
Abstract
This study utilises innovative in-situ techniques and micro-CT image analysis to investigate the underlying mechanisms by which stamp-charging improves the quality of coke. Micro-CT image analysis were used to investigate the impact of charge density on the evolution of microstructures across different stages of coke formation. The 3D microstructure characterisation demonstrated that stamping decreased the overall porosity of the coke by 10–15% and improved the bonding of inertinite maceral-derived constituents to the coke matrix. The coke quality testing results showed that weakly coking coals benefited more from stamping. The improvement in coke strength after reaction was greater than coke reactivity index for all coal samples, suggesting that stamping had a greater influence on the mechanical strength of coke. The thermoplasticity of higher inertinite coals improved significantly at higher charge densities. The anisotropy of coke microtextures was found to increase with stamping, implying the formation of larger carbon domains.
Introduction
Despite the development of alternative steelmaking technologies, the integrated steelmaking process (BF-BOF) is projected to maintain a significant share in ironmaking in the transition period to hydrogen-based green steel over the next few decades.1–3 Therefore, the production of coke, which is an essential raw material for the BF-BOF process, will remain important. 4 Strong demand and depletion of premium coking coal reserves have led to the development of new coal reserves, which are predominantly considered low-premium coals due to generating lower coke quality. Stamp-charged cokemaking has emerged as an effective technology to improve the quality of coke produced from poorly coking coals or blends of premium and low-quality coking coals. There has been a growing trend of using stamped coal charges in heat recovery and slot coke ovens in India, China and Japan. 5
Stamp charging is a versatile technology that through densification of charge enhances the productivity of coke oven battery, thus lowering the overall emissions of the process. 6 Stamp-charging also improves the flexibility of the cokemaking operation by using cost-efficient raw materials, thus reducing the overall cokemaking costs. A stamped cokemaking operation requires modification to industrial equipment to produce a self-supporting stamp cake through compaction by periodical stamping in a metal box with dimensions similar to the coke oven. Readers are referred to the comprehensive review by Madias and de Cordova on the operation, blend design and requirements for industrial equipment in stamped-charged cokemaking. 5
Since stamping results in a higher charge density, it consequently enhances coke quality compared to gravity-charged coke. Depending on operational requirements, this can either enhance coke quality or allow for the inclusion of inferior coking coals in the blend. An additional advantage of this technology is the ability to coke a much wider range of coals, increasing the flexibility of coking operations. 7 It has been reported that up to 35% of weak caking coal could be successfully blended with hard coking coals without impairing coke quality. 8
The typical charge density in stamp-charged coking operations (1150 kg/m3, wet basis) is approximately 50% greater than that in gravity-charged ovens (780–820 kg/m3). 5 This increase in density, achieved by reducing charge porosity, limits the flow of volatiles and the movement of the plastic mass during the softening stage. Under these conditions, a smaller quantity of plastic mass is required to bind inert particles, while the expansion of coal particles promotes improved adhesion between them. 9
A key factor influencing the strength of stamp-charged coke is its microstructure, characterised by reduced total porosity. While the reduction in porosity contributes to improved strength, it is not the sole determinant. The enhancement is primarily attributed to improved adhesion between coal particles at higher oven bulk densities. Additionally, the average pore wall thickness in stamp-charged coke is observed to be greater than that of coke produced in top-charged ovens, leading to improved mechanical strength.6,10
Microtexture structure is another factor contributing to the improved strength of stamped coke. At higher charge densities, an increase in fibrous coke optical texture is reported, which suggests that stamping influences coke microtexture. This increase is likely driven by improved interactions among coal particles under stamp-charged conditions. 7 Microtexture structure of the coke plays a critical role in determining CO2 gasification reactivities – coke reactivity index (CRI) – and coke strength after reaction (CSR).11,12 Rejdak et al. 6 investigated the effects of coal charge bulk density on coke reactivity and strength. Their study showed that charge density had the most significant influence on CSR, with CSR increasing as bulk density increased, while its effect on CRI was less pronounced.
While previous studies have provided general insights into the effects of bulk density on coke quality, a detailed fundamental understanding remains elusive. Specifically, the influence of increased charge density on the development of thermoplasticity is not well understood. Further investigation is needed to elucidate its relationship with coal properties, such as rank and maceral composition. Additionally, the impact of charge density on changes in coke microstructure and microtexture, as well as their correlations with reactivity and strength, warrants deeper exploration.
Existing literature suggests that stamping offers greater improvements in coke quality for weakly coking coals compared to premium coals. However, the mechanisms driving this behaviour and the key factors contributing to coke strength under stamped conditions remain unclear. Critical aspects such as the formation, properties and permeability of the plastic layer, along with the mechanisms governing internal gas pressure (IGP) generation during stamped coking, require further investigation to better evaluate the coking behaviour of different coals under stamp charge condition.
This study uses innovative in-situ characterisation and 3D micro-CT image analysis techniques to assess the impact of charge density on coking behaviour and identify the key drivers of coke strength. It seeks to differentiate the impacts and benefits of stamping on coke strength across a spectrum of Australian coking coals varying in rank and maceral composition. By analysing the effects of stamping on coke microstructure and microtexture, this work intends to understand the fundamental processes through which stamping improves coke quality.
Experimental methodology
Coal sample selection and characterisation
Stamped cokemaking blends are commonly designed to allow the use of lower-quality coals to reduce blend costs and/or improve the quality of coke made from existing blends. Coal selection for this study was based on the range of coals typically used in industrial stamp-charging operations. To allow a meaningful study relevant to stamped cokemaking operations, three Australian coking coals varying in rank, petrography and fluidity were selected for this study. These include one hard coking coal (C1), one semi-hard high-vitrinite coal (C2) and one semi-hard high-inertinite coal (C3).
Upon receipt from the supplier, the samples were immediately stored in a freezer at −14 °C to prevent oxidation and preserve their inherent properties. Before testing, the samples were crushed to a top size of 3.35 mm. Representative coal samples were characterised for physical and chemical properties, including proximate and ultimate analyses, petrography and thermoplastic properties, and the results are shown in Table 1.
Properties of single coals and blends used in the projects.
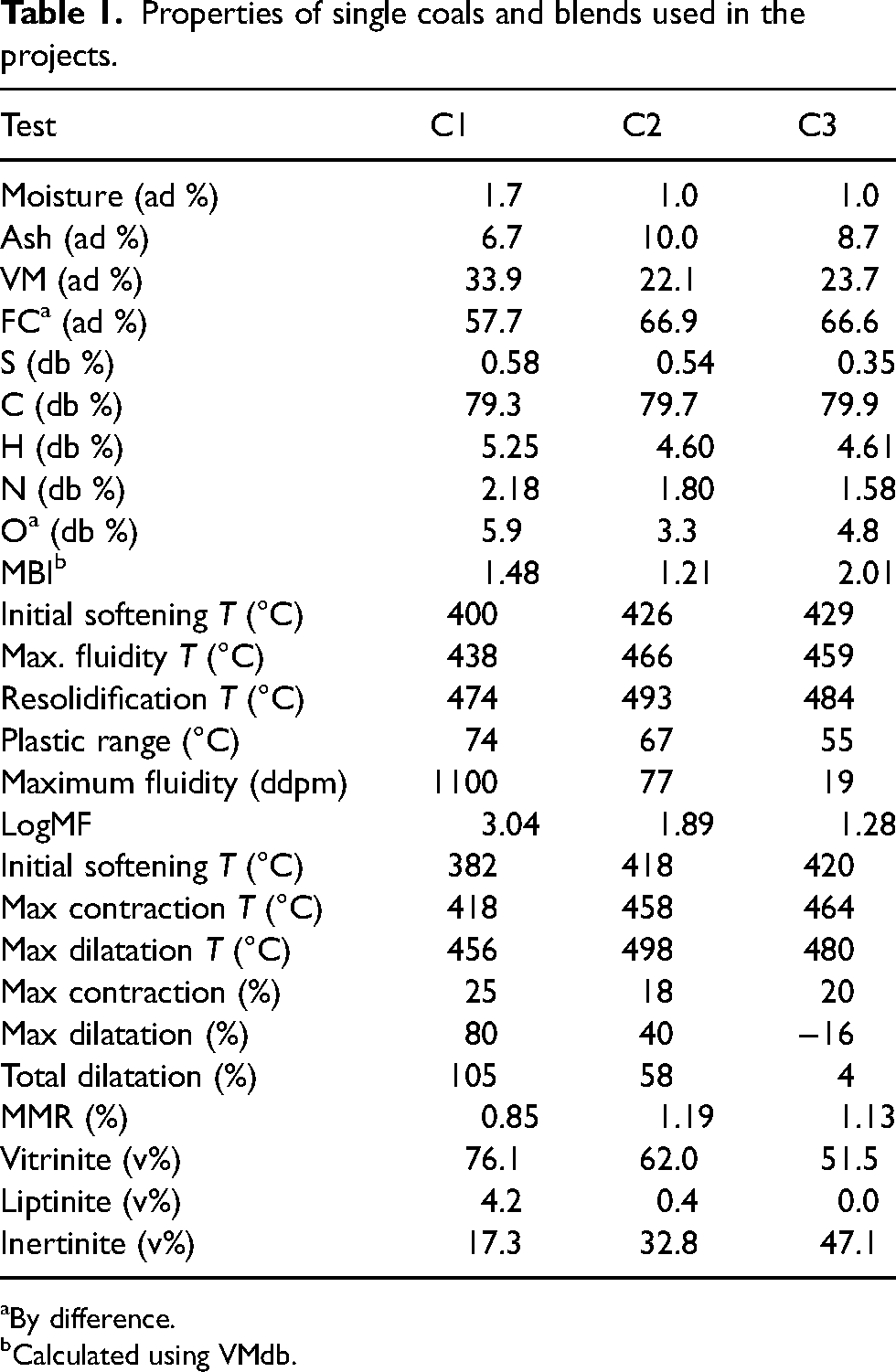
By difference.
Calculated using VMdb.
Thermoplasticity and in-situ coking behaviour
The permeability and dilatation testing apparatus developed at the University of Newcastle were employed to simultaneously measure permeability, dilatation and temperature profiles during the thermoplastic transformation of coal samples. Figure 1 presents a schematic of the apparatus, which features three probes designed for synchronised measurements of permeability (probe 1), temperature (probe 2) and dilatation (probe 3). A key distinguishing feature of the dilatation/contraction rig is its use of coke oven feed particle size (−3.35 mm) for testing. This particle size enables a more realistic assessment of the thermoplastic properties of coal. This represents a notable difference from standard laboratory tests, such as the dilatometer and Gieseler plastometer tests, which typically use much finer particle sizes.
