
Abstract
The drying and preheating process plays a crucial role in the induration of iron ore pellets. It is conducted on a closed, moving bed in both the straight grate and grate-kiln processes. The internal state of the pellet bed cannot be measured and the manipulated parameters are set according to the experience. An integrated optimal control model based on the numerical simulation and intelligent algorithm is proposed. In this model, the moisture content and temperature of pellets in each stage are predicted via the mathematical simulation, and the inlet gas temperature is optimally set and real-time controlled through the multi-objective optimisation and Takagi–Sugeno fuzzy control methods. The proposed model has been successfully applied to a large-scale pelletising plant. The closed-loop running results illustrate that the thermal state of the pellet bed becomes stable, and the pellet production is improved while the mixed gas consumption is reduced.
Introduction
Sintering and pelletising are the two most commonly used iron ore treatment processes. These processes involve transforming iron ore fines into bulk materials for ironmaking through high-temperature induration. While sintering is a popular choice, the pelletising process has lower energy consumption and pollutant emissions, and its product can be used as raw materials for both blast furnace and direct reduction processes. But pellets only make up 20% of the blast furnace burden structure in China, 1 leaving plenty of room for growth in pellet production. Improving the intelligent and green level of pelletising production can play a positive role in promoting pelletising technology and increasing pellet output.
During the drying and preheating (PH) process, the green pellet bed undergoes a complex exchange of heat with high-temperature air, leading to a series of chemical reactions such as water evaporation, magnetite oxidation, and carbonate decomposition. 2 However, due to the closed system of production equipment and the intricate nature of the reaction process, many state parameters cannot be directly measured. As early as the 1980s, Young et al., 3 Thurlby et al. 4 and Thurlby 5 established some relatively complete simulation models for travelling grate and moving grate-rotary kiln, which laid the foundation for subsequent research. These models accurately captured the main reaction processes, including water evaporation and condensation, magnetite oxidation and coke powder combustion. Barati 6 established a simulation model for the pelletising process in the travelling grate, which accounted for the shrinkage of pellets and the resulting drop in the pellet bed. Ljung et al. 7 developed a two-dimensional discrete model that combined with a continuous one-dimensional model to study the heat and mass transfer in the drying stage of the pellet bed. Fan et al.8,9 went even further by building process simulation models of moving grates, rotary kilns, and ring coolers based on the principles of heat and mass transfer and physical–chemical reaction kinetics. By coupling these three models in an innovative way, they were able to make online predictions of the internal temperature field and reaction progress.
With the lightning-fast advancement of artificial intelligence technology, intelligent algorithms are becoming increasingly prevalent in the realm of industrial production. These algorithms are capable of optimising parameters through evolutionary algorithms,10,11 predicting product quality through neural networks,12,13 and even automating control processes. 14 Tan et al. 15 integrated a backpropagation neural network to predict process parameters such as moisture content, temperature, and strength of pellets. Additionally, a multi-objective algorithm non-dominated sorting genetic algorithm II was employed to establish a parameter optimisation model for grate temperature, rotary kiln speed, and coal injection flow. Wang et al. 16 proposed an all-encompassing control strategy for the moving grate-rotary kiln process, which focuses on stabilising heat supply and rationally adjusting heat distribution. The stability control of pelletising production was achieved using a static fuzzy model and time series correlation model, and the corresponding software was developed. 17
With the advancement of digitalisation and intelligent technology, an integrated optimal control technology based on numerical simulation and intelligent algorithm was developed for the drying and PH process of green pellets. Firstly, the process simulation model was built to reveal the temperature variation inside the pellet bed with different production conditions. Then, an optimisation model that takes the heat efficiency and outlet pellet temperature as objectives was established to calculate the set values of inlet gas temperature in each section. Finally, the closed-loop control models based on the Takagi–Sugeno (T–S) fuzzy method were put forward to realise the optimal control of the drying and PH process.
Problem descriptions
A schematic view of a typical grate-kiln-cooler process for iron ore pellets is shown in Figure 1. The aim of this study is to enhance the efficiency of the drying and PH process in the grate. The travelling grate is partitioned into segments of upward-draught drying (UDD), downward-draught drying (DDD), transition preheating (TPH) and preheating (PH), while the circular cooler is typically separated into four regions (C1, C2, C3 and C4).
