
Abstract
Biomedical grade cobalt–chromium–molybdenum (CoCrMo) alloys are extensively used for load-bearing biomedical applications such as hip and knee implants due to their exceptional biocompatible and biomechanical properties. However, the strain-induced martensite ε-phase development during contact loading results in thin oxide layers that are prone to fracture leading to corrosion. The formation of thin oxide layers is undesirable for long-term deployment. We employed laser-texturing to enhance the corrosion resistance of the material in simulated body fluid by the formation of hcp ε-phase martensite and via the formation of oxide layers. However, partial formation of hcp ε-phase martensite was observed. By means of central composite design-based response surface methodology, three laser parameters such as average laser power, texture density and the number of passes were optimised for maximal open circuit potential, an indicator for minimal corrosion. The textured surfaces were found to assist in the cellular proliferation of fibroblasts and inhibit bacterial growth.
Introduction
Cobalt-based alloys possess good wear and corrosion resistance.1–3 Among several available bio-materials, cobalt–chromium–molybdenum (CoCrMo) is material for knee and hip implants that counter high stresses.4,5 However, the long-term in vitro use of the implants has resulted in failure in significant number of cases thereby demanding revision surgeries.6,7 Among the several causes of failure, dissolution of surface oxide films, 8 release of metal ions, 9 fretting corrosion, 10 pitting and crevice corrosion, 11 etc., induced and amplified due to fatigue loading 12 have been reported in the literature. Four major wear mechanisms namely adhesion, abrasion, surface fatigue and tribo-chemical reactions occurs solely or in combinations during sliding contacts such as in hip implants. At the human hip, the average velocity between the head and cup is in the range of 13 cm/s leading to shear rates of 0.8 × 106 s−1 and contact stresses of 50 MPa or more. 13 Though most metals are stronger than the requirement, it has been merely CoCrMo metal-on-metal (MM) implants that have displayed longevity for more than two decades. 14
It is a usual practice to avoid face centered cubic (fcc)-structured metals in self-mating dry or boundary lubricated wear conditions due to adhesion or seizure. 15 However, CoCrMo alloy is a biphasic material containing a higher portion of fcc-structured γ-phase austenite with a smaller portion of hexagonal close packed (hcp)-structured ε-phase martensite. 16 During the typical usage of CoCrMo under loading, the alloy undergoes microstructural changes at the zone of contact. Given the material's low stacking-fault energy, 17 formation of mechanical twins, increased formation of strain-induced ε-phase martensite and nanocrystalline subsurface layers have been reported by several research groups.18,19 The formation of the nanograins at the interaction surface results in the evolution of ‘tribo-material’, a mixture containing nanograins and material from the interfacial medium. 1 This property shall therefore avoid adhesion and seizure when used in MM self-mating configuration. In addition to this, CoCrMo displays a solely planar-slip behavior as compared to other materials such as 316L Steel or CrNiMo that possesses a wavy-slip. 1 However, a linear increase in the flow of current observed during corrosion indicates the formation of less resistive oxide layer on the finer-grained CoCrMo alloy. 19 Further, the release of metal ions by the MM implants of CoCrMo were observed to cause implant failure thereby prompting alerts by regulatory bodies 1 against their usage.
Surface modification techniques including heat treatment, 20 laser surface texturing, 21 oulse electrochemical deposition 22 nitriding, 23 coatings with sol–gel and diamond-like-carbon, 24 or coatings with other materials,25,26 ball burnishing 27 methods, etc., have been employed by the researchers to improve corrosion resistance of CoCrMo and other materials. It has been observed that Ecorr value has improved by 15% due to TaN coatings on CoCrMo alloy to enhance the life of hip joint implants. The cold spray coating on CoCrMo alloy revealed better corrosion resistance. 28 Further, CoCrMo alloy has also been manufactured using additive manufacturing techniques such as selective laser melting, 29 direct metal laser sintering, laser engineered net-shaping (LENS®) 30 etc. that possesses corrosion resistance and biocompatibility, however, the high cost of manufacturing has been disadvantageous. Laser-based surface texturing is an alternate and economical approach to achieve corrosion resistance on cold rolled materials.31,32 Laser irradiation of materials induces chemical modifications on the surface to enhance corrosion resistance.33,34 Laser-based texturing has gained attraction for surface modification due to exceptional control on the target sites and the ease of operation. It has also been found that the 26% to 68% reduction in friction took place in presence of dimples using laser surface texturing on CoCrMo alloy. 35 Laser surface texturing yielded better corrosion resistance, improved tribological performance and better biocompatibility.36–38
Numerous studies involving nanosecond (ns), picosecond (ps) and femtosecond (fs) lasers have demonstrated superior performance in certain applications. However, it is worth emphasizing that ns lasers were chosen for this study primarily due to the following: (a) ability of ns lasers to texture large areas in a very short time when compared to ps and fs lasers, (b) the peak power of ns lasers are lesser than that of ps and fs lasers thereby damage to the optics and related systems are minimal at the same average power, (c) ns lasers are commonly used in the industry as marking lasers and (d) ns lasers are affordable in terms of cost.
To identify the right optimal laser parameters for surface modification, design of experiments (DoE) is an effective technique. Taguchi method, 39 response surface methodology (RSM),40–42 Kriging interpolation model 43 etc. are some of the DoE techniques for optimisation of the process parameters that shall yield the desired maximal/ minimal output response. Taguchi method employs a signal-to-noise ratio that does not necessarily guarantee optimal solution, 44 while Kriging captures non-linear characteristics and RSM estimates interaction as well as non-linear effects between process parameters. Surprisingly, despite the two-decade-long history of researchers employing lasers to enhance surface properties, there has been a scarcity of studies addressing the optimisation of laser processing parameters for the given material and its targeted output. Although several optimisation techniques are available, central composite design (CCD) is known for its efficiency in evaluating combined effect of multiple process parameters by carrying out relatively few numbers of experiments and achieving a high degree of accuracy. CCD ensures a thorough study though CCD is a time and cost cost-effective technique compared to others, especially the exhaustive trial-and-error experimentation.
In this work, CoCrMo was textured using a nanosecond pulsed laser for improved corrosion resistance in a simulated body fluid (SBF). CCD, a response surface approach tool, was used to design experiments targeted at evaluating the linear and non-linear interactions of input process parameters 45 such as average laser power, lasing speed, number of passes, texture density and frequency. Electrochemical measurements were employed to assess the output responses of corrosion rate, corrosion current and corrosion potential. Additionally, to analyse the impact of input parameters on output response, mathematical models were developed. Lastly, to obtain the optimal processing parameters, optimisation was carried out.
The unique aspect of this study lies in the optimisation of laser parameters for surface texturing of CoCrMo for enhanced corrosion resistance. In addition to the enhanced corrosion, the tribological performance and osseointegration ability of the textured surfaces were observed, showcasing their versatility and effectiveness in multiple aspects of material enhancement.
Materials and methods
Medical grade CoCrMo alloy was utilised in this study. Procured materiel was received in the form of metal sheets of 2 × 300 × 300 mm (thickness, length and width). Samples were cut into 10 × 10 × 2 mm with the help of slow speed cutter. Samples underwent a progressive polishing process using abrasive paper ranging from 500 to 2000 grit and were subsequently subjected to a 15-min ultrasonication treatment in an isopropanol solution. The elemental topography and the composition of the surface were characterised using field emission scanning electron microscopy (FESEM) (JSM-7800F Prime, Jeol, Japan) and energy-dispersive X-ray spectroscopy (EDX) detector (X-max 80 EDS detector, Oxford Instruments, UK) was connected to FESEM. X-ray diffraction (XRD) (X’Pert PRO, PANalytical Netherlands) was used to analyse the structural morphology of CoCrMo.
Laser texturing was carried out on CoCrMo samples using a machining system based on a nanosecond pulsed fibre laser. The system utilises a fibre laser source operating at a wavelength of 1064 nm. The laser had a pulse frequency range of 25 to 500 kHz and a pulse width of 250 ns. At the galvoscanner's exit, the maximum average laser power was approximately 50 W. The laser beam had a focus spot size of 30 ± 3 μm.