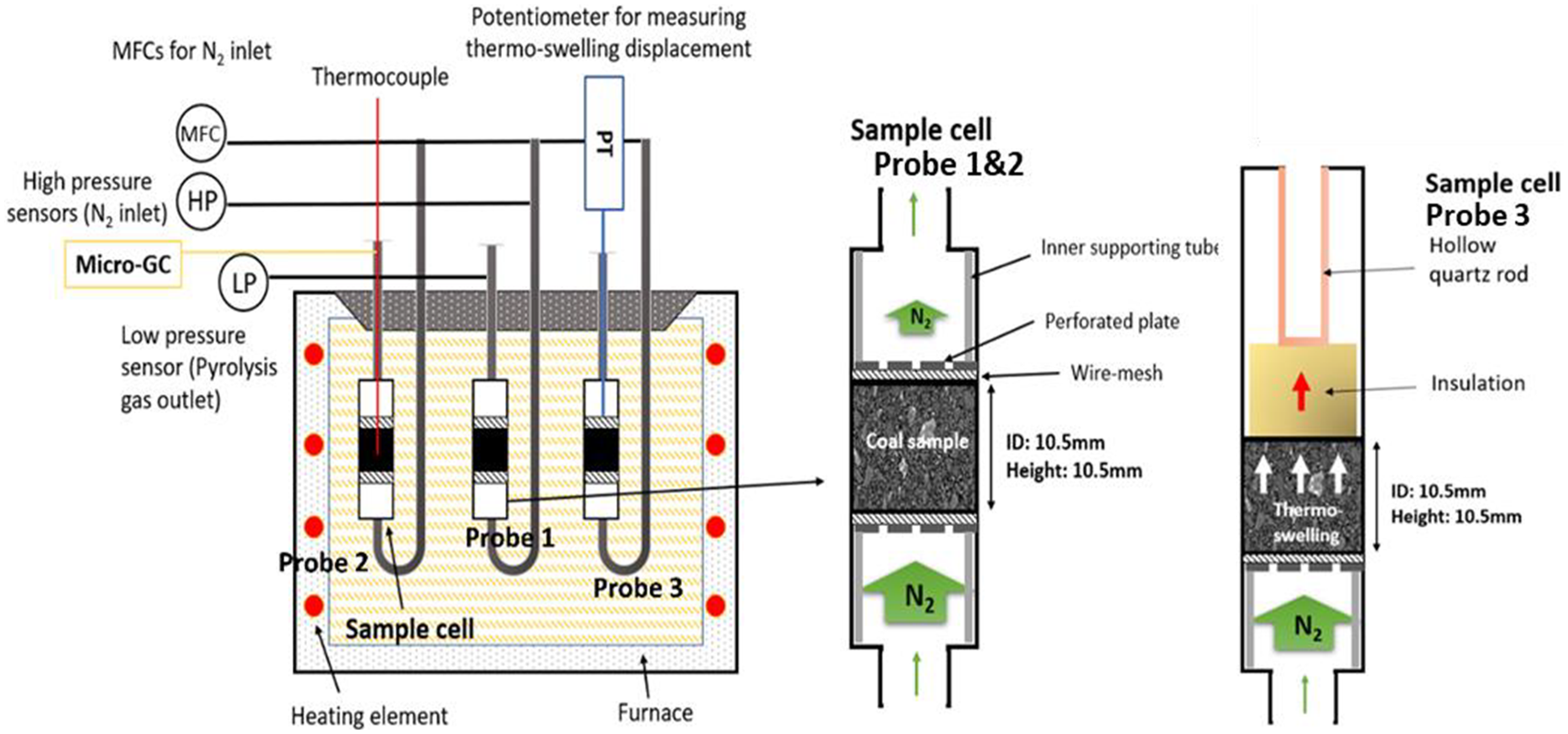
Schematic of the permeability/dilatation rig at the University of Newcastle (left) and the sample cells for the permeability/temperature (probes 1 and 2) and dilatation (probe 3) measurements (right). 13
Charging densities of 815, 915 and 1015 kg/m3 were achieved using a coal oven feed size of −3.35 mm. The charge moisture content was maintained at 5 wt-%. The samples were heated in two stages: first to 300 °C at a rate of 10 °C/min, followed by heating to 700 °C at a slower rate of 3 °C/min. For permeability measurements, nitrogen gas was introduced at a flow rate of 100 mL/min, and a pressure transducer installed at the inlet measured the back pressure across the sample. This back pressure was subsequently converted to permeability using Darcy's law. Probe 2 utilised a thermocouple inserted into the centre of the coal bed to monitor the temperature profile during the heating process. Meanwhile, probe 3 measured the thermoswelling displacement of the sample during the thermoplastic stage using a potentiometer connected to a quartz rod, allowing precise measurement of sample expansion and contraction.
Internal gas pressure measurements
A dual-heated coke oven was utilised to measure the IGP within the plastic layer under a thermal gradient. A detailed description of the experimental setup is provided in our earlier publications (refer to Figure 2).13,14 The 420-mm wide coke oven is designed to replicate coking conditions and one-dimensional heat transfer of industrial slot ovens. Coal samples with a top size of 3.35 mm were packed into the reactor at charging densities of 815, 915 and 1015 kg/m3. The reactor was heated at a rate of 10 °C/min to a target temperature of 1100 °C and held at this temperature until the IGP at the centre of the charge (210 mm) returned to baseline levels. As in industrial slot ovens, plastic layers formed near the heating walls and migrated towards the centre of the coal charge during coking. To monitor this process, four probes were installed at distances of 50, 100, 150 and 210 mm from the heating wall. These probes measured both the temperature and the IGP across the coal charge as the migrating plastic layer transitioned.
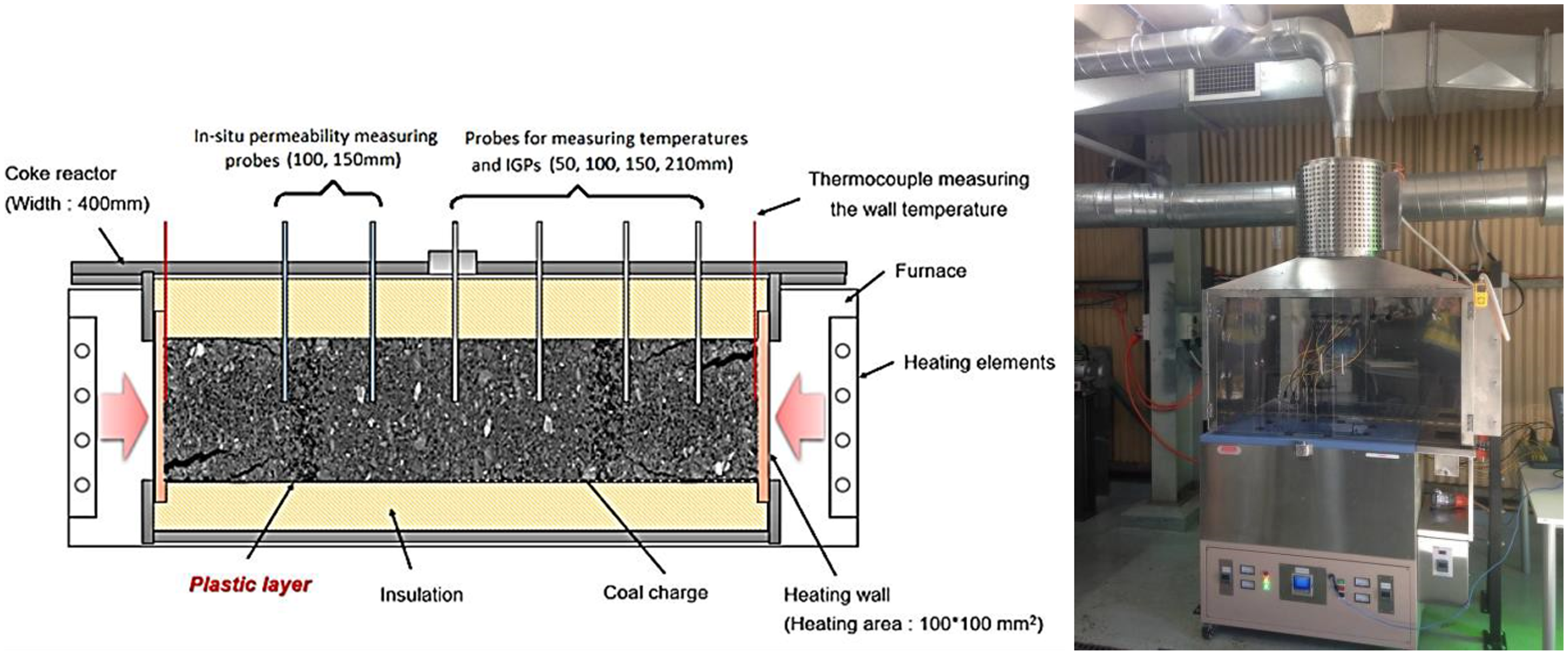
Schematic and photo of the 4-kg double-heated coke oven at the University of Newcastle fitted with IGP probes embedded. 14
Coke production for CSR/CRI measurements
Gravity-charged and stamped coke samples were prepared using the dual-heated oven described above, with a charge capacity of approximately 8 kg, for CSR/CRI testing. The coal particle sizes were consistent with those used in the IGP measurement tests. The charge was heated at a rate of 10 °C/min to 750 °C, followed by a slower rate of 3 °C/min up to 1150 °C. Once the centre temperature of the charge reached 950 °C, the coke was annealed for an additional 5 hours before the reactor was cooled to ambient temperature within the oven. This resulted in a total coking time of approximately 15 hours. The prepared coke samples were subsequently analysed for their CSR and CRI values following the international standard ISO 18894:2018 for determining coke reactivity and post-reactivity strength.
Characterisation of gravity-charged and stamped cokes
The gasification reactivity and post-reactivity strength of metallurgical coke are generally recognised to depend on several key factors, including (a) microstructure, encompassing pore structure, pore wall thickness and bonding at the interface between inertinite maceral-derived components (IMDC) and reactive maceral-derived components (RMDC), which influences the accessibility to reaction sites; (b) microtexture, that is the carbon structure of the coke; and (c) ash chemistry, which catalyses gas reactivity. Since stamping has minimal impact on ash chemistry, variations in the reactivity of stamped cokes are primarily attributed to changes in coke microstructure and microtexture.
Gravity-charged and stamped samples were interruptedly coked using the fast-sampling capability of the 4-kg oven under a thermal gradient. A schematic of the sampling apparatus is presented in Figure 3. Five thermocouples, installed at positions 0, 25, 50, 75 and 100 mm from the heating wall, were used to measure the local temperature across the coal charge. Coal samples with a top size of 3.35 mm were packed into a quartz sample tube at densities of 815, 915 and 1015 kg/m3 and inserted into the reactor adjacent to the heating wall of the coke oven. The reactor was heated at a rate of 10 °C/min to a target temperature of 1100 °C and held at 1100 °C until the thermocouple at 75 mm from the heating wall recorded a temperature of 400 °C. At this point, the sampling probe was removed and rapidly quenched with nitrogen gas in an integrated quenching chamber. The quenched samples comprised sections representing different stages of the coal-to-coke transformation, including particulate coal, the plastic layer, semi-coke and thermally annealed coke. The temperatures recorded at each position in the sample tube were used to generate temperature profiles, which were subsequently correlated with micro-CT images to analyse the structural evolution of the samples.
