
Abstract
Magnesium and its alloys are increasingly used in automotive and aerospace industries due to their low density, which supports lightweighting and reduces environmental impact. However, their broader application is limited by poor formability, largely resulting from strong textures formed during mechanical processing that reduce ductility. Extensive research has focused on mitigating this issue through alloying and optimised processing. While rare earth (RE) elements are highly effective in weakening texture, their scarcity drives interest in alternative approaches. This review discusses the mechanisms by which RE elements influence texture, explores the potential of non-RE elements, particularly calcium, and highlights promising results from multi-component alloying. It also examines key processing parameters for the AZ31 alloy, emphasising properties, industrial feasibility, and directions for alloy development.
Introduction
Advancements in the physical metallurgy of magnesium and its alloys empowers the pursuit of high-performance, sustainable materials that promise innovation through reduced emissions in industrial applications. This alloy class boasts properties that can match, or exceed, those of other commonly used metals such as steel, aluminium, and titanium alloys, ideally suited for use in aerospace, automotive, healthcare, electronic and sports sectors, primarily thanks to a low magnesium density of 1.74 g.cm−3.
1
Its advantage over competitor alloys is elicited by a high specific strength; components can potentially satisfy structural properties with a lower mass. In the aerospace and automotive industries, this is a key materials selection consideration where reduced vehicle or aircraft weight correlates to lower CO
Despite these promising applications, magnesium is still not widespread in industrial use. There are, inevitably, drawbacks to magnesium – notably its propensity to corrode, creep susceptibility, and considerable flammability due to a low ignition point, 3 necessitating careful consideration during high-speed machining. 4 Magnesium is also more costly in comparison to aluminium. 5 An issue which cannot be overlooked is the formation of strong textures during wrought processing, resulting in a significant loss in ductility and formability. 2 The term ductility refers to the ability of the material to undergo plastic deformation under tensile loading, quantitatively measured by elongation, prior to fracture. Formability describes its ability to be plastically deformed into a desired shape without cracking, tearing, or failing, specific to manufacturing operations such as bending, stamping or drawing. 6 For magnesium to fulfil its potential, the texture development must be understood and controlled, necessitating the interplay between different alloying additions and processing techniques to be understood. While the environmental benefit of magnesium use is attractive, to compete against well-established engineering alloys, new magnesium alloys must match or exceed their mechanical or physical properties without incurring prohibitive costs.
In this review, an overview of texture and its relevance to magnesium is firstly given, with subsequent sections discussing mechanisms for modifying this, through (i) alloying additions and (ii) processing methods. An outlook of this research area is provided with recommended opportunities for future exploration.
Texture and its prevalence in magnesium
Categorised based on when it develops, texture may comprise two types: deformation texture or recrystallisation texture. When a polycrystalline material with a HCP (hexagonal close packed) crystal structure experiences high stresses, for example during mechanically processing, plastic strains are accommodated through dislocation slip or deformation twinning. During deformation that comprises a particular strain path, certain crystal orientations exist for which these mechanisms can successfully accommodate the imposed strain, both macroscopically and at the grain scale through compatibility. The crystals will tend to rotate towards the orientations where these mechanisms can most easily accommodate the imposed strain. As a result, a polycrystal will develop a higher proportion of crystals aligned to a particular, stable direction compared to the original random arrangement; this is the deformation texture. 7 For magnesium, the texture that develops is heavily influenced by its HCP crystal structure.
The deformation texture that is most prevalent in magnesium is basal texture. An example of this is evident during extrusion, where the basal planes align to be parallel to the extrusion direction (ED), denoted as
