
Abstract
Agglomeration of iron ore fines is necessary to enable them to be used as a feed to iron-making blast furnaces. Extensive study by CSIRO has shown that briquetting is a good potential alternative process for agglomerating fines. This article describes comprehensive work to determine the effects of briquetting conditions on the quality of green and fired briquettes produced from Australian haematite–goethite iron ore fines. Four variable (feed moisture and three machine operating conditions), three level, Box-Behnken experimental designs were used firstly to determine the optimum conditions for briquetting iron ore fines with a Köppern briquetter. These machine operating conditions were used to determine the effects of feed moisture, basicity, grind size and firing temperature on the production of fired briquettes. Feed moisture levels, size distribution of the feed and rolls speed were found to affect the yield and thickness of the green briquettes. Basicity levels (measured as the ratio of CaO to SiO2 contents) over the range 0.95–1.60 had minimal effects on the properties of the green briquettes. When green briquettes were fired at 1270, 1290 and 1310°C in a rotary pot, the firing temperature was shown to have a major effect on fired briquette properties. The modelling work demonstrated reliable predictability of green and fired briquette properties which gives a possibility for process optimisation.
Introduction
Processing iron ore, particularly haematite–goethite iron ores in Australia, by crushing, grinding and classification generally generates a large amount of iron oxide fines, 1 while a slurry containing ultra-fine iron ore (−30 μm) is produced in the ore washing plant. 1 Utilisation of these fines is necessary to reduce environmental hazards associated with their safe disposal and to conserve a natural resource. These iron ore fines are agglomerated to a sinter or pellet product suitable as a feed to iron-making blast furnaces.1,2,3
Iron ore sinter typically constitutes more than 70% of the blast furnace ferrous burden in modern blast furnaces in East Asia. Iron ore sintering converts the iron ore fines (−8 mm in size) into larger agglomerates (sinter) between 5 and 50 mm in particle size, which possess the physical and metallurgical characteristics, as well as gas permeability, required for efficient blast furnace operation. The iron ore fines, fluxes, solid fuel such as coke breeze, return fines from the sinter plant and recycled ferruginous materials are agglomerated, fired and cooled to make sinter. The sinter product is charged into the blast furnace for production of hot metal.4,5 However, there is a limit to the amount of ultra-fine iron ore that can be treated by the sinter process.1,2
In the pelletising process, the iron ore fines are agglomerated with binders and a reducing agent (e.g. fine coke) and then fed to a furnace where the green pellets are dried, indurated and cooled to form the pellet product.1,6 While the pelletising process can utilise ultra-fine iron oxides, the binders (such as bentonite) can affect the purity of the product. 1 Consequently, there has been extensive work with organic binders in pellets that burn away during induration so that the iron content is not reduced. 7
The pelletisation process is very widely used, particularly when burden materials must be shipped great distances between the mine and the blast furnace, because fired pellets are durable and easy to handle. Pellets also perform very well in the blast furnace, with good bed permeability and reducibility. 6 While sintering is used mainly for agglomeration of iron ore fines on a global basis, pelletising is the preferred technology in certain regions because of local conditions, historical factors and ore type. 8
More than 500 mt/a of unprocessed haematite–goethite iron ores are exported from Australia as ‘sinter fines’ or fines destined to be sintered/agglomerated overseas. These fines are exported unprocessed as they are technically challenging to agglomerate. Development of alternative processes to agglomerate these fine ore types would significantly increase the value of Australian iron ore exports. As well it would decrease costs and carbon dioxide emissions associated with transportation of the agglomerated product as a result of lower amounts of free water transported, water of hydration associated with the goethite component together with other Loss on Ignition (LOI) components and water added for dust suppression.
Briquetting is another well-established technology that is a prospective alternative process for agglomerating iron ore fines. The briquetting process involves pressing the fines into a block or briquette of suitable size and shape, either with or without the addition of a binder. In 1899, in the Gröndal process, fine iron ore was mixed with water, pressed into oblong blocks and hardened in a tunnel kiln at 1350°C. In the 1940s, the Woodward Iron Company of Alabama mixed fine iron ore with 1–2 wt% cement and produced briquettes with a Komarek Greaves briquetting press. 9 However, these early, and relatively small-scale attempts, at briquetting iron ores were abandoned because of the efficiency of competing technologies and mechanical problems with the briquetting machines of the time.
Recent advances in the development of materials of construction and the engineering of modern high-capacity briquetting machines has heralded a renewed opportunity for the application of briquetting to the agglomeration of fine iron ore. Work in CSIRO 10 has identified conditions to produce briquettes from Australian haematite–goethite ores. The properties of fired briquettes produced from a sample of an Australian haematite–goethite ore (−500 μm) were satisfactory as a feed to a blast furnace. Also, since the ore did not require additional grinding, and the green briquettes required little drying before firing, the production of briquettes, instead of pellets, may offer the advantages of increased productivity and lower energy requirements.
As part of a green approach in ironmaking, briquetting was successfully used for mill scale for further hydrogen reduction. 11 Briquetting also can be used for agglomeration of self-reducing briquettes made with waste materials (silica fume, iron ore and charcoal fines). 12 Briquettes produced with red dust, mill scale, blast oxygen furnace slag, iron ore fines and lignin precipitated from black liquor with spent sulphuric acid, gave a sustainable reducing material for steelmaking furnaces that had a satisfactory compressive strength and weight loss. 13 Das et al. 14 used briquetting to agglomerate blast furnace flue dust and iron oxide with fly ash as a binder. To reduce carbon dioxide emissions, Kim and Han 15 produced cold cured briquettes using the curing reaction of sodium silicate.
Vining et al. 10 reported conditions for producing briquettes from Australian haematite–goethite iron ore fines with a Taiyo K-102A double roll press briquetter. In the current paper, a Box-Behnken experimental design 16 is used to determine the optimum machine operating parameters, in particular rolls speed, roll pressure and nip zone size, for a Köppern briquetter to produce green briquettes from iron ore fines based on maximum yield with acceptable green strength. These optimal machine conditions were then used to determine the effects of feed moisture content, basicity levels, grind size and induration temperature on the production of fired briquettes.
Experimental
Samples
A sample of haematite–goethite ore from an iron ore deposit in Western Australia was used for this work. It was screened at 3.15 mm using a Kason screen and then crushed with several passes in a high-pressure grinding roll machine to produce three samples (designated A, B and C) with different top sizes. The ground samples were homogenised and split into 10 kg sub-samples for subsequent testing and analysis.
Limestone, ground to 100% −100 μm, was used as the flux in this work.
Preparation of green and fired briquettes
Briquetting of the ore was performed using a Köppern 40/5 – ST 100 DG 1S double roll press shown in Figure 1. This machine has two rollers, one that is fixed and one that is floating. The floating roll is held against the fixed roll by an oil and gas filled hydraulic ram. The rolls were fitted with pockets that produced almond-shaped briquettes with dimensions around 14 × 22 × 31 mm, and a nominal volume of around 5.8 cm3.
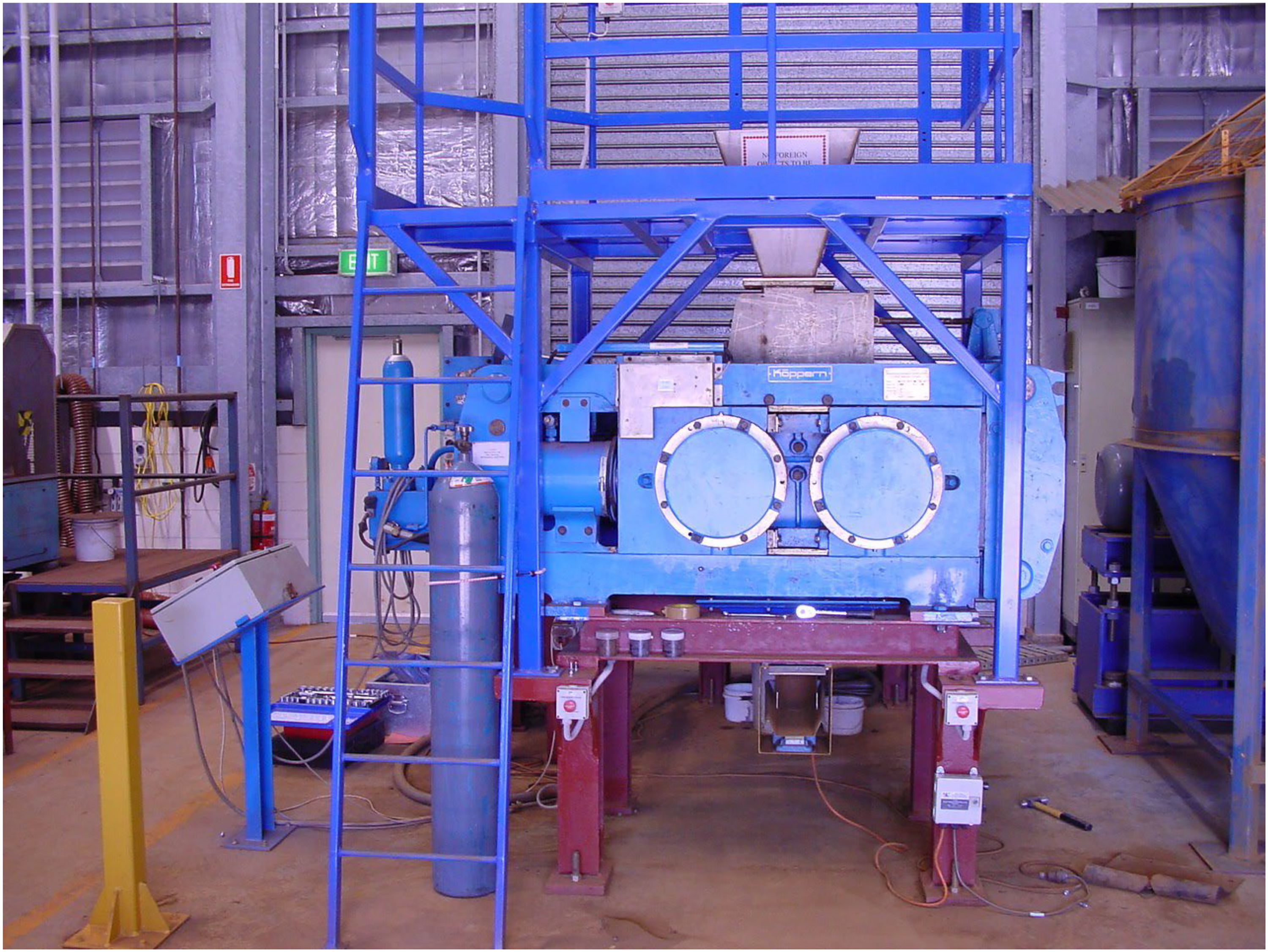
Köppern 40/5 – ST 100 DG 1S double roll briquetter machine used in the test work.
The feed to the briquetting machine was prepared by blending the ore with the required amount of flux and mixing for two min. in a twin-screw sigma mixer. Then the required amount of water for the test was added to achieve the ‘target feed moisture’ and mixing was continued for a further 10 min. After the addition of the water the ‘actual feed moisture (AFM)’ was determined and this was the value used in the data analysis.
This material was gravity-fed to the machine through a nip zone area consisting of two adjustable steel plates whose angle and length could be adjusted to control the flow of feed to the rolls. The discharge system consisted of a galvanised steel chute that had its sides and based covered with vinyl sheet to minimise break-up of the briquettes during discharge.
The green briquettes were indurated in a rotating pot inserted into a Modutemp furnace (Figure 2), an arrangement designed to simulate a rotating kiln. Approximately 4 kg of green briquettes were used as the sample charge. They were loaded into the pot which was subsequently bolted to the rotator and inserted into the furnace, pre-heated to the firing temperature. Rotation was begun when the temperature measured by a thermocouple in the middle of the pot reached 1000°C. Firing was conducted for 30 min. Air was fed to the pot at a rate of approximately 5L/min to maintain an oxidising atmosphere.
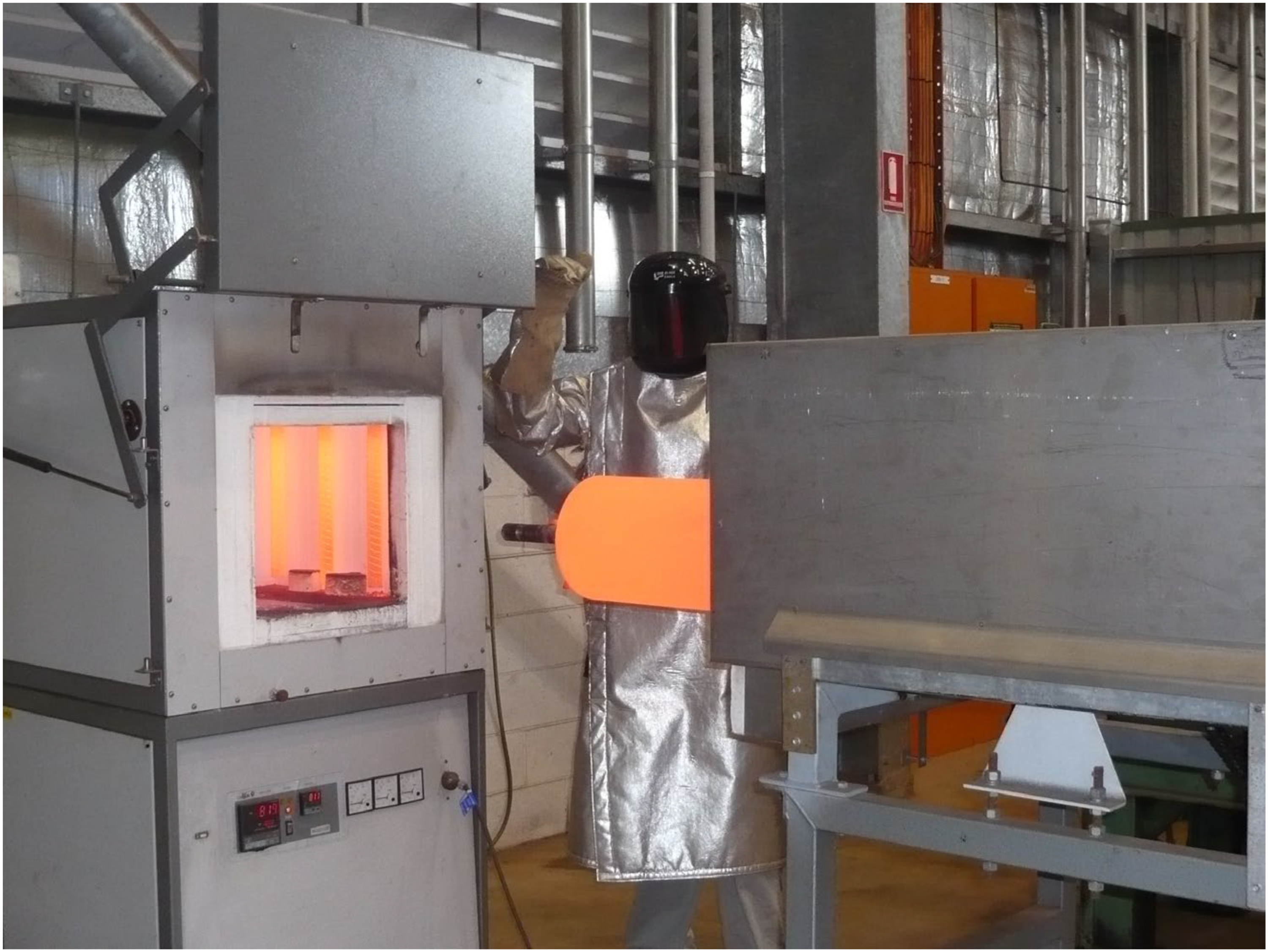
The laboratory rotating pot used for induration of green briquettes.