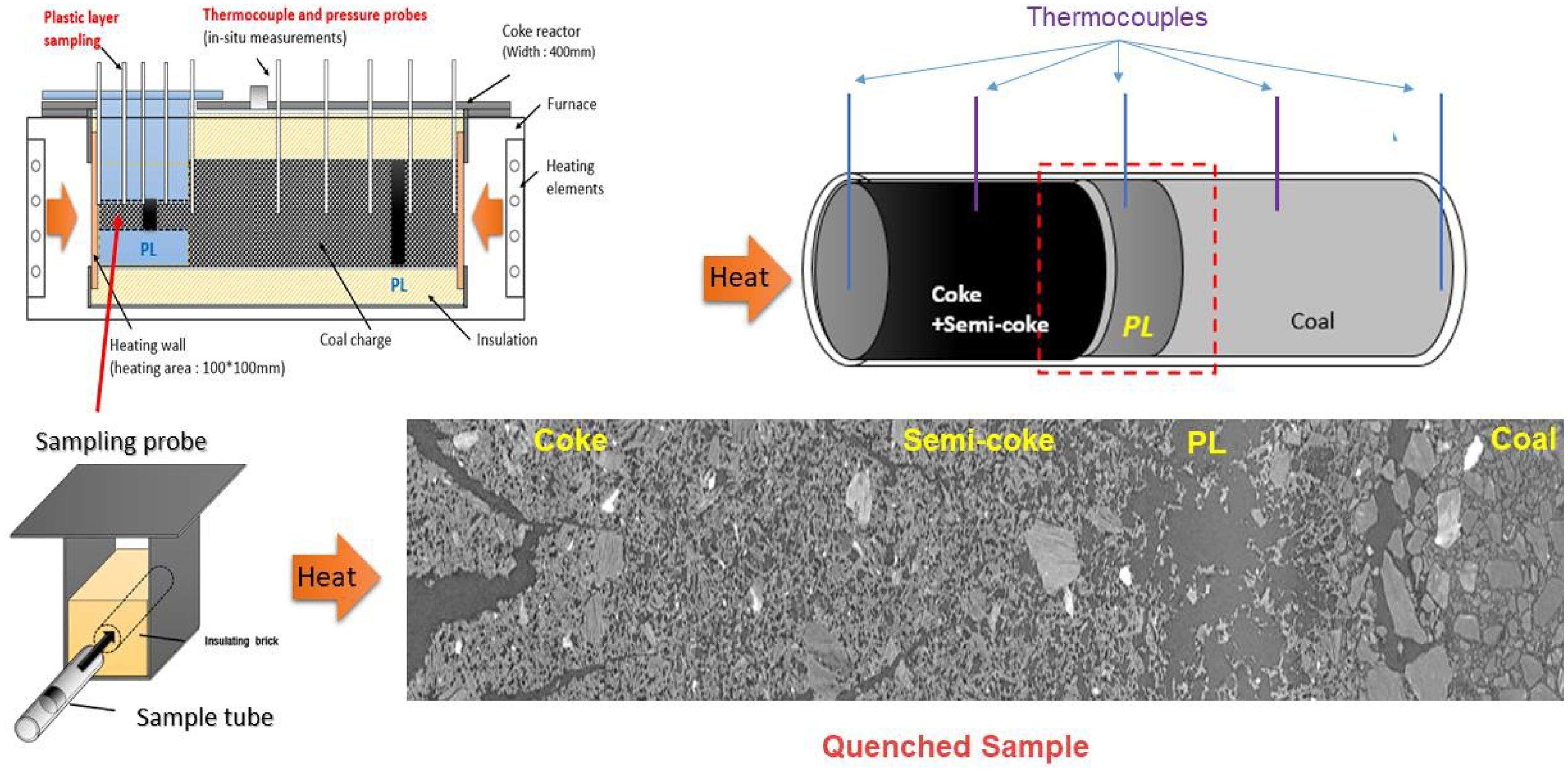
Plastic layer sampling carried out in the 4-kg lab-scale dual-heated wall coke oven with thermocouples embedded in the sample tube at various locations.
CT imaging was performed at the Imaging and Medical Beamline (IMBL) of the Australian Synchrotron in Melbourne. The imaging was performed at an X-ray energy of 30 keV, capturing approximately 14,000 images per sample. A Ruby detector was used to record the CT images, providing a field of view of 2716 × 2716 pixels and a resolution of 5.99 µm/pixel. Reconstructed TIFF images were downloaded and used for subsequent characterisation. A custom MATLAB script was developed to stitch the CT image slices horizontally and generate segmented 3D microstructures. Using this script, the porosity of the samples was analysed in 3D as a function of charge density and temperature (corresponding to the distance from the heating wall). The developed MATLAB script can account for fissures to ensure the accurate calculation of porosity profiles.
Microtextural analysis was carried out at Pearson Coal Petrography Inc. (Victoria, BC, Canada).
15
Imaging was performed using a Zeiss reflected light microscope equipped with a rotating polariser in the incident light path. High-resolution images, captured at 1 micron per pixel, were mosaicked to create composite images of the entire sample. For the images presented in this report, each pixel was assigned a false colour corresponding to its anisotropy quotient (AQ), calculated using Eq. (1).
16

Results and discussion
Impact of stamping on coke CSR and CRI
Table 2 summarises the impact of charge density on the CSR and CRI values. Consistent with what has been reported in the literature, stamping improved CSR/CRI values of all samples tested in this study and the improvement in CSR was more significant compared to that of CRI.
Changes in the CSR and CRI of single coals and blends with change density.
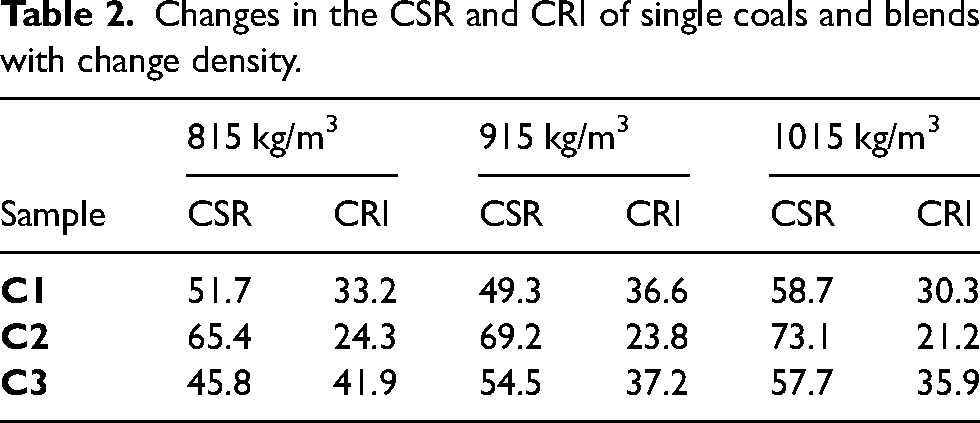
Figure 4 summarises the effect of charge density on the CSR and CRI values of the cokes. Stamping improved coke quality across all coals tested in this study, with the enhancement in CSR being more pronounced for coals that typically produce weaker cokes. Each coal studied exhibited varying degrees of improvement from stamping. For example, increasing the charge density to 1015 kg/m3 resulted in an 11.9-point CSR increase for C3, a high-inertinite low-fluidity coal, whereas the impact of stamping was least significant for C1, a high-vitrinite high-fluidity coal. These findings suggest that coals with lower initial fluidity and higher inertinite content derive greater benefits from stamping, aligning with trends reported in the literature.6,17,18
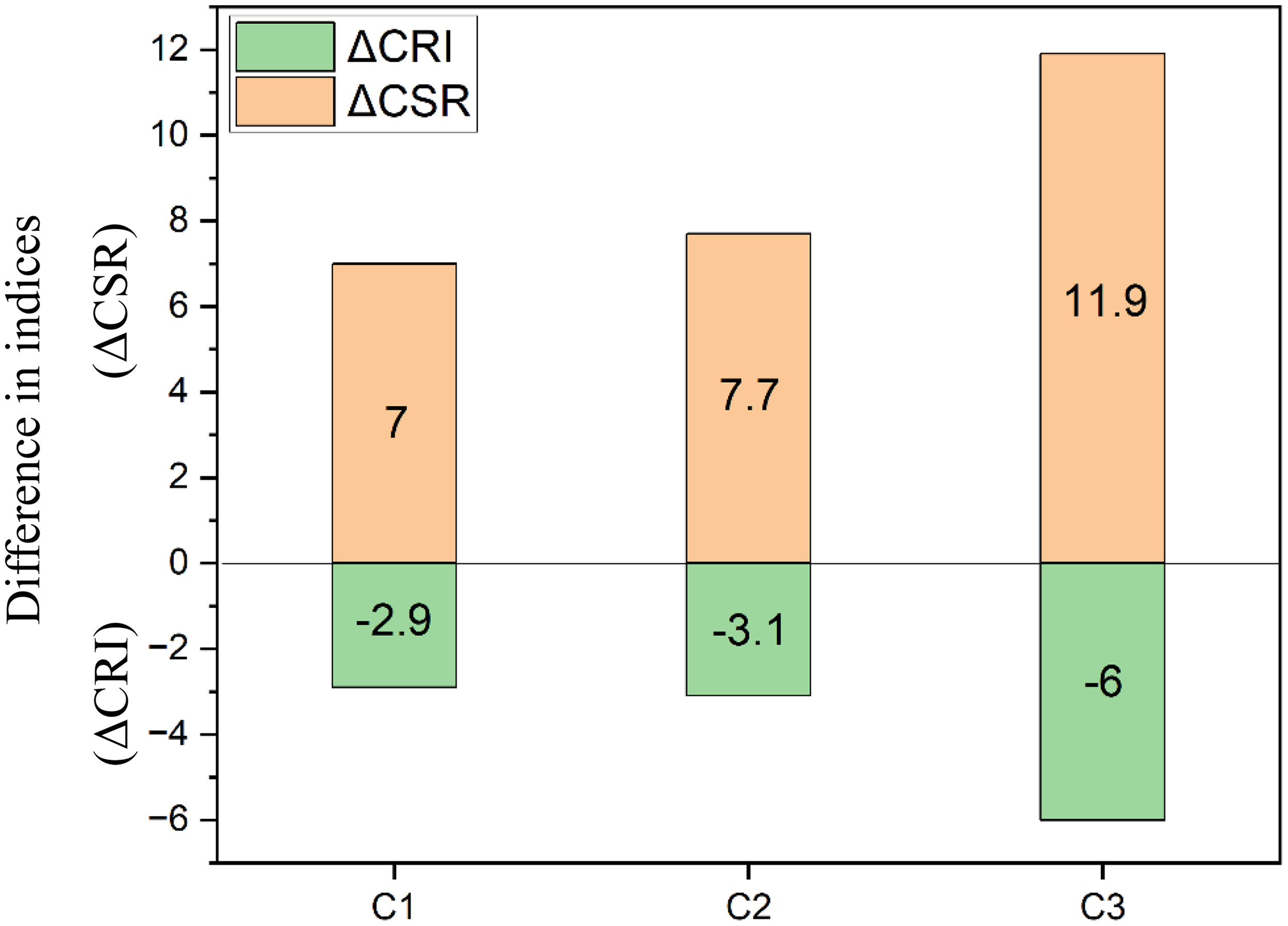
Difference between CSR and CRI of gravity charged and stamped samples to 1150 kg/m3 density.
