
Abstract
Pavement materials containing epoxy-asphalt are mainly used to enhance the fatigue cracking resistance of surfacing layers on bridges. These materials have also been proposed for roadways, but limited field data are available. In this research, a fully instrumented epoxy-modified asphalt surfacing layer was applied to measure strain responses in service conditions. Results over the first-year monitoring period indicated that the epoxy-modified asphalt behaves fundamentally similarly to a reference one with an asphalt mix of the same aggregate gradation. The epoxy-modified asphalt demonstrated the lowest transverse compressive strains at decreased temperatures, reflecting the potentially high material resistance against thermal cracking. After the summer period, the modified material showed lower tensile strains than the reference mix compared with the previous time period. Such an attribute could indicate the ongoing curing-induced stiffening of epoxy-modified asphalt at high temperatures during summer. The longitudinal and transverse strain measurements had inverse tendencies at all temperatures. Finally, the mechanical response of the studied materials after the summer has been examined using a classical fatigue cracking model and following a life cycle assessment methodology, and preliminary findings support the use of epoxy-asphalt for sustainable pavements.
Keywords
Many governments have devoted significant resources to the deployment of high-quality roadway networks, which subsequently demand adequate maintenance. Nowadays, most of the national road budgets are spent on the maintenance of existing roadways as the need for repair is more frequent. Regular repair operations, such as patching and sealing, imply increased maintenance costs for the road authorities and inconvenience for road users because of the temporary disruption of normal traffic flows. Within this framework, the initial construction cost of a roadway pavement is often surpassed by its maintenance and reconstruction cost, leading to very high life cycle costs ( 1 ).
Roadways of enhanced longevity would be expected to withstand the continuously increasing traffic intensities and pavement loadings as well as varying environmental conditions reducing, in this way, the major maintenance needs. Considering the adoption of long-term contracts by road authorities, long-life pavements have started to attract the interest of road contractors worldwide. Various materials have been proposed in the past decades to improve the performance of flexible pavements and thus develop long-life pavements. Among others, epoxy-asphalt attracted the attention of road authorities in some countries as a solution to improve the service life of roadways ( 2 ).
Originally, pavement materials containing epoxy-asphalt were used to improve the longevity of surfacing layers in orthotropic steel deck bridges ( 3 ). These materials were also applied for roadway pavements under an Organisation for Economic Co-operation and Development (OECD) program ( 2 ). Especially, the epoxy-asphalt binders have been diluted with a standard asphalt binder to develop durable and economically feasible pavement materials for surfacing applications. The concept of epoxy-modified asphalt mixes was first introduced on roadways in New Zealand. Accelerated loading and full-scale road trials have been performed since 2012, confirming the durability characteristics of these pavement materials, which were also observed in the laboratory in New Zealand and elsewhere ( 4 – 10 ). Nevertheless, there is still a need to validate the performance characteristics of epoxy-modified asphalt pavements in other regions worldwide.
The objective of this study was to assess the full-scale mechanical response of an epoxy-modified asphalt pavement in the Netherlands. To reach this, temperature and strain measurements under pragmatic environmental and traffic conditions were collected daily from two test sections (i.e., asphalt surfacing layers with and without epoxy-asphalt) during the first year of their service life. This research also aimed to assess the environmental impact of epoxy-modified asphalt and identify what determines the environmental performance of this technology through life cycle assessment (LCA). Therefore, the extent of fatigue life will be predicted based on the mechanical responses measured, and the sustainability benefits will be evaluated following a LCA methodology.
Test Sections and Instrumentation
Pavement Materials
In this research, an asphalt concrete containing an epoxy-asphalt, named epoxAC, has been applied as surfacing pavement material in a test section by having the aggregate gradation of SMA-NL 8B, as reported in Table 1. This stone mastic asphalt (SMA) mixture is designed with 5% air voids and 6.7% m/m of binder content (RAW-2015). For the epoxAC layer, 20% wt. of a local 70/100 pengraded asphalt binder has been substituted by the epoxy-asphalt (i.e., the new binder consists of 20% wt. of epoxy-asphalt and 80% wt. of local asphalt binder). Also, the reference surface layer was constructed by applying the SMA-NL 8 B mix made with 100% wt. of the local binder. The values of mix density (NEN-EN 12697-5 method A) and air void content (NEN-EN 12697-8) of both epoxAC and reference mixes were determined in the laboratory at an earlier stage of this program ( 11 ). Further information about the epoxy-asphalt utilized for this research is given in the next paragraph.
Aggregate Gradation of SMA-NL 8B
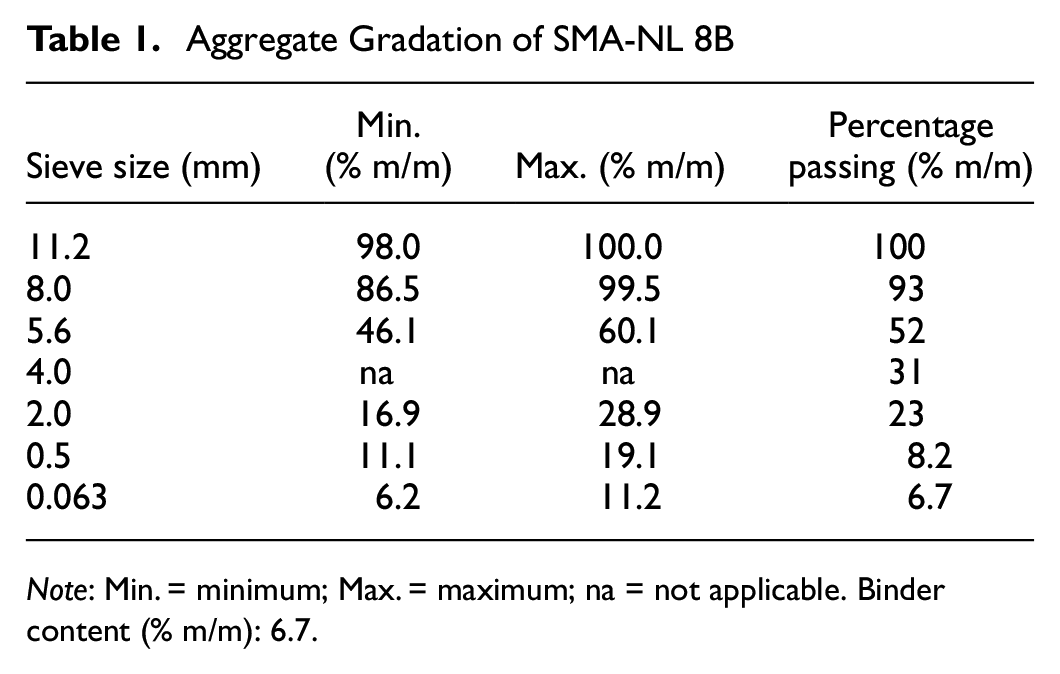
Note: Min. = minimum; Max. = maximum; na = not applicable. Binder content (% m/m): 6.7.
This epoxy-asphalt is a two-part thermosetting binder consisting of two components: (a) Part A, which is an epichlorohydrin-bisphenol A, and (b) Part B, which is a mix of a 70 pengraded petroleum-based binder with heavy naphthenic distillates and extracts. The basic properties of individual parts of this binder are given in Table 2. According to the material supplier, epoxy-asphalt is prepared by mixing Parts A and B at a weight ratio of 25:75. Once the two parts are mixed, the polymerization (curing) process initiates, and the viscosity of the binder increases with time, up to the gel point. After gelation, the stiffness modulus of the binder is being built-up, leading to a binder of rubbery characteristics. Further details about the chemical, rheological, and glass transition characteristics of the epoxy-asphalt binders and their blends are discussed elsewhere ( 12 – 14 ).