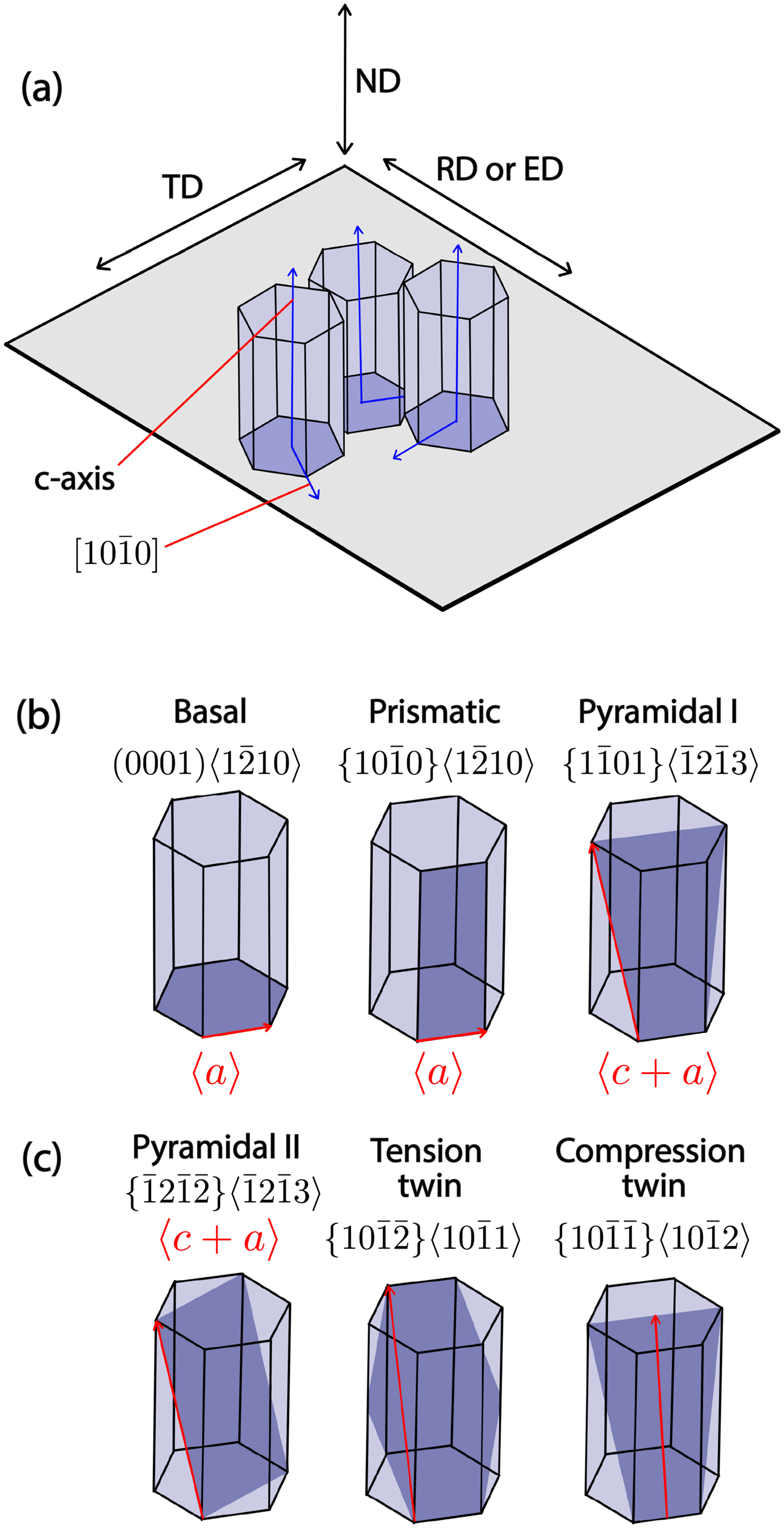
Schematic representation of HCP magnesium crystals (a) forming a basal texture, where basal planes are parallel to RD during rolling, or ED during extrusion, such that the
The formation of a ‘C-texture’ has also been shown to prevail in extruded and recrystallised Mg alloys, presenting as bands of similarly orientated grains that are aligned with their
Any deformation texture developed will not necessarily persist in a material if recrystallisation occurs. During recrystallisation, deformed regions of the material will be replaced by new, relatively strain-free grains that do not necessarily inherit the orientation of the parent grain. The nucleation, and subsequent growth, of these new grains will therefore have a marked impact on the texture of a material – this is described by the recrystallisation texture. Recrystallisation commonly takes place under two distinct regimes: dynamic recrystallisation, which occurs during deformation, and static recrystallisation, which occurs during exposure to an elevated temperature heat treatment after deformation. 21
Plastic strain will be accommodated by deformation modes, which are crystal structure dependent. These can be quantified by the critical resolved shear stress (CRSS) required to activate a particular deformation mode. Because of its lack of symmetry, the HCP crystal structure contains three types of potential slip systems:
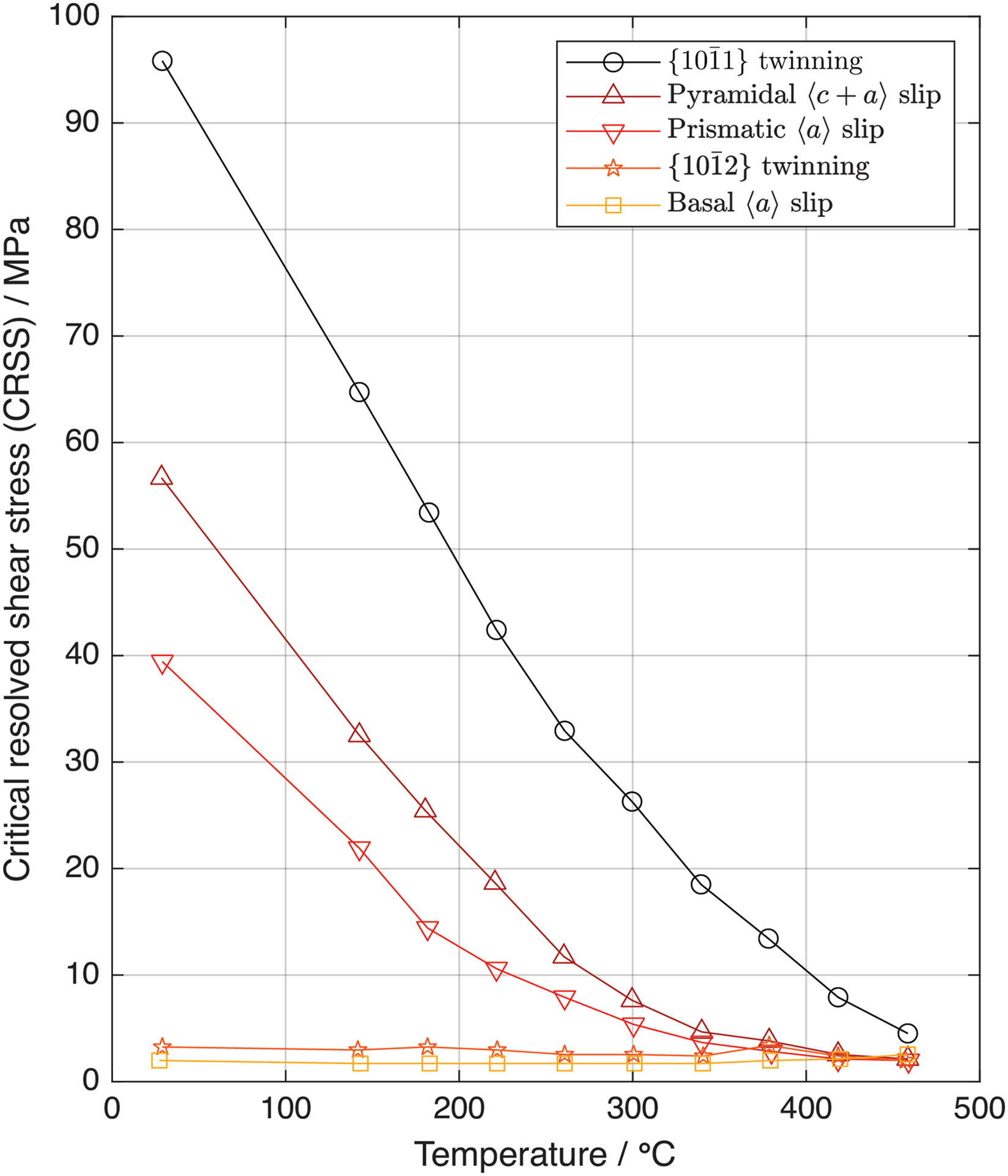
Critical resolved shear stress values as a function of temperature for different slip systems and twinning modes in pure magnesium. Replotted and adapted from Nie et al. 10
The texture weakening desired in magnesium can be achieved either by suppressing the original deformation texture formation or subsequently conferring this texture through recrystallisation. One strategy for minimising deformation texture is by altering the CRSS values for different slip and twinning processes, for instance to suppress extension twinning, or to promote non-basal slip, which is achieved through various microstructural changes. 20 There are also various recrystallisation mechanisms relevant to magnesium, including grain boundary nucleation, subgrain boundary nucleation, shear band nucleation, deformation twinning nucleation and particle-stimulated nucleation. While the first two often form recrystallised grains of the same orientation to the parent, the last three promote new orientations that are different to the deformed grains, with particle-stimulated nucleation producing new grains that are randomly oriented.24,27
New understanding of the role and impact of alloying additions that alter the deformation and recrystallisation mechanisms in Mg is highly desirable. Progress here would allow the refinement of alloy compositions to possess the best properties, however, any new alloy must also consider how economical the solution is. The following sections discuss the successes that have been achieved through various texture weakening strategies.
Alloying
To eradicate material property deficiencies, alloying is a clear starting point. The impact of various alloying additions on texture development in wrought magnesium has been investigated extensively, diverging into two main classes: rare earth and non-rare earth additions. Significant progress has been made in achieving texture weakened magnesium alloys using rare earth (RE) elements, particularly La, Ce, Nd, Eu, Gd, Yb and Y. 53 For non-RE alloying, aluminium is recognised to be a beneficial addition, with AZ31 (Mg-3wt%Al-1wt%Zn) being of notable commercial use.10,54 Zinc and calcium are also common alloying additions; combinations of these are known to produce similar texture weakening affects to RE alloys.27,54,55
Rare Earth Alloys and Proposed Mechanisms of Texture Weakening
There are several mechanisms through which RE alloying is theorised to impact texture, including particle-stimulated recrystallisation, promoting growth of non-basal orientated grains, tailored solute drag effects, changing the stacking fault energy, promoting shear banding, or modification of the
The addition of RE elements to Mg alloys has been shown to mainly affect recrystallisation texture, rather than deformation texture;
27
this observation is helpful for constraining the number of potential mechanisms by which this modification has been achieved. This is evidenced, for example, when comparing ZE100, a commercial RE containing alloy, to the non-RE AZ31 alloy. After cold rolling the two have been shown to possess similar deformation behaviour. These both exhibited strong basal texture, but after static recrystallisation the RE alloy loses this texture, returning to its pre-cold rolled state.
