
Abstract
The numerical simulation is applied to compare the effect of the oxygen enrichment rates under different injection methods on the flow and combustion features. The alteration in the gas velocity follows a congruous pattern for constant air and oxygen enrichment (CAOE) method and the reduced air and oxygen enrichment (RAOE) method. The oxygen enrichment rate increases by 1% and the velocity at the tuyere increases by 2.92 and 0.78 m s−1. The CAOE method has a more significant influence on the temperature and burnout of coal particles than that of the RAOE method. Furthermore, the burnout of coal particles at the exit of the raceway is 79.45% and 78.95%, at an oxygen enrichment rate of 12% under the conditions of the CAOE method and RAOE method. To improve the penetration capacity of the hearth and achieve higher burnout of pulverised coal, the CAOE method is recommended to enrich oxygen.
Keywords
Introduction
As China's economy undergoes rapid advancement, the burgeoning demand for steel is on the ascent, and the steel industry is assuming an increasingly indispensable role. 1 The blast furnace assumes a pivotal position within the realm of the iron and steel industry, serving as a crucial apparatus in the process of iron production. 2 The coal particle injection technology is an essential technology to inject pulverised coal through the coal lance to efficiently reduce the application of coke to reduce environmental pollution and ironmaking costs. 3 However, it can have a negative impact on blast furnace production as the coal ratio increases. The combined injection method of oxygen enrichment blast and pulverised coal in the blast furnace production can not only strengthen smelting to increase output, but also greatly save coke and reduce production cost. 4 This approach bestows significant economic and environmental advantages, consequently garnering extensive recognition and interest from iron and steel facilities across the globe.
The adoption of oxygen-rich injection technology began in the early 20th century and developed gradually with the maturity of fuel injection technology and scale oxygen production technology. It was not until the 1950s that the industrial production commenced the application of oxygen enrichment injection as a technical measure in blast furnaces. In the 1990s, with the objective of further enhancing the rate of particle injection, numerous nations worldwide, including South Korea and the Netherlands, undertook research initiatives and actively advocated for the implementation of the integrated technology of high oxygen enrichment and injection rate. In Korea, the enrichment rate of the oxygen of No. 1 blast furnace in Hyundai Tangjin was 5.6%, the blast volume was 7250 m3 min−1, the coke and coal ratios were 310 and 180 kg t−1, respectively, and the utilisation coefficient of the blast furnace was maintained at 2.2 t m−3 per day. 5 The enrichment rate of the oxygen of the 4450 m3 blast furnace in Emoyden in the Netherlands was increased to 10%, the blast volume was 6400 m3 min−1, and the coal ratio was 230 kg t−1, the fuel ratio was 510 kg t−1, and it possessed a formidable iron production capacity of 10,000 t per day under the working condition. In addition, the former Soviet Union is the country with the most common oxygen use in blast furnaces in the world, and also the country with the highest oxygen enrichment rate in blast furnaces, with the oxygen enrichment rate basically maintained between 10% and 20%. 6
China also initiated exploration into operations that integrate high oxygen enrichment and coal injection rates as far back as the previous century. This technology developed greatly in China at the end of the last century. In the late 1980s, No. 2 blast furnace in Angang conducted the smelting test of high oxygen-rich and injection rate. The maximum oxygen content reached 28.6%, the maximum coal injection rate was 170 kg t−1 HM, and the utilisation coefficient of the blast furnace was gradually increased to 2.40 t m−3 per day. This development garnered significant attention within the ironmaking industry. 7 The oxygen enrichment rate of No. 8 blast furnace in Wuhan Iron and Steel Corp. could be maintained at 6% to 7%, the blast humidity fuel ratio was 10–18 g m−3 and 495.89 kg t−1, respectively. And the average daily iron output was 10,000 t/day, which meant that the blast furnace was at a high production level. 8 The oxygen enrichment rate of the 5800 m3 large blast furnace of Shagang was 9.6%, with the blast temperature reaching approximately 1503 K, and the blast volume into the furnace was 7510 m3 min−1. And the coke ratio charged into the blast furnace was 341 kg t−1, the coal ratio increases to 161 kg t−1, the effective volume utilisation coefficient was 2.21 t m−3 per day, and the theoretical combustion temperature was at 2423–2473 K under the operating condition. 9 The oxygen enrichment rate for Baosteel's 4747 m³ blast furnace could attain a maximum of 5.5%. The kinetic energy of the blast exceeded 15,000 kg m s−1, resulting in a daily iron output of 11,533 t/day, with an impressive gas utilisation rate of 50.23%. 10
The oxygen enrichment rate change can affect the combustion performances of coal particles as well as the temperature and gas composition in the lower part of the blast furnace. Nevertheless, acquiring data through direct measurements proves to be a formidable challenge due to the extreme temperature and pressure conditions within the blast furnace. Fortunately, the rapid advancement of computer technology has afforded a convenient and expeditious solution to this challenge: the computational fluid dynamics (CFD) method. This method enables calculations for intricate processes encompassing flow dynamics, heat and mass transfer, and complex chemical reactions.11,12 The influence of oxygen enrichment rate variation on the internal state of the blast furnace has been studied by numerous authors using the CFD method. Shen et al. 13 researched the impact of oxygen content in the blast on the combustion behaviour of pulverised coal. The burnout of pulverised coal increased by 5% with the oxygen content increasing from 21% to 25%. Zhou et al. 14 delved into an examination of the combustion traits of coal particle under the conditions of different oxygen enrichments. The results revealed that oxygen enrichment significantly increased oxygen utilisation and coal burnout. Specifically, the burnout of coal particle reached 86.29% at an O2 concentration of 24%, marking a notable increase of 13.13% compared to the basic working condition. Nie et al. 15 developed an intricate process model to simulate the impact of enrichment rate of the oxygen variation on the furnace phenomena with an increase in oxygen content from 21% to 100%. It was concluded that the physical and chemical traits indicated a decrease in the softening and melting zone as the levels of oxygen enrichment increased. Also, the heat loss through the reaction was found to increase, but the heat loss from the furnace top gas decreased.
Through investigation and analysis, it can be found that large-size blast furnaces have been operated with high oxygen content and coal injection rate, and predecessors have also researched the influence of the difference in oxygen enrichment rate on the state of the blast furnace. However, it is noteworthy that these studies have predominantly centred around specific oxygen enrichment methods. However, it is imperative to acknowledge the existence of diverse oxygen enrichment methods within iron and steel facilities. These oxygen enrichment methods will have a series of different influences on the temperature and the gas composition in the lower part of the blast, and then change the production process of the blast furnace. Therefore, by combining the original production information of large-size blast furnaces in China, the study establishes a three-dimensional (3D) physical model of a blast furnace with high oxygen enrichment. The study systematically conducts a comprehensive comparative analysis. It investigates the impact of oxygen enrichment rates under the constant air and oxygen enrichment (CAOE) method and reduced air and oxygen enrichment (RAOE) method on coal combustion behaviour, velocity distribution, temperature distribution and gas distribution in the raceway. The findings provide a theoretical basis for iron and steel plants to select the appropriate oxygen enrichment methods and rates. This endeavour furnishes a theoretical foundation to facilitate the selection of oxygen enrichment methods and optimal oxygen enrichment rates for iron and steel plants.
Model descriptions
Based on Fluent software, a 3D model is used to determine the impact of varying oxygen enrichment rates under distinct oxygen enrichment methods on the coal particle burnout, velocity, temperature and gas composition in the furnace caused by gas–solid physical and combustion behaviour. The 3D model primarily includes the coal lance, tuyere, blowpipe and raceway.
Physical model and operating data
Based on the conditions of a 5500 m3 blast furnace in China, a study was carried out. Figure 1 shows the 3D physical model, which mainly includes coal lance, tuyere, blowpipe and raceway in the blast furnace. Coal particles, along with nitrogen serving as a carrier gas, are introduced into the tuyere through the lance, while the blast is injected into the blast furnace via the blowpipe. The lance diameter used in the model is 16 mm, and the angle between the centre line of the lance and the centre line of the blowpipe is 8.7°. And the distance from the outlet of the coal lance to the end of the blowpipe is 440 mm. The tuyere diameter of the blast furnace is 130 mm, the length of the tuyere is 700 mm, and the inclination angle of the tuyere is 3°. The depth of the raceway is calculated to be 2.21 m, which is close to the data provided by the iron and steel plant. In the research, the effect of the oxygen enrichment rates under different injection methods on the flow and combustion features of gas and solid are focused on and the raceway shape is maintained unchanged. Table 1 lists the real operating data of the blast furnace.
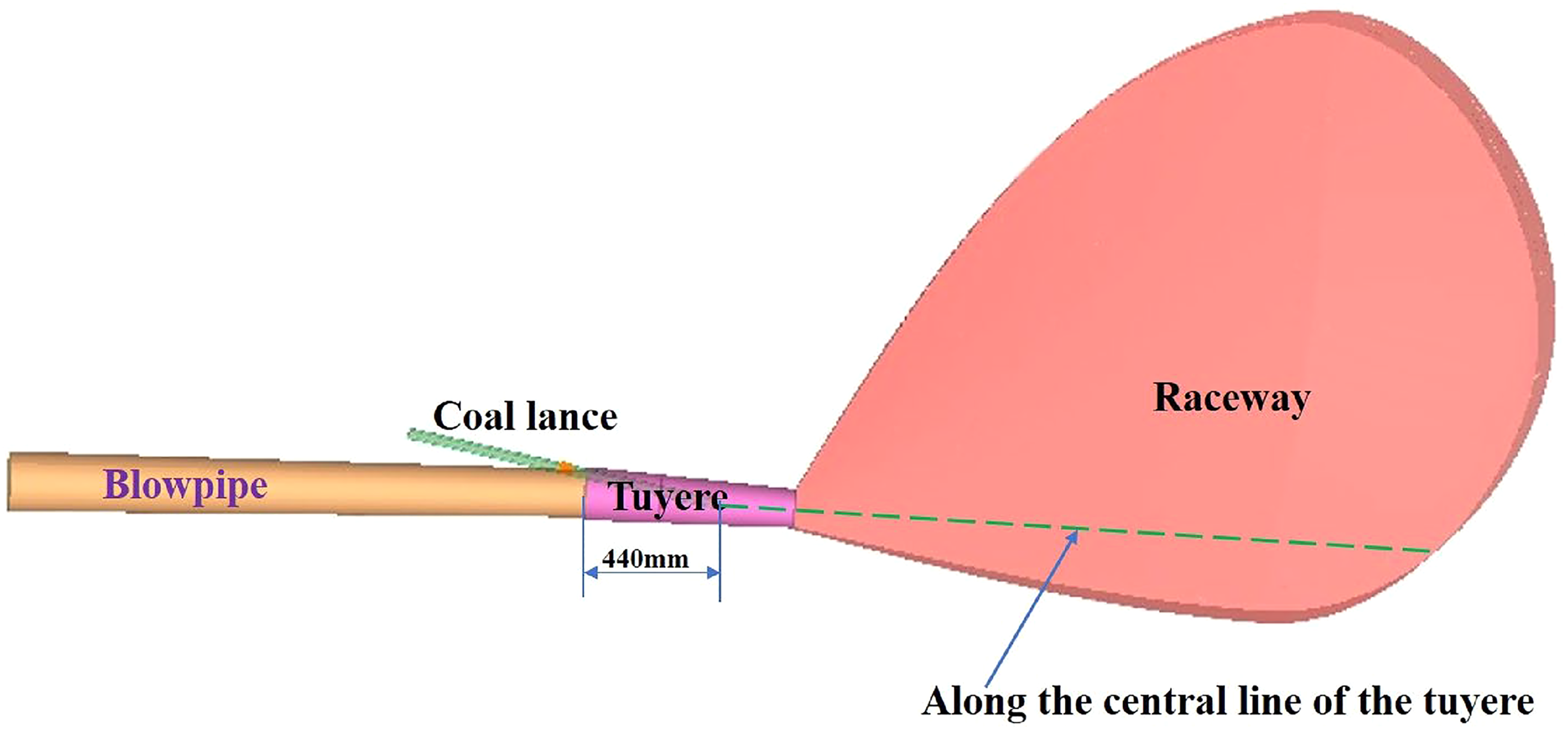
Three-dimensional (3D) physical model.
Real operating data of blast furnace.
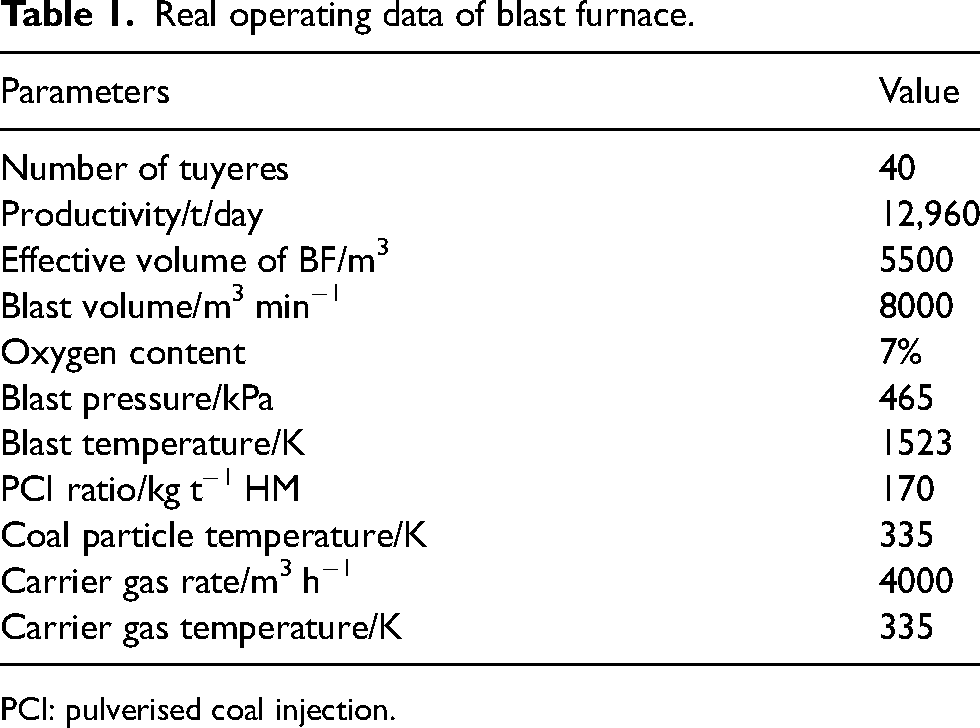
PCI: pulverised coal injection.
