
Abstract
Concrete is one of the most popular construction materials, but it is still not considered sustainable. The introduction of recycled concrete aggregate (RCA) as a substitute for natural aggregate (NA) might make concrete align with the principles of circular economy. Unlike NA, RCA is not a homogeneous material as it is composed of old aggregates and adherent mortar. It is more porous than NA, so it results in lower strength and higher absorption. Several attempts have been made to improve the performance of RCA; however, not all studies prioritize an approach that can be feasible on a large scale. In addition, factors that enhance or decrease the performance of cast concrete mixes include the aggregate gradation, shape, and quantity of fines. The objective of this paper is to assess how the circularity, quantity of fines, roundness, and surface characterization of aggregates changes over time with respect to treatments such as mechanical and chemical treatments that can be extended on a large scale without a strong environmental impact. It was noted that acetic acid results in a superfluous additional element that does not greatly affect the results, since a considerable difference in the circularity, porosity, and fine number of aggregates can be produced by changing the timing and the size of the steel nuts used in the mechanical treatment.
Keywords
High strength, low cost of maintenance, affordability, and accessibility make concrete one of the most used materials in the construction industry ( 1 ), even though it is not considered to be a sustainable material ( 2 ). The production of concrete is responsible for substantial greenhouse-gas emissions as a result of the extraction process of the natural aggregate (NA) of which it is composed. Furthermore, a considerable proportion of concrete becomes a component of the large quantity of waste generated during demolition ( 2 ). This is estimated to be around 1183 × 106 tons per year, which corresponds to 30%–40% of the total waste production. The global demand for raw materials in the construction industry is estimated at about 3000×106 tons per year which is twice the required quantity for any other industry ( 3 ).. Of this amount, in 2000–2009, 179 million tons were from the province of Ontario, Canada, and the Ontario Ministry of Natural Resources estimates that this amount will increase to 191 million tons in 2020–2029 ( 3 ). This estimation is a result of the widespread distribution of stone quarries in the Canadian territory, which makes the production of NA more competitive than recycled concrete aggregate (RCA). In Canada, only 7% of virgin aggregates are substituted with RCA, a proportion that is considerably smaller than in countries like Japan, where NA is in limited supply, so RCA substitutes 85% of aggregates ( 4 ).
RCA is a valuable component of the circular economy ( 5 ) because it leads to a reduction in the extraction of NA and minimizes waste ( 1 ). RCA can replace NA in a multitude of fields, including asphalt pavement ( 6 ) and structural concrete ( 7 ). To be considered a viable alternative to NA, it is essential that RCA demonstrates comparable performance and superior cost-effectiveness, environmental impact, and reliability. The following paper will discuss these elements in detail.
Background
While studying the main differences between RCA and NA, a substantial difference in aggregate morphology was noted. RCA is an inhomogeneous material that results from the hydration process in concrete. It consists of two elements: the old NA (OA) and the adherent mortar (M), connected by the interfacial transition zone (ITZ). According to numerous studies, it appears to be the adherent mortar that is primarily responsible for the lower performance because of its porosity, and for this reason major research has focused on removing adherent mortar using different treatment methods ( 6 ). A conventional method involves heating the aggregates to over 300°C using an oven ( 8 ) or a microwave ( 9 ). Heating the RCA to high temperatures causes the dehydration of cement hydration products, which weakens the mortar, so it can easily be separated from the RCA. Monitoring the temperature is essential because if it gets too high, the aggregates can be damaged. Moreover, the significant energy required and dissipated during this process could release additional carbon dioxide, which is a major environmental disadvantage (9–12).
The most popular method for removing mortar is acid submersion, which consists of soaking the aggregates in a bath with a low-concentration solution of hydrochloric acid (HCl), sulfuric acid (H2SO4), or phosphoric acid (H3PO4) ( 13 ). The bath of acid can detach the adherent mortar coating because it is associated with the reaction of an acid (HX) and the calcium hydroxide (CH) portion of the cement paste. Two phases can be defined during this process: first, the reaction between the hydration products of the concrete and the acid; and second, the expansion and cracking formed by the insoluble salts which are dependent on the type of acid, the length of the treatment, and the concentration used ( 13 ). In the literature, however, there emerge critical aspects related, above all, to the production process and waste. The scaling potential of chemical treatments is dependent on the environmental and cost impact of the process, which will be more favorable if they are obtained from sustainable sources, such as the drainage of acid from mines. However, if this is not the case, the potential exists for soil and water quality to be adversely affected unless appropriate management measures are put in place, especially for strong acids. It seems that weak acids are recommended (14–16) not only because strong acids pose a threat to worker safety, as the ions produced by the reaction, such as the chloride ion (Cl-) and sulfate ion (SO42-), can cause durability issues in the concrete mixes ( 16 ), but, for Lai Chauhan et al. ( 14 ), even because they can mitigate acid attacks on the surface of RCA and, especially, make the hazardous waste disposal easier.
For these reasons, new research has tried to use acetic acid (CH3COOH), which is a weak acid, rather than a strong one (15, 16), and it appears to reduce microcracks, improve the transition zone, and remove particles from the RCA (14, 17). In the acetic-acid treatment, optimized by Wang et al., it is recommended to not exceed a 3% acetic-acid solution with an immersion time of 24 h ( 16 ). Mechanical treatment is another method used ( 18 ), more recently as an adjunct to acid or heating treatments. Mechanical treatment is considered a faster method because it crushes and abrades the aggregates inside a rotating machine ( 8 ). Savva et al. ( 19 ) used a concrete drum mixer rotating aggregates and water for 1–5 h. The treatment was optimized at 3 h by focusing on the geometric alterations of the aggregates, specifically the circularity. During the first hour of treatment, the mass lost compared with the change in circularity of the aggregates shows the adhered mortar was effectively removed. After the treatment, water absorption was comparable to NA ( 19 ).
Lal Chauhan et al. ( 14 ) further optimized a short mechanical treatment by soaking the aggregates in acetic acid before the mechanical treatment. This was done by evaluating the performance of the final concrete mix and looking at the treatment time and quantity of steel balls. When the treated RCA was used, the results demonstrated that the ITZ had increased, but the pore volume and width of the ITZ decreased. Bhasya et al. ( 20 ) were able to remove 70%–80% of the mortar by heating and treating mechanically because the acid treatment was considered difficult for large quantities of RCA. Kencanawati et al. ( 8 ) discussed a thermal–mechanical–chemical process to produce better properties of RCA. The quality of the RCA that was treated with acid was improved; the compressive strength, elasticity, tensile strength, and flexural strength all showed better results than the aggregates that were only mechanically treated. The mechanical treatment paired with the acid treatment was more efficient in removing the cement mortar from the surface of the aggregates.
Apart from the investigation carried out by Savva et al., few papers focus on the shape of the aggregates of RCA. Furthermore, those that used acetic acid as a treatment method to improve aggregate performance, along with mechanical treatment, did not analyze its shape if the length of the treatment was short. However, several research projects conducted with NA demonstrate that shape, texture, and grading of the particles have a significant impact on the performance of concrete properties ( 21 ). Optimizing particle shapes to maximize packing density is a crucial challenge in saturated-packing research ( 22 ). High-packing-density mixtures require low amounts of cement and water, which leads to an optimization of the mixture in respect of durability and cost ( 21 ). The shape factor and convexity ratio are crucial parameters for aggregate packing. The aggregate circularity index reduces the surface area of the aggregate volume in concrete, which effectively increases the available free water in the mix (assuming a constant water-to-cement ratio) ( 19 ). Well-shaped, rounded, and smooth particles require less cement and water for a given slump in comparison with angular, elongated, and rough particles.