53
These textures can be seen in the pole figures in Figure 3(a). The data here implies that the nucleation and growth of recrystallised grains are most significantly impacted by RE additions, rather than any deformation mechanisms, although this is not a rule without exception.24,57 In general, as well as weakening the basal texture, RE alloying can also introduce new texture components – so-called RE textures.8,58 These include a
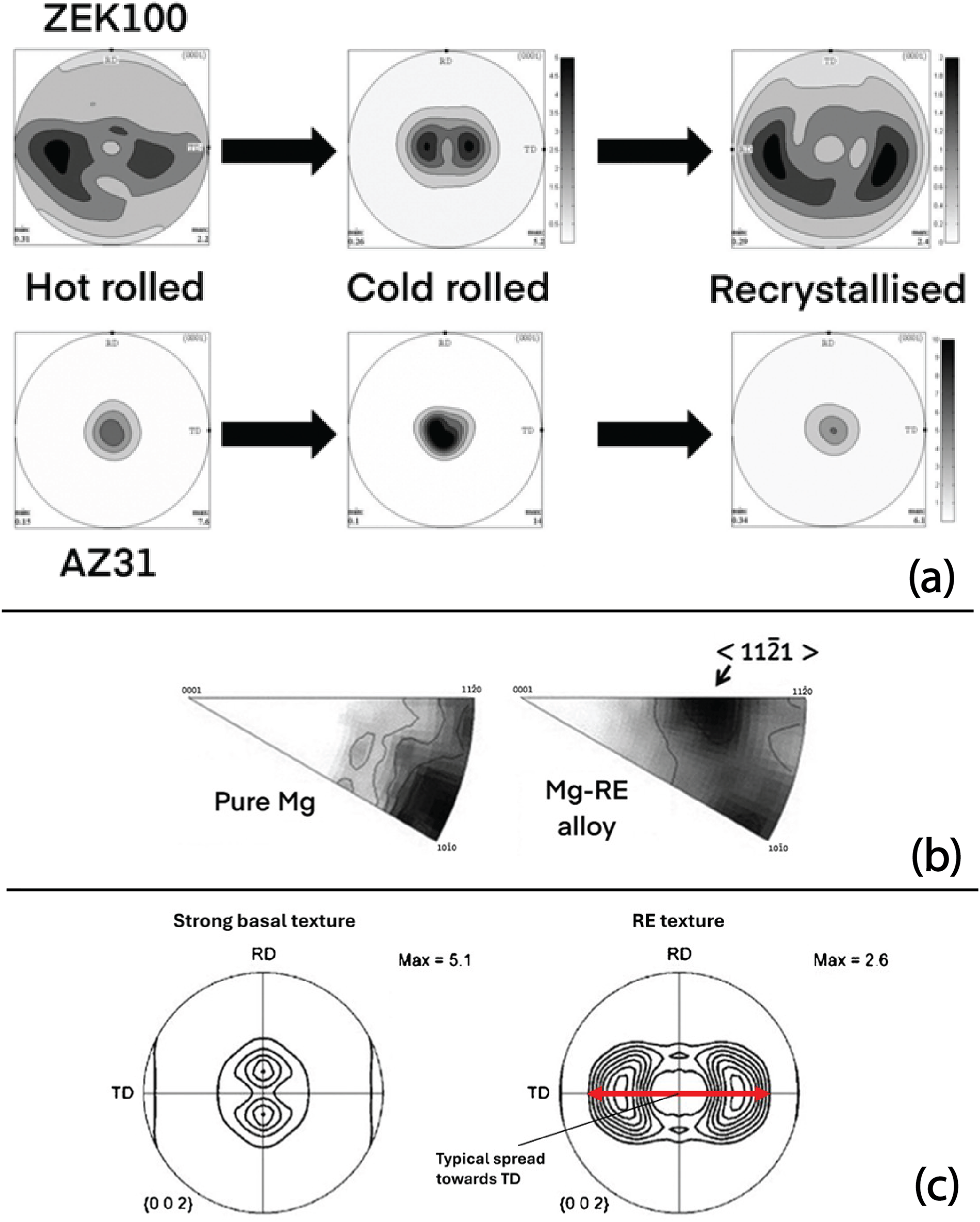
(a) Textures evaluated for ZEK100 and AZ31 after different stages of thermomechanical processing. A strong basal texture is evident at all stages in AZ31, while ZEK100 displays a modified texture after hot rolling, develops basal texture on cold rolling, and then returns to the pre-rolled state on annealing. (b) Inverse pole figures depicting the characteristic grain orientation spread along the transverse direction (TD), after rolling Mg-RE alloys. The basal texture seen in pure Mg is also included for reference. (c) Pole figures showing a characteristic
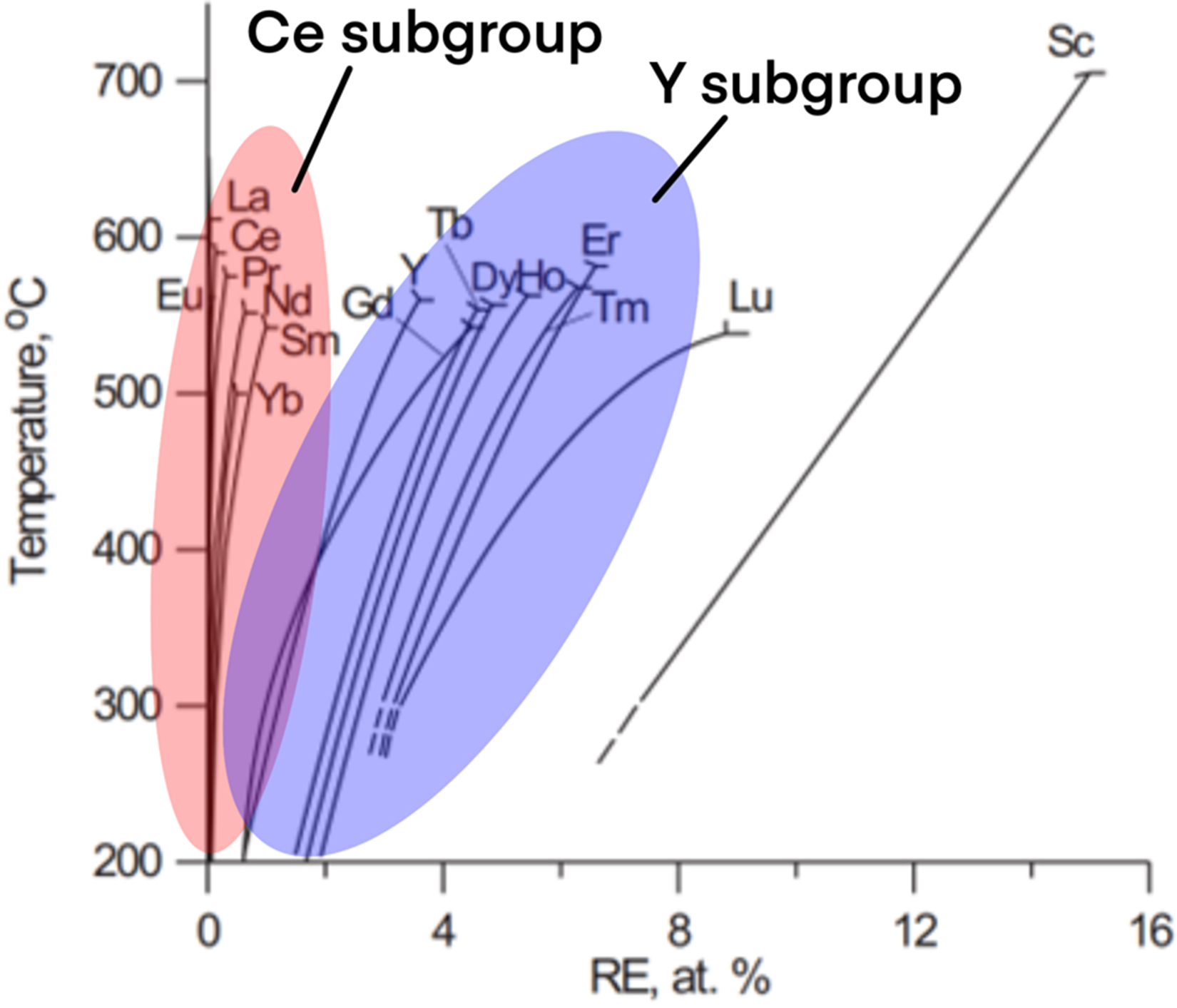
Sensitivity of the RE elements solubility for different temperatures, classified into two distinct subgroups, Ce and Y. Adapted from Rokhlin. 59
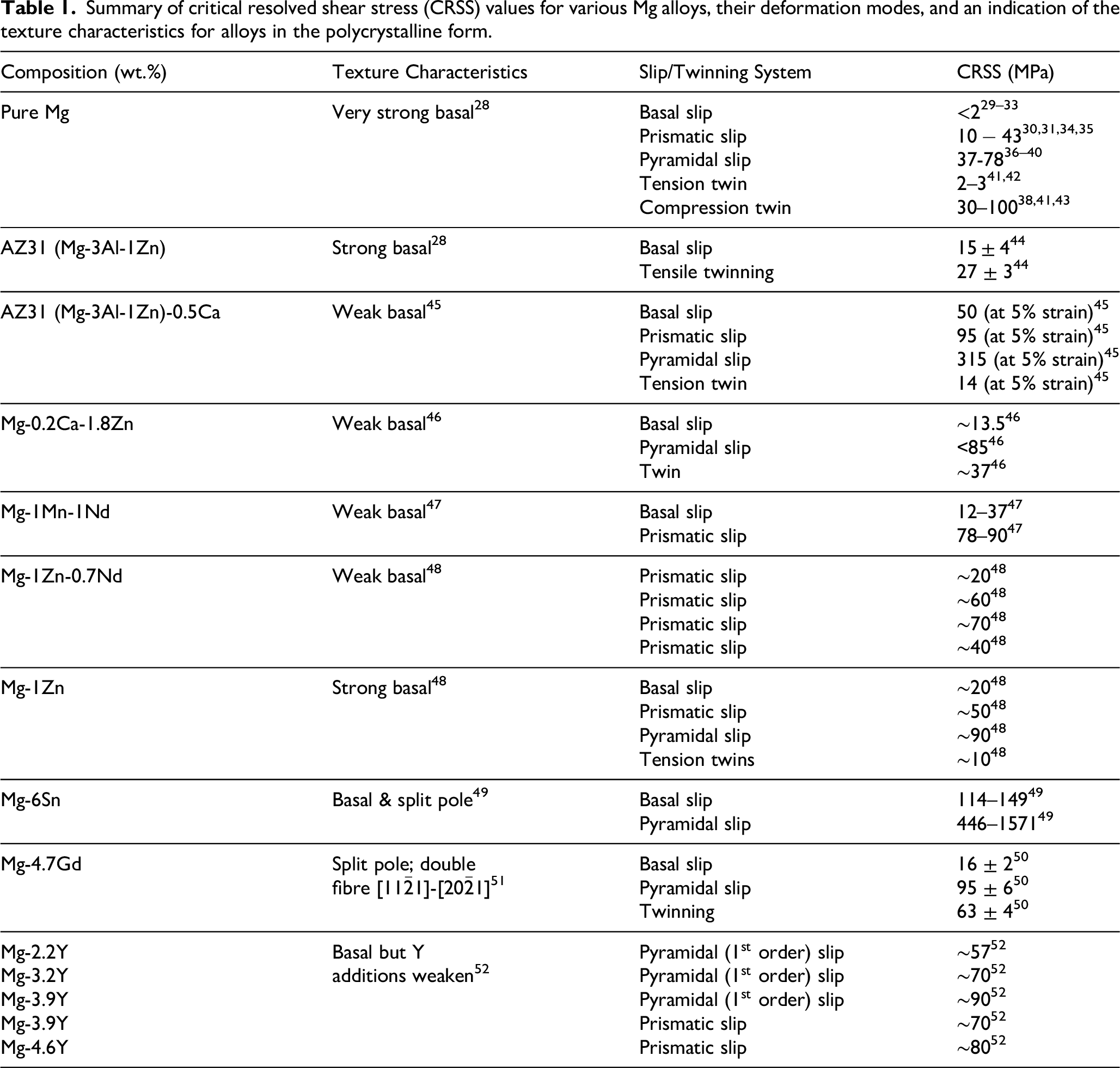
As the concentration of a RE addition is increased beyond a critical point, further texture weakening seems negligible, however, the ductility continues to increase, implying that RE additions improve ductility through methods other than texture weakening. 53 It has been established that a ductility improvement has been attributed to a decrease in CRSS for non-basal slip systems, such that these are favoured over twinning (which is inherently anisotropic). 24 Much research has focused, therefore, on methods that suppress twinning.26,60 Additionally, success in reducing yield asymmetry has been attributed to modifying the CRSS magnitudes of tension and compression twinning such that they are equally favourable. 20 Exemplar CRSS values between different deformation modes for various Mg & Mg alloy compositions are shown in Table 1, illustrating the CRSS sensitivity and variability to the elemental additions that results in plastic anisotropy and, consequently, the prevailing texture.