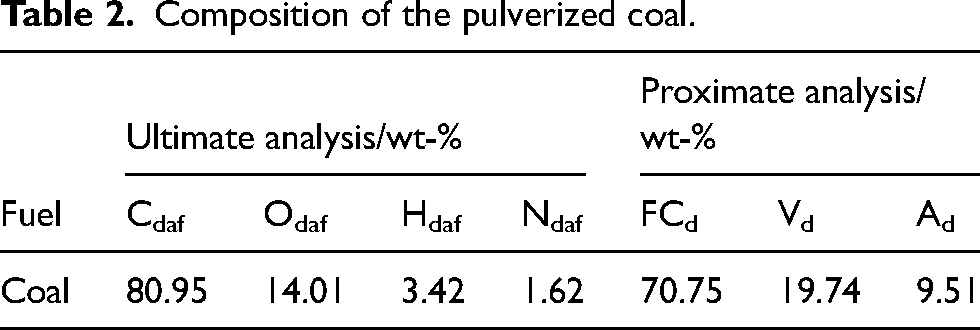
In the model, the particle size of the pulverised coal used is subject to Rosin–Rammler distribution, and the average diameter of the pulverised coal is 60 μm. The specific composition is obtained through proximate analysis and ultimate analysis, and the composition of the pulverised coal is shown in Table 2.
Composition of the pulverized coal.
Fundamental equations
The Euler–Lagrange method is used to determine the solution of the model, and the 3D Reynolds-averaged Navier–Stokes formulae for the consecutive phase (i.e. gas phase) are solved under the Euler framework, and the k–ε turbulence formula is used to depict the gas turbulent flow.
16
In the formula,
Detailed governing formulas for gas and solid phases.
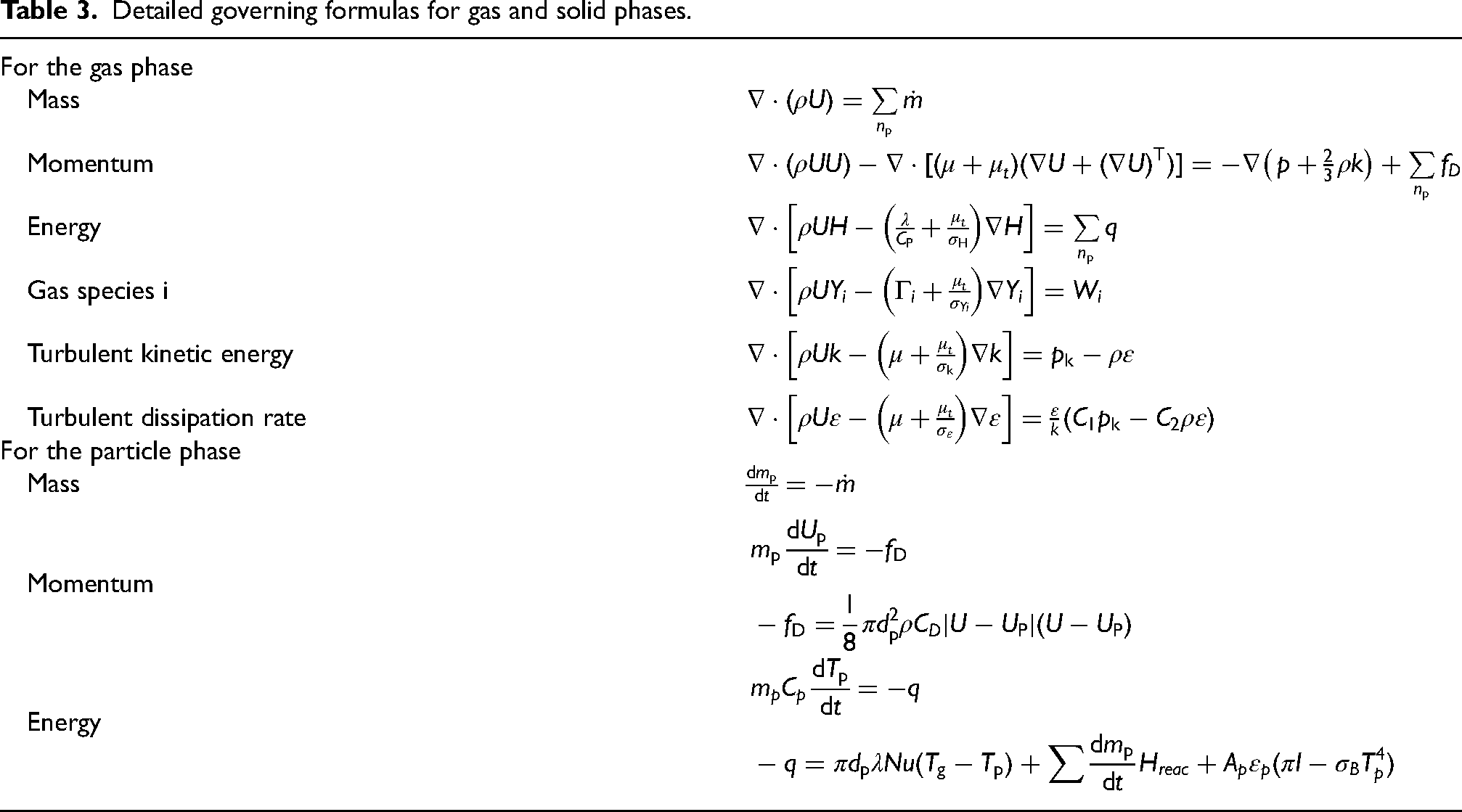
The temperature variation of pulverised coal is affected by three processes: convection heat transfer, latent heat transfer and radiation heat transfer.
18
The convective heat transfer coefficient 






Chemical reactions process
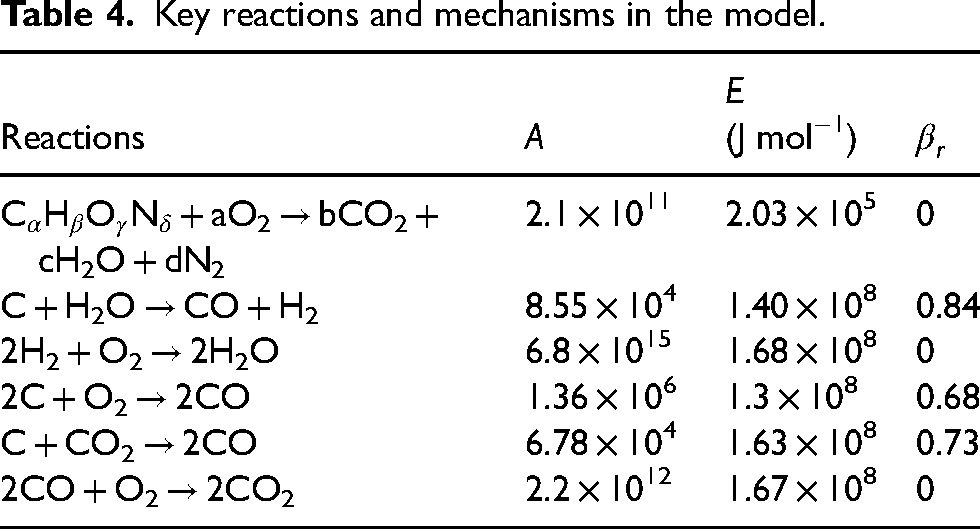
The combustion process of coal particles is composed of multiple interactive steps. The main reactions involved in the research include the devolatilisation of pulverised coal, combustion of volatile, oxidation and gasification of residual carbon, as shown in Table 4. 22
Key reactions and mechanisms in the model.
Volatiles (
Moreover, the chemical reaction rates k1 and k2 of the two reactions are determined by using the Arrhenius equation:

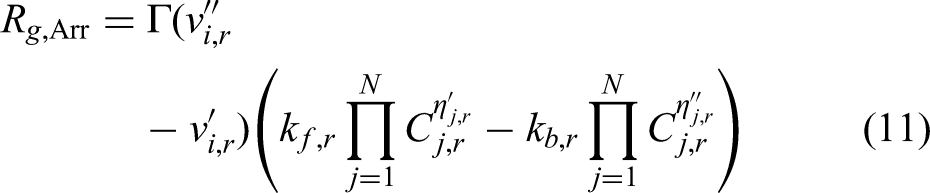
The combustion procedure of gases, encompassing volatile, H2 and CO, is simulated by employing the finite rate/eddy dissipation method. Furthermore, the total reaction rate is the minimum value of the reaction rate (



Results and discussion
For the purpose of elucidating the impact of various oxygen enrichment methods on the lower section of the furnace, a comprehensive analysis is conducted. This analysis encompasses the examination of the flow distribution, temperature distribution, the mole fraction distribution of gases distribution, as well as the behaviour of particles within the raceway. Specifically, the study investigates these parameters under different oxygen enrichment rates of the CAOE and RAOE methods, spanning from 5% to 12%. In the research, the changes in air volume, oxygen enrichment volume, and blast volume when the CAOE and RAOE methods are used are shown in Table 5.
Changes in parameters.
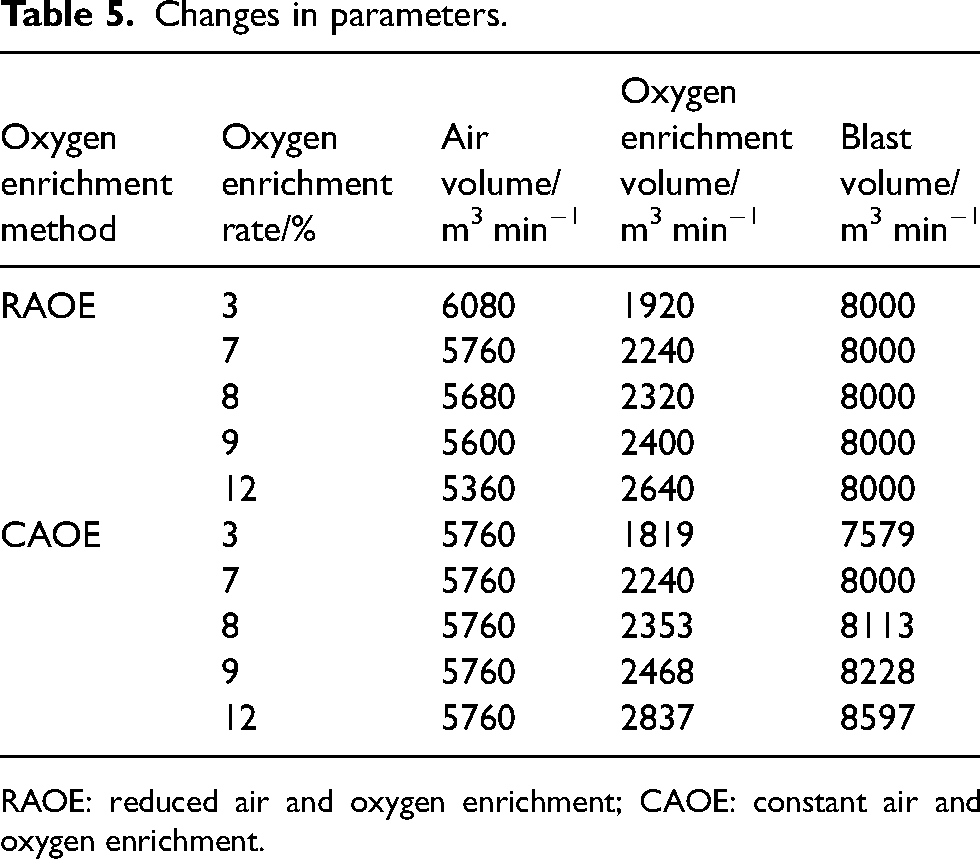
RAOE: reduced air and oxygen enrichment; CAOE: constant air and oxygen enrichment.
Model validation
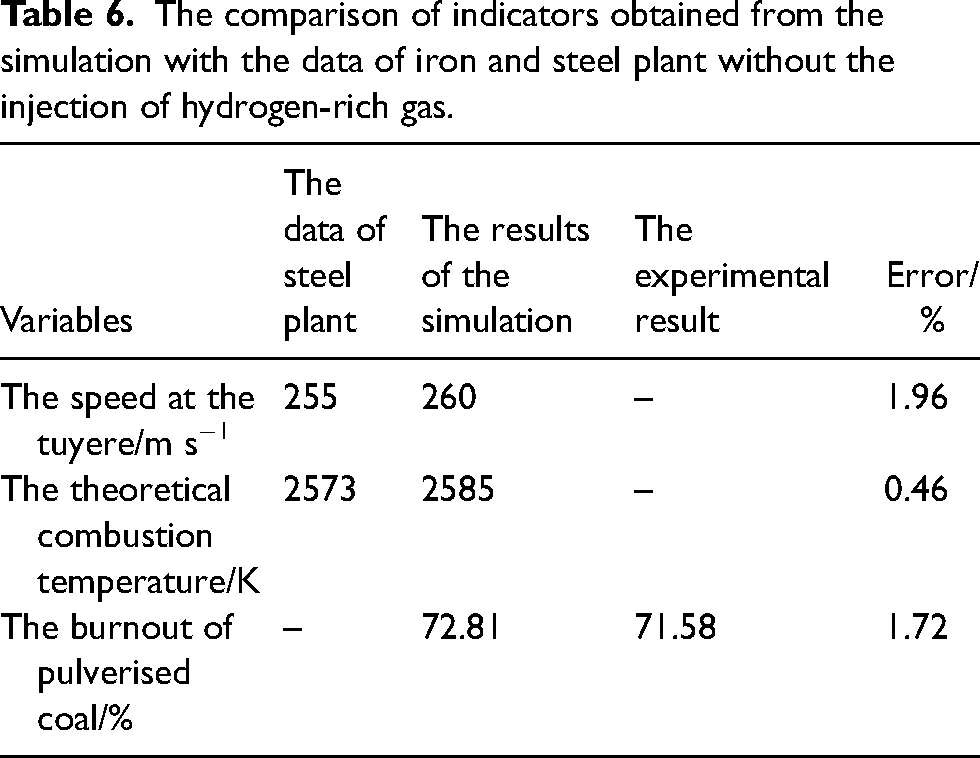
Before commencing the research, the pulverised coal combustion characteristics and inner states within the tuyere and raceway under the fundamental working conditions are simulated. The theoretical combustion temperature and the speed at the tuyere obtained from the blast furnace are compared with the simulated results. The outcomes of this comparative analysis are detailed in Table 6. Then the burnout of the coal used in the blast furnace is measured by the experimental method using the pulverised coal combustion simulation device and also compared with the simulated burnout, as shown in Table 6. The data errors are found to be <2.0%. Thus, the model is used for research.
