
Abstract
The increased use of recycled asphalt pavements (RAP) is motivated by the need to enhance resource efficiency and reduce environmental effects. Asphalt recycling agents may also be added to high RAP mixtures to mitigate the impact of stiff, brittle RAP binder, leading to enhanced performance. This study evaluated the properties of binders and mixtures that contain high RAP (i.e., 40%) and a recycling agent. The results were compared against a mixture with 25% RAP and no recycling agent. Concerning the binder properties, the recycling agent enhanced the low-temperature properties and decreased stiffness more than it affected the high-temperature properties. However, the recycling agent increased the aging susceptibility of the asphalt binder. Mixture performance tests showed that the high RAP mixture with recycling agent had comparable or even better performance at intermediate and high temperatures than the mixture with 25% RAP. These findings demonstrate the benefits of adding the recycling agent utilized in this study to increase the RAP content in the mixture while restoring binder properties and improving cracking resistance. However, one must consider the potential impact of recycling agents on accelerating mixture aging.
Keywords
Reclaimed asphalt pavement (RAP) is increasingly incorporated in asphalt mixtures because of positive economic and environmental impacts ( 1 ). However, RAP binders are brittle and have a decreased capacity for stress relaxation owing to their oxidation during pavement service ( 2 ). Consequently, there is a concern about premature cracking of mixtures, especially those with high RAP content (i.e., higher than 25%) ( 3 ).
Researchers utilized different cracking tests to evaluate mixtures incorporating high RAP content and asphalt recycling agents. Some studies used the indirect tension asphalt cracking test (IDEAL-CT) ( 4 – 7 ). They concluded that using RAP alone would reduce its cracking tolerance index (CTIndex) at intermediate temperatures, which means less resistance to cracking. However, adding the appropriate dose of recycling agent could mitigate this issue and increase the CTIndex. Several studies used the disk-shaped compact tension (DCT) to evaluate cracking resistance. The fracture energy (Gf) is the primary outcome of this test ( 8 – 10 ). Hill et al. ( 9 ) observed that the type of asphalt binder used in the mixture affected the fracture energy and peak load of the asphalt mixtures. This study concluded that while RAP decreased the fracture energy, biomodified asphalt binder increased the mixture resistance to fracture. Elkashef et al. ( 11 ) investigated the fatigue and thermal cracking characteristics of binders and mixtures produced with RAP and recycling agents. Based on the DCT results, they concluded that using a recycling agent improved the fracture energy.
Some studies indicated that including RAP improves the rutting resistance of the mixtures; however, adding a recycling agent increases susceptibility to rutting. For example, Mogawer et al. ( 12 ) demonstrated that recycling agents can be utilized in mixtures with high RAP content to reduce stiffness. However, this study found that rutting resistance, measured using the Hamburg wheel tracking (HWT) device, was reduced by incorporating recycling agents at high doses. Accordingly, the researchers advised that rutting performance should be evaluated to select an adequate dose of recycling agents. This is in agreement with the findings of Nazzal et al. ( 13 ), who showed that some recycling agents had a negative impact on rutting resistance. Tran et al. ( 14 ) indicated that the recycling agent effectively brought the intermediate-temperature and low-temperature cracking performance of 50% RAP mixture close to those of the virgin mix. This was achieved without compromising the mixture’s resistance to rutting and stripping. The outcomes of these studies point out that selecting the recycling agent dose is crucial for RAP mixtures to achieve balanced cracking and rutting performances ( 15 – 17 ).
An area that has recently gained attention is the effect of recycling agents on the aging characteristics of binders and mixtures. Based on the recycling agent source and chemical composition, a recycled binder may age at a faster rate than a virgin binder ( 18 , 19 ). Masad and Rojaa ( 19 ) used atomic force microscopy to study the effect of a recycling agent on aging; they found that the recycling agent accelerated the increase in stiffness with aging. Understanding the recycling agent’s aging and rheological characteristics aids in selecting binders that are compatible with the recycling agent and less susceptible to aging.
The main objective of this study is to characterize a high RAP mixture (40% RAP) with a bio-based recycling agent and compare its performance against a mixture with moderate RAP content (25%). A survey by Choi ( 20 ) showed that recycling agents are often used when the RAP content exceeds 26% RAP. Therefore, the 25% RAP mixture used in this study did not include a recycling agent. The experimental program incorporates comprehensive binder rheological tests and performance indicators. In addition, it focuses on achieving a balanced mixture performance by using several cracking and rutting performance tests. The study also investigated the effects of recycling agents on the aging characteristics of the asphalt binder.
Material Preparation
Materials
The virgin asphalt binder was selected from the inventory of the Center of Infrastructure Renewal (CIR) at the Texas A&M Transportation Institute (TTI). This binder was used and characterized in a previous project (NCHRP 20-4424) ( 21 ). It was an unmodified binder with a continuous grade of performance grade (PG) 67.3-23.5, with a standard grade of PG 64-22. All the aggregates, RAP, and mix designs used in this study were sourced from the State of Delaware. The RAP was received and stored in an open environment at the CIR for about two years before fabricating the mixtures. The nominal maximum aggregate size (NMAS) of the RAP was 12.5 mm (1/2 in.). The recycling agent used in this research was a bio-based oil derivative.
Asphalt Binder Blend Preparation
Table 1 shows the composition of the different asphalt binder blends utilized in this study. The blend preparation started with preheating the virgin asphalt binder at 160°C for about 15 min. The recycling agent, when used, was added to the virgin asphalt binder and hand-stirred for 30 s.
Asphalt Binder Blends Description
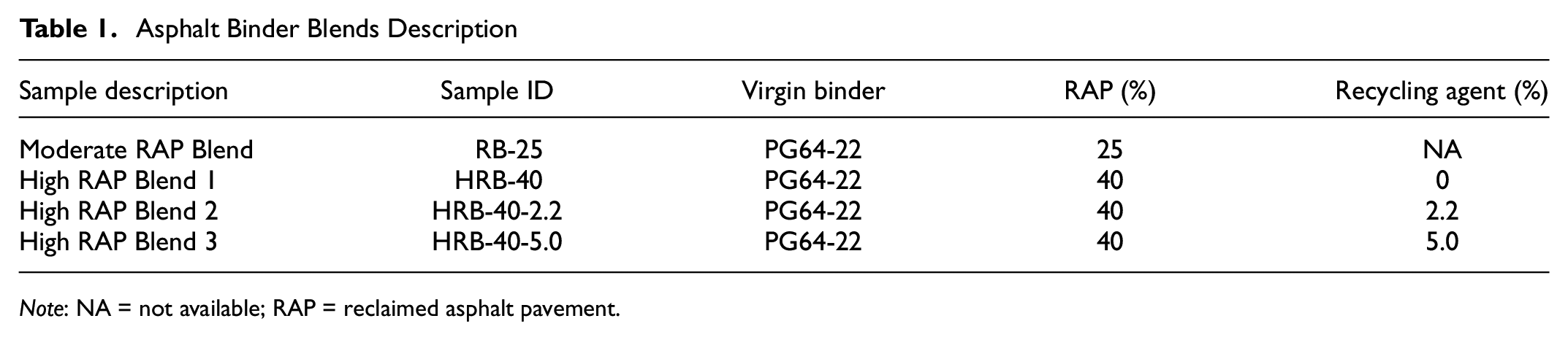
Note: NA = not available; RAP = reclaimed asphalt pavement.
The RAP binder was extracted by the asphalt analyzer or automated extraction using trichloroethylene (TCE) following ASTM D8159, and it was recovered via rotary evaporator following ASTM D5404 ( 22 , 23 ). The RAP binder was heated and stirred for about 15 min at a high temperature (between 160 and 200°C). Then, the RAP binder was added to the pre-heated virgin asphalt that was pre-dosed with the recycling agent. This entire blend was kept in the oven for one minute and hand-stirred for 30 s using a spatula ( 21 ). This process was repeated to achieve homogeneity. Depending on method requirements, the blends were tested in different aging conditions: unaged, short-term aged in the rolling thin film oven (RTFO), and long-term aged in the pressure aging vessel for 20 h (PAV20). The RTFO aging was conducted immediately following the blend preparation to prevent further re-heating and aging.
The recycling agent dose was determined such that adding it to the HRB-40 blend (Table 1) would make its low-temperature performance grade (PGL) the same or close to that of the virgin binder. This was achieved by preparing and determining PGLs of a blend HRB-40 without a recycling agent and another one with 5% recycling agent by the weight of total binder (HRB-40-5.0 as noted in Table 1). Then, interpolation was used to find the recycling agent doses at the standard PGL of −22°C and the continuous PGL of −23.5°C associated with the virgin asphalt binder. As shown in Figure 1, the recycling agent’s dose was 1.8% and 2.8% at −22 °C and −23.5°C, respectively. Based on these results and recommendations from previous studies ( 19 , 20 ), it was decided to select a recycling agent dose of 2.2% that falls in the middle of this range (HRB-40-2.2 as noted in Table 1). A high dose of 5.0% was also used to quantify the effect of the recycling agent quantity on blend performance. The recycling agent dose replaced an equivalent amount of the virgin binder by weight.
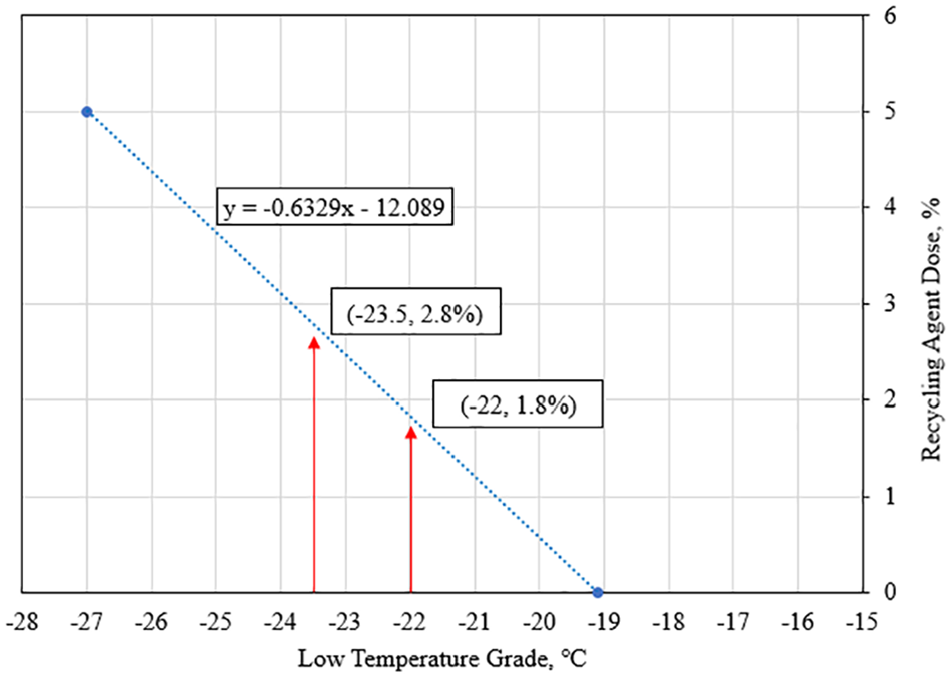
Selection of recycling agent dose such that the HRB-40- recycling agent % blend has a low-temperature performance grade (PGL) of the virgin binder.