Two types of basic textures including dots and straight-line textures were assessed for electrochemical corrosion during initial exploratory experiments. Electrochemical corrosion measurements namely open circuit, passivation and breakdown potential were measured via a Potentiostat (model: ZIVE SP1), as per the ASTM standard G5-14. The output responses were analysed using the potentiodynamic polarisation approach which involves the use of three electrodes – the reference electrode (standard Ag/AgCl), the counter electrode (a platinum wire) and the working electrode (CoCrMo samples). All of the studies were conducted in the SBF. The composition of SBF is provided in the supplementary section Table S1 and previously published research work in detail. 33 The block diagram of the experimental setup is shown in Figure 1.
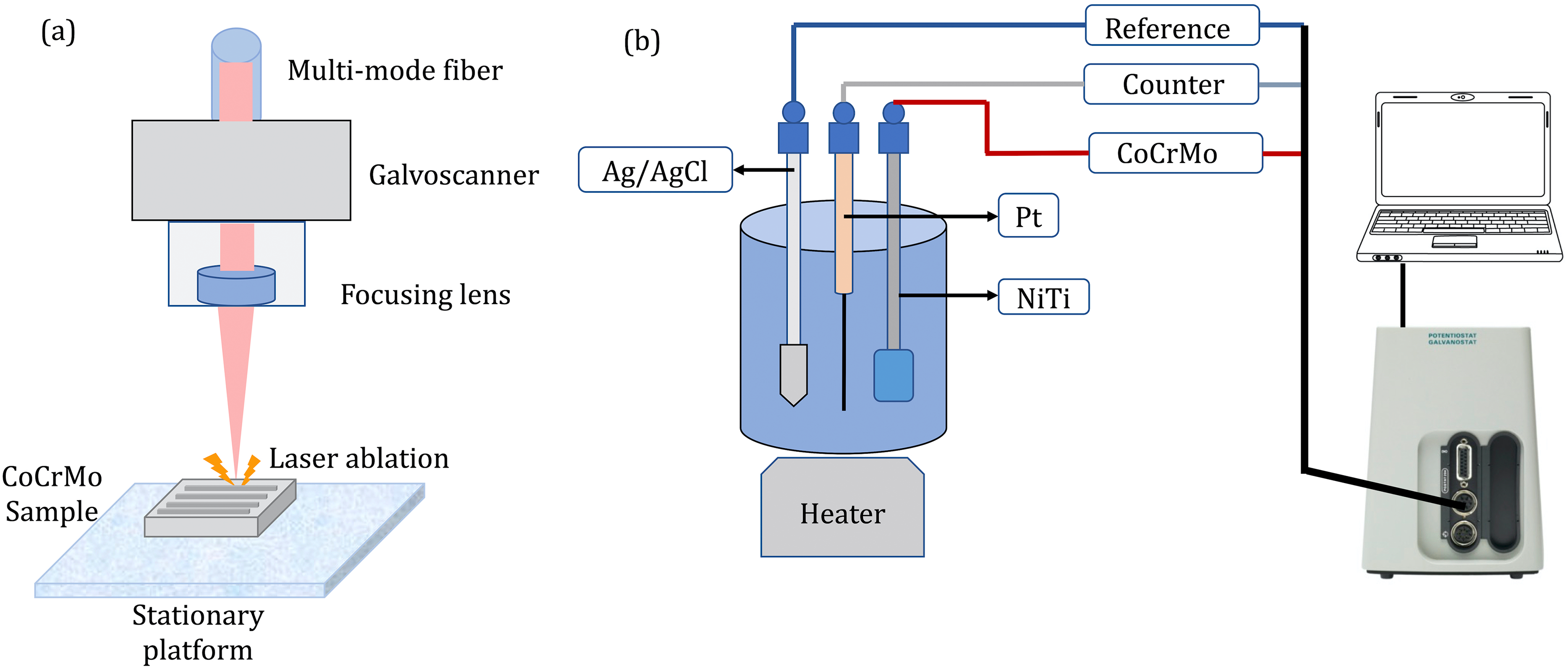
Block diagram of (a) laser texturing and (b) electrochemical experimental setup.
The metallic samples (10 × 10 × 2 mm) were initially stabilised via incubation in SBF for 24 h. The samples were retrieved and covered with polyethylene–vinyl acetate while leaving only one face (10 × 10 mm) exposed for electrochemical experiments. Linear sweep volumetric (LSV) measurements were performed after attaining the open circuit voltage to obtain a polarisation curve, with a scanning range of −0.2 to +0.2 V at intervals of 0.1 mV/s. Additionally, electrochemical impedance of samples was measured from 1 MHz to 10 MHz at 10 mV. The software (SP1) was used to analyse the results of LSV and EIS.
As mentioned earlier, the first set of exploratory experiments on electrochemical corrosion was conducted on dots textures and straight-line textures. Based on the results of the first set of exploratory experiments, a detailed second set of exploratory experiments was conducted on straight-line grooves with five input parameters namely average power (Pa), lasing speed (Ls), number of passes (Np), texture density (Td) and frequency (Fs). Based on output responses of corrosion rate (CRrate), corrosion potential (Ecorr) and corrosion current (Icorr), the three most significant input parameters were selected for the detailed study. In the detailed third study, the experiments were carried out at five levels – each of the three processing parameters using CCD. An RSM was employed to optimise the process parameters Pa, Np and Td for the intended output responses. CCD is well known for its ability to achieve a high degree of accuracy with a relatively small number of experiments. The average laser power (Pa), the number of passes (Np) and the density of texture (Td) varied from 5 W to 25 W, 1 to 9 passes and 20% to 40% at equal intervals, respectively.
Initially, before laser texturing, the average laser power at the surface of the samples was measured using a power meter. The texture density is calculated as the ratio of the surface area that is ablated by the laser irradiation to the total surface area of the sample, which is approximately 100 mm2 (i.e., a width of 10 mm x length of 10 mm). 100 kHz laser pulse frequency and 10 mm per second lasing speed were adopted for all experiments of the detailed study. The range of input parameters was determined by considering both the limitations of the system and the results of exploratory experiments. For five levels of the three input parameters, CCD yields 20 experiments that consist of 6 axial points, 6 centre points and 8 cube points. The output response of the experiments was analysed using analysis of variance (ANOVA). Minitab®, a statistical software, was utilised for identifying the significant machining parameters as well as linear and non-linear interactions. In addition, variance (F) and probability (p) were calculated, and a response regression equation was determined. Furthermore, the elemental topography and the composition of the surface were characterised using FESEM and EDX, respectively. XRD was used to analyse the structure of CoCrMo. The friction of the surfaces was measured using a ball-on-disc arrangement immersed in SBF. A 10-mm diameter bearing steel ball was used for the study. The disc was rotated at 60 rpm. A load of 300 gm (3.3 N) force was applied on the top of the ball. The frictional force was measured using a commercial load cell.
Textured and untextured samples were initially ultrasonically cleaned with 70% ethanol acquis solution and dried. All samples were sterilised by autoclaving at 120 °C. All experiments were carried out in triplicates. To check the effect of biocompatibility on textured and untextured CoCrMo sample L2929 mouse fibroblasts cells were cultured using Dulbecco's modified Eagle's medium (DMEM) with 10% fetal bovine serum at 37 °C in presence of 95% humidity and 5% CO2 environment. About 2 × 104 cells were seeded over textured and untextured CoCrMo samples in a 12-well plate for 24 h. After 24 h, samples were washed with phosphate-buffered saline (PBS) solution and attached to 3.7% ice-cold paraformaldehyde for 20 min. These samples were coated with a 6 nm thickness of platinum with a thin film physical vapor deposition technique for FESEM imaging.
Escherichia coli (DH5-Alpha) cells were chosen in this study. Bacteria were cultured overnight in a shaking incubator at 200 rpm at 37 °C. Lysogeny broth (LB) was used as media for bacterial cultures. Textured and untextured samples were placed in the 12-well plate and 100 μL bacterial solution consisting of an approximate concentration of 6 × 104 CUF/mL was dropped on each sample. The bacterial cells were seeded for 24 h on the untextured and textured surfaces. After 24 h of culturing, samples were gently washed with PBS solution and fixed with 3.7% ice-cold paraformaldehyde for 20 min. These samples were coated with a 6-nm thickness of platinum with a thin film physical vapor deposition technique for FESEM imaging.