Flaky and elongated particles lead to higher voids than cubical, rounded, and well-graded particles ( 23 ). Besides affecting the strength and durability particle shape can also affect the viscosity and workability of the mixture ( 24 ). This means that the shape, texture, and grading of the RCA have a significant impact on the performance of concrete properties because they can lead to a difference in packing density and in the amount of water needed within the mixtures. The absorption of the aggregates and the shapes are two effects that can counteract or neutralize each other. For this reason, circularity and roundness are of primary importance in future studies in the determination of the best treatment.
Concrete properties can be significantly affected by the gradation of aggregates in concrete ( 25 ). Literature shows that the properties of recycled concrete differ from those of coarse aggregates, so defining the gradation of the samples can have substantial significance. While fines can increase the packing density, their presence leads to a greater surface area, which increases the water demand ( 26 ). Recycled concrete fines still exhibit greater porosity than ordinary sand, making the mixture more prone to water absorption ( 27 ). For this reason, the greater part of field research has focused on the reuse of coarse aggregates by disregarding the fine. Consequently, the production of fines during treatment can affect the sustainability of the process because, if a significant quantity of material is destroyed, the greater part will be sent back to the landfills. The idea of this paper is to focus on short periods of mechanical treatment, determining whether the treatment can be improved by acetic acid or whether it may be sufficient to change the type of mechanical treatment. Instead of using spherical balls, steel nuts are used, assuming the disintegration power will be greater with elements with edges. Additionally, the treatment is different because, since they are placed inside a concrete mixer, the steel nuts not only abrade the aggregates, but also fall on them (in the case of steel nuts with a diameter of 4 cm), which increases the breakage.
Scope and Objectives
This paper aims to evaluate the effects of RCA pretreatment, specifically whether it targets only the mortar or affects the aggregates. The study uses changes in circularity and the material produced as key indices for comparison. Additionally, it examines the cost-effectiveness of using acetic acid to remove mortar by analyzing the remaining material post-treatment. The most efficient treatment method is determined based on cost, reduction of fines, and the circularity of the aggregates.
Methods
Properties
The mechanical treatments considered were analyzed by regularly assessing changes in the particle size distribution curve, the fine products, and shape variations (circularity and roundness) over time. Specific gravity, porosity, and mortar content were measured before and after a 60 min mechanical treatment. Furthermore, the surfaces of selected aggregates were examined at regular intervals during the mechanical treatment using an optical microscope with 4 × magnification.
Porosity and Specific Gravity of the Aggregates
To characterize the specific gravity of the aggregates, the standard method of ASTM C127-15 ( 28 ) was used, which involves measuring the weight of the aggregates in water, after the oven and in their saturated condition. Since this method measures all holes exposed to the environment, it is hard to distinguish whether there are cracks or establish the accurate porosity. For this reason, it was considered necessary to examine the surface of the aggregates using an optical microscope with an infinity-corrected optical system and a 4 × magnification factor to check for any visible fractures.
Estimation of Circularity and Roundness of the Aggregates over Time
To achieve the objectives of this study, the main evaluation factor is to verify the circularity and roundness of aggregates over time. The circularity change was measured at 10, 20, 30, and 60 min intervals by photographing an average of 75 aggregates and analyzing the images using ImageJ (1.54j), a Java-based image processing program developed at the National Institutes of Health and the Laboratory for Optical and Computational Instrumentation (LOCI, University of Wisconsin). The aggregates were placed on an illuminated white background to reduce post-production noise in the images. Inadequate procedures in analyzing these images can introduce significant biases in circularity estimations. If the edge detected by the software is not perfectly smooth, the perimeter appears larger, leading to an underestimation of the circularity value and an increase in error. To mitigate this issue (as illustrated in Figure 1), the analysis procedure was automated using custom macros.

Procedure automatized in ImageJ for analyzing the images of the aggregates.
The circularity and the roundness are automatically calculated by ImageJ using the following equations:

where
A = area of the aggregate (cm2);
P = perimeter of the aggregate (cm); and
D = major axes of the aggregate (cm).
The circularity has values ranging between 0.0 and 1.0; values close to 1.0 mean that the shape is circular; but otherwise, it denotes a similarity to an elongated shape. On the other hand, roundness is the ratio between the aggregate area and the enclosed circle area, having the same diameter as the object’s major axis.
Estimation of the Quantity of Mortar
Estimating the quantity of mortar in RCA is important because it greatly affects the mechanical properties of the concrete. The amount of mortar attached to the aggregates in RCA affects its absorption, density, workability, and durability in mechanical treatments. The mortar also causes RCA to have a reduced compressive strength compared with concrete mixtures with NA, as well as lower specific gravity and higher absorption ( 29 ). Working with RCA is also more complex than working with NA because of the differences between batches. NAs generally come from the same source, but RCA has many different origins, resulting in different properties that are all based on mortar quantity ( 30 ). To estimate the amount of adherent mortar, the method proposed by Abbas et al. ( 31 ) was used. The method involves immersing aggregates in a solution of water and sodium sulfate (26% by mass) and subjecting them to five cycles of freezing and thawing. During the freezing phase, the aggregates are placed in a freezer, and the internal temperature is maintained at −17°C for 16 consecutive hours. Then, during the thawing phase, the aggregates are placed in an oven at 80°C for 8 h. Afterward, the aggregates are washed through a sieve with a 4.75 mm opening and oven dried. The quantity of mortar is obtained by the difference of masses recorded before and after the test:

where
This test was conducted both before and after treatment to determine the amount of mortar lost during the process. Additionally, the test was carried out on NA to assess whether the freezing and thawing cycles had damaged the original aggregates.
Treatment Procedures
The primary goal was to compare two specimens and determine whether the treatments attacked the adherent mortar, rather than the old aggregates, in the RCA, decreasing porosity, circularity, and adherent mortar. Two different samples were acquired to investigate the previously described properties. The first source comprised RCA procured from the company Walker Aggregates in Windsor, Ontario, and the second sample consisted of generic NA. As seen in Figure 2, the recycled concrete samples were not solely composed of concrete demolition aggregates but also included brick demolition aggregates, bituminous aggregates, and some general rocks. RCA can have a variety of applications, ranging from road pavements to structural and nonstructural concrete. Therefore, the aggregates incompatible with a specific class were not removed to avoid restricting the study. Sorting can also be done after treatments through optical imaging ( 32 ).