Properties of the Parts of the Epoxy-Asphalt Binder
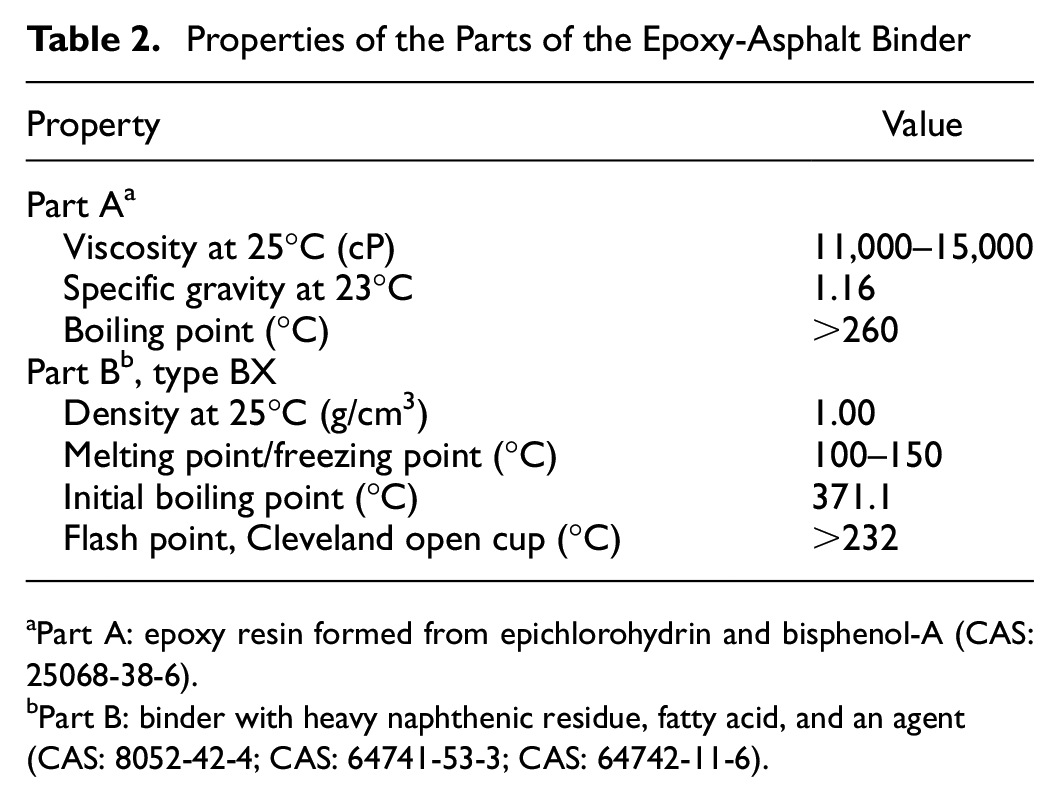
Part A: epoxy resin formed from epichlorohydrin and bisphenol-A (CAS: 25068-38-6).
Part B: binder with heavy naphthenic residue, fatty acid, and an agent (CAS: 8052-42-4; CAS: 64741-53-3; CAS: 64742-11-6).
The two studied pavement materials consist of bestone aggregates and the previously described binders. Limestone (calcium carbonate) fillers with a certain amount of hydrated lime (calcium hydroxide) were also used for both materials. An earlier study showed that the effect of hydrated lime is more pronounced in epoxy-modified asphalt binders than in neat asphalt binders ( 15 ). Results indicated that, despite the slowing of the curing process, limestone fillers with hydrated lime improve the low-temperature cracking properties of aged epoxy-modified asphalt binders, especially at low epoxy proportions in asphalt. In other words, the binders with epoxy-asphalt have significant potential to resist the thermally induced low-temperature cracking after long-term aging. This was the reason for selecting this filler type to produce test surfacing layers.
The construction phase started with the removal of the existing old pavement surface. After the milling process, the two test layers (i.e., reference and epoxAC) of 30 mm thickness were constructed on the existing base layer, which was laid more than 10 years ago but of unknown composition and thickness. The test sections were regularly monitored to assess their structural capacity and understand their mechanical response. The two test sections were constructed simultaneously and monitored under pragmatic traffic and environmental conditions. Further details about the material production, transport, and construction using this technology are discussed elsewhere ( 16 ). The instrumentation for the in situ pavement monitoring is discussed in the following sub-chapter.
Instrumentation and Remote Monitoring System
The goal of instrumenting the field tests is to obtain continuous and precise measurements of the actual structural response of surface pavement layers by coupling the measurements provided by strain gauges and temperature sensors. The instrumentation layout for the two trial sections is presented in Figure 1.
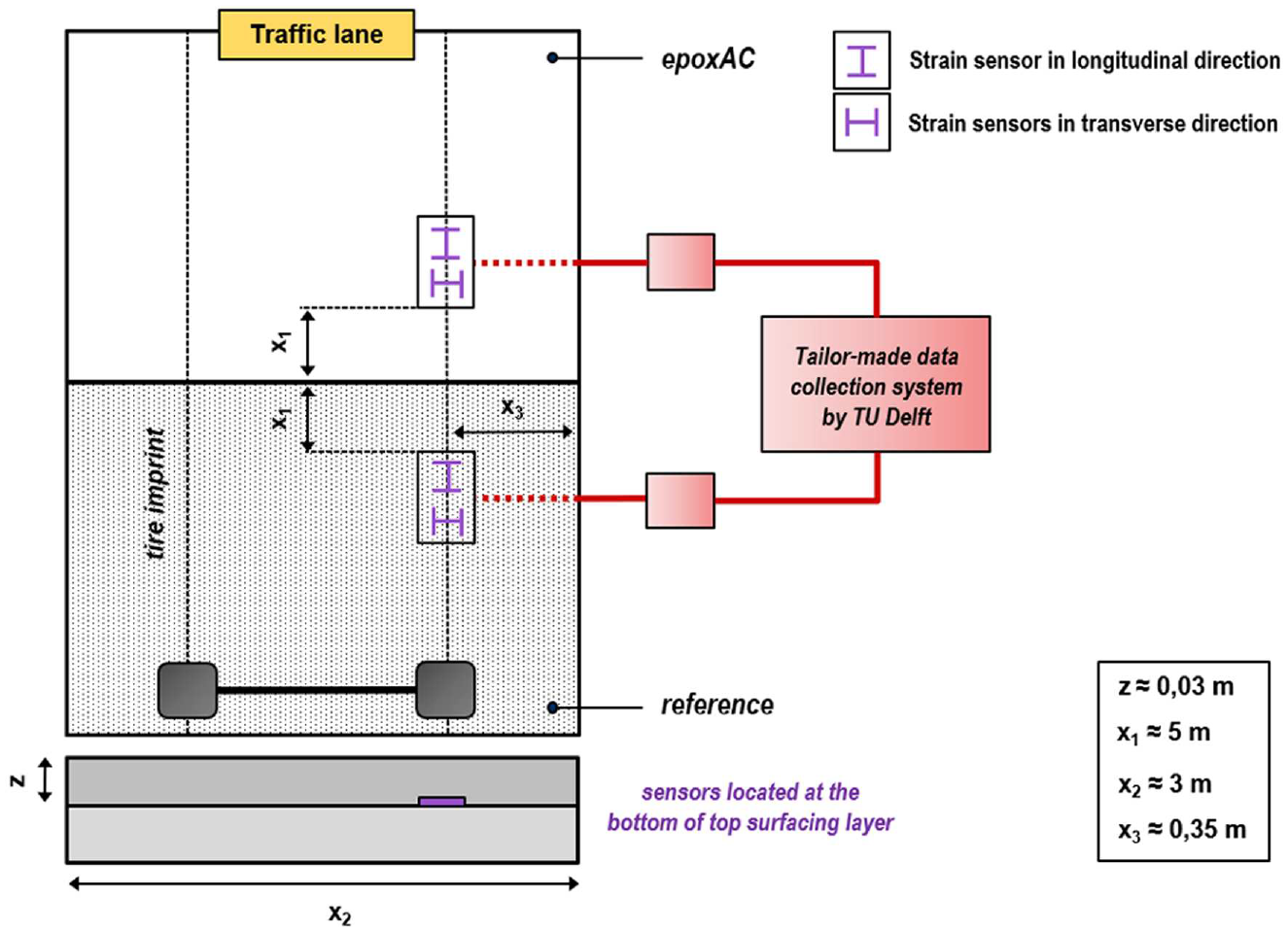
Instrumentation layout with a remote acquisition system.