Characterisation of green and fired briquettes
Since there are no ISO standard test methods for determining the quality of green and fired iron ore briquettes, in this work standard methods used for iron ore pellets, as summarised in Table 1, were used.
Summary of tests and specifications for the ore and briquettes.
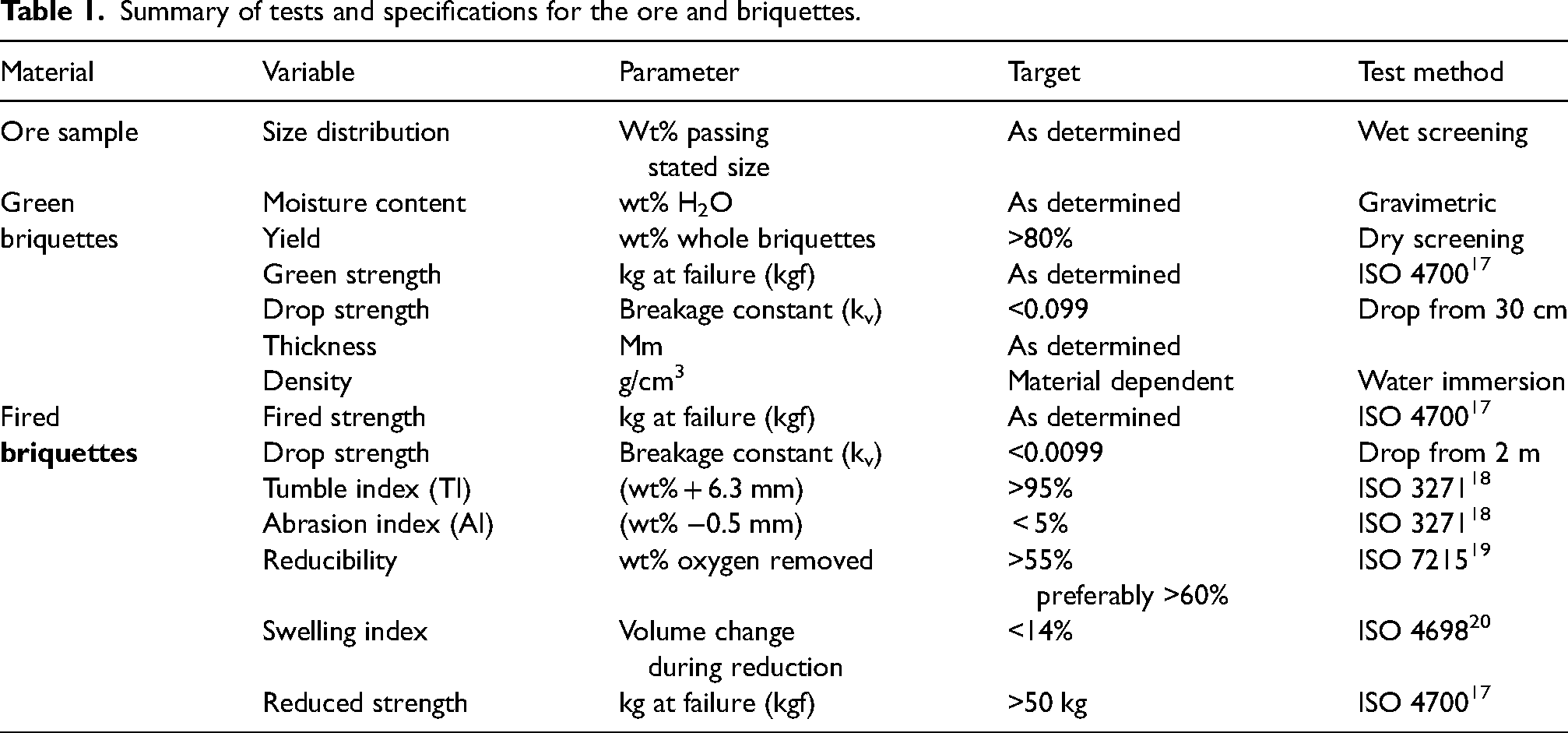
Compression strengths for green and fired briquettes were measured on 10 briquettes using an electrically driven compression tester with a 5 kg load cell and a closure rate of 12 mm/min. 17 The average value was taken as the strength of the sample.
The drop strengths of green and fired briquettes were determined with a sample of approximately 150 g of whole briquettes. A briquette was dropped onto a steel plate from a height of 30 cm (green briquettes) or 2 m (fired briquettes). The resulting material was screened at 10 mm, the oversize material was weighed and the cycle was repeated ten times. A breakage constant (kv) was calculated from the weight of the oversize material using equation (1):
Results
Characterisation of samples
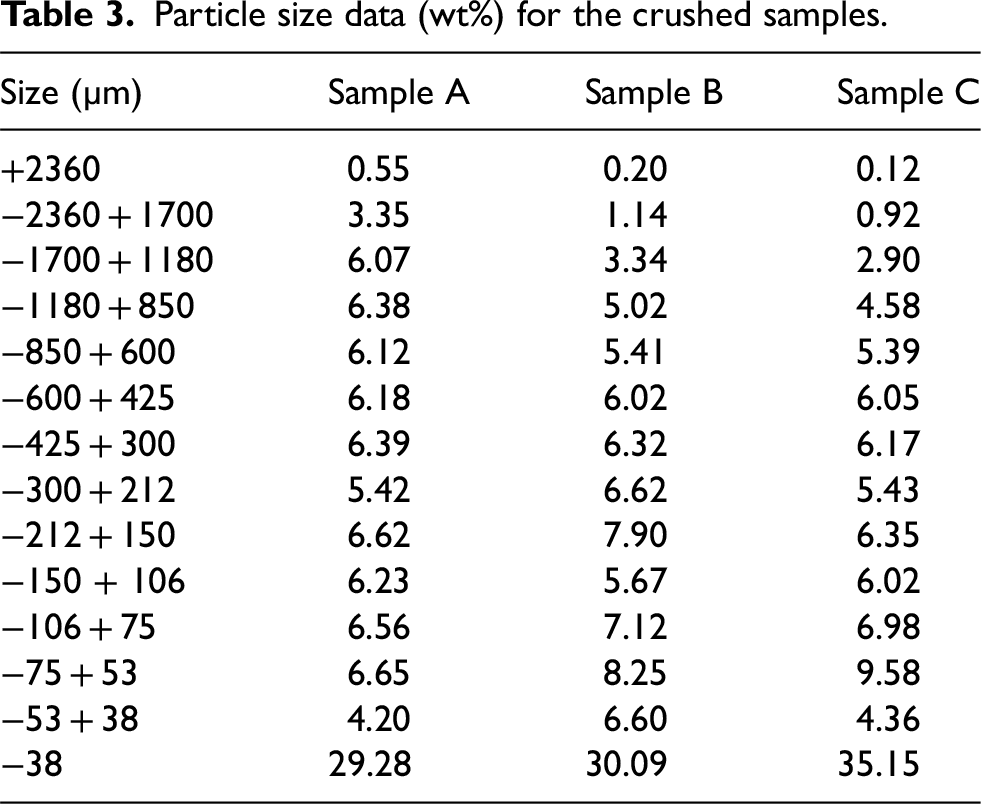
Analytical and sizing data for the samples used in this work are given in Table 2 and Table 3, respectively. The experimental data was analysed for the effects of particle size of the samples using the values in Table 4 for the −1 mm, −38 µm size fractions, the P80 parameter and the term Sum w/S, calculated from equation (2).
Chemical analyses (wt %) for the ore and limestone flux.
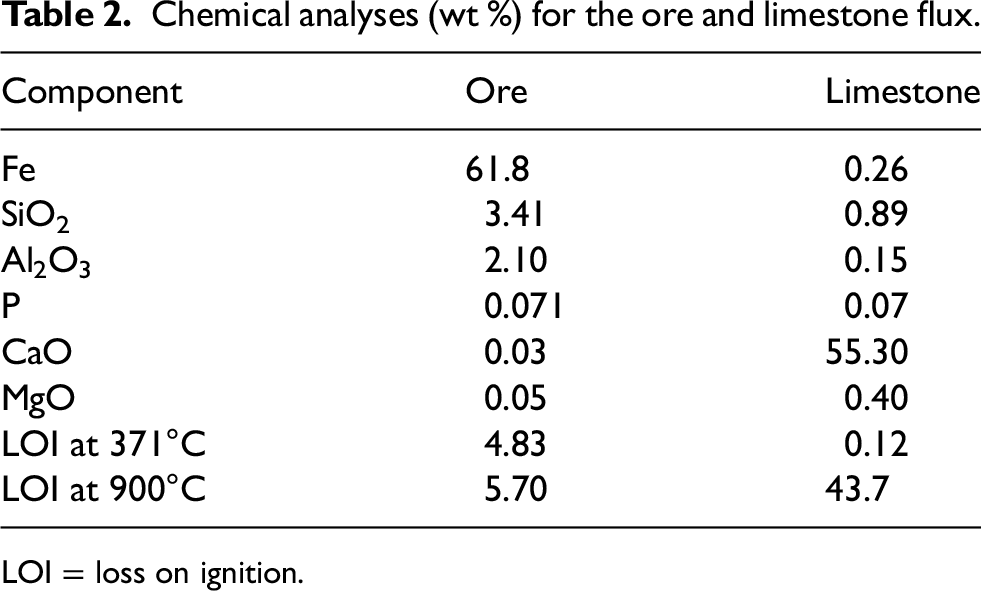
LOI = loss on ignition.
Particle size data (wt%) for the crushed samples.
Particle size values used in the data analysis.
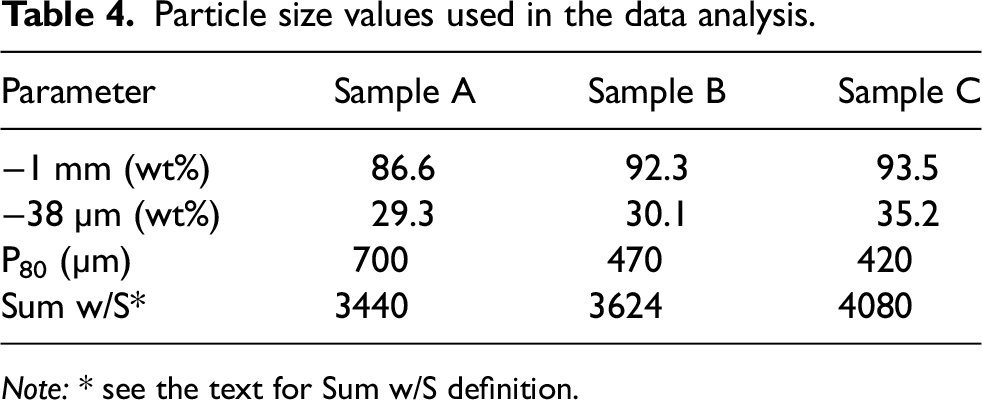
Note: * see the text for Sum w/S definition.
Mineralogical data were determined by the point count method 22 and by using the ore classification system proposed by Box et al. 23 The major components of the sample were broadly haematite-dominated particles (33 volume%), composite haematite-goethite particles (30 volume%) and goethite-dominated particles (35 volume%) with a small amount of shale gangue material (2 volume%).
Analytical data for the crushed limestone used as the flux in this work are given in Table 2. Flux was added to achieve basicity levels, as calculated by the ratio of CaO to SiO2 contents, of 0.95–1.60. This is a narrower range of basicity values to that used by Vining et al. 10
Experimental design
Previous work by Vining et al. 10 found that while the operating conditions of the briquetting machine did affect green briquette properties, such as yield, density and green strength, the feed moisture levels had an even greater effect on their properties. Also, they reported that the basicity levels and the firing temperature had the greatest effects on the properties of the fired briquettes.
In this work four variable (feed moisture, rolls speed, nip zone size and pre-set roll pressure), three level, Box-Behnken experimental designs 16 were used to determine the optimum operating conditions for a Köppern 40/5 briquetter for production of green briquettes. The optimum rolls speed, nip zone size and pre-set roll pressure then were used to determine the effects of feed moisture content, basicity, ore particle size and firing temperature on the properties of fired briquettes.
For a four variable, three level Box-Behnken experimental design, with three repeats at the central point, a total of 27 tests are required.
24
The data from the tests were fitted by the least squares technique to a model equation of the form given in equation (3).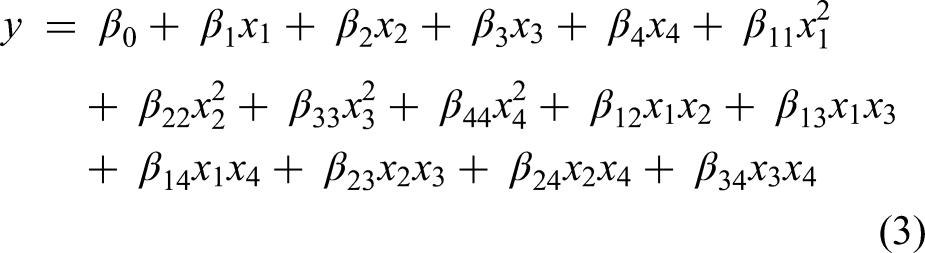
The accuracy of models was estimated from an analysis of variance table (ANOVA F-test) 25 together with a coefficient of multiple determination, R2. Das et al. 14 used the same method to analyse the strength of briquettes produced from blast furnace dust, iron oxide and fly ash.
