
Abstract
The production techniques used in creating Ptolemaic glass inlays have fascinated researchers for decades, yet a comprehensive understanding remains elusive due to limited contextual data from well-excavated secondary workshops. This paper presents an in-depth investigation into glass forming, glass colouring, and furnace conditions, drawing on extensive archaeological research and chemical analyses of materials unearthed at the site of Tebtunis (Fayum Oasis) and from comparative datasets. Through the use of optical microscopy (OM), confocal laser scanning microscopy (CLSM), and scanning electron microscopy coupled with energy dispersive spectroscopy (SEM-EDS), we offer insights into the chunk-gathering technique employed for inlay forming and reconstruct the sequential steps involved in producing miniature mosaic glass figures.
Our study also presents compelling evidence that glass colouring did indeed take place within secondary workshops during the Ptolemaic Period. We further highlight the technological skill of ancient Egyptian artisans by discussing the delicate interplay of temperature and redox conditions required to achieve specific hues. By analysing relics of the raw material, newly formed mineral phases, and colouring/opacifying agents, we provide a clearer understanding of the glass colouring processes. Overall, this research significantly advances our knowledge of ancient glass technology, illuminating its complexity and importance during the Ptolemaic Period and laying a crucial foundation for future studies on the rich history of the ancient Egyptian glass industry.
Keywords
Introduction
No introduction to the history of glass is complete without first addressing the distinction between glassmaking and glass-working.
1
These definitions have led to the identification of primary workshops for glassmaking and secondary workshops for glass-working, creating a perceived hierarchy where centres of glass production are considered more significant than those focused on shaping finished products. Marianne Stern effectively summarised the main aspects of this issue: In antiquity, glassmaking and glass-working were two separate crafts; this has been the case from the very beginning in the second millennium B.C.E. and remained customary throughout antiquity into the Middle Age. The division into primary workshops for making the material and secondary workshops for working and shaping the glass had important consequences for the structure of the Roman glass industry.
2
However, it is increasingly evident that this rigid division does not fully reflect the complexities revealed by archaeological excavations. The debate surrounding the organisation of the ancient glass industry has often overlooked the critical role of glass colouring in the overall manufacturing process. The colouring, decolouring, and opacifying of glass are not merely matters of aesthetic preference or cultural significance, but fundamentally technological challenges. Research has demonstrated that certain colours or hues require not only carefully measured quantities of raw materials but also specific firing times, temperatures, and redox conditions. 3 In fact, achieving particular colours can be even more difficult than producing the raw glass itself. Therefore, identifying when the colouring process occurred within the broader production sequence is of great importance in the study of ancient glass.
Evidence from Amarna and Qantir/Pi-Ramesses shows that, during the early history of glass in the Egyptian New Kingdom (Late Bronze Age), glass was produced in relatively small batches and coloured within the primary workshops. 4 In contrast, Roman glass was generally produced in large tank furnaces without the intentional addition of colouring agents. 5 Pliny wrote, ‘ex massis rursus funditur in officinis tingiturque’ 6 (‘in the workshops, [glass] is melted again from the chunks and coloured’), implying that by his time, glass colouring typically occurred in secondary workshops.
Regarding the Hellenistic Period, the issue remains unresolved. Finds from Rhodes include ingots and chunks of naturally coloured glass, as well as pigments, lead, and crucibles with glass coatings, which may indicate that glass was coloured at this site. While Pavlos Triantafyllidis has suggested that the evidence could support the interpretation of Rhodes as a primary production centre, Julian Henderson seems more inclined to view it as a secondary workshop. 7
Glass inlays represent one of the finest achievements of pre-Roman craftsmanship in Egypt. Much like artificial gemstones, their colours and opacity emulate the deep blue of lapis lazuli, the orange hues of carnelian, the rich red of jasper, and the greenish shades of turquoise, all of which had held magical significance in ancient Egypt since Predynastic times. 8 First produced during the New Kingdom, glass inlays saw limited examples in the Late Period but experienced a significant revival in Ptolemaic and Roman times, when new colours and techniques were introduced. Stylistic, typological, and chronological studies have been published since the late 1970s by scholars such as John D. Cooney, Robert S. Bianchi, Marie-Dominique Nenna, David Grose, and Marianne Stern & Birgit Schlick-Nolte. 9 The latter were the first to offer a coherent reconstruction of the production processes for both figured and non-figured inlays, a view that has since been widely accepted by other scholars. 10
This study seeks to understand the manufacturing processes and technological knowledge involved in the step-by-step production of glass inlays in Ptolemaic Egypt through a multi-methodological analysis of objects recovered from the secondary workshop at Tebtunis (Fayum Oasis) and their discovery context. 11 The site is unique, having yielded an unparalleled record of glass inlay production within the temenos of the local sanctuary dedicated to the god Soknebtunis. 12 The evidence includes stratigraphic and architectural features, as well as a wealth of tools (chisels, trays, figured moulds, weights), semi-finished products, waste materials, finished inlays, and inlaid objects. 13 Analytical data on the vitreous materials, recently published in specialised works, 14 will be discussed here in light of the study of production markers, kiln operations, workshop furnishings, and tools identified during the excavations. This approach aims to better contextualise the finds and propose advanced hypotheses about the glass-working techniques employed by the craftsmen of Tebtunis.
Materials and Methods
The Tebtunis collection at the Museo Egizio, Turin, was excavated in the 1930s by the Italian Archaeological Mission in Egypt, led by Carlo Anti. The glass items, largely discovered in a square building in the first courtyard of the Soknebtunis temple, were later identified as being part of an inlay workshop. This collection includes semi-finished products, waste materials, and a significant number of finished inlays, either monochrome, stratified, or polychrome in mosaic glass.
After conducting a detailed stylistic contextualisation of the c. 800 finds of different dimensions, 15 the next phase of our research involved a thorough stereomicroscope study to identify potential production markers, assess the state of preservation, and determine appropriate areas for micro-sampling. We used a Nikon SMZ 645 stereomicroscope (SM) equipped with a Nikon Coolpix 6.1 digital camera. Photographs were captured at various focal planes to produce fully focused images using Helicon Focus 7 software.
Non-invasive, micro-topographic observations were also conducted using an Olympus LEXT OLS 4000 confocal laser scanning microscope from the Department of Geosciences (University of Padova), directly on the surfaces of the archaeological objects. Confocal technology uses a pinhole positioned in front of the detection system to exclude unfocused light, creating three-dimensional images by scanning and merging X-Y-Z data. This method enabled us to capture sub-micrometric digital images and three-dimensional models, aiding in the study of production technologies, surface alterations, and use-wear analysis. The system’s magnification ranges from 108x to 17,280x, offering a spatial resolution of 10 nm on the Z-axis (height) and 120 nm on the X–Y plane for high-resolution metrology measurements. The incident laser light was set at 405 nm, with Z resolution dependent on the precise control of the objective’s movement, and X–Y resolution inversely proportional to the light wavelength, meaning that as the wavelength decreases, system resolution increases.
In the second phase of the research, micro-sampling was carried out on different glass types, followed by embedding the detached chips in resin and polishing them for subsequent textural and chemical analyses. Multifocal imaging (MFI) was employed to process images captured via a Canon EOS 600D reflex camera mounted on a Nikon Eclipse ME600 optical microscope (OM), operating in reflected light with crossed, parallel, or shifted nicols. After carbon-coating, the polished sections were examined using a CamScan MX3000 scanning electron microscope (SEM) equipped with an EDAX energy dispersive system (EDS) for chemical and morphological imaging. 16
Glass-Forming Technologies
The preliminary SM survey of the Tebtunis glass inlays identified two distinct modelling techniques: 1) casting in open moulds, used for monochrome figurative elements (primarily heads, legs, arms, shoulders, etc.), which will be referred to as ‘type 1 inlays’ in this paper, and 2) drawing, achieved by heating and stretching glass, characteristic of round and flat canes, referred to as ‘type 2 inlays.’