The instrumentation array consisted of strain gauges (H-shaped gauges, Dynatest) to measure the tensile and compressive horizontal strains at the bottom of the top layer, and temperature sensors to measure the temperature variations at the same position. In total, four temperature sensors and six strain gauges were installed, and as per section: (i) two temperature sensors, (ii) one longitudinal strain gauge, and (iii) one transverse strain gauge. Combining the measurement from the strain gauges and temperature sensors could help perform a thermo-mechanical study of the test sections over time and predict their fatigue life.
Temperature variation is one of the main influential factors in the performance of flexible pavements, as the stiffness modulus of asphalt pavement materials alters with temperature changes. A flexible pavement shows viscoelastic behavior at high temperatures, while it behaves as an elastic and brittle system at lower temperatures. Temperature variation also causes thermal volumetric changes (e.g., contraction). As the air temperature reduces, the restrained pavement contracts, inducing thermal stresses and strains within the structure. This attribute could accelerate failure mechanisms, such as low-temperature thermal cracking through the transverse direction. Therefore, the response of two test sections at decreased temperatures in the winter period was assessed in this study.
Strain Gauges
Recording the strain measurement within the pavement over time makes it possible to examine the mechanical response under dynamic loads and ultimately verify the claims for the structural performance of various pavement materials. Strain gauges have been successfully applied as a monitoring set-up in the past, with few definitive studies from the National Center for Asphalt Technology (NCAT), Florida Department of Transportation, and others ( 17 – 27 ).
Strain gauges are typically used to measure the magnitude of horizontal strains, usually at the bottom of asphalt layers, as the tensile strains are mainly concentrated in this area. Note that repeated traffic loading causes high tensile strains at the bottom of pavement layers, causing a reduction in the structural capacity of the pavement. Concerning the geometry of strain gauges, their H shape enables their anchoring into pavements, and the sensors only exist in the central component. Also, the effective stiffness modulus of these gauges is of the same range of magnitude as the asphalt materials to conduct realistic strain measurements. In this research, the horizontal strain gauges were placed at the bottom of the surfacing layers (Figure 2) before paving, both in longitudinal (in the direction of traffic) and transverse (perpendicular to traffic) directions.

Strain gauge (left) and its installation at the top of the bottom layer (right).
Data Acquisition Platform
All sensors’ recorded measurements were stored and sent via a specially designed data acquisition platform in TU Delft (see Figure 3). The remote data acquisition platform was a compact and modular system that integrated a processor, data storage, a Wi-Fi communication module, and a small power receiver for localization and time synchronization. The system was protected by a weatherproof cabinet and connected via the 4G network to remotely transfer the recorded measurements in TU Delft.
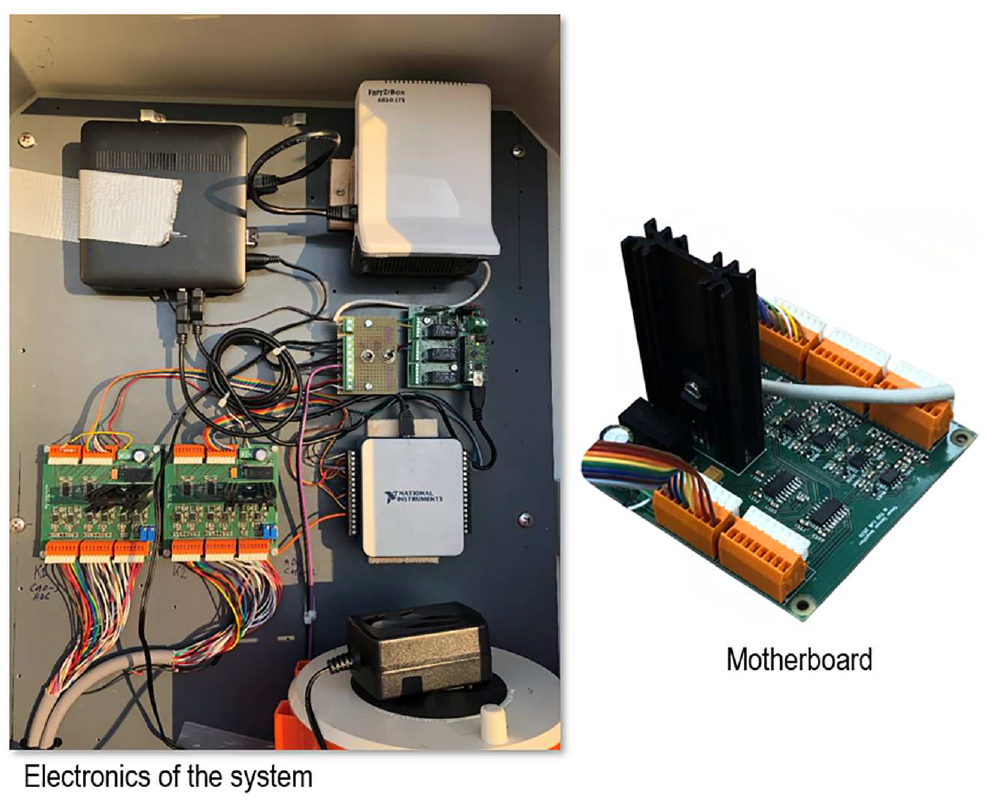
Data acquisition system: electronics of the system (left) and motherboard (right).
Field Monitoring Results
Figure 4 illustrates the measured strain responses for two test sections without traffic flow. The influence of temperature changes is shown in Figure 4a. The strain response decreased with the temperature reduction in the winter, following the same trend in both test sections. The temperatures were slightly lower in epoxAC compared with the reference section, possibly because of small differences in the effective thermal diffusivity values between the studied materials because of the presence of epoxy. Note that thermal diffusivity is a parameter to quantify the thermal inertia of materials, and it combines thermal conductivity with density and specific heat. The temperature drop led to compressive horizontal strains at the bottom of test sections in the transverse direction, indicating that both materials thermally contract (see Figure 4b). The thermal-induced compressive strains were higher at the bottom of the reference section. In contrast, as expected, the thermal-induced contraction was more pronounced in the measurements provided by the transverse strain gauges. This attribute suggests that the material in the reference section was more sensitive to low-temperature deformations, mainly in the transverse direction, than the epoxAC section, which has shown lower strains at decreased temperatures. The transverse (Figure 4b) and longitudinal (Figure 4c) strain measurements also had inverse tendencies.