The comparison of indicators obtained from the simulation with the data of iron and steel plant without the injection of hydrogen-rich gas.
Phenomena in basic working conditions
In conjunction with the actual working parameters delineated in Table 1, a specific set of standard working conditions has been chosen to simulate the particle reaction process. These standard working conditions encompass an oxygen enrichment rate of 7% in the blast, the utilisation of a single coal lance insertion for pulverised coal injection, and a configuration where the end of the coal lance is on the central line of the tuyere. The primary objective is to study the flow of gas–solid two phases, gas phase temperature, gas distribution and the characteristics of the coal particle chemical reaction process in the furnace under the standard working conditions.
Gas–solid two-phase flow distribution
The gas phase velocity distribution of the central plane of the physical model is depicted in Figure 2. When the blast with oxygen enrichment and high temperature enters the furnace from the blowpipe, the blast is squeezed because of the presence of the coal lance, leading to a modest augmentation in gas velocity within this region. Then the gas velocity increases and reaches a maximum due to the decrease in the tuyere diameter. 25 By calculation, the velocity of the blast through the tuyere is 260 m s−1. The space suddenly undergoes a sudden expansion during the blast entering the raceway, engendering a gradual attenuation in gas velocity. Nonetheless, the gas continues to move towards the inside of the raceway along the orientation of the tuyere. And the flow of gas in the tuyere and raceway can be divided into two main sections: higher-speed flow and recirculation.
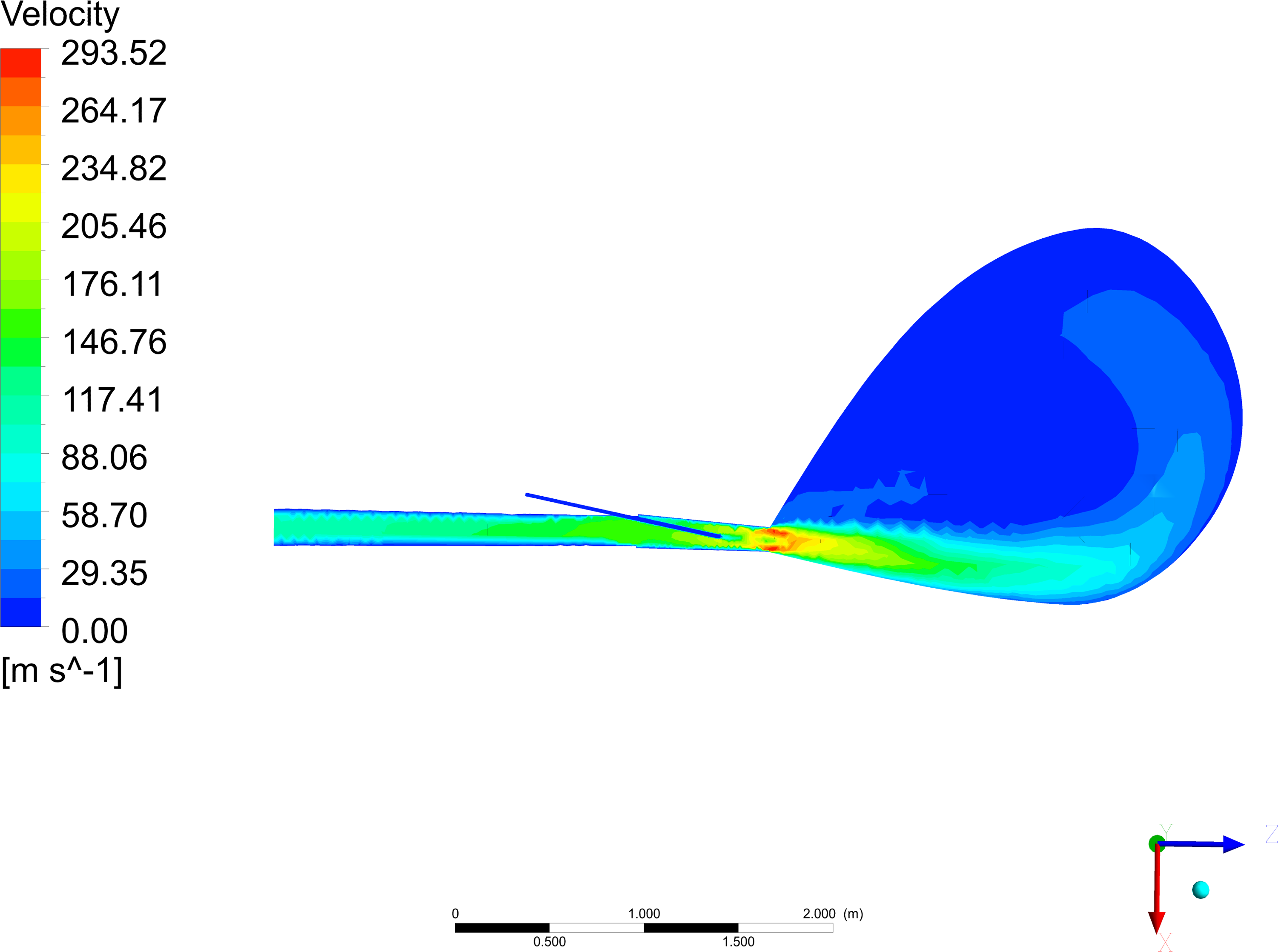
Gas phase velocity distribution under basic working conditions.
Temperature distribution
During the injection process of particles, the coal comes out of the coal lance and undergoes a continuous heat exchange with the surrounding high-temperature gas, releasing heat through a series of physicochemical processes, thereby increasing the temperature of the raceway. Figure 3 splendidly illustrates the temperature variation of the gas on the central section, Figure 4 reveals the temperature of the gas change curve along the central line of the tuyere.
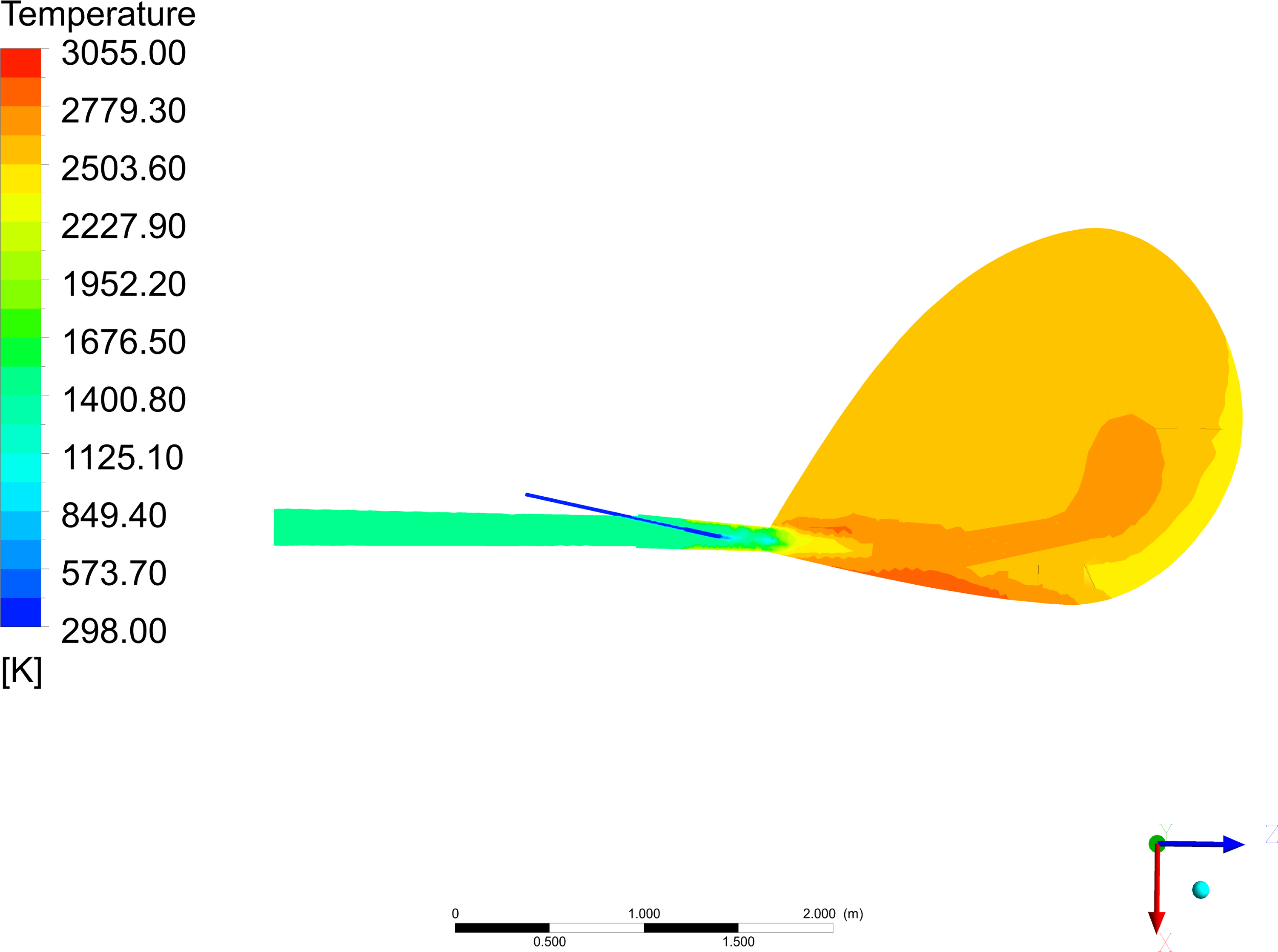
Temperature distribution of gas phase on central section.
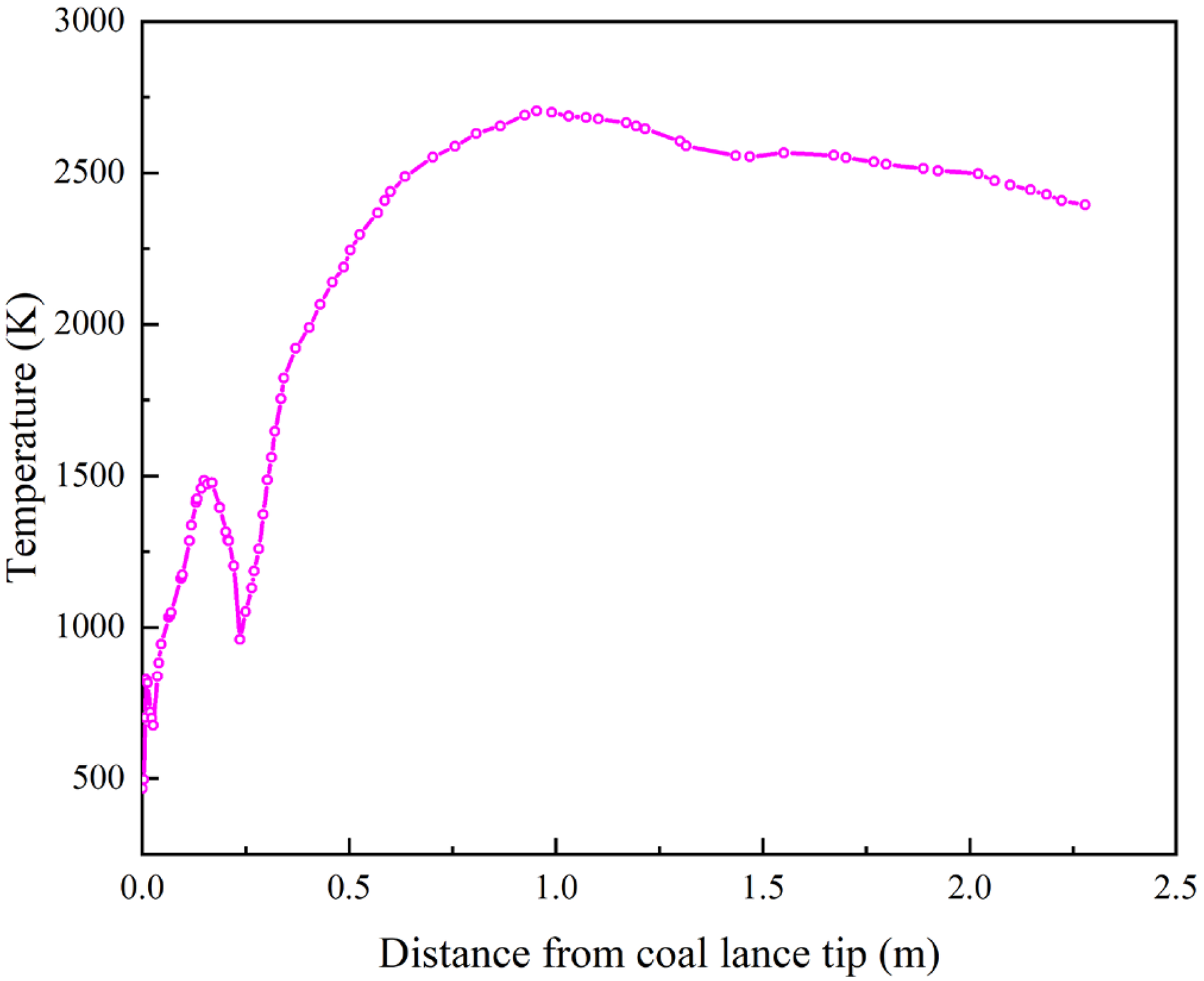
Variety of gas temperature of the central line of the tuyere.