Asphalt Mixture Preparation
Table 2 shows the four different mixtures prepared in this study. The goal was to determine the effect of the recycling agent on the performance of a high RAP mixture (40% RAP) and compare it against a mixture with moderate RAP content (25% RAP) and no recycling agent. The recycling agent doses were selected to include the one determined from the binder study (2.2%), a lower value (1.6%), and a higher value (2.9%) that represent a range of reasonable values utilized in high RAP mixtures (±30% from the one determined from the binder study). The variation in recycling agent content helped examine its effect on cracking and rutting performance, where overdosing and softening may lead to rutting issues and insufficient additives may result in premature cracking.
Description of Reclaimed Asphalt Pavement (RAP) Mixtures
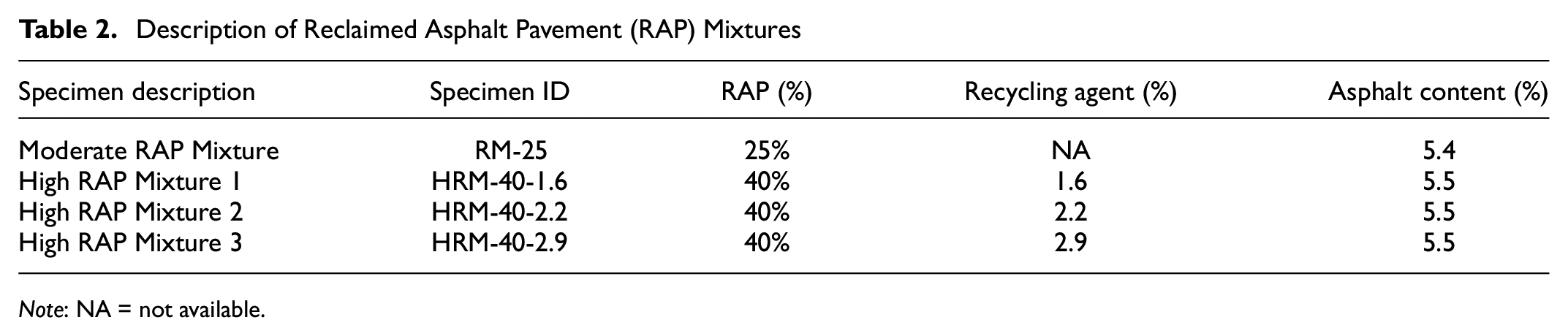
Note: NA = not available.
Figure 2 shows the gradations of the RAP mixtures, which were determined according to the Delaware Department of Transportation (DelDOT) Superpave mix design. The mixing procedure that was utilized to prepare the mixture specimens followed AASHTO T 255 ( 24 ). The virgin aggregate was oven-dried to a constant mass first, then preheated overnight to the specified mixing temperature (145°C). The RAP was placed in the oven at the specified mixing temperature (145°C) for 2 h before mixing. The virgin asphalt binder was heated for 2 h before mixing at the required mixing temperature (145°C). Ten minutes before mixing with the virgin aggregate and the RAP, the recycling agent was added to the virgin binder and thoroughly mixed using a mixing drill. Consequently, the blend of virgin asphalt binder and recycling agent was mixed with the virgin aggregate and the RAP using a mechanical mixer until the aggregate was thoroughly coated. After mixing, the loose asphalt mixture was emptied into a flat, shallow pan and placed in the oven for 2 h ± 5 min at the specified compaction temperature (135°C). This short-term oven aging (STOA) simulates the conditioning that the mixtures experience during production and placement. As will be discussed later, the IDEAL-CT and HWT test (HWTT) were conducted after STOA. Some specimens were placed in the oven for another 4 h at a temperature of 135 °C to represent intermediate oven aging (ITOA) ( 21 ). The DCT was conducted after the STOA and ITOA aging.
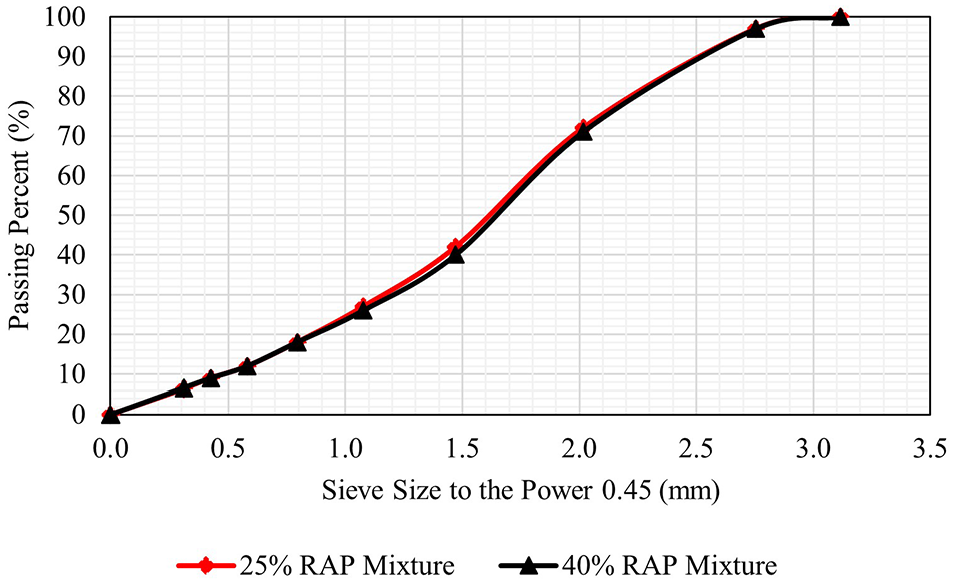
Gradations of 25% reclaimed asphalt pavement (RAP) and 40% RAP mixtures.
Following AASHTO T 209, aged mixtures were separated into two parts; one part was used to determine the maximum theoretical specific gravity ( 25 ), while the second part was used to compact asphalt specimens. Finally, the compacted specimens were placed on a flat table to cool down at room temperature for at least 2 h. Then, the specimens were placed in a storage room at temperature around 10°C if they were to be tested later ( 21 ).
Experimental Program
As shown in Figure 3, the experimental plan consisted of two main parts. The first part focused on binder blend evaluation, while the second focused on mixture evaluation. The details of the testing plan are provided in the following sections.
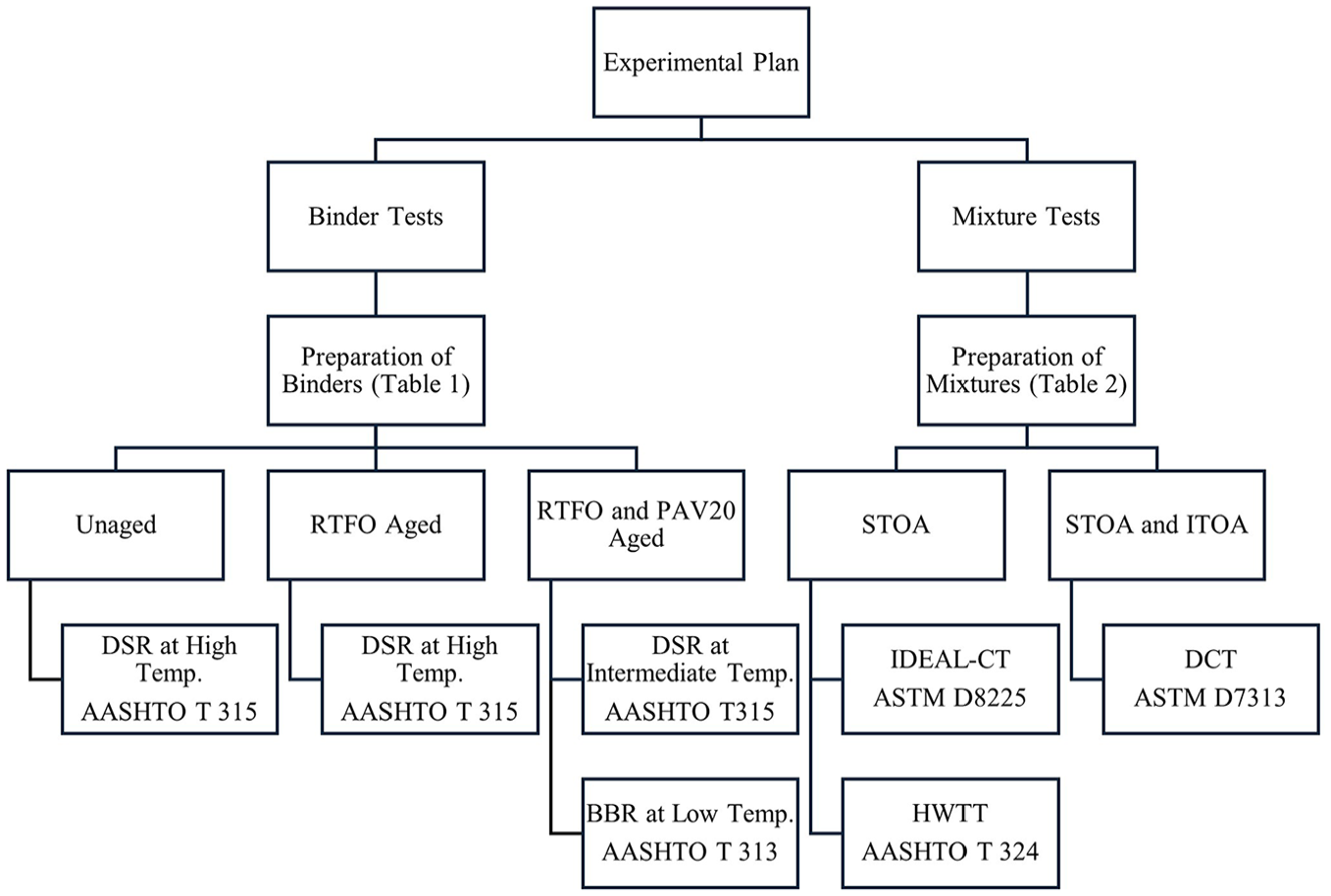
Outline of the binder blend and mixture experimental plan.
