
Abstract
The effects of Si content and solution heat treatment on the microstructure and damping properties of as-cast Mg–Si hypoeutectic alloys were investigated. Si has the capacity to refine grains of pure magnesium. The three contents of Mg–Si hypoeutectic alloys are all high-damping alloys. The damping value of the as-cast Mg–0.5 wt-%Si alloy was higher than that of the Mg–0.3 wt-%Si and Mg–0.8 wt-%Si alloys in the small strain amplitude area. Compared to the as-cast state, the solution heat-treated Mg–Si hypoeutectic alloys show an increase in damping values, which are close to each other for the three contents in the small strain amplitude area, and decrease with increasing Si content in the high strain amplitude area as in the as-cast state.
Introduction
Magnesium is the least heavy metal used in engineering, and it has good damping and electrical conductivity qualities as well as being non-toxic and non-magnetic. However, it is less frequently employed since pure magnesium has limited mechanical qualities and corrosion resistance. Magnesium alloys have superior properties compared to pure magnesium. Another quality that distinguishes magnesium alloys from other metal structural materials 1 is their high damping performance.
Damping is the phenomena whereby mechanical energy from a freely vibrating object will still be turned into thermal energy even if it is fully isolated from the outside world. Cu–Mn damping alloys were initially utilised on submarines in the military to lessen machine noise and prevent hydroacoustic detection. 2 Additionally, the electronics, sporting goods, automobile and aerospace industries can all benefit from the use of damping materials. The existence, motion and interaction of lattice defects like dislocations, grain boundaries, second phases, impurity atoms and vacancies are assumed to be connected to the damping capacity of metals.3–6 The distribution of strong and weak pinning points in a dislocation has a significant impact on dislocation damping, which is the most crucial of these.7,8
The solubility of solute elements in high-damping magnesium alloys should be very low, as demonstrated by the findings of earlier investigations. High-damping Mg–Zr and Mg–Ni alloys have provided evidence for the afore-mentioned theory.9,10 The Mg–Si alloy system is comparable to the Mg–Ni alloy system, and the Mg–Si alloy has excellent damping qualities due to limited solubility of Si in magnesium.11,12 The high-temperature performance of magnesium alloys has long been enhanced by the frequent inclusion of silicon, an inexpensive element. High melting point (1080 °C), low density (1.99 g/cm3) and a low coefficient of thermal expansion (TEC = 7.5 × 10-6 K-1) are characteristics of the stable Mg2Si phase. 13 As a result, the addition of a Mg2Si phase with a high melting point can fix the dislocation and raise the yield stress of the alloy. While Si has essentially no solid solubility in magnesium, the TECs of Mg2Si and magnesium are considerably different from the perspective of damping ability, resulting in more dislocations in the alloy. This ensures that the dislocation segment may move freely to consume energy. Si is so anticipated to enhance the damping properties of magnesium and related alloys. Si element has a very low solid solubility in magnesium alloy, 14 which has tremendous potential to improve the thermal damping ability of magnesium alloy when compared to related alloying elements like Ni, Cu and Ca.
The as-cast structure typically has sharp edges on the Mg2Si particles. These brittle particles have weak mechanical characteristics as a result of stress concentration at their sharp corners.15–18 It is important to research how to modify the shape of Mg2Si particles. In this context, it has been reported that changing the shape of Mg2Si in Mg–Si alloys using heat treatment is a practical and affordable way. Lü et al. 19 investigated the effect of different heat treatment times on the precipitated phases in Mg–6Al–xSi alloys at 420 °C. It was shown that the Mg2Si phase tends to spheroidise during heat treatment at 420 °C for 24 h, which is conducive to the improvement of mechanical properties. And still very little Si is dissolved in the matrix under this heat treatment method, which ensures that the number of solute atoms within the material does not increase, and the number of weak pinning points of pinning dislocations is stable.
