle furnace (Nabetherm L9/S27) with a maximal temperature of 1100°C was used. The atmospheric conditions inside the furnace were not regulated; therefore, all experiments took place under ambient air.
Pre-treatment
Pre-treatment in this work refers to the removal of the backsheet before the actual thermal treatment. This was done by placing the sample glass-down on a ceramic tray in the muffle furnace for 10 minutes at a constant temperature of 170°C, which led to softening of the encapsulant. Subsequently the backsheet was manually peeled-off with the help of a pair of tweezers. The time needed for the removal was approx. 1 minute. The module was then cooled down to room temperature before being subjected to the thermal delamination process.
All subsequent steps (see following sections) were performed in identical fashion for samples with and without pre-treatment.
Determination of critical treatment duration (main thermal treatment)
The critical treatment duration, at a certain temperature, is defined as the time needed to achieve complete polymer removal from the sample structure through the thermal delamination process. As no direct observation of the sample inside the furnace was possible, the determination of the critical treatment duration was performed iteratively in a two-stage process for different temperatures – 450°C, 500°C, 550°C and 600°C. In the first stage samples were placed one at a time in the pre-heated furnace for varying durations of 15, 30, 45, 60, 90 and 120 minutes. After the removal of the sample from the furnace a qualitative assessment of treatment success was performed. Relevant criteria were the absence of visible black residues on any part of the sample and the possibility of easy manual separation of the components glass, cell and ribbons from one another. Examples of results and how they were categorized can be seen in Figure 3.
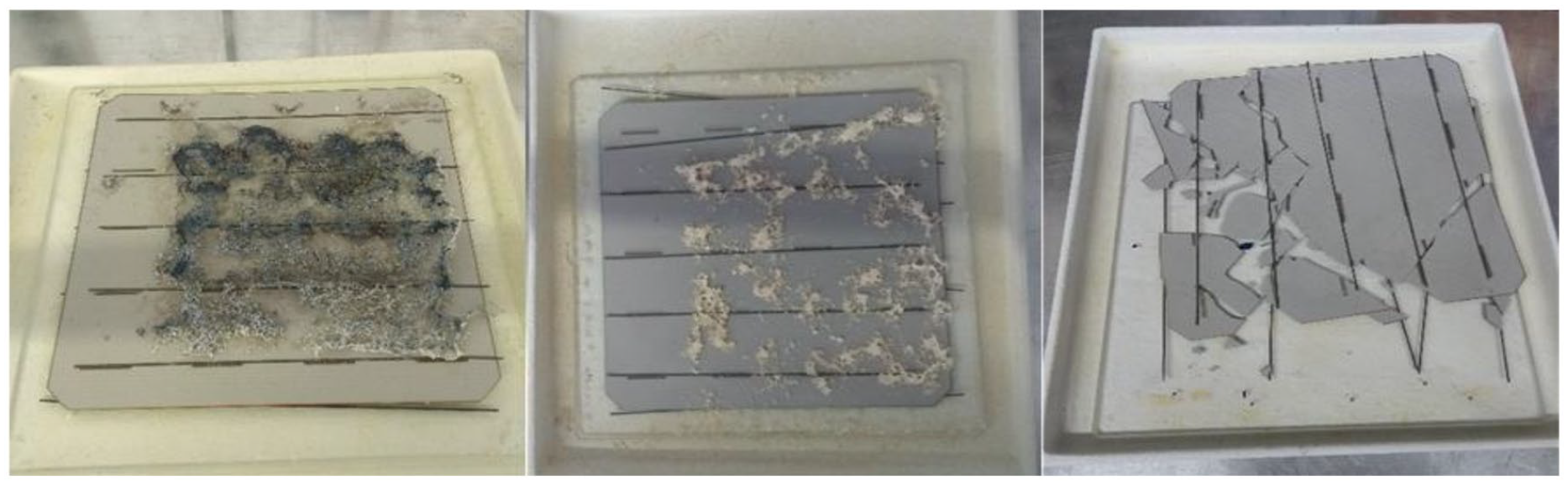
Assessment of samples after thermal treatment: incomplete polymer removal (left) complete polymer removal (middle and right).
