
Abstract
The asphalt pavement construction monitoring system presented in this paper covers two main asphalt pavement construction processes: hot mix asphalt (HMA) plant production and the laydown and compaction operation. The main architecture of the monitoring system, the development of the required hardware and the software structure, and the implementation process are presented in this paper. The system is able to perform automatic data collection and data transmission, and can automatically provide feedback to the construction site for real-time asphalt pavement construction quality control. The entire process works automatically without much human intervention and covers the entire project throughout the entire construction period in real time. The monitoring system was successfully implemented in the ZhaoMa Highway construction project in China, where it proved to be effective and reliable. The key asphalt plant production parameters, including asphalt content and aggregate gradation, were improved to a statistically significant level as shown by comparing before and after the monitoring system’s deployment. Statistical analysis between asphalt core density and laydown and compaction monitoring data, collected at 20 locations, indicated that rolling passes were highly correlated with density, whereas finishing rolling temperature and HMA laydown temperature were moderately correlated with density. These results imply that implementation of the monitoring system proposed by this paper could improve asphalt construction procedure quality control and asphalt pavement construction quality.
Since the first highway was established in China in 1988, the construction of highways throughout the country has developed rapidly. According to the Chinese government’s statistics, by 2015, total highway mileage had reached 120,000 km ( 1 ).
Unfortunately, highway asphalt pavements have suffered widespread premature failures. In addition to inadequate design and environmental issues, poor construction quality is one of the major causes contributing to premature failure. Since 2007, Chinese researchers have conducted extensive research work with regard to asphalt pavement quality. One area of these efforts is in the field of quality control of asphalt pavement construction.
Many factors are associated with pavement construction quality, with these grouped into two broad categories. External factors refer to the impact of raw materials, construction-related machinery, and climate. Technologies relate to the raw material production and asphalt paving construction equipment, the development of which has made satisfactory progress in China in the last two decades. The advancements in asphalt binder and aggregate production technology have significantly improved the quality of raw materials. The problems of asphalt pavement construction, such as mixture segregation, have been more effectively controlled through the use of large mixing plants, large pavers, and other advanced equipment.
The human-related factors are those that relate to the skills and proficiency of the engineers and workers involved in paving construction operations. It is not surprising that contractors may make some alterations during construction for profit purposes, such as changing production parameters in the mix production plant, altering the compaction procedure during the compaction operation, or even falsifying test data ( 2 ). Results of research studies have demonstrated that the above-mentioned factors are the cause of a considerable portion of pavement construction quality problems. Therefore, efforts to control the human-related factors have become even more urgent to improve pavement quality control in China ( 3 ).
Although a well-established pavement construction quality control system exists in China, its monitoring procedures have two shortcomings: firstly, despite the use of some automatic detection equipment, such as the Pavement Quality Indicator for hot mix asphalt (HMA) density measurement in the field, the system is highly dependent on manual data collection, with this having low cost-efficiency, as well as being inaccurate. Secondly, manual quality control can test limited samples of the project rather than monitoring and testing the entire project. As the sampling rate is low, resolution of data is not as high as required by quality control.
To overcome these shortcomings, an asphalt pavement construction monitoring system has been developed and is presented in this paper. The system developed and presented in this paper can automatically collect, analyze, and deliver several key parameters in HMA production and field paving and compaction operations, automatically providing feedback of the pertinent online information to operators at the construction site. The system consists of two components: (1) HMA production monitoring and (2) field paving and compaction monitoring. In 2015, the system prototype was implemented and tested at ZhaoMa Highway construction project, Yunnan Province, China.
HMA Production Monitoring Component
HMA quality is one of the most important factors affecting asphalt pavement quality. It is also a critically important quality control point. With comprehensive standard specifications and corresponding inspection systems adopted nationwide for raw materials used for asphalt pavement construction in China, the quality check of aggregates, asphalt binders, and other additives used for producing HMA has matured. However, during HMA production in an asphalt plant, contractors may intentionally or unintentionally deviate from the proper production process, thus resulting in poor HMA quality. The standard HMA plant quality control processes, which include sampling and testing the asphalt mix once or twice a day ( 4 ), are not frequent enough to detect these problems. However, as the proposed system can simultaneously monitor certain key HMA plant operating parameters, discrepancies in HMA production can be detected with timely correction, to improve HMA production quality.
When devising an automated HMA production quality monitoring program, it is important to select only a few key parameters which critically influence HMA quality. Four key parameters were selected for the HMA plant monitoring system: asphalt content (asphalt–aggregate ratio); gradation; mixing temperature; and mixing time ( 5 ).
For monitoring aggregate gradation, it is neither necessary nor technically feasible to monitor all particle sizes ranging from 0.075 mm to 30 mm in the HMA produced in each batch. As the gradation of HMA produced in a batch plant (the predominant type used in China) can be accurately controlled by the amount of aggregates discharged from each hot aggregate bin, monitoring the discharge rates of aggregates from the hot bins has the same effect as monitoring the mix gradation itself. This assumption is based on the stability of aggregate gradations in the hot-bin gradations, which should be checked on a daily basis. As the HMA properties are more sensitive to variations in the amount of finer aggregates than of coarser aggregates, narrower fluctuation ranges for discharge rates must be set for the hot bins with finer aggregates (<3 mm) than for those with larger size aggregates ( 6 ).
Just as the weights of aggregates from the hot bins and the mineral filler discharged into the pugmill, as well as the amount of asphalt used in each mixing batch, are readily available from the asphalt plant operation control system, so too are the asphalt mixing temperature and the mixing time also available from the plant operation control. Therefore, the four parameters selected for monitoring the quality of HMA production can be obtained directly from the existing asphalt plant’s operation control database. All that needs to be done is to acquire these data, perform real-time analysis, and issue warnings to appropriate persons when outliers are detected in any of these four key parameters.