When Hu et al. 12 investigated the mechanical and damping properties of Mg–Si binary alloys at Si contents of 0.3, 0.8 and 2.3 wt-%, respectively, it was found that Mg–Si alloys of both hypoeutectic and hypereutectic materials possessed high damping properties at room temperature, with a damping value of Q−1≧0.01. However, an increase in the Si content results in the formation of the primary Mg2Si phase in the alloys in the form of coarse lumps or dendrites, which decreases the room temperature properties of the alloys, especially the elongation. Therefore, combining the results of the previous study,20,21 three kinds of magnesium alloys with low Si content, namely 0.3, 0.5 and 0.8 wt-% were prepared in this article, and the effects of the change of Si content and heat treatment on the microstructure, damping properties and mechanical properties of pure magnesium were investigated. The study of the damping properties of magnesium alloys containing silicon provides a new way to improve the microstructure and mechanical properties of the alloys as well as their wide application in the field of high damping alloys.
Experimental details
Mg–Si binary alloys containing 0.3, 0.5 and 0.8 wt-% silicon were created. The pure Mg and Mg–10 wt-% Si master alloys were melted in a resistance heating furnace and cast into steel moulds with dimensions of 150 mm × 100 mm × 20 mm and the material of the moulds was No. 45 steel. To facilitate the release of the mould, a layer of ZnO with a thickness of about 0.1 mm was coated on the mould in this experiment, and the casting mould was dried and preheated to 300 °C before casting. Then the solution heat treatment was carried out in a box resistance furnace at 420 °C for 24 h. After heat treatment, it was quenched with water at room temperature.
Samples of 10 mm × 10 mm area size were cut from the centre of the plates before and after solution heat treatment, respectively, and the specimens were sanded with #320, #600, #1200, #1500, #2000, #3000 and #4000 sandpaper in that order. After sanding, the specimens were polished on flocked cotton cloth with 0.25 μm diamond paste. After polishing until the surface was smooth and free of scratches, the specimens were etched with a solution consisting of 0.3 g picric acid + 7 mL anhydrous ethanol + 1.5 mL glacial acetic acid + 2 mL distilled water for 3 s. Finally, the specimen microstructures were observed with an optical microscope (OM).