Pulverised coal, carrier gas and high-temperature blast are mixed in the tuyere, the coal is preheated by the surrounding gas and the process of releasing volatiles from coal powder needs to absorb part of the heat owing to the substantial disparity in temperature between the blast and the coal, as well as the carrier gas, resulting in a low temperature in a certain area in the tuyere after the coal powder leaves the coal lance, as elucidated in prior research. 26 Additionally, it can be seen in the figure that around the particle plume, the coal particle is more easily decomposed by the blast heating and has more full contact with the oxygen in the blast, so the pulverised coal combusts violently in this area. As the heat is continuously propagated towards the centre of the pulverised coal plume, the pulverised coal begins to combust at the centre, and the maximum temperature obtained can reach more than 2500 K.
Nonetheless, there exists a notable disparity in temperature across various locations. The higher temperature zone is principally distributed in the middle and lower of the raceway, while the upstream of the raceway temperature is relatively low. The underlying factors contributing to these observed phenomena can be delineated as follows: in the tuyere and the upstream area of the raceway, the coal preheating and devolatilisation process will absorb heat, and the temperature of the gas is low. The gas velocity decreases, and volatiles and residual carbon combust with the gas entering the raceway, so the high-temperature area appears, which is the combustion zone. Furthermore, it is discernible from the illustration that the temperature in the raceway is not evenly distributed spatially, which corresponds to the gas velocity distribution.
It can be obtained in the curve that the variation of gas temperature is specifically manifested as the temperature of the gas gradually increases due to the heat exchange between the blast around the pulverised coal plume and the gas in the coal plume when the distance from the lance is 0–0.17 m. Then the pulverised coal undergoes devolatilisation, which is an endothermic process, so that the temperature of the gas is reduced at a distance of 0.17–0.24 m from the coal lance outlet. And the volatiles and carbon generated react violently with the oxygen in the surrounding blast to generate gases such as CO2 and produce a great deal of heat, and the exothermic reactions generate the high-temperature area. This stage is manifested by a rapid rise in temperature between 0.24 and 0.95 m, as visually depicted in Figure 4. When the distance is more than 0.95 m, the temperature tends to decrease due to the limited oxygen content and the gasification reaction of residual carbon.
Gas component distribution
Oxygen (O2) content is notably more abundant within the tuyere and upstream section of the raceway, the produced volatile and carbon react with the oxygen in the blast, mainly to generate carbon dioxide, as illustrated in Figure 5, which leads to oxygen in the raceway has been consumed. More and more pulverised coal is heated and combusts with the distance from the tuyere are larger, resulting in both oxygen consumption and the production of CO2 and H2O, CO and H2 components are generated very little at an early stage. Mainly due to the high concentration of O2 in the blast at the initial stage of particle combustion in the coal injection process, and the combustion products are mainly CO2 and H2O. The gasification reactions take place within the raceway, contributing to the generation of a certain amount of CO and H2.
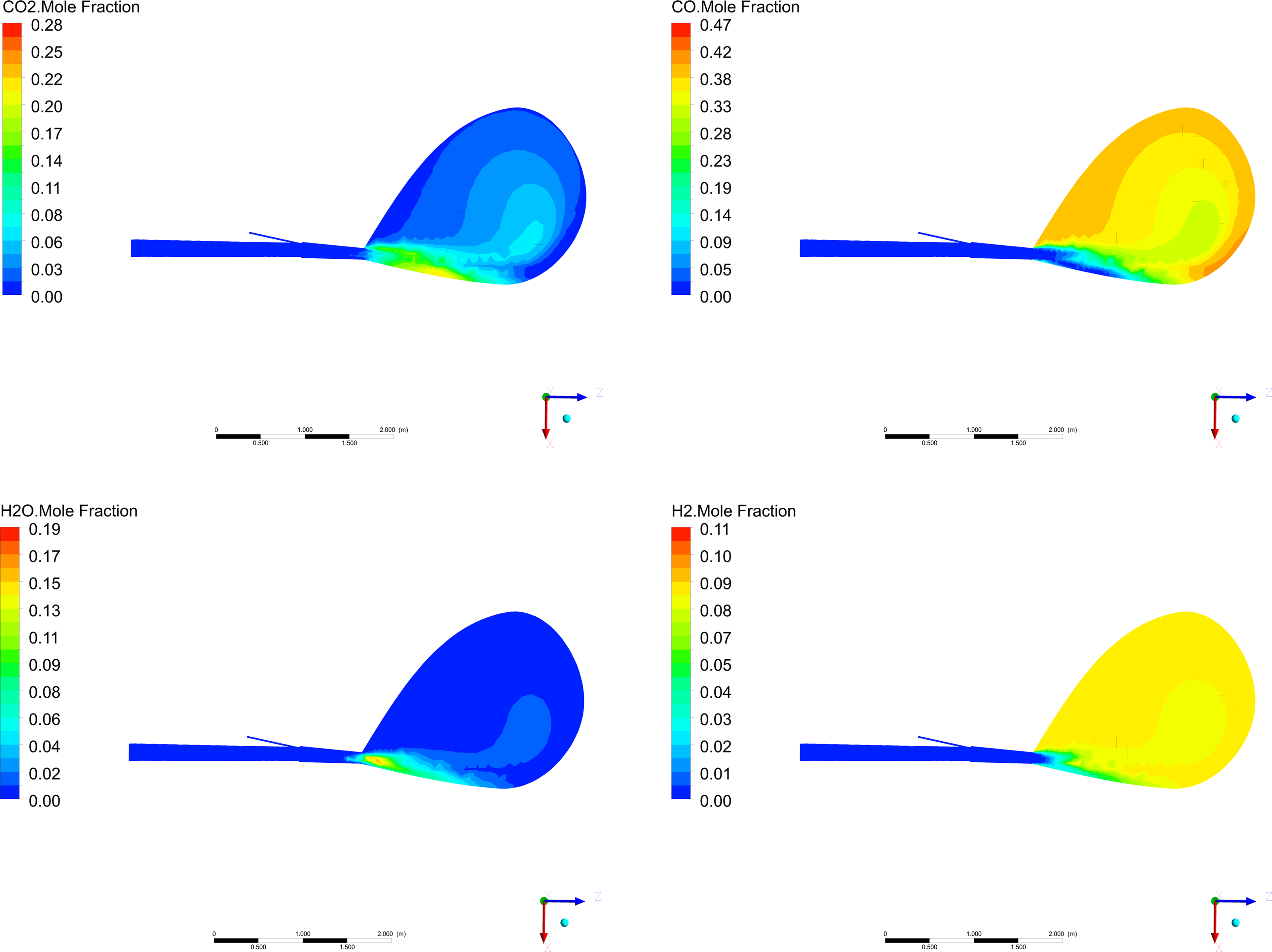
Gas component distribution of CO2, CO, H2O and H2 on the central line of the tuyere.
Figure 6 shows a comprehensive representation of fluctuations in CO2, O2, CO, H2O and H2 content on the central line of the tuyere. Due to the relatively sufficient O2 at the tuyere and the full combustion of coal particles, the CO2 and H2O contents reach the maximum values of 15.06% and 16.72% at about 0.81 and 0.43 m from the tip of the lance, respectively. At 0.95 m from the tip of the lance, oxygen has been nearly depleted, and CO and H2 content are increasing, peaking at 39.65% and 9.12% at the exit of the raceway.
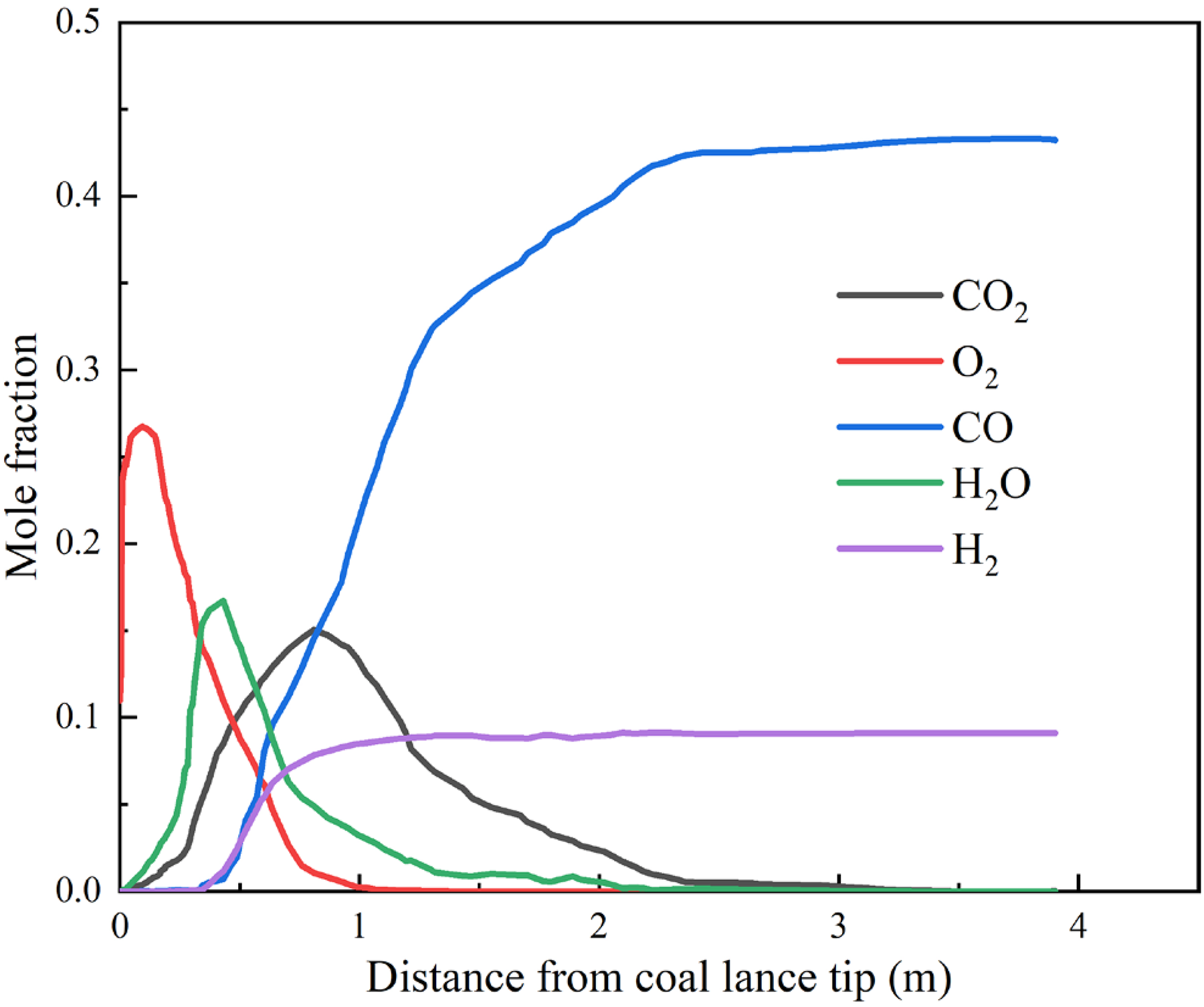
Changes of CO2, O2, CO, H2O and H2 content on the central line of the tuyere.
Burnout distribution
In order to gain a deeper insight into the reaction characteristics of coal particles, the evolution of coal burnout when the mole fraction of the oxygen in the blowpipe is 28%, as elucidated in Figure 7. The combustion process of the particle is mainly divided into four stages: this initial phase primarily constitutes the particle heating stage, and the volatile components are very small, the burnout of pulverised coal has almost no change. Stage 2 is the rapid growth stage of pulverised coal burnout. At this stage, the combustion reaction of volatiles and residual carbon is more intense, and the burnout increases rapidly. Stage 3 is the stage of a gradual increment in coal burnout, the reaction in the raceway changes from a gas reaction to a solid reaction, thus the combustion reaction rate of coal is slow at this stage. It has been ascertained that the burnout of pulverised coal at the exit of the raceway is 72.81% through calculations.
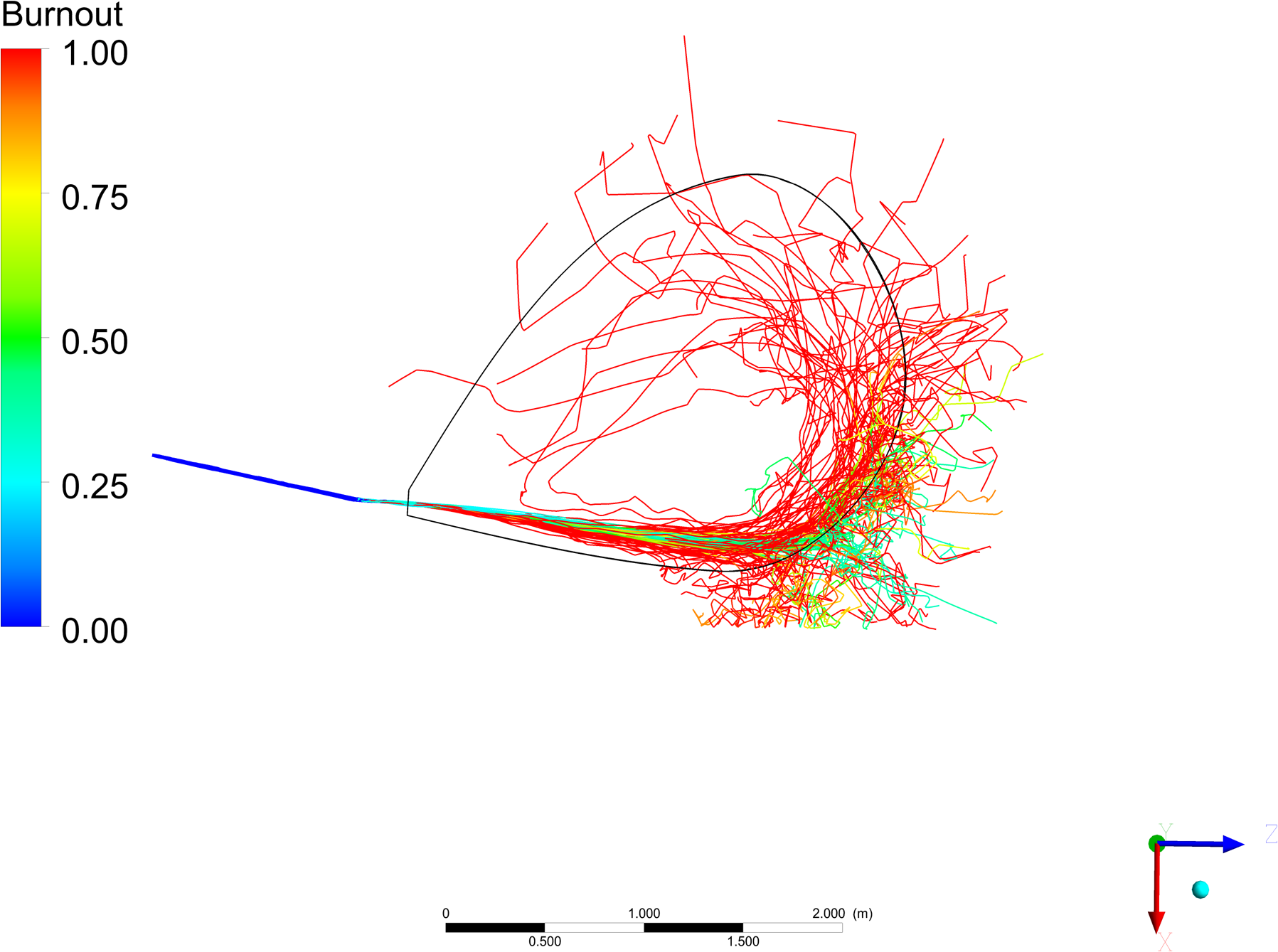
Changes in pulverized coal burnout.