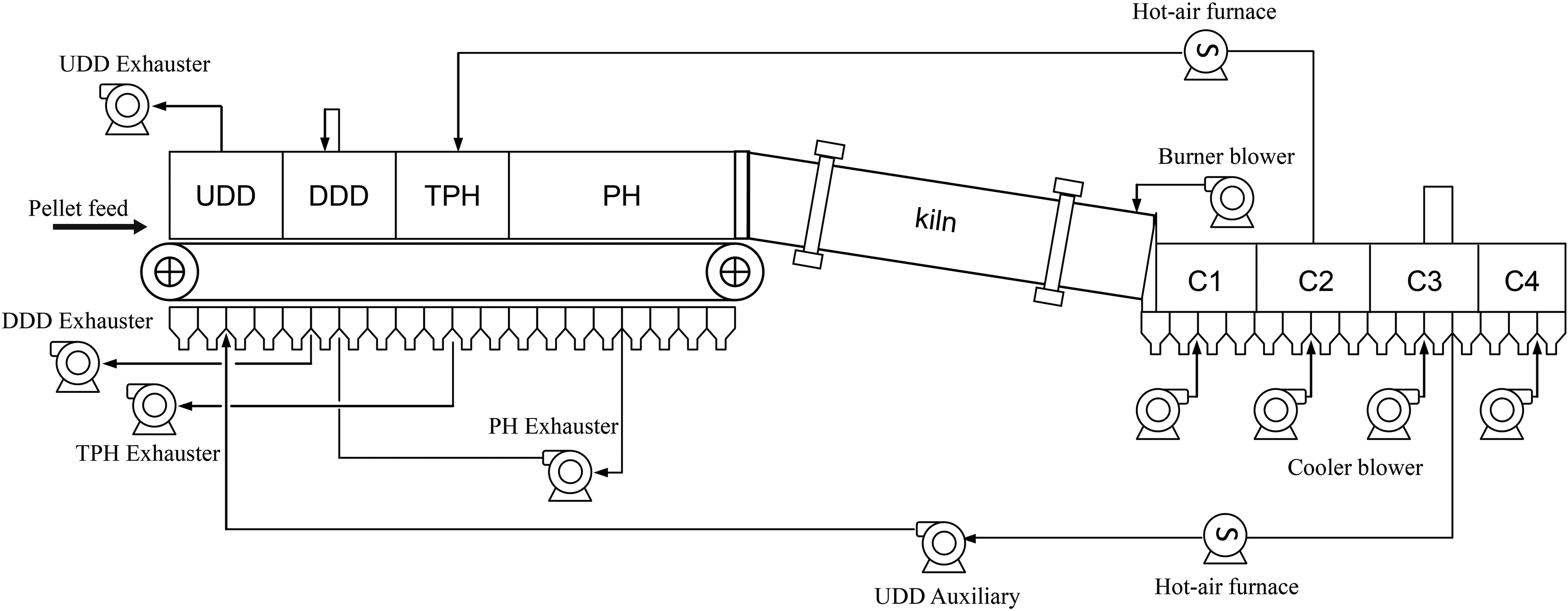
Schematic view of the typical grate-kiln-cooler process.
In the UDD section, the off-gas from C3 flows through the pellet bed in a downward direction, while the flue gas from the PH section passes through the pellet bed in an upward direction in the DDD section. During the drying phase, the rate of vaporisation is primarily regulated by the temperature and flow of the inlet gas, which must be carefully controlled to ensure rapid drying of the pellets without causing any cracks or spalling. In the TPH and PH sections, the off-gas from C2 and kiln end are utilised for PH, where various chemical reactions take place, including magnetite oxidation, carbonate decomposition, and sulphur oxidation. As the temperature gradually increases, a bond of Fe2O3 crystals forms inside the pellets, which enhances their mechanical strength and enables them to withstand the tumbling in the rotary kiln. 18 Ultimately, achieving a reasonable heating rate and maintaining a suitable pellet temperature are the primary objectives in the drying and PH process.
The grate-kiln-cooler's thermal process is a self-contained system with numerous parameters that are not readily available. Additionally, there is a significant time delay between process parameters and product quality indicators. Currently, pellet production relies on experienced operators to manipulate parameters, which can lead to inefficiencies and instability. To address these issues, an integrated optimal control method that combines numerical simulation and intelligent algorithms is proposed. The integrated model comprises a process simulation model, an optimal setting model, and an automatic control model. The process simulation model calculates the composition and temperature changes within the pellet bed based on two-phase flow and physical–chemical reactions. The optimal setting model is a multi-objective optimisation model that determines the inlet gas temperature of each section based on production conditions and simulation results. Finally, the automatic control model adjusts manipulated variables such as fuel gas flow and fan gas flow in conjunction with the optimal setting values and inlet/outlet gas flow changes of each section. The integrated model provides a solution to the problems of soft measurement of state parameters, optimised setting of process parameters and intelligent control of operating parameters, which greatly improves the self-adaptive ability of the model and can be applied in the production field.