Summary of critical resolved shear stress (CRSS) values for various Mg alloys, their deformation modes, and an indication of the texture characteristics for alloys in the polycrystalline form.
As the RE texture effect is observed at very low elemental concentrations, this is indicative of RE atoms segregating to grain boundaries, giving a higher local concentration than in the bulk. This has been convincingly shown experimentally through energy dispersive X-ray spectroscopy.61–63 It is also hypothesised that RE solute atoms will segregate to dislocations, inhibiting their motion and further contributing to the overall RE effect. 58 The tendency for RE elements to segregate is likely related to the large size misfit between RE atoms and the host Mg lattice. This gives rise to solute drag that is amplified by the low diffusivity of the RE atoms in Mg. Non-RE additions such as zinc tend to have an atomic radius more akin to Mg; when a Mg-Zn alloy was examined, no grain boundary segregation nor texture modification was observed, 61 lending support to the correlation between segregation and texture.
Robson et al. 58 used a Cahn-Lücke-Stüwe impurity drag model 64 to investigate how the behaviour of Y in Mg differs to Al and Zn, ultimately concluding that Y incurs by far the greatest drag pressure. At temperatures typical to mechanical processing, Y has a strong drag effect that retards dynamic recrystallisation, while Al and Zn atoms exert a peak drag force at much lower temperatures than those used during processing. It was proposed that the texture weakening arises from more energy being stored during deformation, which then increases the rate of static recrystallisation during thermal exposure. 58 It is noted that Robson’s model implementation relied on an estimate of grain boundary diffusivity for Y due to a lack of experimental data, which has influenced the conclusions, however, they are arguably reliable given the agreement with experimental observations. An alternative explanation is that drag will affect basal dislocation nucleation more than non-basal during dynamic recrystallisation, such that non-basal slip is activated preferentially, hence weakening the basal texture.24,27,65 These various drag effects are not mutually exclusive, so it is plausible that they occur simultaneously.
The stacking fault energy (SFE) is a key factor known to influence both twinning and slip, particularly in HCP structures.24,66 Relevant to ductility, a wide stacking fault will form when the SFE is low, inhibiting cross-slip, hence this is a desirable attribute when formability is required, for example. Alloying additions can alter the SFE of various slip systems, ultimately culminating in greater
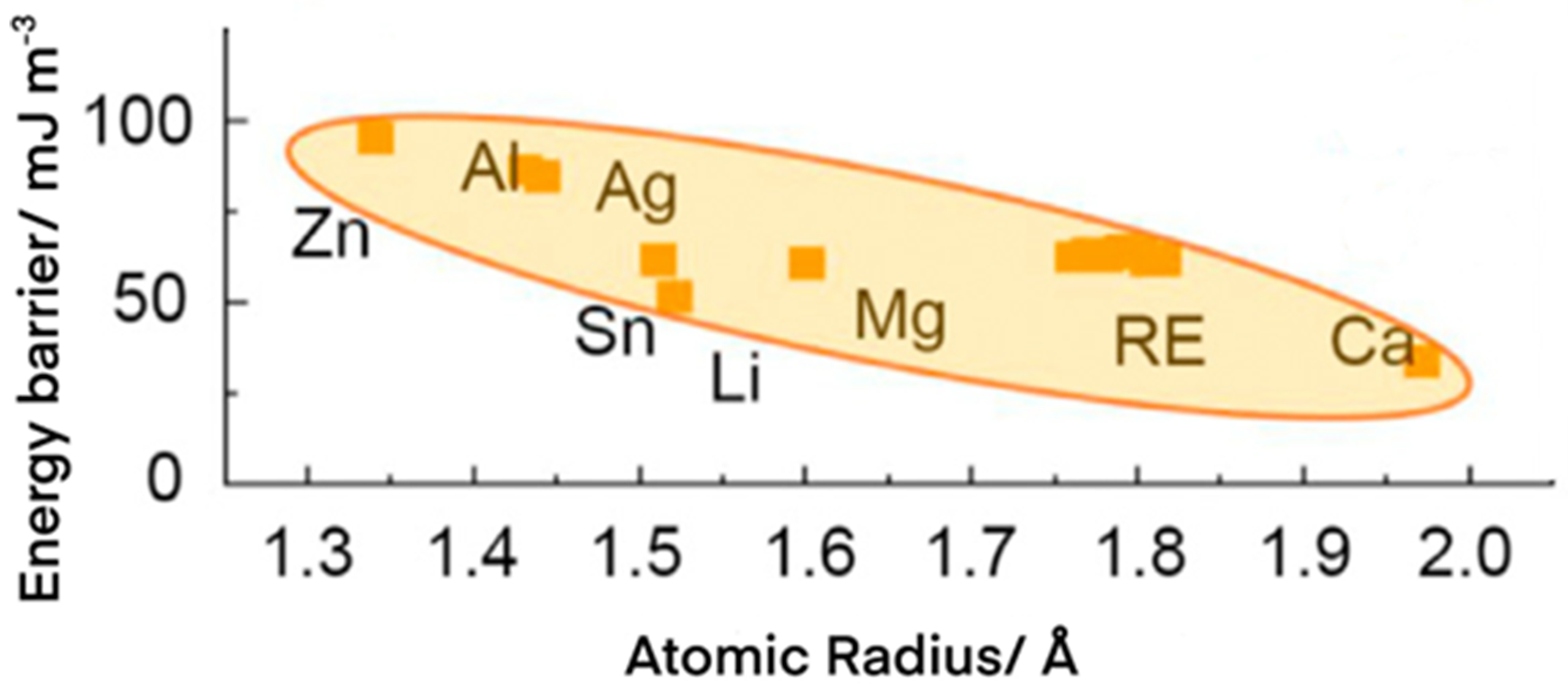
The energy barrier to
Particle stimulated nucleation is where particles that do not deform during processing lead to the formation of a relaxed zone between themselves and the deformed matrix, creating a deformation zone by trapping dislocations. This region is a prime site for grain nucleation during recrystallisation. 70 However, this cannot be a contributing factor to the characteristic RE texture as the presence of such particles has been shown to nucleate grains with a random texture. Regardless, ductility and strain hardening behaviour both improve as the basal texture is weakened, as seen in Figure 6. Here, the stress-strain behaviour of ZK10, a Zn-Zr-Mg alloy, is compared to ZWEK1000, with the latter containing added Nd (a RE element), for which particle stimulated nucleation was observed, increasing ductility. 71