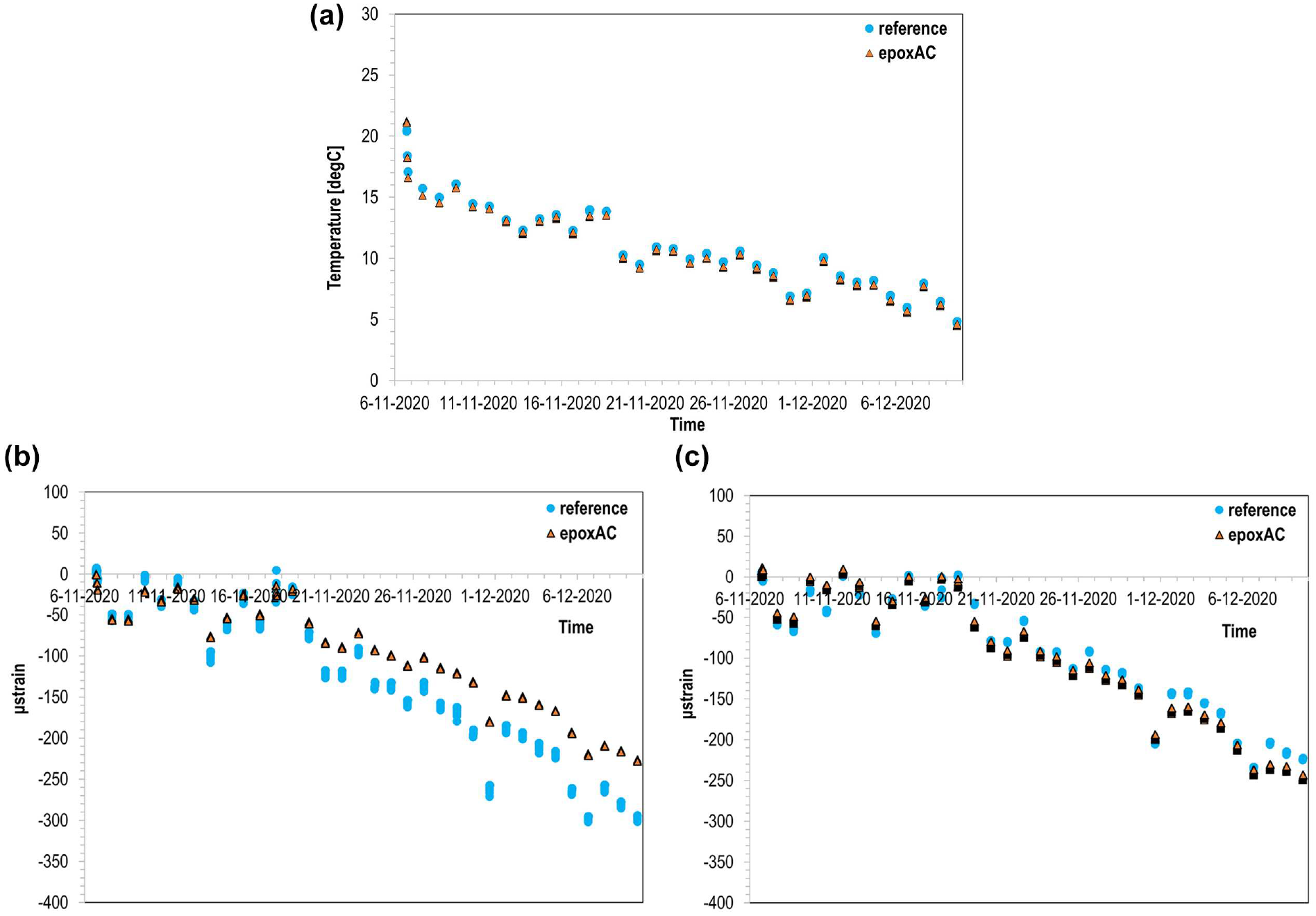
Measured: (a) temperature, (b) transverse, and (c) longitudinal strains versus time.
Figure 5, a and b , shows the transverse and longitudinal strain readings, respectively, at 22°C. The selected temperature to demonstrate the effect of truckload on the mechanical response is the average high temperature during summer in the Netherlands. Different cases of the truck pass are illustrated in Figure 5 on the left and right sides at the same temperature, showing similar responses. The first transverse strain pulse represented the passing of a truck’s axle (compression), whereas the following transverse strain pulses represented a sequential axle (compression) (see Figure 5a). The measured strains in longitudinal and transverse directions decreased under the passing axles, returning slowly to their original state after loading. Nevertheless, the shape of strain signals in the longitudinal direction (Figure 5b) at the bottom of test sections was different than in the transverse direction (Figure 5a), illustrating a more pronounced strain. While the response in the transverse direction was always in compression, the longitudinal strain signals were composed of a compressive part followed by a tensile part. All strain readings showed typical viscoelastic responses, which changed daily with changes in air temperature.
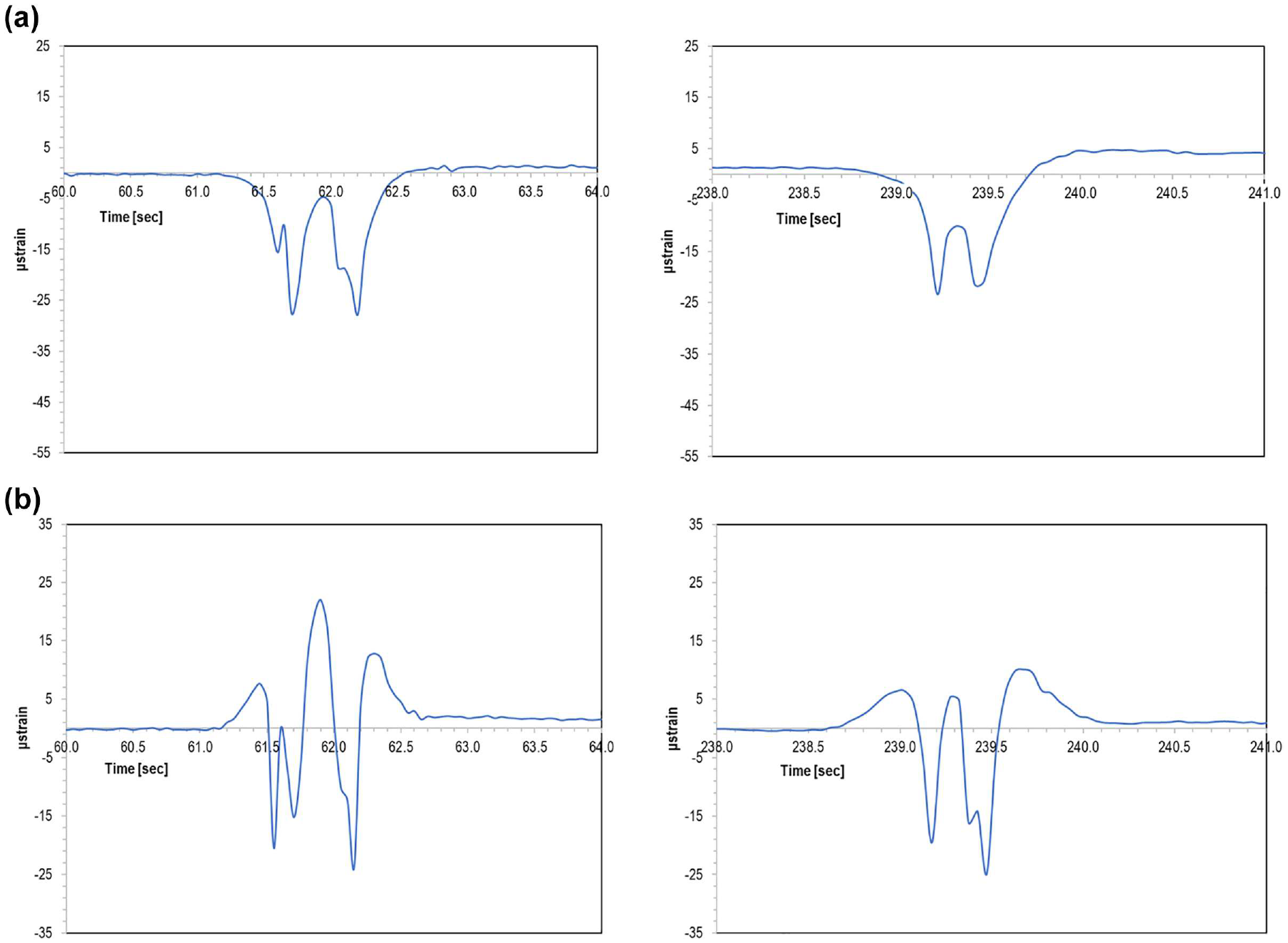
Two case measurements (left and right): (a) transverse and (b) longitudinal strain events under traffic loading at 22°C.
Field data, collected daily from April 18 to December 5, 2021, were plotted in Figure 6. Especially, the measured strain responses in the transverse and longitudinal directions at the bottom of the two trial sections are shown in Figure 6, b and c , respectively. The influence of seasonal temperatures (Figure 6a) on the measured strain responses is depicted. The strain response of sections increased because of increased temperatures in the the summer period, but both test sections did not appear to have a strong difference in their measured strain responses. In Figure 7, the same strain data were also plotted against the bottom-depth pavement temperatures. Figure 7, a and b , demonstrate the correlation between transverse strains and temperature and between longitudinal strains and temperature, respectively, enabling, in this way, the fatigue performance predictions, which will be discussed in the following sub-section.