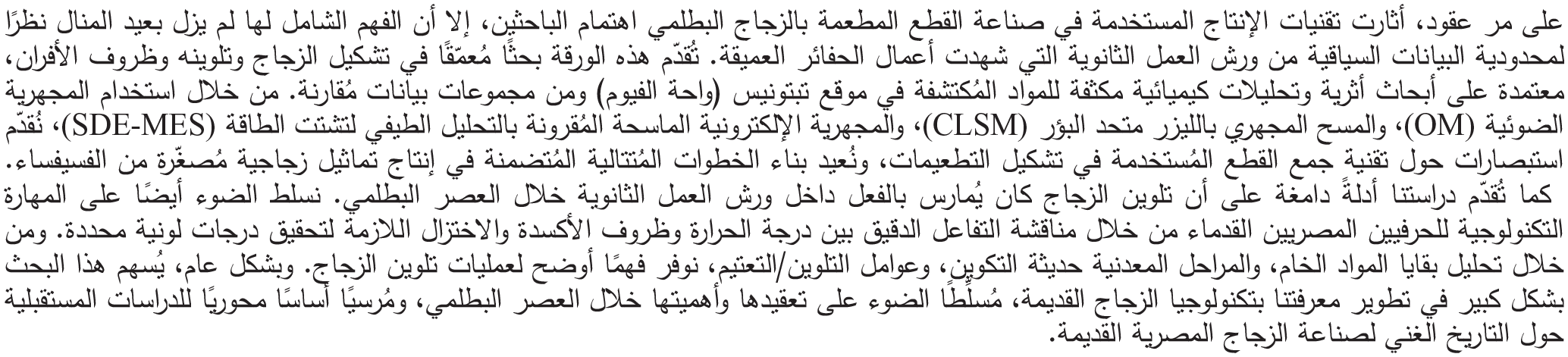
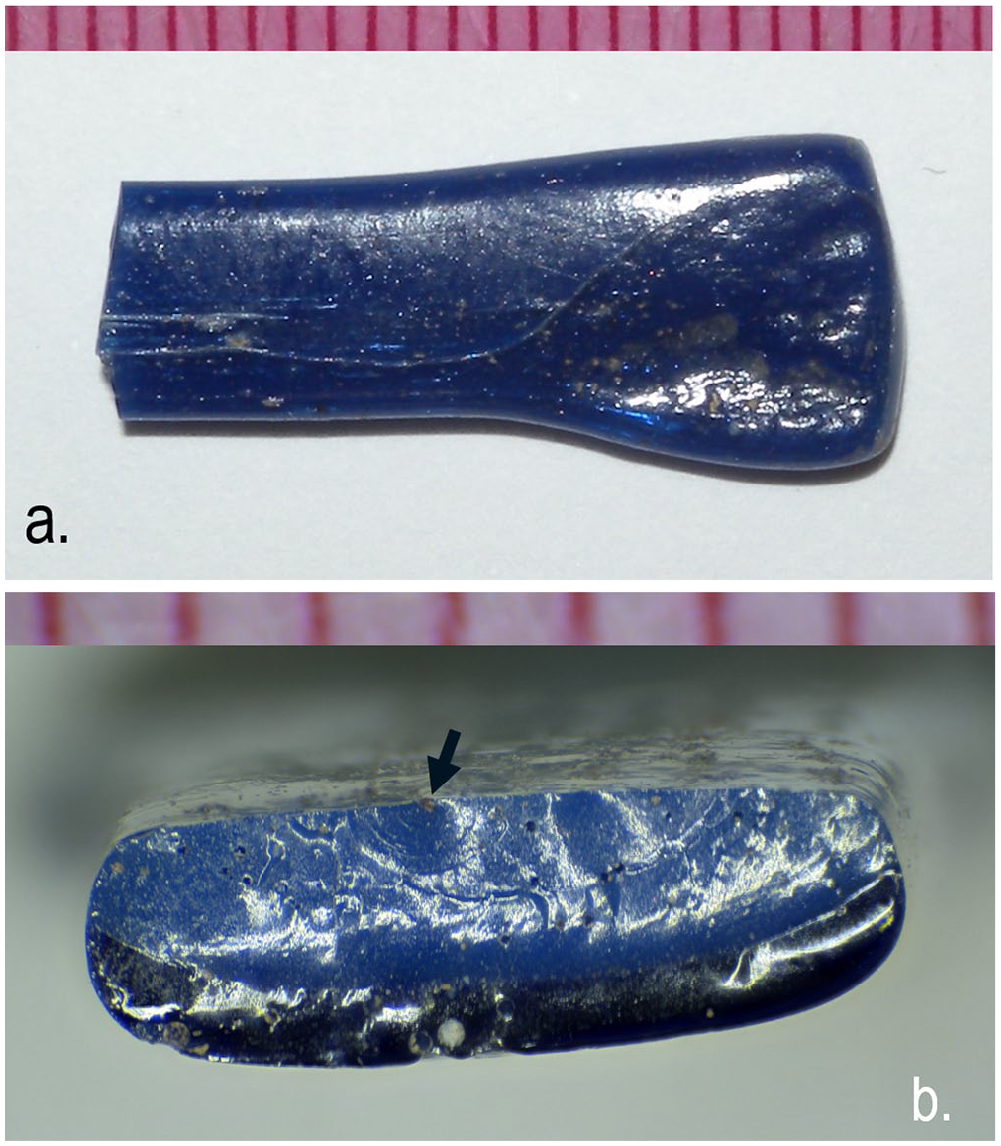
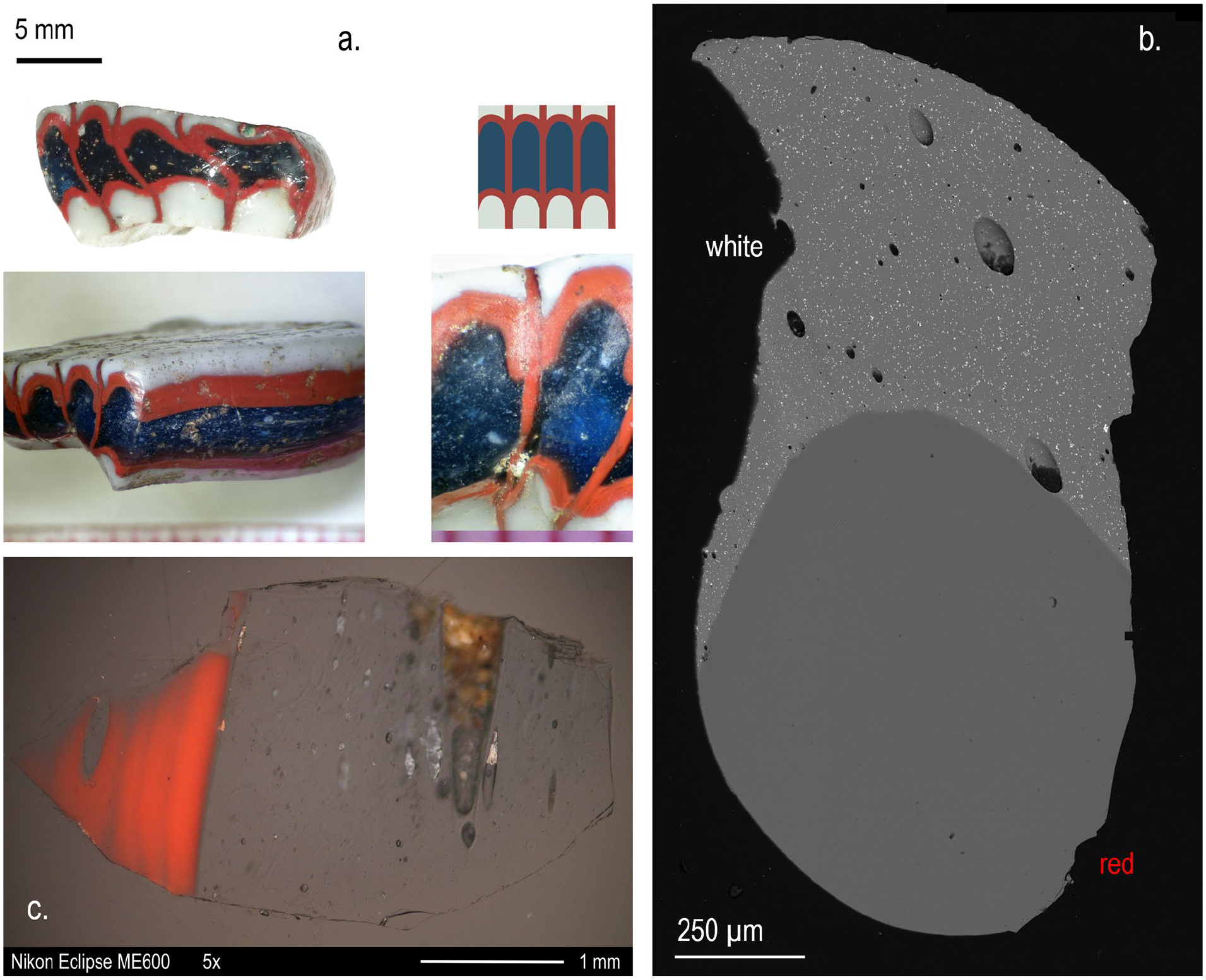
Both types were recognised by Marianne Stern and Birgit Schlick-Nolte, who suggested that type 1 inlays were probably made either from cold-crushed glass or from pre-softened chunks pressed into a mould, 17 similar to the chunk-gathering technique discussed elsewhere by Stern. 18 In the case of the Tebtunis inlays, both optical and electronic imaging indicate that finely powdered glass was never employed in any of the specimens examined. For instance, inlay I-RAu-605 displays flux lines and markers of uneven glass mixing (see fig. 1a), which are inconsistent with the use of powdered glass heated within a mould. A similar stratified situation is observed in inlay I-BBi-613, where two distinct shades of blue (one transparent and one opaque) are separated by an opaque white layer, visible on the object’s reverse side (see fig. 1b).
SM multifocal images of the macroscopic evidence of glass mixing: a) inlay I-RAu-605 (inv. S. 18556/05), detail of the upper cross section showing traces of glass mixing and flux lines; b) inlay I-BBi-613 (inv. S. 18556/13): detail of the lower cross section showing layers of three different glasses (photos: authors).
The use of different coloured glasses for the rear side of moulded inlays could potentially reflect an economic strategy to conserve the more prized glass colours – those with ritual significance or technological complexity, such as sealing-wax red – for the visible surfaces. Alternatively, this practice might have been intended to minimise waste, allowing for the completion of inlays using leftover colour batches insufficient to produce full pieces.
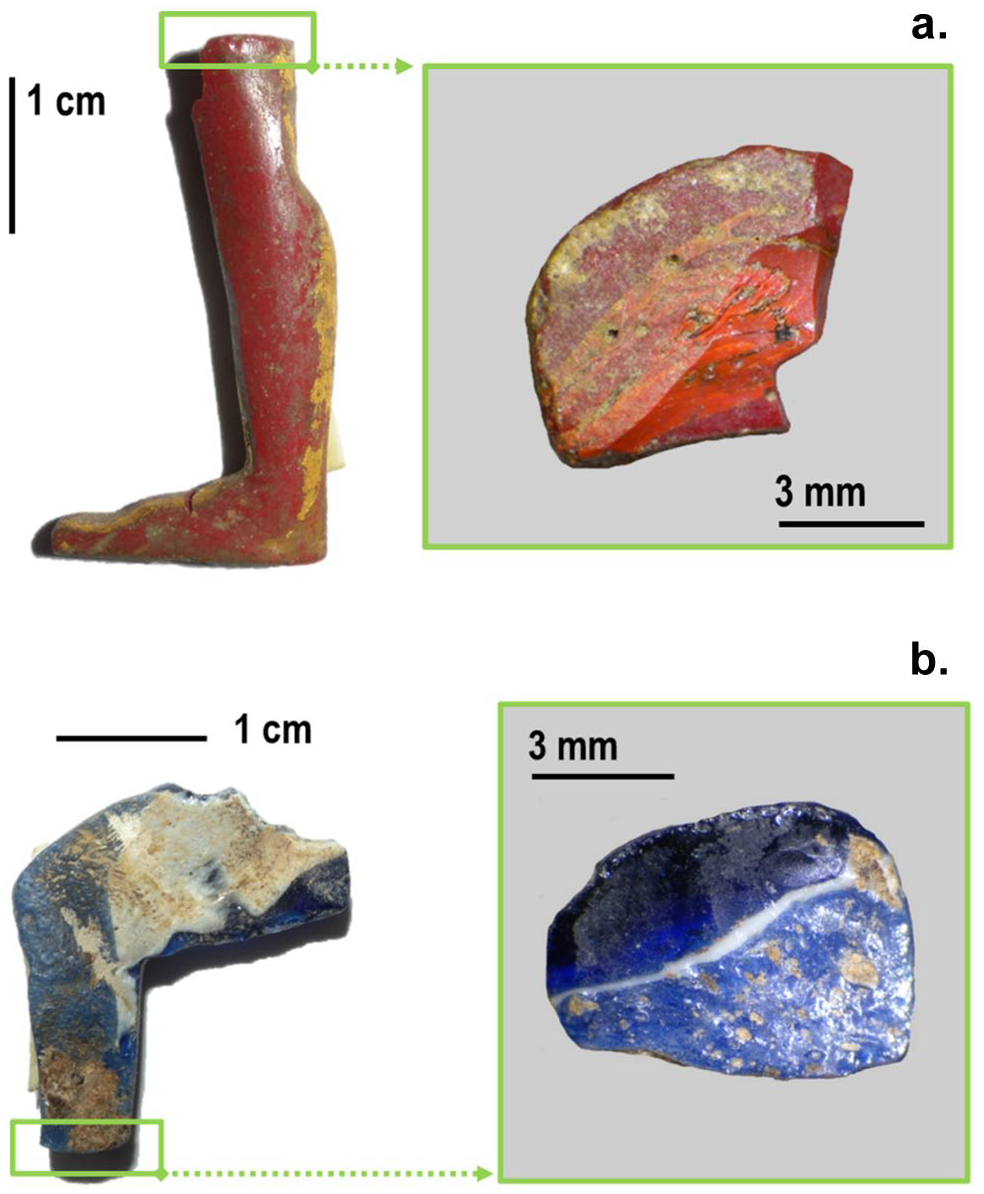
Based on these findings, our hypothesis is that type 1 inlays were produced by gathering glass chunks and chips, ranging in size from several centimetres to slightly less than 1 mm. These glass fragments were probably pre-heated, gathered on a rod, placed in the furnace, and mixed, and then the molten glass was trailed into open moulds, as shown in figure 2. The use of chunks is particularly evident in dull red and sealing-wax glasses, as well as in yellowish-orange and opaque yellow glasses. EDS and WDS analyses (the latter conducted via electron probe microanalysis, EPMA) reveal slight compositional variations between the different chips and chunks, suggesting either significant heterogeneity in the original glass cakes or, more likely, that fragments from various batches were mixed (see fig. 3). This combination of differently coloured glass chunks could have been either unintentional or a deliberate technological choice to create specific hues by varying the final colour.
a) Stone mould in form of corkscrew ram horns, part of hemhem crown (inv. S. 19275); b) proposed reconstruction of the moulding process for type 1 inlays (photo: authors; illustration: authors).