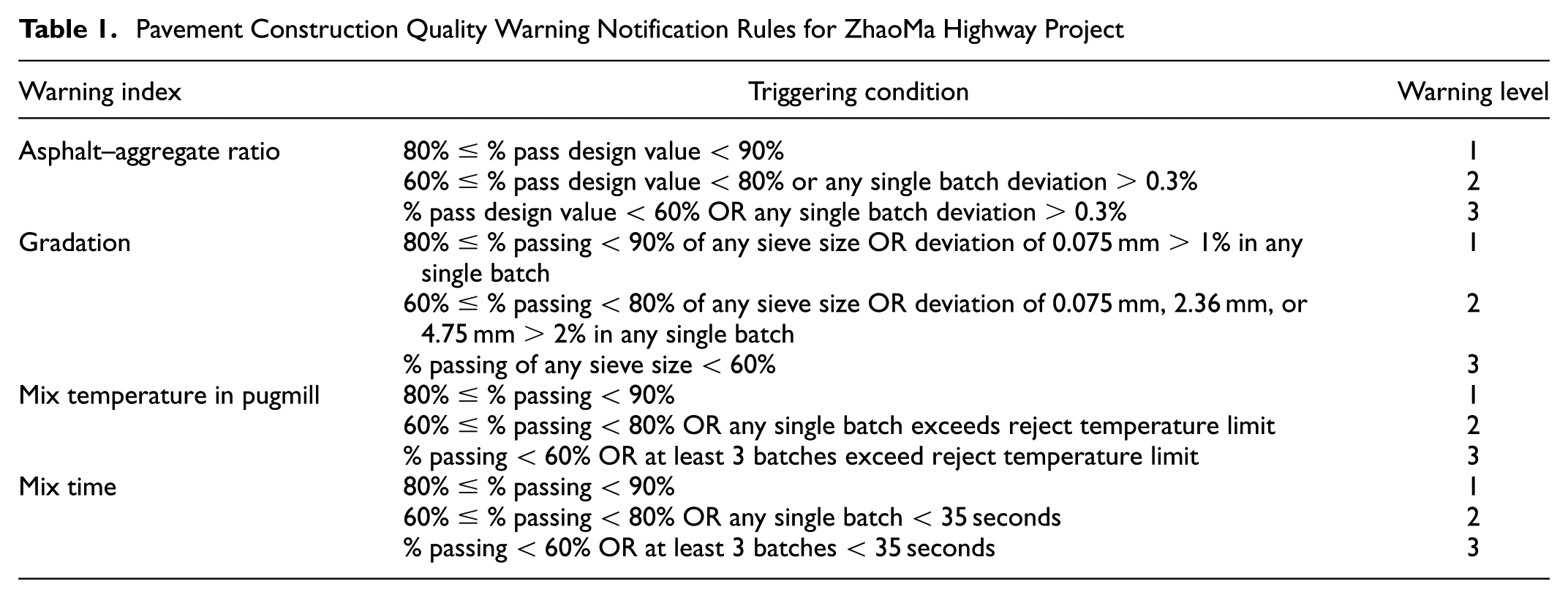
The warning messages can be sent via SMS (Short Message Service). In the production plant monitoring system presented, the warnings are categorized into three different severity levels. A high-level warning (greater severity level) is sent to personnel at higher management level. The warning rules can be different for different projects. Table 1 presents the hierarchy of warnings used for the ZhaoMa Highway project. The monitoring program continually checks the quality data of every last successive 10-plate mix, and determines the warning level by the qualification rates and extreme values of quality indexes (Table 1).
Pavement Construction Quality Warning Notification Rules for ZhaoMa Highway Project
HMA Mixture Monitoring Component
Paving and Compaction Monitoring Component
Two of the most critical operations on the job site are the laydown and the compaction operations. According to the Technical Specifications for Construction of Highway Asphalt Pavements ( 7 ), various laydown and compaction controls are specifically configured for the construction of different types of asphalt mixes.
The mix temperature and paver speed, and environmental conditions, such as air temperature, wind speed, and other weather-related parameters, are important factors affecting the laydown operation. In addition, it is recommended that the paver operates continuously, at a constant speed if possible ( 8 ). Thus, in this paving monitoring system, the paving stop time is calculated for every single paving unit set at 10-meter (m) intervals, which can be obtained from the continuous Global Positioning System (GPS) data. An alarm light at the top of the paver will blink to alert and alarm the field technicians if any out-of-specification laydown-related index value is detected.
Regarding the site compaction operation, adequate compaction equipment, suitable rolling techniques, and an adequate mixture rolling temperature are essential to ensure effective compaction to achieve the desired compaction results. Some advanced types of roller compactor are equipped with special vibration-sensing devices that can measure the degree of HMA compaction. However, the authors’ experience in China of using these intelligent rollers shows that extremely complex and diverse responses are received from the sensors for HMA made with different aggregate types, different mixture types, and with different compaction temperatures. Based on these experiences, in the case of improper calibration, core density estimation by this method has an error rate of at least 20%. Even with proper calibration, the error rate is still approximately 5% ( 9 ). Considering that the qualified compactness of the HMA layer is commonly 93–96%, a measured compactness value with ±5% error is evidently unacceptable. Furthermore, in real construction environments, it is impossible to set the calibrations with the various combinations needed to incorporate the different types of roller and HMA and with ever-changing compaction temperatures. Therefore, in practical terms, this is not an effective way of monitoring compaction quality.
The rolling process to achieve the desired HMA compaction efforts involves two aspects: the rolling temperature and the rolling efforts generated by different types of rollers. The rolling efforts include using a particular set of rollers (static and vibratory steel-wheeled rollers and pneumatic-tired rollers), and following the rolling patterns established during the construction of the project’s test sections. The rolling temperature requirements at each stage of the rolling operations are important and should be monitored. The need to control these parameters to achieve the desired compaction efforts is well understood and has always been an important part of process control in traditional quality control for asphalt paving operations. As good practice, the field quality control persons should ensure that this process is closely followed during paving operations. However, the problem is that this important process has rarely, if at all, been explicitly monitored on a real-time basis because of the lack of available techniques to do so. The proposed compaction monitoring system presented in this paper can provide this capability.