Results and discussion
In the first exploratory experiments on both dot (diameter ∼ 30 µm, distance between consecutive dots 120 µm) and line textured samples (line width ∼ 100 µm, distance between consecutive lines ∼ 300 µm), a significant disparity in CRrate, Ecorr and Icorr values was observed on the straight-line groove textured samples in comparison to both untextured as well as dot type of textures. Scanning electron microscopy (SEM) micrograph and its 3D profile of untextured and textured CoCrMo samples are shown in Figure 2 while the electrochemical corrosion plots are shown in Figure 3. The corrosion results of dot textures are provided in the supplementary section.
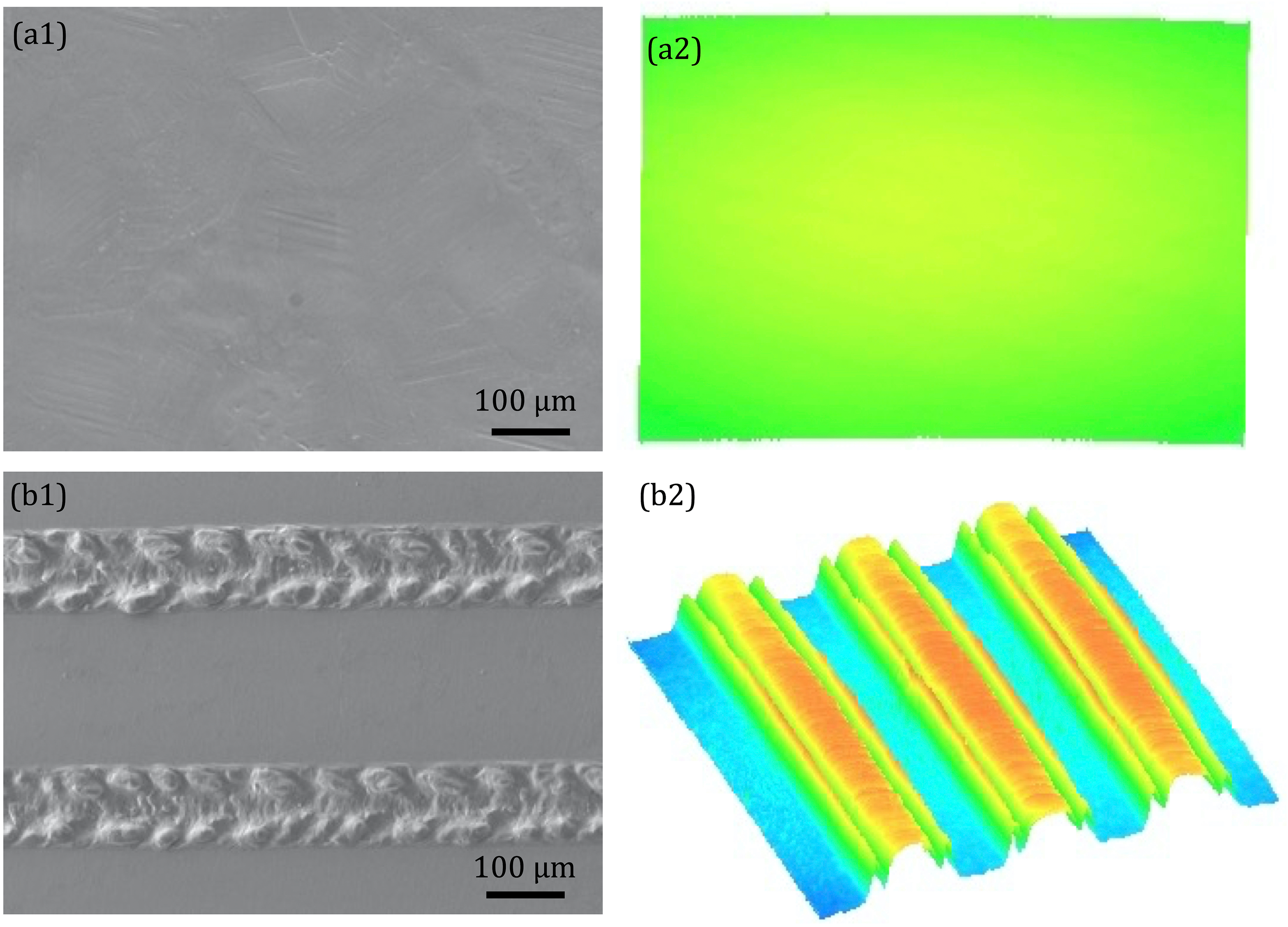
SEM micrographs and 3D profile of textured and untextured samples.
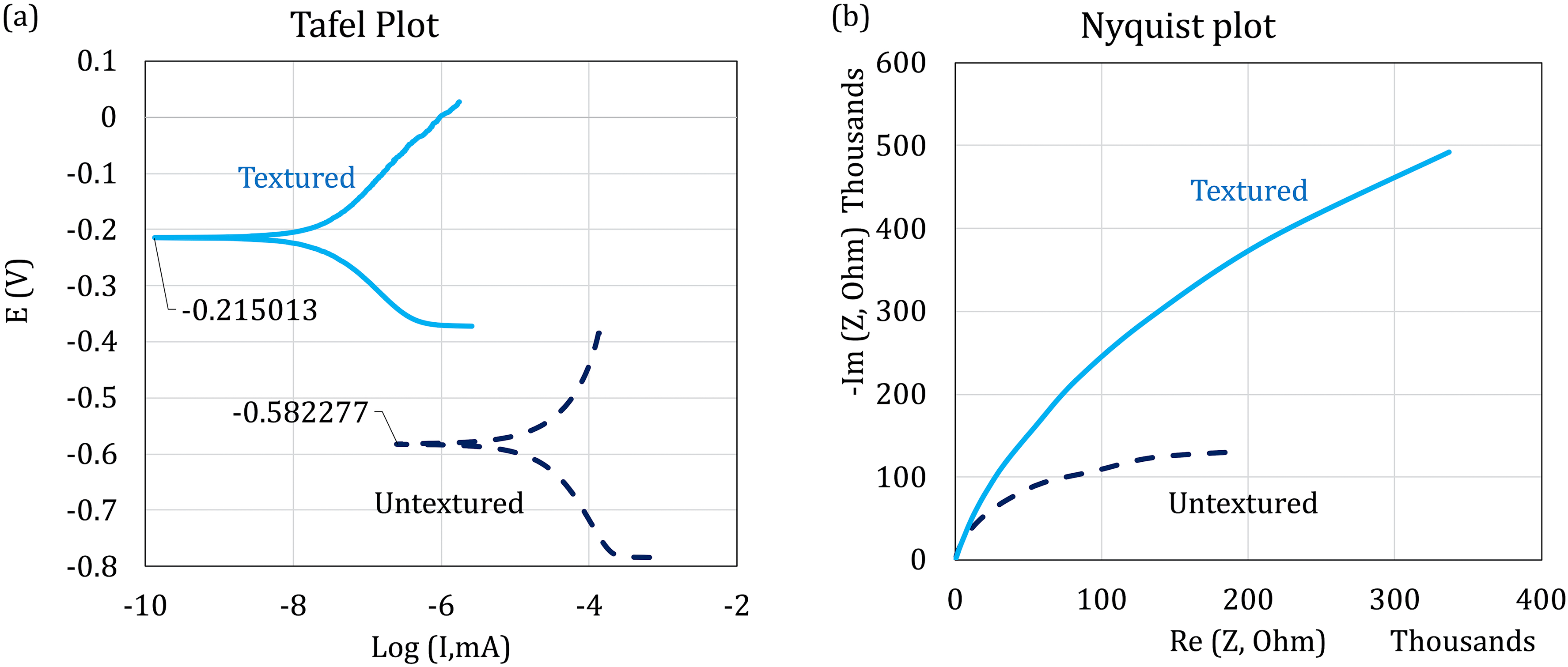
Tafel and Nyquist plot of untextured and textured CoCrMo samples.