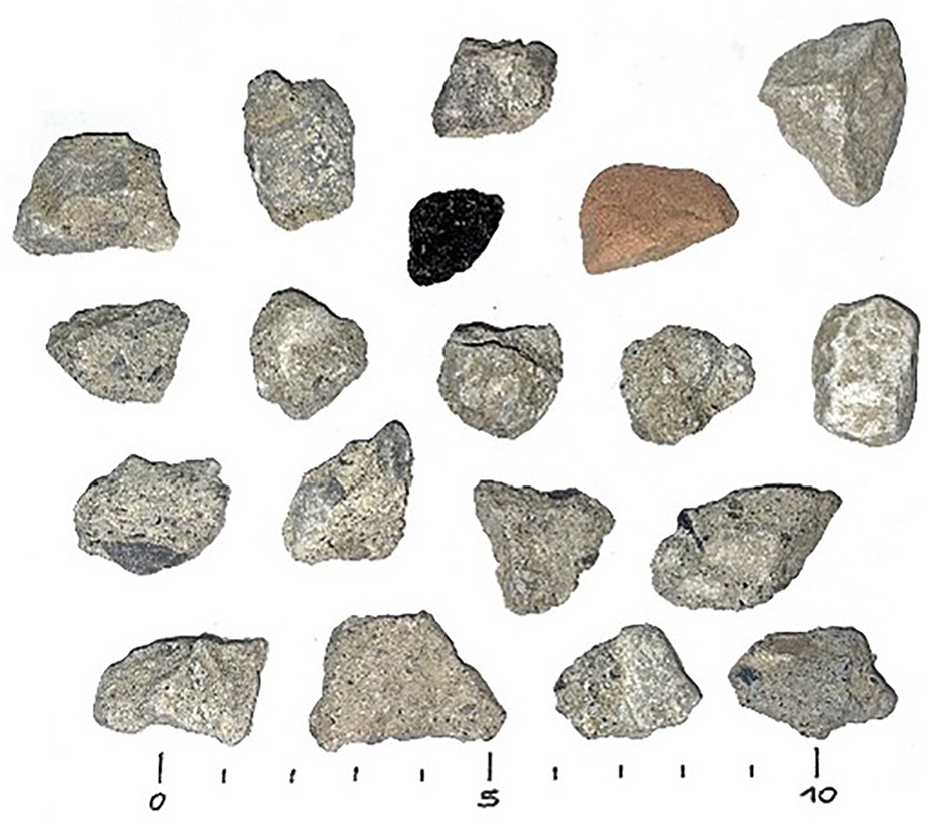
The recycled concrete aggregate samples.
Each test was conducted three times, and the reported result is the average of these three tests.
Before each test, the aggregates were washed and oven dried at 110 ± 5°C (230 ± 9°F). Each sample was separated into individual size fractions according to AASHTO Designation T 327-22, and then recombined to meet the specified grading. For the aggregates passing the 19.0 mm sieve and retained on the 9.5 mm sieve, the quantity of material is shown in the following:
- Between 19.0 and 16.0 mm: 375 g
- Between 16.0 and 12.5 mm: 375 g
- Between 12.5 and 9.5 mm: 750 g
Afterward, the samples were divided to receive different treatments as follows:
- RCA 4.0 for the ones treated with steel nuts with a diameter of 4.0 cm
- RCA 2.8 for the ones treated with steel nuts with a diameter of 2.8 cm
- RCA 0.0 for the ones treated without steel nuts
- RCA Acid 2.8 for the ones treated with acetic acid before the steel nuts with a diameter of 2.8 cm
The same concept can also be applied to NA.
- NA 2.8 for the ones treated with steel nuts with a diameter of 2.8 cm
- NA acid 2.8 for the ones treated with acetic acid before the steel nuts with a diameter of 2.8 cm
Acetic Acid
To understand the effectiveness of acetic acid as a method to weaken the mortar and make it more brittle, some samples were immersed for 24 h at 23°C in a 0.2 mol solution of acetic acid before the concrete mixer treatment. After 24 h, the aggregates were washed with tap water and dried in an oven to obtain weight. The surface of the aggregates was examined with an optical microscope to check the presence of cracks or other erosion.
Mechanical Treatment
Mechanical treatment abrades the surface of the aggregates using a concrete mixer. The aggregates were placed inside the concrete mixer with a drum capacity of 127 L, together with steel nuts. To imitate the AASHTO Designation T 327-22, the 5000 ± 5 g steel balls were replaced with 5000 ± 5 g of steel nuts. This meant that the total weight of aggregates compared with the material put into the concrete mixer was 23%. The weight of the 2.8 cm diameter steel nut was 51.8 g and the weight of the 4.0 cm diameter steel nut was 179.4 g; in contrast, the weight of the 1.0 cm diameter standard Micro Deval steel ball is around 4 g and the weight of the 4.8 cm diameter standard Los Angeles steel ball is approximately 450 g. The decision to replace the circular elements with steel nuts was made for one main reason: unlike the smooth circular elements, steel nuts have edges. The underlying assumption is that these edges can facilitate and improve the mortar removal process, not just by rubbing, but by actively breaking and dislodging the mortar from the aggregate surface. The drum speed was 25 rpm, and it was maintained for 60 min by evaluating the condition of the aggregates every 10, 20, 30, and 60 min. The steel nuts were defined to be larger than the largest aggregate, so the aggregate could be easily removed with a sieve. Unlike other methods, no water was added to minimize the amount of industrial waste. Gradation was measured by running the material through a series of sieves of 19, 16, 12.5, 9.5, 4.75, and 1.18 mm to assess the condition of the aggregates. The amount of material for each gradation was then weighed. Afterward, the retained material was carefully recombined so no material was lost. Before reintroducing the specimens into the concrete mixer, an average of 75 aggregates were photographed against a blank background. These pictures were to obtain circularity and roundness using ImageJ software. In addition, the surfaces of two aggregates were marked to be recognizable, and they were examined under an optical microscope to check for visible evidence of cracking or any changes in the superficial porosity.
Results
Loss After Acetic Acid and Variation of Gradation
The quantity of mortar lost is dependent on the specific type of acid utilized, the concentration of the acid, and the porosity of the material in question ( 14 ). The quantity of material lost during the acetic-acid treatment was 4.07% (SD 1.01%), indicating low loss. Even the gradation curve was slightly modified because of the diameter reduction for some particles. What is surprising is the loss of NA by 9.97% (SD 0.69%); this leads to the inference that some NAs are dissolved in acetic acid. It is not yet clear how this happens since the rock’s chemical composition has not been analyzed, but this leads to the hypothesis that certain NA that make up the RCA may, in turn, be broken down.
Loss in the Concrete Mixer and Variation of Gradation
Independent of the chosen treatment, the size of the steel nuts, or the use of acetic acid, the diameter of aggregates reduces over time during mechanical treatment. This is seen in Figure 3, where the percentage of mass loss under 9.5 mm and 4.75 mm is plotted in the graphs. Specifically, the increase is more noticeable when the diameter of bolts was larger. It should be mentioned that the use of large steel nuts affects the material.

Loss of material after each cycle.
The blade inside the concrete mixer was located at a position 3.5 cm from the edge, which meant that the large bolts fell over the material, amplifying the chances of breakage. In contrast, the treated aggregates without steel nuts, or with steel nuts with a diameter of 2.8 cm, were mechanically stressed only by the concrete mixer surface and themselves. Therefore, the presence of steel nuts with the aggregates led to significant differences in the dimensional change of the aggregates, amounting to almost 20% over the same treatment duration. After 10 min of treatment, the RCA 4.0 shows a reduction of 45.01%, RCA 2.8 of 20.06%, and RCA 0.0 of 6.68%. After 60 min, RCA 4.0 shows 83.88%, RCA 2.8 shows 54.83%, and RCA 0.0 shows 17.89%. This curve is expected to decrease to 0% in the case of steel nuts with 4 cm diameter since much of the material is completely lost. When comparing the mechanical treatment of RCA with 2.8 cm steel nuts to NA with the same steel-nut size, it is observed that the curves are very similar, differing only by a small percentage. This is even more evident in the number of fines produced. After 60 min RCA 2.8 reduced into fines 40% (standard deviation [SD] 2%) of the initial mass material; instead, the NA 2.8 (SD 7%) had 47% of the production of fines.