Development of the Monitoring System
Main Architecture
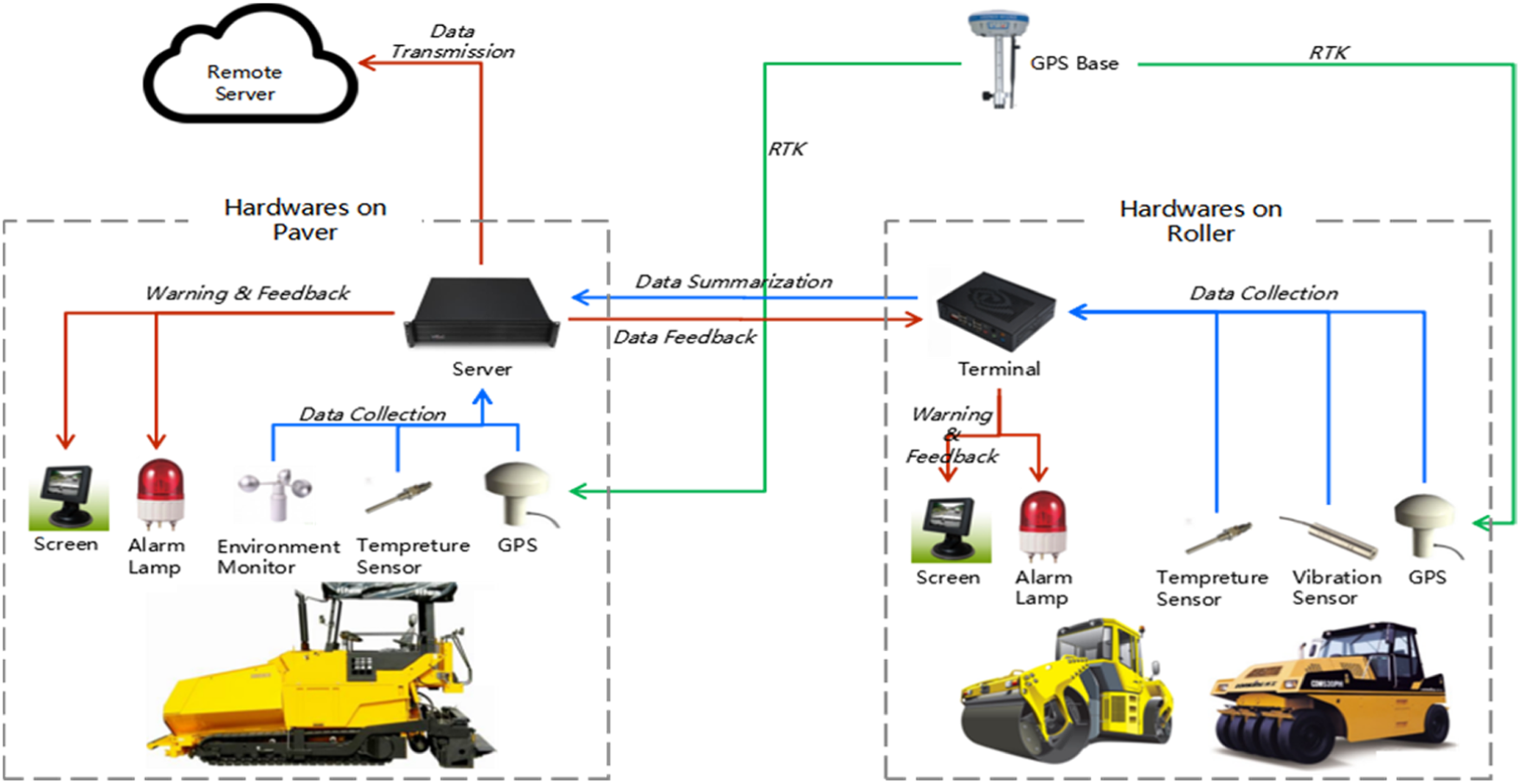
The major challenge today in automating the control process is the automated measurement of project performance indicators (PPIs). The effective control of PPIs needs two types of information in real time: (1) a list of the activities to be performed on the given day broken down in terms of PPIs and (2) measurement of the actual performance in the same terms. The first type of information is automatically extracted from the project model, as shown in Table 1, with up-to-date project planning and design standards. The proposed quality control system collects the latter type of information in real time. Moreover, the information is stored and analyzed with feedback provided to operators. Conducting such a process manually is complicated and labor intensive—it requires extensive monitoring. The proposed system design and its development process have focused on practicability. Consequently, this paper proposes a prototype of a quality check system which is stable, reliable, user-friendly, and reproducible (Figure 1).
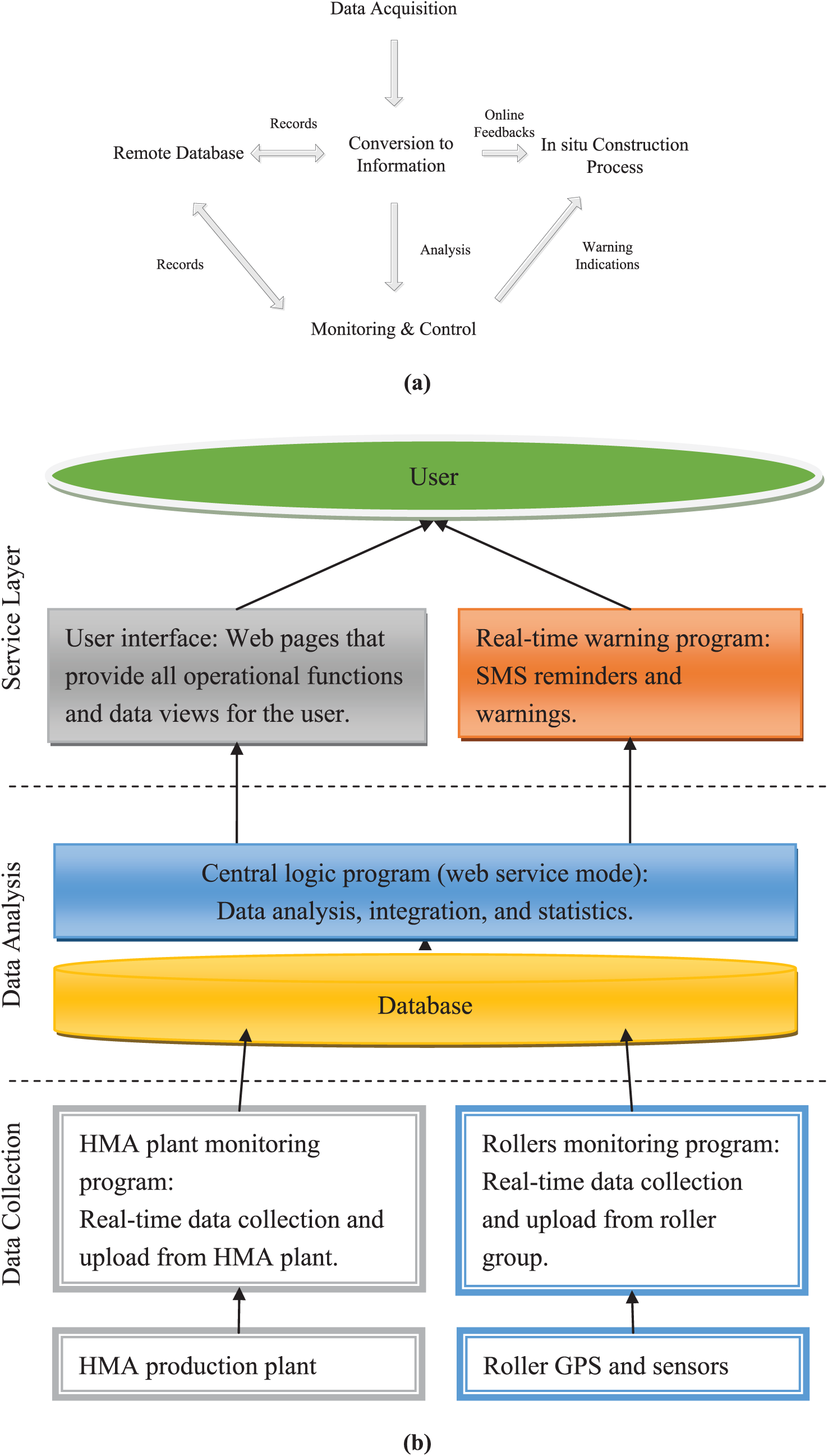
(a) Conceptual design of asphalt construction monitoring system; and (b) main architecture of pavement construction monitoring system.