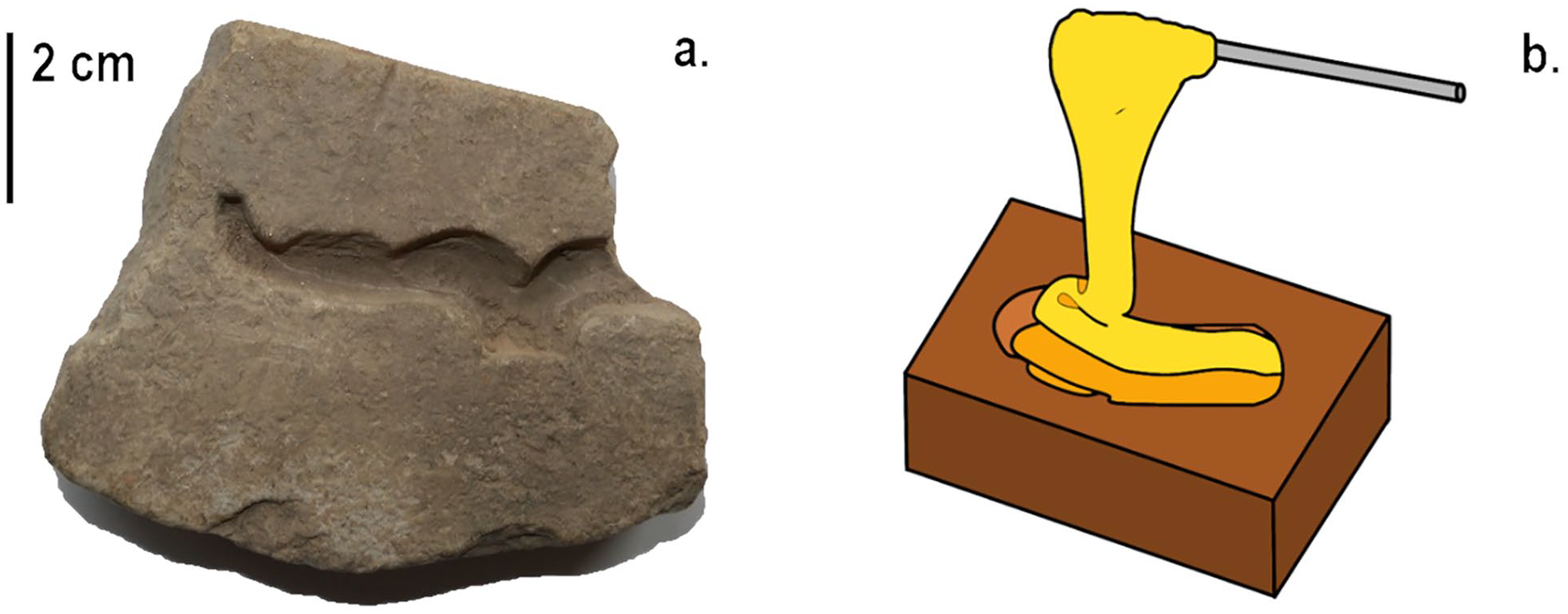
Microstructural evidence of chunk gathering in the glasses from Tebtunis: a) OM image in reflected light (crossed nicols) of the yellowish-orange sample M-Ar-506a; b) OM image in reflected light (shifted nicols) of the dull red sample M-R-505; c) OM image in reflected light (shifted nicols) of the dull red sample S-BiBR-507-R; d) SEM-BSE image of the section of the dull red sample S-BiBR-507-R; e) SEM-BSE image of the section of the yellowish-orange glass S-GA-005-Ar; f) SEM-BSE image of a detail of the dull red sample S-BiBR-507-R (photos: authors).
This interpretation is supported by microstructural markers such as flux lines, bubble orientation, and chemical zoning, particularly the varying PbO content in the different chunks and chips. Visually, this texture is characterised by sharply defined boundaries where flow lines are abruptly truncated by another area of glass, either lacking flow lines or showing lines in a different direction. However, other processes could also result in such boundaries, such as adding small gathers of hot glass to the mould and allowing them to cool before adding more, or using recycled waste glass. The evidence for the use of chunks and chips was also observed in blue glasses, based on microtextural features like bubble shape and flux line orientation, although the evidence here is less pronounced than with the red and yellow specimens, due to their higher chemical homogeneity.
All our type 1 inlays have a dull and opaque reverse side, suggesting that final polishing was limited to the primary, visible surface. This is evident from the circular, parallel, or criss-cross patterns observed on various objects in the Tebtunis collection, such as the shoulder-shaped inlay, inv. 18556-15 (not sampled), shown in figure 4.
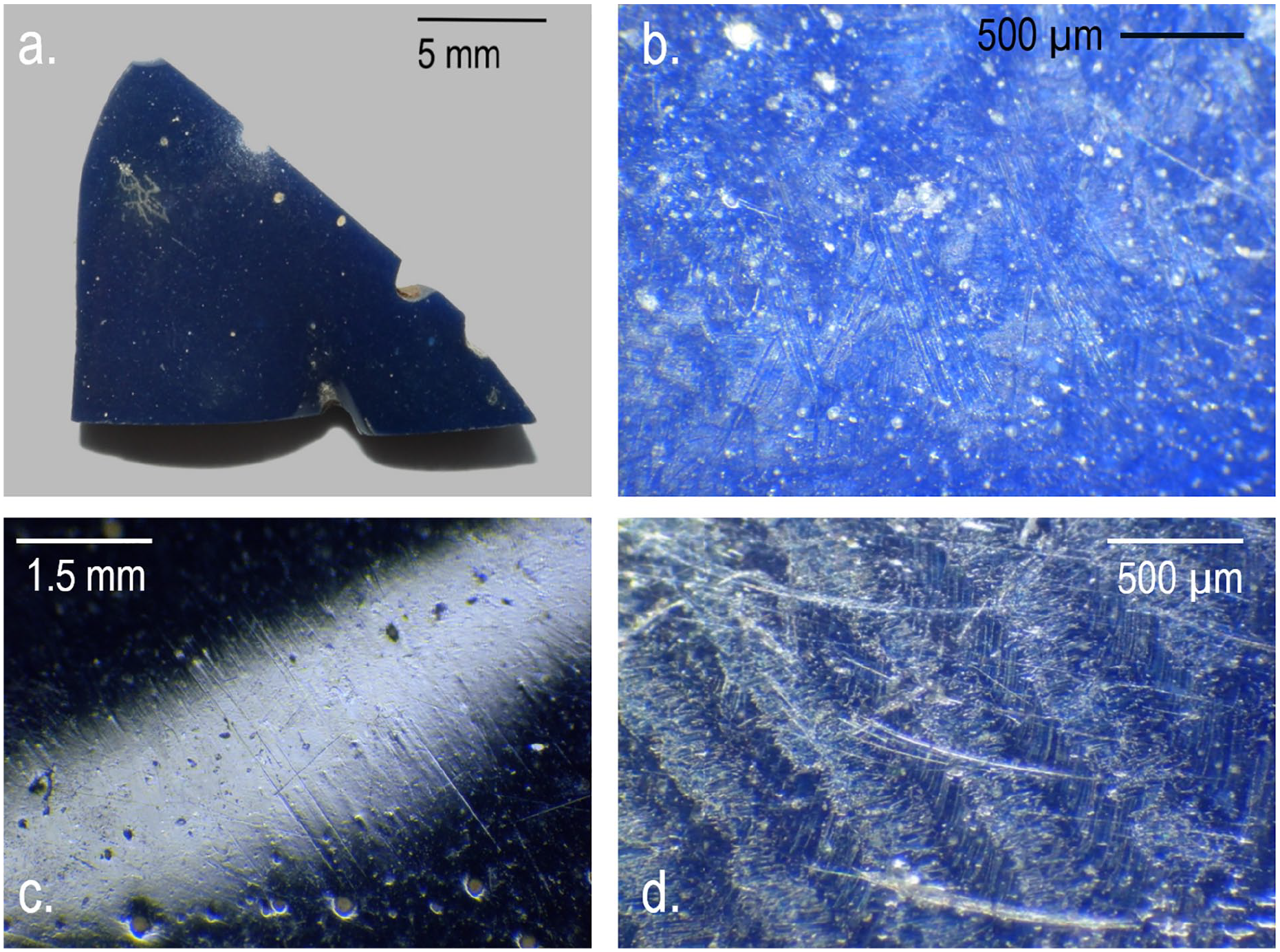
Polishing traces in the shoulder-shaped inlay inv. 18556-15 (not sampled): a) front view of the inlay; b, c, d) SM detail of the polished surface of the main side (photos: authors).
Many finished type 1 inlays preserve traces of organic binders and decorative elements in gold foil. 19 After preparing the cross-sections, gold was found only in a single analysed sample, M-RAu-502 (fig. 5). OM and SEM images revealed that the gold was not sandwiched between two layers of glass, as is typical for vessels, beads, and mosaic tesserae. 20 Instead, it was applied directly to the glass surface in the form of a foil approximately 5 µm thick. This technique could have been achieved while the glass was still hot, akin to traditional metal gilding processes such as gold leafing or diffusion gilding. However, in the case of the Tebtunis samples, the metal foil was almost certainly applied to cold glass using an adhesive, probably an organic glue similar to that used within the wooden hollows that housed and secured the various inlays.