In general, only variables with regression coefficients significantly different from zero were left in the final models (p-values less than .05). Contour plots were drawn to show the complex effects of the variables on individual briquette properties. Pearson correlation and p-values also were obtained to give information on two factor correlation relating to the operating variables and briquette properties.23,25,26
Optimum machine operating conditions
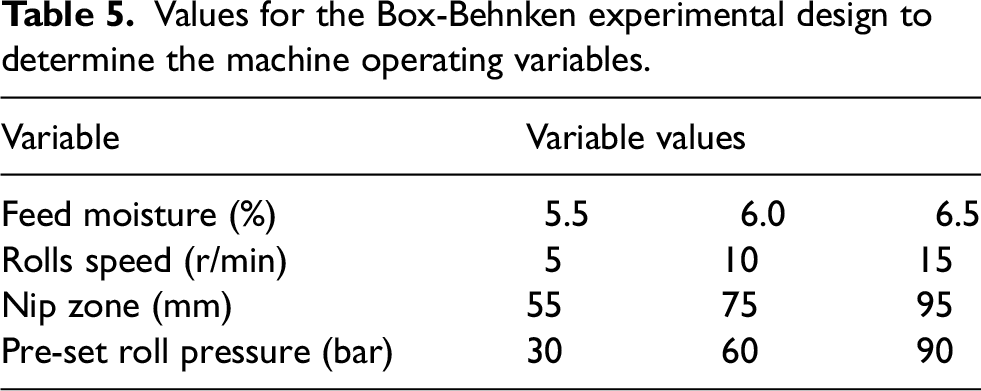
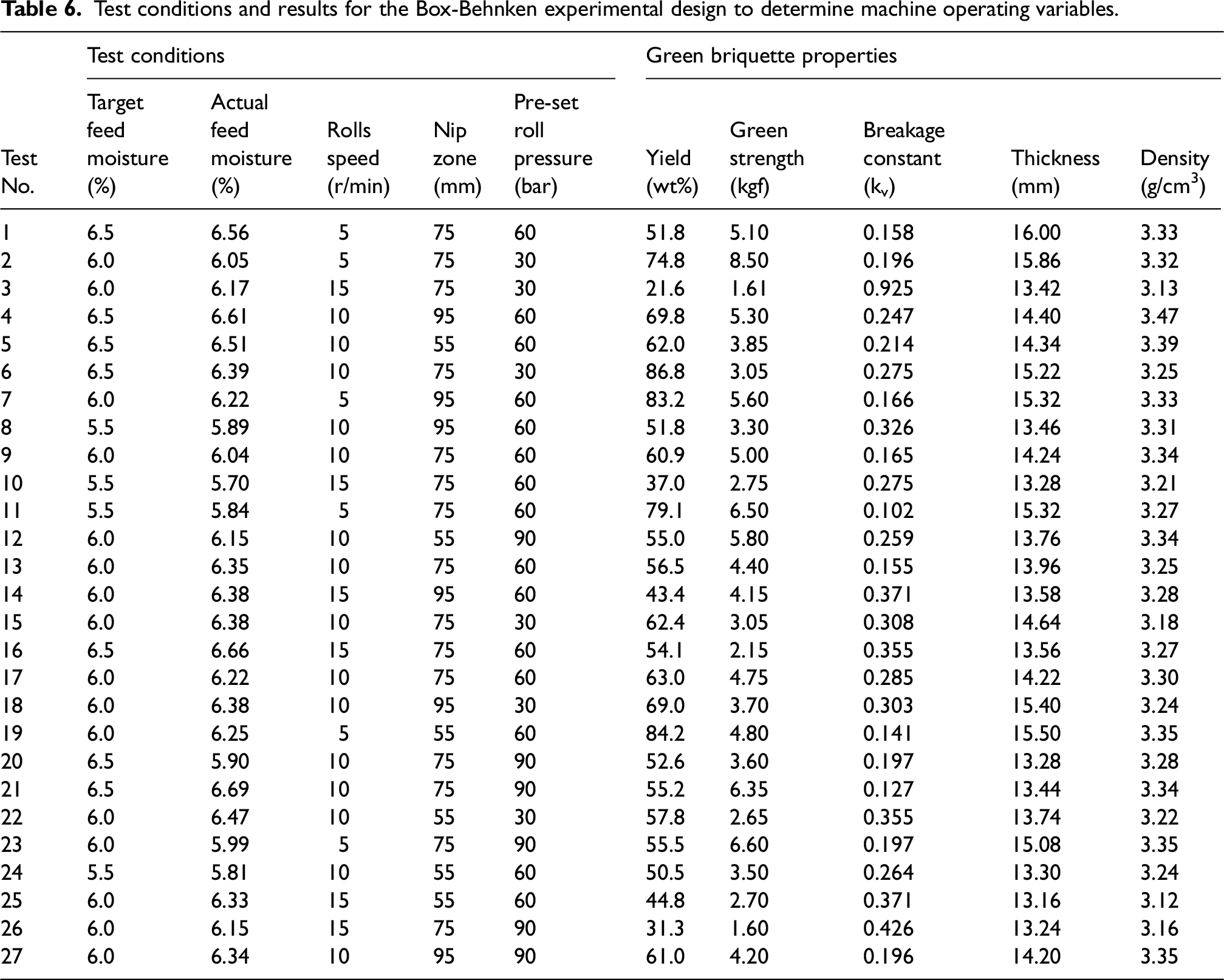
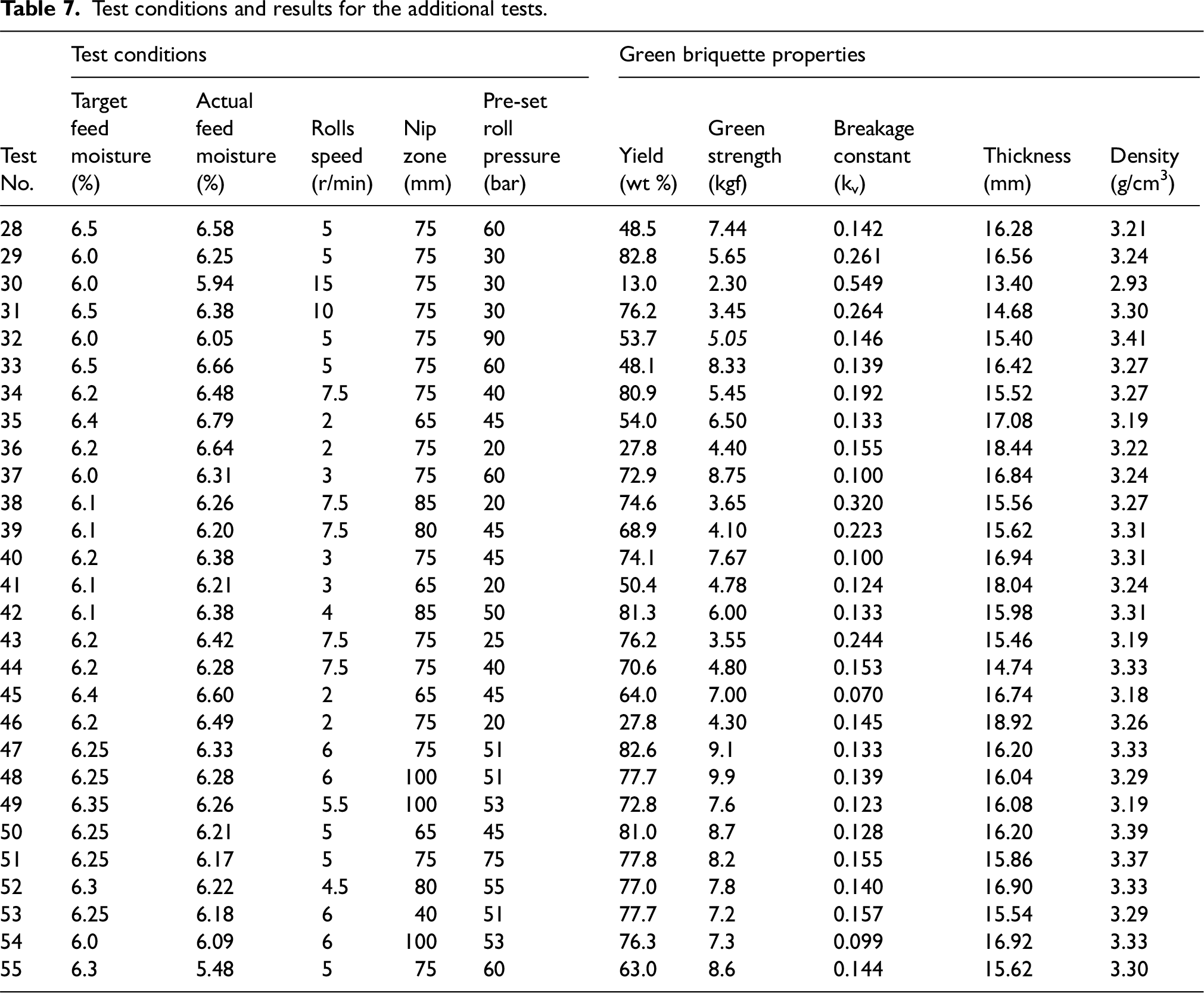
The variables and their values used for the four factor, three level, experimental design to determine the optimum machine operating conditions, are given in Table 5. The variables considered were the feed moisture content and the machine variables of the rolls speed, nip zone size and pre-set roll pressure. The randomly generated schedule, according to Box-Behnken experimental design, of 27 tests with sample B is given in Table 6. Also included in Table 6 are the measured properties of the resulting green briquettes; yield, green strength, breakage constant, thickness and density together with AFM. In fact, a total of 55 tests were completed. These included the original 27 tests along with a further 28 tests to confirm some results and to re-focus the centre of the experimental design in an area believed to be closer to the optimum operating window of feed moisture. Test conditions, and results, for the additional 28 tests are given in Table 7. Discussion of the results for two variable correlations for the operating conditions and the green briquette properties are given below. Contour plots for operating variables to show effects on briquette yield also are presented.
Values for the Box-Behnken experimental design to determine the machine operating variables.
Test conditions and results for the Box-Behnken experimental design to determine machine operating variables.
Test conditions and results for the additional tests.
Correlations of green briquettes properties and briquetting machine parameters
Correlation coefficients (with p-values) between production conditions and green briquette characteristics, obtained from the analysis of the data in Tables 6 and 7, are given in Table 8. These results indicate that the yield of green briquettes significantly depends on rolls speed (p = .002) while the negative Pearson correlation value between them (r = −0.416) indicates an inverse dependence of deteriorating yield with increasing rolls speed. The green strength also strongly depends on the rolls speed (p = .000), with the negative Pearson correlation value (r = −0.702) indicating an inverse effect of increasing rolls speed on green strength.
Correlations between production conditions and green briquette properties in the determination of machine operating conditions.
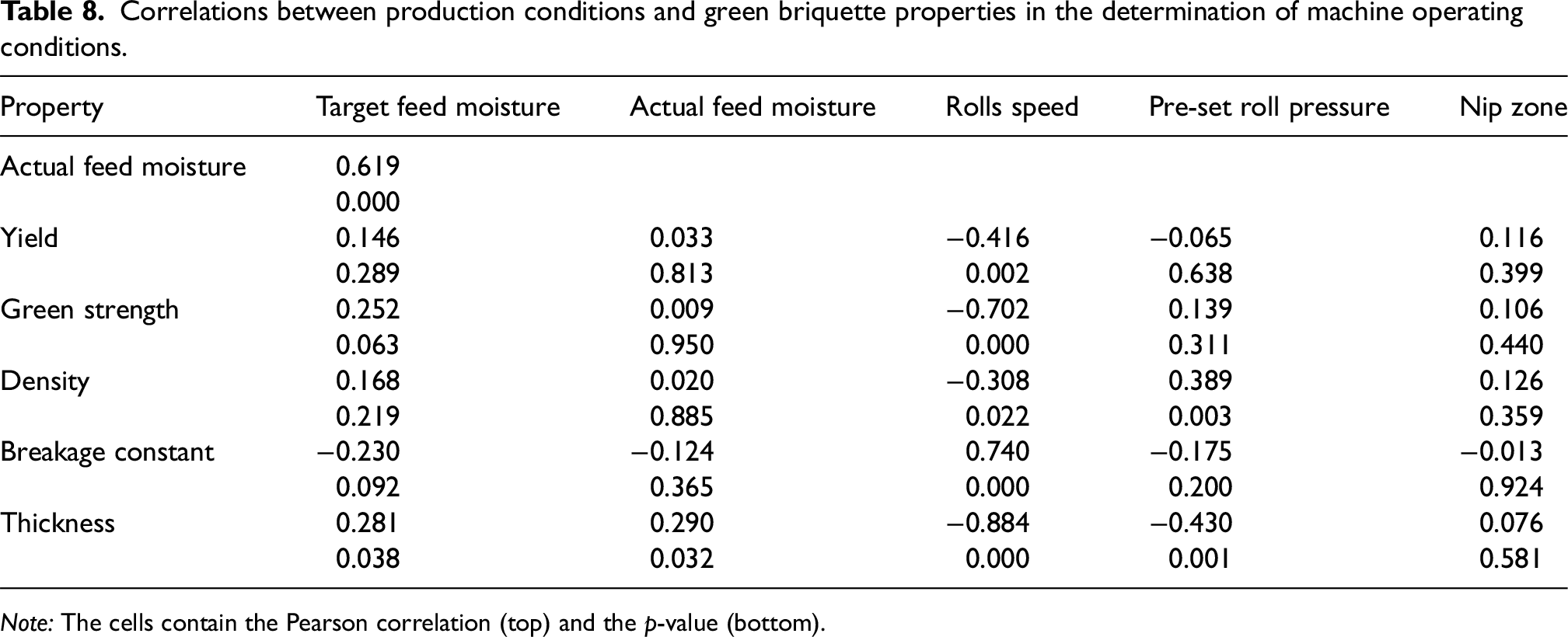
Note: The cells contain the Pearson correlation (top) and the p-value (bottom).
Density appeared to be controlled by both rolls speed (p = .022) and pre-set roll pressure (p = .003). The Pearson correlation between rolls speed and density was r = −0.308 indicating that progressively higher density is obtained with decreasing rolls speed. A direct relationship between density and pre-set roll pressure was observed (Pearson correlation r = 0.389), indicating that higher roll pressures result in a denser, more compact green product.
Breakage constant was shown to be highly dependent on rolls speed (r = 0.740, p = .000; when quadratic dependence was considered r = 0.77 as shown in Figure 3(a)). A higher rolls speed resulted in the production of a green briquette with a higher breakage constant (kv) representing lower resistance to impact.
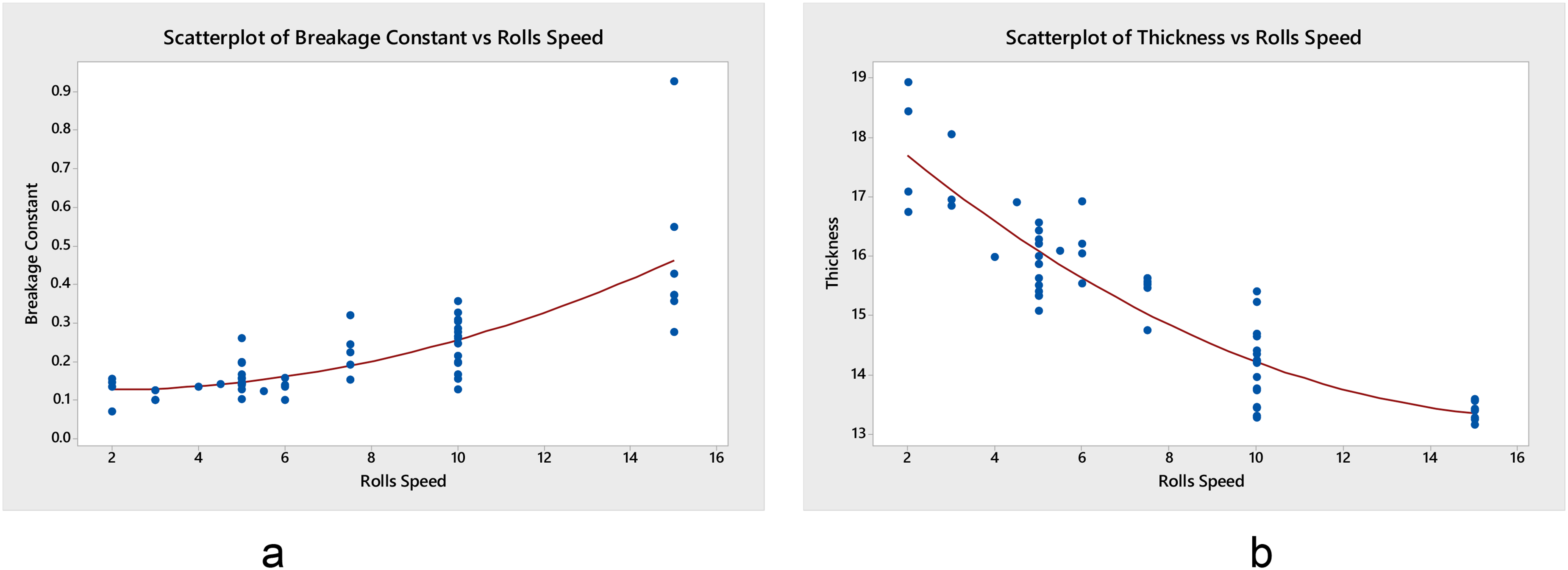
Dependence of breakage constant and briquette thickness on roll speed.