Modelling
Numerical simulation
The drying and PH process of pellets is a complex and nonlinear phenomenon that exhibits significant hysteresis. The outlet gas temperature varies unpredictably when the inlet gas temperature changes in different sections, and this is influenced by a variety of factors such as the moisture content of the pellets and the thickness of the bed. The changes in pellet temperature, on the other hand, are slow to manifest and can take up to 30 min to become apparent. As a result, it is crucial to predict the outlet gas temperature in each section and the final pellet temperature during the optimisation process.
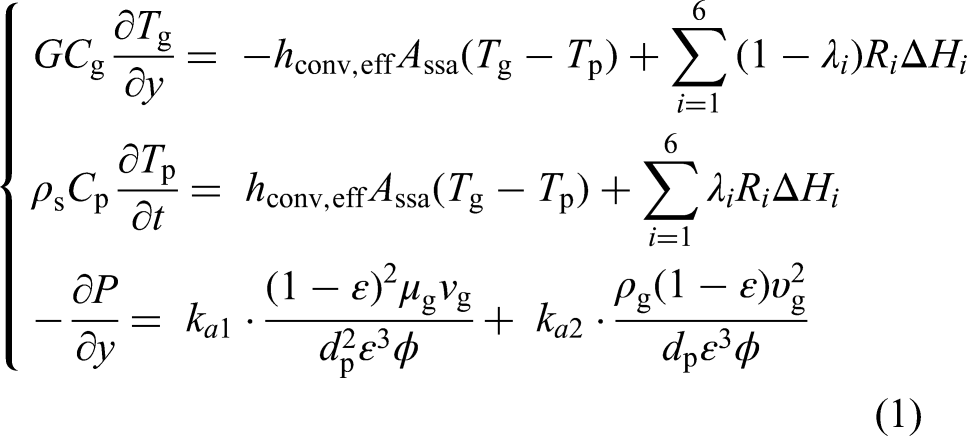
In this study, a numerical simulation model is used to calculate the outlet gas temperature and the pellet temperature at the discharge end, considering the actual production conditions and the optimisation simulation with respect to the inlet gas temperature. The simulation model treats the bed layer as a one-dimensional convection–diffusion system along the gas flow direction. By dividing it into several units, the control equations of the system can be described based on the internal energy conservation and the component conservation of the gas-solid phase.




Multi-objective optimisation
The objective of the pellet drying and PH procedure is to extract moisture from the pellets without any decrepitation. Simultaneously, Fe3O4 is transformed into Fe2O3, and preheated pellets with a specific strength are produced. Throughout this operation, it is important to exploit the residual heat generated during roasting and cooling and to supplement the necessary heat with an external source. To refine the model and attain superior heat utilisation and decreased energy consumption, while guaranteeing the efficacy of pellet drying and PH. The optimisation model can be portrayed as equation (7):

The algorithm follows the following steps:
T–S fuzzy control
The intelligent control model for the pellet drying and PH process calculates the gas flow rates of the external heat sources in each section based on the optimised thermal efficiency results. This ensures that the inlet gas temperature reaches the optimum value. In addition, real-time operating conditions are considered to make necessary adjustments to the inlet gas temperature set point. Therefore, the optimisation control of the inlet gas temperatures in each section cannot be implemented directly by a programmable logic controller. Instead, it requires the use of intelligent algorithms to mine production data and establish a secondary control model.
Expert systems, fuzzy logic control, and predictive control are commonly used modelling techniques in this context. Fuzzy control, in particular, has found wide application in industrial process control and robotics.21,22 It exhibits robustness and high control performance when dealing with nonlinear and complex systems. The T–S fuzzy control model is a fuzzy logic system that represents rule consequences as functions of input variables. In this study, a T–S fuzzy model is used to establish the nonlinear relationship between the thermal state parameters of each section in the pellet drying and PH process and the gas flow rates of the heating sources.
For the heat supply of the pellet drying and PH process, the UDD section relies mainly on the hot flue gas from the third section of the grate cooler. However, if the flue gas temperature is insufficient, it can be heated by a hot air stove. In the DDD section, the primary source of heat comes from the PH section through hot flue gas. On the other hand, the TPH section is supplied mainly with hot flue gas from the second section of the cooler. If the flue gas temperature is low, it can be heated by a hot air stove or by igniting the burners on both sides of the hood. The PH section primarily is fed by the hot off-gas from the rear end of the rotary kiln and is supplied with heat from the combustion of the burners on either side of the hood.
Regarding the heat regulation in the pellet drying and PH process, the UDD and TPH sections are relatively independent, while the DDD and PH sections are coupled. In this study, separate T–S fuzzy control models are established for the UDD, TPH, and PH sections.