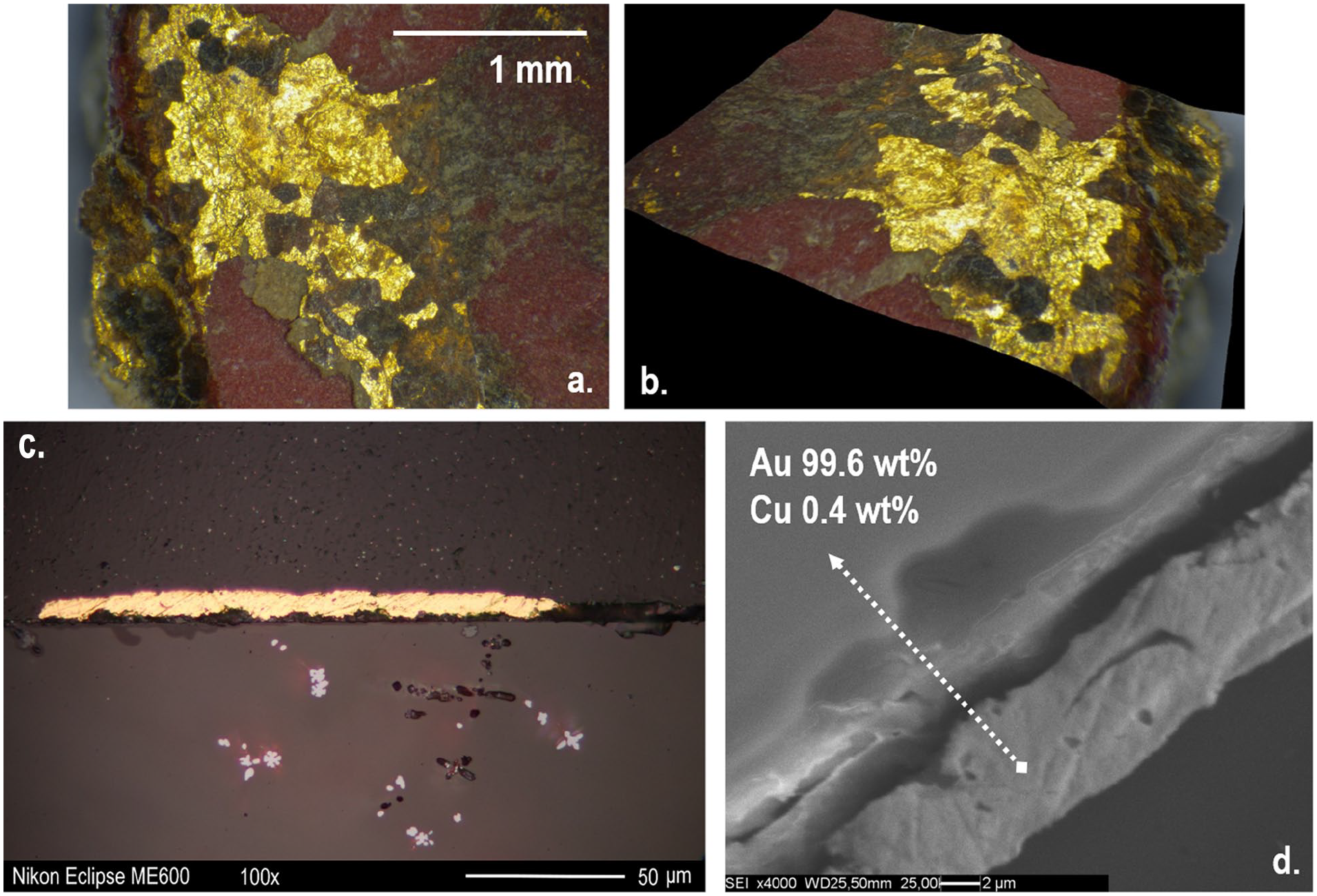
Gold foil on sample M-RAu-502: a) non-invasive SM multifocal image of the inlay; b) non-invasive SM-3D reconstruction of the inlay surface; c) OM multifocal image of the sampled section in reflected light and shifted nicols; d) SEM-SE image with results of the EDS analyses (photos: authors).
Figure 5 demonstrates that the gold surface adhering to the glass is not perfectly smooth, as one would expect if it had been applied to a hot, softened glass surface. Furthermore, OM and SEM-SE/BSE images indicate the presence of a thin layer between the glass and the gold foil, which can be interpreted as an organic binder. In terms of composition, the foil consists of pure gold (99.6 wt%, according to EDS data), with no silver and only trace amounts of copper (0.4 wt%). Unfortunately, there is limited chemical data on Egyptian gilding from the first millennium BCE for comparison. 21 Although Ptolemaic coinage suggests that this composition is uncommon, similar values of gold and copper have occasionally been observed in coins dating from the late fourth to the late third century BCE. 22 However, comparisons with coinage may not be entirely appropriate, because different manufacturing techniques could have required slightly different compositions to facilitate the process. In Hellenistic gilding, gold leaf was indeed typically found to be about 1 mm thick and composed of nearly pure gold, with silver and copper present only at trace levels near the detection limit of the instrument (around 0.5 wt%). 23
Moulded inlays were inserted into pre-fabricated wooden hollows, alongside other glass pieces, and secured with an organic adhesive. For more intricate compositions, such as those used in the clothing depicted on the tablet in the Museo Egizio (inv. S. 18155), or in certain star motifs, individual mosaic slices and canes were mounted on a monochrome glass plaque. This base ensured a better fit for the overall composition within its frame. The technique, dating back to at least the fifth century BCE, was also employed for the divine figures at ‘Ayn Manawir. 24
Type 2 inlays (canes with a flat, oval, or circular section) were produced by pulling and stretching hot glass into long threads. Pincer marks, found on many objects in the collection, often appear at the ends of canes that for this reason were not suitable for inlaying (figs 6c and 8a). However, these discarded pieces were probably stored for recycling. Evidence for this practice at Tebtunis is provided by sample Pn-T-001, a mass of twisted canes ready for re-heating (fig. 6a), as confirmed by compositional analysis. 25 Elongated bubbles and long, parallel flux lines are present in all type 2 inlays and serve as distinctive markers of this glass-forming technique (figs 6b–d). This technology was already known in Egypt during the New Kingdom, as is testified by the occurrences at Amarna. 26 Canework is also widely attested in the manufacture of moulded/slumped hemispherical bowls in the Hellenistic and early Roman Periods. 27 Additionally, this closely resembles the process used in the production of the so-called ‘smalti filati’, or glass threads, which were reportedly first introduced in the Vatican restoration laboratories during the sixteenth and seventeenth centuries for creating micro-mosaics and restoring ancient pieces. 28
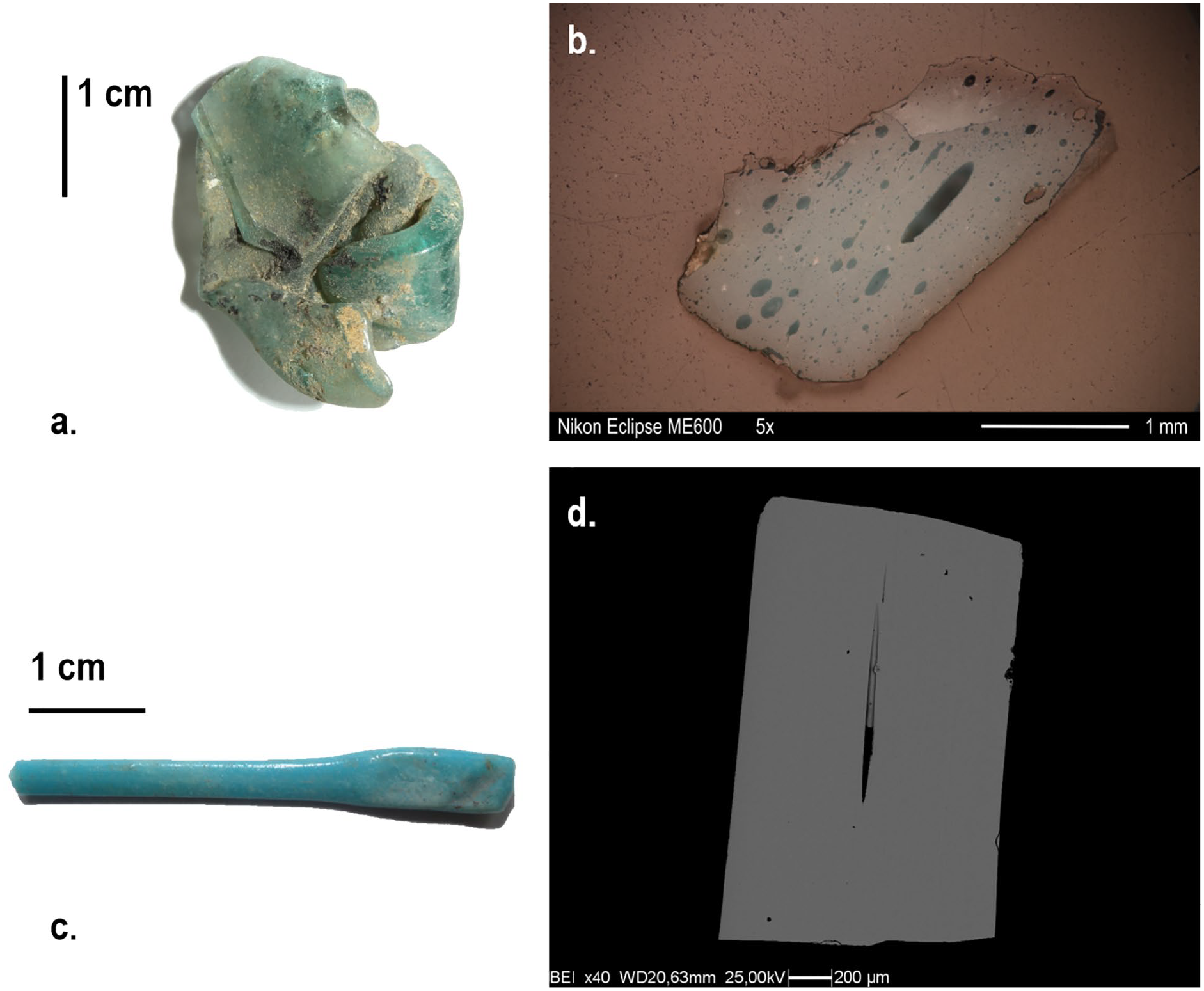
Technology of type 2 inlays: a) mass of twisted canes in transparent aqua glass, sample Pn-T-001; b) OM image in shifted nicols of the turquoise sample M-V-006a, showing elongated bubbles; c) pincer mark on inlay M-A-005; d) SEM-BSE image of the yellowish-orange sample M-G-504a (inv. S. 18555/04), showing a long bubble (photos: authors).
A plausible reconstruction of the manufacturing processes for type 2 inlays can be hypothesised through an ethno-archaeological examination of this traditional craft. First, coloured glass cakes are broken into fragments using a hammer, and the shards are heated within a crucible at the kiln’s mouth. Different glasses may be mixed at this stage to achieve specific colours. The softened glass is then manipulated with a metal rod and mixed with a smaller tool to create a uniform mass. Subsequently, the glass is drawn out with pincers one or more times to form a thin, flat thread of the desired length. The thread is laid on the marver and removed from the metal rod with a sharp tap of the pincers.
Simple threads could be used as they are – for example, in frames, as substrates, or as separators – or they could be assembled and miniaturised. Rods could be combined cold, using organic binders, or heated to produce the classic mosaic glasses.
Both techniques are represented in the Tebtunis workshop. Several stratified or mosaic samples exhibit sharp interfaces with no textural or chemical diffusion between the different glasses (fig. 7a), supporting the hypothesis that they were assembled when the layers had partially or fully cooled, followed by a phase of annealing and sintering. Bubbles and mineral inclusions, probably caused by dirt on the work surface, are frequently observed along the contact line (fig. 7b), further supporting this hypothesis.