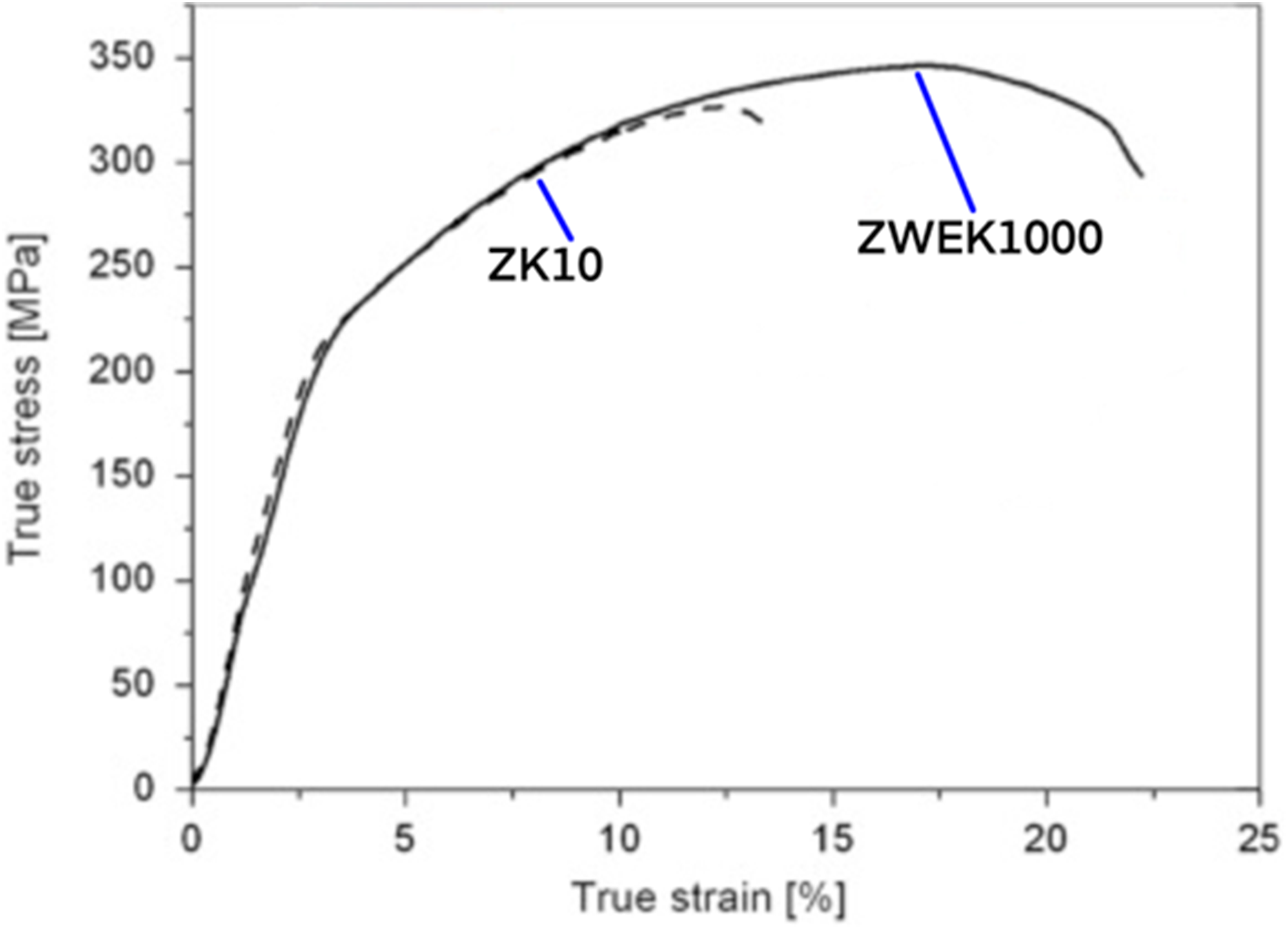
Tensile response of a non-RE alloy ZK10 and ZWEK100 (ZK10 with RE additions). Reproduced from Al-Samman, 71 with permission from Elsevier.
Another mechanism through which texture weakening can occur is the creation of shear bands and through the nucleation of shear bands with annealing. Due to deformation heterogeneities in the shear bands, recrystallised grains favour growth in off-basal orientations over basal-orientations, and so when annealed, a fully recrystallised microstructure without basal texture can be achieved. 72 In pure Mg, limited slip activity leads to regions of high localised strain, where concentrated shear bands are formed from the few twins present. 73 In contrast, RE additions promote non-basal slip and more twinning, so a more homogeneous distribution of shear bands results.73,74 This can be seen when comparing the schematic microstructures of pure Mg and Mg-3wt%Y (illustrated in Figure 7). Mg-3Y displayed superior ductility, although Sandlöbes et al. 73 related this to the concentration of strain at the localised shear bands in pure Mg. This caused faster fracture than the more homogeneous shear band distribution in Mg-3Y. Evidently, a homogeneous spread of shear bands is desired. This can be enhanced, for example, through hot rolling in a single pass to high strains (e.g. 80% thickness reduction 27 ) as this forms a dense distribution of shear bands in RE alloys.
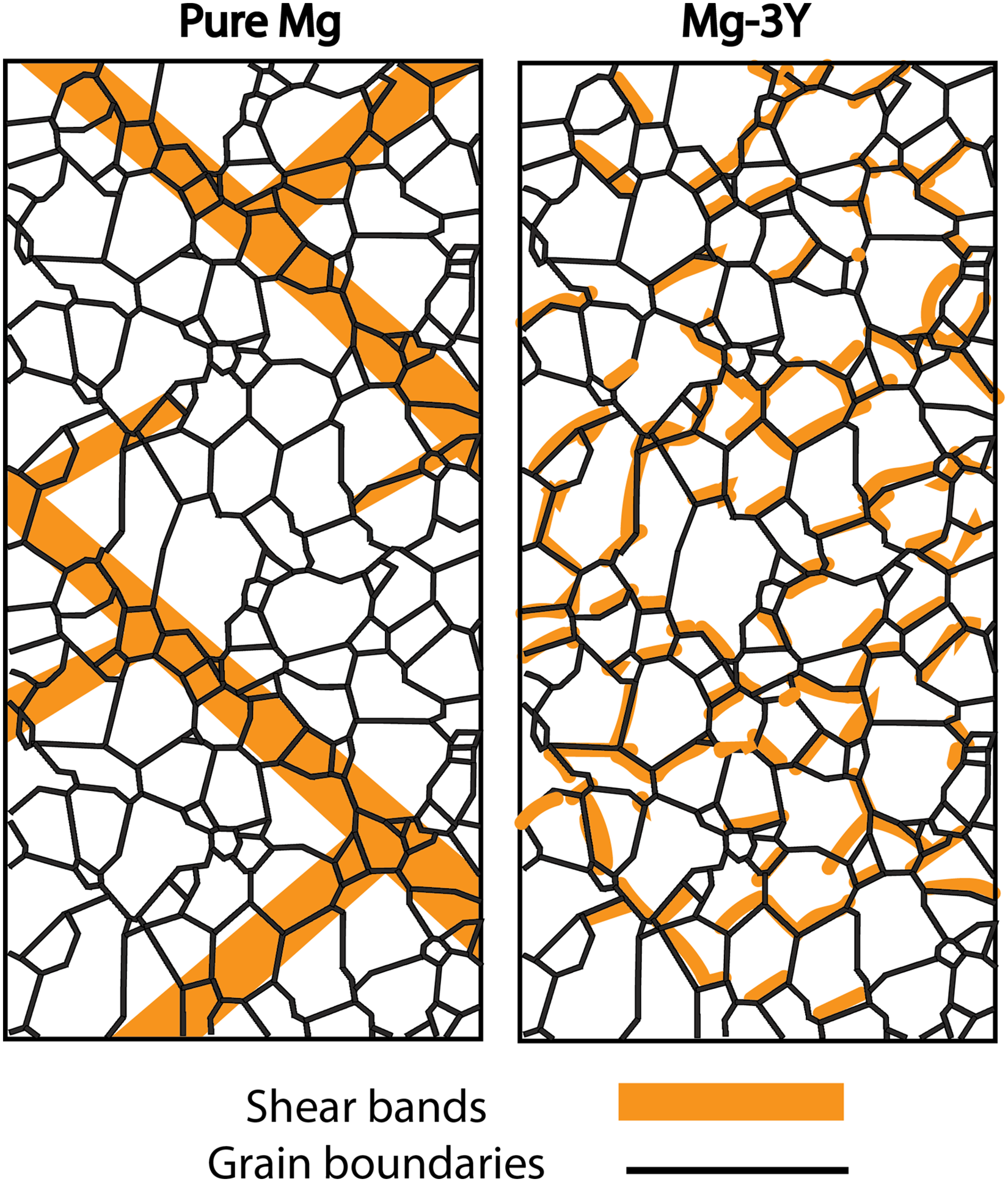
Shear band patterning observed in (a) Mg and (b) Mg-3wt%Y after cold rolling. Concentrated shear bands are seen in pure Mg, while for the alloy they are comparably more dispersed and finer, as interpreted from misorientation data from EBSD obtained by Sandlöbes et al. 73
This mechanism, however, has not proved successful for all RE alloys. While Mg-1wt.%Gd exhibits a clear change in texture from the strong basal textures post rolling, Mg-1wt.%Ce does not exhibit significant texture modification post annealing (Figure 8), despite also developing dense shear banding like the Gd-containing alloy. 72 Gd is part of the Y subgroup, and is much more soluble in Mg than Ce (4at.% vs 0.13at.% 27 ). As Gd is soluble in the Mg-1wt.%Gd alloy and Ce in Mg-1wt.%Ce leads to a dispersion of Mg12Ce secondary precipitates, due to the differing atomic radius of the solute elements, the dissimilar microstructures affect texture. For the Mg-1wt.%Ce alloy, when rolled, the precipitates fragmented, leading to pinning that restricts grain growth following recrystallisation, such that its deformation texture was largely retained, but with a weakened intensity. 72 The correlation between shear banding and texture weakening is not infallible; the RE texture has been observed in alloys with negligible shear banding, and equally some shear-banded alloys do not develop RE textures. 53
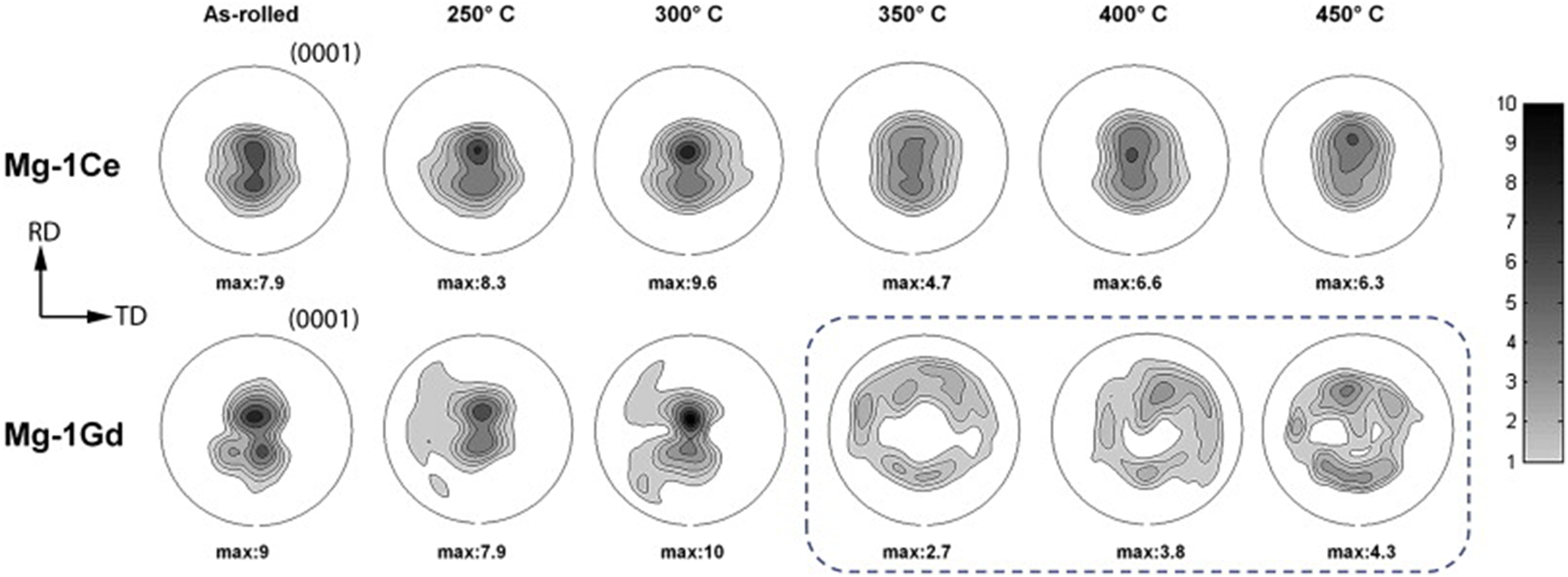
Texture development of Mg-1wt.%Ce and Mg-1wt.%Gd from an as rolled condition and following different thermal exposures. Obtained from Basu et al., 72 with permission from Elsevier.
Texture weakening is also sometimes attributed to a change of Mg lattice parameters. The low symmetry of the HCP structure, with its large
Non-Rare Earth Alloys and Multiple Additions