This first stage resulted in a time window of either 15 or 30 minutes for each temperature where the upper limit led to complete polymer removal while the lower limit did not. In a second stage this narrower time window was further investigated for each temperature (with the exception of 450°C). Again, a sample was placed in the pre-heated furnace. As a first value for the duration the middle point of the previously worked out time interval (e.g. 53 minutes for the interval 45–60 minutes) was used. Afterwards, the sample was removed from the furnace and assessed in the same way as described for stage 1. In case of complete polymer removal, the treatment duration was lowered for the next sample by using the new middle point (e.g. 49 minutes for the interval 45–53 minutes). In case of insufficient removal, the duration was increased for the next sample, again using the new middle point (e.g. 56 minutes for the interval 53–60 minutes). By iterating this process, the critical treatment duration at 500°C, 550°C and 600°C (while also differentiating between samples with and without pre-treatment) was determined.
Output characterization
The main outputs (glass, cell, ribbons) along with other solid residues obtained from the thermal process at the critical treatment duration for every considered temperature were cooled down to room temperature, weighed and subjected to chemical analysis. Cell, ribbons and other residues were fully disintegrated in accordance to ÖNORM EN 13656:2002-12 and then analysed by inductively coupled mass spectroscopy (ICP-MS) based on ÖNORM EN ISO 17294-2:2017-01 for 33 constituents. For the glass, only the surface contaminations were of relevance. Therefore, a different form of sample preparation was used. The glass sheet was placed in aqua regia for 6 hours. After removal of the glass, the solution was topped off to 250 ml and analysed by ICP-MS based on ÖNORM EN ISO 17294-2:2017-01 for the same 33 constituents. In addition, virgin samples of glass, cell and ribbons were characterized according to the methods described above in order to obtain reference values.
Results and discussion
Determination of critical treatment temperature
After the first stage, the following time windows were obtained in relation to temperature and pre-treatment: 60–90 minutes (500°C, no pre-treatment), 30–45 minutes (500°C, with pre-treatment), 45–60 minutes (550°C, no pre-treatment), 15–30 minutes (550°C, with pre-treatment), 30–45 minutes (600°C, no pre-treatment) and 15–30 minutes (600°C, with pre-treatment). At 450°C even the longest considered treatment duration of 120 minutes did not lead to satisfactory results in regard to polymer removal. Therefore, no second stage was conducted for this temperature.
Table 2 shows the final results (stage 2) in regard to the critical treatment duration determined in relation to the temperature and the use of pre-treatment.
Critical treatment duration in relation to temperature and deployment of pre-treatment.

Two distinct trends can be identified. First, an increased temperature leads to shorter treatment durations for the delamination process. Second, the pre-treatment reduces the critical treatment duration significantly (>45%) at all considered temperatures. The absolute time reduction (in minutes) is higher at lower temperatures. The time reduction is at least in part achieved due to the fact that the overall mass of polymers which needs to be removed is lower if the backsheet is taken off beforehand. In terms of measuring the overall treatment duration, the additional time needed for pre-treatment also has to be considered. The method used in this work takes 11 minutes. Therefore, the processes with pre-treatment are shown to be advantageous in regard to the overall treatment duration at all considered temperatures.
Output characterization
The thermal process results in three main outputs – the glass sheet, the cell and 10 pieces of ribbons (Figure 4). For samples without pre-treatment an additional white powder residue remains after treatment (compare Figure 3, middle).
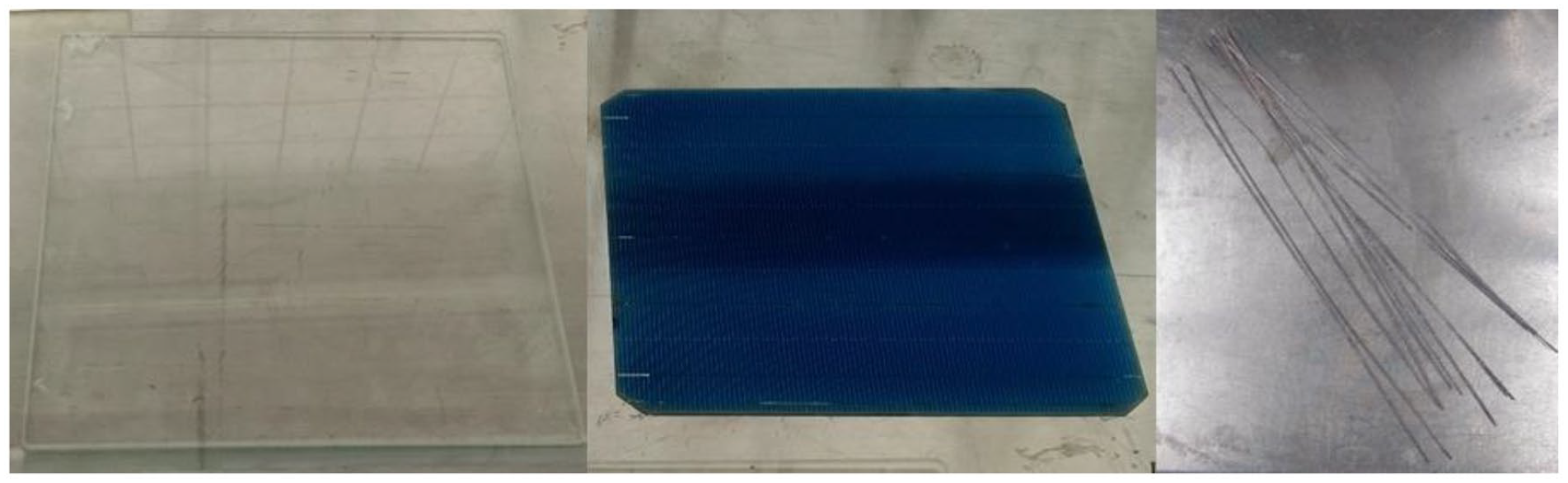
Main outputs after thermal treatment: glass (left), cell (middle) and ribbons (right).