Influence of oxygen enrichment rate on raceway states under RAOE condition
Under the specified conditions, which include a blast temperature of 1523 K, a coal ratio of 170 kg t−1, a blast volume of 8000 m3 min−1, and the enrichment rate of the oxygen is 3%, 7%, 8%, 9%, and 12%, respectively, the calculation is conducted to compare and analyse the distinction of the volume fraction of oxygen change on the states in the raceway under the condition of RAOE.
Figure 8 vividly illustrates the fluctuations in gas velocity under the varying conditions of oxygen enrichment. The total blast volume remains constant under the condition of RAOE, and the speed of the blast in the blowpipe remains unchanged. When the oxygen concentration gradually increases, the speed of gas that passes through the tuyere lightly increases. Specifically, as the oxygen enrichment rate is 3%, 7%, 8%, 9%, and 12%, the speed at the tuyere attains values of 256.91, 259.69, 261.37, 262.47, and 263.96 m s−1, respectively. This can be attributed to the elevation of the oxygen enrichment rate, which in turn intensifies the combustion of volatile in the tuyere. As a result, the gas volume increases, and the speed through the tuyere increases slightly. It could be concluded from Figure 8 that the gas speed at the exit of the raceway rises slightly.
Change of gas velocity under the condition of reduced air and oxygen enrichment (RAOE).
Figure 9 shows the gas phase temperature variation curve along the central line of the tuyere. It can be seen from the curve that the temperature in the raceway increases after the oxygen content increases, 27 and the temperature at the same position along the central line of the tuyere increases when the distance from the lance is more than 0.24 m. It is evident that when the oxygen enrichment rate is elevated, the volatiles are exposed to a higher concentration of oxygen. This heightened oxygen concentration significantly facilitates the reaction of volatiles, enabling them to combust more efficiently and vigorously. The combustion temperature is higher, and the higher temperature is beneficial to the subsequent combustion of residual carbon. Therefore, it becomes apparent that with the enrichment rate of the oxygen constantly increasing, the temperature in the tuyere and raceway has a trend of increasing.
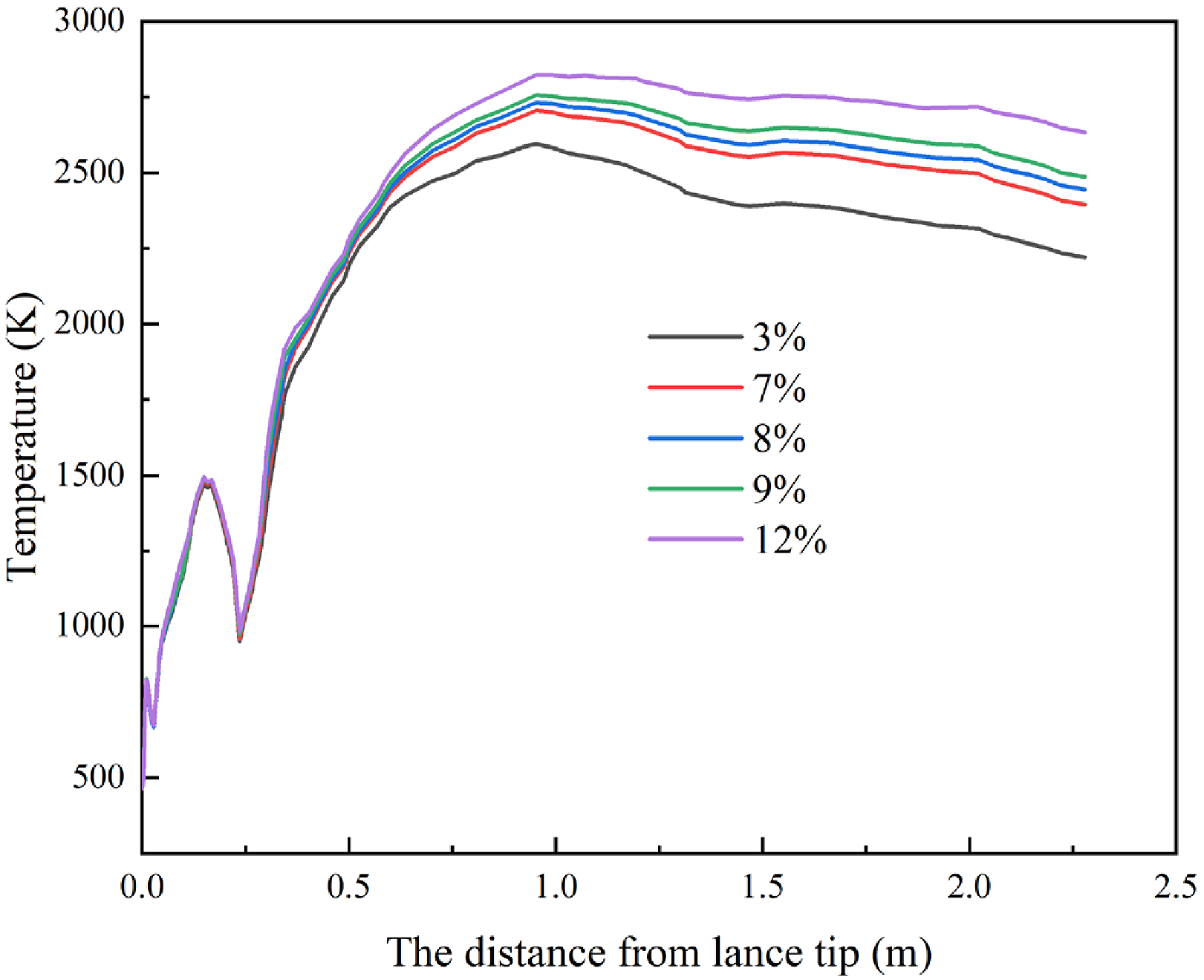
Variation curve of gas phase temperature along the central line of the tuyere under the condition of reduced air and oxygen enrichment (RAOE).
Figure 10 portrays the variation in the maximum temperature along the central line of the tuyere and the average temperature of the raceway as the enrichment rate of the oxygen changes. For oxygen enrichment rates of 3%, 7%, 8%, 9% and 12%, the maximum temperature along the central line of the tuyere is 2593.47, 2703.99, 2730.98, 2755.52 and 2823.33 K, respectively. When the concentration of oxygen increases by 1%, the maximum temperature increases by about 24.46 K. The average temperature of the raceway changes obviously, it exhibits a substantial increase of approximately 45 K for every 1% increase in oxygen concentration. Under the condition of RAOE, as the oxygen concentration increases, the maximum temperature along the central line of the tuyere and the average temperature of the raceway both increase, 28 but the increasing speed decreases.
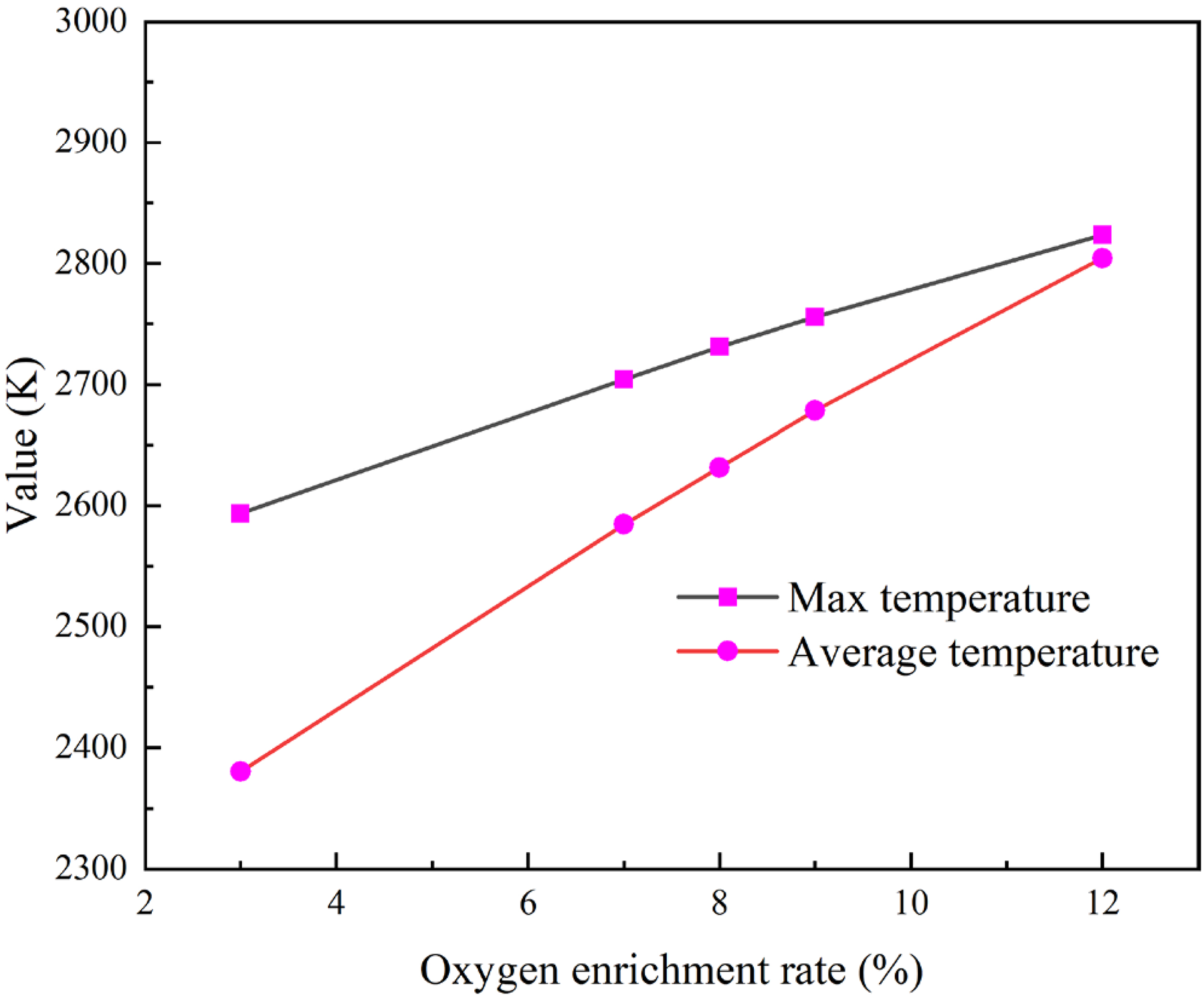
Maximum temperature along the central line of the tuyere and average temperature of the raceway at different oxygen enrichment rates.
Figure 11 shows a visual representation of the distribution of CO2, CO, H2O and H2 in the low section of the furnace under different oxygen enrichment rates. Meanwhile, the curves in Figure 12 delineate the mole fraction of each gas component under different oxygen enrichment rates. As can be drawn from Figure 12, after the increase of oxygen enrichment rate, the volume fraction of the oxygen in the central line of the tuyere increases, which promotes the reaction of pulverised coal. When the coal ratio remains constant, an examination reveals that as the enrichment rate of the oxygen is 3% and 12%, there is minimal disparity in oxygen content at a distance of 0.95 m.