The major factor affecting briquette thickness was rolls speed (r = −0.884, p = .000, see Figure 3(b)). However, the effects of other factors on briquette thickness like feed moisture (r = 0.290, p = .032) and roll pressure (r = −0.430, p = .001) were also significant at the 95% level.
Many significant correlations between green briquette characteristics were identified by the statistical analysis as shown in Table 9. For instance, yield and green strength have shown strong correlation (r = 0.500, p = .000). Green briquettes must have sufficient strength to survive discharge from the zone of compression, hence, increased green briquette compression strength appears closely related to higher yields. It should be noted that over-pressurisation, caused by very low rolls speeds and/or excessive roll pressure, promoted the production of high strength green briquettes at low yields. The range of data used for the statistical analysis did not include production conditions such as these.
Correlations between green briquette properties in the determination of machine operating conditions.
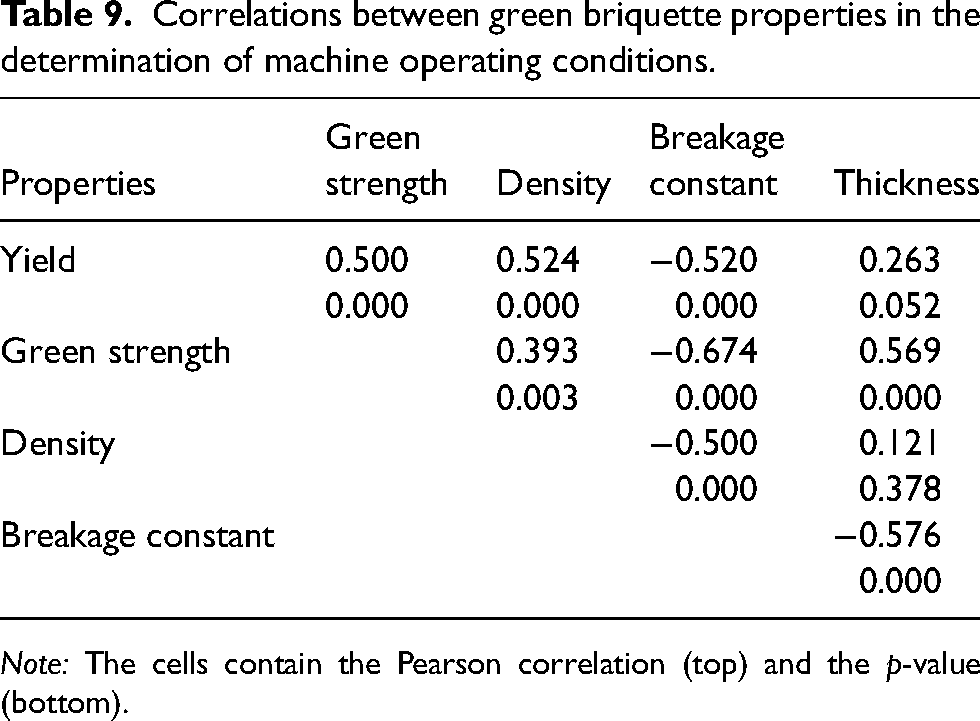
Note: The cells contain the Pearson correlation (top) and the p-value (bottom).
Yield also strongly depended on the breakage constant (r = −0.520, p = .000). Improved impact resistance of green briquettes resulted in higher yields of whole green briquettes. Green strength showed a significant dependence on density, breakage constant and thickness (r = 0.393, p = .003; r = −0.674, p = .000 and r = 0.569, p = .000, respectively). Breakage constant also was shown to be dependent on density (r = −0.500, p = .000), so increased density gives a lower breakage constant (i.e. increased impact resistance).
A trend of improved yields with increased green briquette thickness also was noted (r = 0.263, p = .052). Breakage constant was also shown to be controlled by briquette thickness (r = −0.576, p = .000). The thicker the green briquettes (caused by lower rolls speed and increased time of compression) the greater the resistance of the green product to impact.
Effects of machine variables on parameters of green briquettes
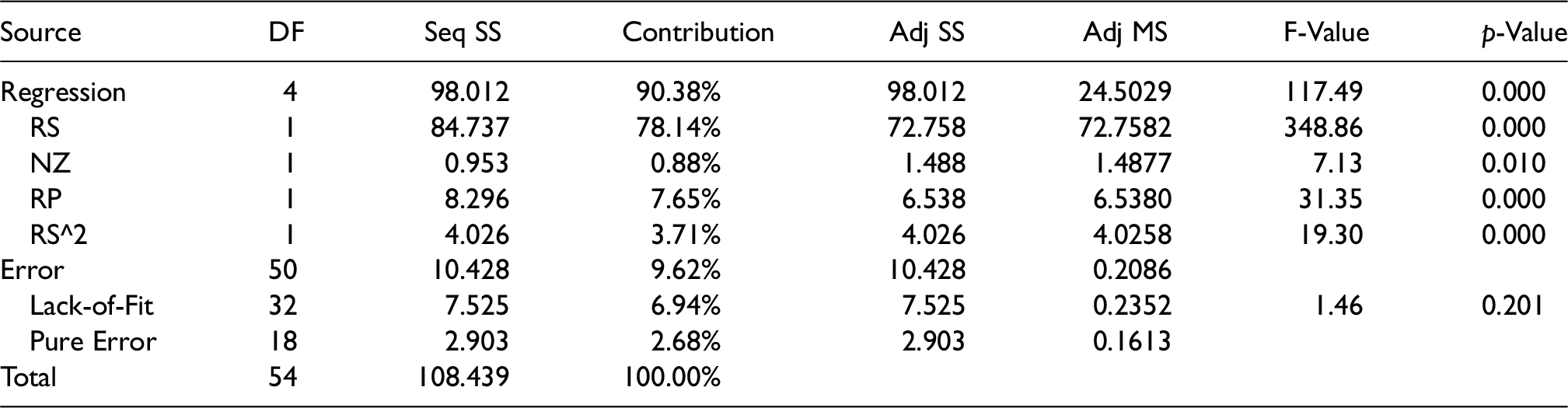
The data in Table 7 were fitted to a model similar to the form of equation (3) to determine effects of the variables ((AFM), rolls speed (RS) and roll pressure (RP)) on the yield. The ANOVA table for the multiple regressions is given below (equation 4). Abbreviations used in the table have been discussed by Moore et al. 25
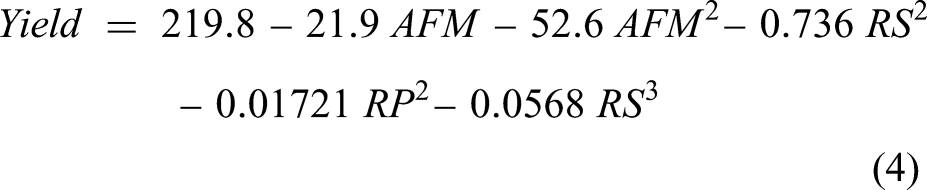
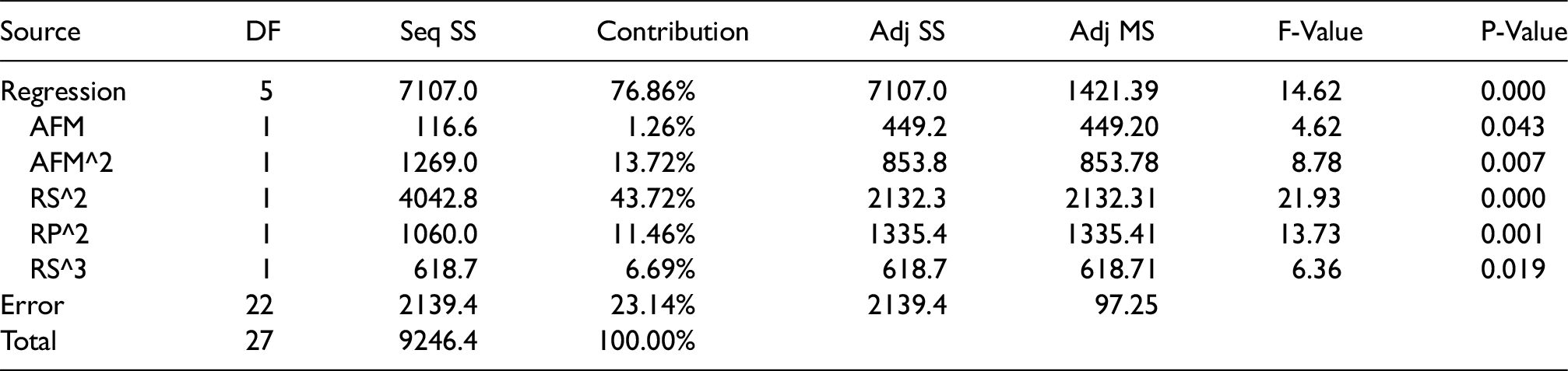
For quadratic (and cubic terms), centred squares (cubic) were used ((V-Mean(V))2). The mean values for feed moisture, rolls speed, nip zone size and pre-set roll pressure were 6.2718, 7.682, 75.55 and 52.53, respectively (means from all 55 runs). Again, only variables with regression coefficients significantly different (95%) from zero are present in the model.
The coefficient of multiple determination, R2, for the model (equation 4) was 76.9%, so more than three quarters of the total variation is explained by this model taking all data without critical consideration of each test (F-value for the regression = 14.6), indicating a robust model for the prediction of yield (all predictor p-values are less than .043 in the ANOVA table above) using this feed, briquetting press and pocket shape. Contour plots for the yield (The optimum conditions for the production Figures 4 and 5 from all 55 runs) indicate that the maximum yield is obtained with a moisture level of 6.1–6.5 wt%, and a rolls speed in the range 4–8 r/min. The yield is negatively affected by changes in rolls speed outside of this range. The optimum yield is encountered for roll pressure in the range 40–60 bar. The model for the yield (equation 4) gives an optimum yield (84.7%) with a rolls speed of 7.68 r/min (when modelled on all 55 runs, the optimum yield is 81.6% with rolls speed of 6.06 r/min). Predicted green strength for optimal yield was 6.06 kgf.
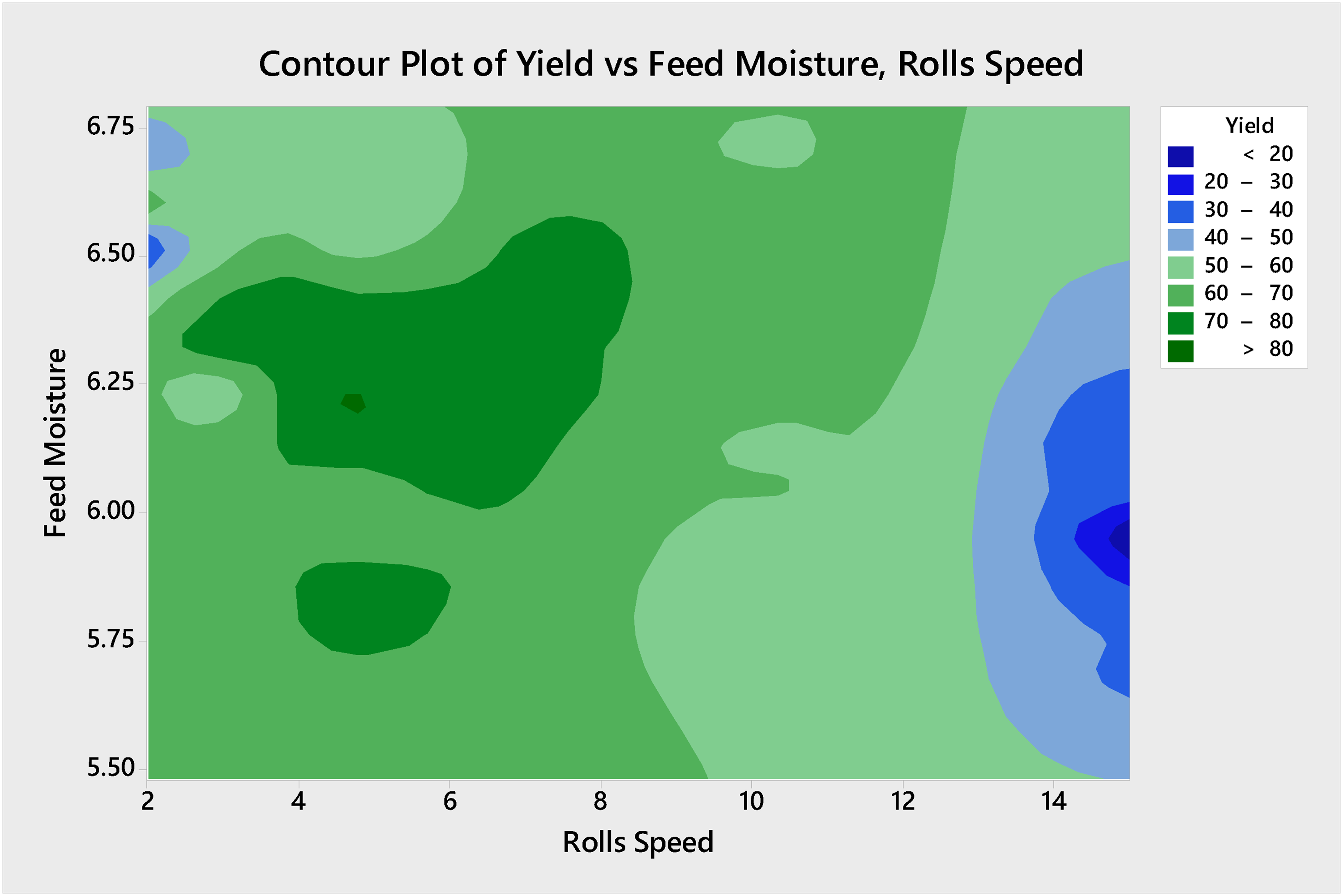
The contour plot of green briquette yield versus actual feed moisture and rolls speed.