The system functionality consists of three layers:
Data collection layer: This is the basic layer, responsible for data collection and uploading in real time.
Data analysis layer: This is the core component, formed by the database and the central logic program. This program is developed in web service mode, which does not directly interact with users, but provides a variety of function interfaces to the service layer. When a request from the service layer is received, the central logic program acquires relevant data from the database and completes all necessary computations, then submits the results back to the service layer. Thus, the main task of this layer is data processing and computing.
Service layer: This layer, which directly communicates with users, is formed by the web pages and SMS message warning program. The web pages are responsible for requesting data upon the user’s instruction, and showing the results using graphical user interface. The SMS warning program is responsible for constantly examining the latest data and sending SMS messages to certain people when necessary.
Under this architecture, the tasks of each module are clear, and integration of tasks with each other reduces the tasks overall. Internal optimization, maintenance, or improvement in any module will not affect the normal working of other modules or the entire system.
When deploying this monitoring system to a different construction project, the Data Collection Layer and the Service Layer will need to be modified, for instance, by installing devices on new equipment or redesigning the web pages and warning program so the system is adapted to the new working environment. However, no change will be needed for the Data Analysis Layer. Therefore, multiple projects can use the same database and the same central logic program. This greatly simplifies replication and makes the system easier to be used for other projects.
Hardware Modules for HMA Quality Control
HMA Production Plant Monitoring Device
The hardware for monitoring HMA production utilizes a standard industrial personal computer (IPC). The improvements made to the standard unit comprise installation of specially developed data collection software and a 3G wireless network card. This compact unit is resistant to vibration, dust, and humidity. It supports automatic restarts when unexpected power outages occur, and is particularly robust to the in situ construction environment.
The IPC is connected to the plant controlling computer from where it automatically reads production parameters in real time (Figure 2). Simultaneously, the IPC transmits the data directly to the remote database via 3G communication. Data transmission is usually available when the unit is within SMS signal coverage, which applies to the vast majority of China.

Equipment on roller (a) controlling computer; and (b) detachable GPS antenna.
HMA Transportation Monitoring Module
The HMA transportation monitoring module is designed to fill the monitoring gap between HMA production and HMA paving. The most critical role of this module is to associate the HMA production batch number with the location where the batch of HMA is being used in paving and compaction. To fulfill this requirement, two sensors, namely, the GPS sensor and the infrared sensor, are mounted on HMA transportation dump truck. The GPS sensor for HMA transportation monitoring does not need high-precision positioning. It tracks the dump truck and records the timing of HMA loading and the loading duration. The infrared sensor is installed on the bottom of the dump truck tipper. It can detect the tilt movement of the dump truck. Therefore, the timing of the HMA unloading can be obtained. The transportation monitoring module has not been applied in the field in the studied highway project, because of the short distance from production to the construction site (approximate 10 km) and the contractor’s truck fleet management.
HMA Paving and Compaction
Roller Positioning Module
The compaction level depends, among other factors, on the number of passes. Extensive work has been done in the current study to develop systems that monitor the trajectories of the compactor’s movement and display them visually to the operator.
This model of the roller positioning module was realized in a prototype system and tested on a road construction site, using a GPS antenna mounted on each piece of equipment performing the controlled activities. The GPS assembly includes a fixed GPS base station and a portable GPS set attached to a roller. Using the GPS differential technology, the real-time trajectories of the roller can be measured to the decimeter level, with this meeting the positioning accuracy requirements for monitoring the rolling process ( 10 ).
The GPS antenna is set on the top of the roller and can use its power supply. The effective radius of the GPS base station is approximately 10 km (Figure 2b). Therefore, the GPS base station will have to relocate for the paving project’s next position which is over 20 km away.
Temperature and Vibration Sensors for Monitoring Paving and Compacting Operations
The temperatures of both the mix behind the paver’s screed and the pavement surface are monitored by a non-contact sensor placed on the bottom side of the roller, approximately 0.5 m above the ground’s surface, with this sensor able to measure the pavement surface temperature to within 1°C. To avoid biased temperature measurement, the sensors were calibrated. A simplified linear model is proposed which can estimate the internal pavement temperature from the air temperature and the measured pavement surface temperature ( 11 ). The model is

where
a = the coefficient;
b = the intercept;
x = the temperature measured by paver-mounted sensor; and
y = the HMA temperature measured by thermometer.
Vibration is measured by a vibration sensor mounted on the side of the roller’s axle. The vibration-monitoring component is essentially an accelerometer. The three states of vibration, namely, heavy vibration, light vibration, and non-vibration are classified by the acceleration quantity collected by the accelerometer (Figure 3). The vibration mode was applied to all rollers working at both highway worksites of SuoMeng and ZhaoMa that were chosen for a before-and-after comparison.