The polarisation response of untextured and textured CoCrMo is shown in Figure 3. Using the Tafel extrapolation method, corrosion potential (Ecorr) and corrosion current density (Icorr) were obtained as the electrokinetic parameters. A significant improvement in Ecorr values of textured CoCrMo in comparison to untextured CoCrMo was observed as depicted in Figure 3(a). The electrochemical investigation of the textured surface was performed using electrochemical impedance spectroscopy (EIS) analysis. The obtained Nyquist plot, as shown in Figure 3(b), demonstrated a shift in the impedance behavior of the textured implant, indicating an improvement in the corrosion resistance.
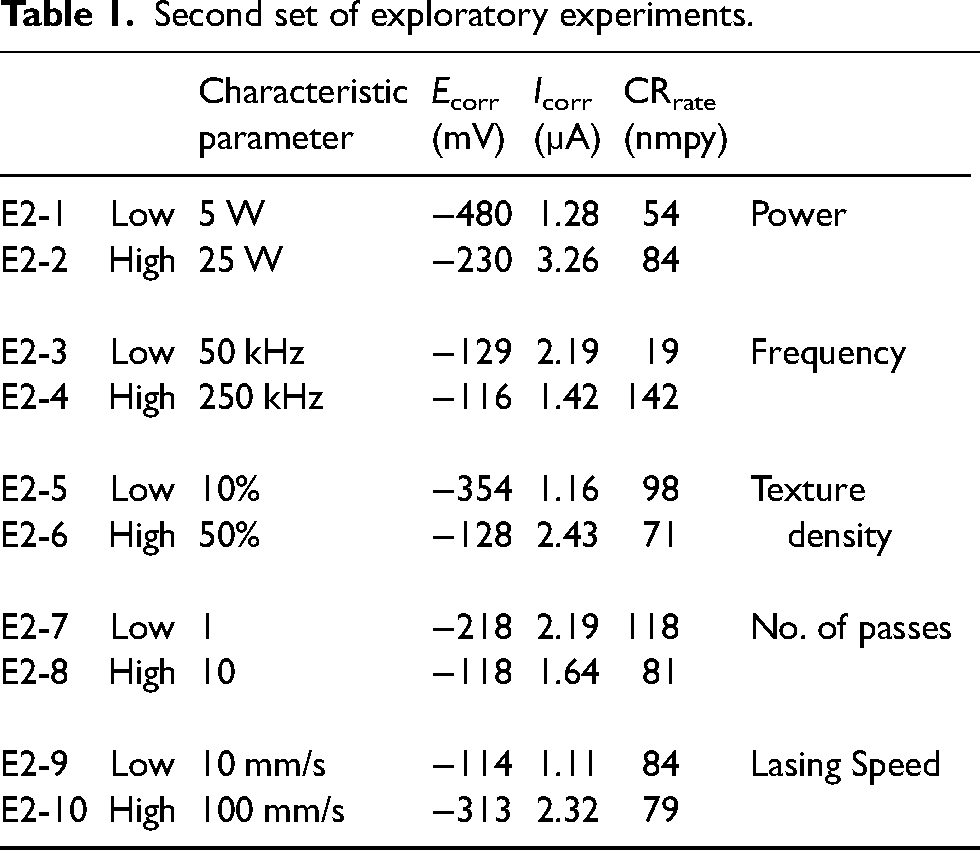
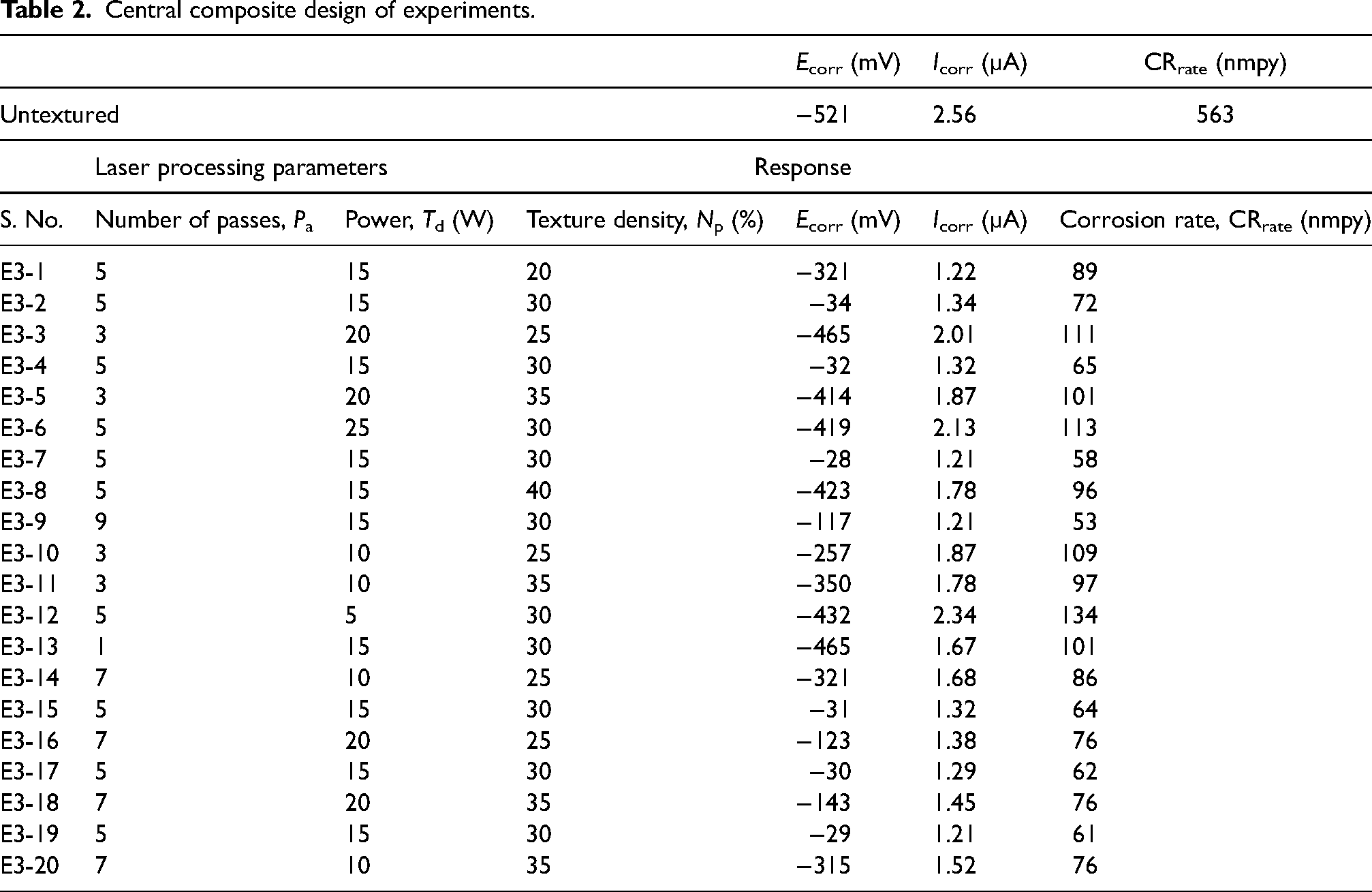
Second level of exploratory experiments was conducted on straight-line grooves with five input parameters: Pa, Ls, Np, Td and Fs. About 10 s-level exploratory experiments were conducted at both the lower and upper boundaries of any given input parameter while maintaining the mid values for the other parameters. The output responses of the exploratory experiments are presented in Table 1. From Table 1, it was noted that all five input parameters have a key role in determining the output responses. However, among the five parameters, the three specific input parameters Pa, Td and Np showed significant differences. Based on the exploratory experiments, a multi-parametric optimisation was performed on three input parameters of laser power (Pa), texture density (Td) and number of passes (Np) for optimisation of the output response of Ecorr, Icorr and CRrate. The experiments were designed using CCD. Post experiments, the output responses to the corresponding experiments, are given in Table 2.
Second set of exploratory experiments.
Central composite design of experiments.
The output responses were analysed with respect to input parameters using ANOVA by Minitab® software. The results are shown in Table 3. Although texturing of CoCrMo resulted in significant improvement in corrosion resistance, ANOVA analysis resulted that out of three output responses, Ecorr, Icorr and corrosion rate values can be predicted. It is worth pointing out here that Ecorr values are directly dependent on the electrolyte. 46 Further analysis was performed on Ecorr, Icorr and CRrate.