Asphalt Binder Tests
Dynamic Shear Rheometer (DSR)
The DSR was used to characterize the rheological properties of the binder blends following AASHTO T 315 and AASHTO M 320 ( 26 , 27 ). As previously mentioned, the binder blends were tested in various aging conditions (unaged, RTFO-aged, and RTFO/PAV20-aged). The DSR was used to obtain the high-temperature (PGH) and intermediate-temperature (PGI) properties of the binder blends listed in Table 1.
Bending Beam Rheometer (BBR)
The BBR test was conducted according to AASHTO T 313 ( 28 ), and the results were used to determine the PGL and the difference in critical temperature (ΔTc). This value is calculated by subtracting the critical temperature (Tm, critical) at which the blend’s m-value equals 0.3 from the temperature at which its stiffness value equals 300 MPa (Ts, critical). A more negative value of ΔTc indicates more aging and cracking susceptibility ( 29 ).
Asphalt Mixture Tests
Indirect Tension Asphalt Cracking Test (IDEAL-CT)
The CTIndex was determined using the IDEAL-CT test following ASTM D8225 to characterize mixture cracking resistance at an intermediate temperature of 25°C. Three replicates of each mixture in Table 2 were tested following 2 h of STOA ( 30 ). Figure 4a shows the IDEAL-CT machine used to measure the cracking resistance, and Figure 4b shows an example of an IDEAL-CT specimen where no cutting or notching is required. Equation 1 illustrates how the Gf, l75, and m75 are used with specimen dimensions to calculate the CTIndex. When compared with the CTIndex, the l75/m75 ratio shows the degree of flexibility in the asphalt mixture, and was shown to have a stronger correlation with oven aging ( 31 ). Figure 5 illustrates the parameters indicated in Equation 1.
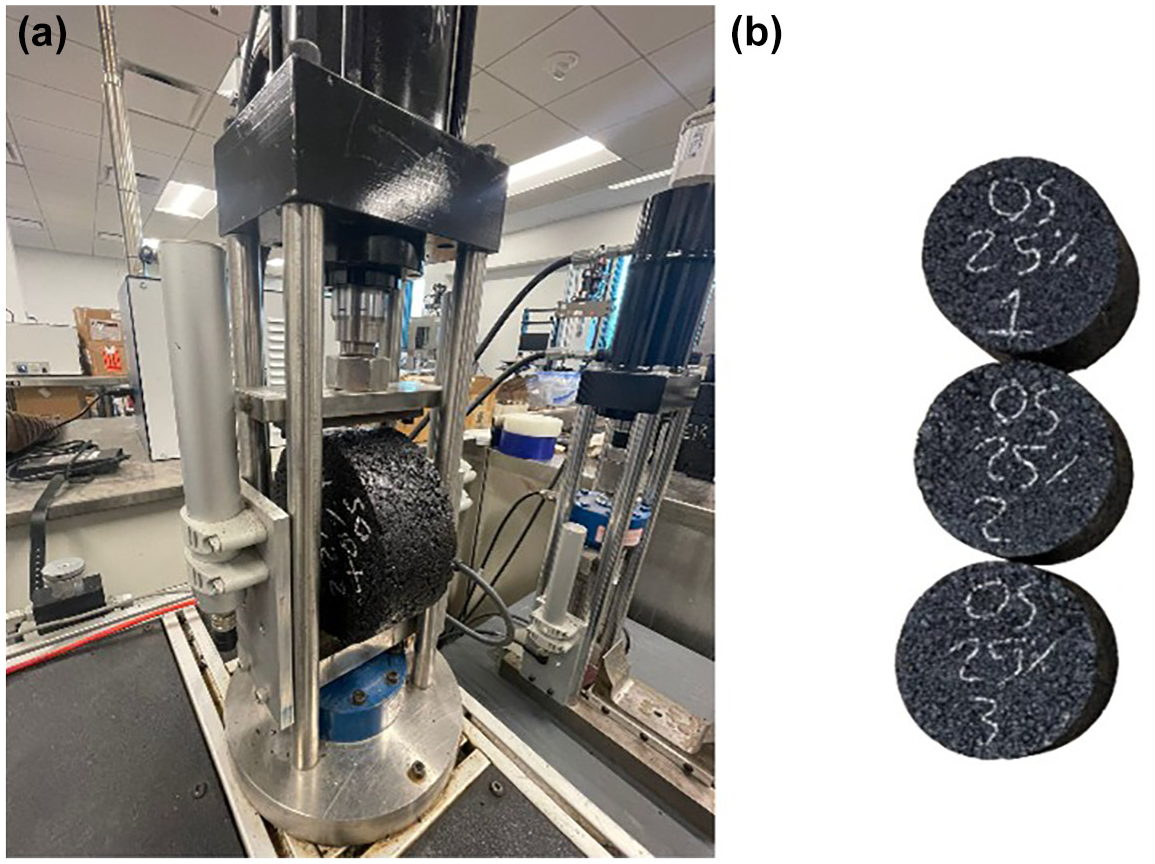
Indirect tension asphalt cracking test (IDEAL-CT) test: (a) test set up; and (b) test specimens.

where
CTIndex: the cracking tolerance index;
Gf : fracture energy (Joules/m2);
|m75|: absolute value of the post-peak slope m75 (N/m);
l 75 : displacement at 75% the peak load after the peak (mm);
D: specimen diameter (mm), and;
t : specimen thickness (mm).
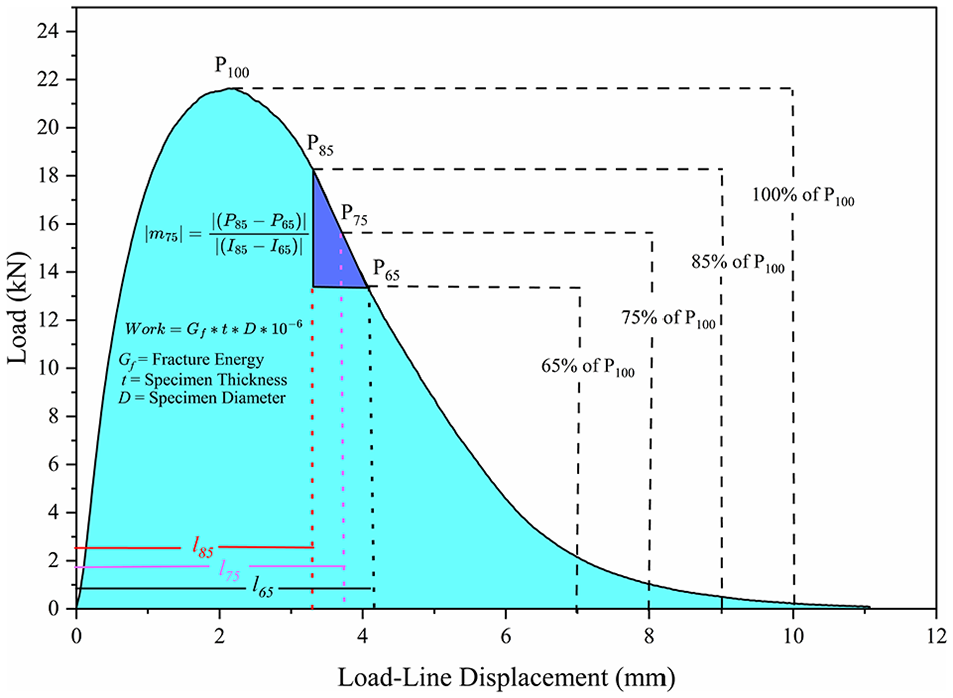
Recorded load (P) versus load-line displacement (LLD) (l) curve.
Disk-shaped Compact Tension Test (DCT)
The low-temperature fracture energy (Gf), as defined by ASTM D7313, was measured using the DCT test ( 32 ). Mixtures were tested after 2 h of STOA followed by 4 h of ITOA at 135°C. Two replicates of each mixture were evaluated at −12°C given the grade of the virgin binder PG 64-22. Equation 2 shows how the area under the crack mouth opening displacement fit (CMODfit), is used with specimen dimensions to calculate the Gf. Figure 6 illustrates the parameters indicated in Equation 2. A Gf value greater than 400 J/m2 is used as the criterion for satisfactory performance ( 33 ).

where
Gf : fracture energy (Joules/m2);
Area: area under load–CMODfit curve;
B: specimen thickness (m), and;
W – a: initial ligament length (m).
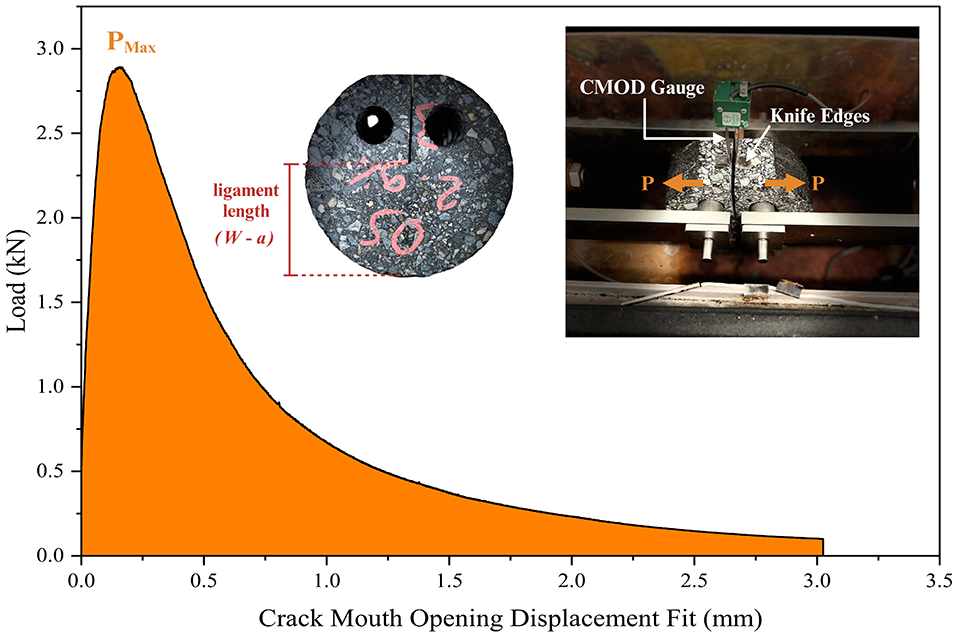
Load versus crack mouth opening displacement fit (CMODfit) curve.