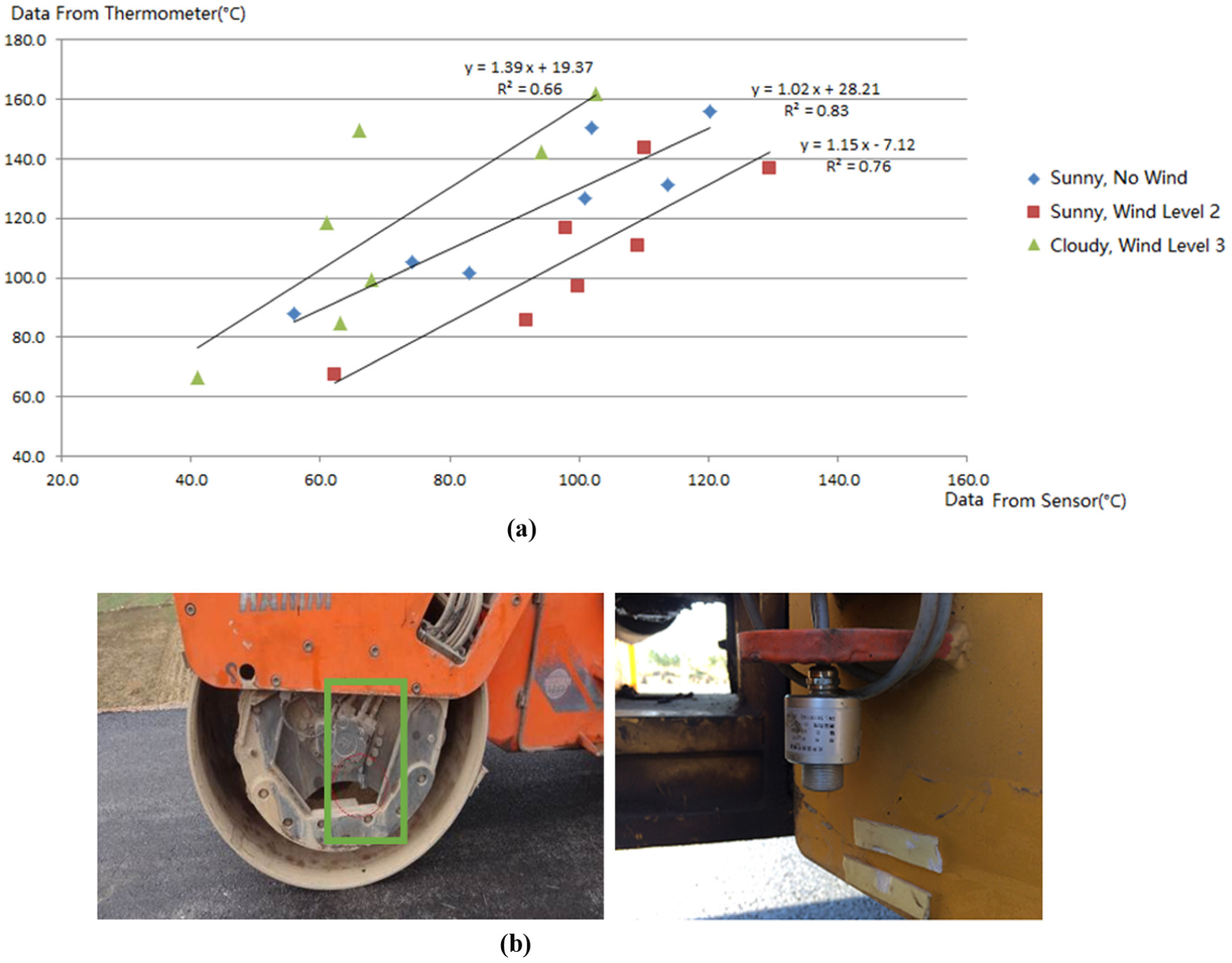
(a) Asphalt pavement temperature sensor; and (b) vibration sensor on axle of roller.
Human–Machine Interface: Vehicle Screen and Alarm
As reported in research conducted by Beainy et al. ( 12 ), a vehicle screen mounted in the roller driving room displays the number of rolling passes and ambient temperature, which helps roller drivers to pay attention to the areas with an insufficient number of rolling passes or an abnormal temperature. Thus, the operator can appropriately adjust the rolling operation accordingly.
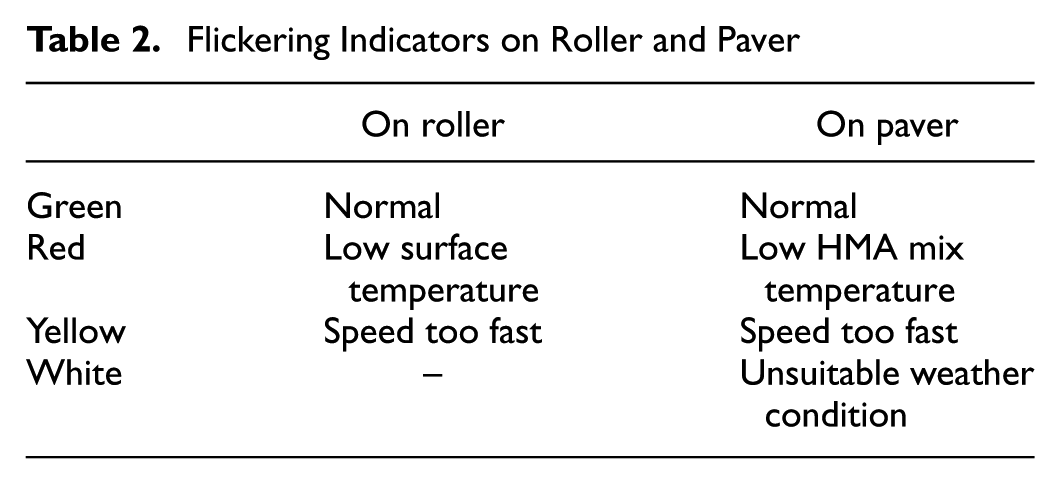
An alarm lamp is set on top of the roller and paver. When an unqualified index is detected, the lamp flickers with various colors to notify the field technicians (Table 2).
Flickering Indicators on Roller and Paver
Pretreatment of GPS Monitoring Data
The hardware system described above can collect the raw data. However, some raw data need to be processed to yield meaningful results. The most important ones are the GPS coordinates that need to undergo transformation and the computation of various indicators. A schematic of the entire HMA pavement and compaction quality inspection system is shown in Figure 4.
Composition of HMA paving and compaction quality check system.
GPS Coordinates’ Transformation
The GPS antennae mounted on both the paver and the roller provide the latitude and longitude coordinates of the equipment location. Therefore, the latitude–longitude coordinates obtained from the GPS antennae should be transformed into the pavement coordinates represented by the milepost number and cross distance (the transverse distance from roller to highway centerline). In general, construction design documents include a corresponding table of milepost numbers and latitude–longitude coordinates of the road centerline. Therefore, the coordinates’ transformation can be finalized by tabulation, provided the design documents and the GPS antennae on the paver and roller both use the same coordinate system.
Data Alignment
In order to provide useful information for quality control to work more efficiently, the monitoring data of the paver are arranged in units of every 10 meters, including the average paving speed, average mix temperature, stop counts, and stop time in each 10-meter unit ( 13 ).
The monitoring data on the roller are realigned, and information on the pavement is displayed on the screen by cells, each one representing a 1 m × 1 m pavement area. When the GPS antenna collects the data from each roller and sends these data to the server, they are overlaid in real time and the number of rolling passes of each 1 m × 1 m cell is calculated instantaneously.
Software Platform
Functions of HMA Plant Monitoring
The back-end software is developed based on a browser/server (B/S) structure, in which all applications and functions are operated on web pages. Users have different privileges with different functions on the web pages. The detailed functional features include:
Automatic update data every five minutes to browse the latest detailed data transmitted from the HMA production plant;
Online acquisition of statistics, such as total amount of production and the passing rate;
Graphical display monitoring results of key parameters, such as the data view of asphalt–aggregate ratio from each plant mix (Figure 5).