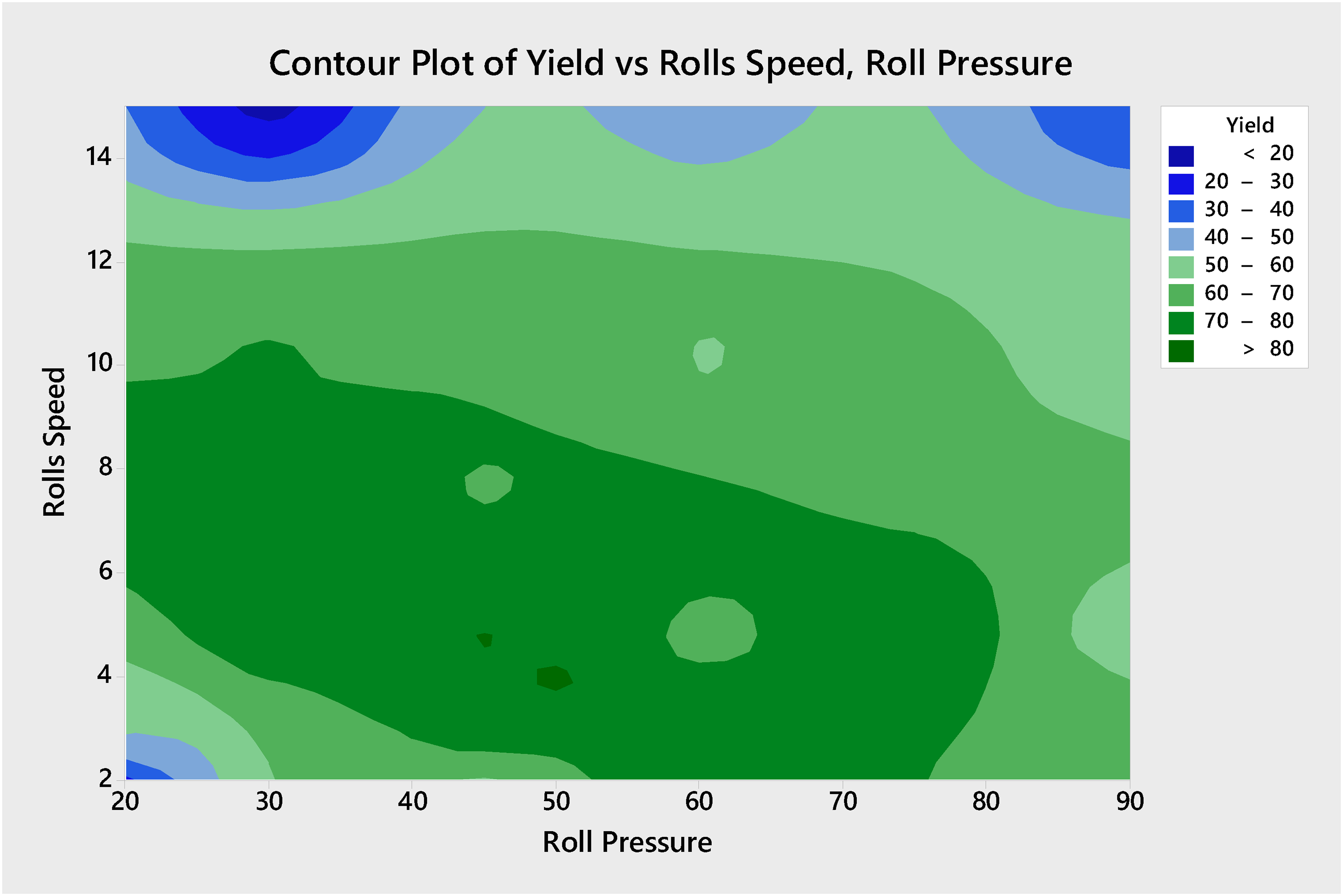
The contour plot of green briquette yield to changes in rolls speed and pre-set roll pressure.
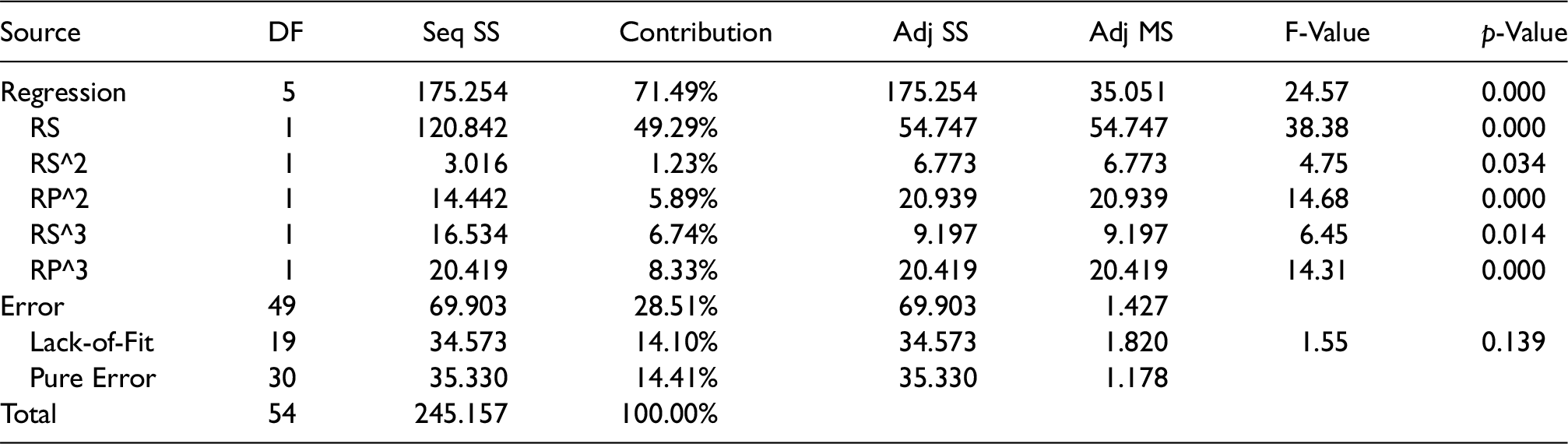
Together with yield, green strength is also very important parameter for green briquettes. Transport of them to an induration process and initial induration at low temperature needs high green strength. That is why, when choosing optimal conditions for briquette production, yield and green strength both should be taken into account. Modelling of green strength on all 55 runs also was quite successful. The coefficient of multiple determination, R2, for the five-term model (equation 5) without removal of any outliers was 71.5% (when modelled only on the last 28 runs, R2 for the five-term model was 77.5%).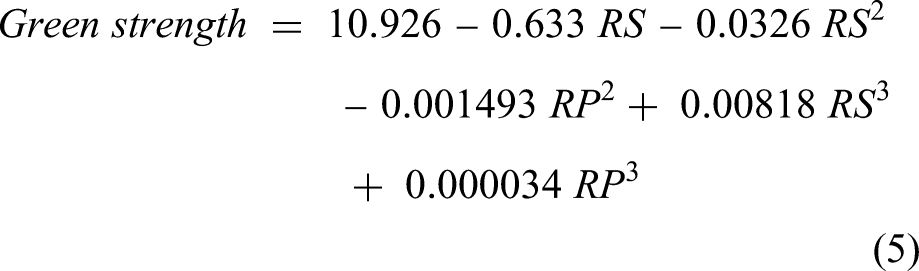
The optimum green strength was 7.55 kgf with a rolls speed of 3.76 r/min (when modelled on the 28 last runs it was 8.65 kgf with a rolls speed of 3.95 r/min). Contour plot for green strength (Figure 6) shows that the maximum strength can be obtained with rolls speed in the range 2–6 r/min and roll pressure 40–80 bar. It can be noticed that the optimal ranges of rolls speed for yield and green strength are different so the optimal conditions from both yield and green strength point of view should be a compromise between yield and green strength.
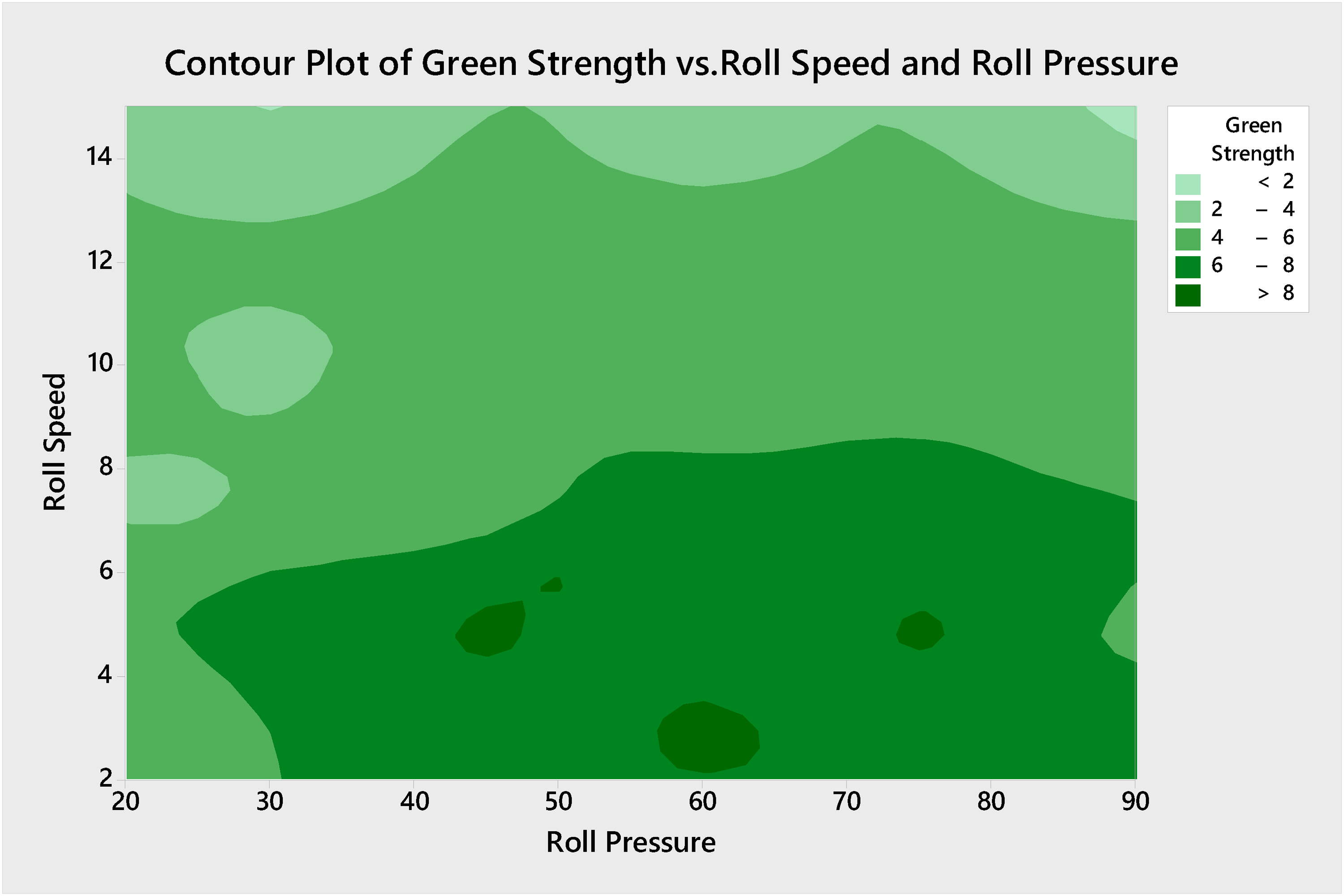
Contour plot of green briquette strength to changes in rolls speed and pre-set roll pressure.
The best predictability from all parameters characterising green briquettes was for briquette thickness. Even a four term model with rolls speed (RS), roll pressure (RP) and nip zone size (NZ) (equation 6) developed on all 55 runs gave R2 = 90.4%.
Predictability of breakage constant and density were lower, but still acceptable, and for five and six term models, R2 was in the ranges 71–73% and 57–59%, correspondingly.
Optimum feed moisture and machine variables
The optimum conditions for the production of green briquette with the Köppern briquetter, based on maximum yield with acceptable green strength (higher than 6 kgf) were determined to be: feed moisture = 6.33 wt%, rolls speed = 5.5 r/min (0.144 m/sec), nip zone = 73 mm and pre-set roll pressure = 53 bar (55.7 kg/cm2).
These optimum conditions were tested in duplicate using two 20 kg samples. The averaged results for the tests are included in Table 10 (expt. 5.5 r/min). Also included are the predicted values from modelling of the properties of the green briquettes produced under these conditions (calc. 5.5 r/min).
Optimum operating conditions and corresponding calculated and experimental briquette characteristics.
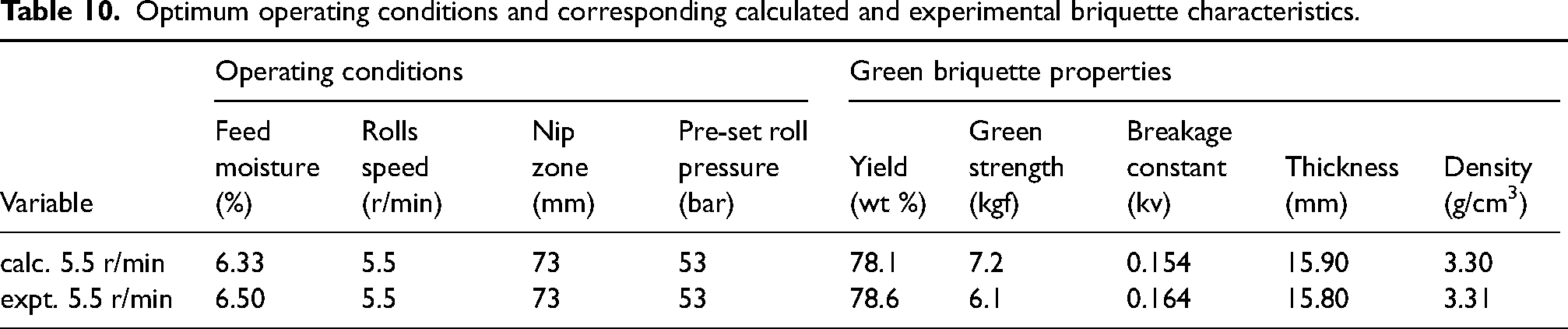
The averaged test results are in very high correlation with those calculated from modelling which confirms that the briquetting of iron ore fines can be reliably modelled and optimised. The optimum operating conditions for the briquetter given above were used to produce further green briquettes to determine the effects of feed moisture content, basicity level, particle size and induration conditions on the properties of fired briquettes.
Induration conditions
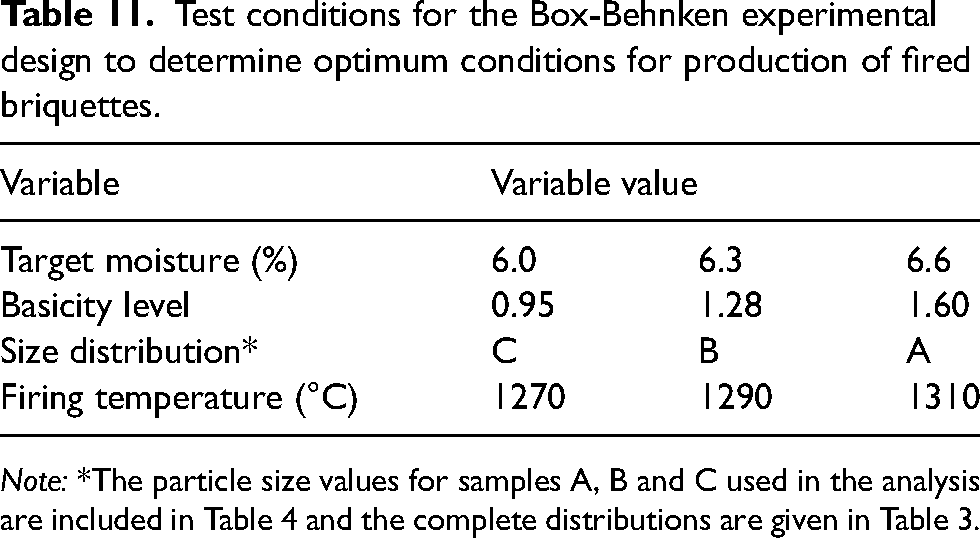
Using the operating conditions for the Köppern 40/5 briquetter determined above, a four variable, three level, Box-Behnken experimental design was used to determine the effects of feed moisture content, basicity level, particle size and induration temperature on the properties of green briquettes and fired briquettes produced from them. The values used for the variables in the experimental design are given in Table 11.
Test conditions for the Box-Behnken experimental design to determine optimum conditions for production of fired briquettes.
A total of 27 tests were completed to fulfil the requirements of the Box-Behnken experimental design and a summary of the experimental conditions, and the resulting green briquette properties for these tests, are included in Table 12. The statistical analysis of this data involved an analysis of the correlations between production conditions (i.e. feed moisture, basicity level and feed size distribution) and the green briquette properties themselves (e.g. yield, density, thickness, green strength and breakage constant).
Properties of the green briquettes from the Box-Behnken experimental design to determine effects of induration on quality of fired briquettes.