Contrary to initial expectations, RCA behaved better than NA in this regard. After 10 min of treatment, 11% (SD 2%) of the initial mass of RCA 2.8 became a fine fraction, while for the NA 2.8, 13% (SD 2%) of the initial mass became fine. After 30 min, there was a considerable increase in the amount of fines produced by NA 2.8, which is 31% (SD 3%) versus RCA 2.8 (SD 2%). This suggests that the NA in the RCA was also affected by the treatment, not only the adhering mortar. According to the graphs, the RCA acid 2.8 had slightly higher production of aggregates under 9.5 mm than the RCA 2.8 after 20 min (25% with SD 4% and again 20% with SD 2%), but the growth was steady based on the number of fines produced. The grain size curve remained a similar “shape” over time, increasing amounts of aggregate with smaller size in proportion to treatment time. This suggests an indirect correlation between the size of the steel nuts and the aggregate size to reduce the quantity of fines produced. However, after 10 min of treatment, there was a slight increase in fine particles because acetic-acid immersions compared with those without. In the following minutes, instead, the variation in the treatment was the same (Figure 4). The change in circularity increased with the treatment duration (Figure 5).
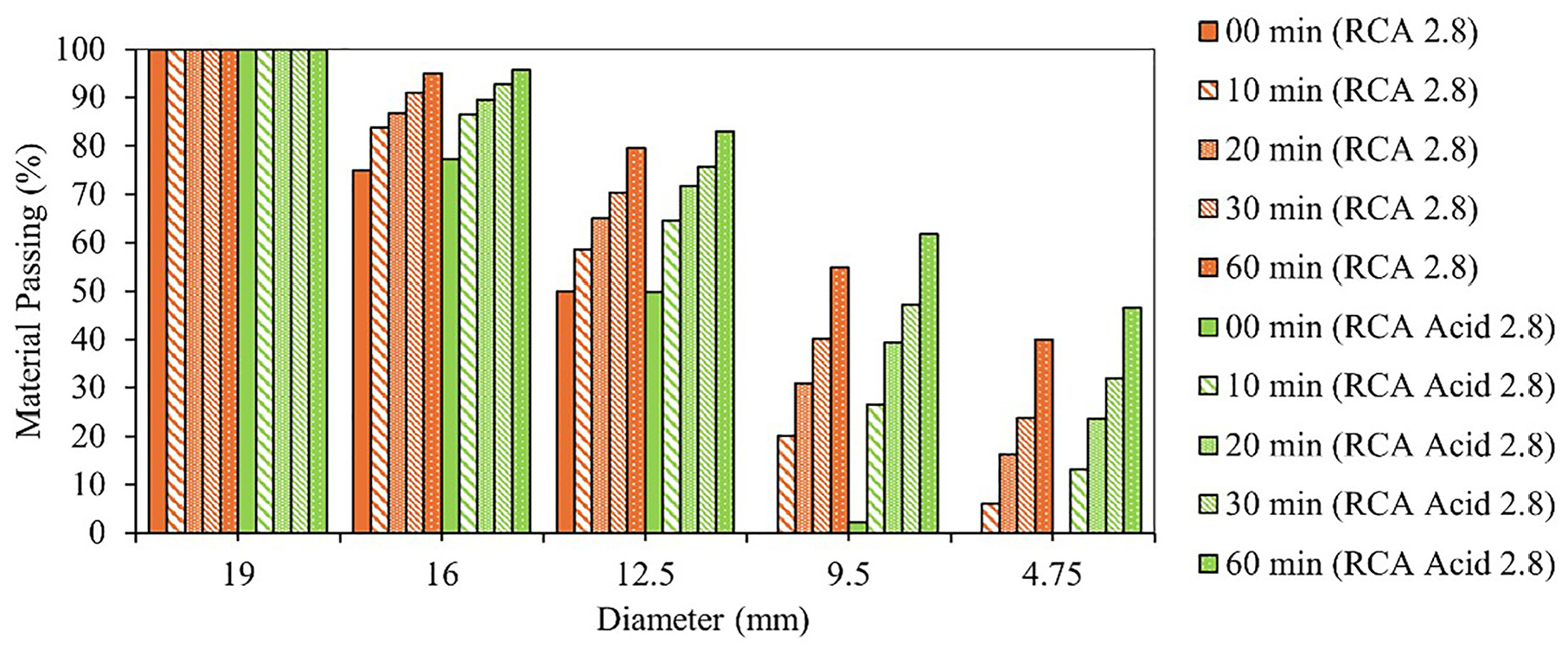
Variation of gradation over time.
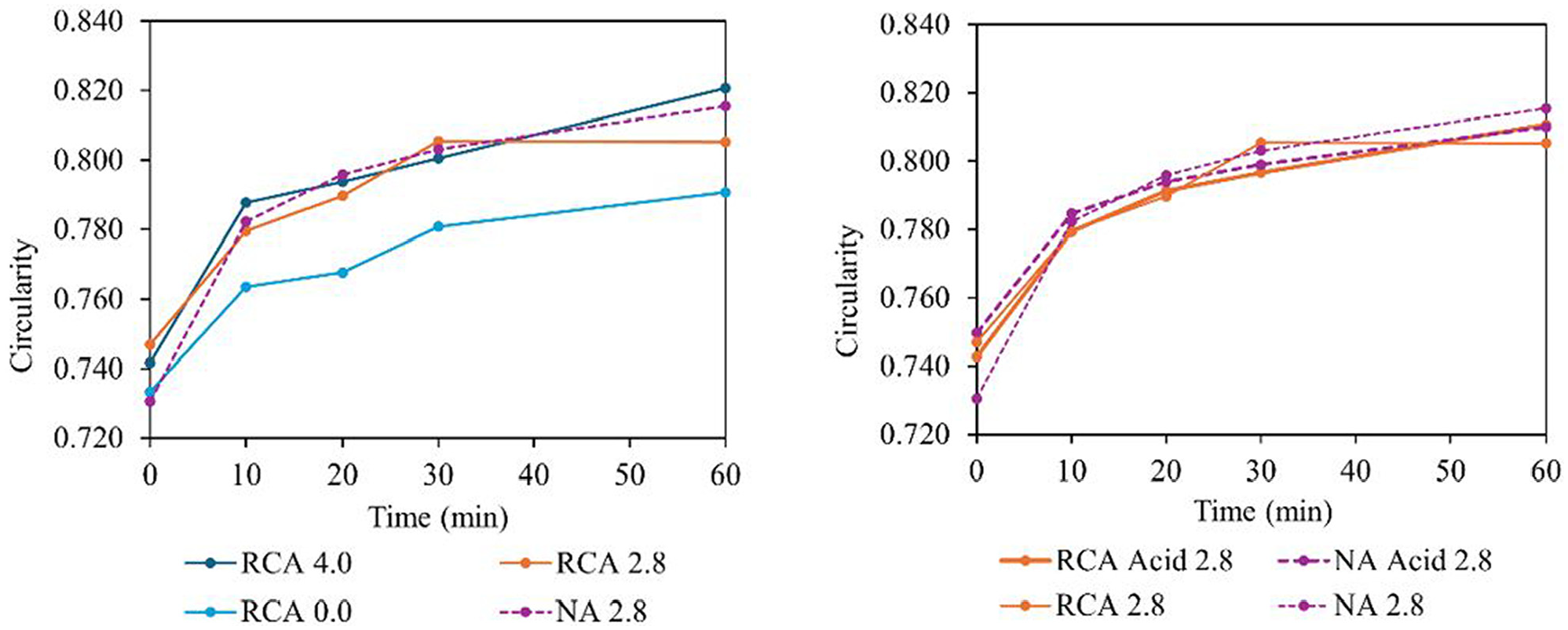
Variation of circularity with respect to the different treatments.