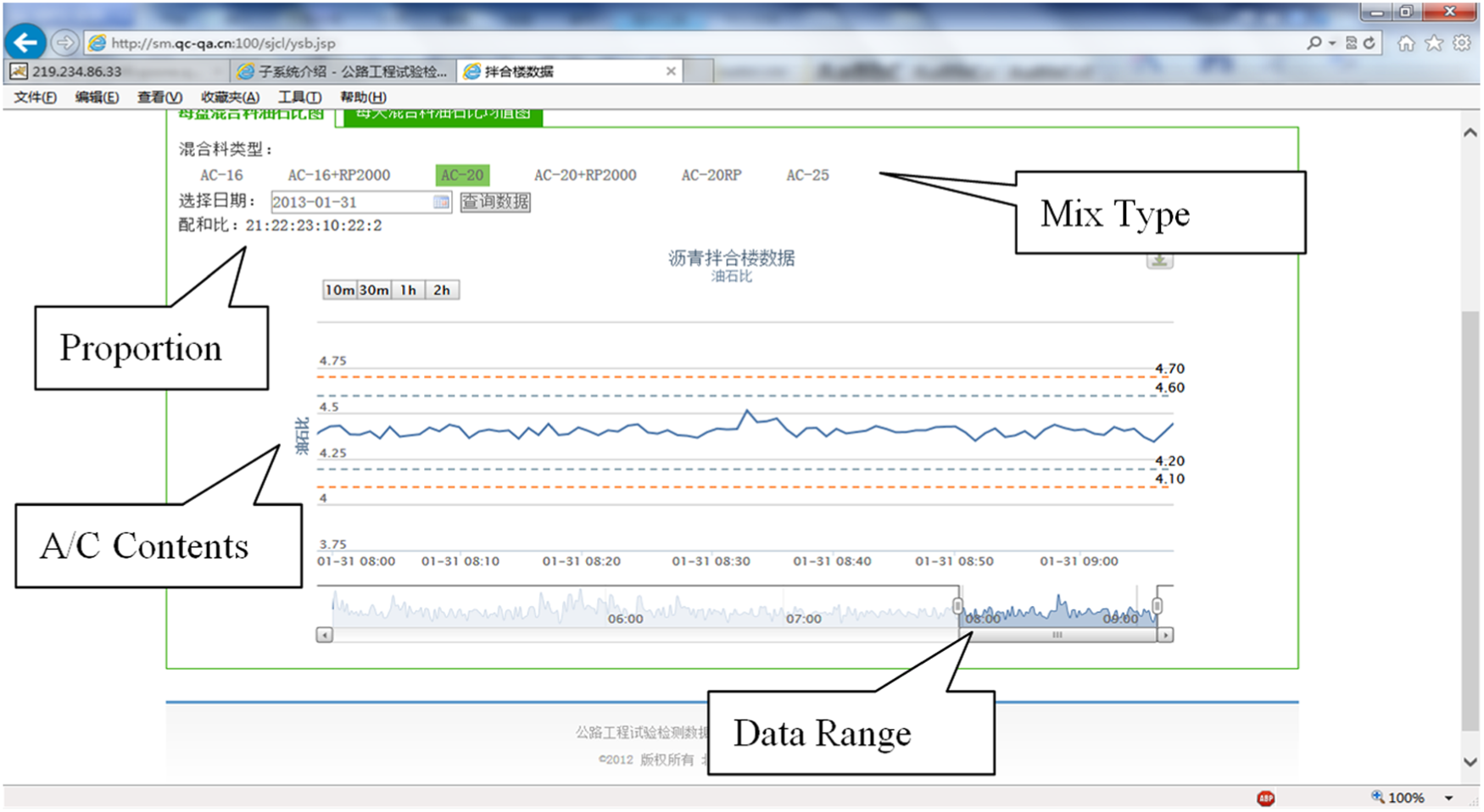
Graphical data view of asphalt–aggregate ratio.
Functions of Roll Compaction Monitoring
The compaction monitoring system dynamically presents the data of the various roller operation-related indicators (Figure 6a). A table at the top of the web page shows roller- and operation-related parameters, which are updated in real time during the compaction operation. The figure at the bottom of the web page presents the rolling track on the pavement. The black lines symbolize the pavement edges. The blue area is the rolling track which also has updates in real time. The number of rolling passes on the paving is presented through the depth of color. A deeper color means a higher number of rolling passes (Figure 6b). Thus, the operator can cover the entire pavement area and the exact number of rolling passes, thereby preventing anything from being missed.
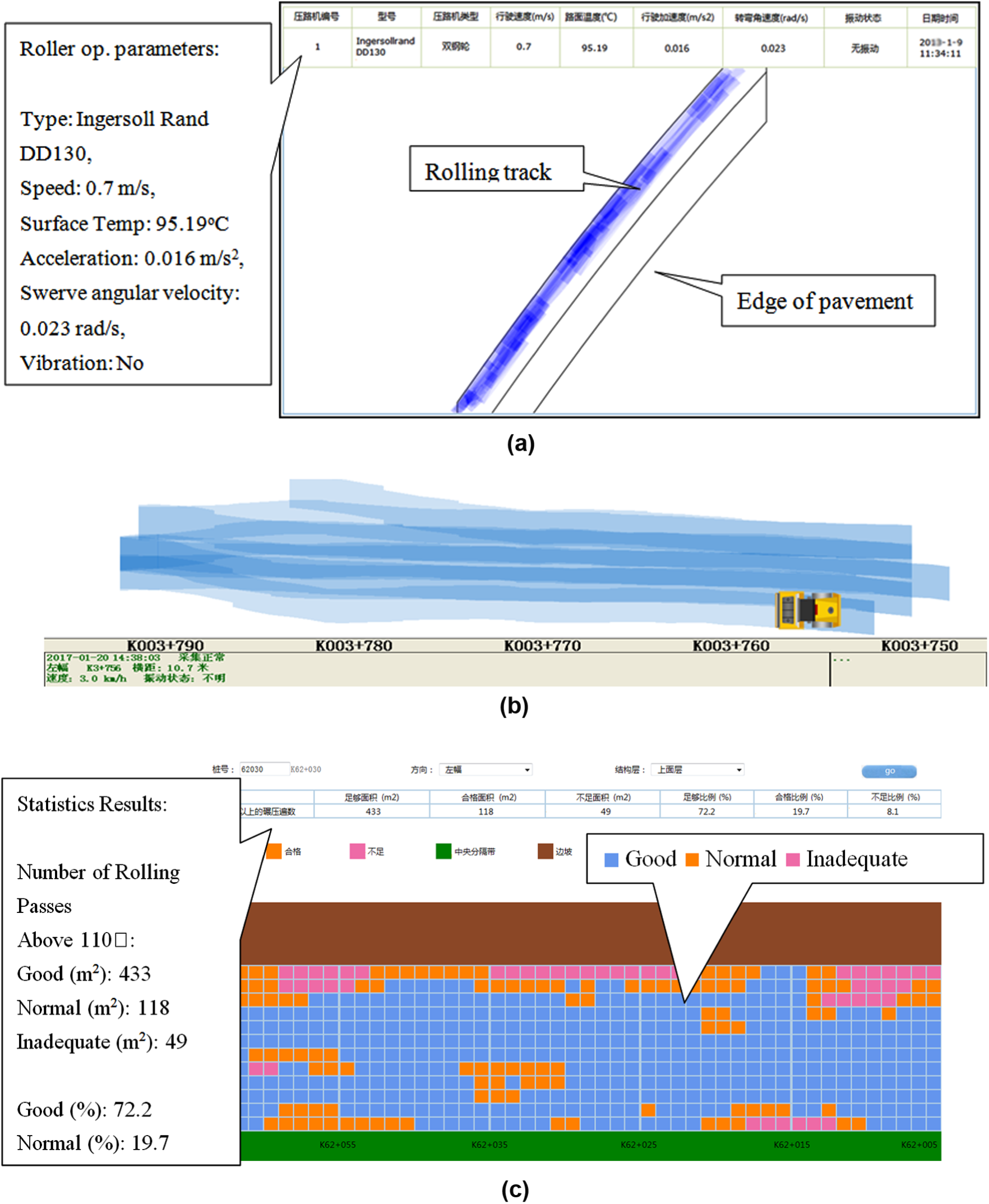
(a) Web-based roller real-time working status; (b) roller driver working status user graphic interface; and (c) graphic display of rolling quality statistics.