Another key observation from Figure 4 is that the relative changes in CRI with stamping are smaller compared to CSR, indicating that increased charge density has a greater influence on the mechanical strength of coke. It can be hypothesised that the reduction in CRI values is due to increased gas diffusion resistance in higher-density cokes, which leads to slower gasification reaction rates and enhanced post-reaction coke strengths. Another contributing factor could be the increased anisotropy of stamped cokes, which is associated with reduced reactivity.
The improvements resulting from stamping and the variability in benefits across different coals have been discussed in the literature.4,5,19,20 The gasification reactivity of metallurgical coke mostly depends on several key factors, including (a) pore structure and IMDC–RMDC bonding; (b) the carbon structure; and (c) ash chemistry. In the subsequent section, we present a detailed investigation to explain the fundamental mechanisms driving the changes in reactivity and strength of stamped cokes. This study will also explore the effects of stamping on the coking characteristics of various coals, providing deeper insights into the observed improvements in CSR and CRI values.
Influence of charge density on thermoplastic behaviour
Dilatation and permeability are critical properties of coal's plastic matter, as they are influenced by bubble formation and growth, which, in turn, affect coke strength. 21 Figure 5 demonstrates the variations in dilatation and permeability for the three coals as a function of charge density. The results indicate that stamping impacts these coals differently. The figure clearly demonstrates that the dilatation and permeability of the low-rank, high-vitrinite C1 coal remained largely unaffected by changes in charge density. This observation warrants further investigation to understand why the dilatation of such coals is not influenced by stamping. In contrast, the thermoplasticity of the higher-rank, high-inertinite C2 and C3 coals improved significantly at elevated charge densities. Notably, when the charge density increased from 815 kg/m3 to 1015 kg/m3, the maximum dilatation values for C2 and C3 coals rose by 195% and 82%, respectively.
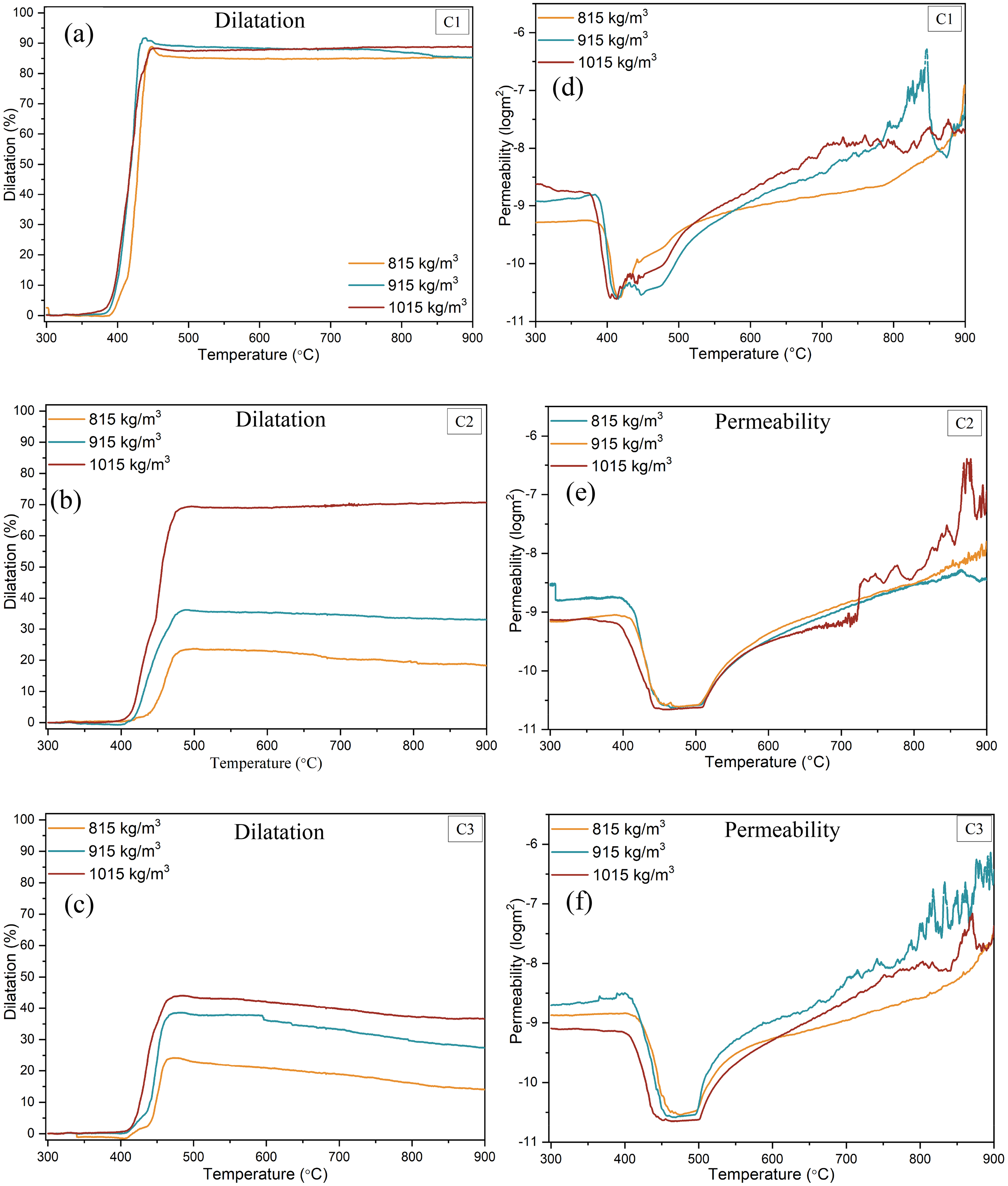
Changes in dilatation (a–c) and permeability (d–f) of single coals with charge density.
Plasticity is traditionally measured using a Gieseler plastometer, which employs a stirrer under constant torque. The point at which the torque overcomes the resistance of the packed coal sample is defined as the initial softening temperature. However, our permeability setup provides unique and valuable insights into the softening behaviour of coal. In this setup, we employ nitrogen gas to measure the impermeability of the plastic layer, with a reduction in permeability indicating that coal particles have softened, filling the gaps and fully engulfing non-reactive particles. It is important to note that plasticity, as a chemical reaction extensively discussed in the literature,22–24 contributes to bonding only when the impermeable softened plastic matter fully occupies the void spaces and begins interacting with IMDC particles. At this stage, the softened section of the charge becomes impermeable, marking the onset of effective bonding among the coal constituents. Here, this critical phase of coal-to-coke transformation will be referred to as ‘effective plasticity’.
Figure 5 reveals that the onset of reduction in permeability occurred at lower temperatures for stamped coals. This suggests that, under stamped conditions, the reduced gaps between coal particles are filled earlier or more quickly compared to unstamped coal charges. This behaviour implies that fewer RMDCs are needed to achieve a comparable degree of bonding. Alternatively, the same amount of RMDCs can yield improved bonding quality. Furthermore, for C2 and C3 coals, which contain higher inertinite content, stamping resulted in a broader low-permeability zone, corresponding to an extended range of effective plasticity. The combined effects of these factors lead to enhanced contact between RMDCs and IMDCs, ultimately contributing to improved coke strength.
The generation of IGP is a critical factor influencing both the quality of the produced coke and the safe operation of coke ovens. While excessive IGP can result in higher oven wall pressures and potential damage to oven walls, a sufficient level of IGP is necessary to promote bonding between IMDC and the coke matrix. Figure 6 compares the IGP peaks across the coal charge for three single coals at charge densities of 815 kg/m3 and 1015 kg/m3 as a function of the distance from the heating wall.
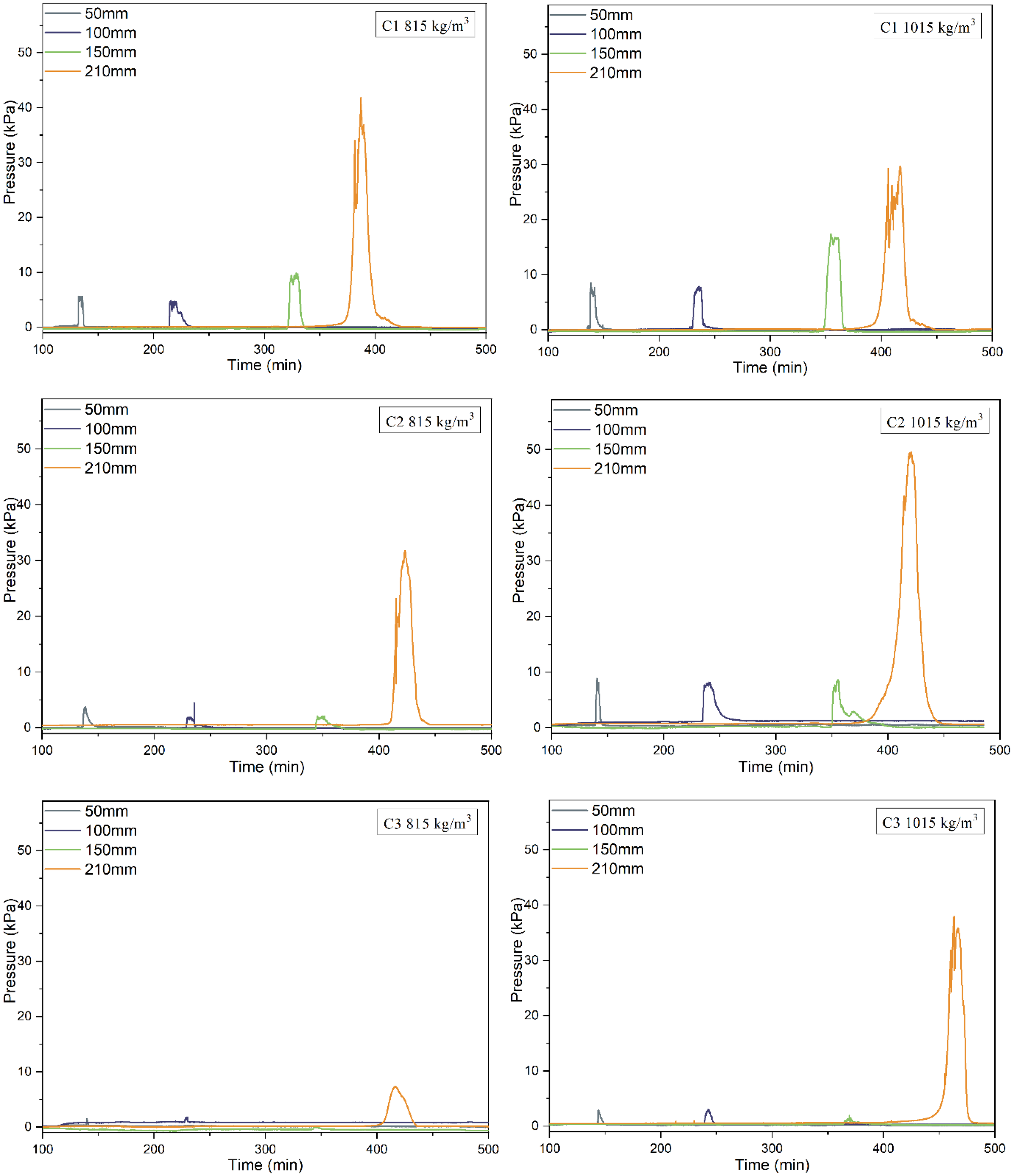
Changes in the IGP as a function of charge density for the single coals used in the project.
