
Abstract
Electromagnetic stirring in continuous casting is known to increase the amount of equiaxed crystals. The numerical simulation of liquid steel flow and temperature in the strand with and without stirring is an established tool to design stirring tools. Nevertheless, it is difficult to conclude the increase of equiaxed crystals in the cast product from the simulation results: many proposed approaches are either very complex or too simplifying. In a first step, the local super-heat temperature (or under-cooling temperature, if negative) is determined from the temperature field of the strand flow simulation: using the approach of a dimensionless temperature field, the local super-heat temperature can be calculated a posteriori (i.e. without the need to run the simulation again) for arbitrary inflow-super-heat temperatures and concentration-dependent solidus/liquidus temperature intervals resulting from the steel grade phase diagram. The results show that the region of under-cooled steel is probably larger than commonly expected due the huge influence of convective heat transfer. In a second step, a local equiaxed crystal growth velocity for the under-cooled regions is derived based on the local liquid steel temperature. This growth effect can be implemented in the strand simulation as a scalar transport equation for the equiaxed crystal size. A comparison of the simulation of a stirred and a not stirred casting process shows a significant increase of equiaxed grain diameters.
Keywords
Introduction
Electromagnetic stirring (EMS) in continuous casting is known to increase the amount of equiaxed crystals for high carbon, high chromium, silicon, special bar quality (SBQ), heat-treatable and ferritic stainless steel grades. The numerical simulation of liquid steel flow and temperature in the strand with and without stirring is an established tool to design stirring tools. Nevertheless, it is still challenging to conclude the increase of equiaxed crystals in the cast product from the simulation results.
The technological developments and challenges associated with EMS in continuous casting are discussed in Tzavaras and Brody, 1 Okazawa et al. 2 These papers emphasise the historical evolution and the technological milestones achieved in EMS application. The impact of how EMS affects the solidification behaviour and grain structure in various steel types is studied in Li et al., 3 Yao et al., 4 Zhang et al. 5 These studies demonstrate that EMS can significantly refine the grain structure, reduce macrosegregation, and improve the homogeneity of the cast steel. The work by Zhang et al. 6 further explores how EMS can dissipate superheat and impact the as-cast structure.
Numerical simulations are employed to model the solidification process in continuous casting under the influence of EMS,7–10 focussing on the prediction of fluid flow, temperature distribution and solute segregation, providing insights into optimising EMS parameters to achieve desired microstructures. The mechanisms of dendrite fragmentation under forced convection conditions induced by EMS is examined in Zhang et al., 5 Campanella et al. 11 A cellular automaton (CA) model coupled with finite element (FE) simulations to predict equiaxed grain formation during solidification is proposed in Rappaz and Gandin, 12 Gandin and Rappaz. 13 The model is based on the probabilistic nucleation and growth of grains, which can predict the grain size and distribution. Numerical models for the nucleation and growth of equiaxed grains in alloy solidification were developed, applied to a rectangular by cavity and experimentally validated in Wang and Beckermann, 14 Wang and Beckermann, 15 Beckermann and Wang. 16 The concept of solutal blocking to predict to transition from columnar to equiaxed solidification more accurately is additionally introduced in Martorano et al. 17 Multi-phase models to simulate mixed columnar-equiaxed solidification and macrosegregation during steel ingot casting were also developed in Wu and Ludwig.18,19 These models are essential for understanding the complex interactions between fluid flow, solidification front movement, and solute distribution. They predict the formation of equiaxed grains during solidification and account for both columnar and equiaxed grain growth, allowing for the prediction of the transition between these two structures.
In contrast to ingot casting, continuous casting is a stationary process with strong convective effects due the permanent inflow, leading to different flow, temperature and solidification conditions. A simulation of a bloom casting process including solidification and EMS is described in Ren et al. 20 However, only dendritic solidification is considered, and the increase of the swirl intensity due to stirring is assumed to be responsible for a higher amount of equiaxed crystals observed in the cast blooms. In Wang et al. 21 the equiaxed grain formation, growth and movement is considered in a simulation of a continuous billet caster.
Several attempts have been made to simplify the complex behaviour of columnar and equiaxed grain growth for the prediction of the composition of the cast steel. The columnar to equiaxed transition (CET) criterion proposed by Shibata et al. 22 insufficiently considers the impact of convective heat transfer in the liquid steel. In Tveito et al. 23 a model to predict the distribution and amount of equiaxed grains in the solidified structure based on Wang and Beckermann 14 is presented, simplifying the complex interactions in equiaxed solidification by reducing the three-phase to a two-phase system. The model is applied to simulate the solidification in an aluminum continuous casting process.