The UDD section's fuzzy control model is fuelled by a set of input parameters, including the deviation and deviation variation of the inlet and outlet gas temperatures. The output parameter is the mixed gas flow rate of the hot air stove. The TPH section's fuzzy control model has similar input and output parameters as the UDD section's model. However, the output parameter can be converted into the mixed gas flow rate of the side burners. The PH section adopts a fuzzy control model that considers a range of input parameters, including the deviation and deviation variation of the inlet and outlet gas temperatures, as well as the deviation and deviation variation of the outlet gas temperature in the DDD section. The model's output parameter is the gas flow rate of the hood-side burners.
All three fuzzy control models above are in the form of multiple inputs and single outputs, the process of building the T–S fuzzy control model of multiple-input single-output type is as follows: for the input variable



Case study and application
Optimisation case
To validate the practicality of the thermal efficiency enhancement model, the initial conditions and boundary conditions of the simulation model were set based on actual working conditions. The pellet bed height was set at 200 mm, and the pellet's moisture content was 8 wt%. The proposed model optimised the inlet gas temperature of the drying PH process using a genetic algorithm with a population size of 20, a crossover probability of 0.5, a variation probability of 0.08, and an evolutionary generation of 200.
Table 1 illustrates the comparison of the inlet temperature before and after optimisation, revealing that the optimised UDD and DDD sections’ inlet gas temperature decreased, while the TPH section increased, and the PH section remained relatively stable. The simulation model calculated the outlet gas temperature, pellet temperature (Tp) at the discharge end, and thermal efficiency (fe) for the two operating parameters, as shown in Table 2. Under the optimised inlet gas temperature condition, the outlet gas temperature of each section decreased, and the PH pellet temperature at the discharge end difference was insignificant. The overall thermal efficiency of the drying PH process increased by approximately 12 wt%.
Optimisation results of inlet gas temperature.
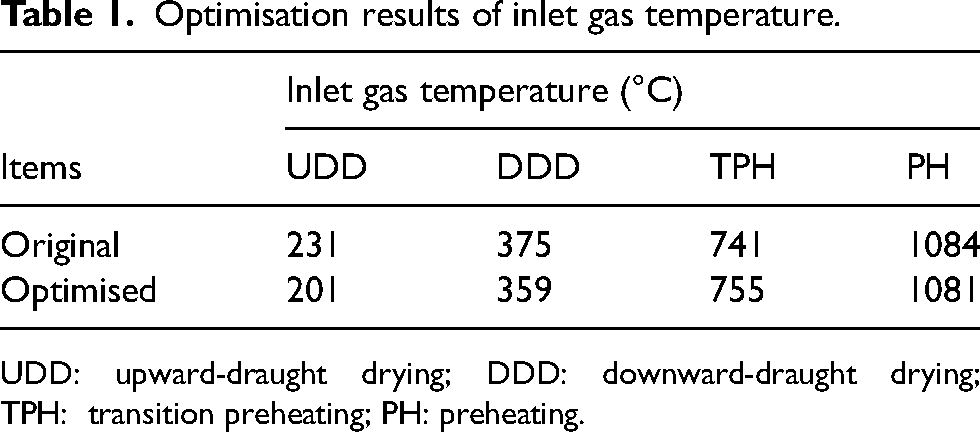
UDD: upward-draught drying; DDD: downward-draught drying; TPH: transition preheating; PH: preheating.
The comparison of the thermal state.
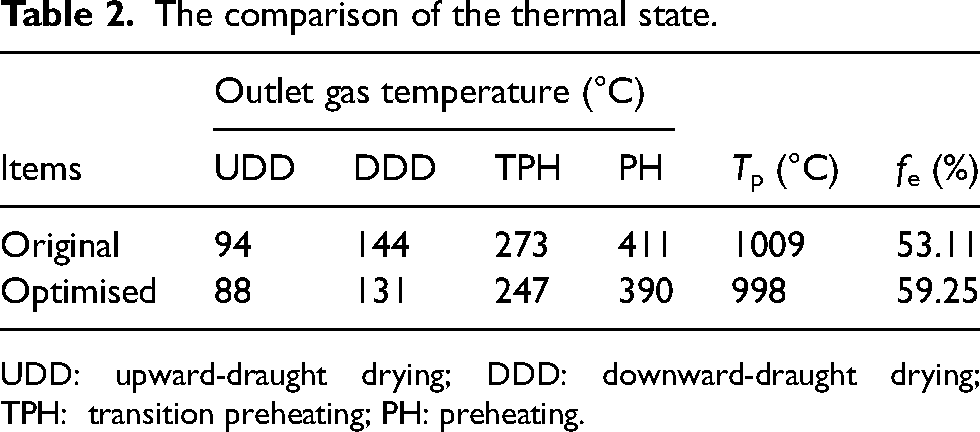
UDD: upward-draught drying; DDD: downward-draught drying; TPH: transition preheating; PH: preheating.