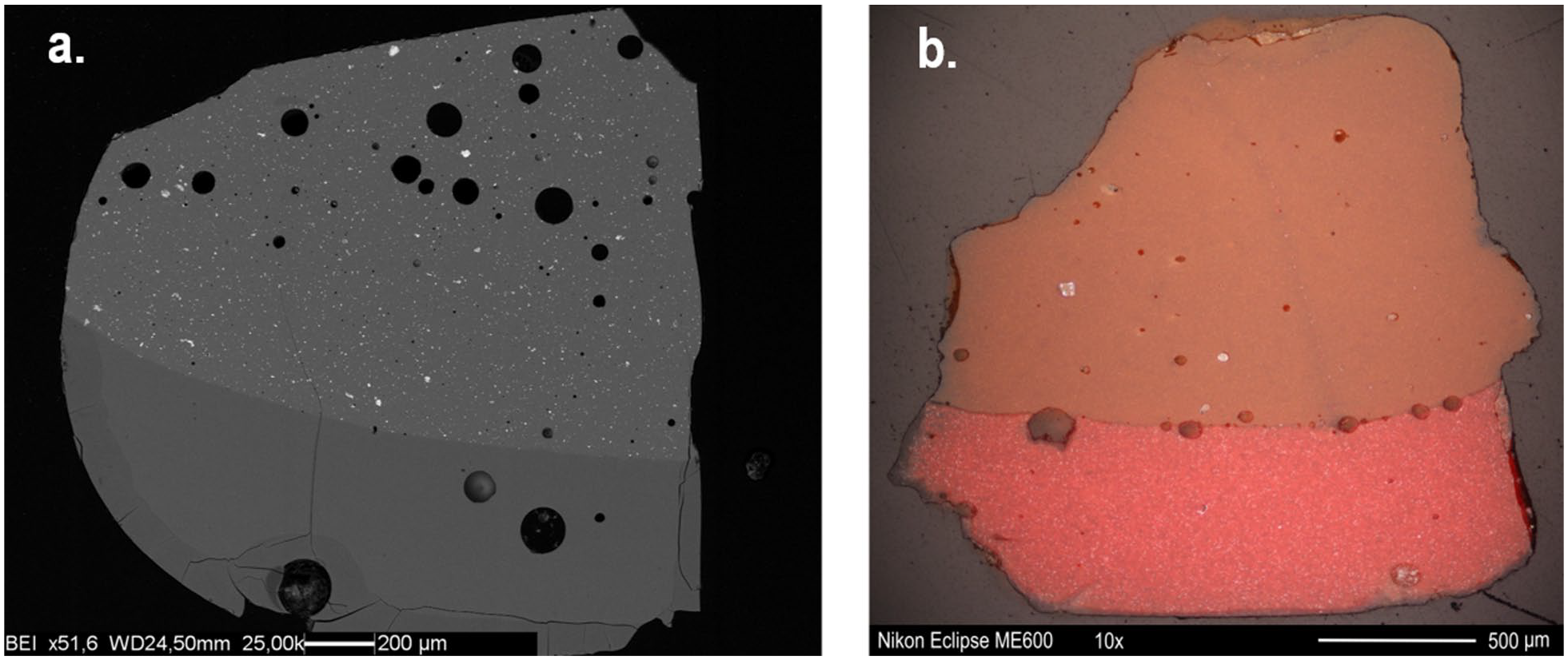
a) SEM-BSE image of sample S-BB-004 showing a sharp interface with no textural or chemical diffusion between the opaque dark blue (above) and the transparent dark blue (below) glasses; b) OM image in reflected light and shifted nicols of sample S-MR-502 showing a sharp interface and bubbles along the contact line of the brown and sealing-wax red glasses (photos: authors).
The sections and mosaic slices were mostly separated from the canes when they were cold. Based on the experimental work by Stern and Schlick-Nolte, 29 the use of a saw can be ruled out, because it would have left a dull surface with prominent parallel lines. Clipping is also excluded, because no opposed bulbs of percussion have been identified. The most common characteristic observed on slices and cane sections from Tebtunis is a single point of percussion, accompanied by a bulb and the typical conchoidal ripples associated with pieces separated by striking or snapping (fig. 8). Striking might have been done with a heavy tool, such as a chisel or hammer, and could have been assisted by a sharp metal anvil under the glass rod. However, this tool would have left a secondary, barely visible bulb on the opposite side of the primary percussion point, which was not observed in the samples. Snapping, or bending, was probably performed by hand or with a sharp blow after scoring the glass with a blade. Experimental evidence shows that this method usually produces a homogeneous break, with a less pronounced bulb and irregularities mainly at the original score. Considering these elements, striking appears to be the most likely technique used for separating the cane sections at Tebtunis. However, post-depositional processes may have altered or erased some production markers, so other possibilities remain open. Complex mosaic pieces frequently show indentations on their reverse sides, intentionally created during final stretching and hot-working to facilitate partitioning when the canes were cold. These indentations were later filled with an organic binder to secure the inlays in wooden furniture hollows.
Sample S-BB-004: a) SM image of a type 2 inlay with pincer mark; b) multifocal SM image of a percussion point (indicated by the arrow), with bulb and conchoidal ripples, typical of striking or snapping (photos: authors).
The Turin collection provided the opportunity to investigate glass fragments from different stages of mosaic glass production, allowing for the proposal of possible reconstructions, such as those in figure 9. This includes a simplified chaîne opératoire for creating the tiny arches that form the shoulder-belts worn by the female figures represented in some of the Tebtunis inlays (e.g. inv. S. 18556/17 in Turin and JE 55943 in Cairo). By examining the flux lines and bubble orientation in P-A-418, it can be suggested that the base elements for this pattern were three flat canes of red glass and two plaques, one blue and one white, each approximately 1.5 cm high (fig. 10a). Analysis of the interface between the red and white layers using OM and SEM shows minimal chemical interaction between the two glasses, with diffuse porosity along the contact line (figs 10b–d and 11b). This is consistent with the sintering of the various elements at relatively low temperatures and/or for short durations. It is unclear whether this element was first drawn and then cut and assembled in groups of four, or if it was assembled with three similar pieces and later drawn to the dimensions of P-A-419, with each arch measuring approximately 5 mm in height (fig. 12). The first option appears more economical in terms of glass conservation, because the quantity of glass used for P-A-418 could have sufficed for producing a large number of millimetric-sized arches. After at least one more stage of assembling and drawing, the arches were bordered with orange canes and reduced to 1 mm, about 1/15th of their original height.
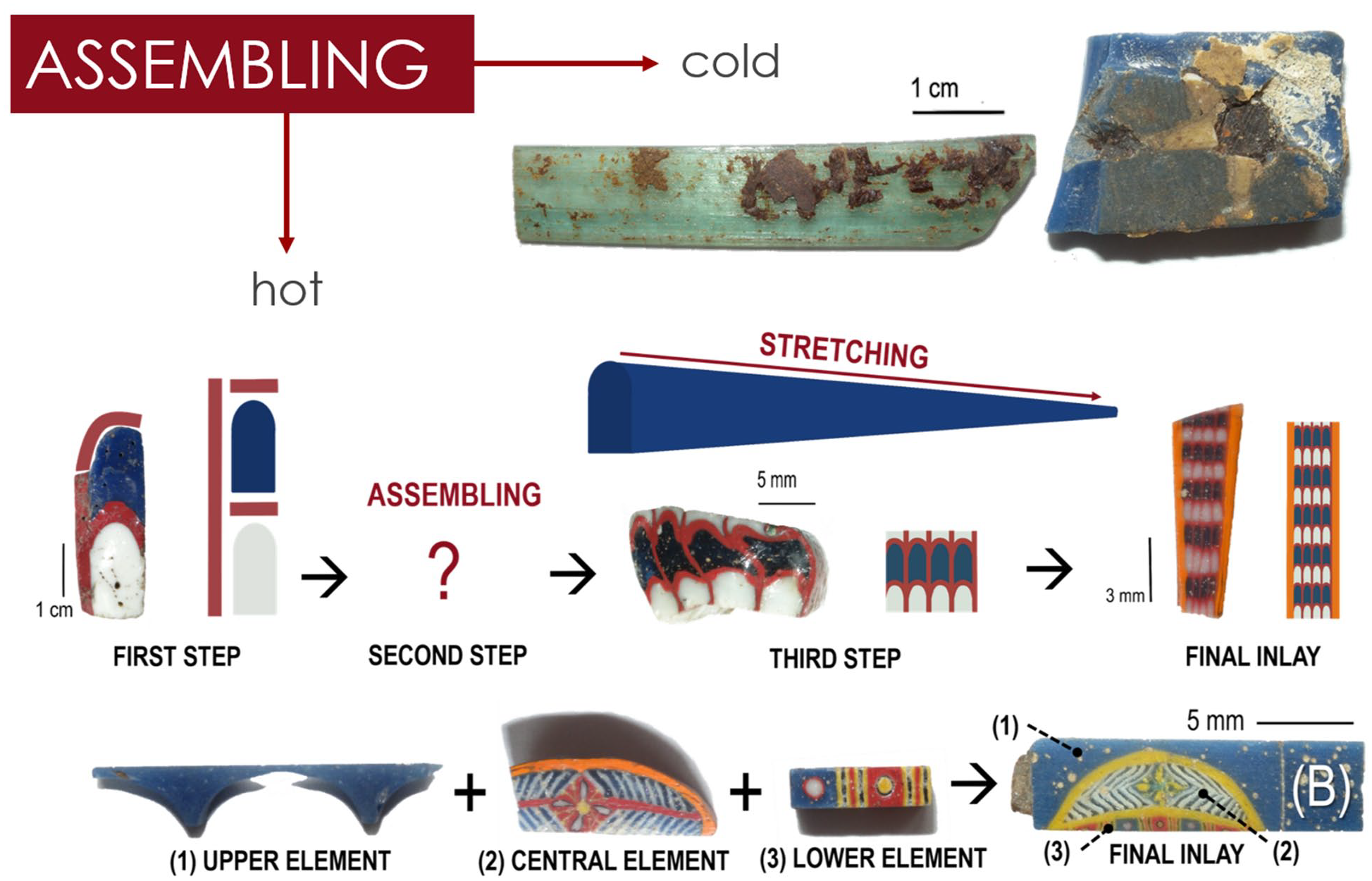
Hypothetical reconstruction of the two assembling methods used in Tebtunis, using inlays found in the workshop at different stages of the production process (photos: authors).
Production technology of sample P-A-418: a) SM image with the proposal of the five basic glass elements for the production of the semi-finished inlay; b) non-invasive OM image on the actual inlay, which shows traces of the interface of the sintering process; c) OM image in reflected light and crossed nicols of the interface between white and dull red glass, showing an irregular bubble related to an imperfect sintering process (polished section); d) SEM-BSE image of the contact between white and dull red glass, showing very little chemical diffusion between the glasses and the presence of micrometric bubbles (photos: authors).