ANOVA results for output response of Ecorr, Icorr and CRrate.
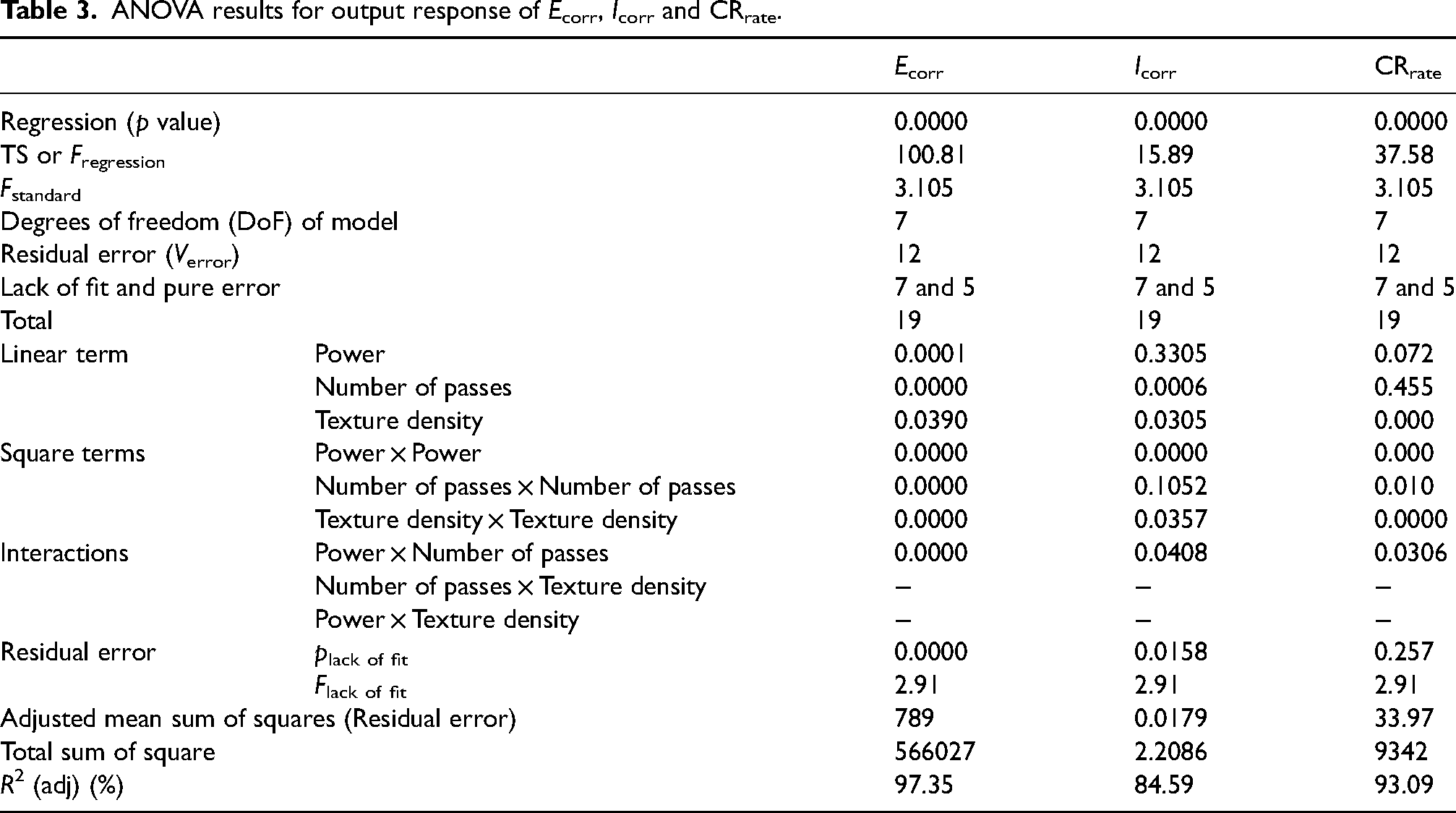
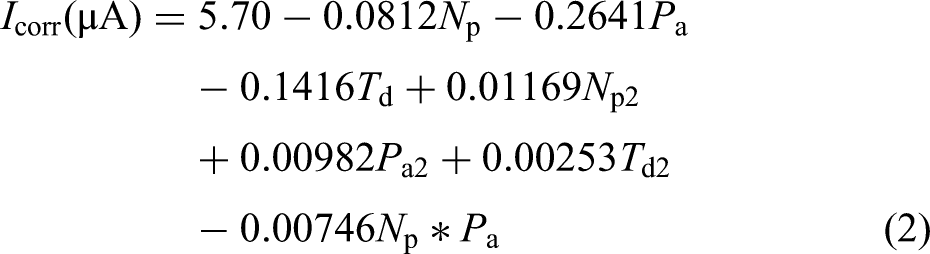
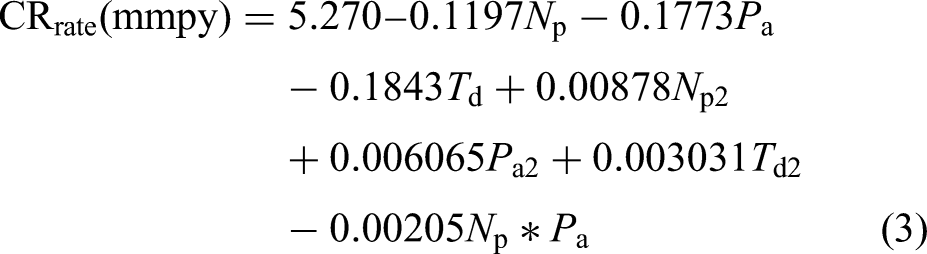
The effect of Pa, Td and Np on Ecorr was shown in Figure 4. From Figure 4, it is evident that all three input parameters Pa, Td and Np contribute to decreasing Ecorr values. Minimum Ecorr values were observed between 17 W Pa, 30% Td and 8 Np. Variance analysis was performed on the output values of Ecorr, Icorr and CRrate, and variables with p values less 0.05 were considered significant. ANOVA results are presented in Table 3. The second-order generalised equations for Ecorr, Icorr, CRrate and input parameters are given by Equations (1), (2) and (3) while the random error of the model is given by Equation (4).

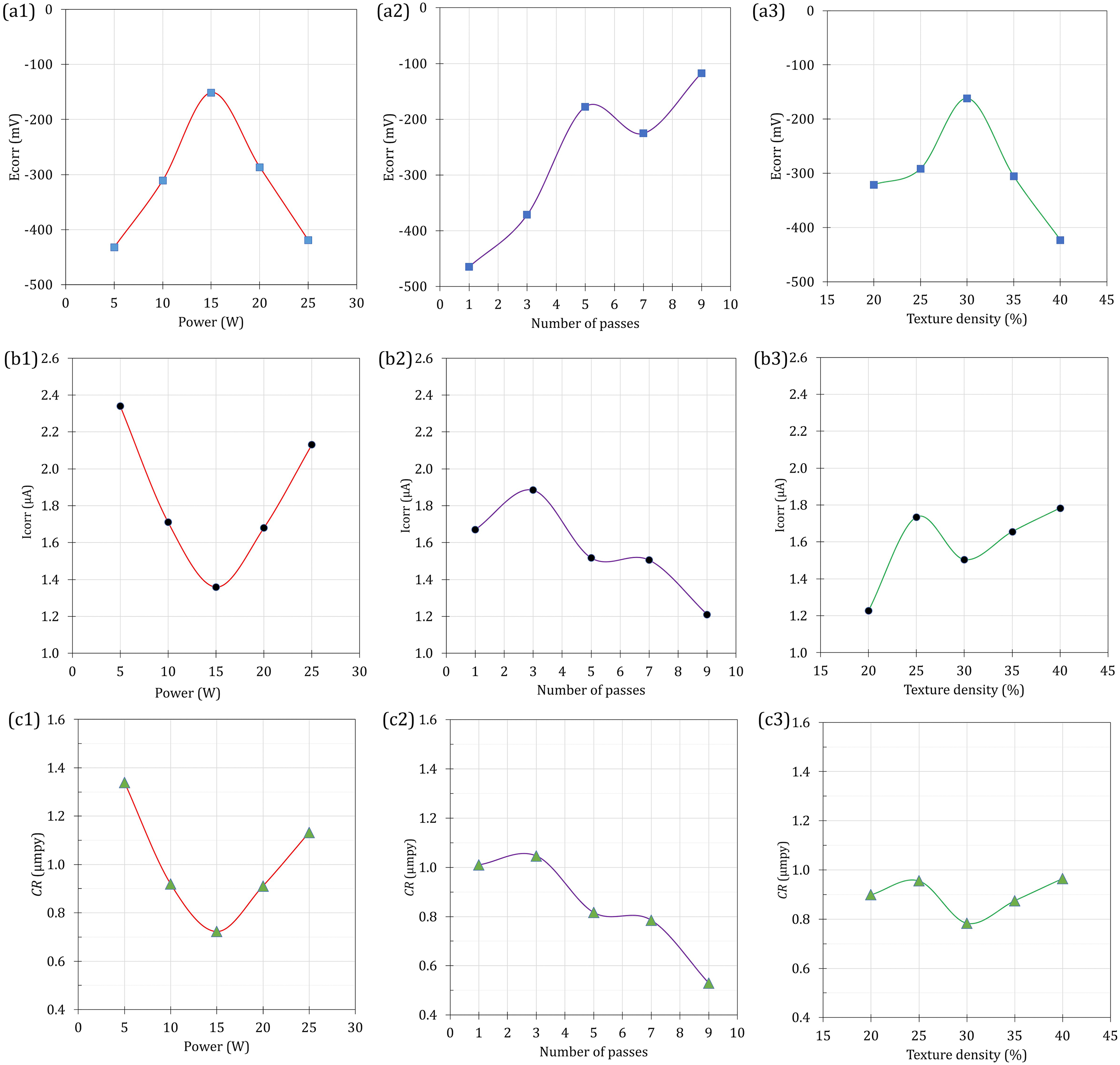
Main effects plot for (a1) to (a3) Ecorr; (b1) to (b3) Icorr; and (c1) to (c3) CRrate.