While the addition of rare earth elements clearly enhances the properties of magnesium alloys, through weakening the texture strength, they are not a perfect solution, largely due to the scarcity of these elements as natural resources as well as their environmental toxicity. 20 For magnesium alloys to be a truly viable commercial option, sustainability and economic efficiency must be optimised. To this end, the use of non-rare earth alloying additions is of much interest.
Calcium additions are attractive due to their high solubility in magnesium and as they possess an atomic size comparable to RE elements. From this, microstructures are likely to be similar. Binary Mg-Ca alloys demonstrate superior grain refinement over Mg-Zn and even Mg-RE (Figure 9(a)), attributed to significant dynamic recrystallisation due to undissolved secondary phases. This corresponds to a greater yield strength and ultimate tensile strength (UTS) for the Mg-Ca alloys. 54 Texture is also influenced: Mg-0.5wt.%Ca produces a similar texture to that observed in RE alloys, while alloys such as Mg-2wt.%Zn are often less effective at weakening texture (Figure 9(b)). Calcium additions have also been associated with a decreased SFE, 76 which may further contribute to texture weakening. Despite the similar textures, Mg-Re alloys still display superior ductility to Mg-Ca. 54 This is a key consideration as high ductility is, ultimately, the desired property that will be used to ascertain suitability for material selection.

(a) EBSD maps for Mg and its alloys extruded at 320
Alloy systems combining zinc and calcium weaken the texture of Mg more successfully than either binary Mg-Zn or Mg-Ca alloys.54,55 This reflects a general trend seen: ternary alloys exhibit a weaker final texture than their binary counterparts.27,54,55 For example, in a series of Mg-
As well as multi-additions of non-RE elements, RE alloys also exhibit improved properties when further alloyed. For example, ductility has been shown to be significantly improved by the addition of Zn and Zr to Mg-Ce and Mg-Gd alloys, explained by the texture weakening (Figure 10). Shear band nucleation was determined to be the key texture weakening mechanism, but unlike the binary alloys, clusters of Zn and Zr with RE atoms intensified the solute-dislocation interactions. The addition of Zr and Zn influenced the Ce alloy by promoting particle-stimulated recrystallisation. 27 By combining lower concentrations of RE with non-RE additions, a compromise could be made between the improved mechanical properties of RE alloys and the environmental appeal of non-RE alloys. However, it is not guaranteed that concentrations below the critical concentrations of RE 24 would still initiate the RE effect even with the presence of non-RE additions; this is a research area that has great opportunities for further exploration.

Tensile response of (a) Mg-1Ce, (b) Mg-1Gd, (c) Mg-1Zn-0.6Zr-1Ce and (d) Mg-1Zn-0.6Zr-1Gd, all in wt.%, in the as-rolled condition, and after annealing at a range of temperatures; the quaternary alloys exhibit superior ductility to their binary counterparts. (e) Pole figures of {0001} texture (RD vertical) for hot rolled and annealed Mg-1Ce, Mg-1Gd, Mg-1Zn-0.6Zr-1Ce and Mg-1Zn-0.6Zr-1Gd alloys. The quaternary alloys show a marked crystal orientation spread towards TD, unlike the binary counterparts, as well as a weaker basal texture. Taken from Basu and Al-Samman 27 with permission from Elsevier.