Hamburg Wheel Tracking (HWT) Device Test
The HWT was conducted following AASHTO T 324 to assess mixture resistance to rutting and moisture susceptibility, as seen in Figure 7. The HWT captures the relationship between rut depth and load cycle as stated in the standard test method ( 34 ). Mixtures were STOA for 2 h. Two replicates of each mixture were subjected to 20,000 passes at a temperature of 50°C. Moreover, the stripping inflection point (SIP) is identified by the number of load cycles at the intersection of two fitted straight lines from the first and second steady-state regions of the HWT curve. The SIP is used to assess susceptibility to moisture damage ( 35 ). Moreover, Figure 8a shows the HWT device, and Figure 8b shows an example of the tested specimens.
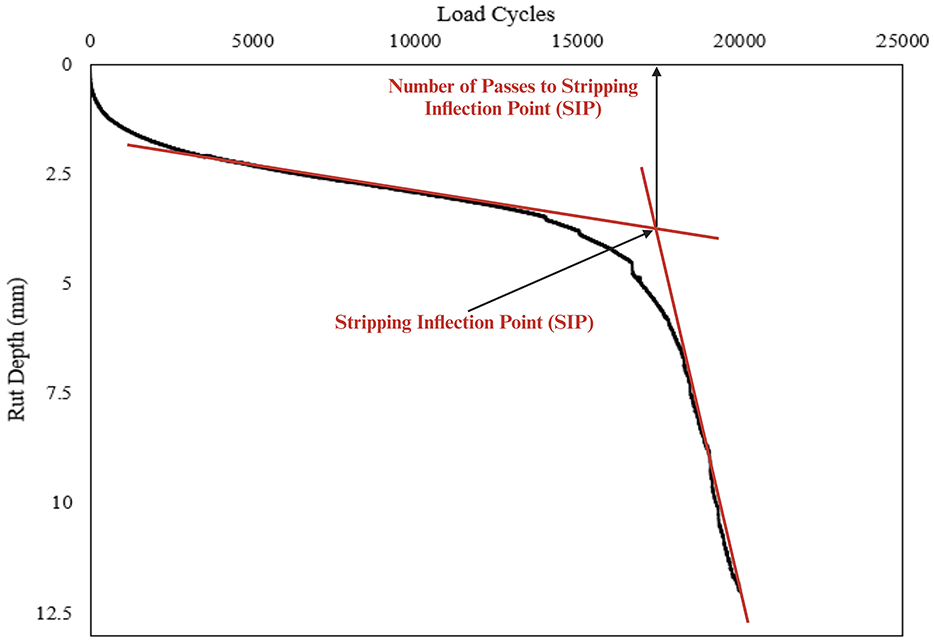
Hamburg wheel tracking test (HWTT) rut depth and load cycles schematic.
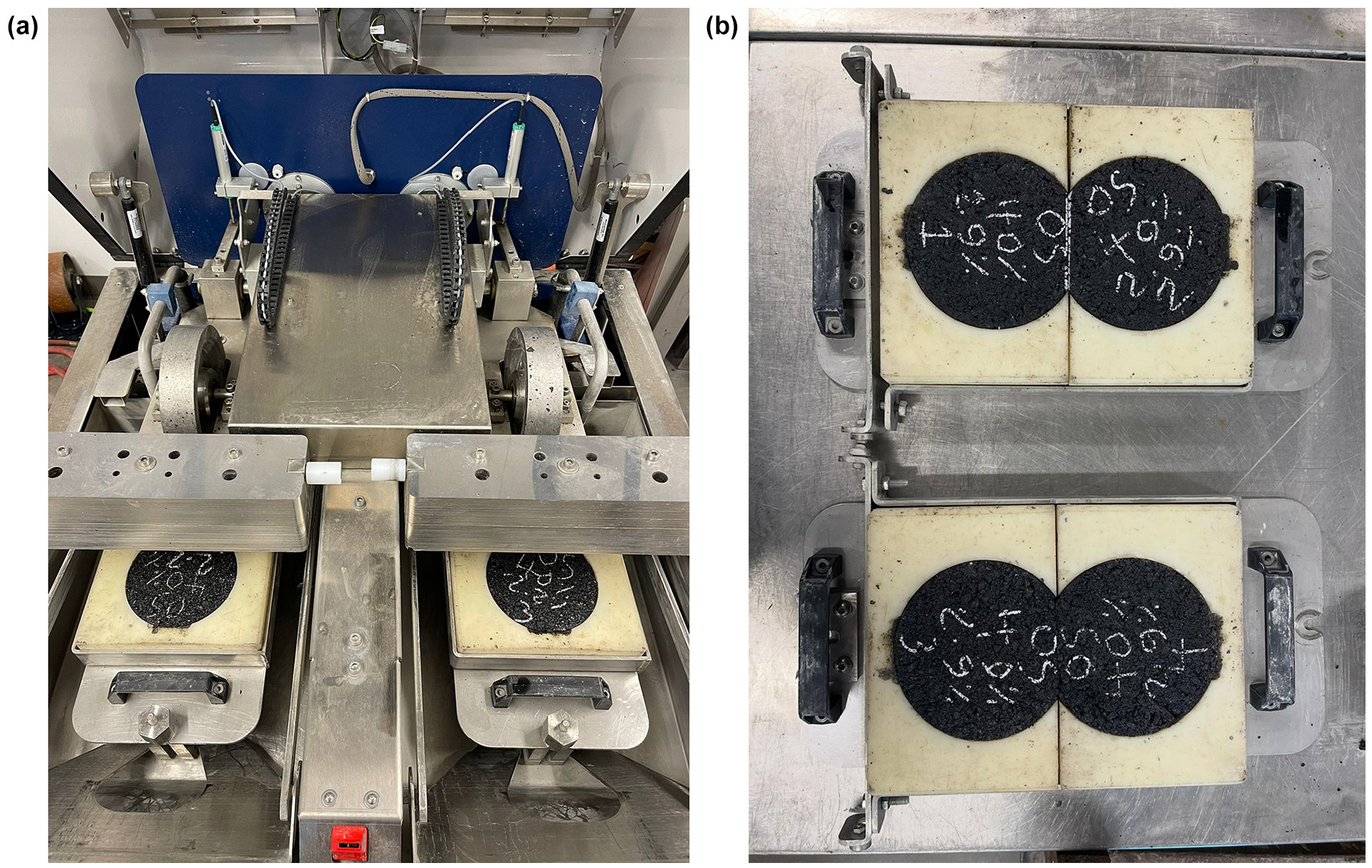
HWT Test: (a) Hamburg wheel tracking test (HWTT) device and (b) HWTT test specimens.
Results and Discussion
Figure 9 shows the black and white gradations of the RAP (i.e., before and after asphalt binder extraction) ( 36 ). The recycled asphalt binder content of 4.5% was determined by extracting and recovering the binder following ASTM D8159 and ASTM D 5404 standards, respectively.
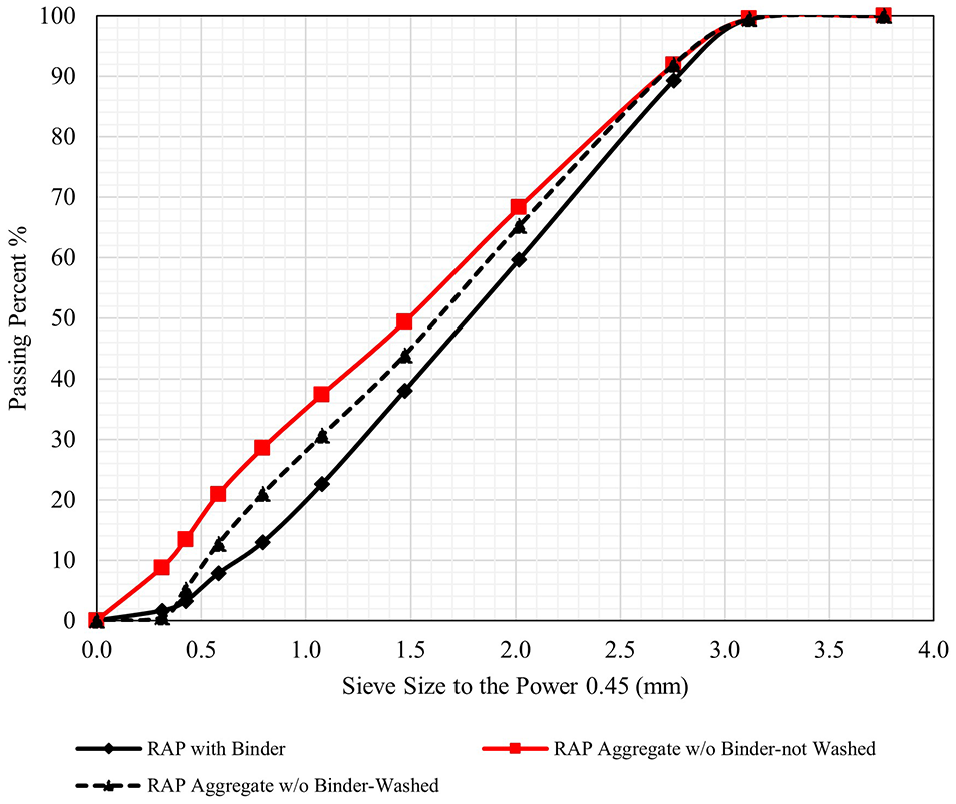
Gradation of reclaimed asphalt pavement (RAP) before and after binder extraction.