Equiaxed crystal formation
Equiaxed crystals are formed due to constitutional undercooling, which arises from the effect that the solidification temperature varies with the alloy concentrations, and that the alloy concentration changes within the concentration boundary layer of the melt along the solidification front (Figure 1, Cramb,
24
Jacobi,
25
Trivedi and Kurz,
26
Kurz and Fisher
27
). Therefore, a region in the melt near the solidification front can establish where the actual melt temperature
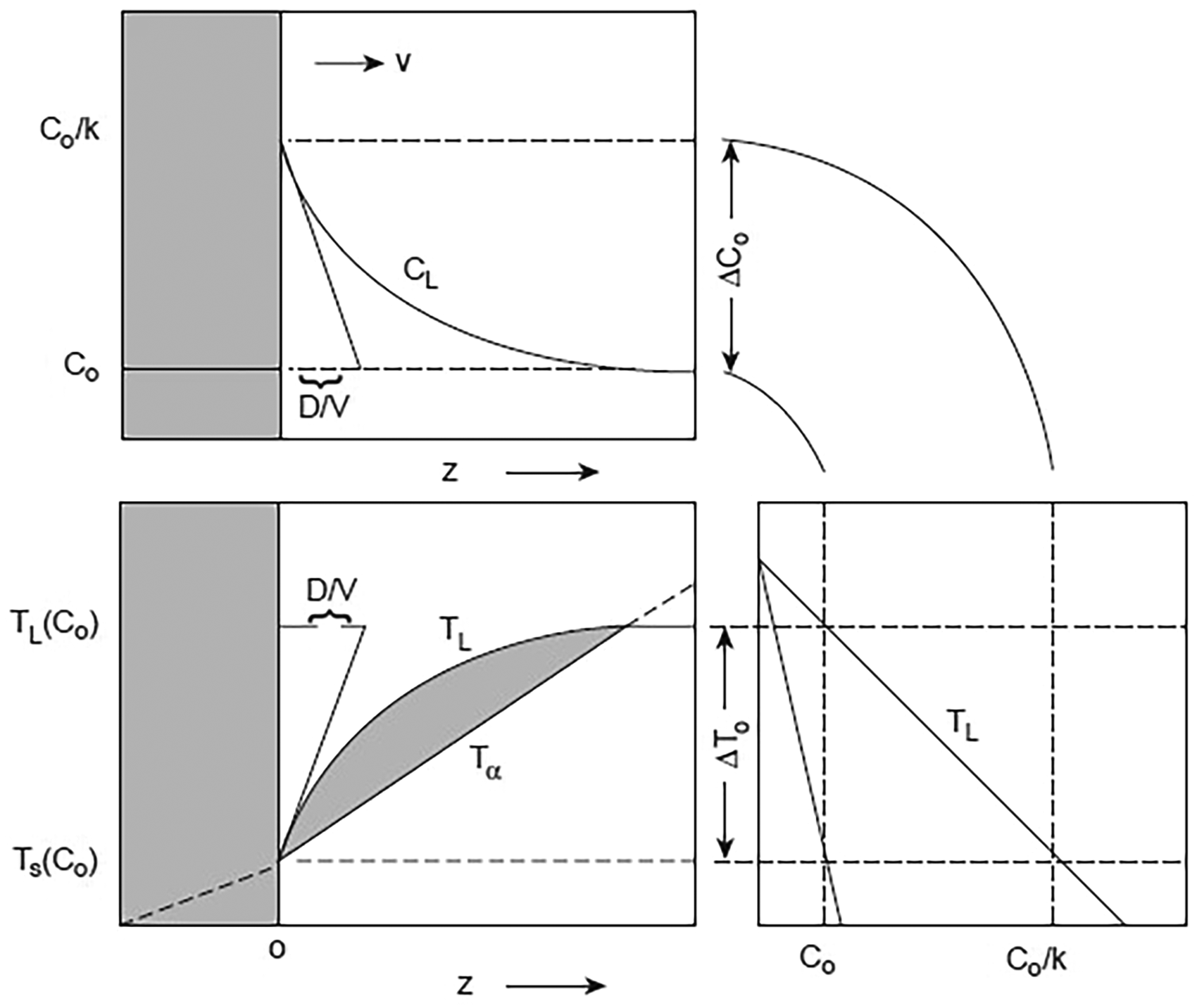
Constitutional undercooling: principle. 24
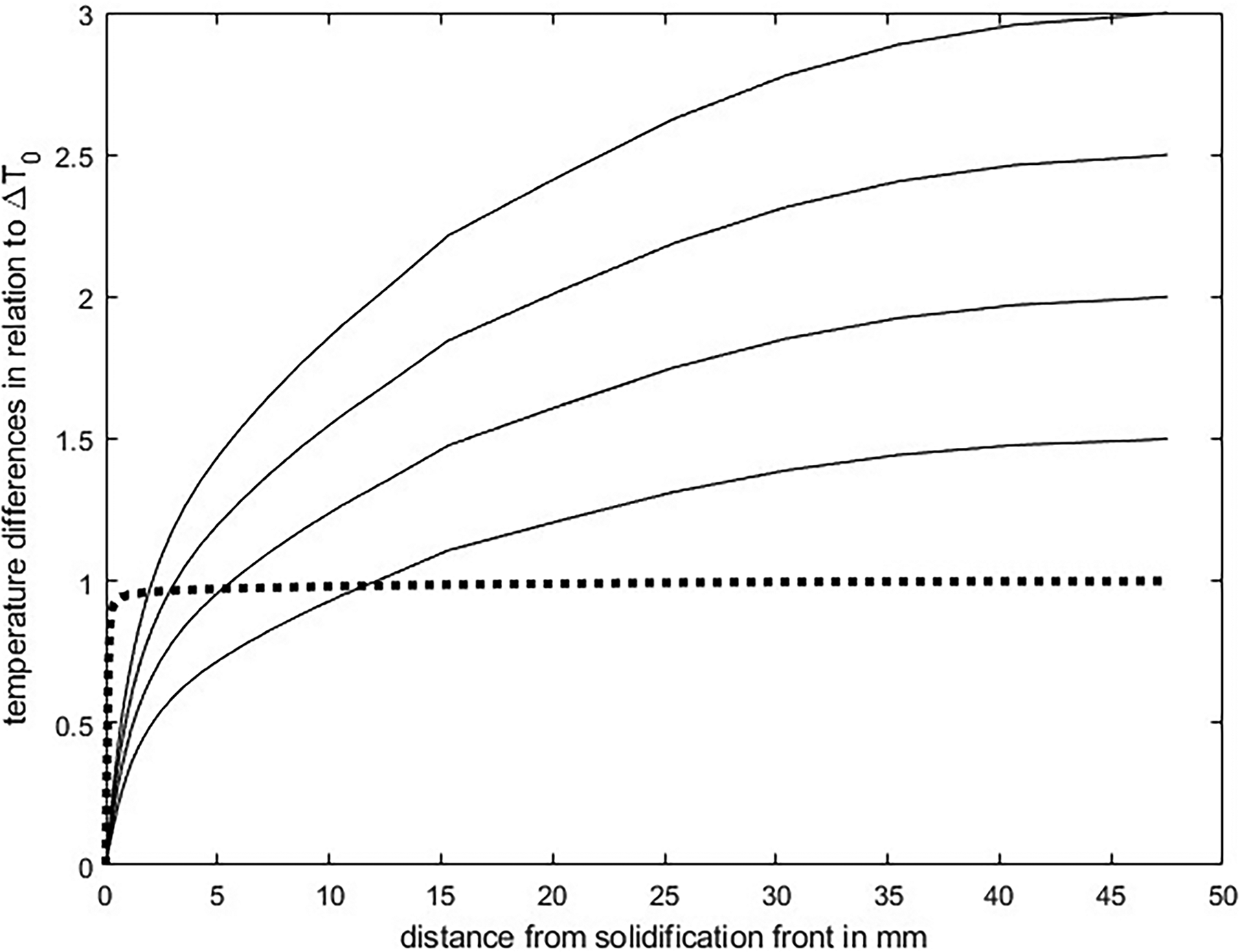
Pipe flow example: melt temperatures for different superheat temperatures (solid lines,
One could argue that the extent of the undercooled region is directly related to the amount of equiaxed crystals. Stirring intensifies the heat transfer of the melt to the solidification front and therefore decreases the melt temperature, which increases the extent of the undercooled region. According to this approach, it would be sufficient to calculate the extent of the undercooled region in order to predict the amount of equiaxed crystals. A more sophisticated approach was proposed by Hunt based on solidification measurements: he observed the influence of temperature gradients on the solidification velocity and proposed an equation for the growth rate of equiaxed crystals as a function of the undercooling temperature (difference between liquidus temperature and melt temperature). 28 Under the assumption of a resting melt and a constant temperature gradient in the direction normal to the solidification front, he derived a condition for 100 % equiaxed solidification in the melt near the solidification front mainly based on the temperature gradient, the nucleus density and the subcooling temperature of the dendrite tips. In Shibata et al. 22 this condition is simplified and transformed so that the condition depends only on the temperature gradient and the velocity of the solidification front. They use a simple one-dimensional transient heat transfer model to calculate both temperature gradient and solidification front velocity under the assumption of a resting melt and an empirically increased heat conduction in regions of stirring.