Intelligent control case
The intelligent control model of the thermal state for the drying and PH process was trained by the production field data. A total of 288 data sets, each taken at 5 min intervals over a 24 h period, were collected. Out of these, 200 sets were utilised for training purposes, while the remaining 88 sets were reserved for testing. The efficacy of the T–S fuzzy control model was evaluated for the UDD, TPH, and PH sections, as illustrated in Table 3. The correlation coefficient (R) and root mean square error (RMSE) were the metrics used to gauge the accuracy of the model's predictions.
Training results of T–S fuzzy models.
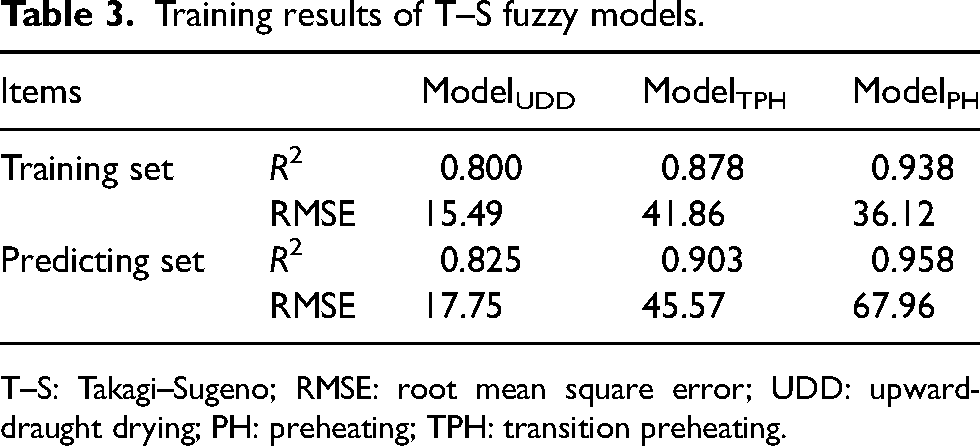
T–S: Takagi–Sugeno; RMSE: root mean square error; UDD: upward-draught drying; PH: preheating; TPH: transition preheating.