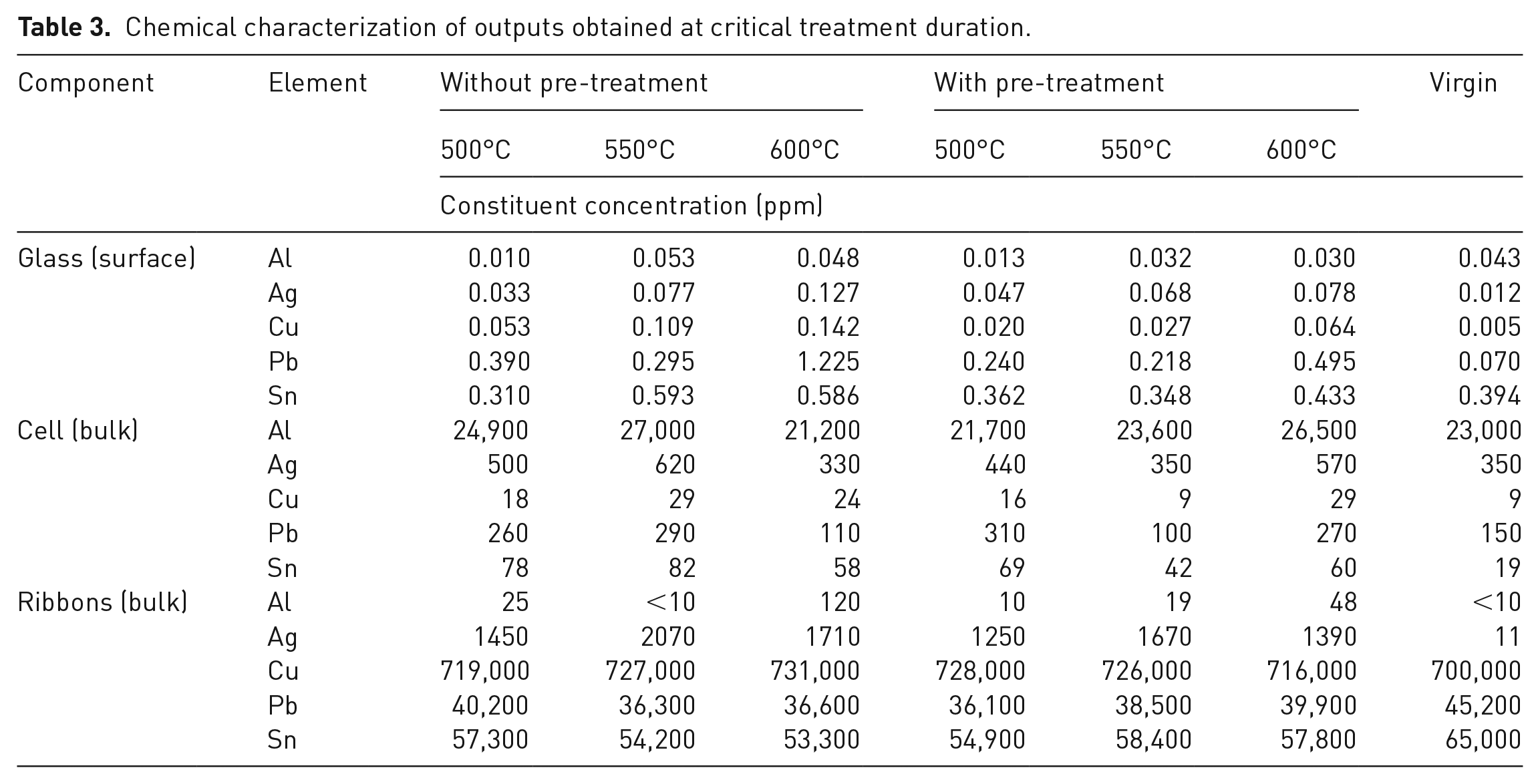
In Table 3 the results of the chemical characterization are shown. While more constituents were analysed the results presented here focus on materials associated with the different components in PV modules (Al, Ag, Cu, Sn, Pb), which are also of significance for subsequent processing/recovery. In the following sections the results and the related implications in regard to further processing are discussed for each output individually.