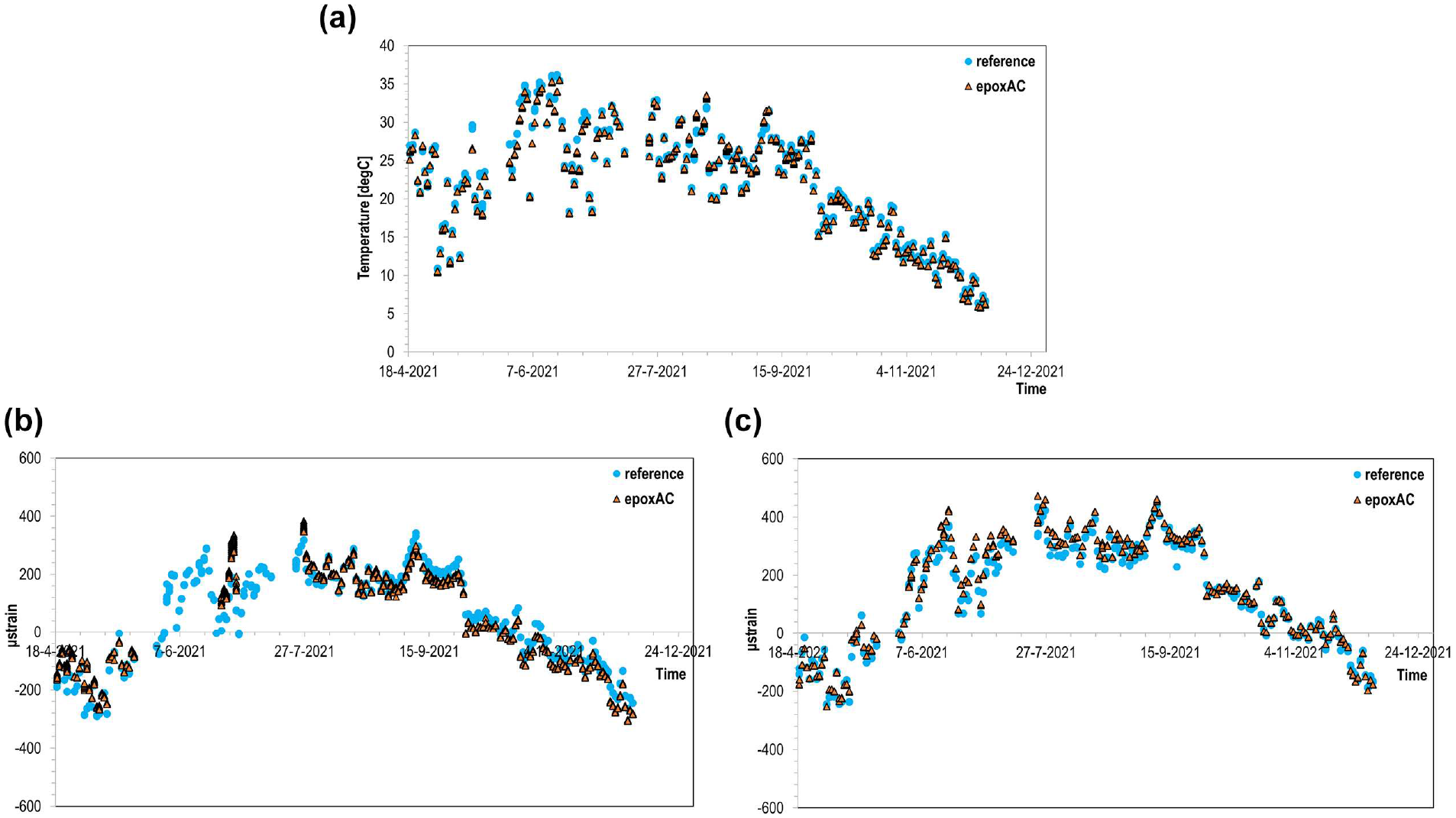
Measured: (a) temperature, (b) transverse, and (c) longitudinal strains from April 18 to December 5, 2021.
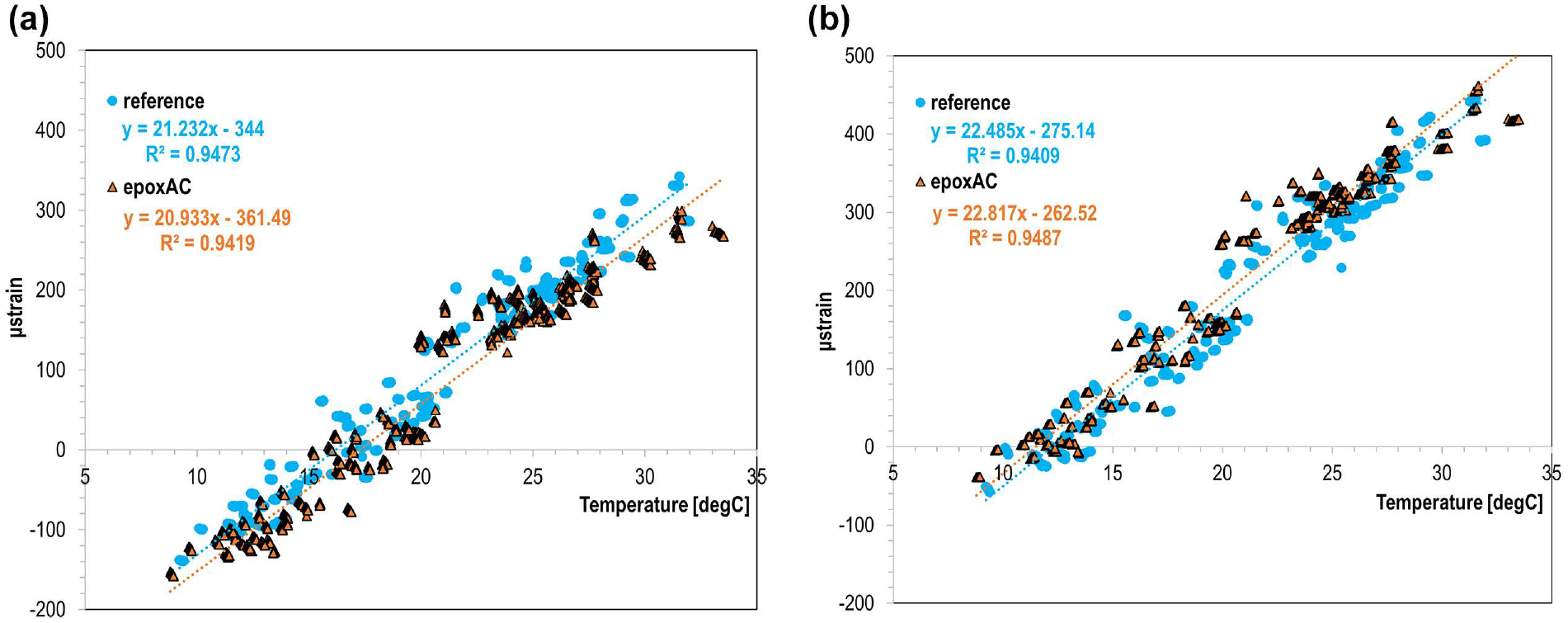
Measured: (a) transverse and (b) longitudinal strains versus temperature under traffic loading.
Fatigue Performance Predictions
Various mathematical relationships have been developed to assess the fatigue damage in asphalt pavement layers to predict the number of load repetitions to fatigue cracking. The commonly used mathematical relationship used for fatigue characterization is a generalized fatigue cracking model, which is expressed as follows ( 28 ):

where
Nf = the repetitions until fatigue failure,
εt = the tensile strain at the critical location,
E = the initial stiffness modulus of material (MPa),
C = a laboratory to field adjustment factor, and
k1, k2, and k3 = laboratory regression coefficients.
In this research, the Shell equation of fatigue cracking was employed, and this equation is defined as ( 29 ):

The horizontal tensile strain measurements at the bottom of the test surface layers were also applied to compare their relative fatigue cracking performance. A specific time window with comparable pavement temperatures for the two test sections was selected from Figure 7b (i.e., horizontal tensile strains in the transverse direction versus the pavement temperature). In this temperature range, the reference test section demonstrated higher strains than epoxAC, and strains at a reference temperature of 20°C were interpolated from Figure 7b. The horizontal tensile strain level employed for the reference and epoxAC section was 80 and 55 μstrain, respectively.