Similar to the dilatation behaviour discussed earlier, stamping did not significantly affect the IGP of the lower-rank, high-vitrinite C1 coal. A slight decrease was observed, which could be influenced by a range of factors. In contrast, increasing the charge density from 815 kg/m3 to 1015 kg/m3 resulted in a notable rise in the IGP of higher inertinite coals. For C2 coal, the maximum IGP at the centre of the charge increased from 31.62 kPa to 49.52 kPa, while for C3 coal, it rose from 7.23 kPa to 37.94 kPa.
The limited impact of charge density on the IGP of the high-volatile C1 coal can be explained by the interplay of two opposing mechanisms: post-resolidification shrinkage of semi-coke and densification caused by stamping. According to the model developed by Jenkins, 25 a higher degree of lateral shrinkage reduces coking pressure. Furthermore, Nomura and Arima 26 demonstrated that coals with higher volatile matter content exhibit greater lateral shrinkage. Based on this, it can be postulated that the significant post-resolidification shrinkage of C1 coal allows the adjacent plastic layer to expand, effectively counteracting the densification effects of stamping. The expansion of the plastic layer can effectively cancel the higher IGP at elevated densities.
These results demonstrate that stamping increased the IGP of the samples. Notably, the samples that exhibited the largest increase in ΔIGP also achieved the greatest improvement in CSR values due, further validating the dilatation and permeability test results that stamping has a greater impact on the thermoplasticity of high-inertinite low-fluidity coals.
Impact of stamping on coke microstructure
A critical factor influencing the mechanical strength and gasification reactivity of coke is its porous microstructure. Cokes with lower porosity and higher density typically exhibit greater CSR and lower CRI values.6,27,28 Reduced porosity enhances mechanical strength and limits gas diffusion through the pore structure, leading to lower reactivity and reduced structural degradation during carbon conversion. 29
Micro-CT images of the plastic layer samples were analysed to study porosity development during the coal-to-coke transformation as a function of charge density. The primary objective was to determine whether the variations in CSR improvement due to stamping, as observed in Section ‘Impact of stamping on coke CSR and CRI’, could be linked to coke porosity. Analysis of the CSR data in Figure 4 revealed that the C1 coal showed the least benefit from stamping. This finding aligns with the micro-CT images and porosity profile in Figure 7, which indicate negligible changes in the microstructure of the high-vitrinite, low-rank C1 coal with stamping. As discussed previously, this behaviour can be attributed to the high lateral post-resolidification shrinkage of this coal, allowing the plastic layer to expand and counteract the effect of stamping on porosity reduction.
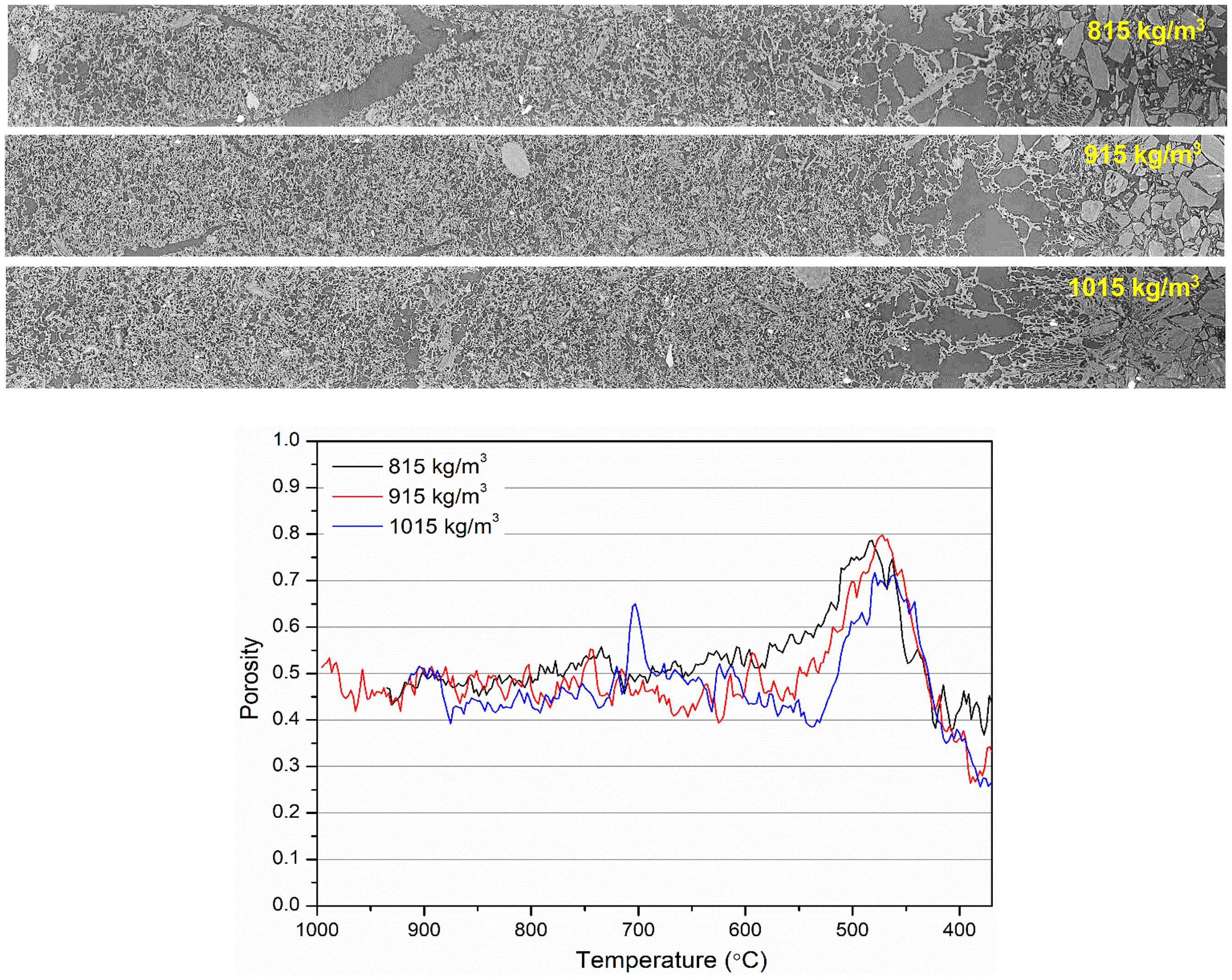
Micro-CT images of plastic layer samples and transformation of porosity during coke formation as a function of charge density for C1 coal.
In contrast, for the higher inertinite C2 (Figure 8) and C3 (Figure 9) coals, the degree of lateral shrinkage is lower. Consequently, charge compaction significantly reduces the overall porosity and pore size of the resulting coke. This effect is particularly pronounced for the C3 coal, which has an inertinite content of 51.5 vol.-% and a total dilatation of only 4%. After stamping to a charge density of 1015 kg/m3, the porosity of C2 and C3 coals decreased by approximately 10% to 15%, which, as shown in Figure 4, translated into a more substantial improvement in CSR.
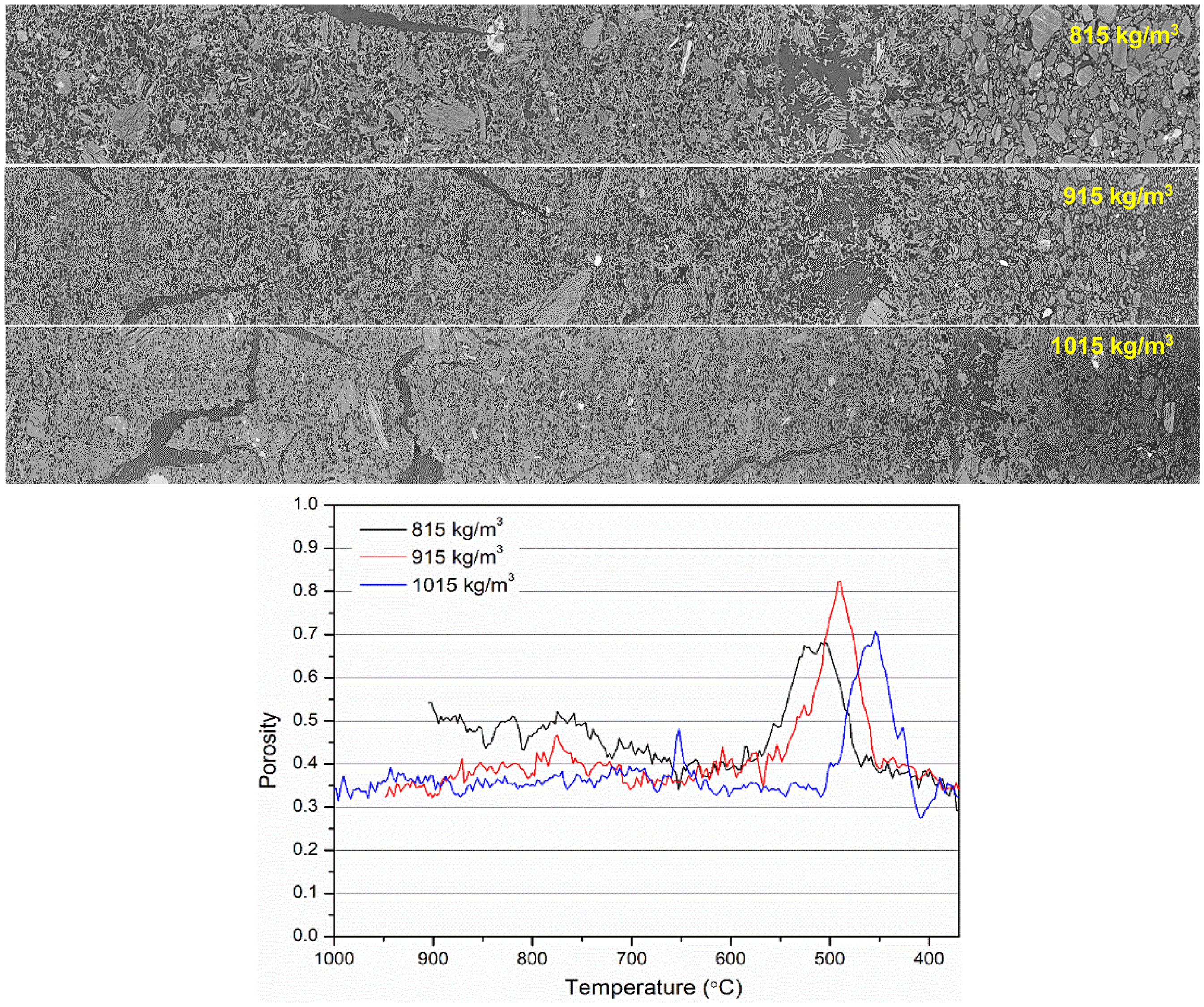
Micro-CT images of plastic layer samples and transformation of porosity during coke formation as a function of charge density for C2 coal.