Asphalt Binder Blends Test Results
The properties of different asphalt binder blends are presented in Table 3. The virgin asphalt binder had a continuous PGH of 67.3. Conversely, the RAP binder had a much higher continuous PGH of 102 owing to field aging. RB25 and HRB40 had PGHs of 74.2 and 81.5, respectively. The use of recycling agent (HRB-40-2.2 and HRB-40-5) mitigated the increase in stiffness owing to using RAP binder. This can be seen in HRB-40-5, where the PGH changed from 81.5 before adding a recycling agent to 75.4 after adding 5% recycling agent. However, adding a 5% recycling agent was not enough to reach the PGH of the virgin binder or even that of the target climate. The results show that the PGL improved (i.e., lower value) with the addition of a recycling agent, which means more resistance to low-temperature cracking. It is noted that the HRB-40-2.2 blend had a PGL close to the target climate (i.e., −22).
Rheological Properties of the Asphalt Binders
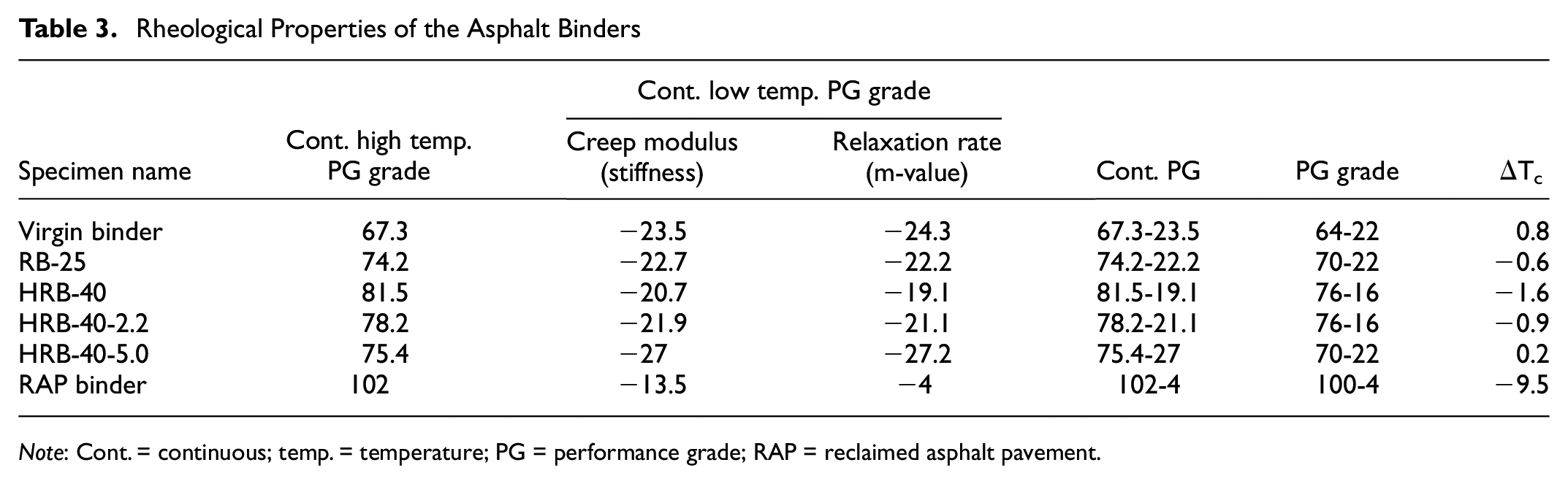
Note: Cont. = continuous; temp. = temperature; PG = performance grade; RAP = reclaimed asphalt pavement.
Table 4 shows the dynamic shear modulus |G*| at an intermediate temperature of 28 °C where cracking is of concern and the required PGI for the moderate RAP blend (PG 70-22). In this study, an aging index is defined as the ratio of |G*| of PAV-aged binder to that of unaged binder (Equation 3).

Dynamic Shear Rheometer results of the Reclaimed Asphalt Pavement Blends at a Temperature of 28°C
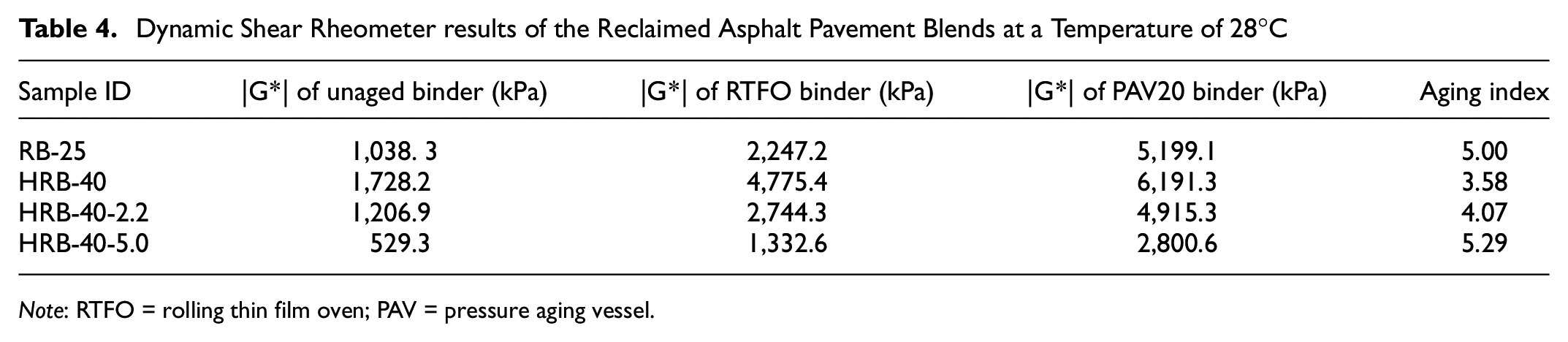
Note: RTFO = rolling thin film oven; PAV = pressure aging vessel.
As shown in Table 4, at all aging states, the |G*| at an intermediate temperature of 28°C increased when the RAP binder increased from 25% to 40%. The increase in the percentage of the recycling agent from 2.2% to 5.0% increased the aging index, indicating that the binder became more susceptible to aging. The 40% RAP blend had a lower aging index than the 25% RAP blend, which could be explained by considering that the 40% RAP blend contains more RAP material that has already aged in the field and is less susceptible to aging in the laboratory.
The effectiveness of the recycling agent in reducing stiffness was assessed by calculating the ratio of |G*| of HRB-40-2.2 and HRB-40-5.0 to that of HRB-40 at different aging states, as shown in Table 5. A higher ratio means the recycling agent was less effective in decreasing stiffness. As can be seen in Table 5, PAV20-aged binders had higher ratios than unaged and RTFO-aged binders. This means that the recycling agent became less effective in reducing stiffness as the binder was long-term aged ( 37 ).
Ratio of |G*| with Recycling Agent to the Blend Without Recycling Agent at a Temperature of 28°C

Note: RTFO = rolling thin film oven; PAV = pressure aging vessel.
Asphalt Mixture Results
Indirect Tension Asphalt Cracking Test (IDEAL-CT)
Table 6 presents the findings of the IDEAL-CT test. The results in Table 6 and Figure 10 show an increase in CTIndex when adding more recycling agent, suggesting an improvement in the cracking performance at intermediate temperatures. Compared with the results of the other three mixtures, the IDEAL-CT result indicated that the HRM-40-2.9 had the best cracking resistance. Moreover, Figure 11 shows the average load versus load-line displacement of all three samples for each mixture. The peak load decreased considerably when using a recycling agent, and the pre-peak slope became less steep. Moreover, Gf versus l75/m75 values were plotted in Figure 12, which is an alternative approach to analyzing the IDEAL-CT results suggested by Yin et al. ( 38 ). Gf measures the energy needed to fracture the specimen, and the l75/m75 parameter measures the specimen’s ductility. As seen in Figure 12, the Gf and the l75/m75 parameters tend to move to the lower right when more RAP is added. However, after adding 2.2% of the recycling agent (HRM-40-2.2), the mixture had almost similar Gf values to the moderate RAP mixture (RM-25), which means that this dosage is appropriate to match the Gf of the moderate RAP mixture.
Indirect Tension Asphalt Cracking Test (IDEAL-CT) Results
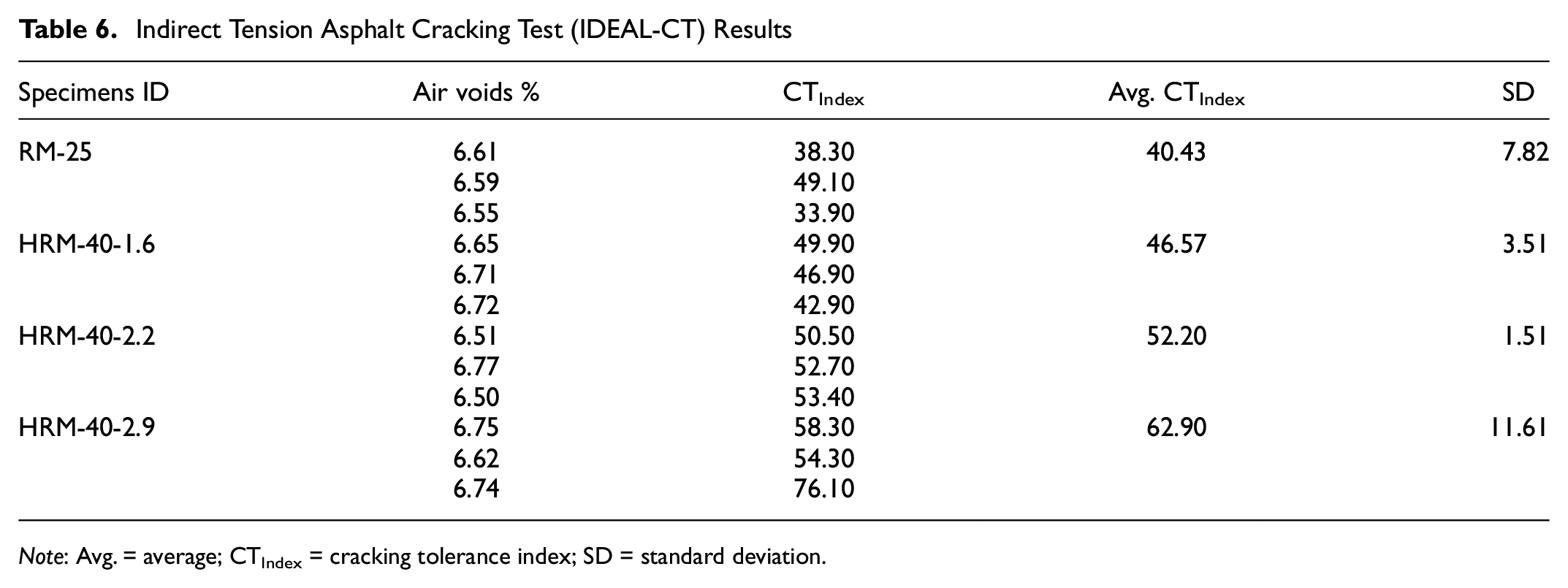
Note: Avg. = average; CTIndex = cracking tolerance index; SD = standard deviation.