Comprehensive Analysis
The asphalt pavement construction monitoring data are stored permanently in the system’s database after the construction is completed. This dataset can be queried and analyzed online. For example, the number of rolling passes, the pavement surface temperatures, and the rollers’ vibration state at any position within the construction site can be queried and analyzed to obtain the corresponding pavement compaction quality at those positions: the detailed statistical results can be presented in 1 m × 1 m cells (Figure 6c). These data are valuable for subsequent pavement maintenance management after the pavement has been opened to traffic ( 14 ).
Before-and-After Comparative Analysis
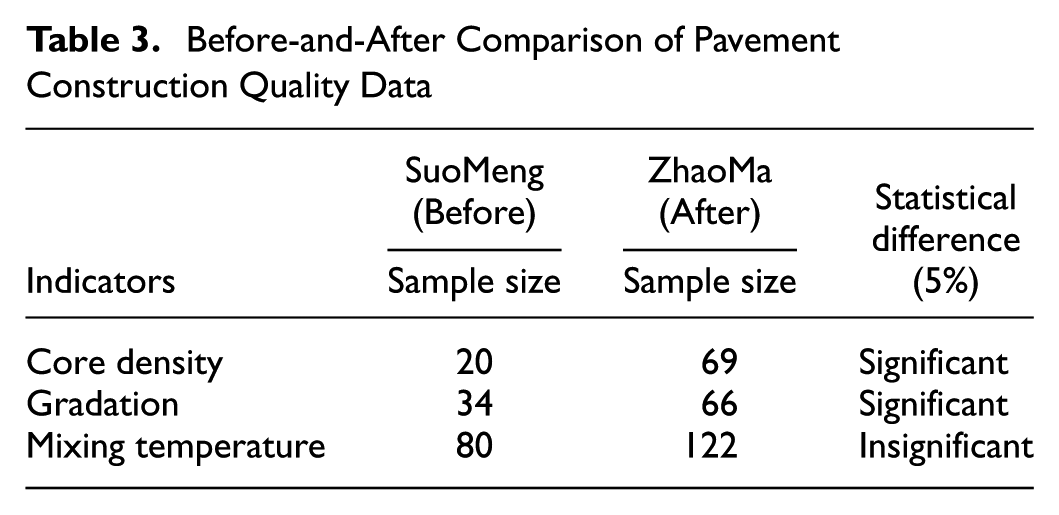
Three indicators, namely, mixing temperature, HMA gradation, and density, were selected to test the performance of the quality control system. The aim was to test whether it was possible to improve HMA paving and compaction operations through a quality check system that monitors and sends feedback to operators at the construction site. The asphalt pavement construction on the ZhaoMa Highway started in May 2015, and was completed in November 2015. This monitoring system was deployed in this project and began operating in late August 2015. Data from the key parameters in the asphalt plant operation were collected before and after the monitoring system was deployed and were compared to assess whether any significant effects could be observed (Table 3).
Before-and-After Comparison of Pavement Construction Quality Data
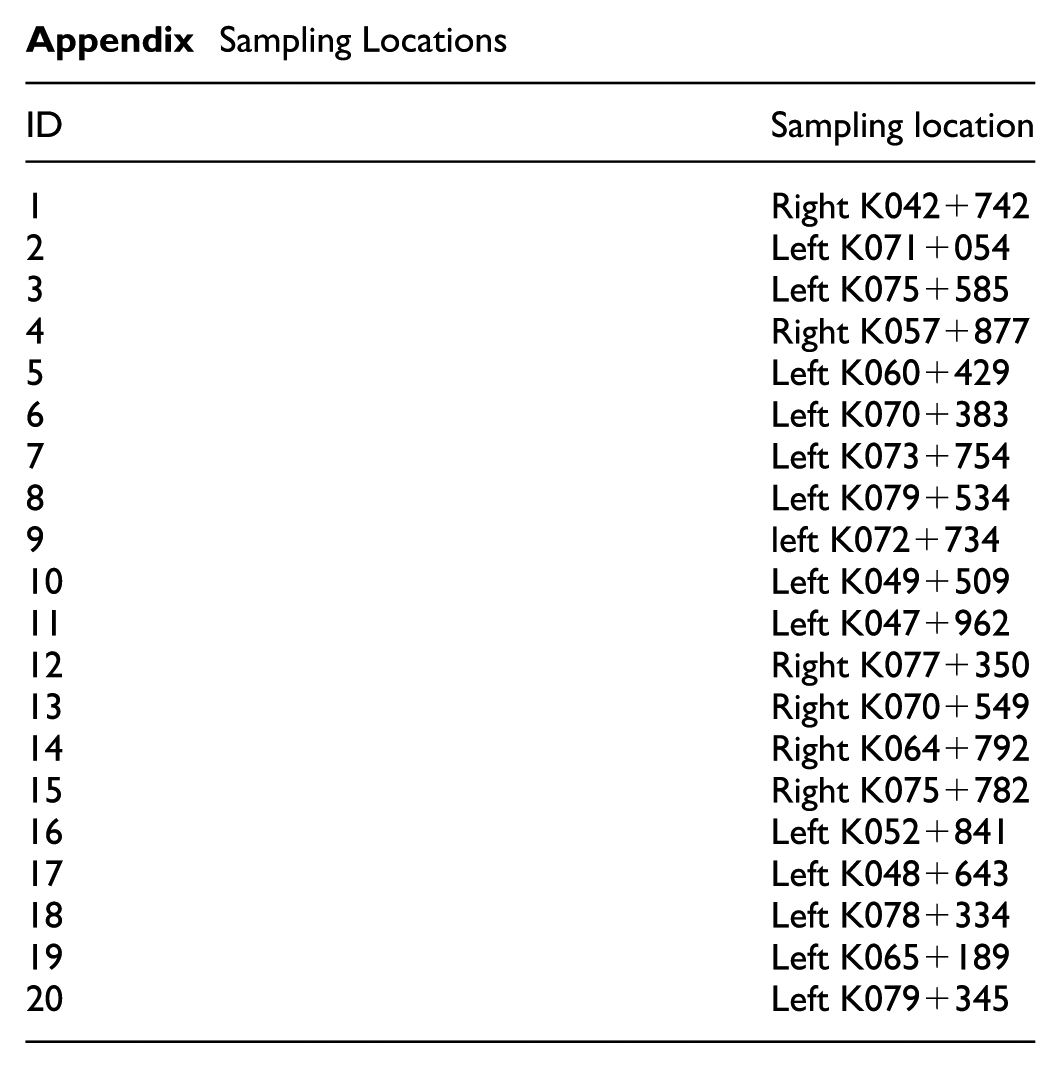
For pavement construction, core density is a critical quality indicator. In total, 20 core samples were collected from random positions on a segment of ZhaoMa Highway’s asphalt surface layer (AC13 with SBS [styrene-butadiene-styrene] asphalt, 4 cm depth). The core density measured for these 20 samples and the corresponding laydown and compaction monitoring data collected by the quality control system at these 20 locations are presented in the Appendix. On the other hand, samples had also been collected at another construction site located in the SuoMeng Highway project, Yunnan province, where the contractor, also in charge of the ZhaoMa Highway project, was not using the proposed quality check system.
Therefore, to investigate the significance of the means of core density, the independent two-sample t-test was applied ( 15 ). Specifically, the t-test was used to determine whether core densities, collected from two pavement construction sites, differed from each other at a statistically significant level after the application of the quality check system. The basic assumptions taken into account were: (a) the samples are unpaired, and (b) the sample differences can be viewed as a random sample from a population of differences. The results of the independent t-test are summarized below:
Null hypothesis: H0 = hypothesized value = 0



where
A and B: the two groups being compared;
Likewise, statistical analysis using the independent two-sample t-test was carried out on mixing temperature and HMA gradation (Table 3).
Two of the three key asphalt plant production parameters, comprising asphalt content and aggregate gradation, were significantly improved after the monitoring system was deployed. On the other hand, the mix production temperatures were close to uniform, passing the target mix temperature both before and after the plant monitoring system was deployed. The results of these improvements indicate that the system delivers effective information to plant operators and quality control personnel on whether standard operation processes are being followed. It should be mentioned that the contractor was informed once the monitoring system was deployed.
Conclusion and Future Work