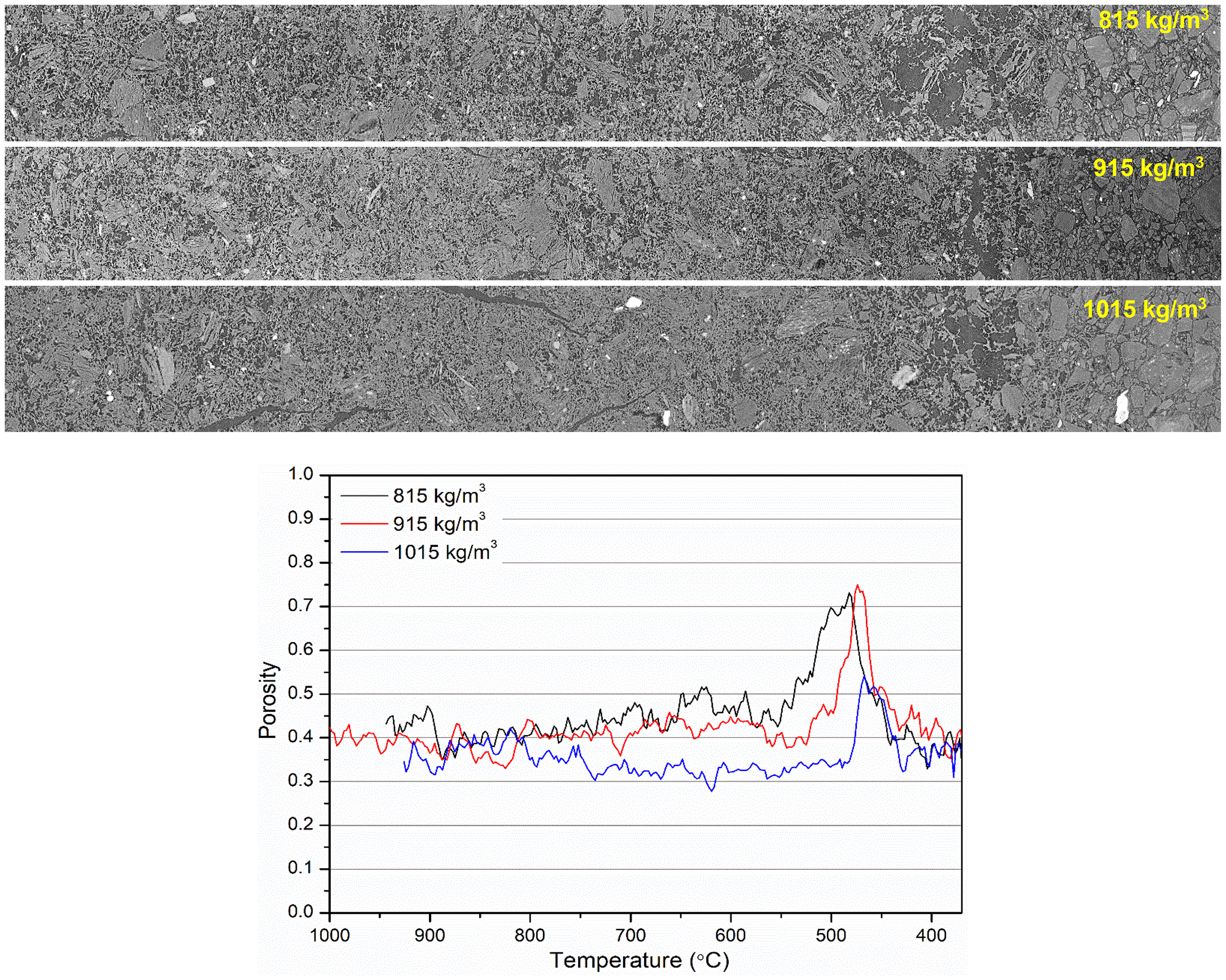
Micro-CT images of plastic layer samples and transformation of porosity during coke formation as a function of charge density for C3 coal.
In addition to porosity, the quality of bonding between IMDC and RMDC is a critical microstructural factor influencing the strength of metallurgical coke. 30 This interaction determines how effectively IMDCs are integrated into the coke matrix. Improved contact between coal grains under stamped conditions is expected to enhance bonding. The micro-CT images in Figure 10 provide evidence of this phenomenon, showing that the bonding between IMDCs and RMDCs is indeed improved under stamped conditions. Furthermore, enhanced bonding is observed for both carbon-dominant inerts (appearing darker in grayscale) and mineral-infused inerts (appearing brighter in grayscale), indicating a comprehensive improvement in microstructural integration.
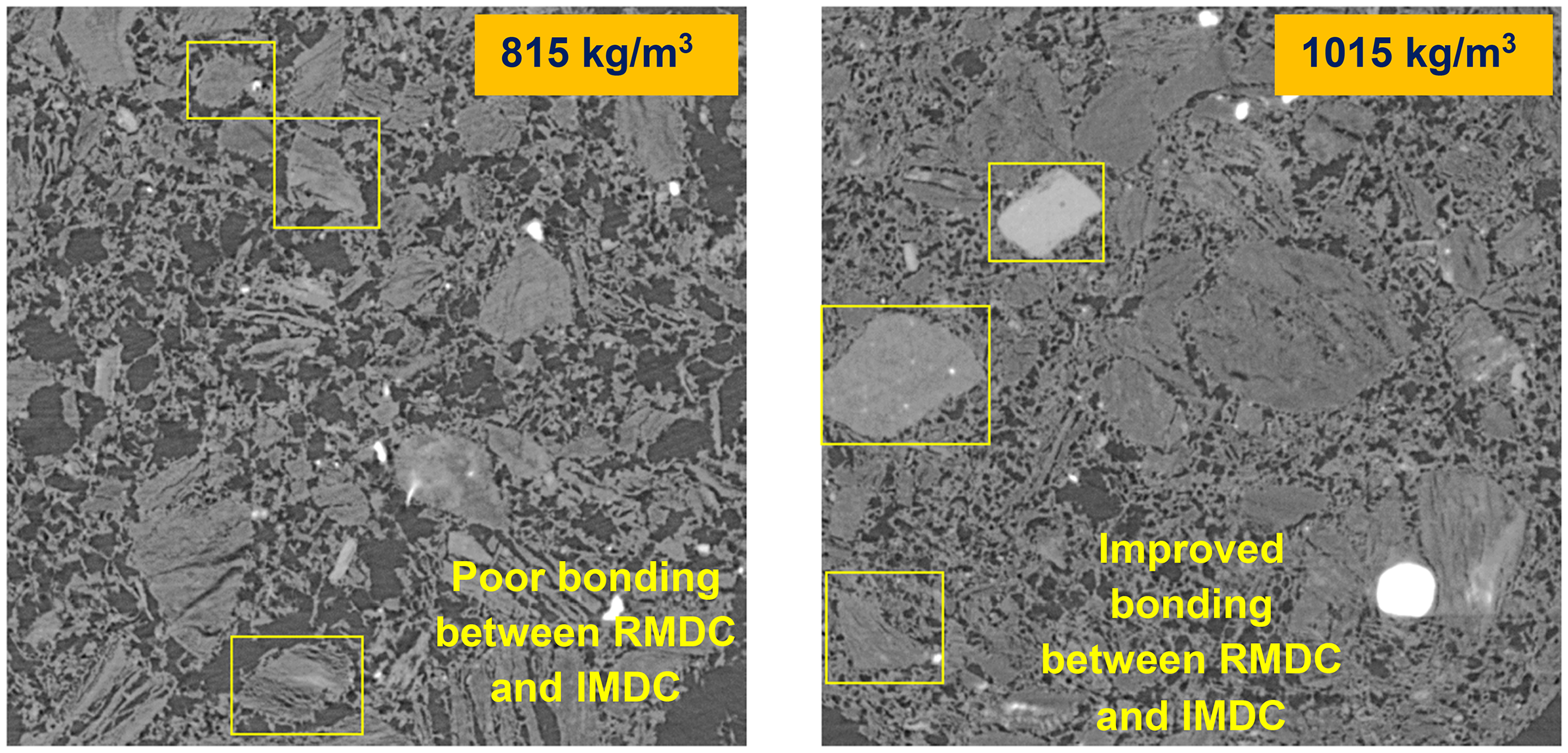
Micro-CT images of C3 coal coked at 815 kg/m3 and 1015 kg/m3 charge densities.
The micro-CT IMDC–RMDC analysis methodology used here is developed in our previous study. 30 Briefly, this method employs a Gabor filter for IMDC identification, generating a solid 3D mask that delineates the location of each IMDC particle on individual CT slices. Subsequently, a distance map – a 3D pixel array that records the distance from the surface of the masked particle – was created for each IMDC.