The damping properties of the specimens were tested using a dynamic mechanical analyser (DMA, TA Q850) with a single cantilever 10 mm test fixture. The damping test was performed at a frequency of 1 Hz, an amplitude range of 0.5–500 μm and a temperature of 17 °C, and the dimensions of the specimens were 30 mm × 3 mm × 1 mm. The damping capacity is determined by
Results
Microstructure
The binary phase diagram of Mg–Si is shown in Figure 1. In the Mg–Si alloy full phase transformation system, Si is primarily precipitated in the second phase of Mg2Si due to the extremely poor solid solubility of Si in Mg, as can be seen from the equilibrium phase diagram of the alloy. The solid solubility of Si in magnesium is very low, and the eutectic composition of the Mg–Si binary alloy contains about 1.34 wt-% of Si. 21 Si and Mg form the Mg2Si phase when Si has a composition less than eutectic composition. When more Si than the eutectic component is added to magnesium, Si and Mg produce the Mg2Si primary phase. In this study, Mg–Si hypoeutectic alloys with Si additions of 0.3, 0.5 and 0.8 wt-% to Mg were created.
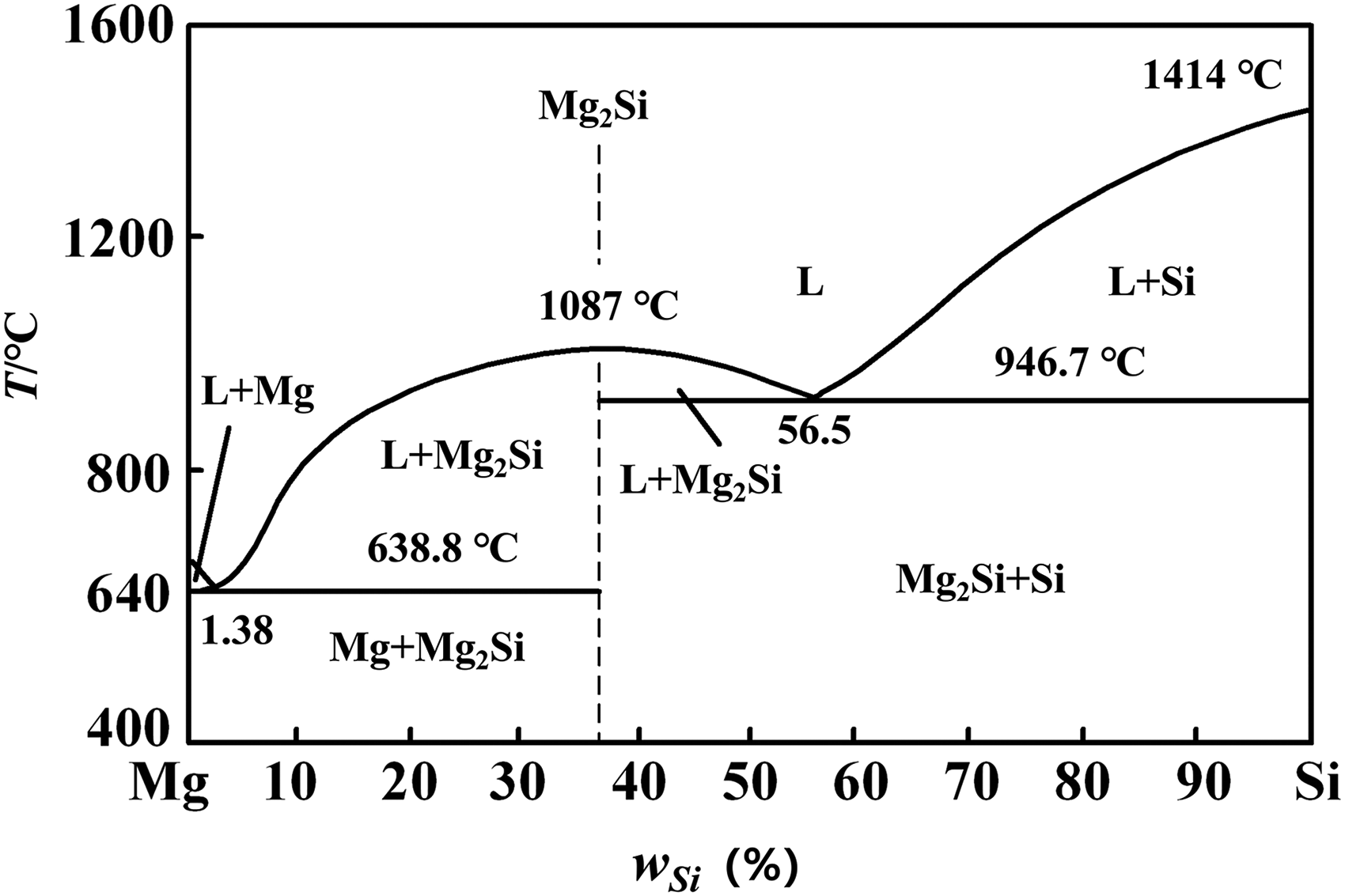
Mg–Si binary phase diagram. 23
A XRD phase analysis pattern of as-cast Mg–Si hypoeutectic alloy is shown in Figure 2. From the figure, the presence of diffraction peaks of Mg2Si phase can be observed, and the peak height of Mg2Si phase increases with the increase of Si content, indicating that the amount of Mg2Si phase increases. Additionally, the image shows that none of the three Mg–Si alloys have any discernible casting texture.

XRD pattern of Mg–Si alloy under as-cast.
The microstructures of Mg–Si hypoeutectic alloys with different Si contents in the as-cast and solid solution states are shown in Figure 3. The microstructure of the Mg–Si hypoeutectic alloys consists mainly of primary α-Mg dendrites and the Mg2Si phases, and there are no massive primary Mg2Si phases. 12 The figure shows that when Si content increases, the area fraction of Mg2Si phases gradually increases while the area fraction of α-Mg dendrites gradually decreases. The area fraction of α-Mg dendrites is essentially unchanged in the solid solution heat-treated alloy compared to the as-cast state. The size of the primary α-Mg phase shrinks as the Si content increases in these hypoeutectic Mg–Si alloys, but the proportion of Mg2Si phases grows noticeably. This suggests that Si refines pure magnesium to some extent.