Processing
While alloying can be an effective method of weakening texture, benefits can only be realised when combined with appropriate processing routes. The choice of processing method and parameters will inevitably impact the microstructural properties and hence the texture developed. Some processing methods may be able to effectively suppress texture, but it is equally conceivable that other methods could only promote its formation. Additionally, while weakened texture is clearly desirable, the aim is to ultimately optimise the material properties - this could be achieved through processing refinement (either dependent or independent of texture). For Mg, rolling and extrusion, as previously introduced, are common materials processing routes. As discussed, specific alloying additions can be used to tailor the texture, but in commercial alloys, such as AZ31, this is not the case. Instead, the processing method itself must be adapted to weaken the texture; either through changing the thermomechanical processing parameters or performing post-processing treatments, such as annealing.
Irrespective of texture, it has been established that both strength and ductility improve from a fine grain size in magnesium and its alloys, a result often attributed to the decrease in twinning in favour of slip in smaller grains.77,78 Carvalho et al.
78
compiled data from
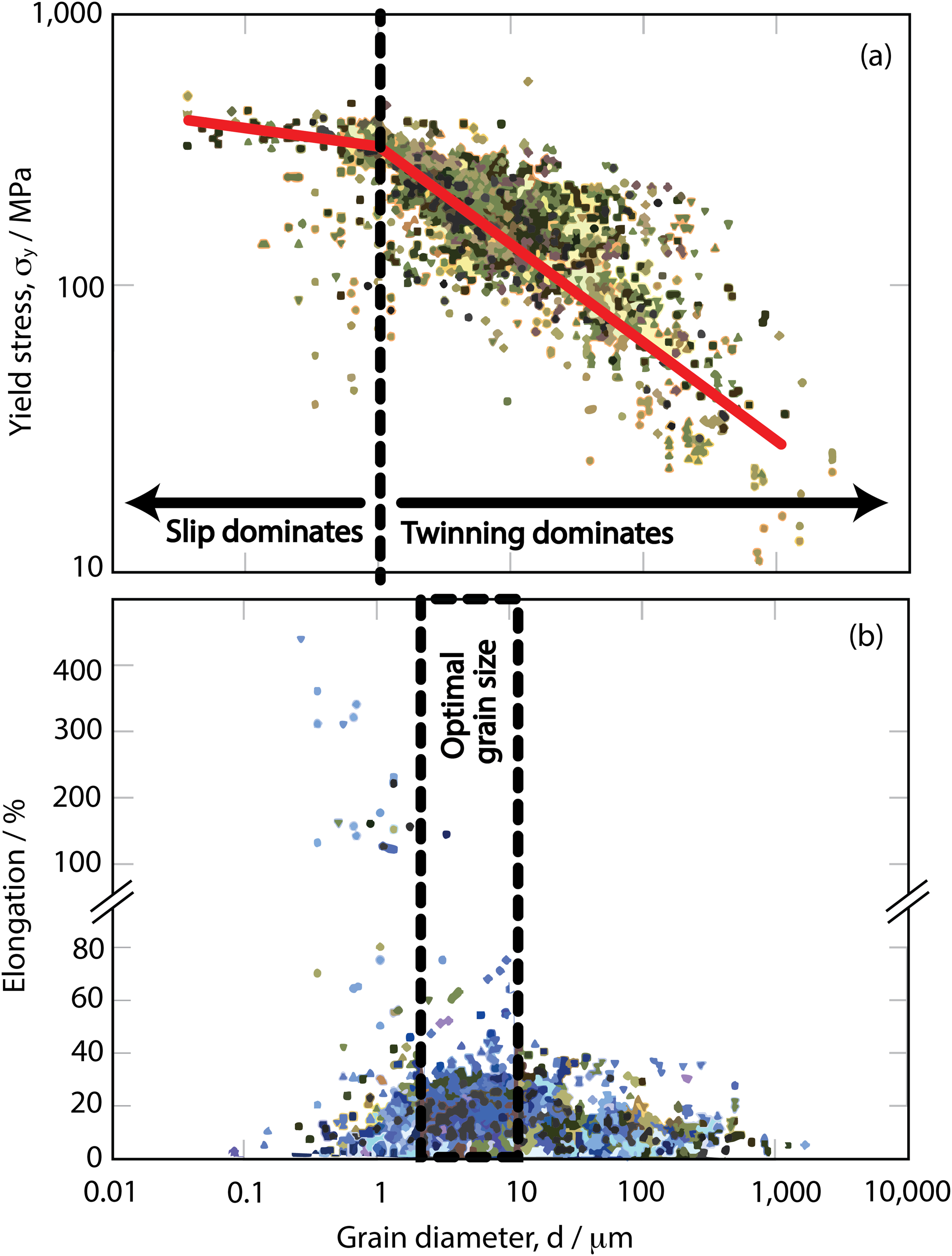
Yield stress (a) and elongation (b) as a function of grain size for Mg and various alloys with the data points representing measurements from which trends can be inferred. The yield stress increases for a smaller grain size, however, the effect is more effective above 1 µm where twinning dominates; below 1 µm slip dominates, and yield strength changes less rapidly. The relationship between elongation and grain size is less clear, although the greatest ductility is ground when the grain size is in the range 2–10 µm. Replotted and adapted from Carvalho and Figueiredo. 78
Two grain size dependent regimes are proposed:
78
when above 1 µm, the strength increase for a decreasing grain size is more significant than below 1 µm, where further strength improvement is more limited. Above 1 µm, twinning dominates over slip, accounting for the distinct regimes. The correlation between grain size and elongation is less clear, but still some conclusions can be drawn. An optimal grain size around 2–10 µm is proposed for best ductility, but other alloys achieve increasing elongation at even smaller grain sizes. Pure Mg, Mg-Li and Mg-Mn in particular can reach elongations greater than 100% when the grain size is
Recrystallisation can also contribute to texture modification. In pure Mg, both dynamic recrystallisation that occurs during mechanical deformation or static recrystallisation during subsequent heat treatments have proved ineffective at modifying texture, as the recrystallised grains adopt the same orientations as the deformed parent grains and hence exhibit strong basal texture. 24 However, in the presence of alloying additions, this is not necessarily the case: the type of recrystallisation that occurs will influence the resultant texture. Continuous dynamic recrystallisation produces grains that can have different orientations to the parent grain, such that relatively random textures can be achieved, as recrystallisation occurs via absorption of dislocations by subgrain boundaries. In contrast, during discontinuous dynamic recrystallisation, nucleation and growth arises from the migration of high angle grain boundaries, so the new grains have orientations that are inherited from parent grain, and importantly, from each other, resulting in a stronger texture. 80 Evidently, both in terms of grain refinement and texture modification, promoting the recrystallisation of fine grains is an important goal, but the specific methods for achieving this will undoubtedly lead to variations in properties.
Processing of AZ31
To isolate the effects of different processing routes from alloying additions, research pertaining specifically to the processing of AZ31, one of the most used magnesium alloys in industry, 5 is discussed here.
As already described, the most desirable mechanical properties arise from well refined grains; a strategy to satisfy this is to maximise the recrystallisation fraction. When hot rolling, for AZ31, an optimised grain structure is achieved by using a small rolling reduction per pass (using multiple passes), rather than fewer passes at a higher strain rate, due to the prevalence of grain boundary nucleation during dynamic recrystallisation. 81 This is at odds to processing costs, which are reduced by larger rolling reductions per pass, favouring single passes. In a bid to reduce costs without sacrificing formability, increasing rolling speed will give a larger reduction per pass while still maintaining reasonable rollability; ultrafast rolling shows promise, even at low temperatures.10,82,83 It is recognised, however, that in an industrial setting, there will be limitations on the maximum rolling speed, which could limit the success of this interesting method.
To further refine the grain size, heat treatment after rolling is a common practice. This can, for certain temperatures, also impact texture. After hot rolling, the microstructure tends to be partially recrystallised, where strong basal texture,
Extrusion is the other industrially prevalent method for processing magnesium. The key parameters involved are extrusion temperature, ratio, and flow rate, as they determine the fraction and form of grain structure that results from dynamic recrystallisation. An increased extrusion temperature is known to increase the grain size, but this is accompanied by a decrease in basal texture intensity – these factors are contradictory such that a balance between them is desirable. A decrease in yield strength and ultimate tensile strength as temperature increases exists, which is correlated to an increased mean grain size.85,86 However, basal texture intensity decreases at higher temperature processing, giving better ductility. 85 Clearly, a low extrusion temperature is not always beneficial; to achieve a reasonable balance between elongation and strength an intermediate temperature is likely best, and adaptations to the other extrusion parameters will be necessary.