The UDD control model shows a surprising correlation coefficient in the prediction results. However, the RMSE is only 17.75 m3/h, which is only 0.78% of the mean. The error range is also remarkably small. On the other hand, the TPH section and PH section control models both have correlation coefficients over 0.9. This indicates that the fitted values have a strong correlation with the actual values. Furthermore, their RMSEs are only 0.78% and 1.13% of the mean, respectively. These models have a high degree of predictive accuracy.
The trained model was further validated in the continuous production process, with Figure 2 displaying the predicted results of the control model for each 1000 min segment. The model's predictions for the mixed gas flow rate in each segment of this continuous production process were in remarkable agreement with the factual control value, signifying that the established control regulations could supplant the on-site operator in executing the closed-loop control of the thermal state of the drying PH process.
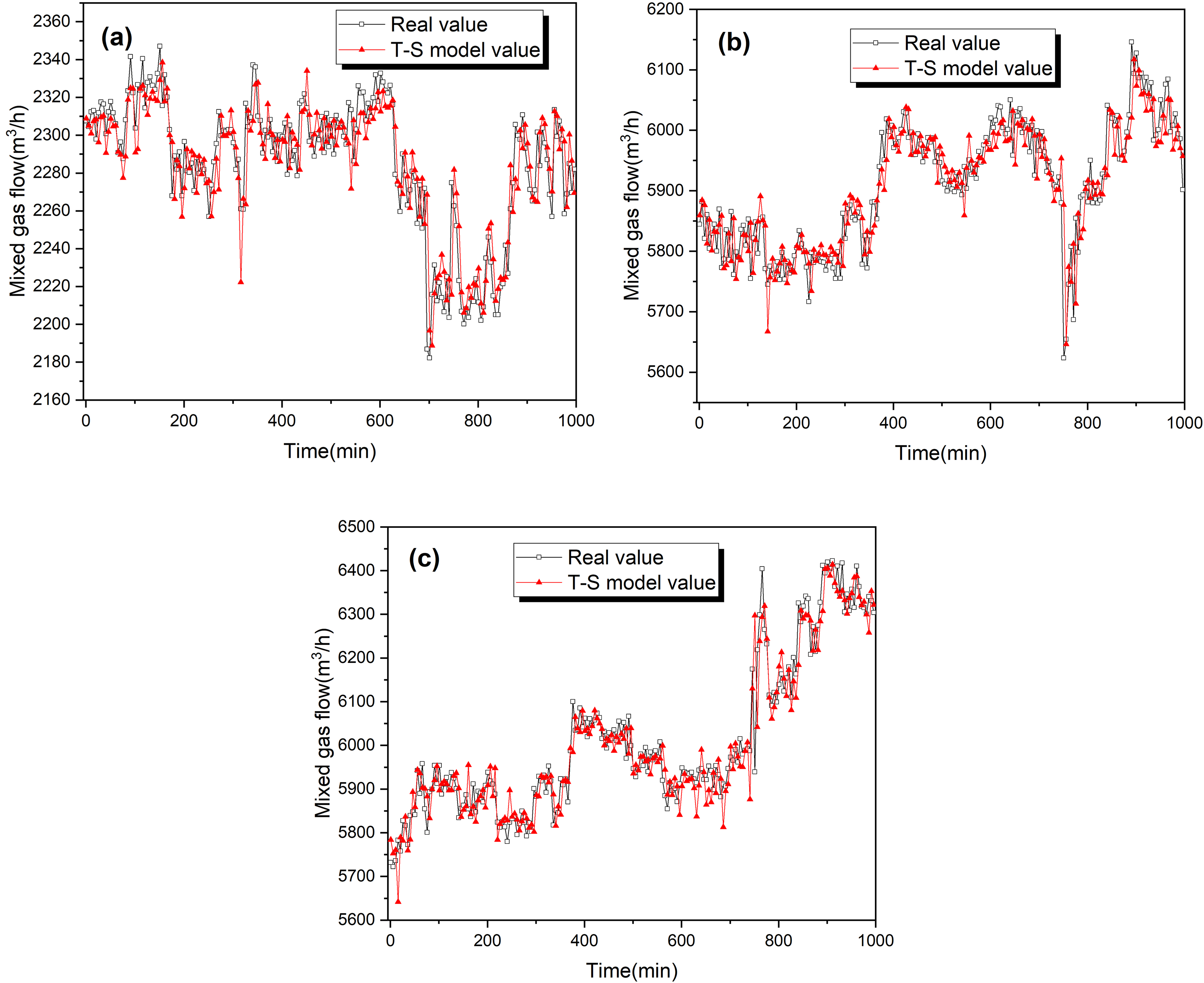
Mixed gas flow control results: (a) UDD section; (b) TPH section; and (c) PH section.
Practical application
In this research, an advanced control system for the drying and PH process of a travelling grate-rotary kiln was developed upon the simulation-based optimisation model and intelligent control model. The system was developed using the C# programming language, and its interface is depicted in Figure 3. This innovative system was then implemented at a prominent pellet production site in China.
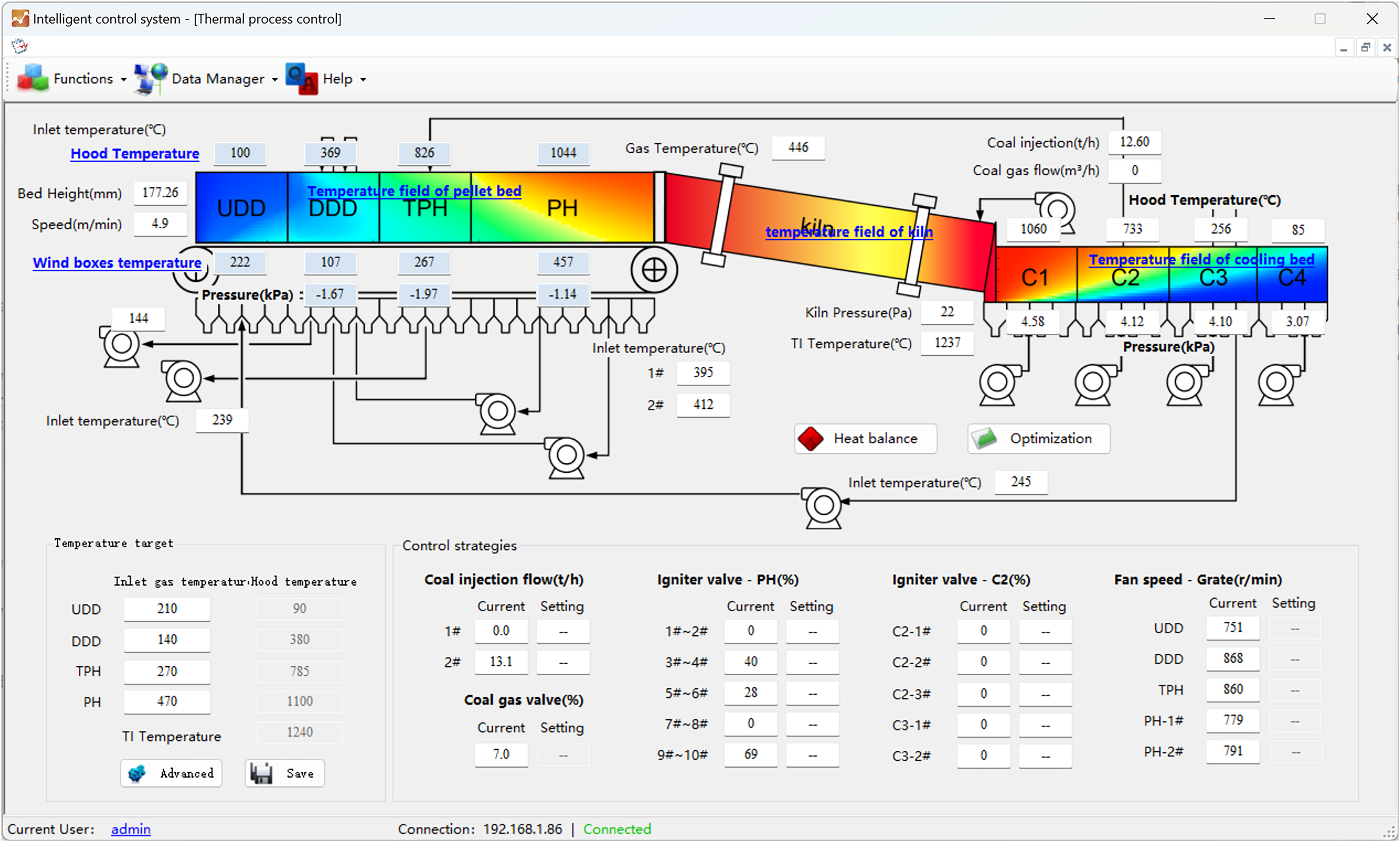
System interaction interface.
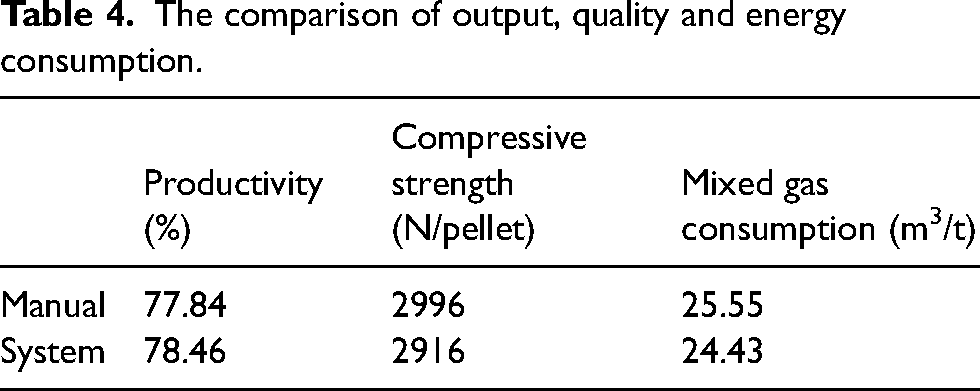
The standard deviation of the outlet gas temperature of the drying PH process before and after the system operation is illustrated in Figure 4, and the yield, quality and energy consumption indices of pellet ore are provided in Table 4.