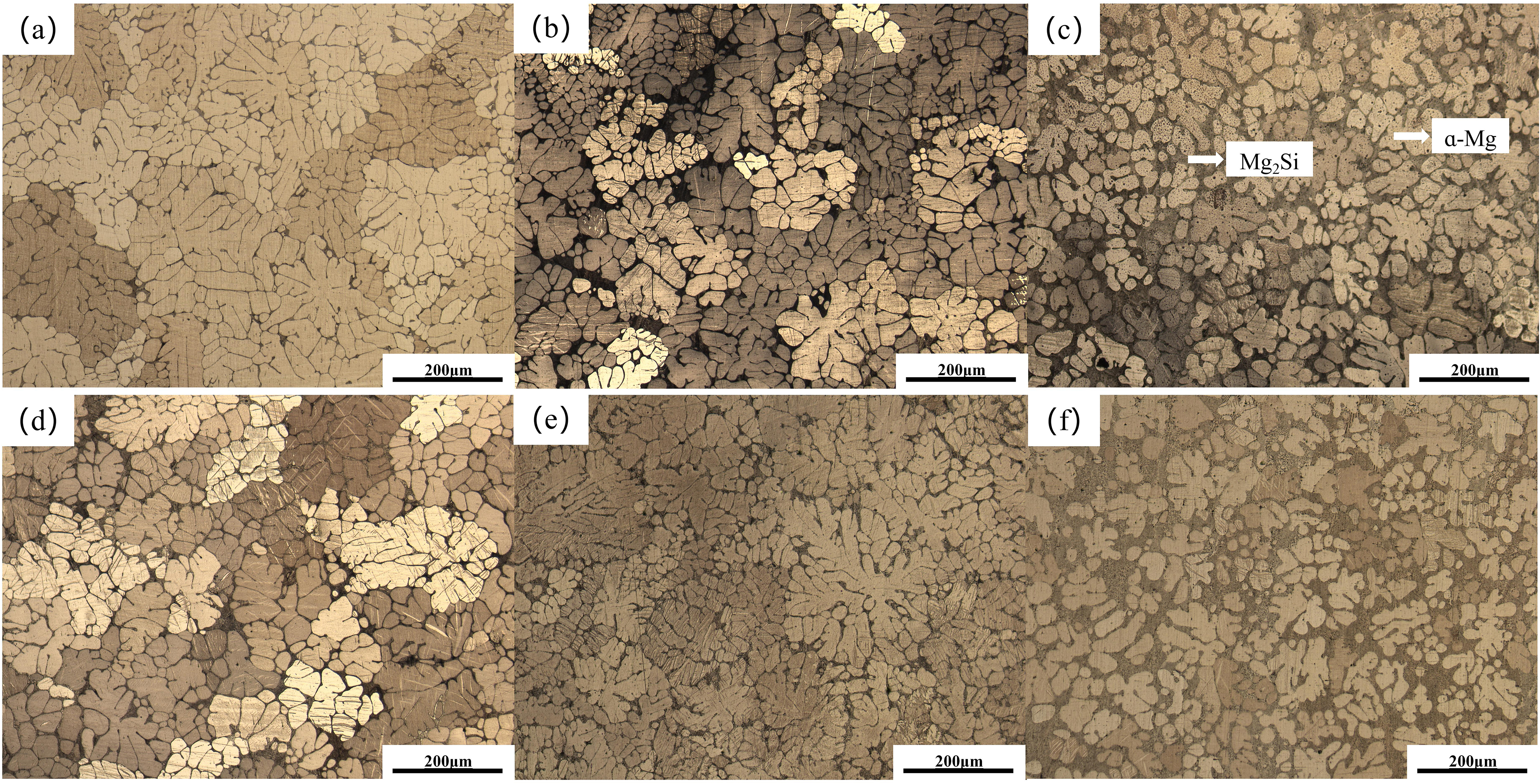
Microstructure of Mg–Si alloys with different si contents as-cast and after HT.
The Mg2Si phases of the Mg–Si alloy are shown in greater detail in Figure 4 before and after solution heat treatment. The unstable rod-like Mg2Si phase is evident from the figure. The rod-like Mg2Si phase change in the Mg–Si alloy is discontinuous and tends to spheroidise after 24 h of solid solution at 420 °C.