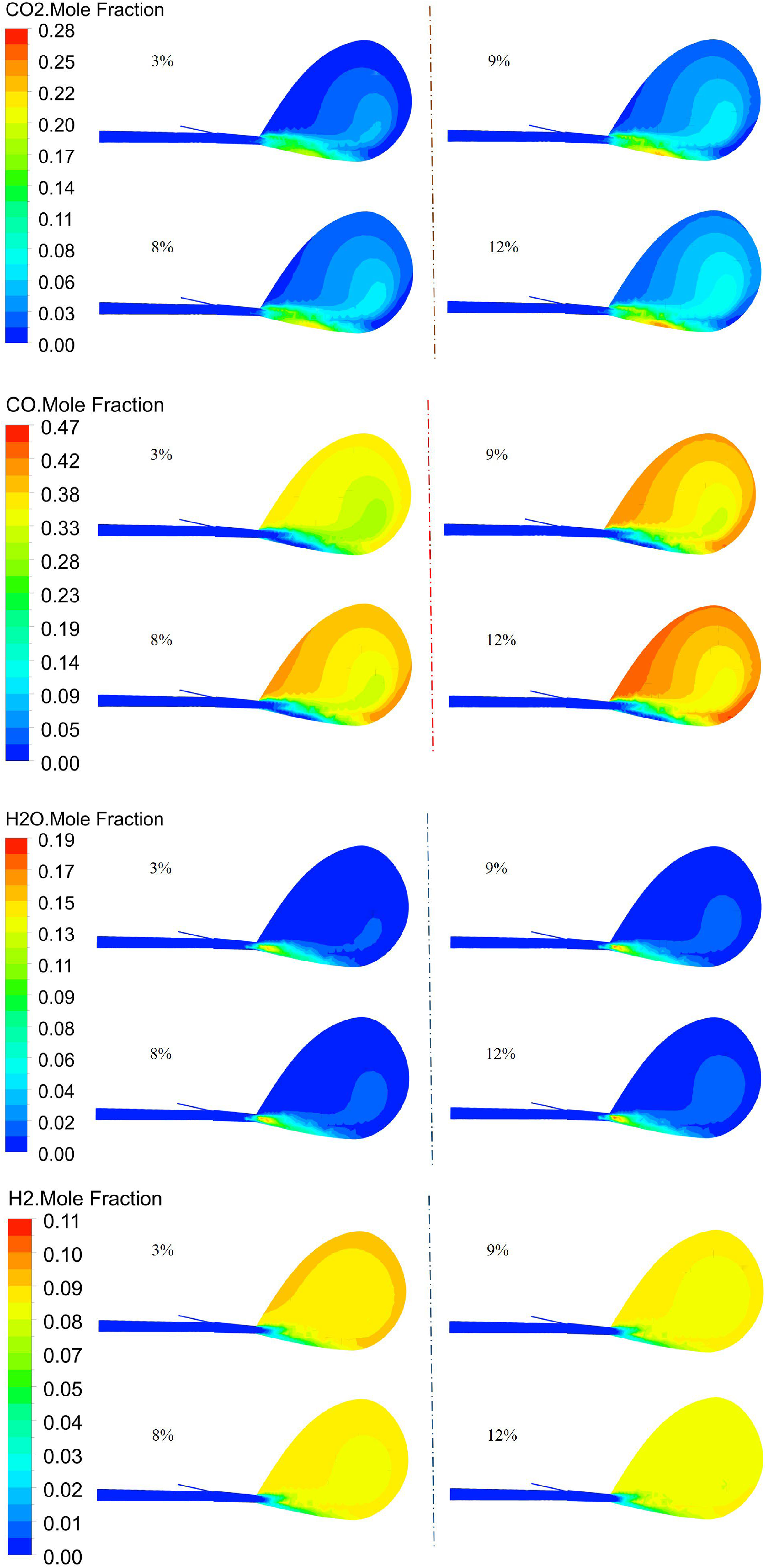
Gas distribution in the lower section of the furnace under different oxygen enrichment rates.
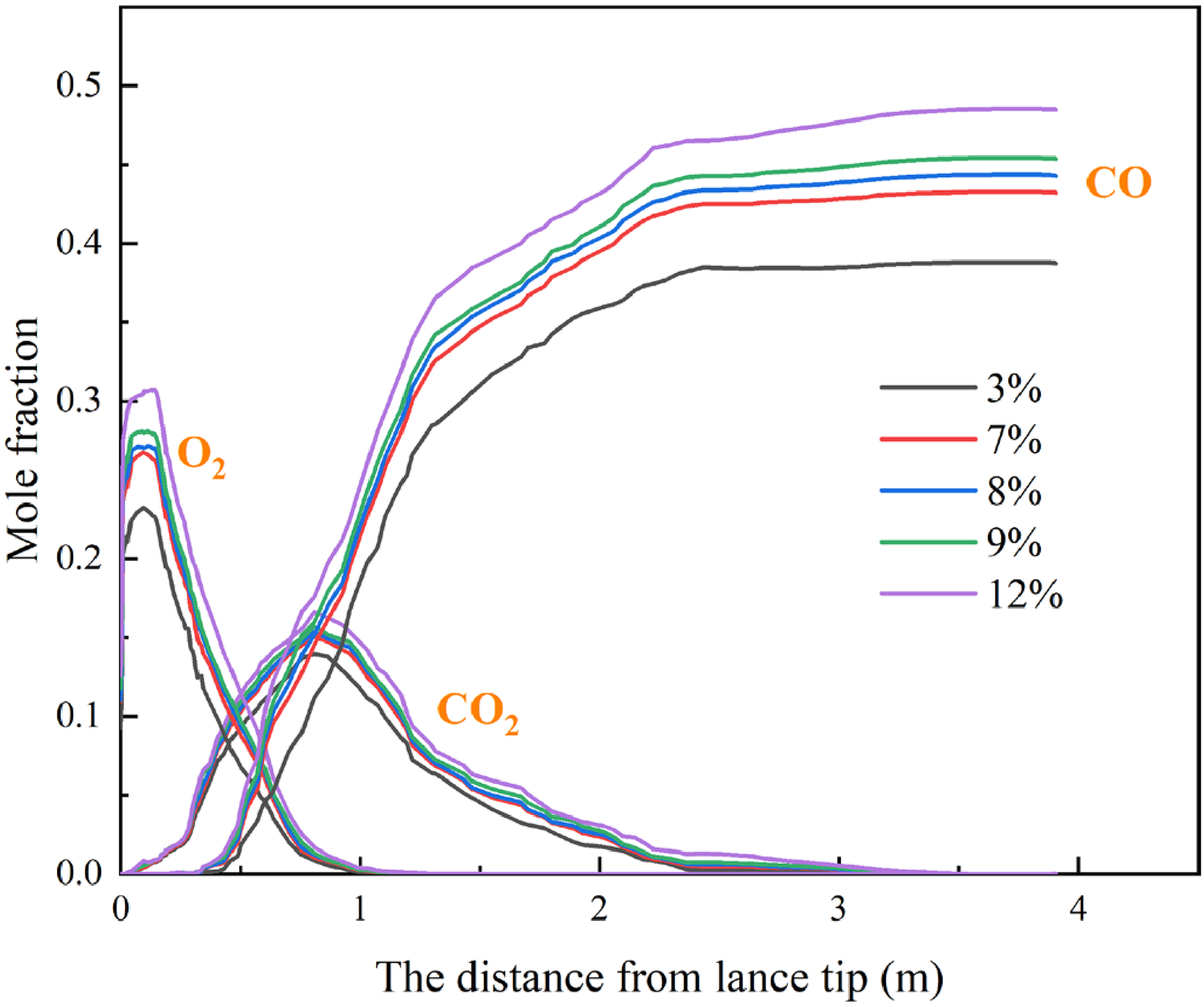
Variation curves of CO2, O2 and CO contents along the central line of the tuyere with the change of oxygen enrichment rate.
As the content of the oxygen increases gradually, the content of CO2 along the central line of the tuyere in the upstream of the raceway increases gradually, and an increase in the oxygen enrichment rate facilitates and enhances the coal particle combustion. With the increasing oxygen content, the content of CO along the central line of the tuyere and the CO content in the raceway increase. Higher temperature and CO2 content promote the formation of CO. Figure 13 reveals the variation trend of reduced gas content under RAOE conditions. The figure shows that when the enrichment rate of the oxygen gradually increases from 3% to 12%, the CO content at the outlet of the raceway increases from 36.00% to 44.76%, and the CO content in the raceway changes from 32.38% to 39.03%. As the rate of oxygen enrichment escalates, the molar fraction of CO within the gas of the raceway experiences a concomitant augmentation. Because the combustion of pulverised coal is enhanced with the progressive intensification of the oxygen enrichment rate, yielding a proportional enhancement in the molar fraction of the gas within the raceway. In addition, an increase in the oxygen enrichment rate reduces the volume of N2 in the blast under RAOE conditions. Consequently, it is observed that the mole fraction of CO increases both at the exit of the raceway and within the raceway.
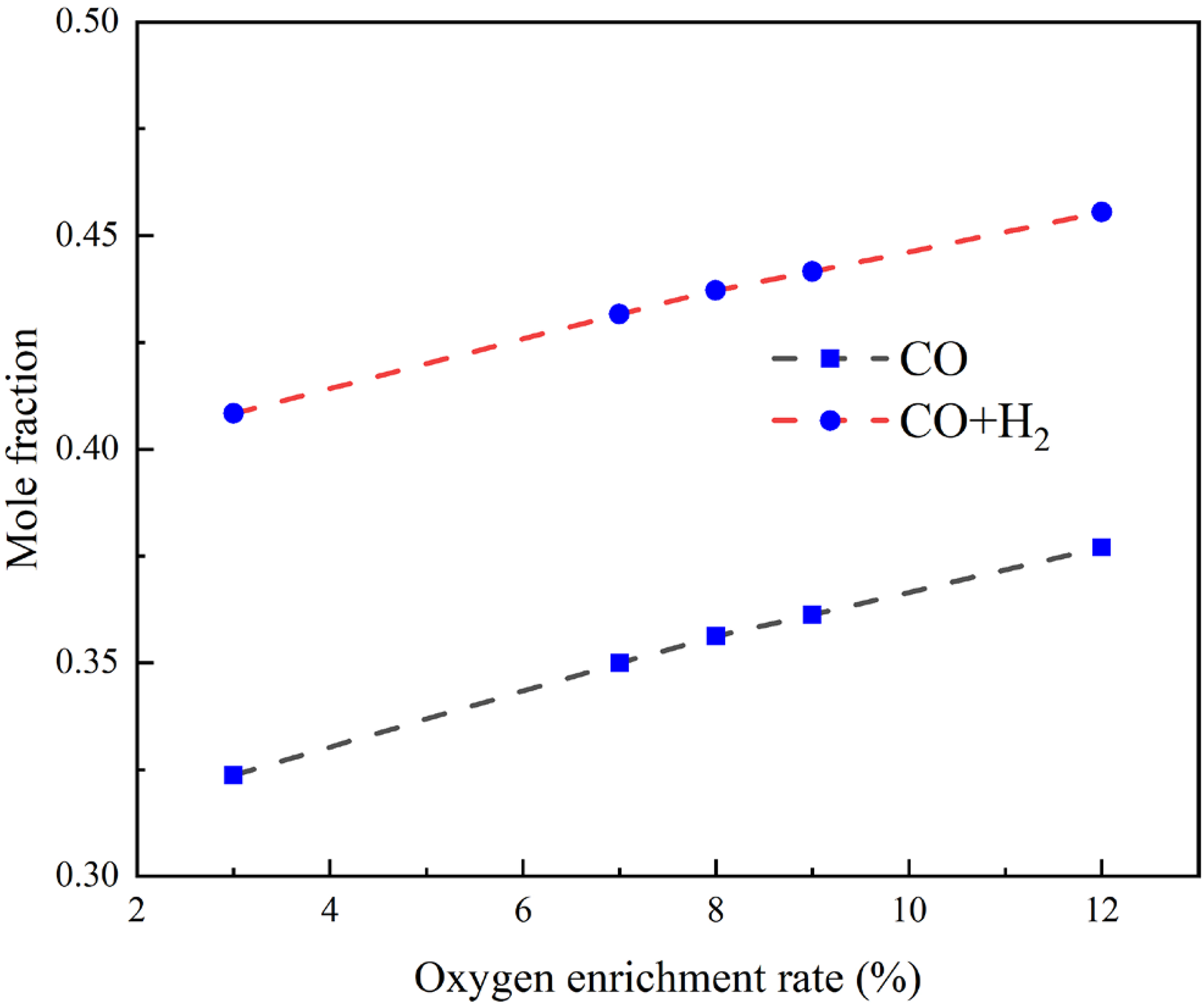
Reduction of gas content.
The burnout of pulverised coal at the exit of the raceway as the oxygen enrichment rate escalates from 3% to 12% is illustrated in Figure 14. Increasing the enrichment rate of the oxygen could enhance the burnout of coal particles. 29 The elevation in oxygen enrichment rate promotes the combustion of pulverised coal. It can be attained from the results that as the enrichment rate of the oxygen increases from 3% to 12%, the burnout correspondingly rises to 66.88%, 72.81%, 74.57%, 76.15%, and ultimately 78.95%. From 66.88% to 78.95%, an increase of 12.07%. The particle burnout increases with the increasing enrichment rate, but the increase rate gradually slows down. 30
Burnout of coal particle at the exit of the raceway.
Influence of the oxygen enrichment rate on raceway states under CAOE conditions
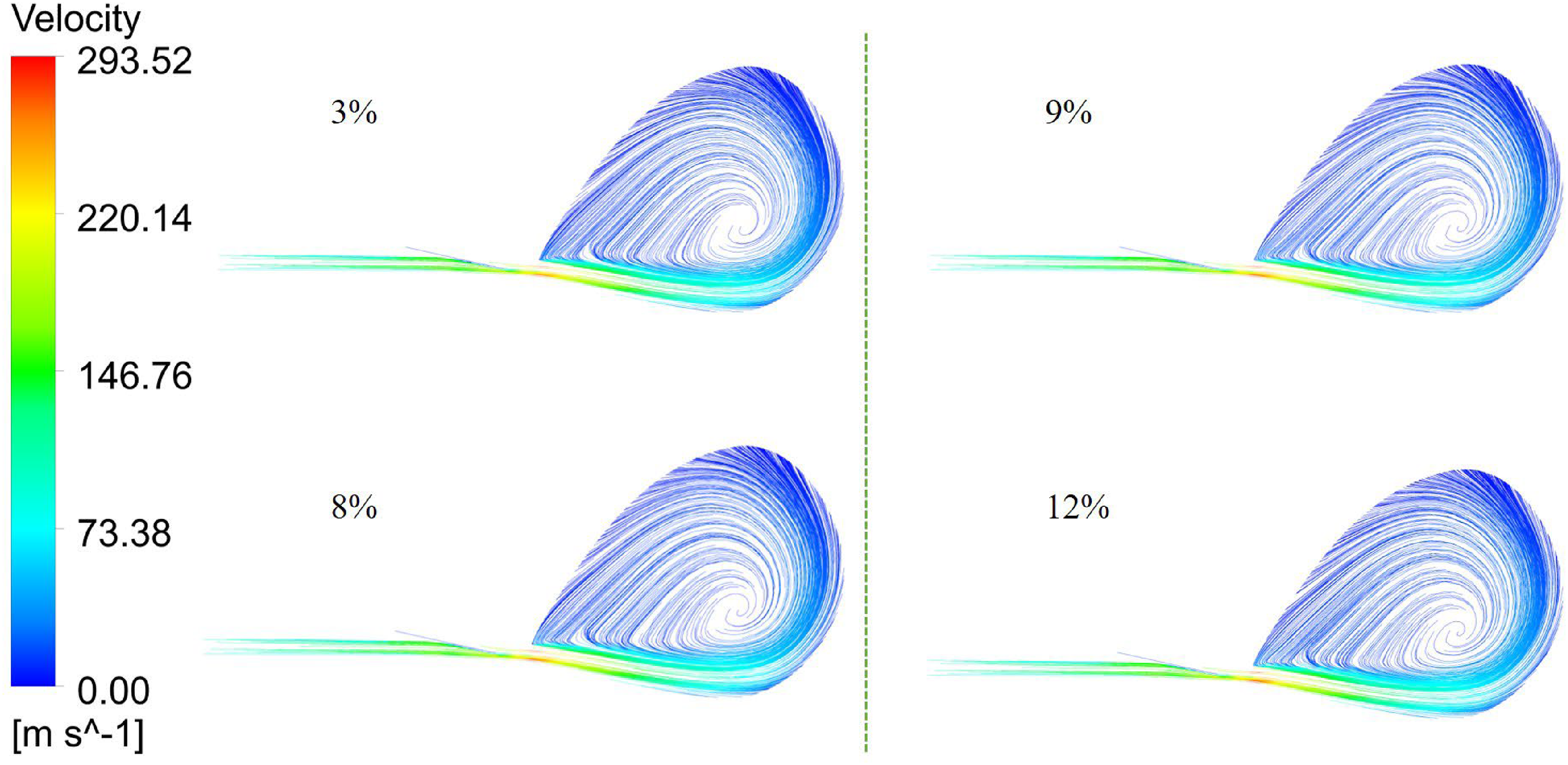
Under the premise that other operating conditions, such as the temperature of the blast, remain constant, the volume of the blast and oxygen enrichment rate is changed to investigate the impact of oxygen enrichment rate on the coal particle combustion process. The oxygen enrichment rates are 3%, 7%, 8%, 9% and 12%, respectively, the velocity changes at the tuyere under different oxygen enrichment rates are obtained, as revealed in Figure 15. The calculation results indicate that the gas velocity at the tuyere changes more obviously after the oxygen enrichment rate changes in the operation of CAOE than in the operation of RAOE. When the blast furnace applies higher oxygen enrichment in the operation of CAOE with smelting, the gas velocity at the tuyere is higher. It facilitates improved penetration through the furnace hearth and promotes efficient smelting in the blast furnace.