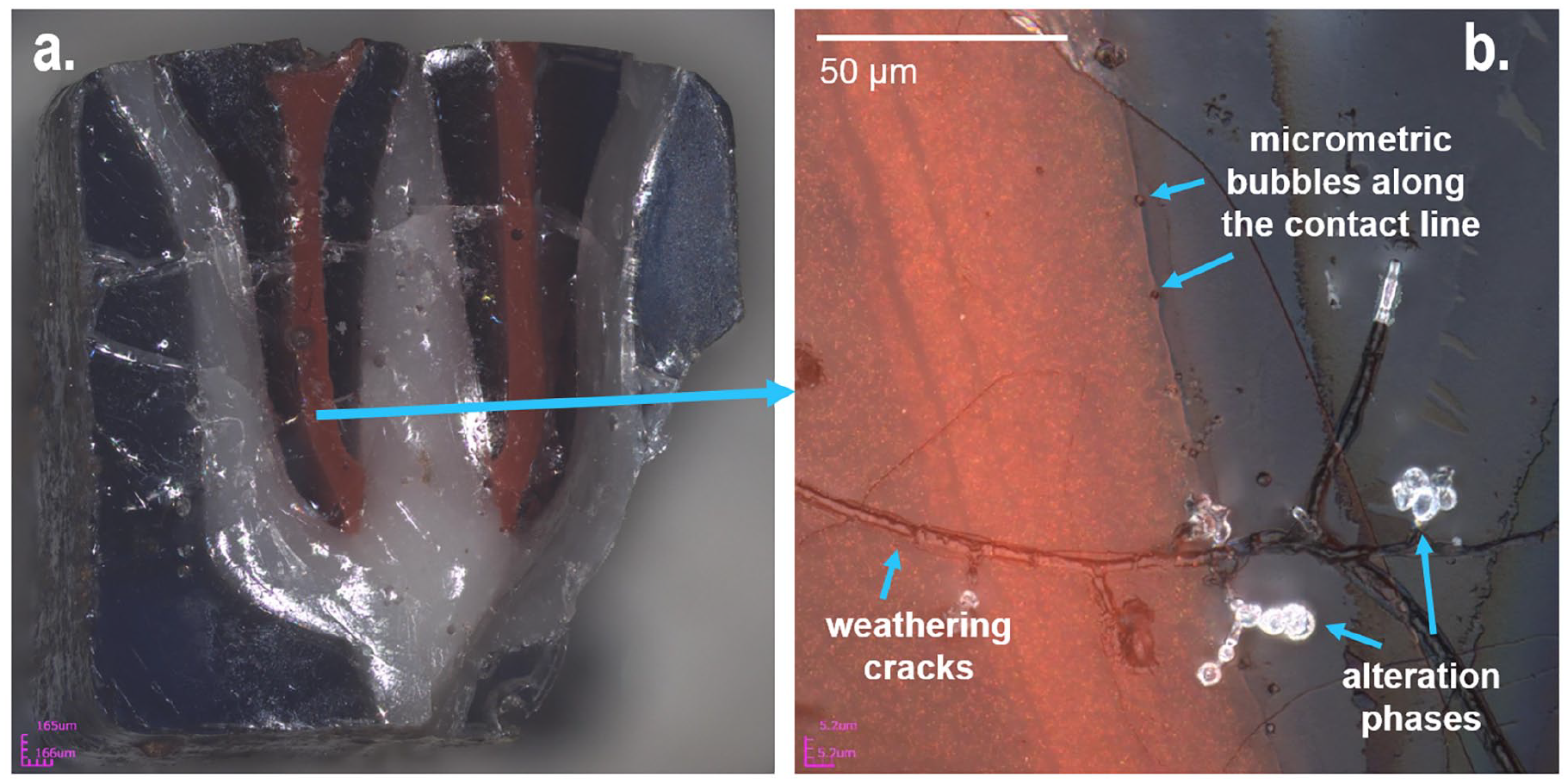
Non-invasive, high-resolution CLSM images of sample P-FL-404: a) optical, multifocal image textured over a digital elevation model of the surface of the mosaic bar; b) optical, multifocal image textured over a digital elevation model of a detail of the surface, showing the contact line between the dull red and the dark blue glasses with micrometric bubbles, weathering cracks and alteration phases (photos: authors).
Production technology of sample P-A-419: a) SM images of the inlay (different views and detail of imperfect sintering) with the reconstructive proposal of the sequence of arches; b) SEM-EDS map of the fragment showing white and dull red glass; c) OM image in reflected light and crossed nicols of the second sample showing the interface between dark blue and dull red glass (polished section) (photos: authors).
The sintering of the glass rods to create complex mosaic elements, such as the arch sequence described above, required the use of a kiln, which was identified in the Tebtunis workshop. According to our reconstruction, monochrome canes and semi-finished polychrome inlays were arranged in patterns on trays, probably those recovered from the workshop and catalogued as inv. S. 19269 and S. 19921, 30 and then heated in the kiln. There is no definitive evidence of an annealing chamber, but temperatures for this process probably did not exceed 600–700°C (or even lower, depending on the glass composition) to prevent loss of detail from softening.
One further aspect to consider is the relationship between the glass composition and its working range in terms of viscosity within a specific time/temperature window. From the Tebtunis samples, we inferred a direct link between the size of opacifying crystals and the forming technique employed. For instance, sealing-wax red glass was never used for stretched canes (type 2 inlays), probably due to the significant size of the cuprite dendrites that both colour and opacify this class of glasses. 31 These dendrite sizes influence viscosity and thus the workability of the glass, especially during drawing. However, a deeper exploration of these factors requires further investigation, which is currently under way.
Glass Colouring and Furnace Conditions
The overall study of the Tebtunis workshop and its materials confirmed that primary production did not occur there. The kiln is too small (70 x 65 cm, plus chimney) compared with earlier and contemporary production structures, 32 and no evidence of raw materials or crucibles was found that could indicate primary glass production. In contrast, the study of the Museo Egizio inlays and the review of archival data revealed abundant evidence of secondary glass forming, with tools, semi-finished products, and waste materials discovered under the floor of a Roman deipeneterion (ritual banquet hall) within the first courtyard of the Soknebtunis temple.
Although no direct evidence of glass colouring was found, archaeological and archaeometric studies from this and previous works have provided several clues that glass might have been coloured and opacified in secondary workshops during the Ptolemaic Period. The first indication comes from the precinct of Mut at Karnak, where excavations by the Brooklyn Museum uncovered a bowl containing traces of an unidentified blue pigment, along with naturally coloured glass chunks, inlay production moulds, rare metal scraps, and a pyrotechnological structure similar to the one discovered at Tebtunis. 33 Further archaeological evidence was recently found in the stores of the Egyptian Museum in Cairo, linked to historical excavations in the area of the Denderah temple. 34 The collection includes multiple cakes, chunks, and lumps, though no moulds or tools have been recovered.
The analysis of the Tebtunis samples yielded further evidence supporting this hypothesis:
Among the analysed samples, there is a group of transparent green glasses showing signs of an early colouring process aimed at producing dull red and sealing-wax red glasses. 35 This suggests the local manipulation of the optical properties of glass.
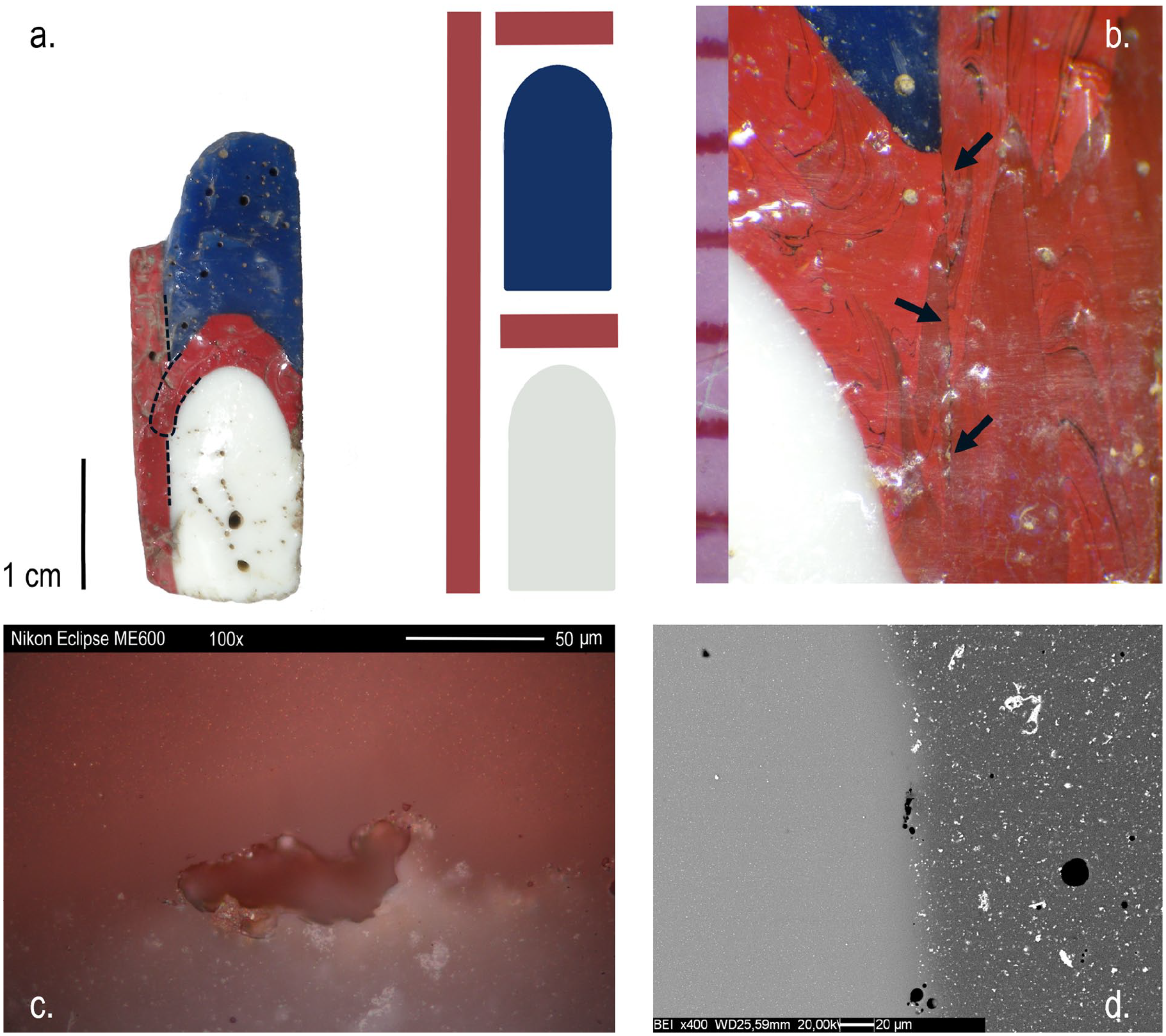
Brown glass is absent from typical Ptolemaic Egyptian inlaid representations. To the best of our knowledge, only one example exists, found in a stratified sealing-wax red/brown inlay from Tebtunis (fig. 13). However, it is clear that the brown glass was not meant to be visible, because the red side bears traces of gold foil, which was reserved for exterior surfaces. The chemical and textural analysis of this brown glass shows significant similarities to cuprite-coloured sealing-wax red and yellowish-orange glasses, suggesting that the brown hue resulted from an error during colouration. Given that this type of faulty glass (in the form of chunks, ingots, or lumps) was not widely traded – as is evidenced by this being the only known occurrence from Ptolemaic Egypt – it is more plausible that the colouration process occurred locally in Tebtunis, with imperfect batches being repurposed for trivial uses, thus preserving the proper colours for important iconographic subjects.