The circularity index at the initial stage of the treatment is relatively comparable and, in some instances, slightly higher than the NA. This is a logical consequence of the observation that if the old aggregates in the RCA are well graded, the particles of RCA must possess a similar aspect ratio. RCA 4.0 exhibited a 6% increase in circularity, greater than the 4% of RCA 2.8 and RCA 0.0. This was different from expectations because the steel nuts with a 4 cm diameter fell over the aggregates, increasing the action of cracking instead of abrasion. The circularity distribution curve of NA (Figure 5) about RCA is very similar and homogeneous, except RCA 2.8 has a decrease in circularity between 30 and 60 min. These conclusions do not lead to the desired results because if the treatment mainly affects the mortar, there should be a clear difference between RCA 2.8, RCA acid 2.8, NA 2.8, and NA acid 2.8. No noticeable difference in aggregate roundness (Figure 6) was noted; this may indicate that the number of round elements was already high, or that it is necessary to increase the sample number to notice significant differences.
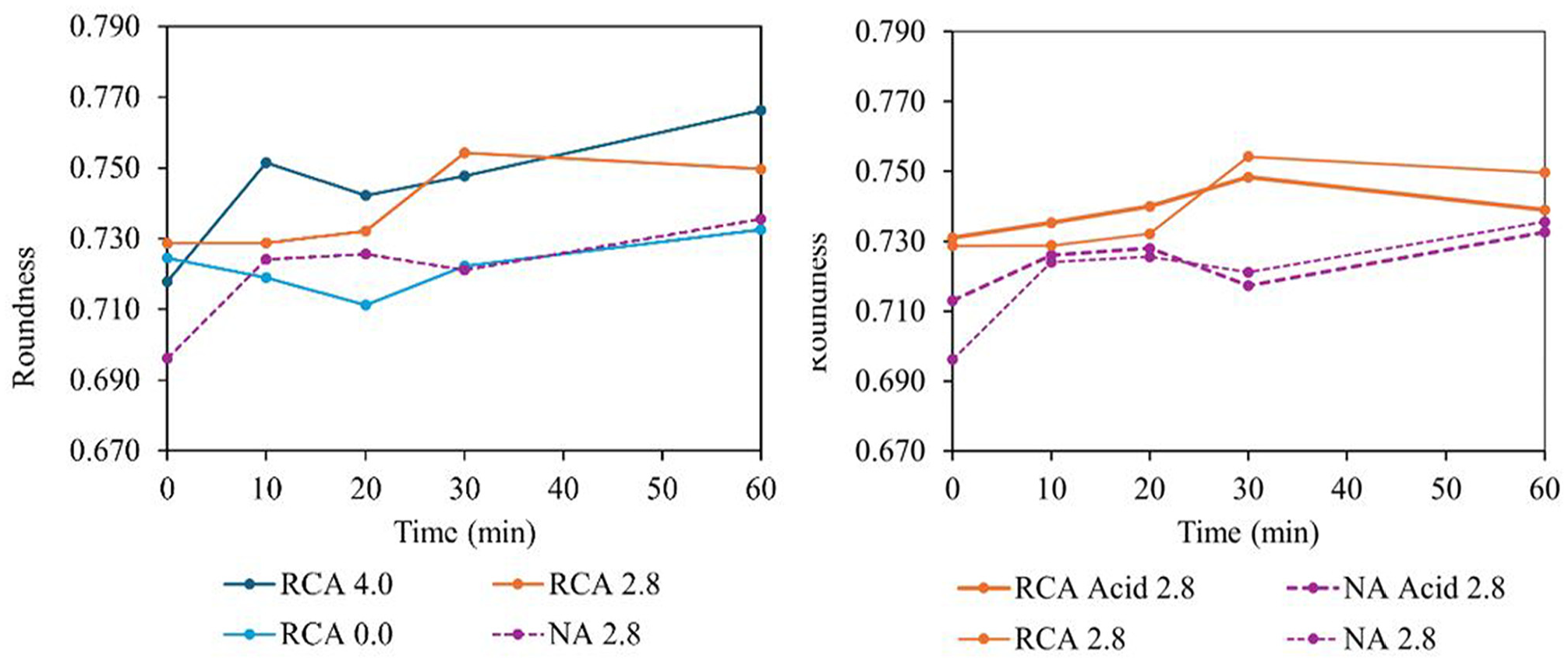
Variation of roundness with respect to the different treatments.
Variation of the Specific Gravity and Absorption of the Aggregates
The specific gravity and aggregate adsorption outcomes are given in Table 1. Because it was intended to quantify the specific gravity for each sample (three for each treatment), the 3.5 kg prescribed by the standard was not achieved for groups with more significant loss. To ensure the reliability of the results, the test was repeated multiple times, by both merging and separating the samples. The results seemed reliable because of both the low variance and the similarity obtained from results in literature. Before any surface treatment, RCA had higher absorption and lower specific gravity than NA. After treatment with acetic acid, there was an increase in absorption of RCA acid 2.8. On the other hand, NA acid 2.8 had a reduction of absorption even if the specific gravity was greater for both. Mechanical treatment was predominant in reducing absorption; the best result was obtained by the RCA 4.0, which shows a decrease of absorption even lower than NA. The lowest decrease is seen with the RCA 0.0, in which the absorption is not comparable to the NA before any treatment. RCA acid 2.8 resulted in lower absorption than the one not treated with acid. The same results were obtained for the NA, even with a more moderate difference. Investigating the surface of RCA (Figure 7), some aggregates showed greater porosity than other samples, strengthening the inhomogeneity concept even between particles of the same material. For this reason, it was necessary to mark some samples to analyze their surface variation over time. Although the aggregate had been washed and cleaned, the surface before treatment was rough and irregular, without any cracking phenomena; the pores were partly covered by a layer of surface mortar. After bathing in the acetic-acid solution for 24 h, the superficial rough layer disappeared, leaving a cracked surface visible only in the mortar part. Open porosity was evident enough to facilitate the evaluation of the pore diameter. After only 10 min in the concrete mixer, the surface of the aggregates soaked in acetic acid presents similar conditions to those of the aggregates that had undergone mechanical treatment. This leads to the assumption that the acid penetrated a part of the surface that could be removed in less than 10 min of mechanical treatment.