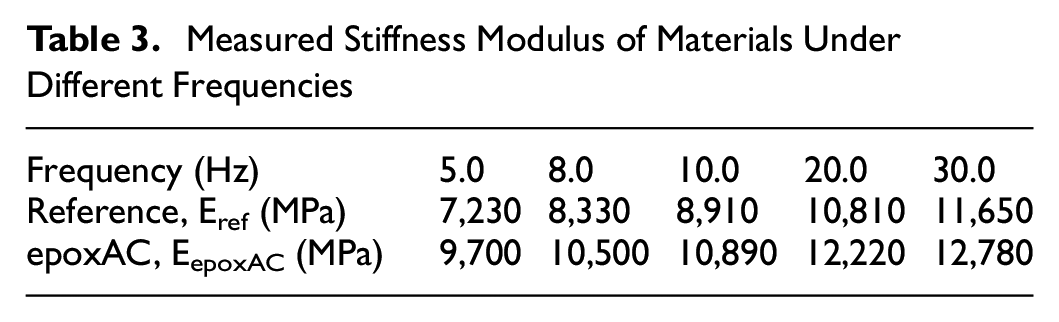
The stiffness moduli of the studied materials under dynamic loading of various frequency levels at the same reference temperature were obtained from an earlier study and provided in Table 3 ( 11 ). The fatigue lifetimes of test sections at different frequencies were predicted, as shown in Figure 8. The predicted fatigue life of epoxAC was approximately four times greater than the fatigue life of reference material when the 5 Hz dynamic loading frequency was employed (see Table 4). The improvement of fatigue life of pavement materials with epoxy-asphalt use has also been proven previously by the same laboratory ( 11 ). Thus, it can be said that epoxy-asphalt can improve the fatigue performance of flexible pavements; nevertheless, further field data are needed to validate the theoretical findings based on the first-year measurements and obtain a more accurate view of the longevity of test pavement structures.
Measured Stiffness Modulus of Materials Under Different Frequencies
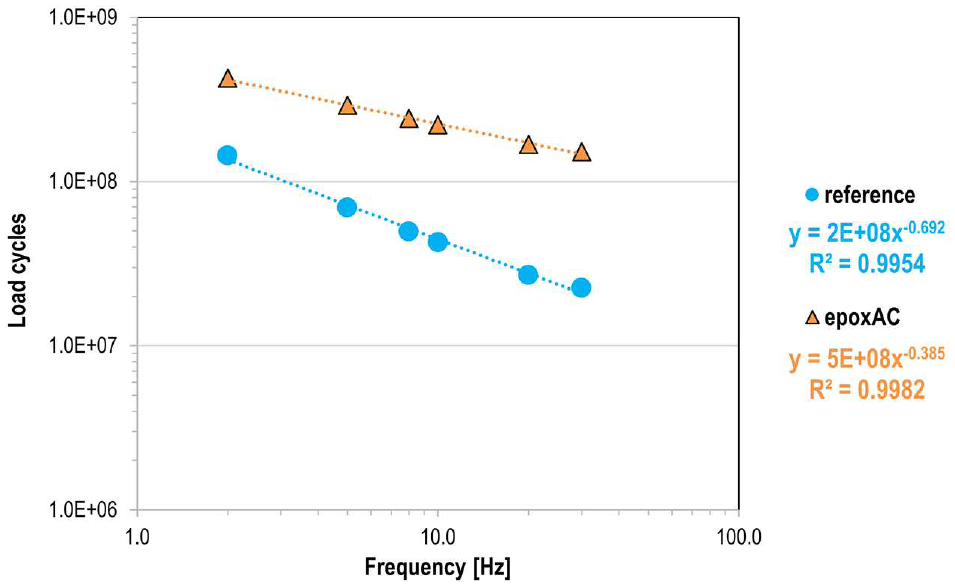
Predicted fatigue life of test sections under different frequencies.
Predicted Fatigue Life of Test Sections Under Different Frequencies

Life Cycle Assessment (LCA) Results
LCA is a methodology to quantify and evaluate the environmental impact of products and processes by accounting for relevant input and output parameters of a system and the conversion and interpretation of output parameters into potential environmental impacts. All the life cycle stages are encompassed in LCA, from material acquisition through production, construction, maintenance, use, and disposal. The scope definition described the product with respect to the boundaries and selection of a function unit. The latter gives the comparison basis between the alternative products.
Although it is well known that the incorporation of epoxy in asphalt leads to the formulation of epoxy-modified asphalt, which can enhance the performance of asphalt pavement, the high cost of epoxy binders has prohibited their regular use in flexible pavements. Economic analyses funded by an OECD project have indicated the benefits of epoxy-modified porous asphalt concrete performance and the potential for reducing costs by diluting a commercially available epoxy binder with a standard binder ( 2 ). The epoxy-modified porous asphalt mixes show a potential lifetime of 30 years compared with the average life of 7.5 years of standard open-graded porous asphalt mixes. The resurfacing budget can be reduced to 1/6 of its current level when 25% epoxy binder is diluted in a standard binder (assuming a 40 year life period), also providing high noise reduction benefits ( 30 ).
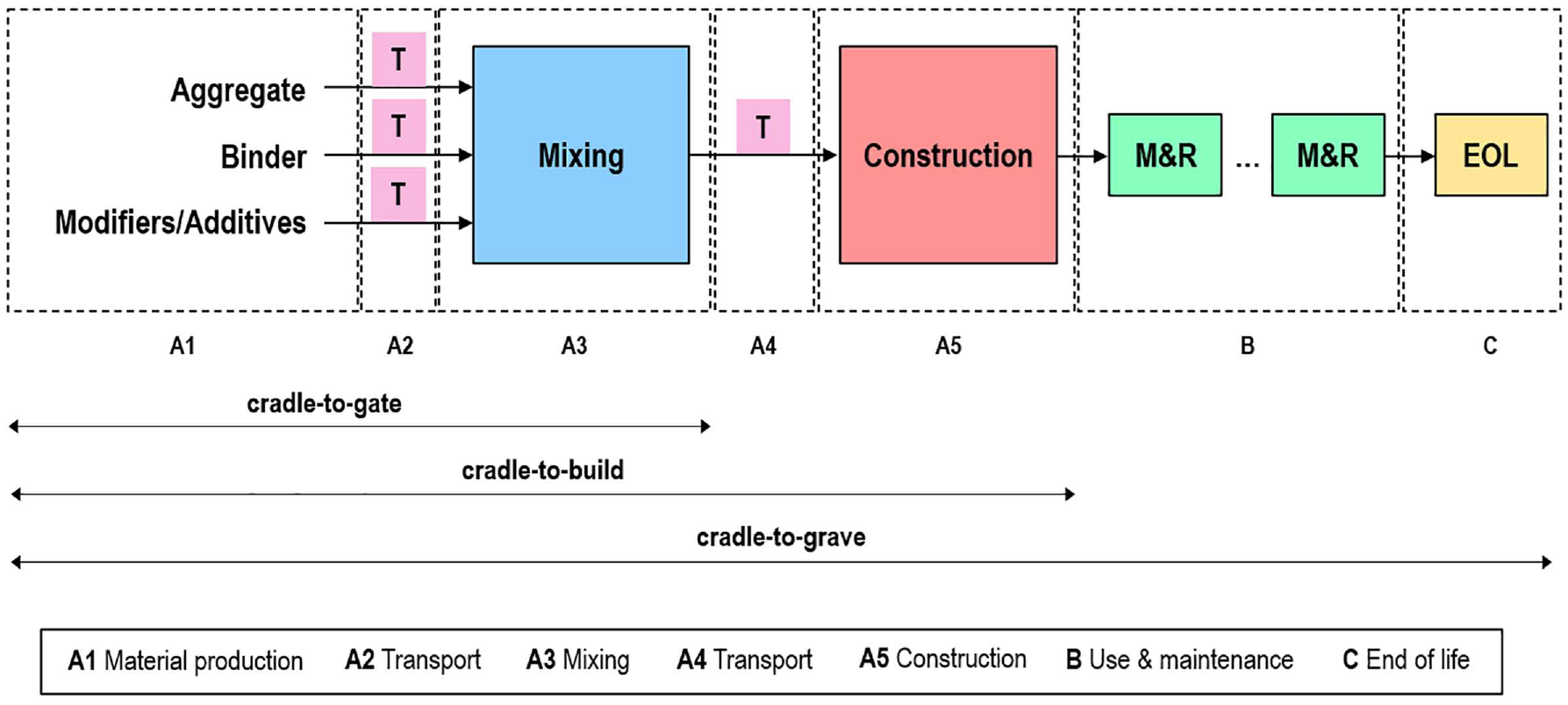
A flexible pavement made with epoxAC, discussed above, was the product case of this assessment (see Figure 9). To contextualize the results, a declared unit of 1 ton of a pavement mix is presented over the material production. As no extra modifications are needed over the delivery and construction phase of epoxAC compared with a standard asphalt mix, emphasis was given to the material production phase ( 2 ). Thus, the life cycle phases beyond the material production, which are included as a functional unit of 1 lane-mile of pavement structure, were considered equal environmental impacts between standard asphalt (reference) and epoxAC. Specifically:
The cradle-to-gate analysis includes a functional unit (i.e., performance) of 1 ton of a pavement mix produced in the asphalt plant. For this part of the analysis, which consists of extraction, transportation, and mixing of all individual components of pavement material (i.e., A1–A3 in Figure 9), reference and epoxAC mixes had the same binder content of 6.7% of the weight of the mineral particles ( 11 ). The mixing temperatures and duration of epoxy-modified asphalt with mineral particles were the same as a warm asphalt mix. In this research, the reference mix was modeled as a warm mix asphalt, and thus it was assumed no difference in the total mixing energy consumed to produce both mixes.