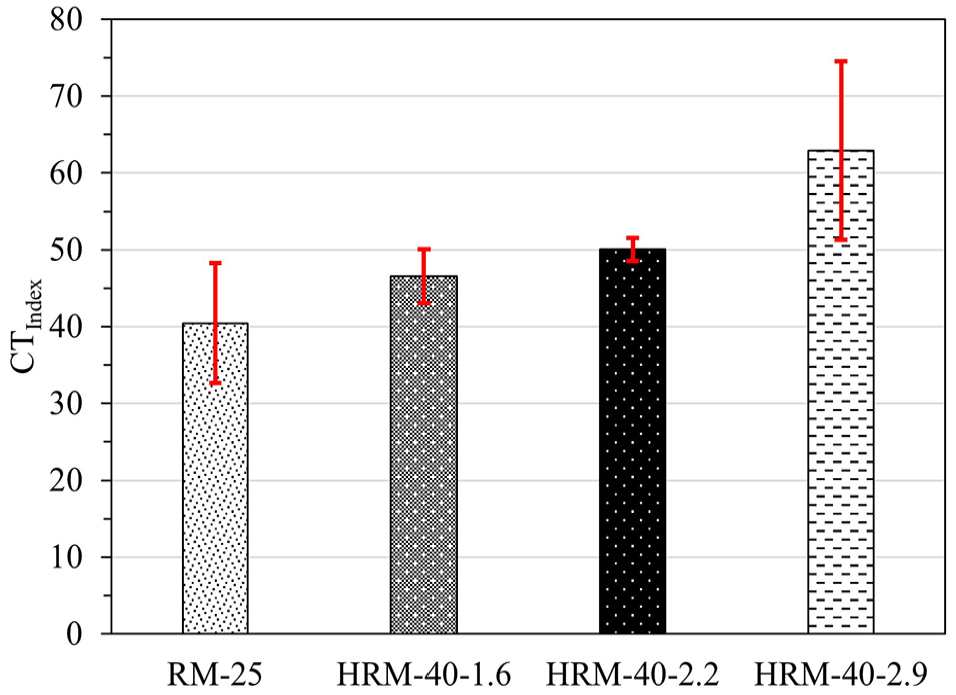
Average cracking tolerance index (CTIndex) of all mixtures.
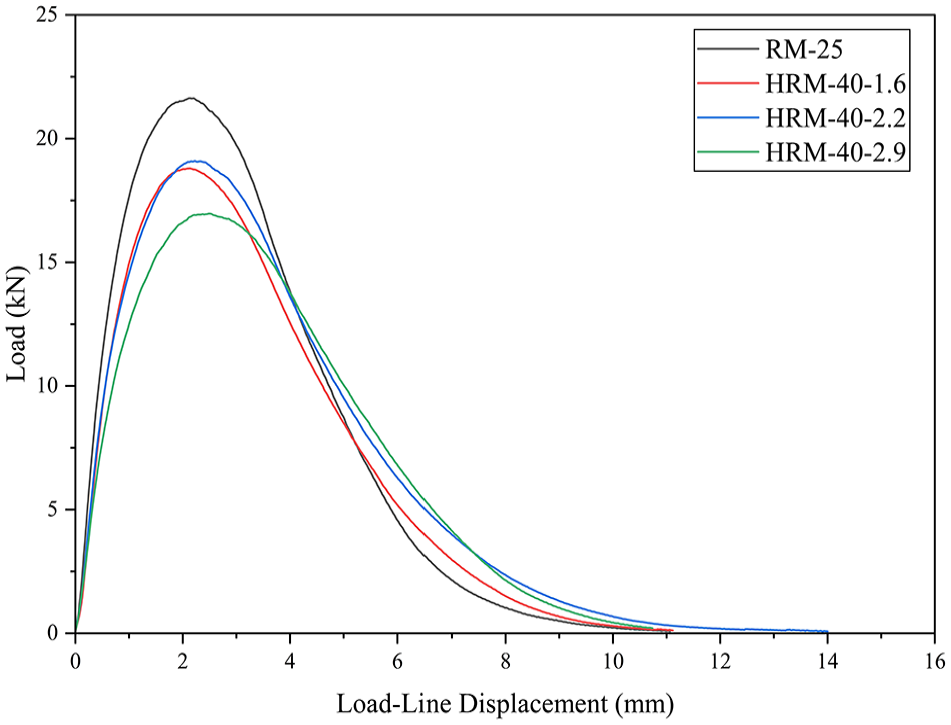
Recorded load versus load-line displacement (LLD) curve for all mixtures.
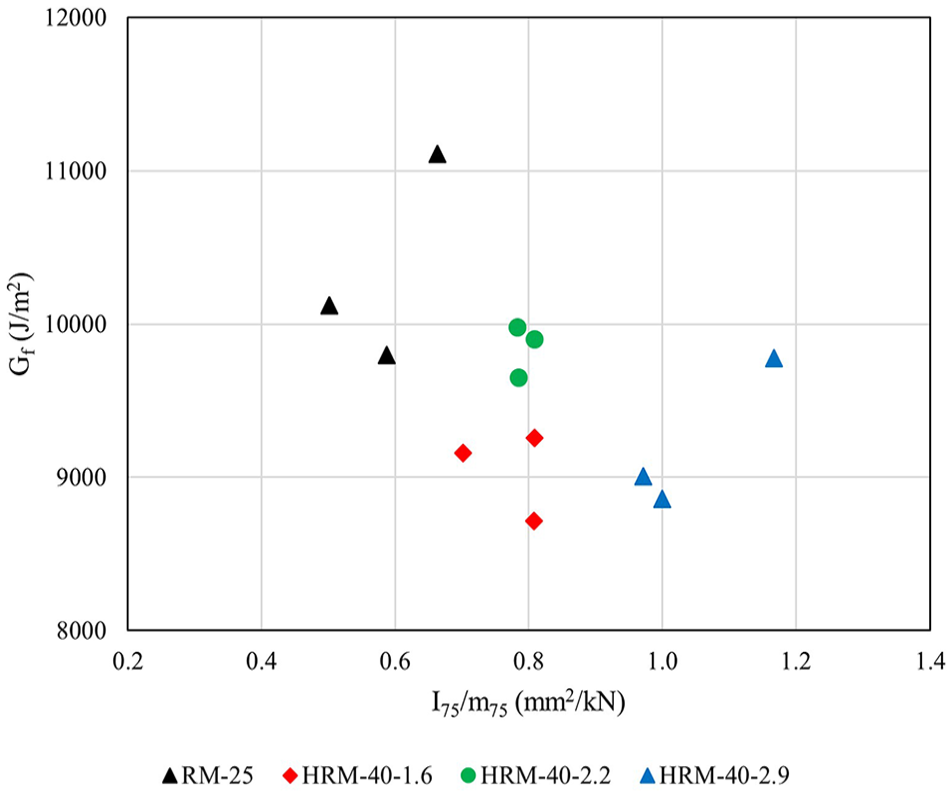
Gf versus l75/m75 values.
Disc-Shaped Compact Tension Test (DCT) Results
Figure 13 and Table 7 summarize the DCT results on specimens subjected to STOA followed by ITOA. The performance threshold (Gf > 400 J/m2) was exceeded by all mixtures, indicating satisfactory low-temperature cracking performance. However, the results indicate that Gf increased slightly with higher recycling agent content. Only 15 J/m2 separated the mixture containing 2.2% recycling agent from the moderate RAP mixture. Figure 14 shows the load versus CMODfit average for the two replicates of each mixture. The curves exhibit a linear relationship between loads and CTODfit in the pre-peak stage. Moreover, it was noted that after adding a higher dosage of recycling agent, the peak load decreased slightly, and the pre-peak slope became less steep. RM-25 has the highest peak load, indicating that this mixture is more resistant to initial fracture propagation at low temperature. On the other hand, the HRM-40 mixtures have lower peak loads. In general, the HRM-40-2.2 and HRM-40-2.9 mixtures perform slightly better than HRM-40-1.6. Despite variations in peak load, all mixtures demonstrate a similar rate of load falls post-peak, thus exhibiting similar fracture opening behavior after initial propagation. The test results show lower fracture resistance for mixes with increased RAP content than the moderate RAP mixture, with minor performance improvements found for mixes with high RAP content and higher recycling agent content. Moreover, Figure 15 shows the tested specimens after conducting DCT test.
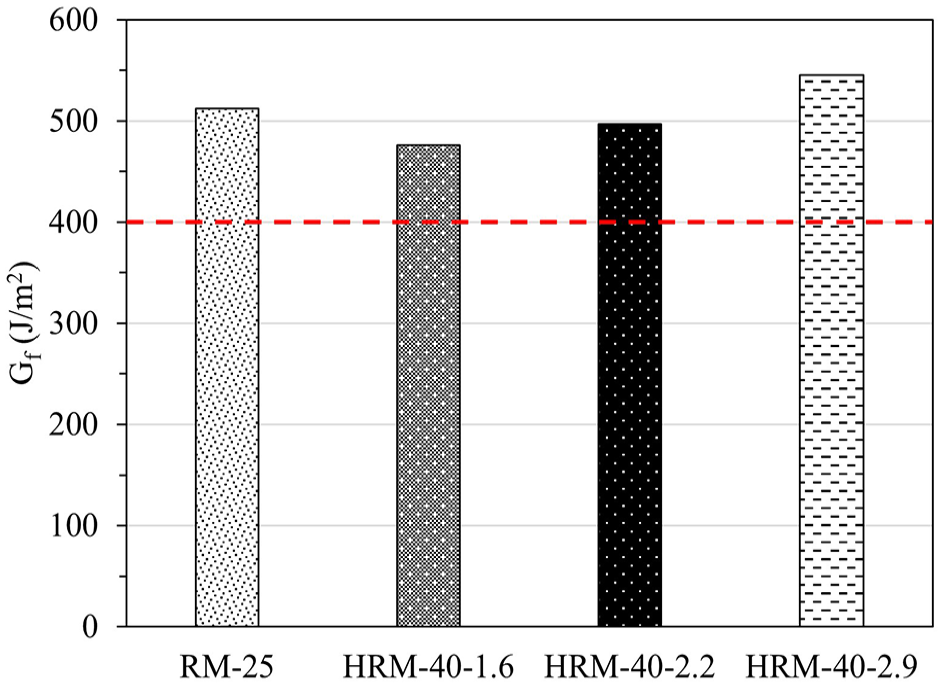
Low-temperature fracture energy (Gf) of all mixtures.