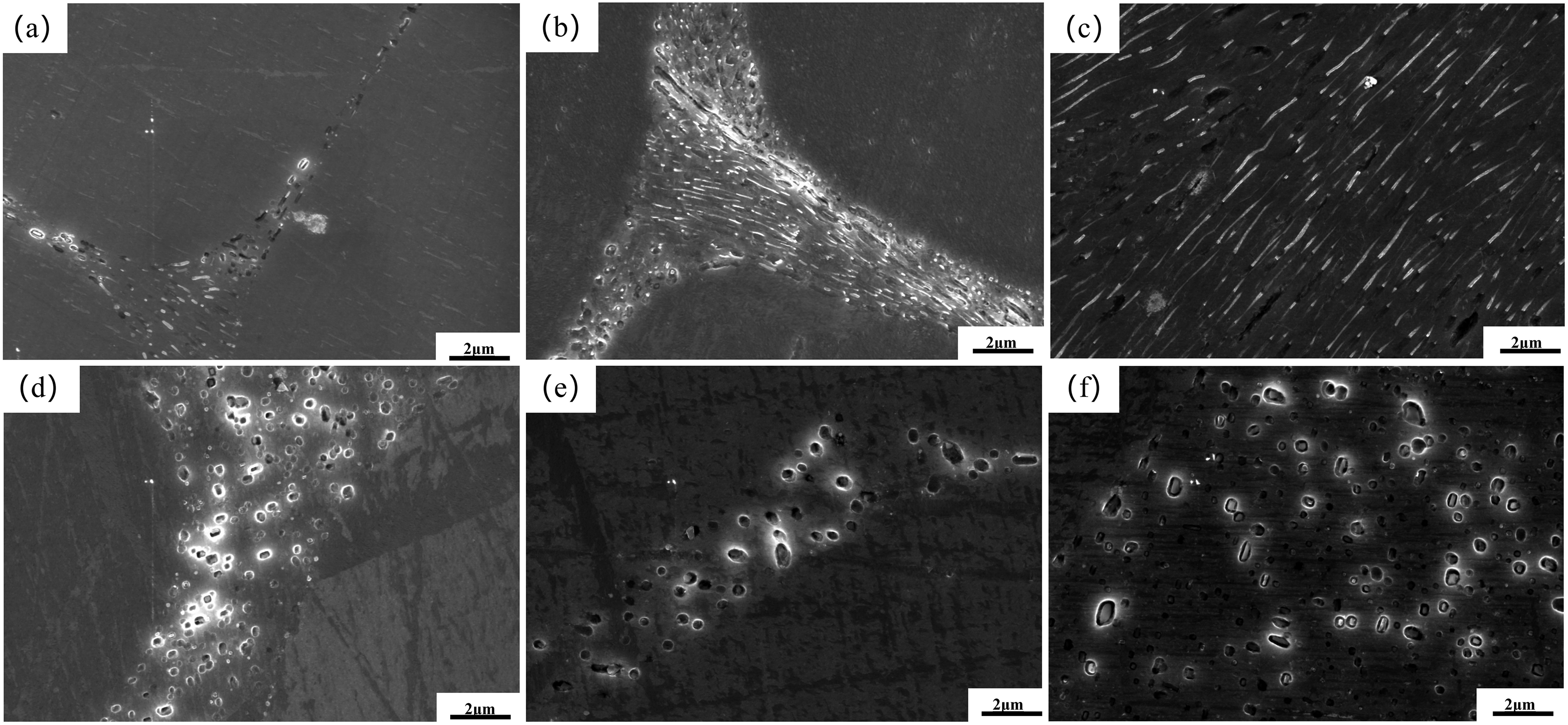
SEM image of Mg2Si phases of Mg–Si alloy as-cast and after HT.