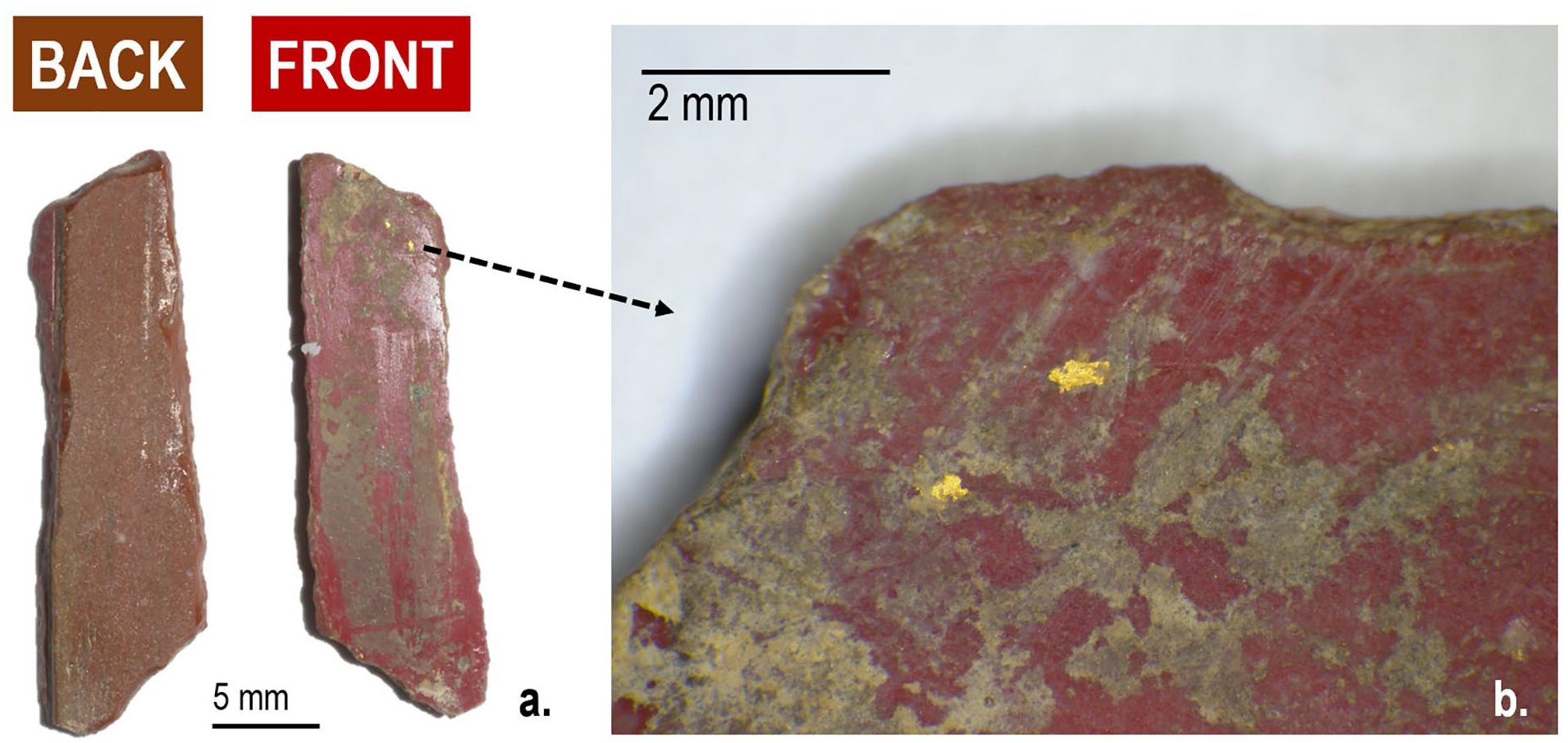
Inlay S-MR-502: a) front and back sides of the inlay; b) SM multifocal image of the gold foil traces on the frontal sealing-wax red surface of the inlay (photos: authors).
Errors in the production of yellow, yellowish-orange, sealing-wax red, and dull red glasses are not unexpected, as demonstrated by several laboratory replications. 36 These studies show that the production of these specific colour classes is subject to particularly stringent technological constraints, offering insights into the time, temperatures, and redox conditions involved in the heat treatment processes.
According to Ian Freestone, the cuprite found in ancient glasses may result from either the use of a strongly reducing furnace atmosphere, the introduction of internal reducing agents (such as lead, tin, antimony, iron, or charcoal), or the direct addition of cuprite to the glass melt while carefully maintaining its oxidation state. 37 Freestone himself raises doubts about the feasibility of the first method in ancient furnaces, given that it requires high redox gradients and precise kiln control. The presence of various types and concentrations of internal reducing agents in the Tebtunis glasses, along with the euhedral morphology of the cuprite crystals, strongly suggests in situ precipitation, facilitated by the presence of lead, tin, antimony, charcoal, and ashes (only for the yellowish-orange glass), and possibly iron. 38
However, it remains unclear whether the nucleation of the Cu2O crystallites occurred during cooling or when the glass was annealed at temperatures slightly lower than its melting point (approximately 475–900°C), because both heat treatments could have been equally effective. 39 It has been shown that, in leaded glasses, cuprous oxide begins to crystallise in octahedral form at around 400°C, with the glass retaining a yellow or yellowish-orange hue until approximately 550–600°C. Beyond this temperature, the small octahedral crystals begin to take on a radiated form, growing into red dendrites at temperatures ranging from 650°C to 870°C. 40 Kate Welham and colleagues observed that the largest dendrites, which produce a deeper and more vivid red, occur after short melting times and lower firing temperatures, while annealed glasses tend to exhibit a less intense sealing-wax red colour than glasses that cool within the furnace. 41 They also noted that cooling the kiln after every colouring session incurs significant costs in terms of fuel, time, and labour, which may explain why this colour is particularly rare in the archaeological record. Robert Brill and Nicolas Cahill further demonstrated that when yellowish-orange glasses are reheated (but not remelted), they can develop a deep red colour due to dendritic growth. This process probably occurred in sample M-Ar-506, which exhibits pockets with early stages of Cu2O dendrite development, as previously noted. 42
Antimonate-coloured and opacified glasses also provide valuable information regarding the firing temperatures associated with the colouring processes. Sophia Lahlil and colleagues showed that the two forms of calcium antimonates crystallise at different temperatures during in situ precipitation. The orthorhombic form (Ca2Sb2O7) is typical of temperatures below 927°C, while the hexagonal form (CaSb2O6) develops at higher temperatures, starting at 927°C, and becomes the dominant phase at 1,094°C. 43 As both forms were identified in the Tebtunis samples, it can be inferred that the furnace conditions varied considerably in the production of opaque white, light blue, and green glasses.
For Pb-antimonate and Pb-Sn-antimonate-based opaque yellow glasses, the evidence suggests that powdered anime was added to most of the Tebtunis glasses. Anime is a pre-fritted pigment used as an opacifier, which was incorporated and stirred into the glass at relatively low temperatures to prevent it from fully dissolving into the glassy matrix. A similar process applied to calcium antimonates used to opacify the glass ex situ. A yellow sample from Tebtunis also exhibits signs of conversion from Pb-antimonates to Ca-antimonates, a transformation that has been experimentally demonstrated to occur at temperatures exceeding 1,050°C. 44
Newly formed mineral phases offer further insights into the furnace conditions. Wollastonite (CaSiO3) is the most common inclusion found throughout the collection, identified in light blue, transparent green, yellow, dull red, sealing-wax red, and yellowish-orange glasses. Wollastonite is typically considered an indicator of high temperatures. However, it should be noted that the glass composition can significantly alter the temperatures indicated in phase diagrams, which are generally based on experimental syntheses of wollastonite from binary systems of its component oxides. In the Tebtunis samples, wollastonite crystals appeared either in large, euhedral morphologies or in large, hollow forms. This rare occurrence was found only in cuprite-red and yellowish-orange samples (fig. 14). 45 The former can be interpreted as evidence of thermally stable melts with significant growth rates and low nucleation, while the origin of the latter is still discussed: Bruno Messiga and colleagues suggest that it derives from the reabsorption of wollastonite by a melt undersaturated with its constituents, 46 while in the case of olivines it has been experimentally demonstrated that this morphology is due to rapid crystallisation (super-cooling). 47
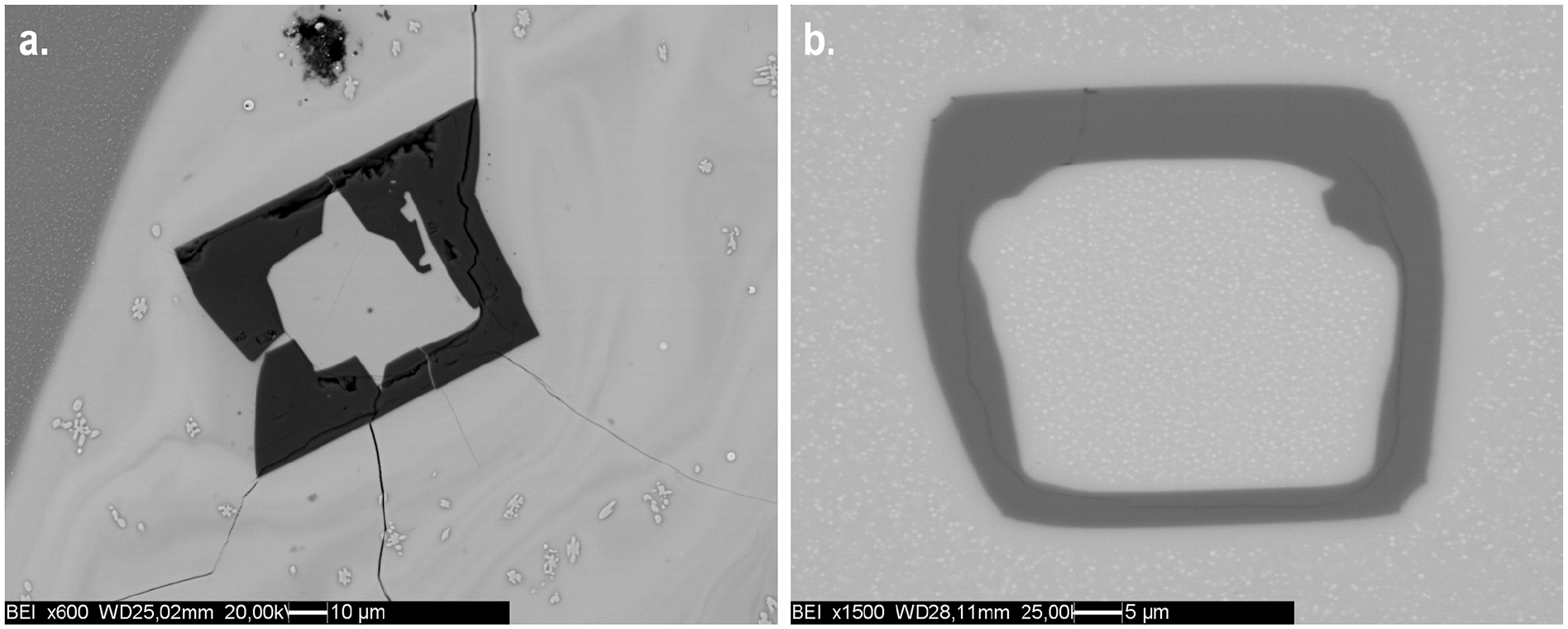
Hollow wollastonite crystals in: a) the sealing-wax red sample S-GR-506-R; b) the yellowish-orange sample P-A-408-Ar (photos: authors).