The cradle-to-built analysis includes a functional unit of 1 lane-mile of a pavement constructed with different mixes. Here, pavements should be evaluated by comparable performance beyond the construction phase. A critical aspect of this part is to vary the thickness of pavements to obtain equal performance in relation to environmental impacts compared with other alternative solutions. In this research, the thickness of the surface pavement layer was considered the same for both reference and epoxAC mixes (35 mm) ( 16 ). The material hauling and placement processes were included in the construction phase (i.e., A4 and A5 in Figure 9).
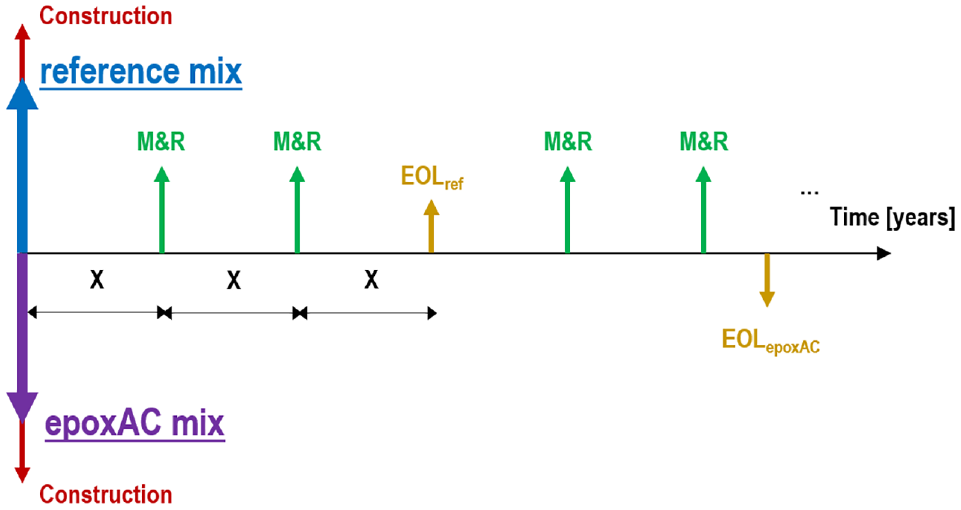
the cradle-to-grave analysis includes all life cycle phases for a functional unit of 1 lane-mile of a pavement. For the cradle-to-grave scope, the performance of pavements should be assessed by accounting for different intervals between maintenance and rehabilitation (M&R) actions to restore pavement serviceability (i.e., B in Figure 9). The M&R actions were milling and repaving the top surface pavement layer with a new mix with the same mix design used in the initial construction phase. A critical aspect of this part is to alter the timing between M&R actions to reach equal annualized environmental impacts to the alternatives. A schematic of cradle-to-grave analysis is demonstrated in Figure 10, with the material production and pavement construction happening at the time zero, followed by subsequent M&R actions of certain time intervals, and, finally, with end-of-life (EOL) actions, which include the removal of the total pavement thickness when the pavement reaches its terminal serviceability (i.e., C in Figure 9). Here, epoxAC was assumed as an M&R-free product (see the bottom part of Figure 10) because of its enhanced aging resistance and mechanical performance characteristics. As both reference and epoxAC materials have shown similar recyclability characteristics, they were treated the same in relation to EOL actions ( 31 ).
1 lane-mile of pavement product.
Schematic of cradle-to-grave analysis framework.
Life Cycle Cost Analysis (LCCA)
A simplified life cycle cost analysis (LCCA) was conducted, considering the service life and agency costs of epoxAC to determine the overall economic feasibility of using it. Particularly:
Based on fatigue cracking predictions in an earlier section of this work, the fatigue life of epoxAC was considered approximately four times longer than that of reference, and this fatigue lifetime difference was considered in the present analysis.
The LCCA analysis considered only the agency costs and ignored the user costs during (re)paving operations (e.g., user delay cost, accident cost, and extra fuel consumption cost). The life cycle agency cost includes all operating costs from the material supply to mixing, construction, M&R, and EOL (i.e., A1–C). It should be mentioned that the use of epoxy binder in asphalt concrete mixes requires equipment modification in the asphalt plant. Thus, the cost change resulting from the use of epoxAC is mainly associated with the cost of new binder and production equipment, or the agency cost difference resulting from the use of epoxAC is primarily caused by the cost of purchasing the epoxy binder and modifying equipment during the A1 to A3 processes. An earlier study noted that the total cost of epoxy asphalt production is close to $44/m2 (i.e., the material cost of the epoxy binder is in the order of $22/m2, batch plant expenses and installation are approximately $22/m2) ( 1 ). For this analysis, the costs of A4 to A5 and C for the reference and epoxAC were assumed to be equal.
According to the material supplier, the cost of epoxy-asphalt binder is €6.000/ton. The cost of a standard asphalt binder is approximately €520/ton. Thus, the cost of epoxy-modified asphalt binder, formulated with 20% of epoxy-asphalt and 80% of standard binder, is €1.880/ton, or the initial cost of the epoxAC binder is 3.1 times higher than the reference one. Therefore, the initial cost of the reference and epoxAC binders is €2.1/m2 and €6.5/m2, respectively. Assuming that the cost of reference (SMA NL 8B: 6.7% binder content, 30 mm thickness, 5.5% air void content, 2.45 t m−3 mix density) is approximately €80/ton, then the additional cost of epoxAC is €4.4/m2.
The net present value (NPVC) of the paving costs, which is assumed equal to the repaving costs, is calculated by

where
Cinitial = the initial construction cost,
Cterminal = the terminal product value,
C = the future (re)paving cost,
ne = the analysis period,
nl = the product service life,
N = [ne/nl] = the number of future (re)paving actions for a product during the analysis period of ne years,
r = the discount rate, and
nk = the number of years from initial construction to the kth expenditure ( 32 ).
In this study, the total service life of epoxAC was assumed as the analysis period with 4% discount rate. The epoxAC mix lasts almost four times longer than the reference mixes, or it shows a service life of 48 years (i.e., ne = 84 years, nl = 12 years). The NPVC of reference and epoxAC is therefore calculated as €13.4/m2 and €13.5/m2, respectively, or the unit cost of a square meter pavement with reference and epoxAC is €13.4 and €13.5, respectively.
Life Cycle Inventory (LCI) and Life Cycle Impact Assessment (LCIA)
Life cycle inventory (LCI) estimates the consumption of resources and the quantities of waste and emissions associated with the mix production and its components. For the production and transport to the market of the raw materials needed for producing the studied materials, LCI was used from Ecoinvent 3.5. Inventories were taken from the National Milieu Database for asphalt and mineral aggregates, which does not include transport from the refinery to the asphalt mix production plant.