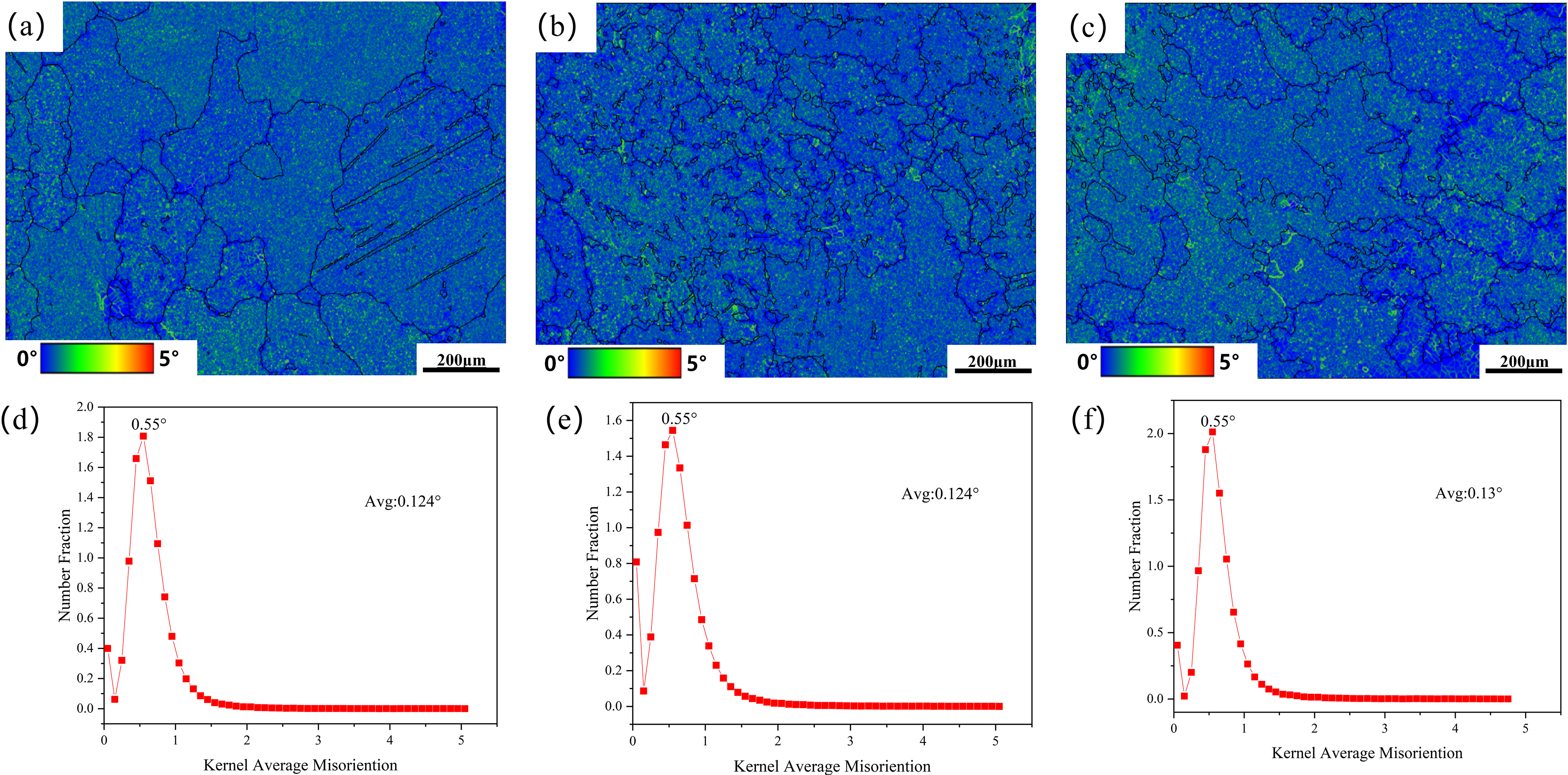
The kernel average misorientation (KAM) diagrams and dot line diagrams for the heat-treated and as-cast Mg–Si hypoeutectic alloy are shown in Figures 5 and 6. In this experiment, the local misorientation is obtained by the KAM method in the EBSD test. In this case, grain boundary misorientations smaller than 5° are used to calculate the local misorientation. Any grain boundary misorientation greater than 5° is excluded from the calculation of the local misorientation because such misorientation is caused by the accumulation of grain boundary rather than geometrically necessary dislocations. 24 Almost all regions of the KAM diagrams of Mg–Si hypoeutectic alloys in the as-cast and heat-treated states are blue in colour, indicating that the whole alloy has a lower KAM value, and the accumulated strain energy and dislocation density are lower. It can be seen from the figure that the KAM value gradually increases with the increase of Si content, the dislocation density of the alloy gradually increases and the dislocation density in the heat-treated alloy is lower than that in the as-cast material.