Figure 11 presents the porosity profiles of IMDC particles at charge densities of 815 kg/m3 and 1015 kg/m3 for all samples, as a function of the distance from the IMDC surface. For each sample, three IMDC particles were analysed and the results are summarised in Figure 11. The data indicates that, in most cases, stamping reduces porosity at the IMDC–RMDC interface, with reductions averaging between 0.15 and 0.2 points. This effect is particularly pronounced in samples with higher inertinite content. The enhanced bonding at the IMDC–RMDC interface and the reduced presence of non-adhesion grain boundaries at elevated charge densities directly contribute to the strength of the resulting cokes.31,32 This is because non-adhesion grain boundaries, particularly in stress-concentrated regions, are commonly the initiation sites for fractures. 32
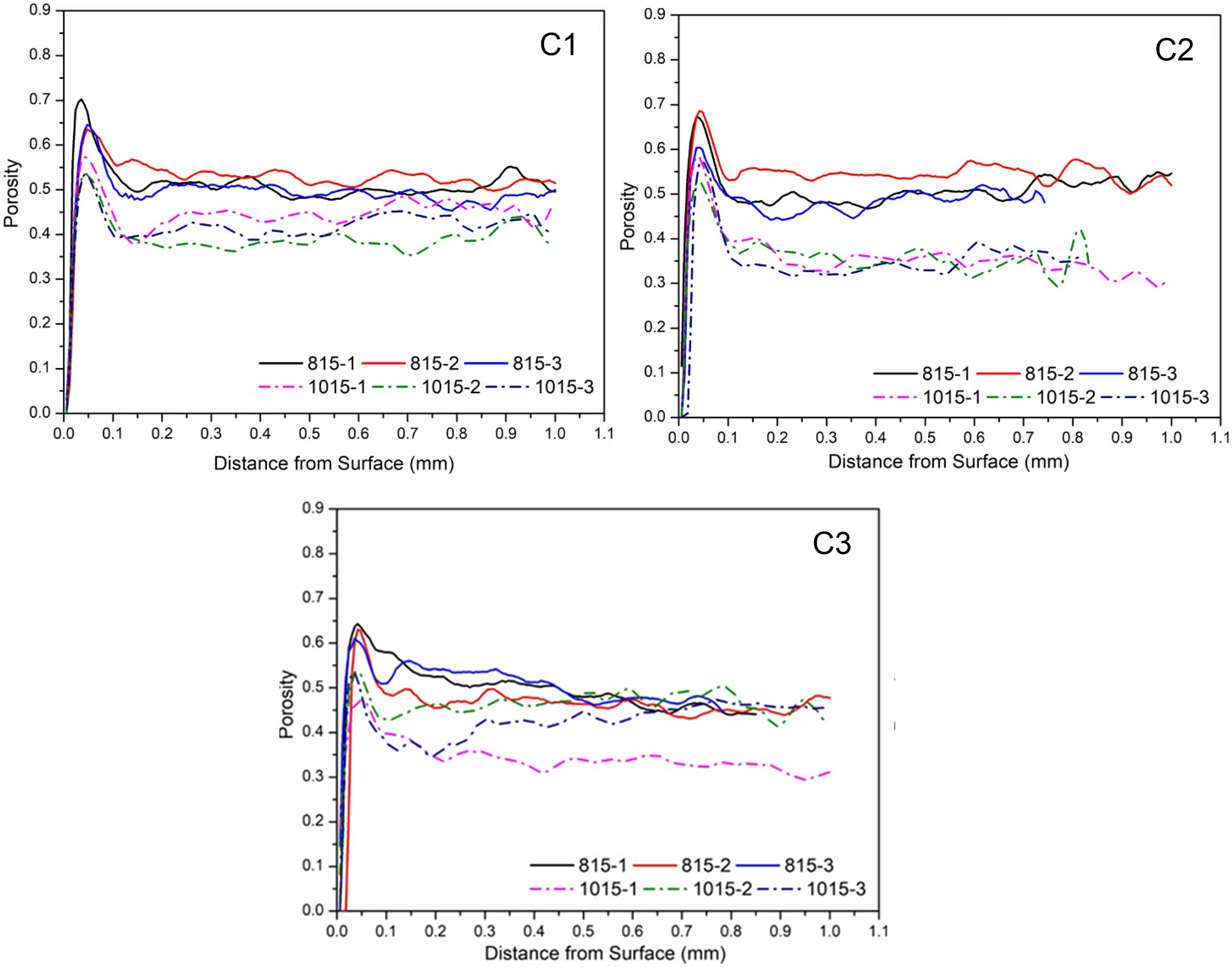
Porosity profiles at the IMDC–RMDC interface for C1, C2 and C3 at 815 kg/m3 and 1015 kg/m3.
Impact of stamping on coke microtexture
The carbon structure is a critical parameter influencing the reactivity of coke. Previous studies have shown that isotropic microtextural components are more prone to attack by reacting gases compared to anisotropic microtextures.33,34 Shen et al. 35 further reported a positive correlation between tumbling strength and the degree of ordering (i.e. anisotropy) in the coke carbon structure. These findings suggest that larger carbon domains, characterised by greater anisotropy, exhibit lower gas reactivity and contribute to higher mechanical strength in coke. The microtexture of gravity-charged and stamped cokes was analysed using Pearson's automated method to evaluate the impact of charge density on coke microstructure and explore its relationship with coke strength. Figure 12 presents the mosaic anisotropy maps for cokes produced at charge densities of 815 kg/m3 and 1015 kg/m3, while the corresponding bireflectance and AQ values are summarised in Figure 13.
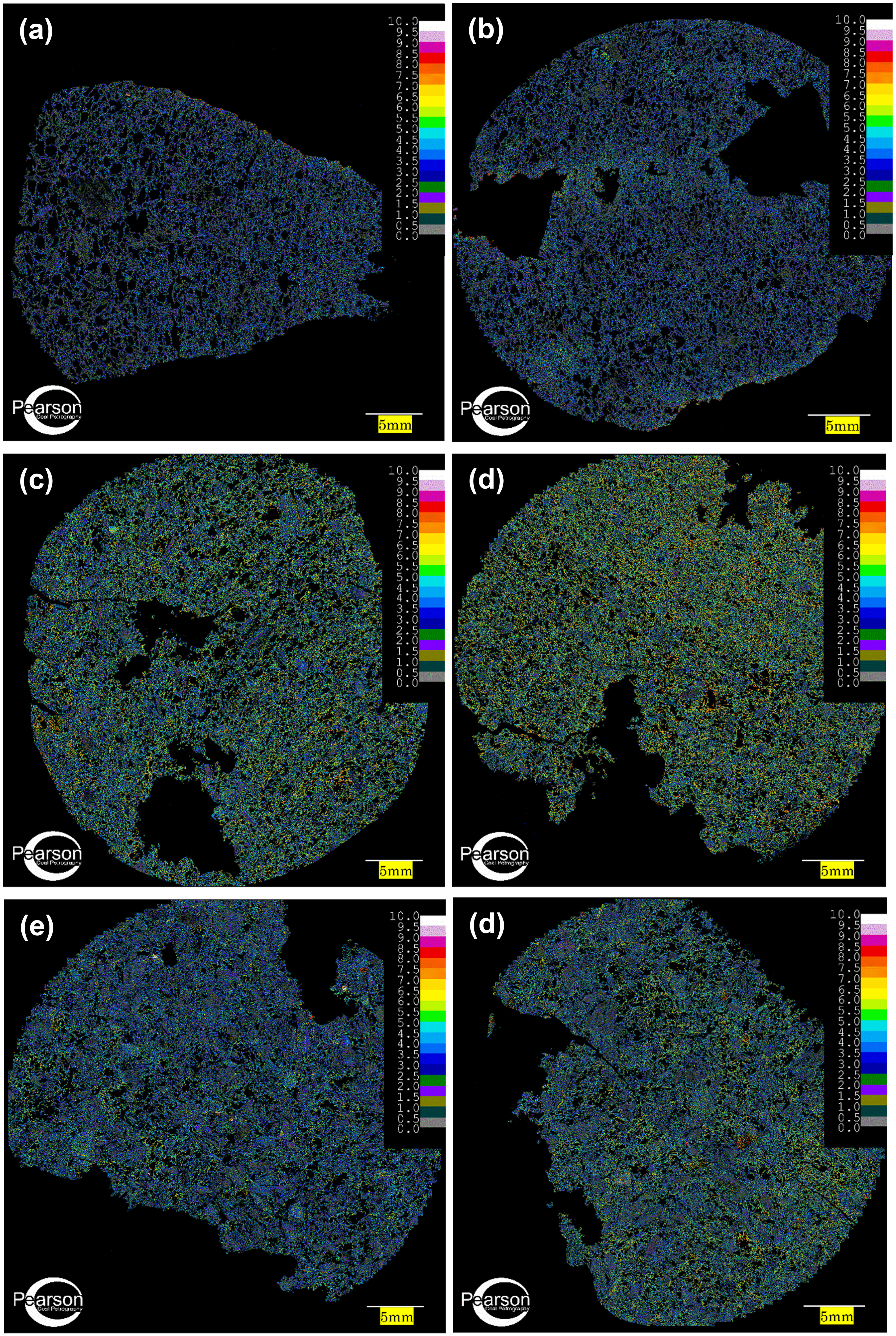
Mosaic anisotropy images of gravity charged: (a) C1, (c) C2 and (e) C3, and stamped (1015 kg/m3) single coke samples: (b) C1, (d) C2 and (f) C3.
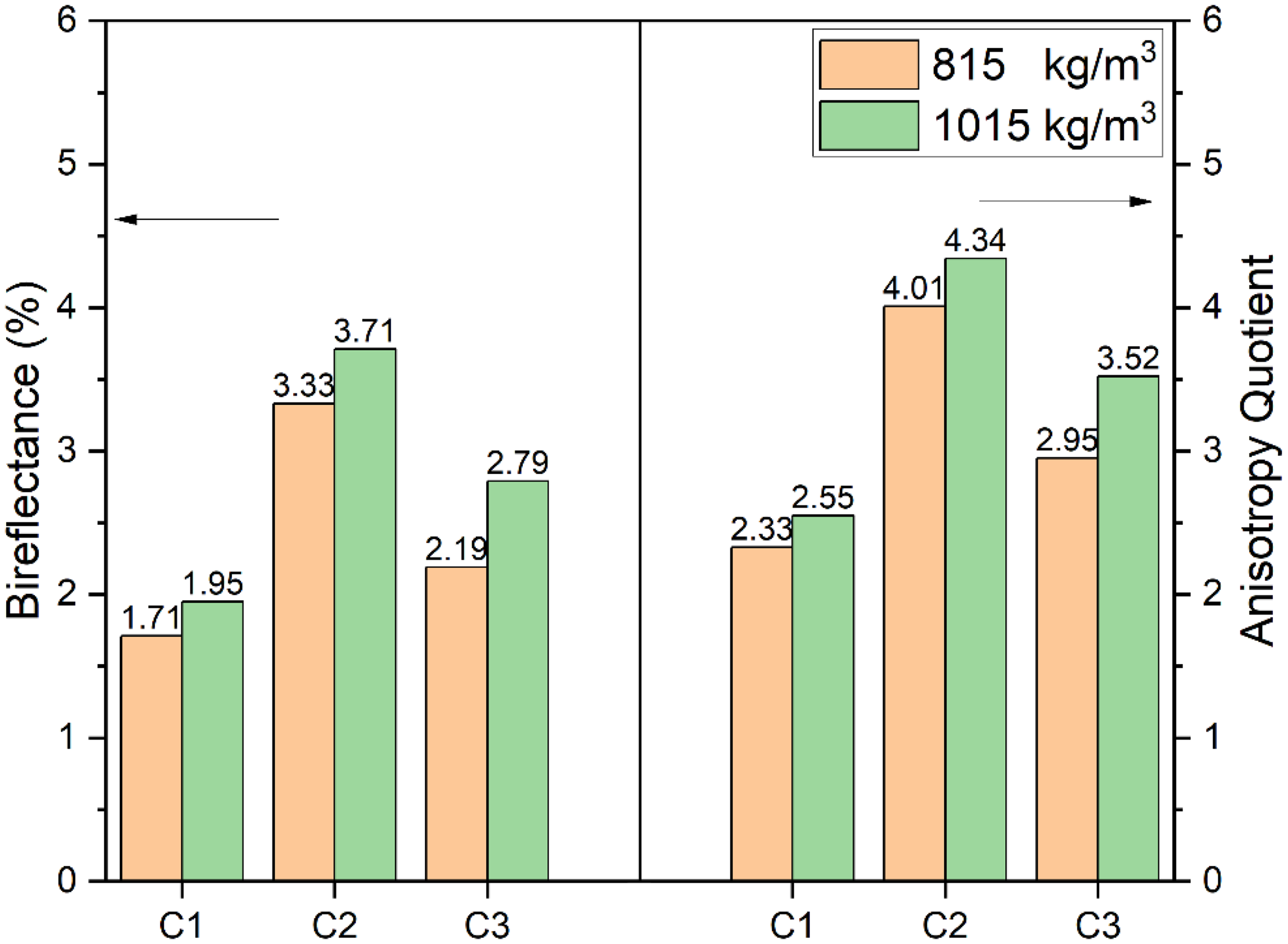
Changes in (left) bireflectance and (right) anisotropy quotient of cokes prepared at 815 kg/m3 and 1015 kg/m3 charge densities.