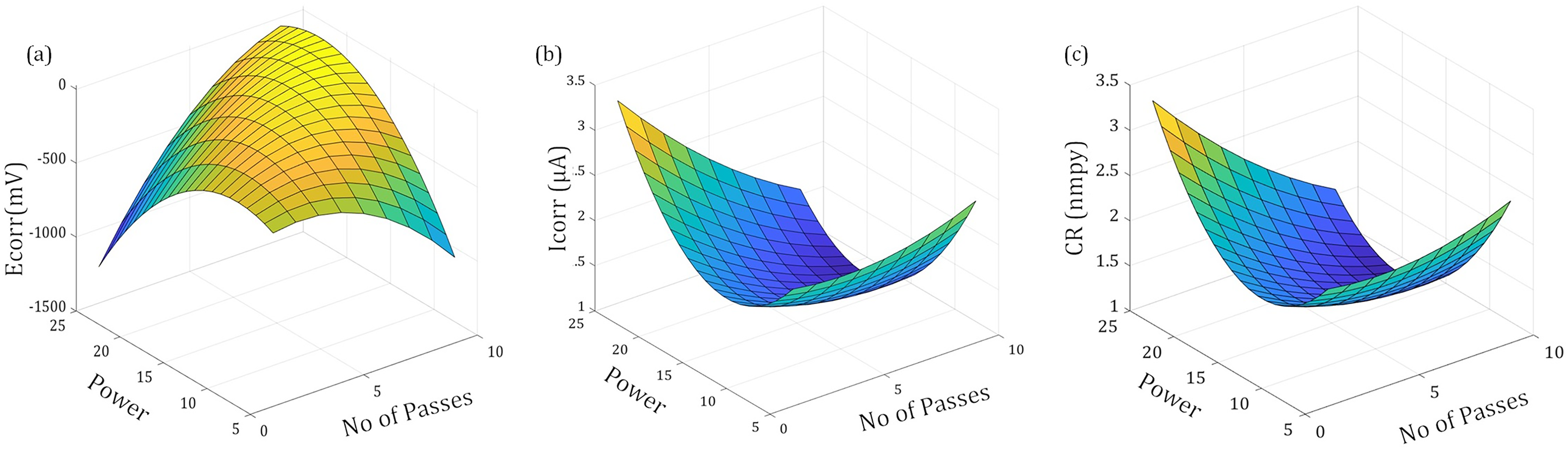
Interaction plots: (a) Ecorr with Np and Pa; (b) Icorr with Np and Pa; and (c) CRrate with Np and Pa.
δ(Ec) is error range of the model for Ecorr, α is level of significance (α ∼ 0.05 at 95% level of confidence). The term DF represents the degree of freedom of the model while the term Ve indicates the residual error variance. The values of t were obtained from the reference. 47 In the proposed model, the estimated range of error for Ecorr is ±58.79. The final optimised process parameters are given in Table 4. Three number of experiments were repeated for the optimised parameters and the output responses are given in Table 4. A significantly less corrosion rate is observed from the table.
Figure 6 shows the SEM images of the untextured and textured CoCrMo samples after corrosion experiments. Corrosion analysis shown in Figure 6 stands as a significant piece of evidence showcasing the effects of laser-based surface texturing on CoCrMo samples following corrosion experiments. The images, obtained through SEM, provide a crucial testament to the transformative impact of surface texture on the material's corrosion resistance. A noticeable contrast becomes evident upon close examination of Figure 6. On one side of the spectrum, untextured CoCrMo samples bear the brunt of corrosion, displaying extensive damage to their surfaces. This damage takes the form of heavy pitting-type corrosion, a destructive force that can compromise the structural integrity of the material. The SEM images of untextured samples reveal a landscape marred by corrosion-induced imperfections. In distinct contrast, the textured CoCrMo samples present a markedly different narrative. Here, the impact of corrosion is notably mitigated, with surface damage reduced to a minimum. The SEM images of textured samples depict a surface that has withstood the corrosive forces with resilience. This notable difference highlights the superior corrosion resistance exhibited by the textured samples. But what accounts for this noticeable contrast in corrosion performance? The answer lies in the phenomenon of oxide layer formation during laser-based texturing. When subjected to laser irradiation, the CoCrMo surface experiences elevated temperatures, leading to the formation of protective oxide layers. These oxides act as a barrier, shielding the material from the corrosive elements present in the environment. The concrete evidence of surface oxide formation is presented in Figure 7, where EDX mapping unveils the elemental composition along the textured and untextured zones of the CoCrMo samples. Notably, the presence of oxygen, indicative of oxide formation, is more pronounced on the textured surface. This provides a direct correlation between the surface oxides and the enhanced corrosion resistance witnessed in the textured samples.