The recrystallisation fraction becomes greater as the extrusion ratio increases; the grains become finer and more homogeneous at higher ratios86,87 due to greater stored strain energy, which promotes more dynamic recrystallisation.88,89 There exists a maximum extrusion ratio where mechanical properties (ultimate tensile strength, yield strength, elongation) no longer improved. For the ultimate tensile strength and yield strength, this occurs at a ratio of

Variation in ultimate tensile strength (UTS), yield strength (YS) and elongation of AZ31 with changing extrusion ratio. Taken from Chen et al. 87 with permission from Elsevier .
An area that has garnered much interest for improved mechanical properties of magnesium alloys, including AZ31, is the use of severe plastic deformation methods, which are often reported to refine grains and thus improve the mechanical properties. 91 An example of this is equal channel angle pressing (ECAP), specifically if performed after extrusion. ECAP subjects a bulk polycrystalline material to repeated intense pressing, through simple shear, without any change of cross-sectional dimensions, via passes through a die, rotating between passes. 92 This can produce an ultra-fine grain size, with 0.7 µm reported to be achievable, 93 as well as the added benefit of a significantly reduced basal texture. Lower ECAP temperatures have been associated with a finer, more homogeneous resultant grain size. 94 Low temperature superplasticity has been observed, such that elongation is improved over extrusion processing, although a lower yield stress is also evident, as seen in Figure 13.93–95 This is clearly a potential limitation to this method. It is suggested that if the post extrusion texture can be restored after ECAP, then a higher yield strength could be produced in addition to the improved ductility. 94 However, the ECAP procedure, while demonstrating promising results, is not favourably suited to commercial usage, which severely limits its applications. 77 It has been claimed that this could be attributed to a current lack of research into scale up potential, 96 such that with further research, this method could be implemented into industrial practice.
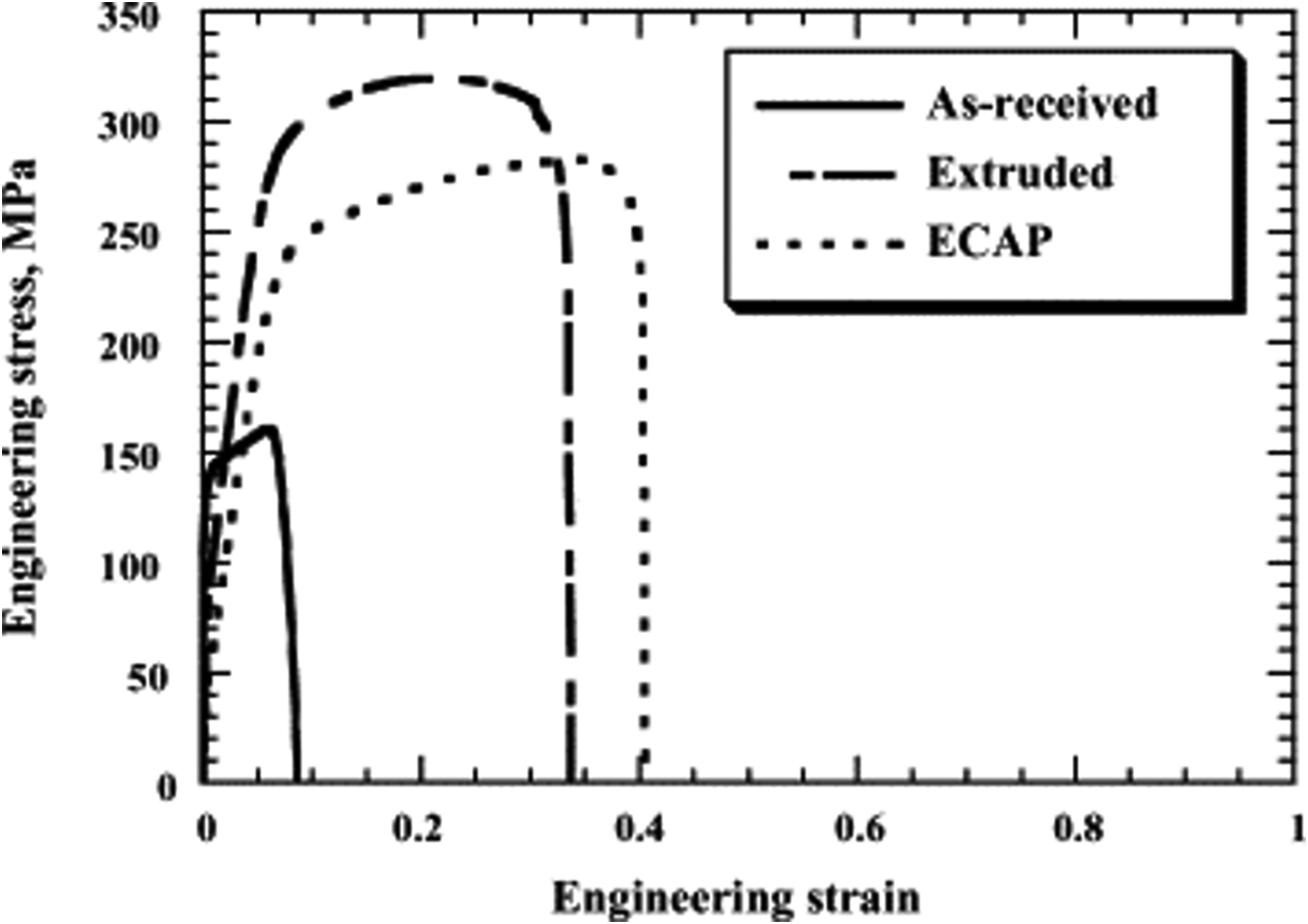
Tensile behaviour for the Mg alloy AZ31 in the as-cast condition, post extrusion, and post ECAP. While elongation is improved by the ECAP process, the yield strength is inferior to values obtained following extrusion. Taken from Lin et al. 93 with permission from Elsevier.
Summary and Outlook
Various methods that refine or improve the mechanical properties of magnesium and its alloys have been considered, concerning both the use of alloying and processing routes, with a focus on weakening the strong texture conventionally formed during wrought processing. It is evident that rare earth (RE) additions have proved successful at modifying this texture, resulting in improved mechanical properties, but despite substantial research, a consensus on the underlying mechanisms that govern this remains elusive, with experimental evidence often presenting contradictory results. Grain boundary segregation seems a particularly convincing mechanism, but it is likely that texture modification can be achieved in numerous ways, even if the RE texture specifically is more evasive. In numerous studies, emphasis is placed on assigning the RE effect to a singular mechanism, however, it is suggested that consideration of multiple factors acting in conjunction is likely to prove more successful in future research.
Ultimately, it is improved mechanical properties of magnesium alloys that are necessary for their wider use in structural applications; studies have shown that this can be achieved separately to texture weakening. Much research has focused only on the weakening of basal texture, or the formation of RE texture, but without a direct relation to the mechanical properties. This is considered to be of limited benefit. While a desired texture found from RE alloying has not been successfully replicated, ternary Mg-Ca-Zn alloys demonstrate attractive yield strength, ultimate tensile strength, and ductility properties regardless, making them a promising choice of alloy for commercial use. Future research into the implementation of these alloys in industry would be beneficial, especially considering the issues associated with scarcity, cost and environmental impact related to using RE elements.
An examination of the processing of AZ31 demonstrated the possibility to reduce texture strength and refine properties without modifying the bulk alloy chemistry. For AZ31, industrial processing methods are well-established, so for another alloy to be introduced commercially, similar research regarding processing parameter optimisation would be required. For both rolling and extrusion, it has been seen that ductility and yield strength are often optimised by opposing conditions, such that a compromise must be found to achieve a reasonable range of mechanical properties. While processes such as equal channel angle pressing present promising results, adaptions must be made to ensure industrial viability. From the studies to date, there is enormous potential for utilising both alloying and processing to weaken the texture and improve mechanical properties of magnesium alloys. Undoubtedly, the exploitation of any new alloy will need to consider industrial scale up from the outset. If successful, Mg alloys may offer property gains over traditional engineering alloys for existing and future structural applications, particularly to capitalise on its lightweighting potential.
Footnotes
Acknowledgments
An acknowledgement section was need needed as no funding, nor editorial assistance was used in the preparation of this manuscript.
Ethical approval and informed consent statements
No ethical approval was needed for this work.
Author contribution(s)
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interest
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
All sources of data are available in the open literature; full references are provided through the manuscript.
Any other identifying information related to the authors and/or their institutions, funders, approval committees, etc, that might compromise anonymity. There are no aspects in the paper, nor references made to our own work that would compromise anonymity.