Mathematical modeling
Liquid steel flow
The mathematical modeling of the liquid steel flow in a bow-type continuous slab casting strand without and with stirring with a linear box-type electromagnetic stirrer is described in Javurek et al.
29
The whole liquid domain inside the the strand, bounded by the solidification fronts and the slag layer at the mold top surface is considered by using the numerical finite volume solver ANSYS Fluent. The turbulent flow and the temperature field of the liquid steel are calculated in transient 3D simulations using the realizable
For the calculation of the EMS forces in the flow simulation, Dubke’s equations for the EMS forces are used. 31 This approach considers the coupling between liquid motion and electromagnetic force by multiplying the force term for a resting liquid with the relative velocity difference between electromagnetic field velocity and liquid velocity (slip).
A continuous slab casting process for a strand format of 1550 mm
The stirrer consists of 6 coils on a horizontal iron core positioned at the outer bow of the strand, generating a horizontal force parallel to the wide face of the strand. The stirring direction is flipped every 15 s. The transient results with a time-step size of 0.01 s are time-averaged over 600 s process time.
Liquid steel temperature
The thermal properties for the considered liquid steel are a specific heat of
Since the energy equation is supposed to be linear in the considered temperature range, a dimensionless superheat temperature

Undercooling
The melt is undercooled in regions where
From the phase diagram, the liquidus and solidus temperatures




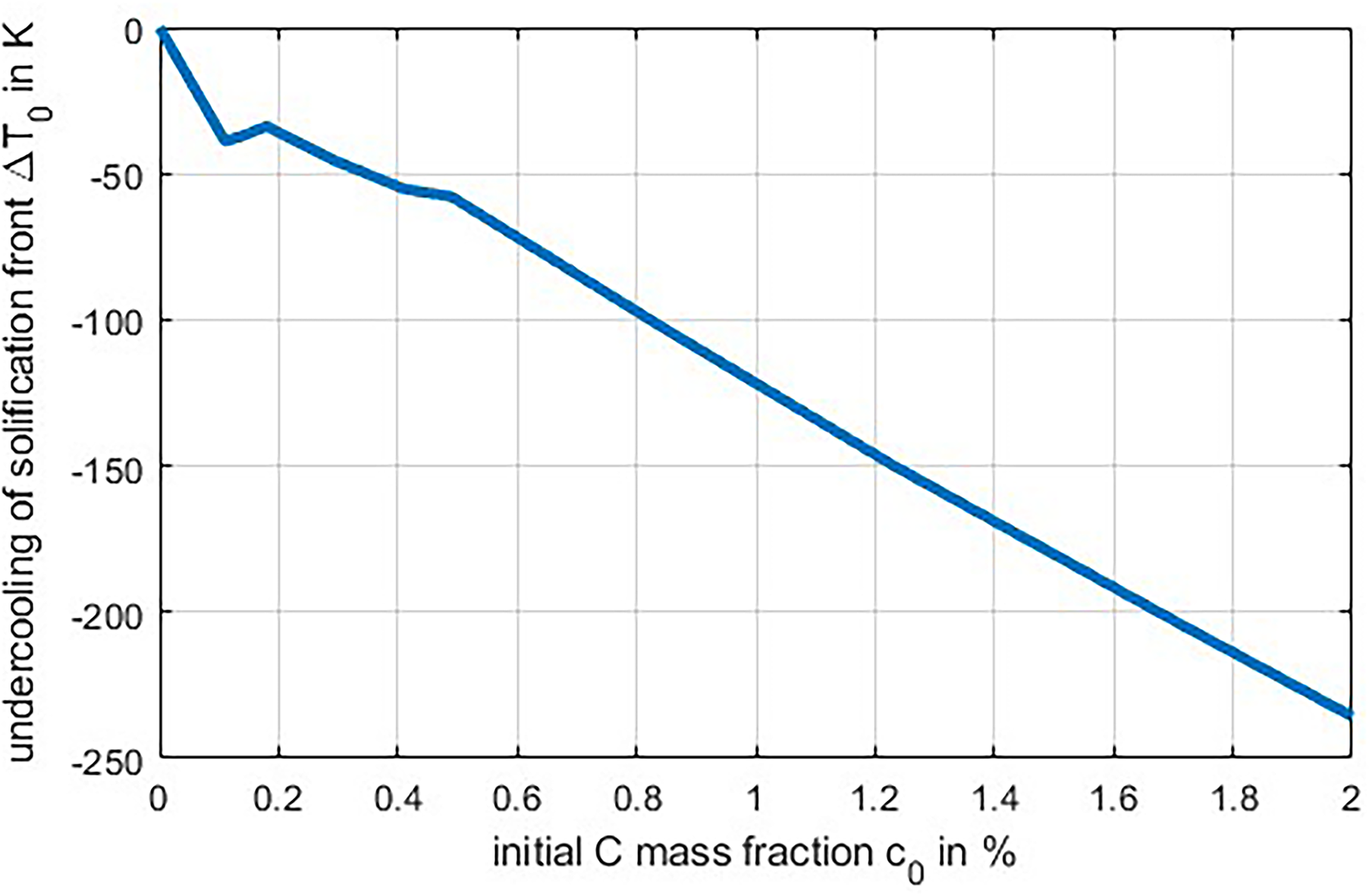
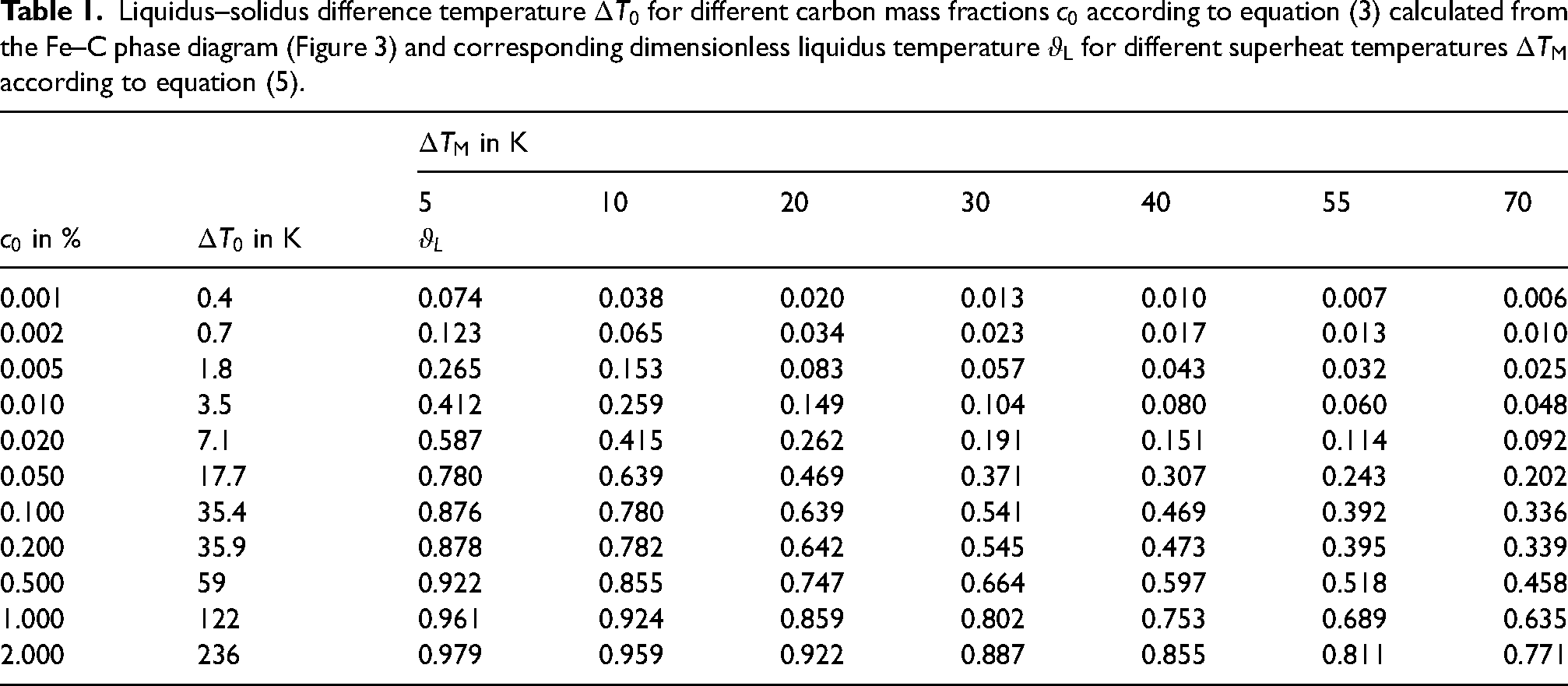
From the C–Fe phase diagram in Figure 3, the temperature difference between solidus and liquidus temperature
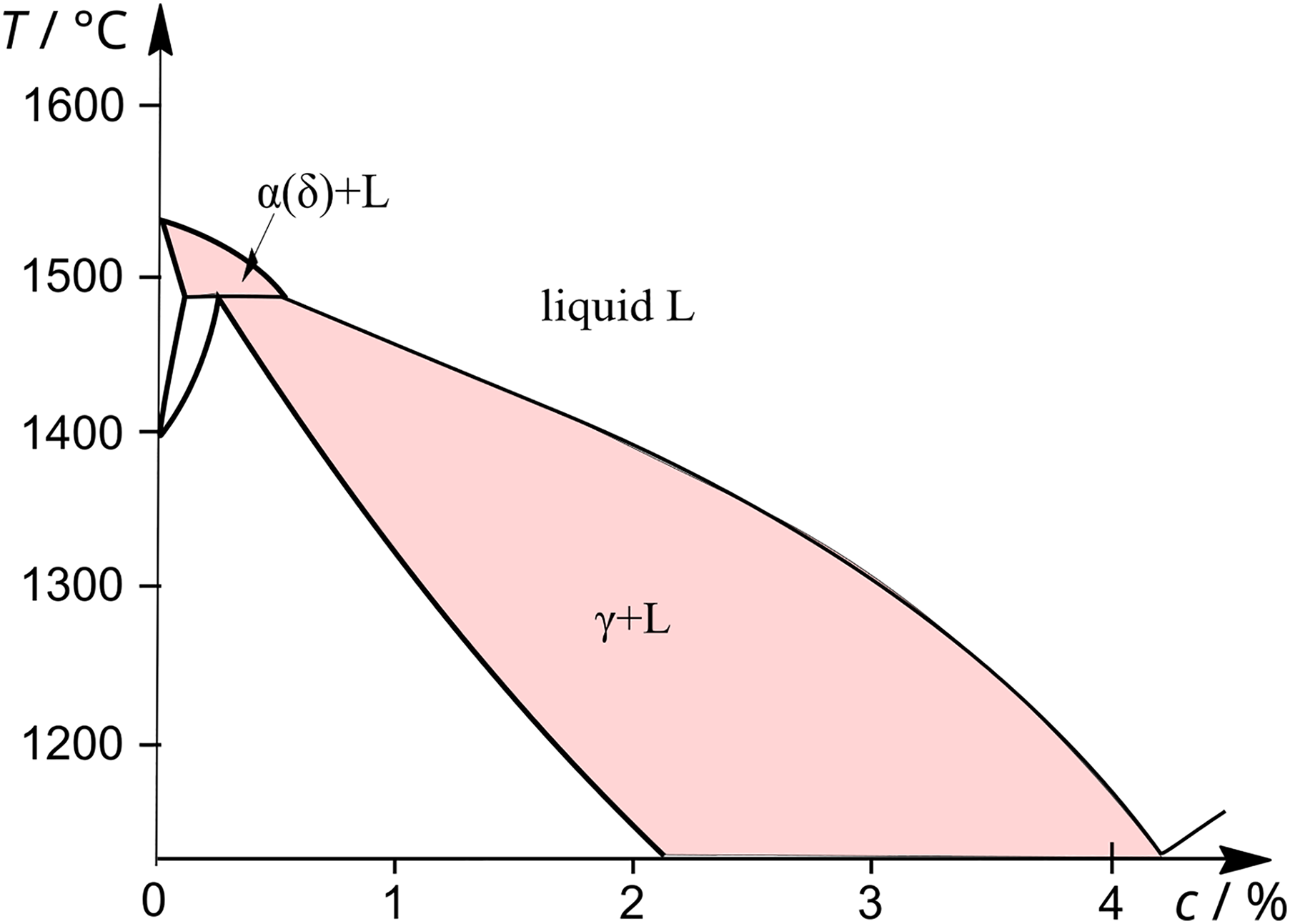
Fe–C phase diagram for lower carbon concentrations and liquid phases. 33
Equiaxed grain growth
The previous equations allow to locate regions in the melt where the melt is undercooled according to the local melt temperature and the material parameters, which is supposed to be necessary condition for the formation of equiaxed crystals. The local intensity of the undercooling is given by the local undercooling temperature 
The equation is only valid in regions where 
where
While Hunt
28
integrates equation (6) under the assumption of a linear melt temperature profile perpendicular to the solidification front (i.e. a constant temperature gradient), we solve a scalar equation for the local grain radius 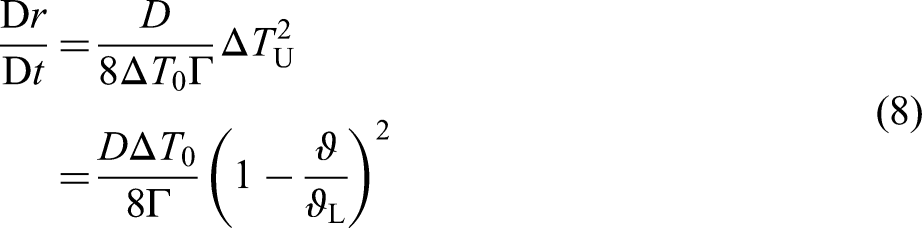