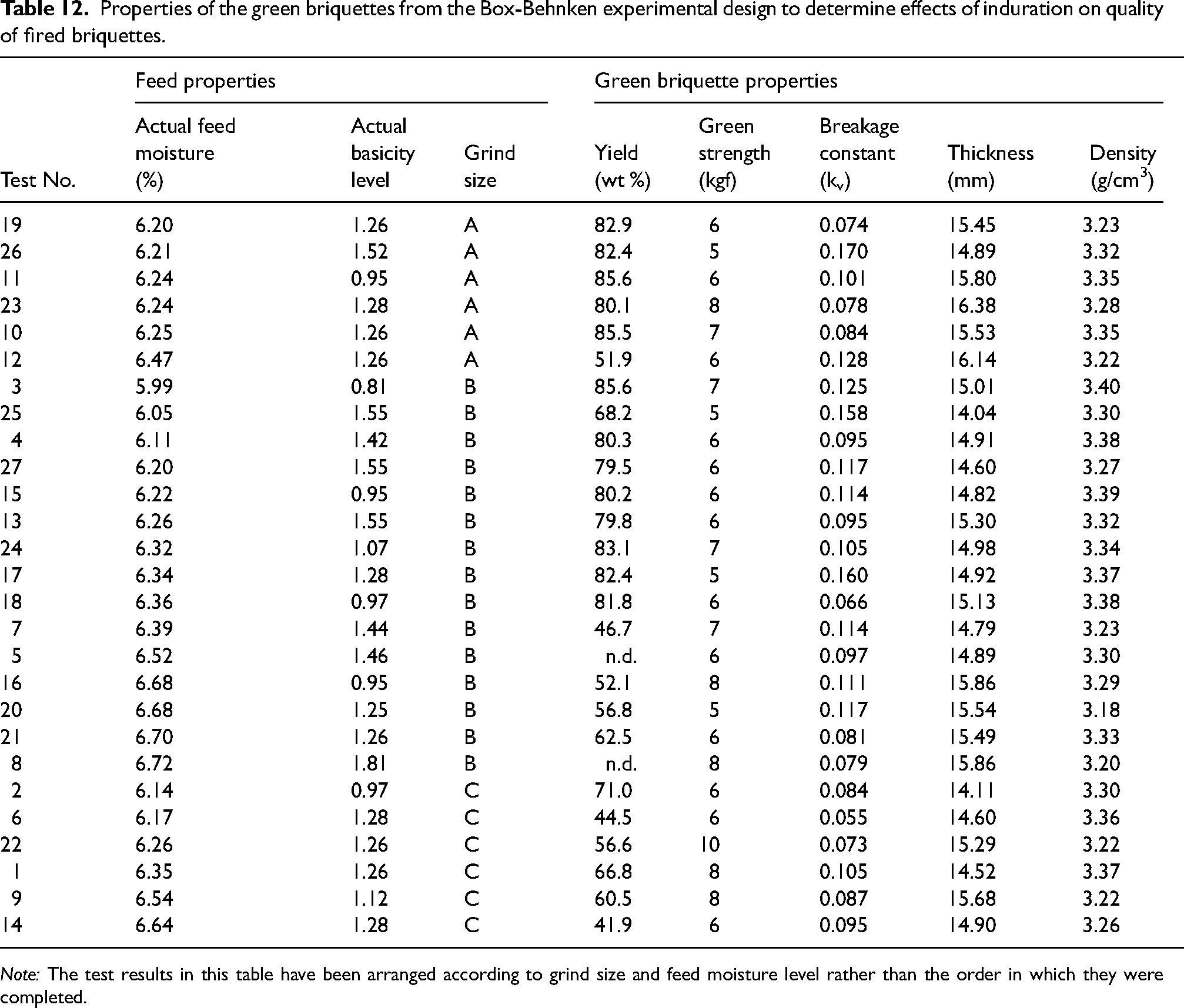
Note: The test results in this table have been arranged according to grind size and feed moisture level rather than the order in which they were completed.
Green briquette properties
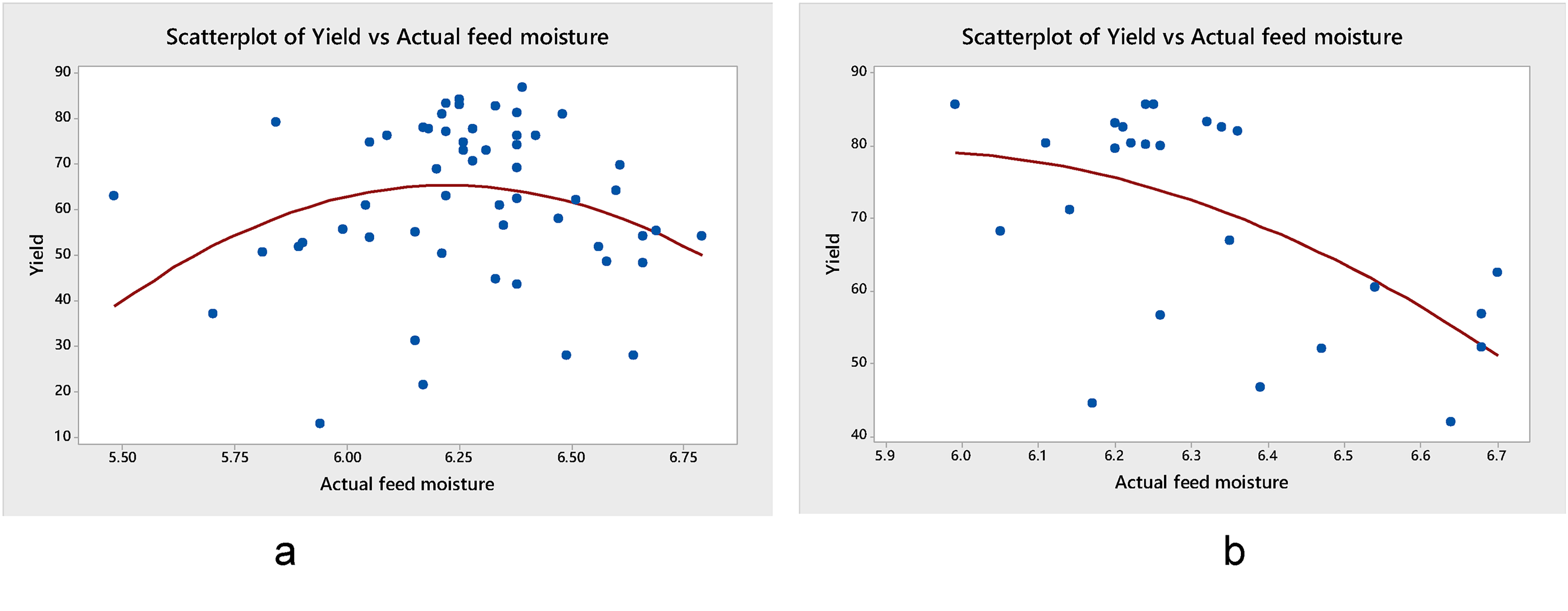
As found in the tests (Table 13), feed moisture significantly affected the yield (r = −0.575, p = .003), and thickness (r = 0.463, p = .015), of the green briquettes. Increasing feed moisture levels resulted in a decrease in the yield, and also resulted in a thicker green briquette (Table 13). In Table 8, as part of the determination of machine operating conditions, the correlation coefficient between feed moisture and yield, is r = 0.033 (p = .813) due to the calculation of correlation coefficient being for linear dependence. But Figure 3 obviously demonstrates non-linear dependence. For data in Table 12 the range for the feed moisture is significantly smaller so only part of the actual nonlinear dependence is considered (see Figure 7). For the same reason the correlation coefficient between feed moisture and thickness also increased.
Correlations between production conditions and green briquette characteristics from the induration experimental design.
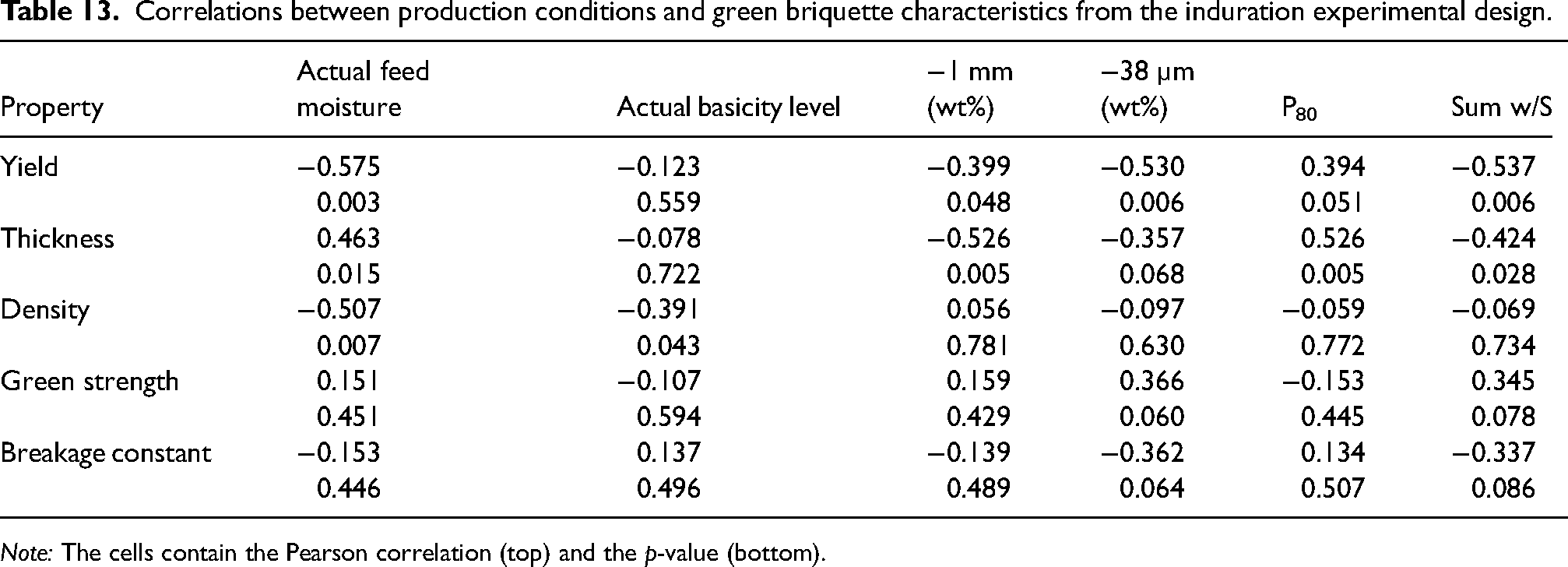
Note: The cells contain the Pearson correlation (top) and the p-value (bottom).
Changes in the basicity level over the range 0.95–1.60 had a minimal effect on the green briquette properties and was only noted to significantly affect the green briquette density (r = −0.391, p = .043), (non-linear dependences also were studied). Higher basicity levels resulted in the production of lower density green briquettes. This was attributed to the lower density of the limestone flux compared with the ore component rather than to a detrimental effect on the particle packing.
The size distribution (as indicated by the −1 mm, −38μm, P80 and Sum w/S values) had significant effects on the yield and thickness of the green briquettes (p-values were between .005 and .07). A finer sample resulted in lower yields and decreased thickness of the green briquette. The finer size was considered to inhibit the flow of the feed to the nip zone. The density, green strength and drop strength of the green briquettes were less affected by a finer particle size.
The response surface of yield to changes in feed moisture and particle size is shown in Figure 8. The plot shows that the maximum yield was obtained with feed moisture contents up to 6.4 wt% and with larger particle size samples (lower Sum w/S values).
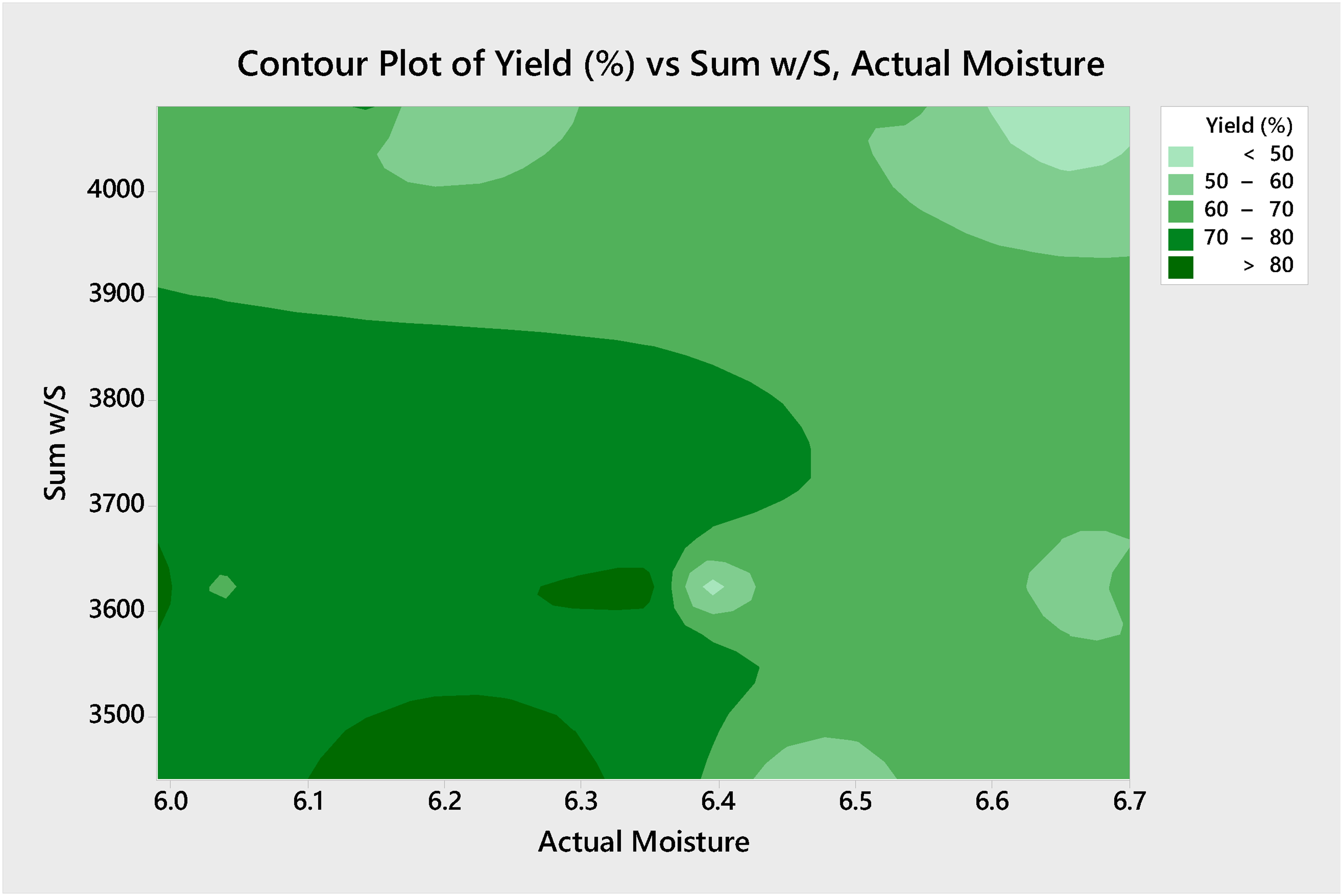
The contour plot of green briquette yield to changes in size distribution (Sum w/S) and actual feed moisture.
Fired briquette properties
For each of the 27 samples of green briquettes in Table 12, two firings were made using the rotary pot equipment at each of the temperatures of 1270, 1290 and 1310°C. Data for the fired briquettes are given in Table 14. This data was statistically analysed and Table 15 contains the correlation matrix for production conditions and fired briquette properties and Table 16 the correlation matrix between fired briquette properties.