In four yellowish-orange glasses, euhedral malayaite crystals (CaSnSiO5) were also identified, associated with high levels of tin in this colour class. 48 Malayaite has also been found in a series of Roman mosaic tesserae from northern Italy, where it was interpreted as an indicator of high temperatures (approximately 1,200°C), consistent with values derived from experimental studies of clinopyroxene inclusions in the same glass assemblage. 49 In Tebtunis glasses, a pyroxene cluster was identified in a single yellow glass sample, pointing to a similar technological process (fig. 15d).
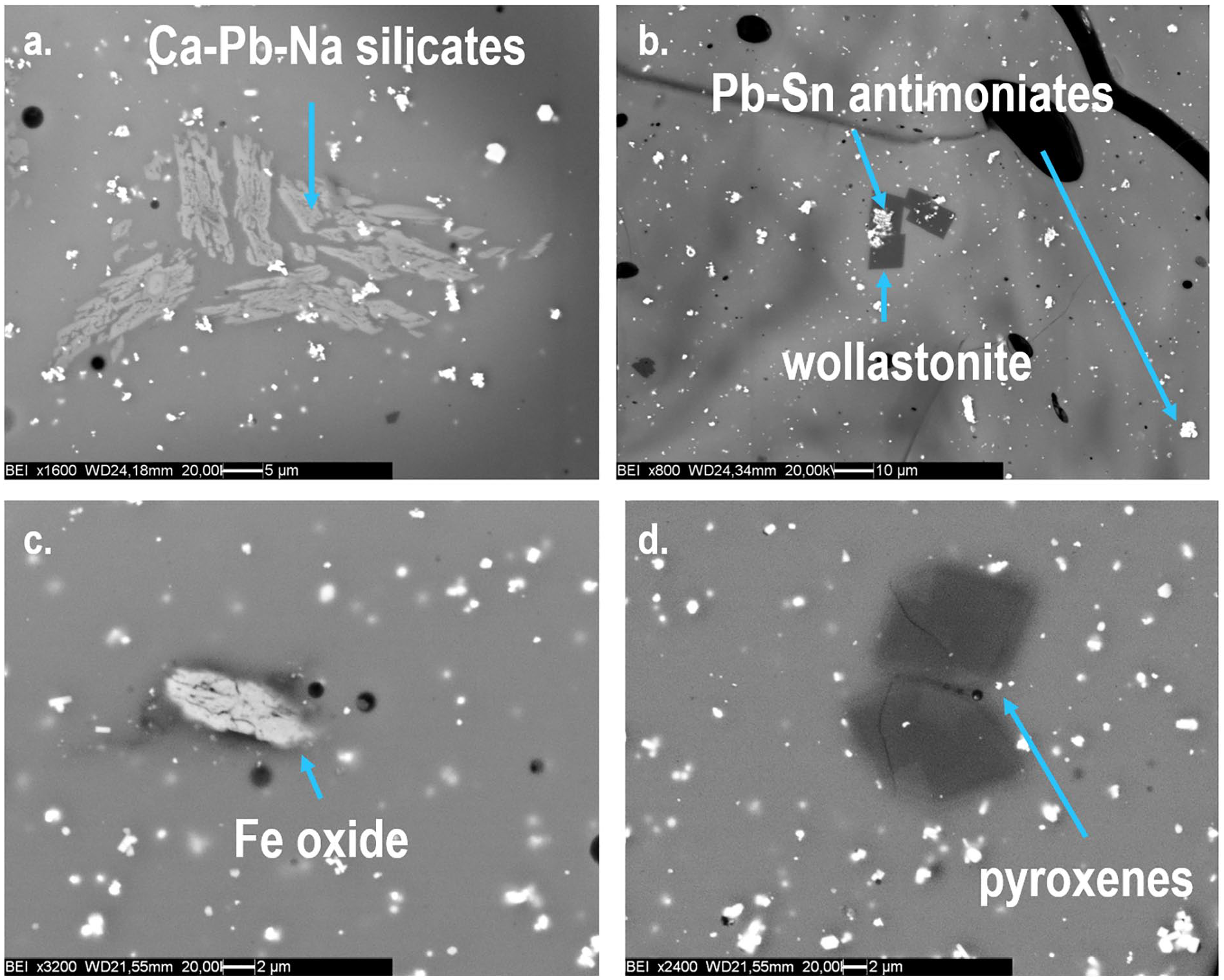
Newly formed and sand-related phases in the Tebtunis yellow glasses: a) Ca-Pb-Na silicates in sample FR-422-G1; b) Pb-Sn antimoniates over wollastonite in P-CR-421-G1; c and d) iron oxide and pyroxene crystals in sample P-FL-501-G (photos: authors).
Devitrification phases in the Tebtunis samples are commonly represented by Ca-Na or Ca-Pb-Na silicates, which consist of a mixture of the main components of the glass phase. These phases are indicative of high nucleation and slow growth rates, often associated with rapid cooling. 50 One transparent green sample also showed an unusual presence of Ca-P-Na silicates, with the characteristic elongated or radiating morphologies typical of devitrite and similar secondary products. This composition was also observed in reaction phases during experimental melts of natron-based glasses in a Roman-style wood-fired furnace. 51 Acicular Ca-Pb-Na silicate clusters were especially common in a sample of opaque yellow glass (fig. 15a). Their presence indicates that the glass was held at relatively low temperatures for an extended period, which is significant for understanding the production technologies of this colour class. 52 Pb-antimonates are unstable at high temperatures, requiring their introduction into the melt at temperatures below 1,000–1,100°C to prevent conversion to Ca-antimonates and consequent colour loss. 53 The high viscosity caused by these conditions accounts for the zoned appearance of some samples (fig. 15b). Furthermore, the extended time required to properly mix the pigment into the glass can lead to the nucleation of devitrification phases, which were clearly identified in several yellow samples.
Conclusions
Ptolemaic glass inlays represent a remarkable synthesis of artistic beauty and technological innovation. This study has identified both macroscopic and microscopic markers associated with the two primary forming techniques used in Tebtunis: moulding and drawing. By combining optical and electronic imaging with detailed knowledge of the site’s pyrotechnological structure and tools, we have reconstructed the step-by-step procedures involved in the production of stratified and mosaic glasses.
The study of the mineralogical phases identified within the Tebtunis glasses highlights the use of a wide range of technological solutions, implying a strict control over the processes for the colouring and forming of glass, especially in terms of times, temperatures, and redox conditions within the furnace, and in the proportions of the raw materials. The temperatures and atmosphere in the kiln also required extensive variations according to the specific hue produced.
Our findings strongly suggest that the colouring of pre-existing glass cakes and chunks took place locally in secondary workshops during the Ptolemaic Period. This research contributes to the growing body of evidence highlighting the critical importance of the colouring process in ancient glass production. A deeper understanding of where – and not only how – this essential stage in the glass supply chain occurred during this pivotal historical period can aid in the contextualisation and interpretation of compositional analyses and enhance our understanding of the complex organisation of the ancient glass industry.
Footnotes
Acknowledgements
The Museo Egizio, Turin, and the Soprintendenza Archeologia, Belle Arti e Paesaggio per la città metropolitana di Torino, in particular Christian Greco, Alessia Fassone, and Matilde Borla, are heartfully thanked for favouring access to the materials and for sampling authorisations. Gianmario Molin and Paola Zanovello are also sincerely acknowledged for their support of the project. Three anonymous reviewers are heartfully thanked for their contribution in improving the paper.
All pictures are from the authors and are reproduced with the permission of the Museo Egizio, Turin.
Authors’ Contribution
Conceptualisation, methodology, sampling, validation, data interpretation: CB and IA; software, formal analysis, investigation, data curation, visualisation, and writing first draft: CB; writing review and editing: CB and IA; supervision: IA. Both authors have read and agreed to the current version of the manuscript.
Funding
The authors did not receive funding for this project.
1.
See e.g. Antonaras 2013; Henderson 2013; Moretti and Hreglich 2013; Rasmussen 2012; ![]() .
.
4.
Nicholson 2007: 117–132; ![]() : 149–152.
: 149–152.
5.
Nenna 2015: 1–17.
6.
Nat. Hist.: 36.193.
7.
See Henderson 2013: 214–215; ![]() –34.
–34.
8.
9.
E.g. Cooney 1976; Bianchi 1983a, 1983b; Nenna 2015a; Grose 1989; ![]() : 53–63.
: 53–63.
11.
Deotto, et al. 2018: 46–47.
12.
For details on the context, see Bettineschi, et al. 2018.
13.
For details on the objects recovered, see Bettineschi, et al. 2019.
14.
Available in Bettineschi and Angelini: 2023, ![]() .
.
15.
Bettineschi, et al. 2019: 524–530.
16.
The complete list of objects considered (including individual pictures), a detailed discussion of the operating conditions of the analytical techniques used, and the chemico-mineralogical composition of the c. 150 analysed specimens can be found in Bettineschi and Angelini: 2023, ![]() and their supplementary materials.
and their supplementary materials.
19.
The distinction between gold foil and gold leaf traditionally hinges on the thickness of the metal. While there is consensus that gold leaf is thinner, the specific thresholds fluctuate according to the chronology of the objects and the sensitivity of the various authors. In the context of this paper, we define foil as having a thickness of 1 µm or higher, as per Brocchieri, et al. 2022: 213. For some general notes on gilding, see ![]() .
.
20.
E.g. Spear 1993; Gratuze 2013; Silvestri, et al. 2014; ![]() .
.
21.
For a recent review on ancient Egyptian gold from 3500 to 1000 BCE, the reader is referred to Guerra, et al. 2023.
22.
See e.g. Olivier and Lorber 2013; ![]() : 99–100.
: 99–100.
27.
For Hellenistic bowls, please refer to Grose 1989; ![]() .
.
30.
Pictures of the trays are provided in Bettineschi, et al. 2019: 509, ![]() .
.
31.
Bettineschi and Angelini 2024: 130, ![]() –f.
–f.
32.
40.
See e.g. Ahmed and Ashour 1981; ![]() .
.
41.
Details in Welham, et al. 2000.
42.
See Bettineschi and Angelini 2024: 130 ![]() –d.
–d.
43.
44.
Details in Molina, et al. 2014: 181–183.
45.
Deer, et. al, 1977: 547–573.
46.
Messiga, et al. 2004: 121–122.
50.
Barbone, et al. 2008: 465.
53.
On the instability of lead antimonates, see e.g. Shortland 2008; Molina, et al. 2014; ![]() .
.