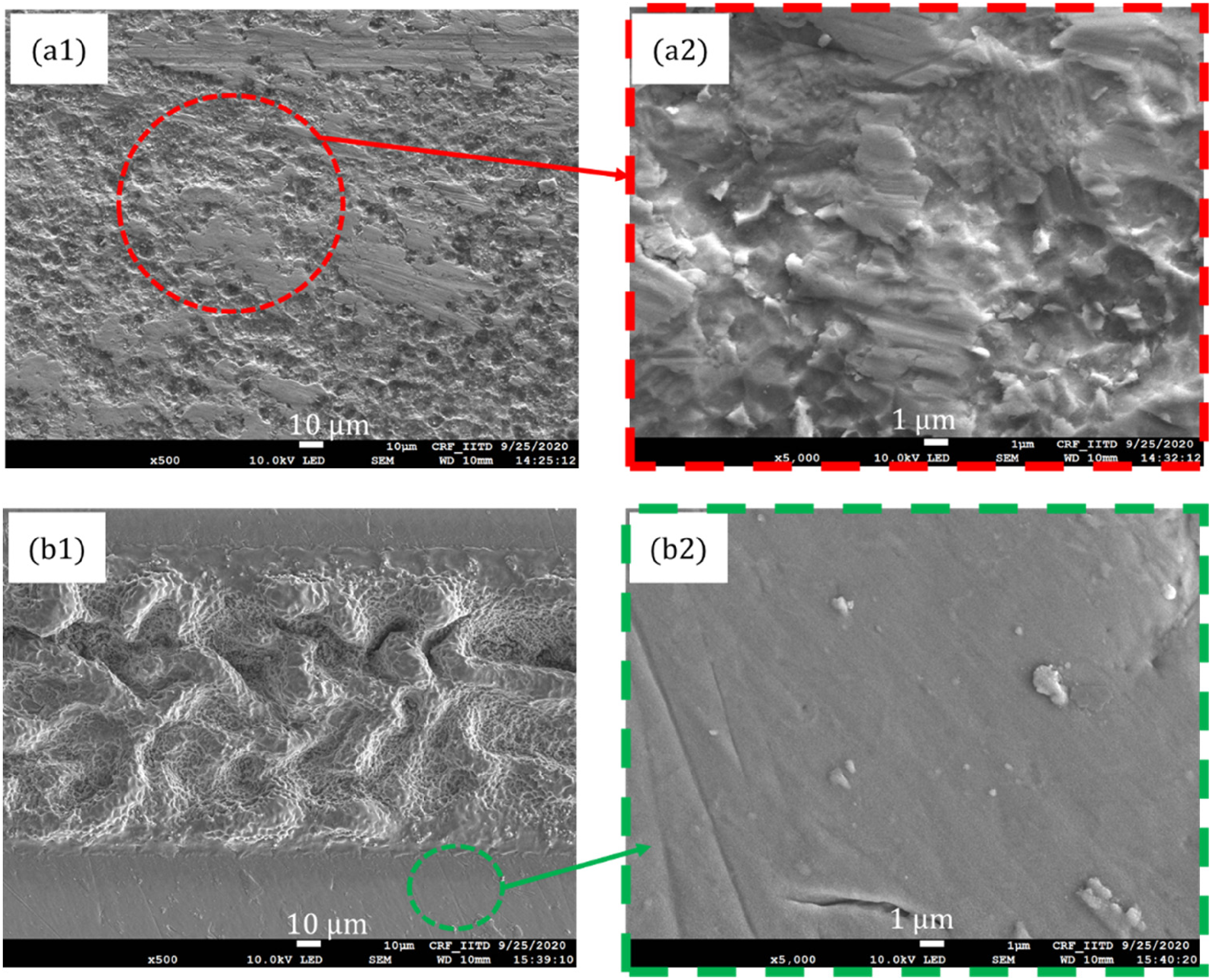
Scanning electron microscopy images after corrosion experiments: (a) untextured CoCrMo surface, (b) high magnification view, (c) textured CoCrMo surface and (d) high magnification view.
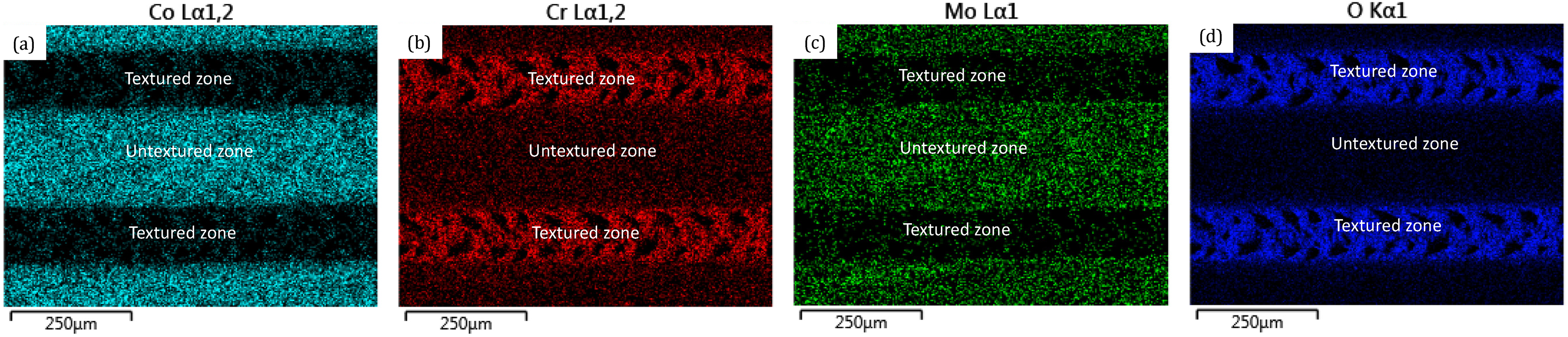
EDX map of individual elements along textured and untextured zones: (a) Co, (b) Cr, (c) Mo and (d) O.
Optimised laser machining parameters and output responses.

XRD analysis of textured and untextured CoCrMo is shown in Figure 8. XRD graph pattern reveals the presence of austenite (γ-phase) and martensite (ε-phase) in both- textured and untextured samples. The γ phase represents the fcc-structured metastable stable while the ε-phase represents the hcp structured stable state at low temperatures. When compared with untextured surfaces, laser-textured surfaces have a greater number of martensite phases. In the textured surface, the ε-phase hcp (220) peak was sharper, indicating the growth of ε phase grains. As per the experiment conducted by Hassani et al., the hcp (220) peak was sharply observed on water-quenched CoCrMo alloy in contrast to other slow quenching methods. 48 In general, the martensite phase is due to the sudden cooling of the austenite phase . Martensite materials are usually harder and are wear-resistant. 48
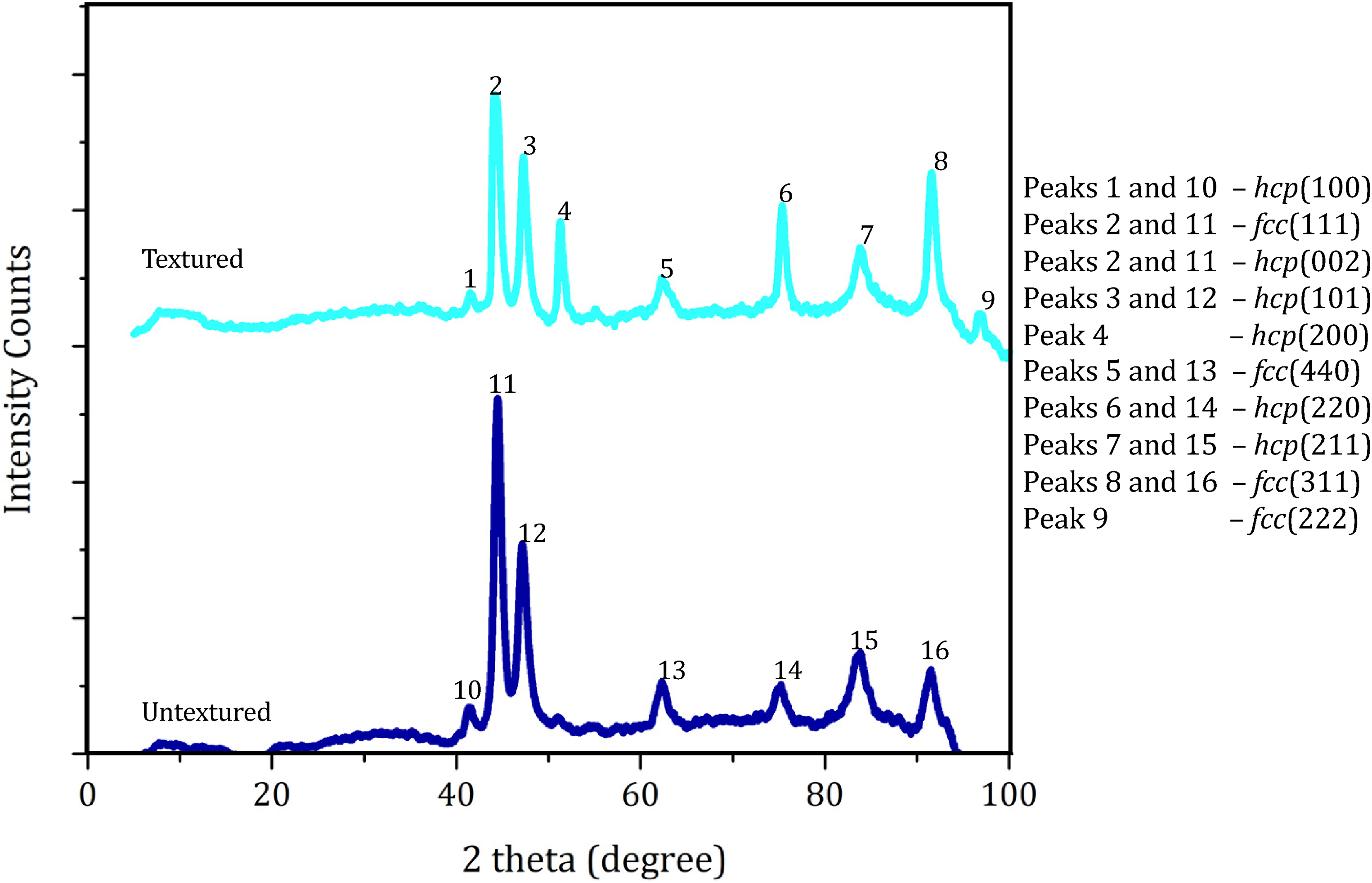
XRD of untextured and textured CoCrMo.