Since the grain density is higher than the liquid density, the crystals have a sedimentation velocity depending on their size and temperature-dependent density as shown in Javurek et al. 29 On the one hand, the sedimentation velocity is non-negligible and leads to an asymmetric grain size distribution in the solidified strand cross section with larger crystals concentrated near the outer bow of a bow-type continuous caster. On the other hand, if a high crystal concentration is reached, the sedimentation is blocked because the crystals touch each other (equation (7)) and the solidification front. Both effects are complex to model and will only be considered in future research. For the current results, the grains are supposed to move with the same velocity as the melt and to grow according to equation (8) until the surrounding melt is ‘absorbed’ by the solidification front as it solidifies like sketched in Figure 5. At the solidification front, the grain size is evaluated. The data from the whole solidification front is then projected and displayed over the strand cross section.
Equiaxed grain growth in an undercooled melt and temperature profile
Results
In the following, results from numerical flow simulations of the liquid melt in a continuous caster are presented in order to illustrate the extent and the intensity of the undercooling effect for different flow situations (without and with stirring at three different vertical positions), process conditions (superheat temperature) and material properties (carbon content).
Undercooling
In Figure 6 the melt temperatures from transient flow simulations of four situations without and with stirring are shown by iso-lines in the strand centre plane of constant dimensionless time-averaged melt temperatures
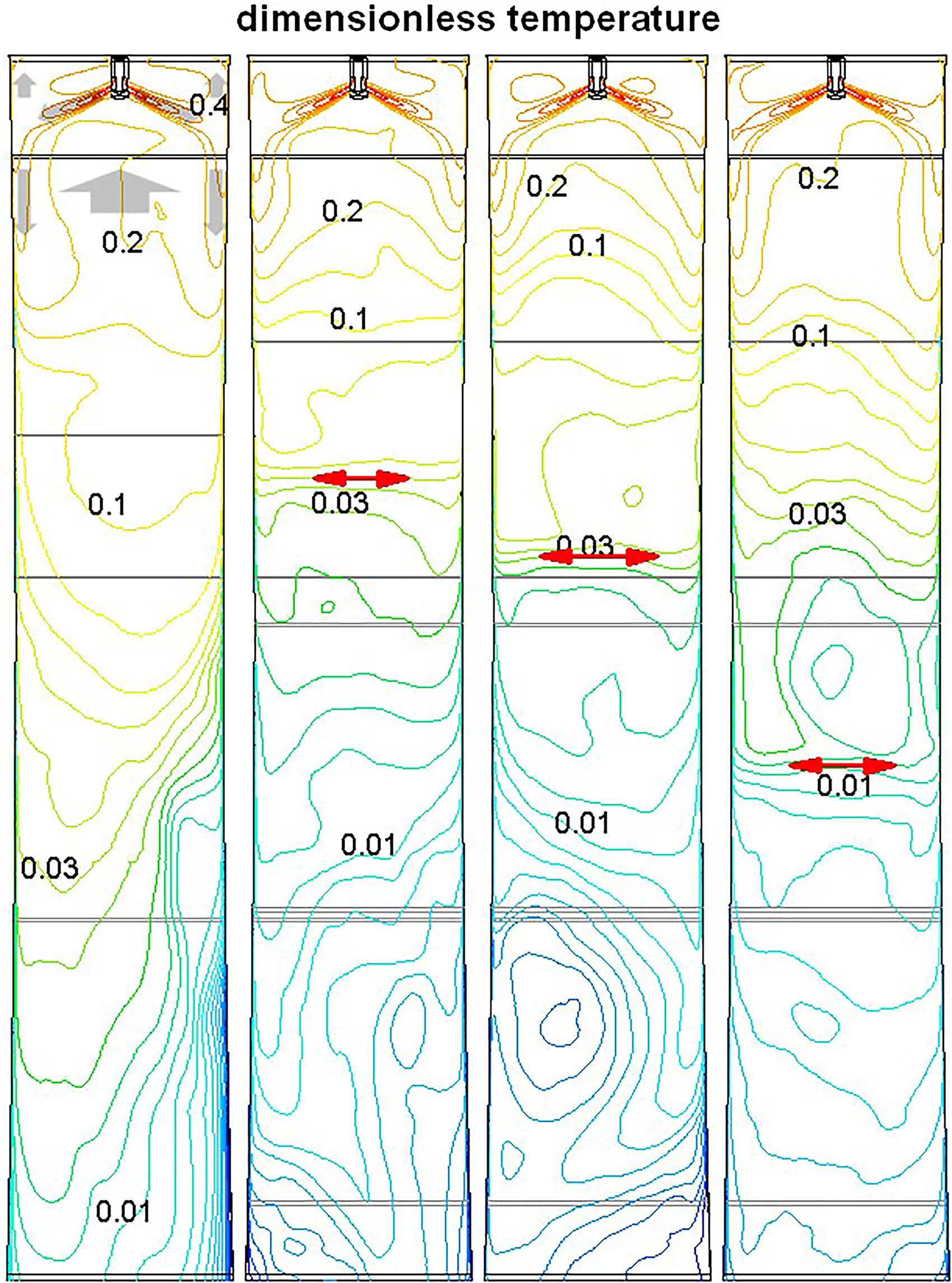
Melt temperatures from transient flow simulations of four situations from left to right: one without and three with stirring where the stirring position is denoted by arrows: iso-lines in the strand centre plane of constant dimensionless time-averaged melt temperatures
In Figure 7 the undercooling temperature
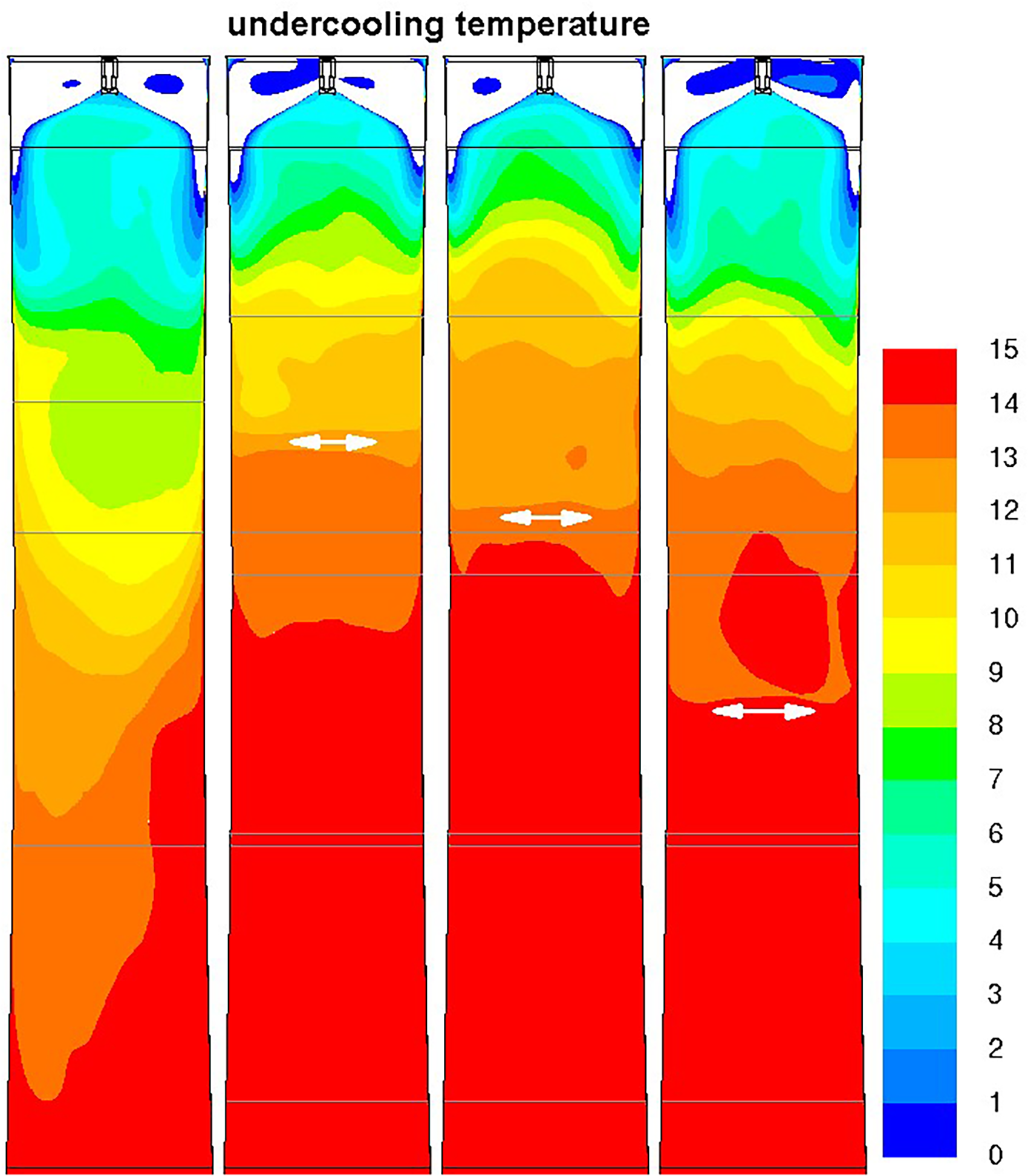
Melt undercooling temperatures from transient flow simulations of four situations from left to right: one without and three with stirring where the stirring position is denoted by arrows: time-averaged melt undercooling temperature in K for a liquidus–solidus difference temperature
While the previous figures are showing time-averaged results, where the fluctuating turbulent vortex structures are smoothed out by the averaging process, Figure 8 shows the shape of the undercooling region by three-dimensional iso-surfaces at an instantaneous point in time (without time-averaging) for the transient flow situation with a stirrer. Four different liquidus–solidus difference temperatures
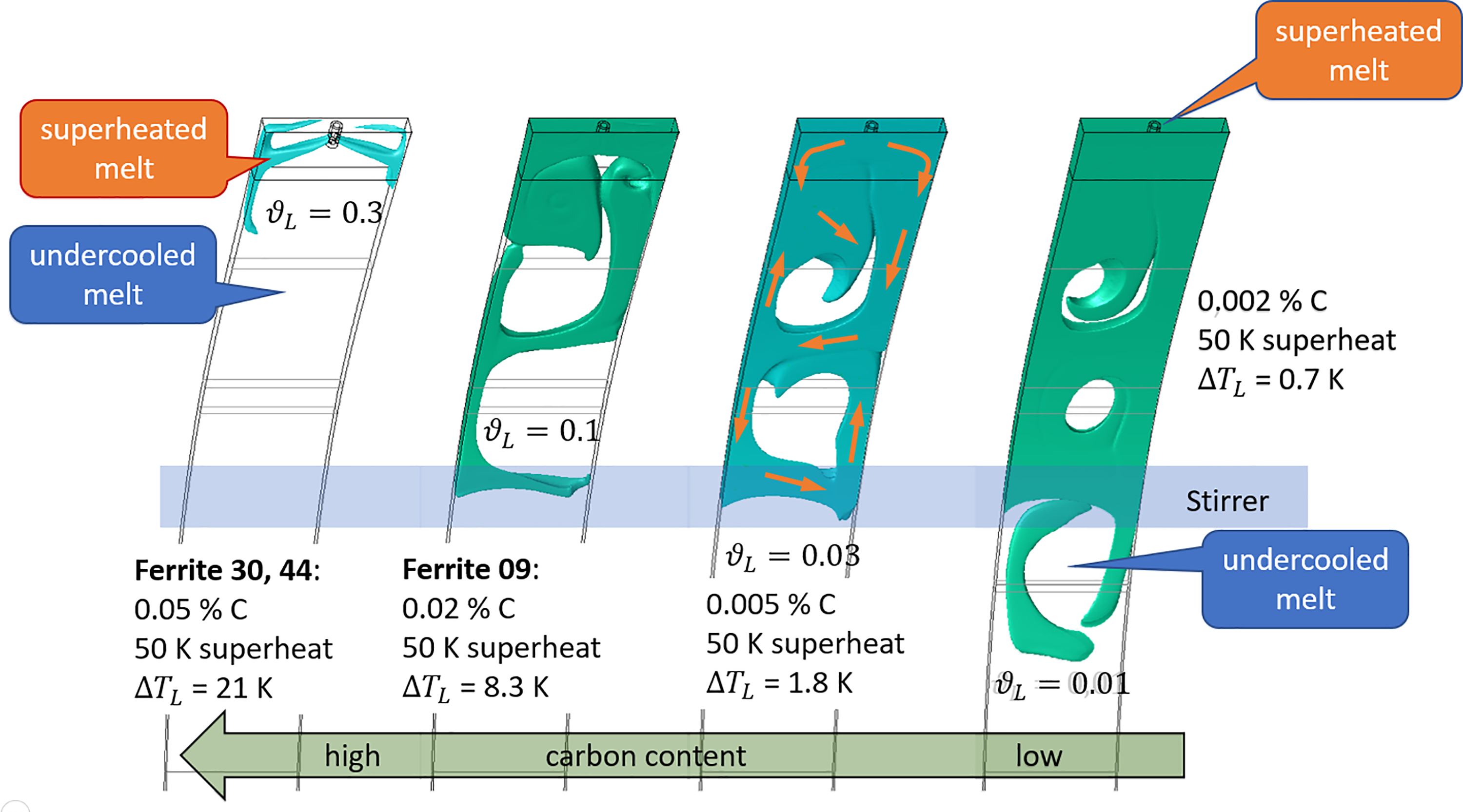