Chemical characterization of outputs obtained at critical treatment duration.
Glass
The glass sheet was always recovered in unbroken condition. The average weight was 327.8 g and therefore not significantly different from virgin material (328.0 g). No trend in regard to the temperature or the use of pre-treatment could be observed in relation to the weight. In regard to the surface contaminations, an increase for Ag, Cu and Pb is visible when comparing the recovered material with its virgin counterpart. Furthermore, it can be seen that the pre-treated samples produce outputs with lower contamination values in most cases. The reason for this is currently not clear, and further investigations in this matter are needed in order to determine whether this is coincidental or not.
The overall surface contaminations with non-ferrous metals (1–2 ppm) are very small for all analysed cases. Mechanical delamination processes produce a glass fraction with contaminations of over 200 ppm of non-ferrous metals and therefore can be used as a secondary raw material only in lower-quality products such as insulation materials (Heitmann, 2018; Wambach, 2017). The glass obtained by thermal delamination in comparison might be used for high-quality applications, for example, as secondary raw material in flat glass production where contamination thresholds for non-ferrous metals are a few ppm (Heitmann, 2018).
Cell
Contrary to the glass sheet, the cell was not always recovered in an undamaged fashion but rather with different degrees of fragmentation. No obvious correlation between the breakage probability and patterns on one side and treatment temperature, duration and the use of pre-treatment on the other side could be observed. More detailed investigations in regard to cell breakage and possible mitigation measures can be found in Lee et al. (2018) and Park et al. (2016) but are not further discussed here, as the goal of this work was not the recovery of intact cells.
The average weight of recovered (unbroken) cells was 10.1 g; the difference to virgin material (10.0 g) is considered negligible. When looking at the chemical characterization, an increase in Cu, Pb and Sn concentrations is observed in comparison to the virgin material. However, no distinct trend in relation to the treatment temperature or the use of pre-treatment can be identified. While not shown in Table 3, the performed characterization also showed (as it was expected) that silicon was the main constituent of the recovered cells. Extensive work on further processing of solar cells has been performed, in most cases even using some form of thermal treatment to obtain the cells from a laminated module structure. Examples in this regard include the works of Huang et al. (2017), Kang et al. (2012), Klugmann-Radziemska and Ostrowski (2010) and Shin et al. (2017). A hydrometallurgical approach processing cells and ribbons at the same time is described by Jung et al. (2016). The cells and cell fragments obtained by thermal delamination in this work are seen as a suitable input for the processing options described in literature, as none of the results obtained would indicate the contrary.
Ribbons
All ribbons were recovered unbroken. In most cases the individual strings were already separated from the cell (lying on top and below them) after the delamination process. In cases when they were still attached to the cell, a quick manual removal was always possible. The average weight of 10 ribbons was established as 3.0 g, and hence, identical to the virgin material.
In regard to the chemical characterization no systematic trend can be observed when comparing the material obtained under the different treatment conditions. However, in comparison to the virgin material two trends are visible. First, the content of Ag in recovered ribbons is a lot higher than in the virgin material. This might be attributed to the fact that silver from the cell busbars is removed by the ribbons when detaching from the cell. Second, the content of Sn and Pb (which stems from the coating) in recovered ribbons is slightly lower than that of virgin material. As the melting point of these materials individually and as an alloy (231.9°C for Sn, 327.4°C for Pb and 183°C for the alloy according to Hansen, 1958; Smithells et al., 2004) is well below the used treatment temperatures, a certain mobility is possible. This phenomenon is further supported by the fact that small silver-coloured spheres could be observed after treatment (see also next section).