Properties of the fired briquettes from the Box-Behnken experimental design to determine effects of induration on fired briquettes.
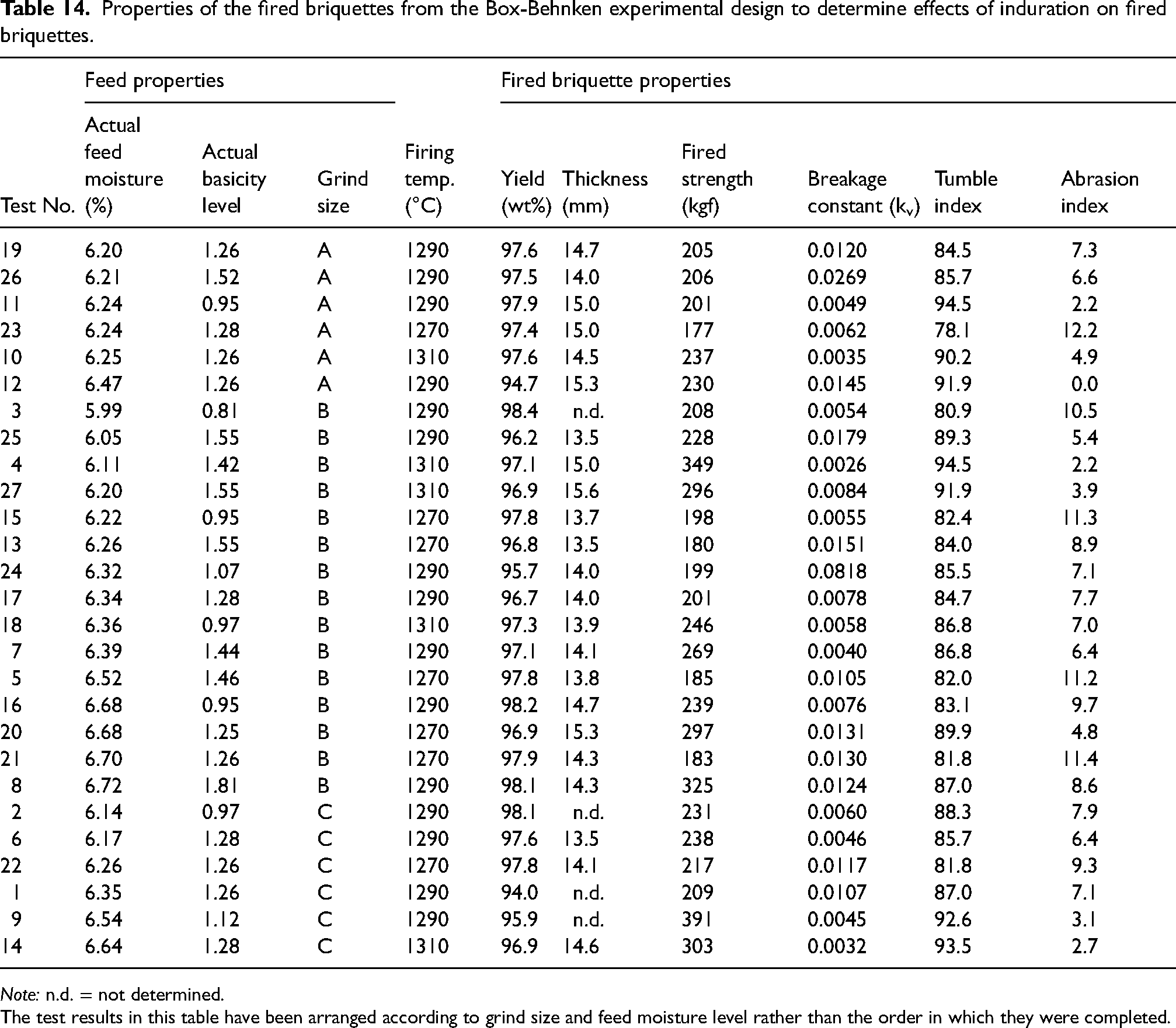
Note: n.d. = not determined.
The test results in this table have been arranged according to grind size and feed moisture level rather than the order in which they were completed.
Correlation coefficients between production conditions and fired briquette characteristics.
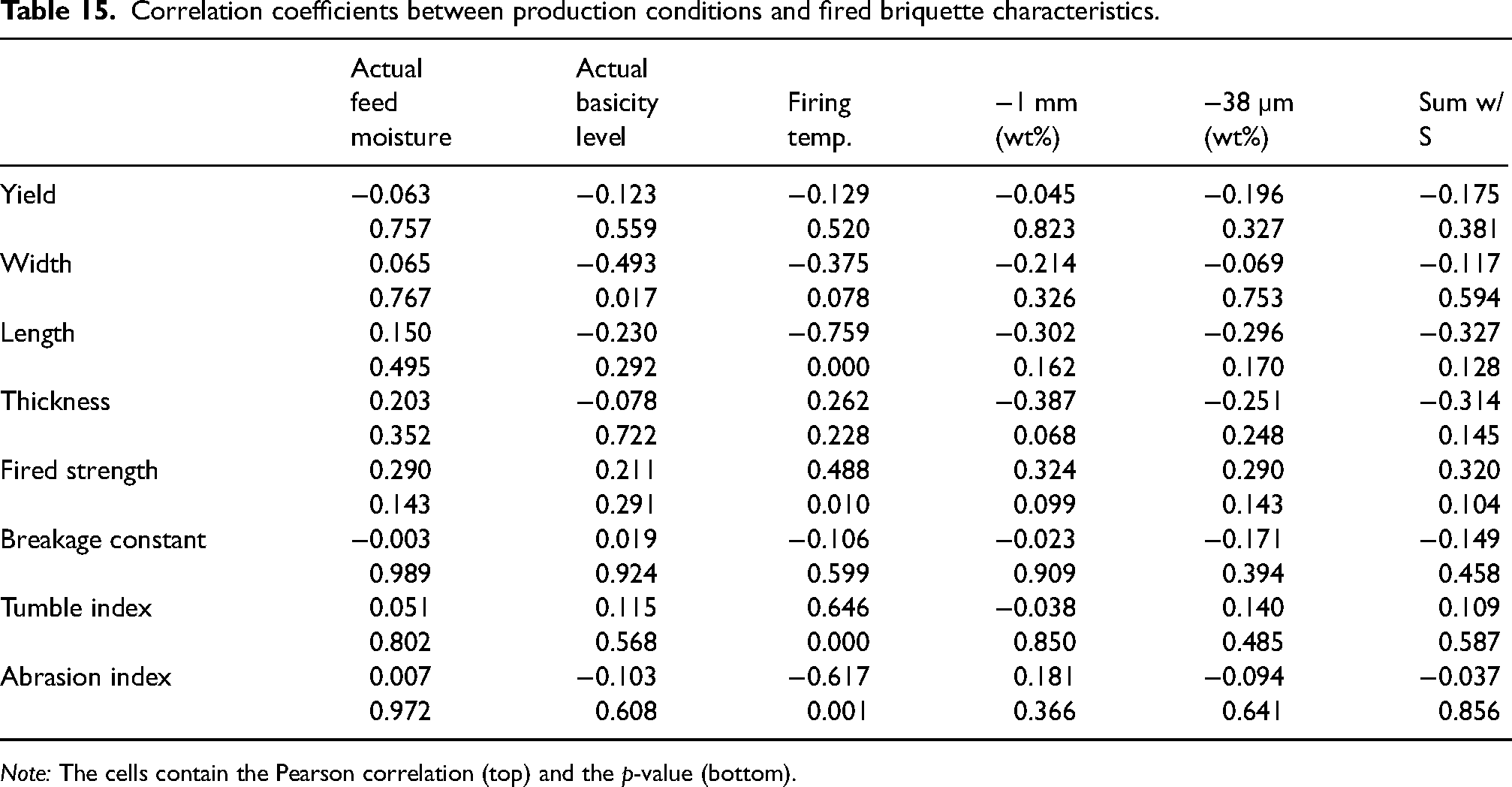
Note: The cells contain the Pearson correlation (top) and the p-value (bottom).
Correlation coefficients between fired briquette properties
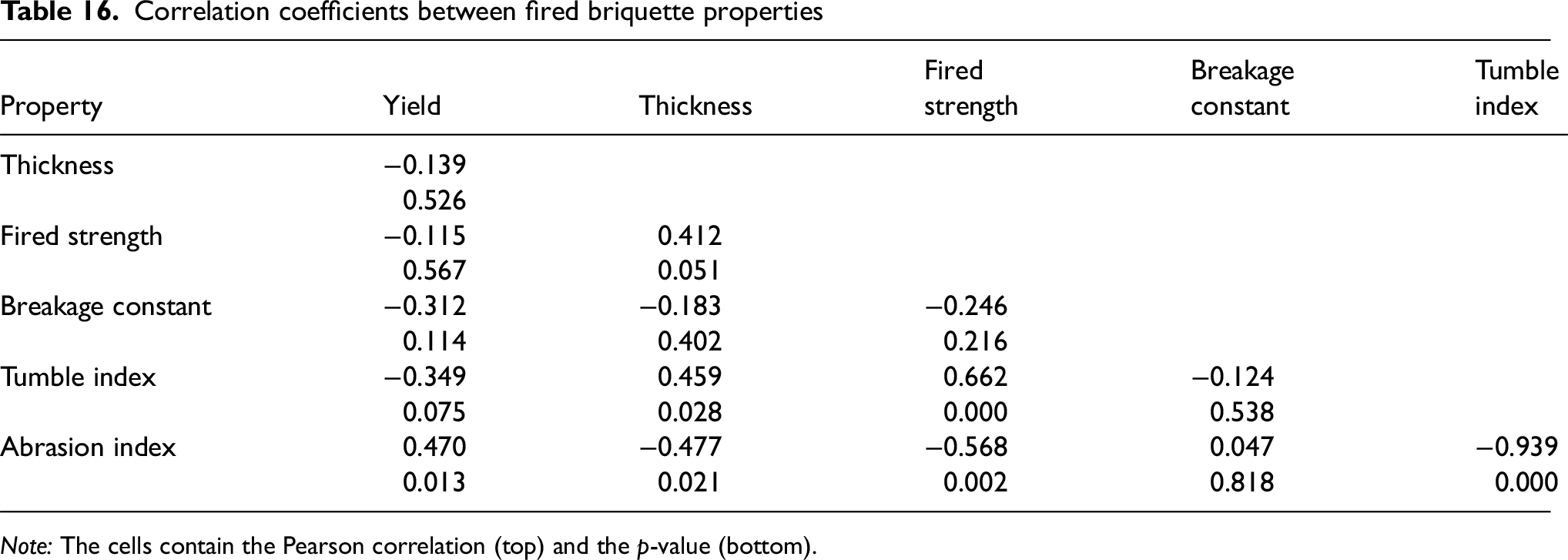
Note: The cells contain the Pearson correlation (top) and the p-value (bottom).
While several of the production conditions were noted to influence the fired briquette properties, firing temperature was the most important (Table 15). Firing temperature had a strong effect on the fired strength, tumble index (TI) and abrasion index (AI) as shown by relatively large correlation coefficients and low p-values of (r = 0.488, p = .010), (r = 0.646, p = .000) and (r = −0.617, p = .001), respectively. So, it can be concluded that an increased firing temperature significantly improves the strength of the final product.
Firing temperature was also noted to influence the dimensions of the fired briquettes. Width and length decreased in response to higher firing temperatures (r = −0.375, p = .078) and (r = −0.759, p = .000), respectively, but the opposite tendency was noted for briquette thickness (not significant r = 0.262, p = .228). This could be attributed to particle accretion to the surface of the briquette during firing in the rotary pot or from swelling associated with the formation of magnetite at higher temperatures. Properties of the fired briquettes were not greatly affected by basicity level or particle size distribution.
Table 16 shows the correlation coefficients between the fired briquette properties. As expected, the strength measurements of the fired briquette correlate well with each other. Fired strength and TI had a strong direct relationship (r = .662, p = .000), while both had strong inverse relationships with AI (r = −0.568, p = .002 and r = −0.939, p = .000, respectively). The thickness of fired briquettes affected the strength of the briquettes with thicker briquettes tending to have better fired strength and TI, and lower AI.
The yield of fired briquettes also correlated well with the strength qualifiers such as TI and particularly AI. This indicated that weaker briquettes were more likely to contribute to increased amounts of −6.3 mm material as they are subjected to tumbling in the kiln. Even so, the yields were all high (94.0–98.4%) and variation between the tests was low.
The response surfaces for fired briquette strength plotted against firing temperature and grind size, and against firing temperature and basicity, are shown in Figures 9 and 10, respectively. These curves show the beneficial effects of increasing firing temperatures with fired briquette strengths of over 300 kgf achieved at the highest firing temperatures.
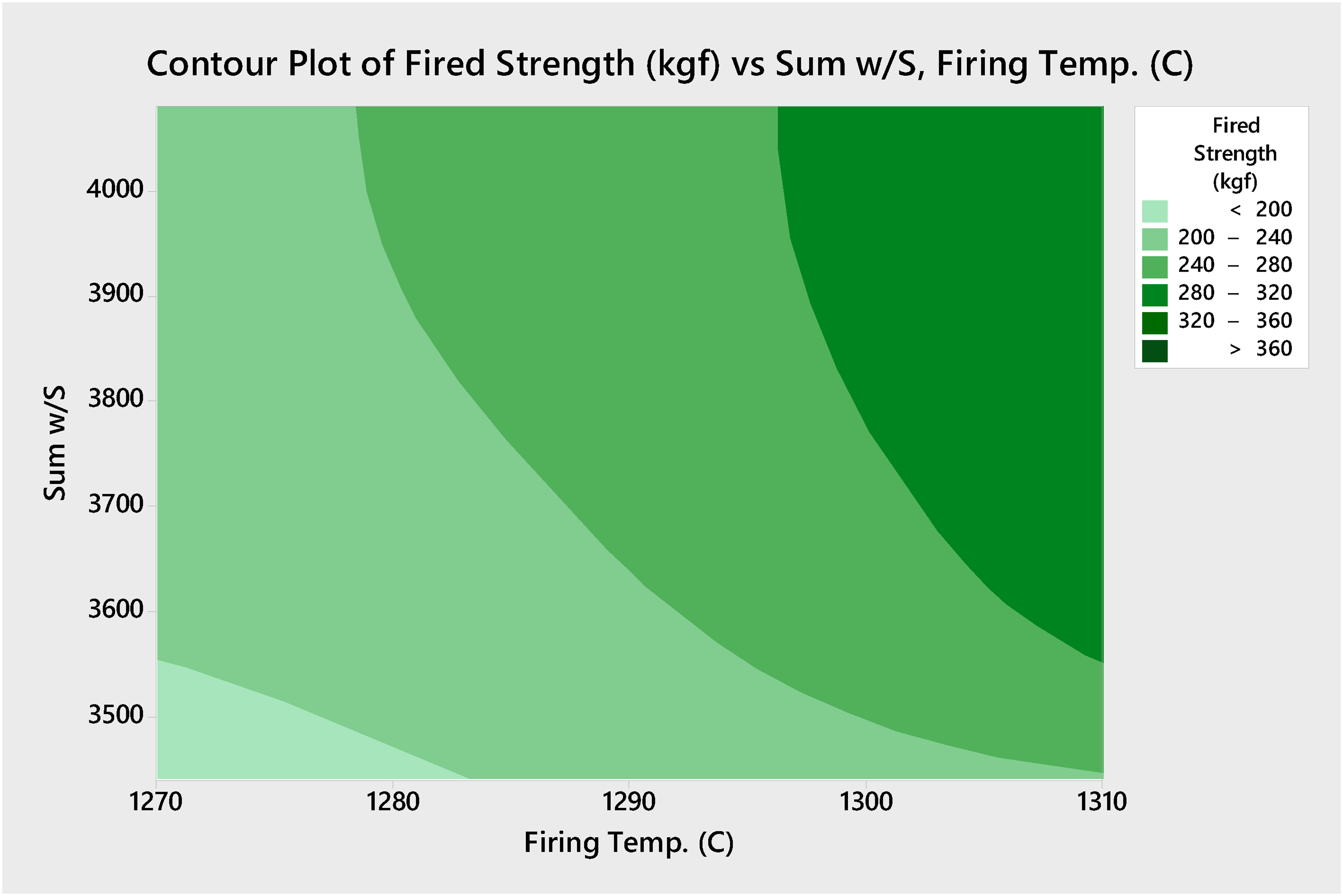
The contour plot of fired briquette strength to changes in firing temperature and grind size.