Melt undercooling from a transient flow simulations with stirring: iso-surfaces of the extent of the undercooled region for a melt superheat temperature
In the considerations of Hunt 28 and Shibata et al., 22 the melt is treated like a solid, ignoring convective heat transfer due to the melt flow induced by the jets leaving the submerged entry nozzle. As a result, an undercooled melt is throughout expected only in a small layer near the solidification front. According to the results presented above, this applies only to regions near the mold level. In major parts of the liquid core, the undercooled region extends far into the core or even covers the whole liquid core cross section.
Grain size
Figure 9 shows the calculated grain radius according to equation (8) based on the melt temperature field of two simulations for case 1 (without stirring) and 3 (with stirring, middle position of stirrer) in Figures 6 and 7 in the cross section of the solidified strand as snapshots from transient calculations. The two cases were selected in order to compare the two most oppositional situations.
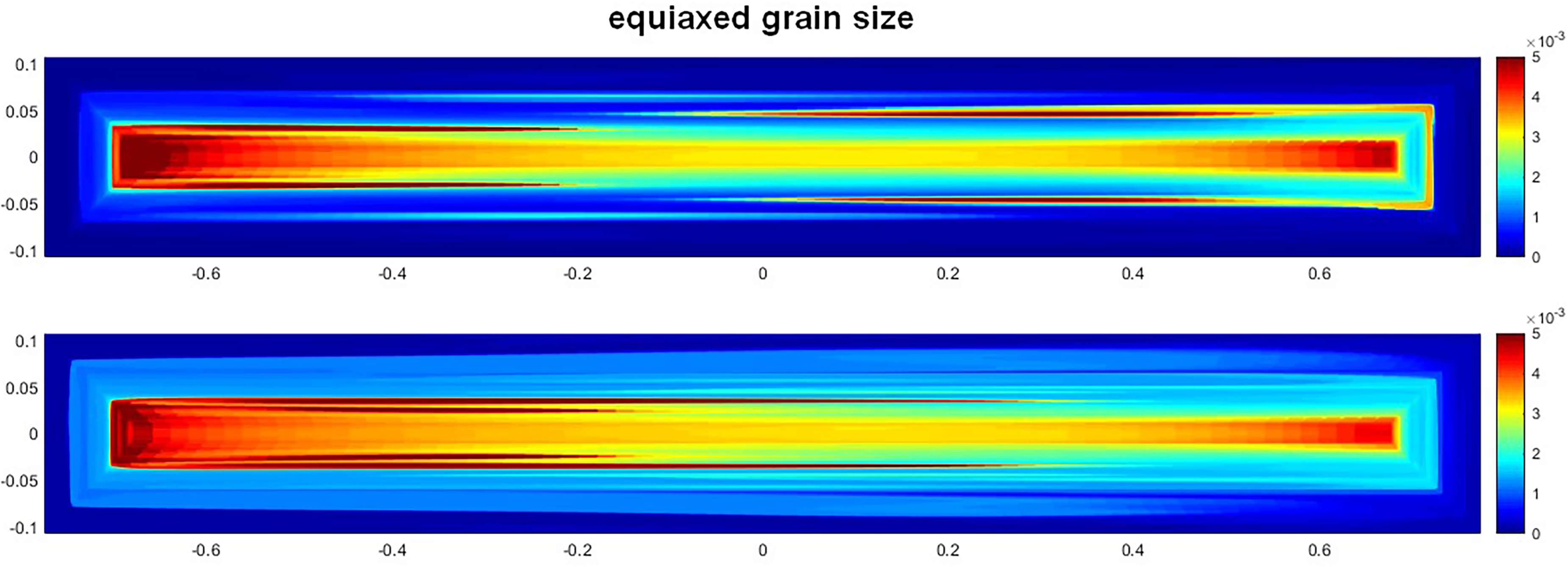
Cross-section in the solidified strand coloured by the equiaxed grain radius in m calculated from the simulated temperature field in the melt with equation (8) without (top) and with stirring (bottom): snapshots from transient calculations.