The asphalt pavement construction monitoring system presented in this paper covers three main asphalt pavement construction processes: HMA plant production, HMA transportation, and HMA laydown and compaction operations. The main architecture of the monitoring system, the development of the required hardware and the software structure, and the implementation process of the monitoring system are presented in this paper. The system is able to perform automatic data collection, data transmission, and quality risk identification, and can automatically provide feedback to the construction site for real-time asphalt pavement construction quality control. Alongside the HMA transportation module, the other modules work automatically, monitoring the pavement construction activities throughout the entire construction period.
The monitoring system was successfully implemented in the ZhaoMa Highway project, China, where it was proven to be cost-effective and reliable. A comparison of the HMA production quality before and after implementation of the plant monitoring system showed that key asphalt plant production parameters, comprising asphalt content and aggregate gradation, were significantly improved after the monitoring system was deployed. Statistical analysis of asphalt core density collected from varied road segments indicated that the system had significant positive effects on construction quality. These results imply that implementation of the monitoring system proposed by this paper could have the potential to improve asphalt construction monitoring capability, thus improving asphalt pavement construction quality. However, pavement construction involves several factors, some of which are not under system monitoring.
The main contributions of the proposed monitoring system platform is its ability to carry out detection in real time and to issue warnings of certain abnormalities that are occurring during asphalt pavement construction, thus allowing timely corrections. More importantly, the fact that the entire set of pavement construction monitoring data can be stored permanently and can be queried and analyzed at any time thereafter has important positive implications for pavement maintenance and management during the operation period. Under China’s current pavement management practice, an entire pavement project is viewed as homogeneous in quality. This means that the inherent variability in pavement quality has often been neglected; thus, the same maintenance and rehabilitation practices are applied to the entire project. The availability of the complete set of pavement construction monitoring data for the project and the incorporation of this information into the pavement management decision process would be very beneficial in developing more targeted maintenance and rehabilitation strategies for different parts of the project, which would be much more objective and effective. This constitutes the authors’ next objective: to develop an integrated pavement construction–maintenance lifecycle management system.
Footnotes
Appendix
Sampling Locations
| ID | Sampling location |
|---|---|
| 1 | Right K042+742 |
| 2 | Left K071+054 |
| 3 | Left K075+585 |
| 4 | Right K057+877 |
| 5 | Left K060+429 |
| 6 | Left K070+383 |
| 7 | Left K073+754 |
| 8 | Left K079+534 |
| 9 | left K072+734 |
| 10 | Left K049+509 |
| 11 | Left K047+962 |
| 12 | Right K077+350 |
| 13 | Right K070+549 |
| 14 | Right K064+792 |
| 15 | Right K075+782 |
| 16 | Left K052+841 |
| 17 | Left K048+643 |
| 18 | Left K078+334 |
| 19 | Left K065+189 |
| 20 | Left K079+345 |
Acknowledgements
This research was supported by fundamental research funds for the central universities, No T15RC00050.
Author Contributions
The authors confirm contribution to the paper as follows: study conception and design: Sicong Zhu, Dongxiao Yu; data collection: Xiangdi Li; analysis and interpretation of results: Haoyang Wang; draft manuscript preparation: Sicong Zhu. All authors reviewed the results and approved the final version of the manuscript.
The Standing Committee on Emerging Design and Construction Technologies (AFH30) peer-reviewed this paper (18-04397).