In regard to further processing options, the use of recovered ribbons in a pyrometallurgical copper recycling process, most likely as an input in the converter furnace, is feasible in accordance with the determined composition. During the copper recycling other metals (Pb, Sn and Ag) are removed and have additional recovery concepts in place, leading to a high overall recovery of the material contained in the ribbons (King et al., 2002).
Residues
Besides the main outputs described above, a white powder residue for all samples without pre-treatment remained after thermal treatment, while it was absent in all cases where pre-treatment was performed. For this reason, it can be concluded that the residue has to stem from the backsheet. Analysis showed the main constituent to be titanium, which (in the form of titanium dioxide) is often used in white backsheets as a pigment additive (Geretschläger et al., 2016). It was not possible to measure the weight of this residue but the amount is (at least through visual assessment) deemed significant. After treatment the powder is a contaminant for the outputs, and its absence for pre-treated samples can be seen as positive in regard to further processing. Additionally, small round objects were detectable in the ceramic tray in all considered cases. Analysis showed that Sn and Pb were the main components, and therefore, it is assumed that this material was detached from the ribbon coating. In relation to the overall output the weight of this residue was identified as negligible (<0.01%) and is therefore not part of the considerations for further processing.
While no flue gas characterization has been performed in this work, this topic is of high importance and is therefore discussed briefly. Danz et al. (2019) have shown that F-containing backsheets (containing PVF or PVDF) release notable amounts of fluorine (mostly in the form of hydrofluoric acid) when subjected to a thermal process. Detrimental effects on the environment and human health are expected if these emissions are handled incorrectly. Furthermore, an increased corrosion of equipment is possible (Tewarson et al., 1994). The removal of the fluorine source (backsheet) before the thermal delamination process eliminates these problems and should therefore be seen as advantageous in this regard.
Conclusion
Findings
The presented work deals with certain (but not all) aspects that are of importance when considering the implementation of a thermal process as a delamination step in the recycling of c-Si PV Modules. A clear correlation between the treatment temperature and the time needed to achieve complete polymer removal from the module structure (=critical treatment duration) was established, showing that higher temperatures lead to a noteworthy time reduction, for example, 50% when using 600°C instead of 500°C. In regard to output quantity and quality no systematic dependency on the used treatment temperature was identifiable. The main process outputs – glass, cell and ribbons – all have, on the basis of the performed chemical characterization, established further processing routes available.
The effect of backsheet removal from the module structure before the delamination step has also been analysed in regard to the critical treatment duration. Here it was shown that a significant time reduction for the delamination step at a set temperature was achieved when performing pre-treatment. The overall process time (=pre-treatment and delamination) was also lower for all considered cases. Looking at output quality and quantity of samples with and without pre-treatment, no difference in regard to the main outputs was detectable. However, pre-treatment led to the absence of white powder residue (identified as TiO2) which was present when no pre-treatment was performed. This residue can be seen as a contaminant for further processing. Considering this, the aforementioned reduction in overall process duration as well as the advantages in regard to flue gas (when dealing with F-containing backsheets), the implementation of a pre-treatment step seems sensible in any case. In relation to F-containing backsheets the time reduction achieved by pre-treatment might be even higher than the results shown here. This is due to the fact that fluoropolymers are in general considered more temperature resistant than polyolefins (Lyon and Janssens, 2005), therefore possibly leading to an even longer critical treatment duration for modules without pre-treatment compared to the values shown in this work for modules with polyolefin-based backsheets.
Outlook and recommendations for future work
As the properties of output materials are very similar in all covered cases, the treatment time (which varies significantly) should be considered as one of the main aspects for process design. While higher temperatures lead to a reduction in process time, they also cause an increase in energy demand per time unit. In order to identify the most energy-efficient approach (energy demand per treated module), the correlation between treatment temperature and energy demand needs to be further investigated and considered in a holistic assessment. Furthermore, an environmental and financial assessment of the process is advisable in order to enable a comparison with the status quo as well as other emerging technologies in this field.
One final aspect which needs to be considered in regard to the upscaling potential of a thermal delamination process is the separation of the solid outputs after thermal delamination. The manual separation performed in this work is feasible at lab scale but usually this is not the case when looking at industrial implementation. An effective sorting/separation of the materials is, however, of high importance in order to enable their use in the further processing routes mentioned in this work.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Austrian Research Promotion Agency (FFG); Austrian ‘Energy Research Program’ project ’PVRe² − Sustainable Photovoltaics’ (Grant Number: 867267).