A notable observation across all samples is the increase in bireflectance and anisotropy with stamping, indicating the development of larger carbon domains and enhanced anisotropy of the carbon structure. The increase in anisotropy is more pronounced for the high-inertinite C3 coal, aligning well with the results discussed earlier. This enhancement reflects an effective increase in the rank of stamped cokes, which likely contributes to their reduced reactivity and improved mechanical strength at elevated charge densities.
Next, we examined the changes in bireflectance carbon forms with stamping. Among the various carbon forms detected by Pearson's automated method, isotropic carbon, low bireflectance circular, medium bireflectance lenticular and high bireflectance ribbon structures were dominant in these coke samples. These forms were therefore selected for detailed analysis. Figure 14 compares the distribution of these carbon forms in cokes produced at charge densities of 815 kg/m3 and 1015 kg/m3. The results clearly show that increasing the charge density significantly reduced the proportion of isotropic carbon forms, accompanied by a corresponding increase in anisotropic carbon. This indicates an enhancement in the degree of carbon ordering, or molecular organisation, within the coke matrix. It is well-established that lower-rank coals and those with higher inertinite content predominantly produce isotropic carbon structures. 36 Similar findings were reported by Rejdak et al. 6
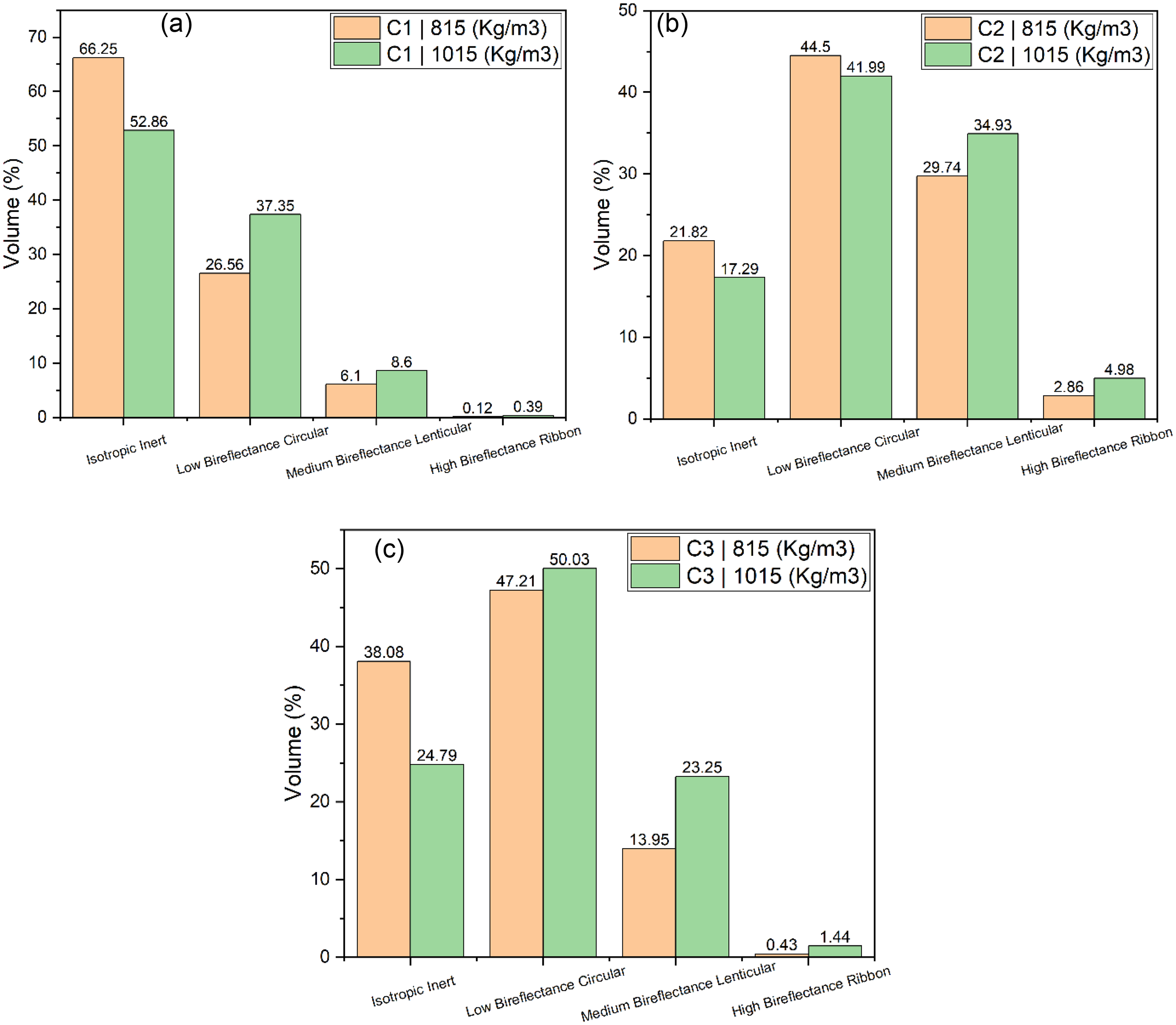
Changes in automated bireflectance carbon forms with stamping for the single coals (a) C1, (b) C2 and (c) C3.
The most significant reductions in isotropic carbon forms were observed in the low-rank C1 coal and the high-inert C3 coal. While the exact mechanisms remain unclear, we postulate that, since bireflectance is an indicator of carbon ordering in coke, the observed increase could be attributed to two potential mechanisms. First, the restricted pathways for volatile release in the densely packed charge may enhance polycondensation reactions. Polycondensates are known to exhibit a higher degree of carbon ordering compared to other coal constituents, which could explain the increase in anisotropy of textures. Second, the elevated IGP within the charge increases shear stress and confines pressure, providing strain energy that facilitates the flattening of isotropic planes and pore structures. This promotes the coalescence of adjacent pores, rupture of pore walls and alignment of polyaromatic basic structural units, ultimately enhancing the directional growth of aromatic sheets. As a result, the d002 spacing of the aromatic matrix is reduced, leading to a more graphitic structure. These mechanisms may contribute to varying degrees towards the improvement of carbon ordering in stamped coke. However, further investigation is required to quantify these effects.
Conclusion
This study investigated coke formation under stamp-charged coking conditions to elucidate the mechanisms by which higher caking densities and coal properties influence plastic layer thermoplasticity, coke microstructure, microtexture, and, ultimately, its reactivity and strength. The research focused on understanding the effects of stamping on (i) thermoplasticity and IGP development, (ii) coke microstructure transformation and (iii) changes in coke microtexture, aiming to identify the key drivers of coke quality improvements under stamped conditions.
Stamping was found to be particularly effective for weakly coking coals. The improvement in CSR values showed a positive correlation with the inertinite content of the coal, while coals with lower initial dilatation benefited more from stamping.
The influence of charge density on thermoplasticity development during the coal-to-coke transformation was found to be coal-type dependent. Stamping had minimal effect on the dilatation, permeability and IGP of lower rank and higher vitrinite coals. It is postulated that the greater post-resolidification shrinkage of lower rank and higher vitrinite coals enables the adjacent plastic layer to expand, offsetting the densification effects of stamping. In contrast, higher rank and higher inertinite coals exhibited significant improvements in thermoplasticity at elevated charge densities.
The effect of stamping on the coke microstructure and the interactions between IMDC and RMDC was studied through micro-CT imaging of the plastic layer and coke samples. Stamping generally reduced coke porosity, with negligible impact observed for lower rank and higher vitrinite coals, which showed minimal benefit from stamping. Conversely, higher inertinite coals exhibited a 10% to 15% reduction in coke porosity after stamping. Stamping is also significantly enhanced IMDC–RMDC interactions in all tested samples. Increasing the charge density to 1015 kg/m3 reduced porosity at the IMDC–RMDC interface by 15% to 20%, improving bonding for both carbon-dominant and mineral-infused inerts.
A key finding was the transformation of coke microtextures with stamping. Stamping increased the bireflectance and AQ of all cokes, indicating the formation of larger carbon domains and increased carbon anisotropy. These changes reflect an effective increase in the rank of stamped cokes. The uplift in anisotropy showed a positive correlation with the inertinite content and a negative correlation with initial dilatation of the parent coal. Additionally, higher charge densities caused a significant decrease in isotropic carbon forms and a corresponding increase in anisotropic forms. This was attributed to closer contact between coal grains and enhanced interactions between vitrinite and inertinite particles under stamped conditions, promoting the formation of anisotropic carbon structures. Further research is required to clarify the mechanisms driving these interactions.
Footnotes
Acknowledgements
This research was supported by the Australian Coal Association Research Program (ACARP) Project C34060. The authors sincerely appreciate the tremendous technical support from the industry mentors, Kim Hockings and Stephen Brant at BHP, Graeme Harris at Kestrel Coal and Ashley Conroy at ACARP. The CT imaging work reported in this study was undertaken on the IMBL beamline of the Australian Synchrotron. We thank Dr Anton Maksimenko at ANSTO for his support during the CT imaging. We also acknowledge the support from Mr Rich Pearson at Pearson Coal Petrography for coke microtextures analysis.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Australian Coal Industry's Research Program (grant number C34060).