Specific Gravity and Absorption of the Aggregates
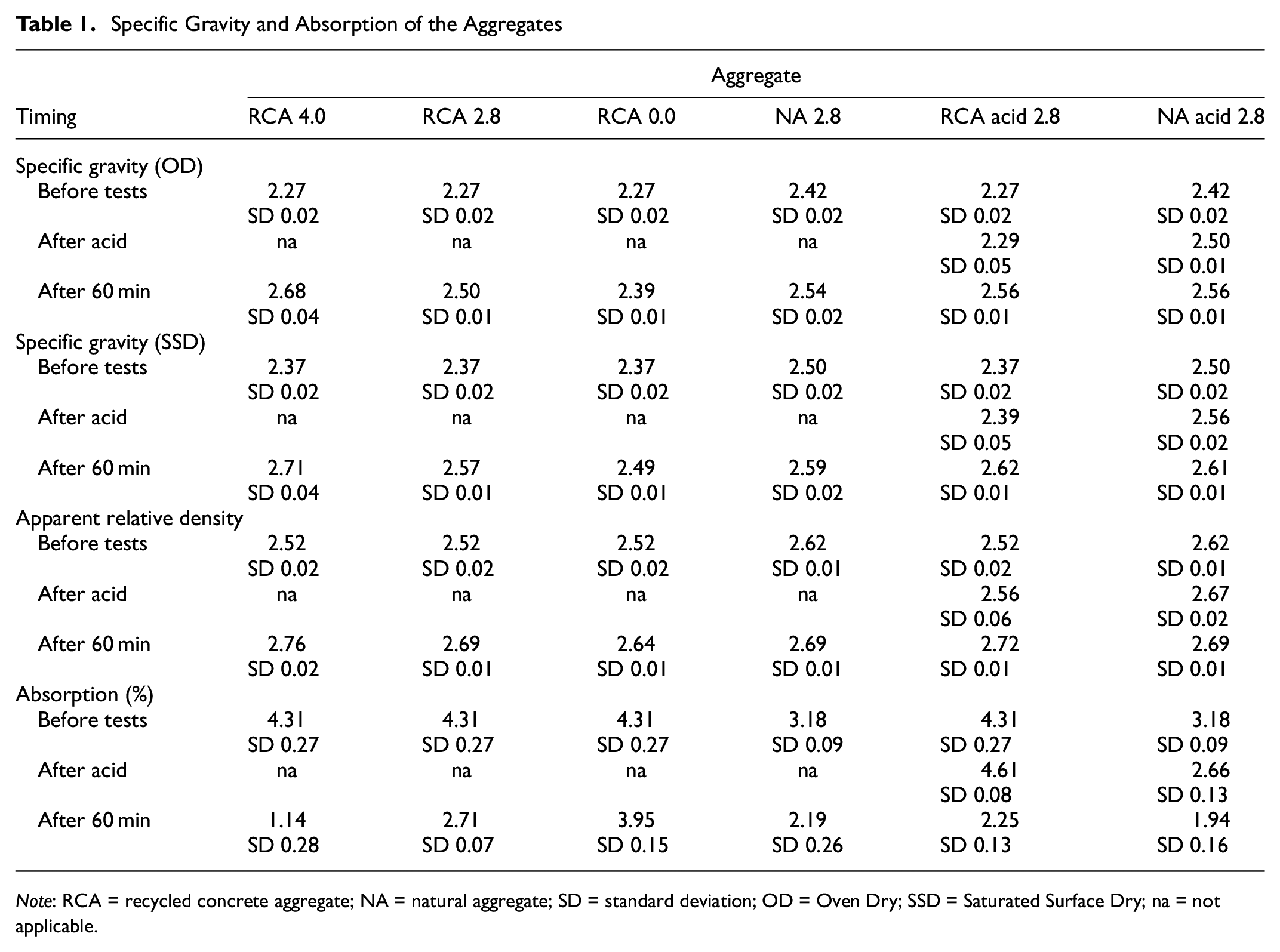
Note: RCA = recycled concrete aggregate; NA = natural aggregate; SD = standard deviation; OD = Oven Dry; SSD = Saturated Surface Dry; na = not applicable.
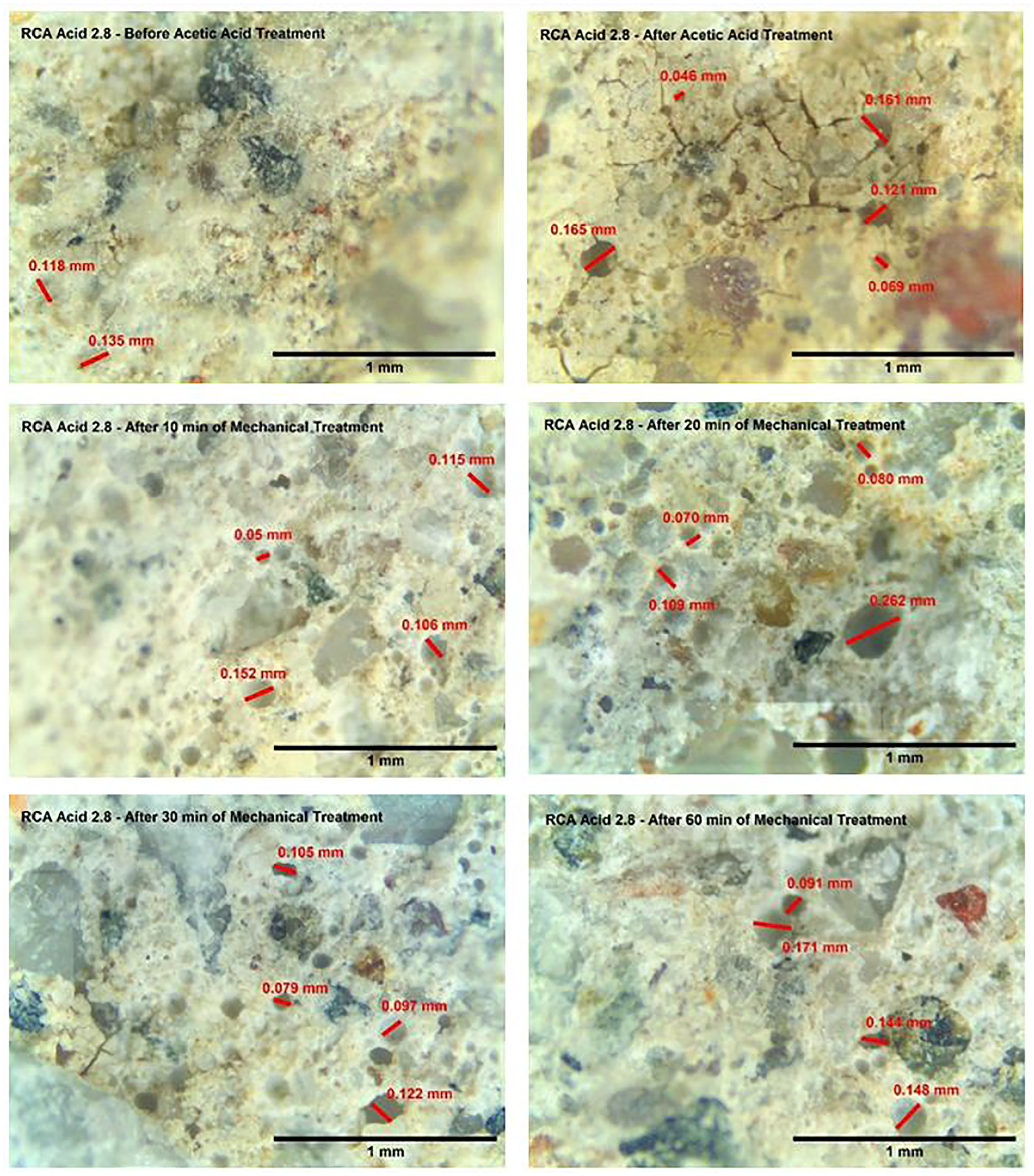
Example of surface variation of the RCA visible under the microscope.