Biocompatibility analysis played a crucial role in this study, with a focus on evaluating the response of untextured and textured CoCrMo surfaces using FESEM. Figure 9 provides a visual representation of L929 fibroblast cells on both untextured and textured CoCrMo samples. Upon close scrutiny of Figure 9, a compelling observation becomes apparent: the textured CoCrMo surface exhibits a markedly higher affinity for cell adhesion compared to its untextured counterpart. This intriguing finding underscores the ability of the textured surface to create a conducive environment that encourages cell adherence. Importantly, this aligns with findings from previous research endeavors conducted by various scientific groups.49,50 Such a characteristic is of paramount importance when considering the integration and performance of implants within the human body. Moving beyond cell adhesion, an equally critical aspect of biocompatibility assessment relates to bacterial interactions. CoCrMo implants have been known to possess a higher susceptibility to biofilm formation, a factor that can impact the long-term success of these implants.51,52 To probe the influence of surface texture on bacterial growth and biofilm formation, the study conducted experiments involving E. coli bacterial cultures on both untextured and textured CoCrMo samples. The results are vividly depicted in Figure S1 (a1-a2 for untextured and b1-b2 for textured) within the supplementary section. Figure S1 unveils a striking contrast between the untextured and textured surfaces. The untextured surface is conspicuously enshrouded by biofilm, providing a thriving habitat for bacterial colonies. In stark contrast, the textured surface presents a radically different scenario. Here, bacterial proliferation is minimal, and a notable absence of biofilm formation is observed. This stark dissimilarity suggests that textured CoCrMo surfaces hold immense promise as viable materials for implantation.
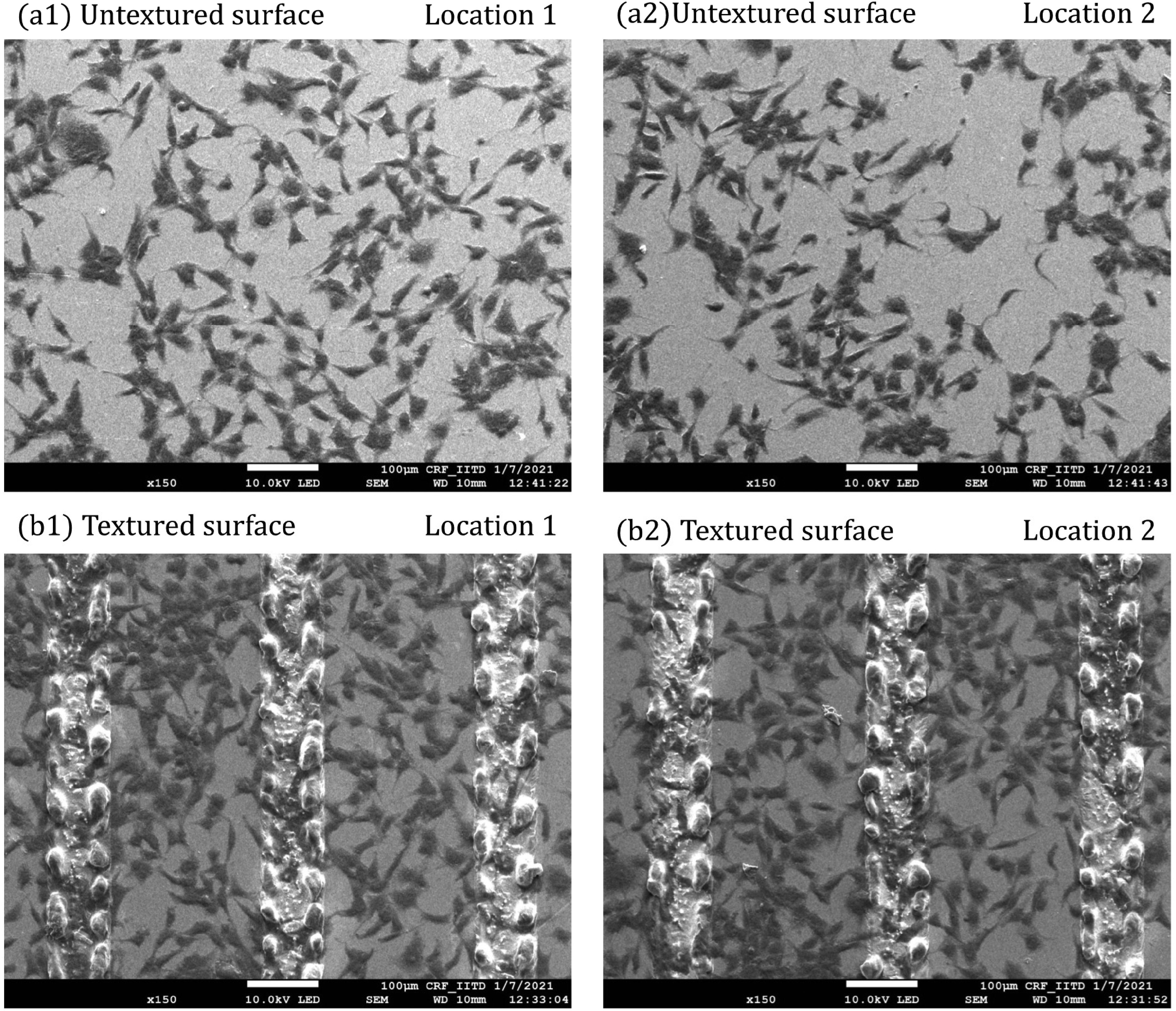
Growth of fibroblast cells on the (a1-a2) untextured and (b1-b2) textured surfaces.
The frictional coefficient of the textured surface varied from 0.3 to 0.37 while untextured surfaces from 0.45 to 0.63. The plot is shown in Figure S2 of the supplementary section. This higher friction coefficient was measured after 30 min of continuous running. In the case of the untextured surfaces, pits are formed which increases the friction coefficient. However, in the case of line textured samples, such phenomena are eliminated.
Conclusions
From the above study following conclusions were drawn.
Surface modification via laser irradiation resulted in improved corrosion resistance of CoCrMo alloy in the presence of SBF. EDX measurements confirm the formation of oxide layers on the laser-textured surfaces, contributing to their improved corrosion resistance. XRD analysis reveals an increased formation of the martensite phase in CoCrMo samples following laser irradiation. This can be attributed to rapid cooling during the process. Ball-on-disk experiments conducted in SBF show that the textured surfaces exhibit a steady state coefficient of friction ranging from 0.3 to 0.37, compared to 0.45 to 0.63 for untextured surfaces. This improvement is attributed to the prevention of pit formation on textured surfaces during the initial 30 min of testing. Laser-textured surfaces promote cellular proliferation of fibroblasts, making them favourable for tissue integration while inhibiting bacterial growth, a crucial aspect for preventing biofilm formation on implantable materials.
While these findings are promising, further in-depth studies are needed to explore and validate these effects, providing a more comprehensive understanding of laser-textured CoCrMo's potential in biomedical applications.
Supplemental Material
sj-docx-1-sen-10.1177_02670844231214689 - Supplemental material for Enhanced corrosion resistance of CoCrMo by laser-based surface modification
Supplemental material, sj-docx-1-sen-10.1177_02670844231214689 for Enhanced corrosion resistance of CoCrMo by laser-based surface modification by K. E. Ch. Vidyasagar and Dinesh Kalyanasundaram in Surface Engineering
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.