In Figure 10 the equiaxed grain diameter distributions are compared for the two cases in a histogram. The comparison shows an increase of equiaxed grains in the range of 2.2 to 3.5 mm in combination with a decrease in the range of 0.8 to 2.2 mm due to the stirring.
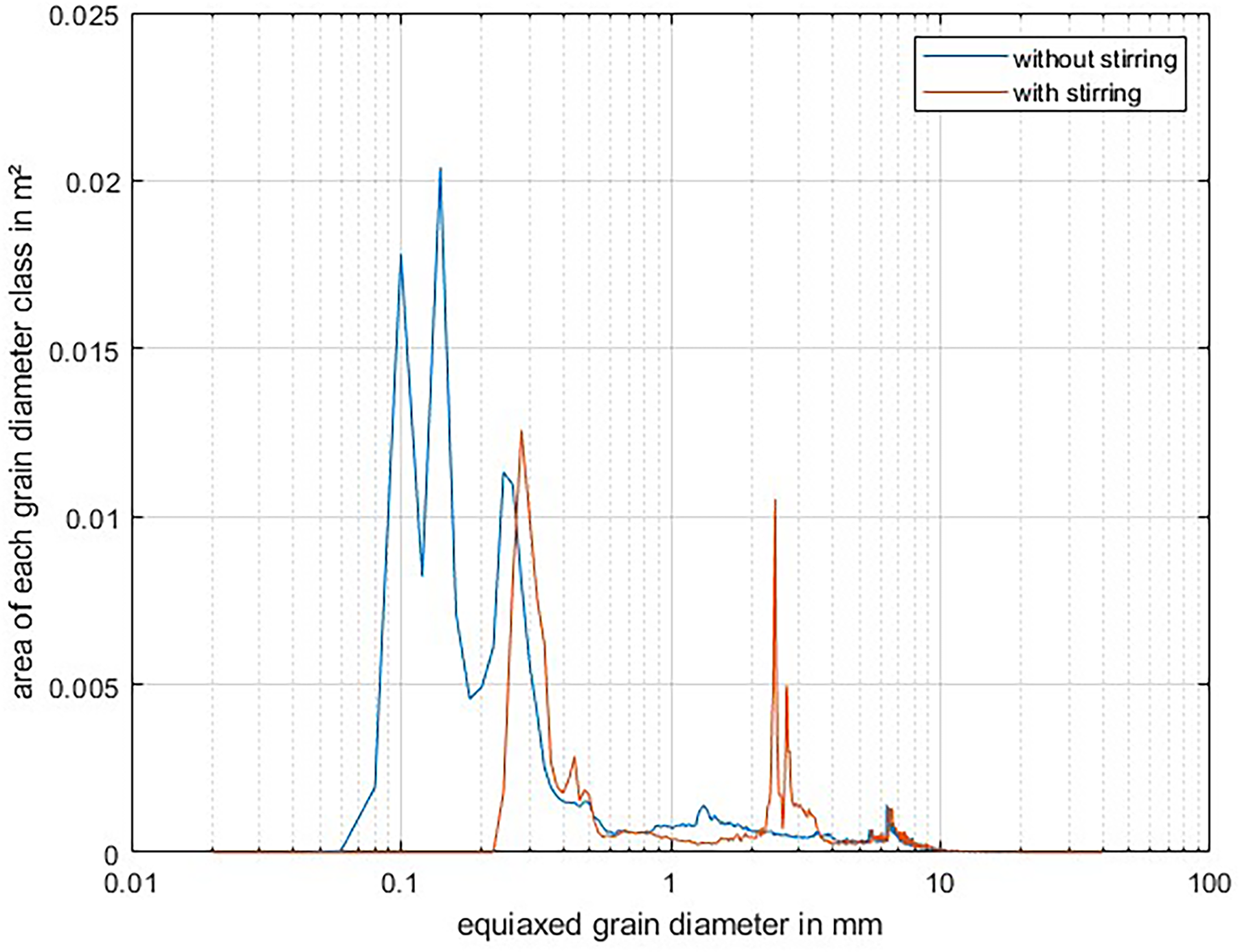
Histogram of the equiaxed grain diameter distribution from the two cases of Figure 9.
Conclusions
The introduction of a dimensionless melt temperature allows a flexible interpretation of the temperature fields in a continuous casting strand obtained from numerical flow simulations for arbitrary carbon contents and superheat temperatures: undercooled regions in the melt can be identified and the local degree of undercooling can be evaluated.
The consideration of the melt flow and the convective heat transfer shows that the undercooled region can easily extend over the whole strand cross section even in the upper part of the strand, where a great part of the strand cross section is still liquid. The larger the difference between liquidus and solidus temperature of the melt, and the lower the superheat temperature, the larger the extent of the undercooled region (e.g. Figure 8).
The equiaxed grain size in the solidified strand cross-section was calculated exemplarily for a non-stirred and a stirred casting situation. Depending on the local melt temperature, the local undercooling temperature and the resulting equiaxed grain size growth is calculated. The comparison shows an increase of smaller equiaxed grains in combination with a decrease of larger equiaxed grains. The results were obtained under the assumption of an unconstrained growth and zero grain sedimentation velocity. The constrained growth and the grain sedimentation velocity should be considered in future research activities.
Footnotes
Acknowledgements
This work has been supported by the COMET-K2 Center of the Linz Center.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors received financial support from the Austrian Research Promotion Agency FFG for the research, authorship and publication of this article.
{kind=link}