Variation of the Quantity of Mortar
Table 2 shows the amount of mortar present in the RCA aggregates at the end of the treatment. It is crucial to note that before the treatments, the amount of mortar was very high, almost 50%, while after the treatments, it was reduced but not zero. For RCA 4.0, the amount of soil produced during the mechanical treatment was about 84% (Figure 3), greater than the amount of mortar; this implies that a good part of the aggregate breaks down during the process. The same is true for RCA 2.8. An RCA 0.0 of 17%, but a mortar of 20%, promises that what was removed was more likely a result of the lost mortar than a result of the aggregates themselves. No significant differences were found between RCA acid 2.8 and RCA 2.8.
Variation of the quantity of mortar before and after the treatments
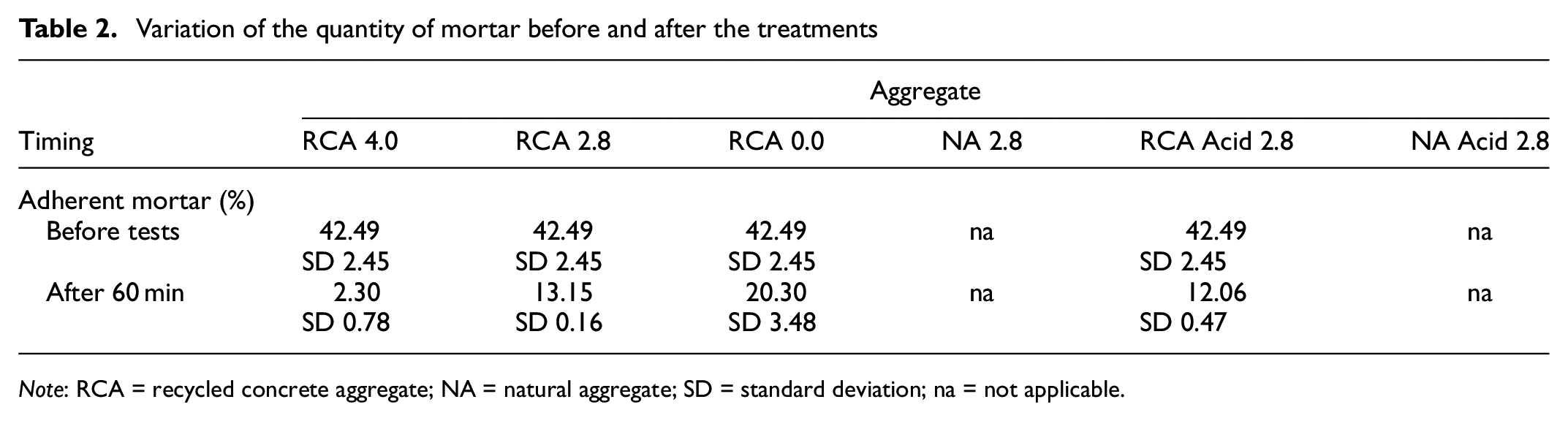
Note: RCA = recycled concrete aggregate; NA = natural aggregate; SD = standard deviation; na = not applicable.
Simple Cost Analysis Depending on the Treatment Used for a Future Concrete Mixture
A rough assessment was made of the cost to produce 1 kg of treated RCA by considering a consumption of 550 Wh and a cost of energy estimated as $ 0.122/kWh. It is important to note that the cost estimation was based on average market prices for laboratory-scale products and what has been used in our university lab because a large-scale cost analysis would require more elaborate and detailed information, which is an area that is considered for further research, as it is beyond the scope of the current work. In addition, in this paper, there was no correlation made between variation in circularity, number of fines, and porosity with respect to the amount of material fed into the concrete mixer. Therefore, it was deemed more reliable to compare small-scale laboratory data with low costs. The amount of material lost during treatment was accounted for, with the fines being considered waste. The current average market price of RCA is $ 0.02/kg, based on the assumption that the bag is composed of only coarse aggregates between 9.5 mm and 19 mm. To treat 1 kg of RCA, it is necessary to use at least 1 L of solution, in which 12 mL. The cost per liter of glacial acetic acid, which the nomenclature refers to as pure acetic acid (CH3COOH) at a concentration >99.7, is variable and depends on the amount that is purchased. For this reason, it has been valued at about $13/L for a laboratory-scale level in comparison for large-scale level which is estimated at around $ 0.74/L in Louisiana ( 33 ). The results shown in Figure 8 revealed that prolonged mechanical treatment could prove disadvantageous when a considerable quantity of aggregates is destroyed, as observed in the case of the 4.0 cm steel nuts.
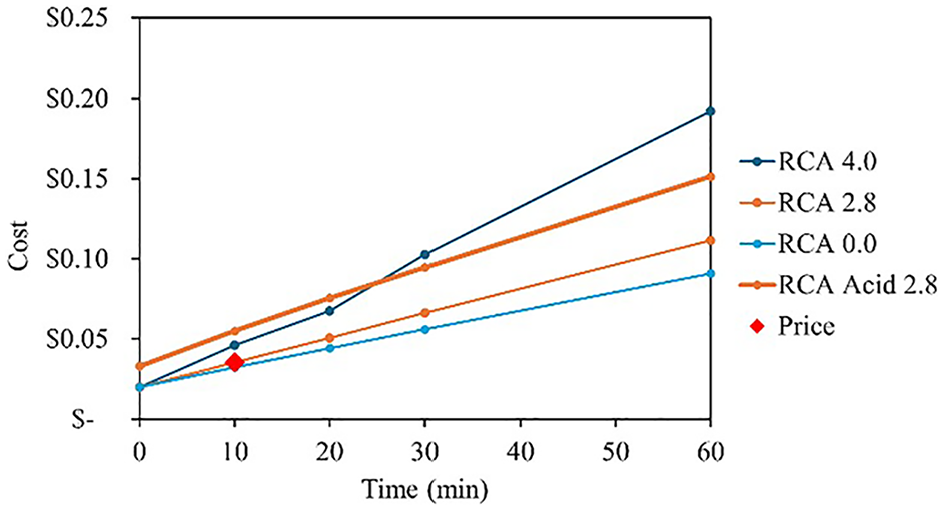
Cost per 1 kg of treated RCA with same gradation curve depending on the treatment used.
However, any acid that reacts with aggregates should be discarded to some extent, adding to the estimated costs mentioned above. It is also uncertain how the use of large amounts of acetic acid for aggregate treatment would affect the product’s market price. Mechanical treatment, on the other hand, could be done with concrete mixers; the high initial cost of steel nuts is amortized over time, and steel nuts could be easily divided from RCA by a system of sieves.