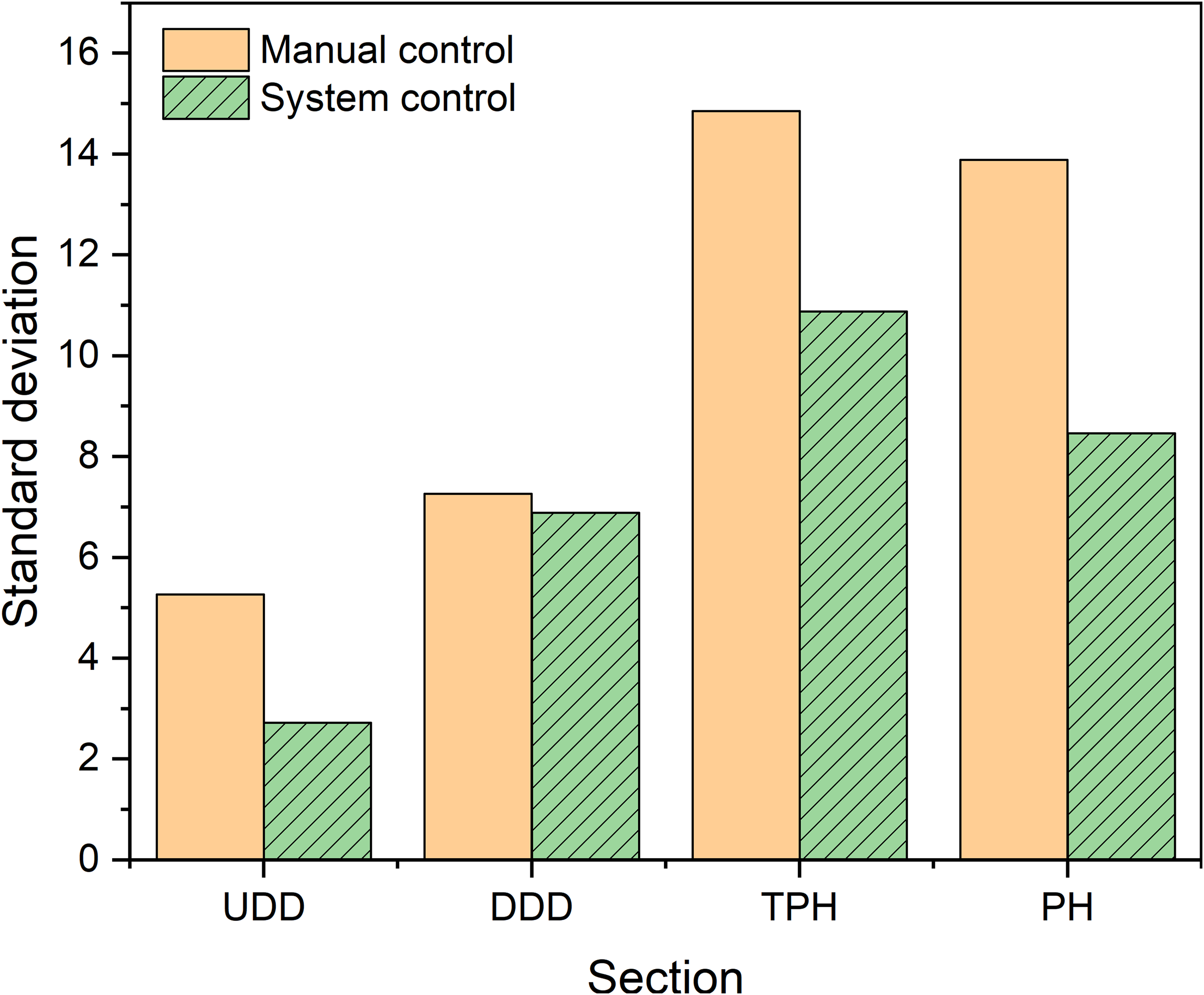
Comparison of temperature stability.
The comparison of output, quality and energy consumption.
The intelligent control system has successfully minimised the standard deviation of the outlet gas temperature in each section, resulting in a more reliable drying PH process. This has resulted in a remarkable 50% increase in the stability of the UDD section, which in turn ensures a consistent and safe heating process during drying, effectively preventing the thermal bursting of the pellets. In addition, the PH section has experienced a significant 40% increase in stability, which has facilitated the formation of robust Fe2O3 crystal bonds within the pellets, thereby increasing their mechanical strength. This has also prevented the occurrence of internal cracking that may occur due to cooling after entering the kiln.
An examination of the data shows that meticulous optimisation controls have increased pellet output. Despite a slight reduction in the compressive strength of the final pellets, it remains well above the production threshold of 2500 N. In addition, the utilisation of mixed gas per tonne of pellets has been significantly reduced.
Conclusions
An integrated optimisation control approach and system for the drying and preheating process in pellet production are developed. The inlet gas temperature of each section is set by a thermal efficiency optimisation model, which is based on a mathematical model of the drying and preheating process. The recommended operation parameters can be calculated via an advanced control model, the mixed gas flow in each section was found to be in remarkable agreement with the actual control values in the field. An optimisation control system for the travelling grate-rotary kiln has been developed and successfully implemented at a large-scale pellet production site in China. The operation results indicated that the automatic control of the drying and preheating process resulted in a significant reduction in the standard deviation of the outlet gas temperature of each section. The stable control has resulted in a remarkable improvement in pellet yield while reducing the amount of mixed gas per tonne of finished pellets.
Work continues to further improve the generality and accuracy of the proposed approach, such as the different particle size distributions of pellets and the corresponding bed packing structures. Further, the optimisation model has to self-adaptively scale the parameter constraints according to the specific working conditions and to reinforce the stability of the solving process.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China under Grant Nos. 51974371 and 51804347.