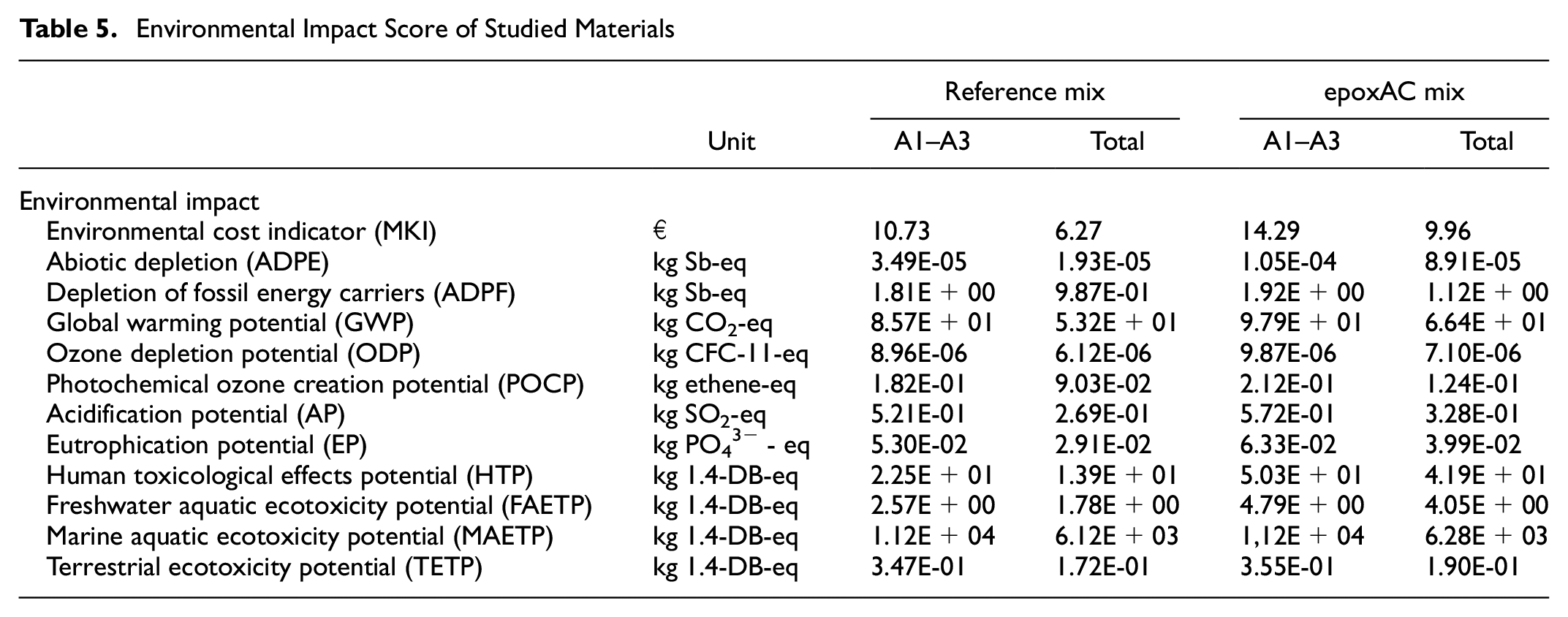
The environmental impact categories assessed were: acidification potential (AP), eutrophication potential (EP), global warming potential (GWP), ozone depletion potential (ODP), and smog creation potential (SCP). Table 5, supplied by Dura Vermeer Infra Participaties B.V., records the environmental impact per category of a declared unit of 1 ton of reference and epoxAC. The material and production phases are the main source of contributions for all impact categories and differences between the two studied materials. The results indicate that the environmental cost indicator (MKI) of epoxAC is equal to €9.96 and higher than that of the reference mix (€6.27). As mentioned above, it is assumed that epoxAC could last four times longer than reference mixes, and, thus, the total MKI of epoxAC is €19.92, and of the reference, one is €31.35. Therefore, incorporating epoxy binder in asphalt leads to a significantly lower environmental impact than the unmodified asphalt (i.e., reference) over the analysis period reflecting the environmental benefits of using the epoxAC technology for roadways.
Environmental Impact Score of Studied Materials
Overall Performance
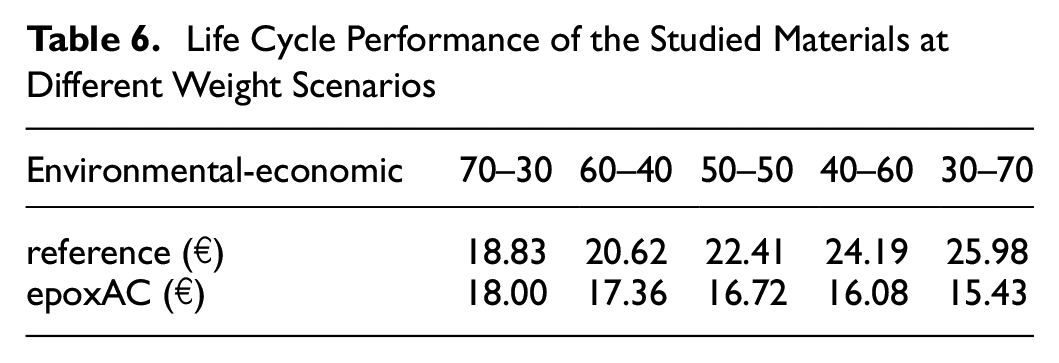
The weighted environmental and economic cost scores were calculated for reference and epoxAC, assuming different weight scenarios. Although the initial construction cost of epoxAC is significantly higher than that of reference, the overall score of epoxAC in all weight scenarios is lower than that of the reference mix because of its higher service life (see Table 6). For example, the overall performance for the reference mix is €22.41, and the overall performance score for epoxAC is €16.72, assuming a weight of 50% for economic factors and 50% for environmental factors.
Life Cycle Performance of the Studied Materials at Different Weight Scenarios
Summary
This study presents the first-year performance results of monitoring two instrumented test sections constructed in 2020. The test sections, featuring reference and epoxAC, were subjected to thermal- and traffic-induced deformations, and the main findings are as follows:
The measured strain responses alter significantly with the temperature changes, and the strain readings of both studied materials show typical viscoelastic responses.
At the traffic-free phase and decreased temperatures, the thermal-induced compressive strains were higher at the bottom of the reference section. At the same time, the thermal contraction was more pronounced in the measurements provided by the transverse strain gauges. This attribute suggests that the reference section is more prone to low-temperature transverse deformations than epoxAC.
The strain response of both sections increased from compression to tension because of increased temperatures in the summer period. The strain measurements of epoxAC indicate that this material behaves fundamentally similarly to the reference section in its first year of service.
The epoxAC test section demonstrates lower horizontal tensile strains in the transverse direction at the bottom of the surface layer than the strains of the control section during the measuring period. Based on the field measurements and earlier laboratory data, a fatigue cracking model was employed to estimate the fatigue life of the studied sections, and the fatigue life of epoxAC was approximately four times greater than the fatigue life of the reference test section at 20°C.
This research also aimed to evaluate the potential environmental impact of epoxy-modified asphalt used as a pavement material for roadways and identify what determines the environmental performance of the epoxy-asphalt technology through LCA. Results indicated that incorporating epoxy binder in asphalt could lead to significantly lower environmental impact than unmodified asphalt. Such benefits are attributed to the minimal maintenance interventions of pavement with epoxy and their higher service life over the analysis period. Although the initial price of epoxy-modified asphalt production and construction was substantially higher than that of standard asphalt mixes, the overall score of epoxy-modified asphalt in all weight scenarios was lower than that of the reference, reflecting the sustainability benefits of using this technology for roadways. More field measurements are suggested over time to track the evolution of material properties, for example, stiffness modulus, and validate the long-term benefits of epoxy-modified asphalt pavement materials.
Footnotes
Acknowledgements
The authors thank ChemCo Systems and Dura Vermeer for their cooperation and Kees van Beek and Michele van Aggelen for calibration, installation, and maintenance of the monitoring system.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: P. Apostolidis, R. Jing, X. Liu, S. Erkens, T. Scarpas; data collection: P. Apostolidis; analysis and interpretation of results: P. Apostolidis, R. Jing, X. Liu, S. Erkens, T. Scarpas; draft manuscript preparation: P. Apostolidis. All authors reviewed the results and approved the final version of the manuscript.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Financial support from the Province of Noord Holland on Epoxy-Modified Asphalt Concrete Project is gratefully acknowledged.