Disk-Shaped Compact Tension Results
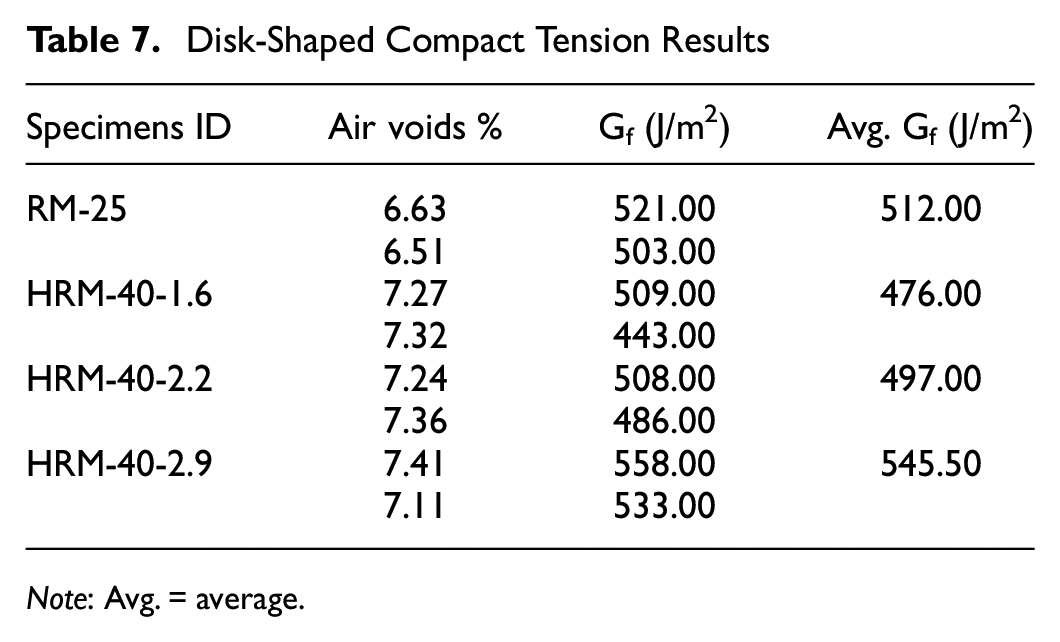
Note: Avg. = average.
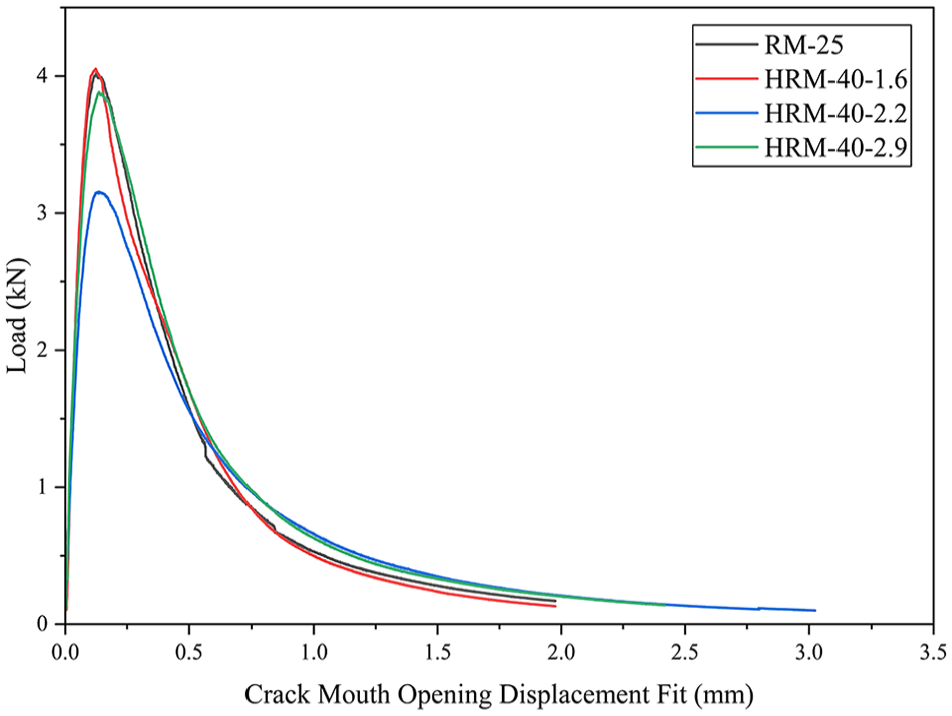
Load versus crack mouth opening displacement (CMOD) curve for all mixtures.
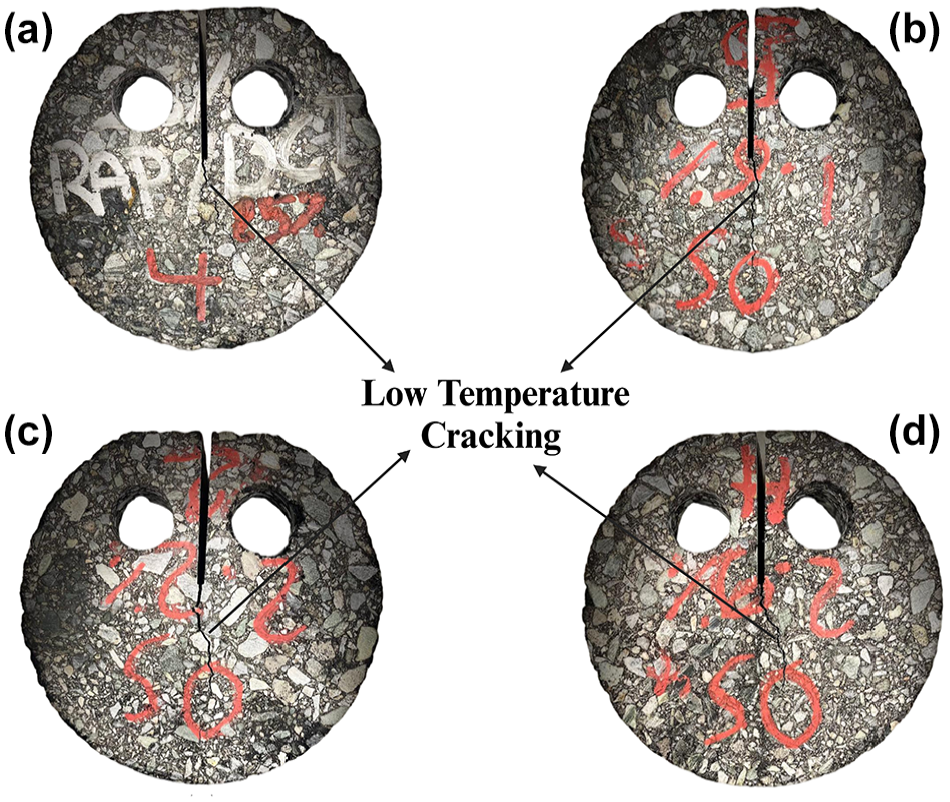
Disk-shaped compact tension (DCT) tested specimens for (a) RM-25; (b) HRM-40-1.6, (c) HRM-40-2.2, and (d) HRM-40-2.9.
Hamburg Wheel Tracking (HWT) Device Test
The HWT determined the mixture’s rutting performance with different RAP contents and recycling agent doses. Previous studies have recommended that for PG 64-22 binder, the HWT rut depth should not exceed 12.5 mm after 7,500 passes in cold climate and after 10,000 passes in warm climate ( 21 , 39 ). As shown in Figure 16, all mixtures met these performance thresholds. However, as shown in Table 8, RM-25 had the highest rut depth with an average of 9.96 mm at 20,000 passes. Rut depth decreased with the addition of RAP, which demonstrates the benefits of using RAP to improve rutting resistance ( 2 , 40 ). Using a recycling agent of 2.9% softened the mixture and slightly reduced the rutting resistance. In addition, HRM-40-2.9 had the lowest SIP values, which means it has a higher moisture susceptibility than the rest of the mixtures. Figure 17 shows the tested specimen for each mixture.
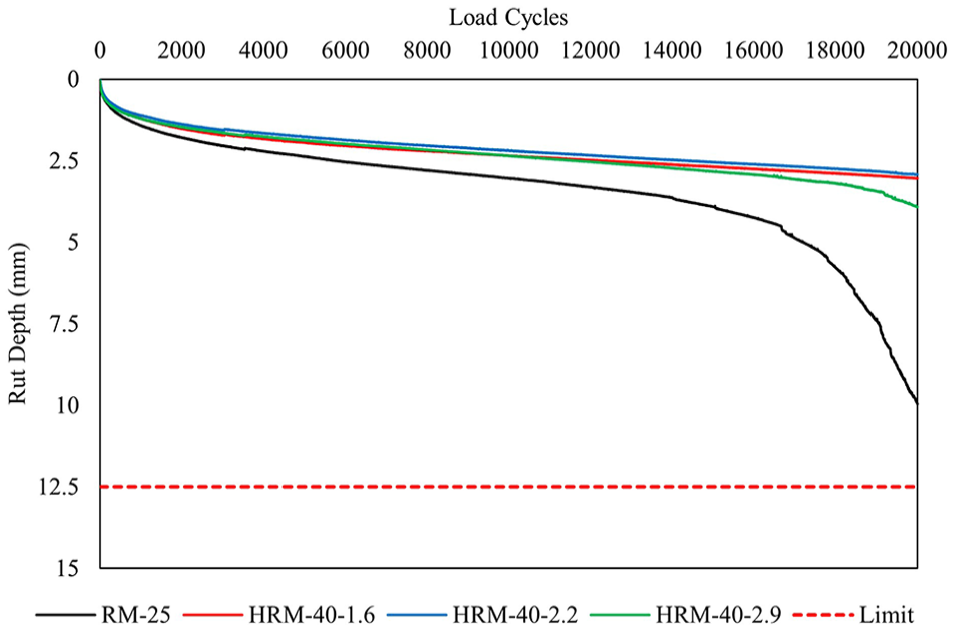
Hamburg wheel test (HWT) average rut depth versus load cycles for all mixtures.