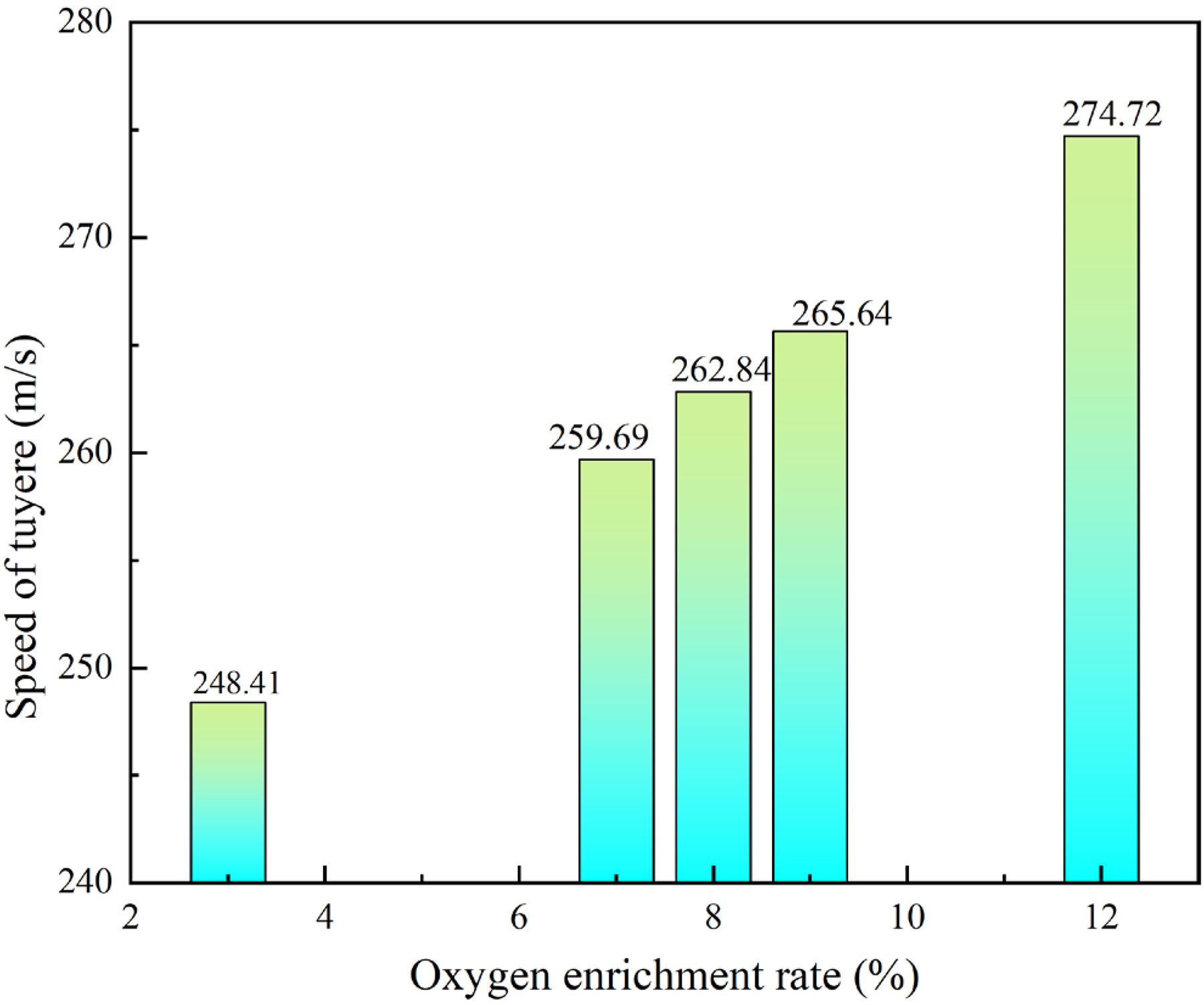
Velocity varying at the tuyere under different enrichment rates.
To gain a deeper understanding of the impact of oxygen enrichment rate change on the lower state of the furnace when the enrichment rate of the oxygen changes, the temperature variation in the raceway of the furnace when the mole fraction of the oxygen changes is investigated. Figure 16 presents the temperature fluctuations along the central line of the tuyere. Table 7 provides computed values for the maximum temperature of the particle plume and the temperature change in the raceway across different operational conditions.
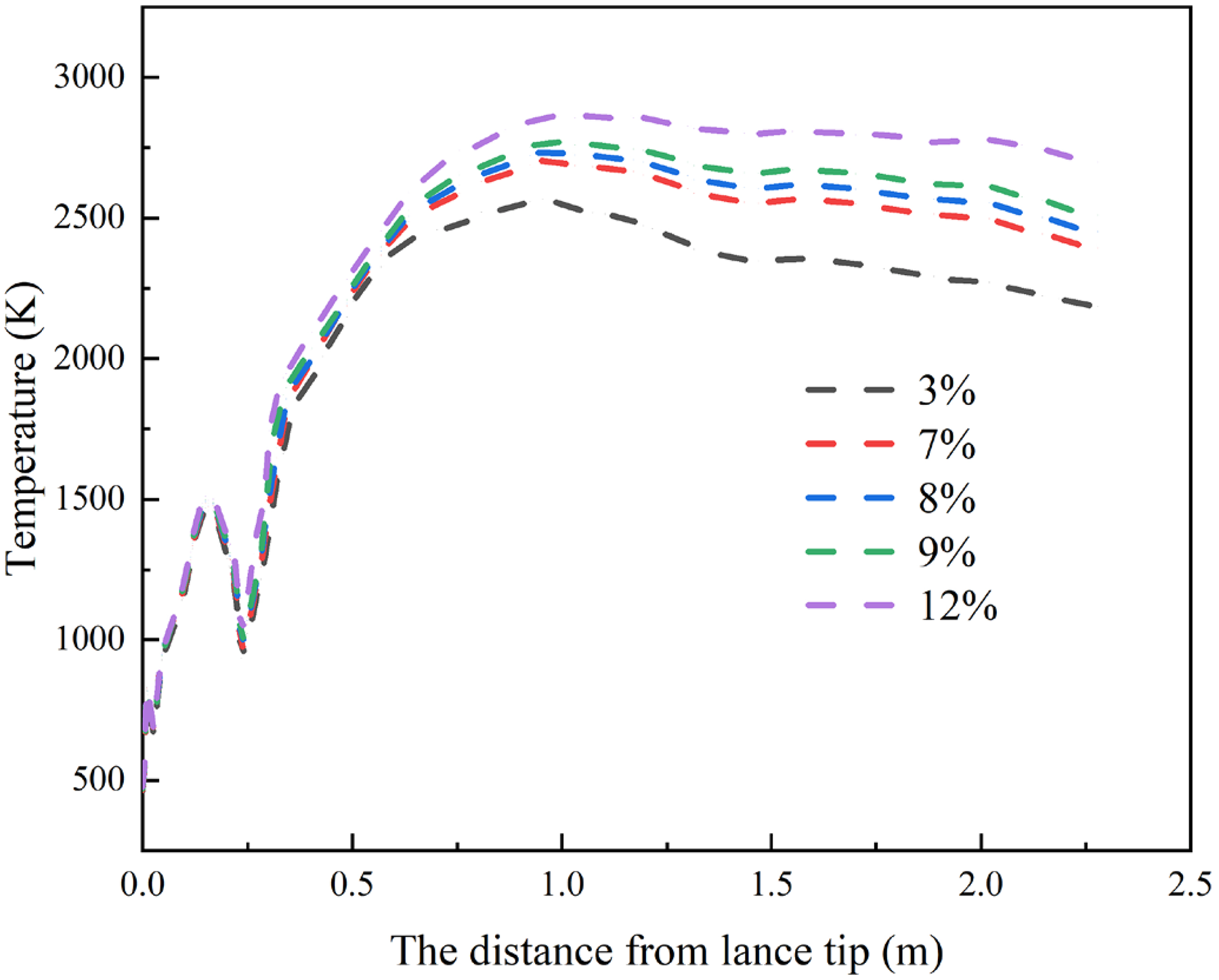
Temperature changes along the central line of the tuyere when oxygen enrichment rate changes.
Maximum temperature along the central line of the tuyere and average temperature.
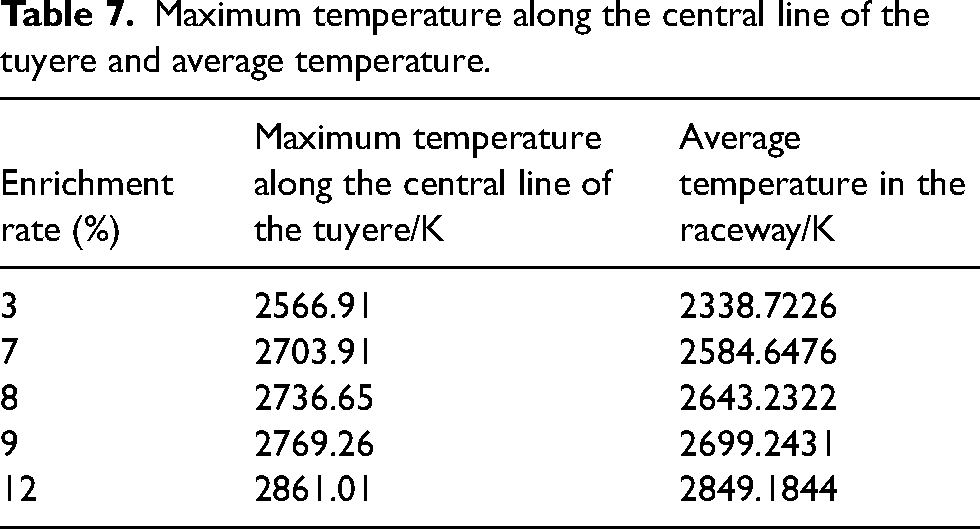
From the numerical simulation results, it is possible to determine that the impact of the enrichment rate of the oxygen on the temperature of the blast furnace under the operation of CAOE is consistent with that under the condition of RAOE. Furthermore, both the temperature along the central line of the tuyere and in the raceway exhibit a consistent increase as the gradual increasing of the enrichment rate. The oxygen concentration increases by 1%, the maximum temperature of the pulverised coal plume and the average temperature increase by 306 and 330 K, respectively, when the CAOE method is adopted, and the variation range is higher than that of the RAOE method. This phenomenon can be primarily attributed to the factors that the volume of the blast increases and the oxygen content increases as the increasing of enrichment rate of the oxygen in the CAOE method. Consequently, the temperature change in the raceway after the increase of the enrichment rate is higher than that under the RAOE method.
The influence of varying oxygen enrichment rates on gas composition is also explored, as depicted in Figure 17. The same as the method of RAOE, the volume concentration of reducing gas in the raceway and the content of CO along the central line of the tuyere increase after the enrichment rate of the oxygen increases. At oxygen enrichment rates of 3%, 7%, 8%, 9% and 12%, the CO content at the outlet of the raceway is 36.24%, 39.65%, 40.31%, 40.84% and 42.19%, respectively. The enrichment rate increased by 1%, and the CO content at the exit of the raceway increased by 0.66%. With the increase of oxygen volume fraction, there is an increase in the volume of gas within the raceway in comparison with oxygen enrichment under the CAOE condition, so the change in the degree of the volume fraction of gas in the raceway is less than that in RAOE.