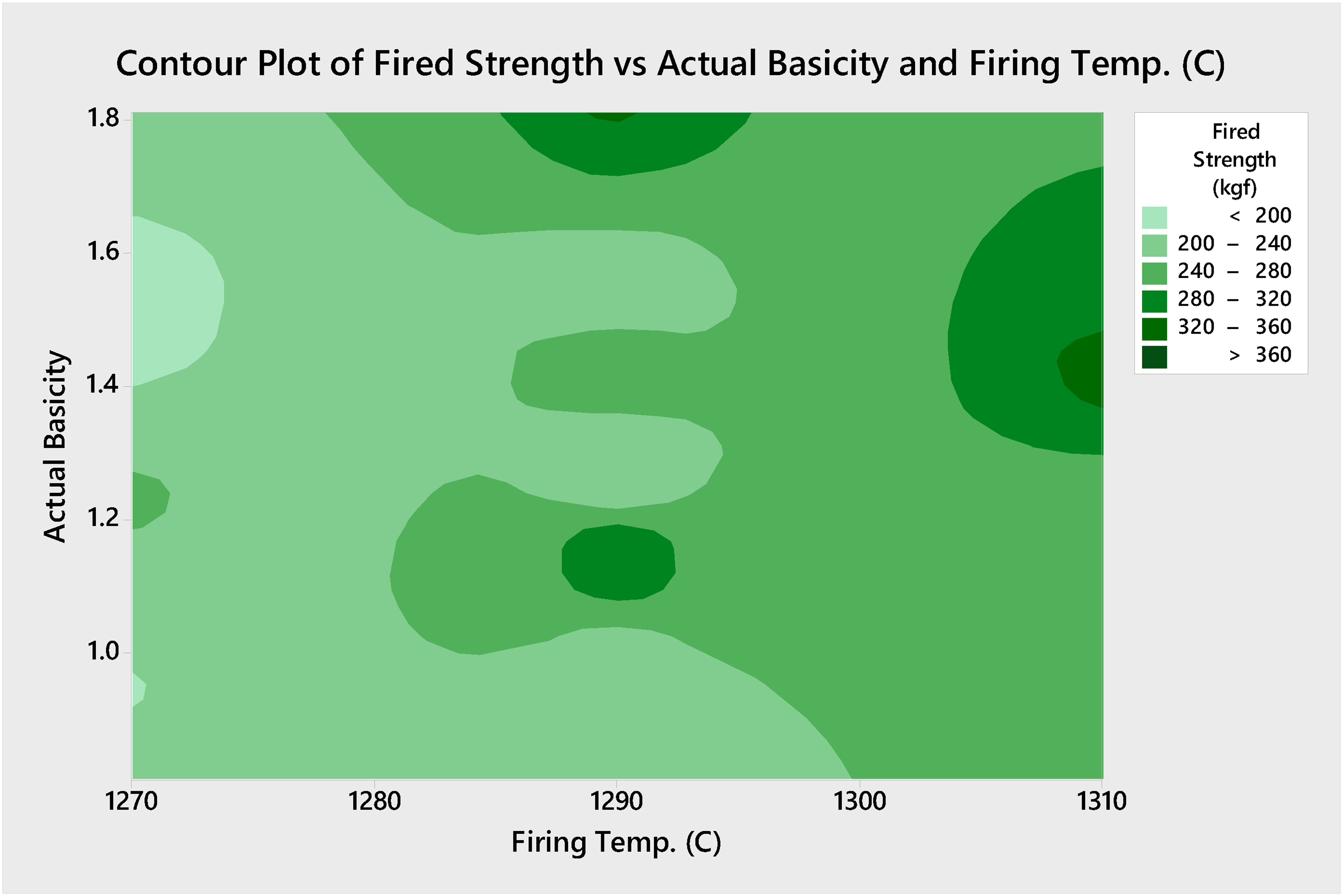
The contour plot of fired briquette strength to changes in firing temperature and actual basicity.
The plots in Figures 11 and 12 show the effects of firing temperature and target basicity on TI and AI, respectively. Both indices are affected significantly by firing temperature with TI increasing and AI decreasing (to over 90% and less than 5%, respectively) with increasing temperature. The basicity level had a smaller effect on both TI and AI with an optimal value around 1.4.
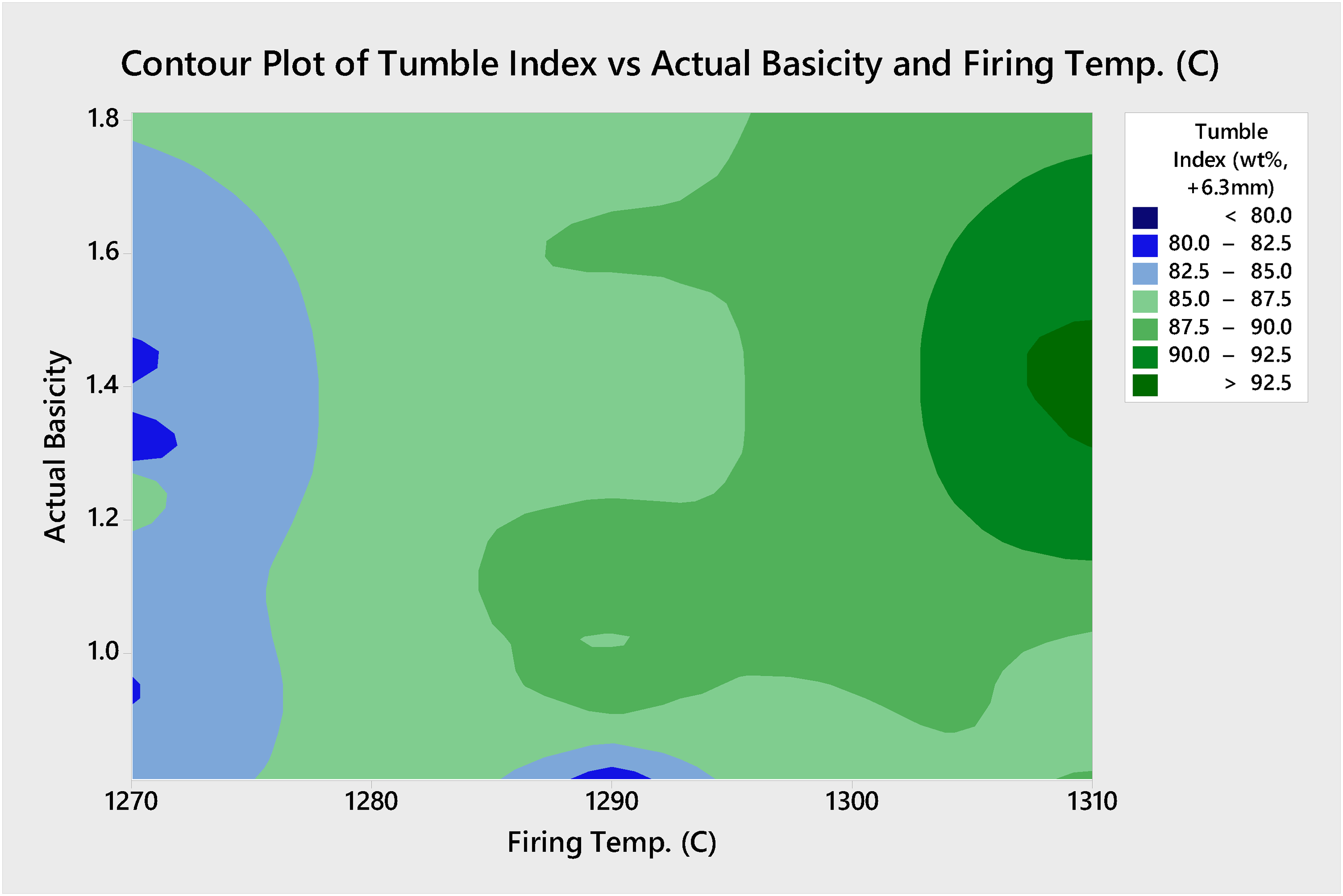
The contour plot of tumble index to changes in firing temperature and basicity.
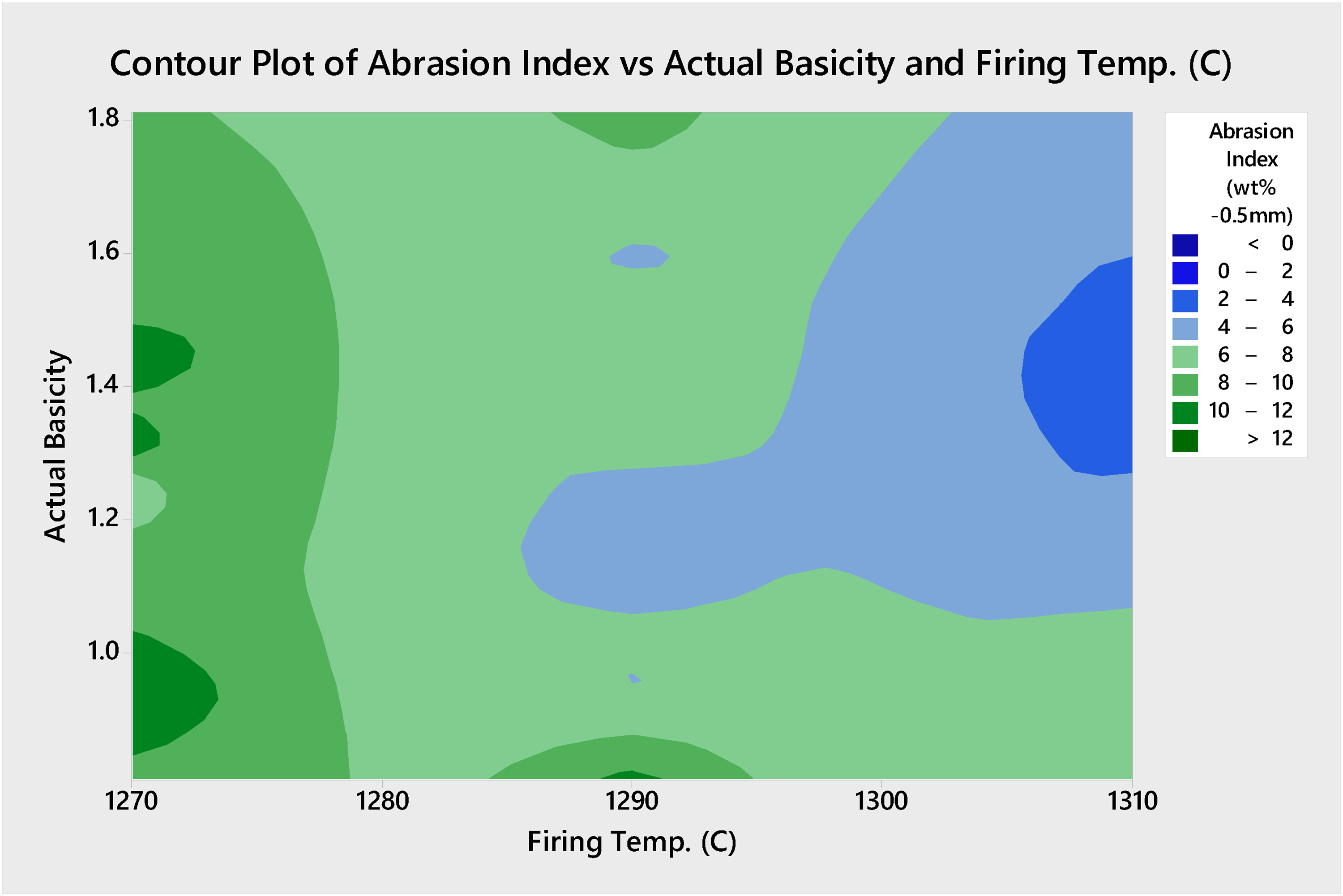
The contour plot of abrasion index to changes in firing temperature and basicity.
In this test programme, firing temperatures of 1270, 1290 and 1310°C were used. However, Figures 9–12 indicate that briquettes with higher strengths and TI, and lower AI, may be produced with even higher firing temperatures. Further work will assess the effects of higher firing temperatures on strength and reducibility of fired briquettes.
Conclusions
Four variable, three level, Box-Behnken experimental designs were used to determine the optimum operating conditions for a Köppern briquetting machine, and these conditions were used to determine conditions for production of green and fired briquette products from a sample of Australian iron ore fines.
The optimum machine operating conditions from yield and green strength point of view were determined to be rolls speed = 5.5 r/min (0.144 m/sec), nip zone = 73 mm and pre-set roll pressure = 53 bar (55.7 kg/cm2), for a feed moisture content of 6.33 wt%.
The analysis of data from the Box-Behnken experimental design using the optimum machine operating conditions showed that feed moisture affected the yield and thickness of the green briquettes. The highest yield was achieved with a feed moisture level of 6.3 wt%, with higher levels resulting in decreasing yield and increasing thickness.
Changes in the basicity level over the range 0.95–1.60 had minimal effect on the green briquette properties and were only noted to affect the green briquette density. Lower density green briquettes were obtained with increasing basicity, attributed to the lower density of the limestone flux compared with the ore. The size distribution of the feed significantly affected the green briquette properties of yield and thickness. Progressively finer feeds resulted in lower yields of whole briquettes and decreased thickness of the green product.
When green briquettes were fired at 1270, 1290 and 1310°C in a rotary pot, the firing temperature was shown to have a major effect on fired briquette properties with increasing temperature having a positive effect on mechanical strength as measured by compression strength (>300 kgf), TI (>90%) and AI (<5%). In this test programme the maximum temperature tested was 1310°C, but higher firing temperatures may be beneficial.
Higher basicity levels negatively affected the total product weight of fired briquettes due to the higher LOI content of the limestone flux in comparison to that of the ore. In the range tested, basicity had limited effects on other properties of the fired briquettes.
The results show that fired briquettes, suitable as a feed to an iron-making blast furnace, can be produced from Australian iron ore fines under the conditions used in this work. Further work is necessary to apply the processing conditions determined here to a wider range of ores and to extend the induration step to higher firing temperatures.
Footnotes
Acknowledgements
The contributions of colleagues in CSIRO, namely John Gannon, Celeste Salter, Toshio Majima, John Garden, Simon Campbell-Hardwick, John Theaker, Trevor Dunne and Ross Meakins in the design and execution of the experimental work presented in this article, and Julian Johnson, and Tony Lawton for preparation of the samples, are gratefully acknowledged.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
Robe River Mining is acknowledged for the iron ore sample used in this work and for funding provided for the study.