Hamburg Wheel Tracking Text Results at a Temperature of 50
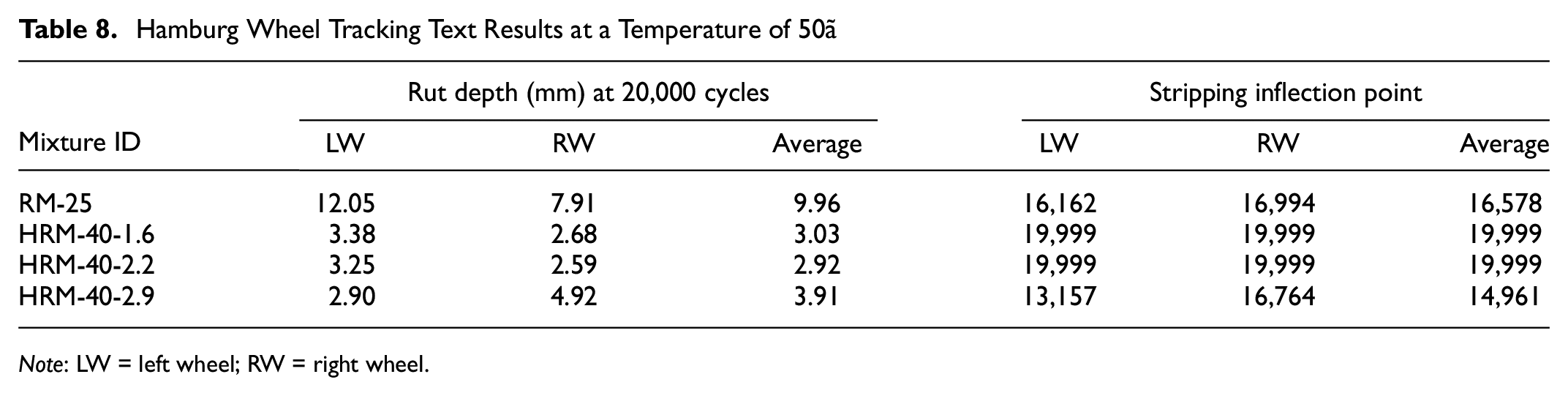
Note: LW = left wheel; RW = right wheel.
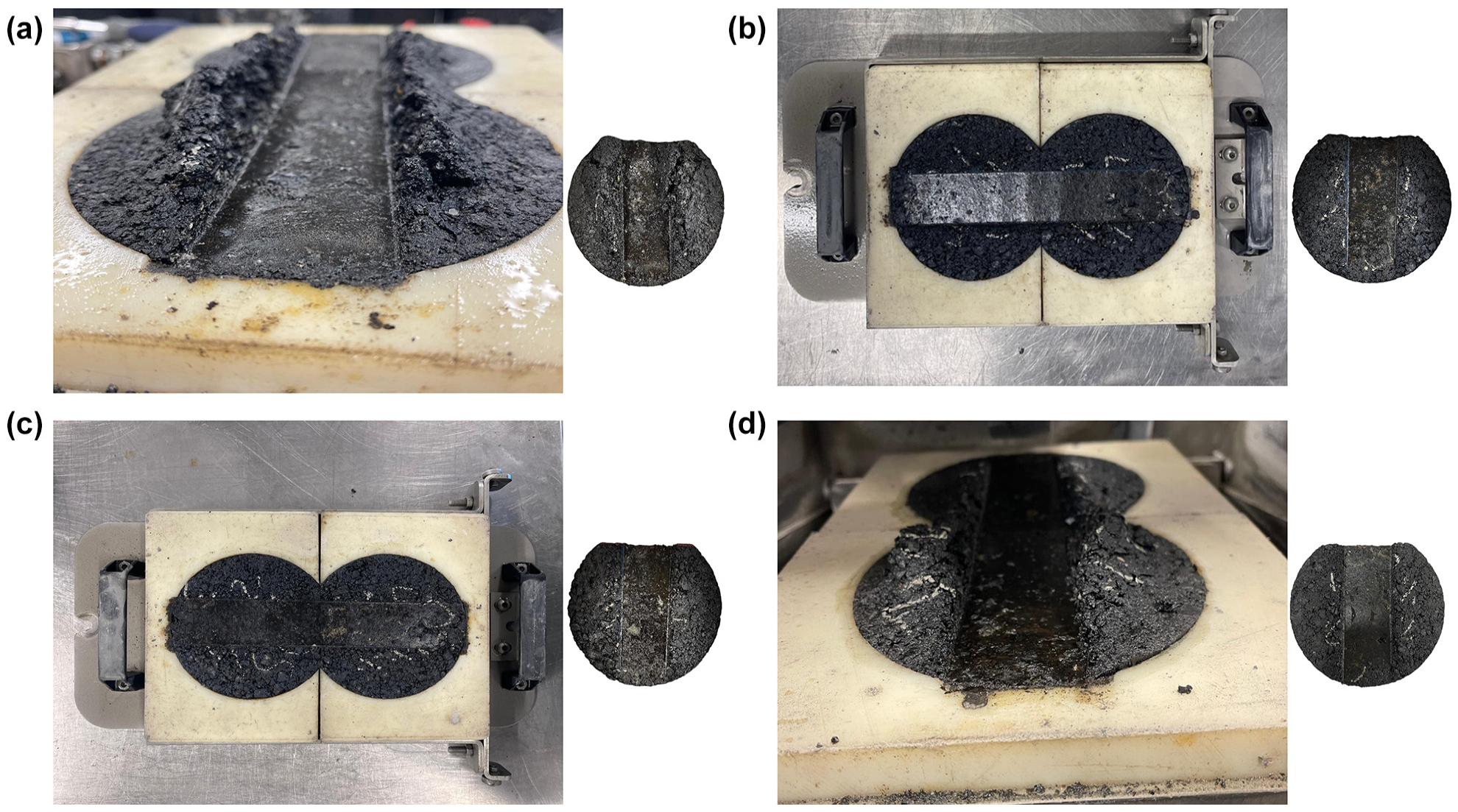
Hamburg wheel test (HWT) specimens after testing: (a) RM-25, (b) HRM-40-1.6, (c) HRM-40-2.2, and (d) HRM-40-2.9.
Conclusions
This study investigated the performance of asphalt binders and asphalt mixtures that included 40% RAP and various doses of a bio-based asphalt recycling agent. In addition, the properties of these binders and mixtures were compared with those of binder and mixture containing moderate RAP content (25% RAP) and no recycling agent. Based on the results of the laboratory characterization methods, the following conclusions can be drawn:
Adding a recycling agent enhanced the low-temperature properties and decreased stiffness as shown in the bending beam rheometer (BBR) test results.
Adding 2.2% recycling agent to the 40% RAP blend was sufficient to reach the target PGL. However, even 5% of the recycling agent to a 40% RAP blend was insufficient to lower the PGH and reach the target PGH. Therefore, it is recommended that the recycling agent dose be selected to achieve the target PGL so long as the rutting and cracking performances of the mixture are adequate.
Aging susceptibility, which was quantified by the ratio of |G*| of PAV-aged binder to the same property of unaged binder at an intermediate temperature, increased when RAP binder increased from 25% to 40%.
The use of the recycling agent had a negative effect on the aging susceptibility of the binder blends.
The effectiveness of the recycling agent in reducing stiffness was assessed by calculating the ratio of |G*| of high RAP binders, including different doses of recycling agent to that of the same binder blend without recycling agent at different aging states. PAV20-aged binders had a higher ratio than unaged and RTFO-aged binders. This means the recycling agent was less effective in reducing stiffness with binder aging.
The IDEAL-CT showed an improvement (i.e., increase in CTIndex) in the cracking resistance of the mixture at intermediate temperature when the recycling agent was used. The DCT results also showed that recycling agents improved the cracking resistance at low temperatures.
All mixtures (moderate and high RAP plus recycling agent) passed the threshold of rut depth being less than 12.5 mm at 7,500 passes. The moderate RAP mixture with 25% RAP (RM-25) had the highest rut depth (9.96 mm), while the rut depth decreased with the addition of RAP and the recycling agent. However, it is noted that using a recycling agent of 2.9% made the mixture more susceptible to moisture damage.
An increase in recycling agent content from 2.2% to 2.9% caused an increase in both the CTIndex from the IDEAL-CT test and the low-temperature fracture energy (Gf) from the DCT. The rut depth also increased slightly owing to increased recycling agent dose. These results show that increasing the recycling agent dose to 2.9% for this mixture with 40% RAP improved cracking resistance without compromising rutting resistance. However, cost should also be considered.
The results of this paper emphasize the importance of using a comprehensive suite of performance tests to evaluate the efficacy of recycling agents and the attainment of a balanced mixture performance. The selection of the recycling agent dose based on binder blend testing should be validated at the mixture level. Using a recycling agent dose that helps improve the resistance of high RAP mixtures to cracking without compromising rutting resistance is desirable. It is important to characterize the effect of recycling agents on aging susceptibility to assess long-term performance under prevailing climatic conditions. This aspect is even more important in a high-aging environment where mixtures are subjected to higher ambient temperatures.
Footnotes
Acknowledgements
The authors would like to thank the staff at the Texas A&M Transportation Institute for their valuable support in material collection and laboratory testing, which made this study possible.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: Osama Altarawneh, Eyad Masad, Amy Epps Martin, and Edith Arámbula-Mercado; data collection: Osama Altarawneh, Aaron Leavitt, Amy Epps Martin, and Edith Arámbula-Mercado, and Eyad Masad; analysis and interpretation of results: Osama Altarawneh, Eyad Masad, Amy Epps Martin, and Edith Arámbula-Mercado; draft manuscript preparation: Osama Altarawneh, Eyad Masad, Amy Epps Martin, Edith Arámbula-Mercado, and Aaron Leavitt. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The authors declared the following potential conflicts of interest with respect to the research, authorship, and/or publication of this article: Edith Arámbula-Mercado and Eyad Masad are members of the Transportation Research Record’s Editorial Board. All other authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.