Discussion
Some consideration might be useful on analyzing the results obtained in the tests. In Table 1, it becomes evident that there is a considerable decrease in aggregate porosity after mechanical treatment. Notably, despite this reduction, microscopic analysis (Figure 7) suggests a consistent distribution and quantity of pores on the surface over time. On the other hand, if we see the results of material loss after the mechanical treatment, it is crucial to denote that the reduction of porosity is correlated with the quantity of material loss (Figure 9). If the loss of material occurs only in the mortar, it is unclear how even the NA experiences a reduction in absorption. Two hypotheses could be developed. First, if the aggregate is more circular, fewer pores are exposed to water because the surface is lower, reducing absorption. Second, materials with greater porosity are usually less strong because of the mortar. Therefore, some material loss could result from the demolition of the material with greater porosity and less resistance; if this hypothesis is correct, the use of larger steel nuts that can break off aggregates could improve the demolition of the weak material.
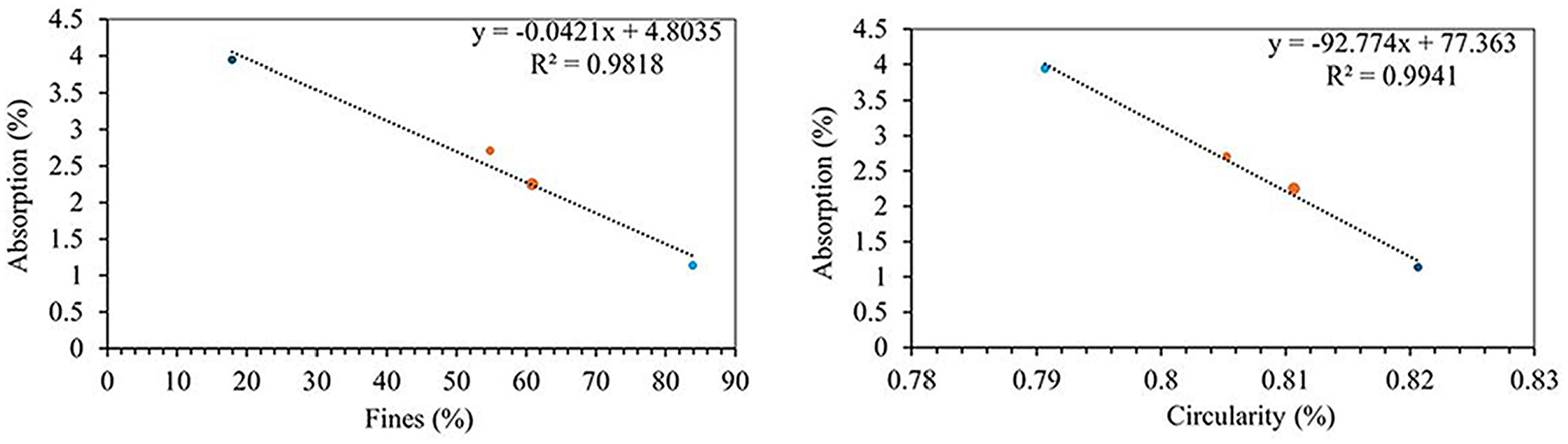
Correlation between quantity of fines produced (left) and circularity versus absorption (right).
Another consideration could be about the use of acetic acid. Acetic acid helps speed the process of removing the mortar only if the mechanical treatment is short. After removing the layer weakened from the acid, the distribution of loss is the same as the aggregate without the acid. It is important to determine whether the benefits obtained from using acetic acid could instead be achieved by slightly increasing the size of the bolts. While acetic acid might be a limited expense on a small scale, it is still a hazardous waste material that must be properly discarded. The cost therefore is not amortized over time as it might be by using bolts. The use of acetic acid as a treatment for aggregates must therefore be carefully evaluated to assess whether it brings high benefits compared with what a simple mechanical treatment might bring. Considering the amount of fines produced, the circularity difference of the aggregates, the absorption, the quantity of mortar lost, and the overall cost, it would certainly appear that mechanical treatment is more advantageous. If it is the shape of the aggregates that can lead to strong concrete—since it enhances the packing density, which leads to a reduction in the amount of water in the mix—then the best treatment appears from Figure 5 to be the one with steel nuts. However, an evaluation of the loss of material indicates that steel nuts with a diameter of 4 cm have an excessive impact on material wastage. Prolonged treatment over time is costly and not environmentally friendly. Consequently, the 10 min treatment with steel nuts, RCA 2.8, is identified as the most promising for improving RCA performance.
A complete result could be confirmed and supported by a Lifecycle Analysis (LCA). Visintin et al. ( 34 ) compared the emissions of RCA and NA with the same strength and durability, leading to the conclusion that RCA behaved better only when the strength was lower than 45 MPa. Wang et al. ( 16 ) instead focused more on the reuse of the waste produced by the aggregate treatment to reduce the overall impact. Further, Kasulanati et al. ( 35 ) have shown that the compressible packing model (CPM) of aggregate proportioning could be an improvement in the sustainability process as it ensures a decrease in the dosage of cement in the total concrete volume—strengthening the assumption that is the packing method that could improve the strength of RCA. The findings of this study have broad implications and can be applied on a large scale. However, the small difference found between the results of NA and RCA suggests that the number of samples should be increased.
Further Research—Large-Scale Treatment
Although the paper has focused on small-scale treatments, a few studies (14, 16, 34–36) have focused on understanding what the effects of large-scale treatments might be. The acid treatment could be done by making large baths of solution and then using a large amount of water to wash them. The number of solutions needed could be determined by correlating the weight of the solution with the weight of the aggregates. Alternatively, mechanical treatment could be carried out using a large concrete mixer and then removing the steel nuts through a series of sieves, or by using an abrasion steel system.
Acetic acid, more than mechanical treatment, could pose safety and environmental issues because of the generous quantity of hazardous material used. This could add weight to the idea that mechanical treatment alone could be better than acetic acid. However, as research has concentrated more on a small scale, it will be important to extend the additional research to a large-scale level and to be able to correlate laboratory results with industrial results, for example, by using the percentage by mass of steel nuts over the mass of the aggregates.
Conclusions
The study evaluates four different treatments of RCA consisting of mechanical treatments with a concrete mixer with and without different types of steel nuts (77% by mass of the total inserted in the concrete mixer) and by pretreating the RCA by soaking it in a solution of acetic acid to improve the performance of RCA such that it is comparable to NA aggregates, focusing on circularity, production of fines, and cost. The results show the following:
The circularity of the RCA differs based on the treatment duration and the use of steel nuts. It does not depend much on the type of aggregate (RCA or NA), the size of steel nuts, and the use of acetic acid.
The production of fines is greater with larger steel nuts that fall onto the aggregates; it is high in the first few minutes and tends to a constant in the last 30 min of treatment. Acetic acid increases the production of fines only in the first 10 min; after that, it is like treating aggregates that have not been soaked in acetic acid.
Considering the amount of fines produced, the circularity, roundness, the absorption, the quantity of mortar lost, and the overall cost of the 10 min treatment with steel nuts, RCA 2.8 is identified as the most promising for improving RCA performance.
Future studies should focus on environmental impact analysis to evaluate the sustainability of the treatments of RCA in comparison with performance, by taking into account local, technological, and temporal differences of where RCA will be used.
Footnotes
Acknowledgements
The authors acknowledge the University of Windsor for funding this research. They also acknowledge Walker Aggregates (McGregory Quarry), Windsor-Essex, Ontario, and Sterling Ridge, Windsor, Ontario for supplying the aggregates.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: PM and AGO; data collection: PM, AR, LI, NH; analysis and interpretation of results: PM; draft manuscript preparation: PM, AR, LI, NH, AGO, and NB. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Funded by University of Windsor Research grant for women.