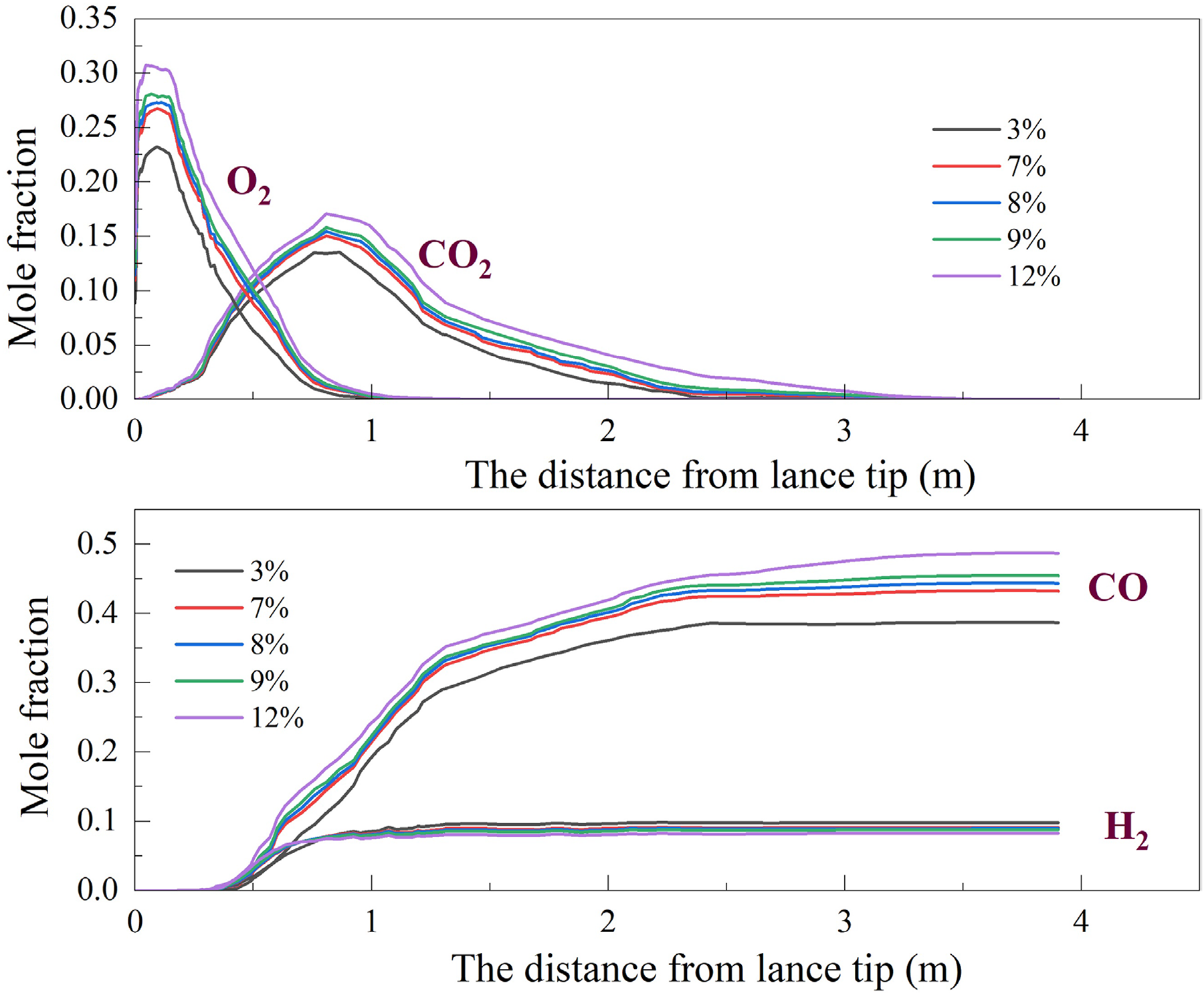
Variation of gas composition along the central line of the tuyere.
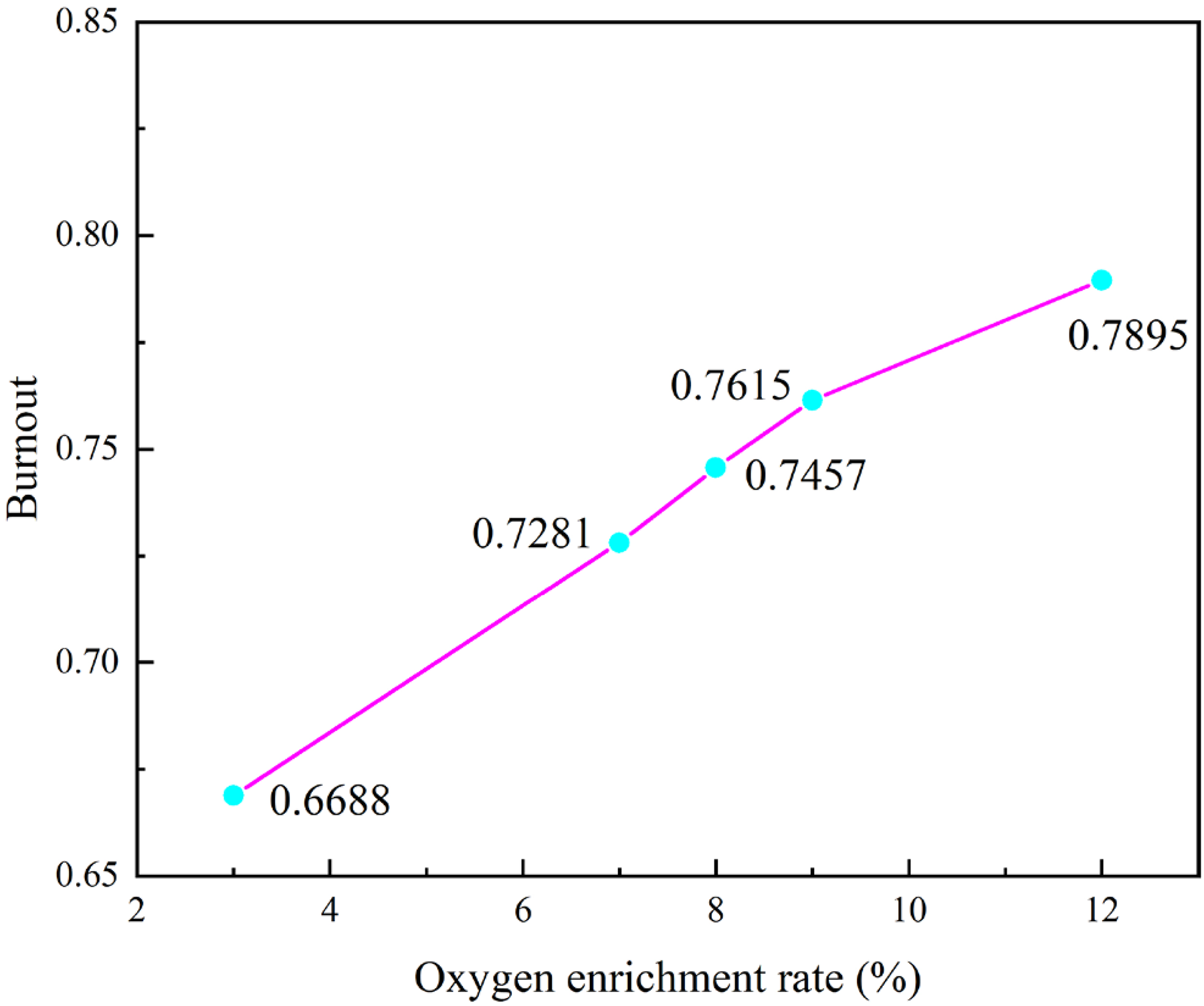
The change in the enrichment rate of the oxygen will affect the burning of coal particles. The result of coal particle burnout is revealed in Figure 18. At the outlet of the raceway, when the enrichment rate of the oxygen varies from 3% to 7% and then to 12%, the particle burnout is 66.11%, 72.80% and 79.45%, respectively. A 1% increase in the oxygen enrichment rate results in a corresponding increment of 1.14% in the burnout of pulverised coal. When CAOE operation is applied, the change in the oxygen enrichment rate has a great influence on the burnout of pulverised coal. Compared with the operation of RAOE, even a 1% shift in the oxygen enrichment rate yields substantial alterations in both the blast volume and oxygen volume under the condition of CAOE. Consequently, the degree of variation in pulverised coal burnout is notably more pronounced in the CAOE method compared to the RAOE method. And it is calculated that the output of the blast furnace is 14,390 and 13,884 t when the CAOE method and RAOE method are used for 9% oxygen enrichment. 31 This revealed that the output of the blast furnace is higher after oxygen enrichment by the CAOE method.
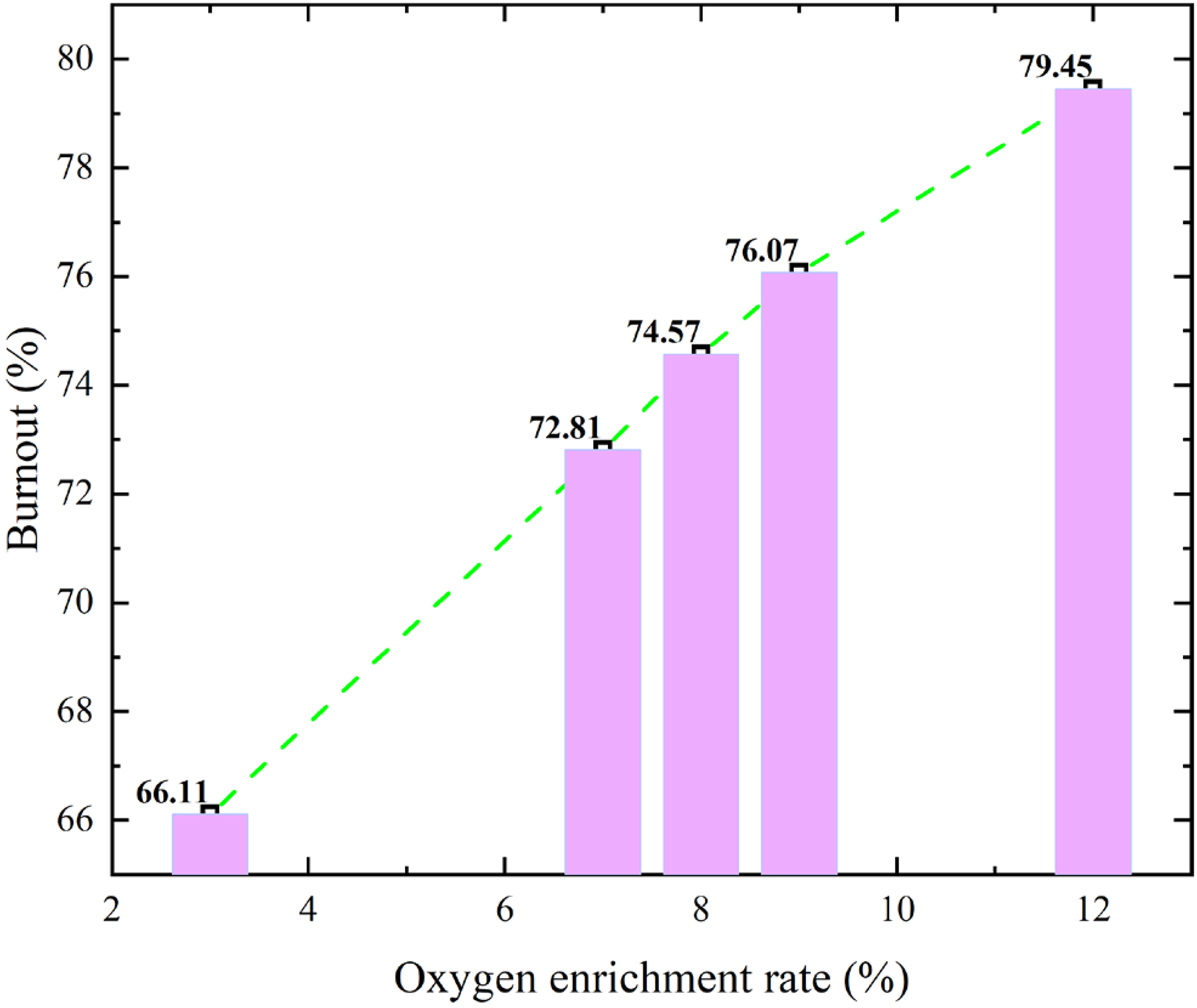
Burnout of particle at the exit of the raceway.
Conclusion
The numerical simulation method is put into use to investigate the states and pulverised coal reaction characteristics in the tuyere and raceway when oxygen enrichment rates vary. This inquiry is conducted under the parameters of both the CAOE method and RAOE method through the establishment of a 3D model. These simulation results will provide a good reference for the selection of oxygen enrichment methods and oxygen enrichment rates in iron and steel plants. The principal findings can be summarised as follows:
The comparable outcomes manifest in the form of consistent reductions in gas content and coal particle burnout at the exit of the raceway, irrespective of the employed oxygen enrichment method. The temperature along the central line of the tuyere increases, and the high-temperature area expands. The burnout of coal particles and the increase of reducing gas content increase. However, the rate of these increments gradually diminishes across both oxygen enrichment methods. There is a discernible inclination for the gas velocity through the tuyere to surge concomitantly with the augmentation of the oxygen enrichment rate under the implementation of the CAOE method. And the gas velocity also increases but the change is small under the operation of RAOE. Moreover, it is noteworthy that the CAOE method exerts a more pronounced influence on the temperature within the raceway. With the oxygen concentration increasing by 1%, the maximum temperature along the centre line of the tuyere changes by 33 and 24 K, respectively, under CAOE and RAOE operating conditions. For reducing gases in the lower part of the furnace, when the RAOE method is used, a notable reduction occurs in the introduction of N2 due to the blast, and the gas volume in the raceway is relatively small, thus the content of reducing gas in the gas changes the most. However, the content of H2 exhibits minimal variation under the CAOE method. When the large blast furnace applies the high oxygen enrichment injection technology for the smelting process, steel plants can use the CAOE method for high oxygen enrichment to improve the activity of the hearth of the furnace and make the pulverised coal burn more effectively, giving full play to the advantages of the high oxygen enrichment injection technology and promoting the production of steel plants.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the National Natural Science Foundation (No. 52274316), Key Research and Development Plan of Anhui Province (202210700037), Major Science and Technology Project of Xinjiang Uygur Autonomous Region (2022A01003), the State Key Laboratory of Advanced Metallurgy Research Fund of University of Science and Technology Beijing (No. 41620025), the National Key R&D Program of China (2022YFE0208100) and Special Fund for Scientific Innovation Strategy-Construction of High-level Academy of Agriculture Science (2021ZXD01).