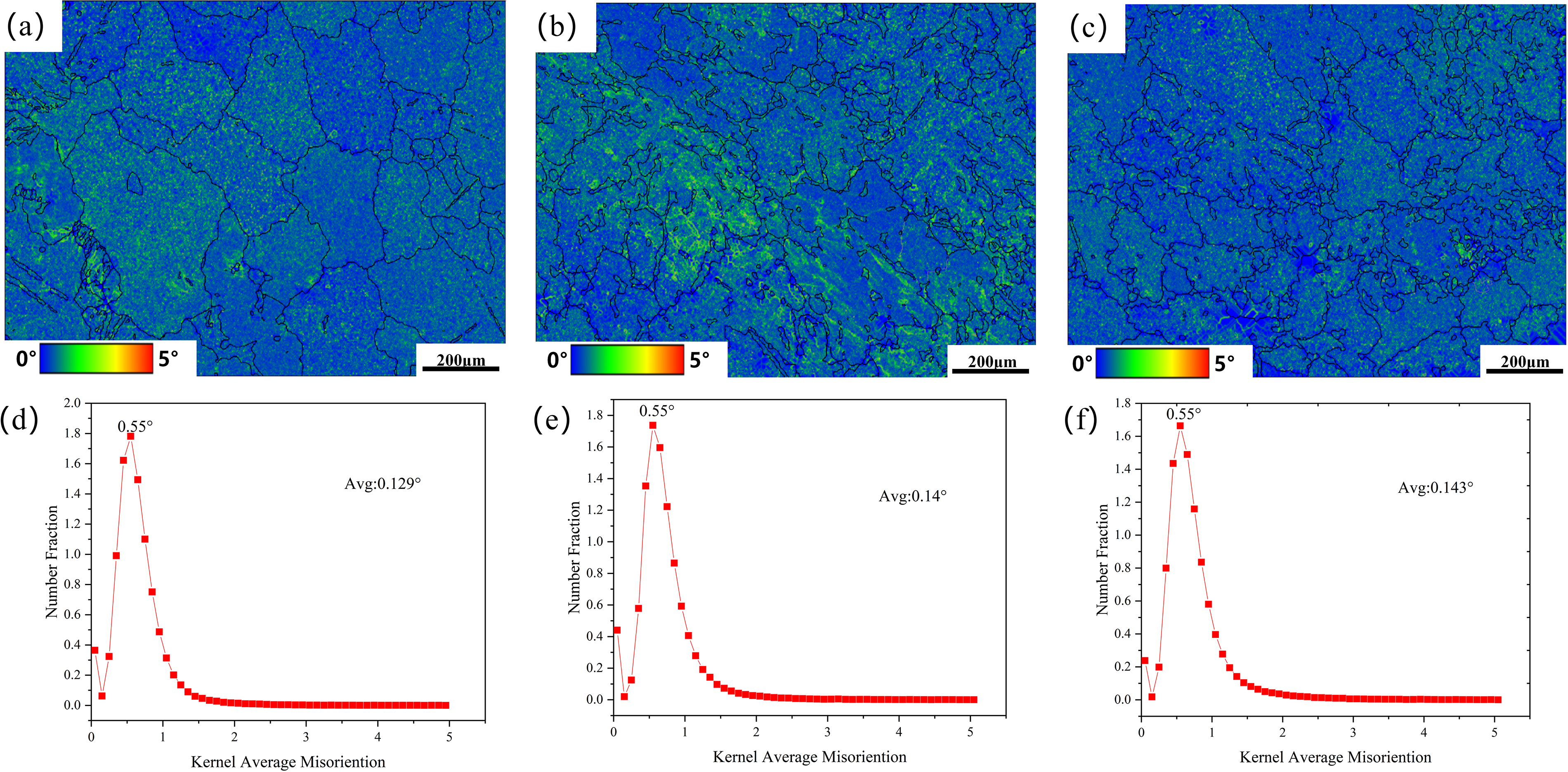
KAM diagrams (a, b, c) and KAM distribution point line diagrams (d, e, f) of as-cast Mg–Si alloy.
KAM diagrams (a, b, c) and KAM distribution point line diagrams (d, e, f) of Mg–Si alloy after HT.
Damping capacities
The damping capacities of Mg–Si hypoeutectic alloys with varying Si contents are represented by the reciprocal Q−1 of the quality factor in Figure 7, which shows the strain amplitude function curves in the as-cast and solution heat treatment states. The strain amplitude curve can be separated into two stages: the strain-amplitude-independent stage and the strain-amplitude-dependent stage, in accordance with the G–L dislocation hypothesis.7,8 The dislocation lines in the alloy ‘bow out’, reciprocating between weak pinning points in the strain-amplitude-independent stage, and the

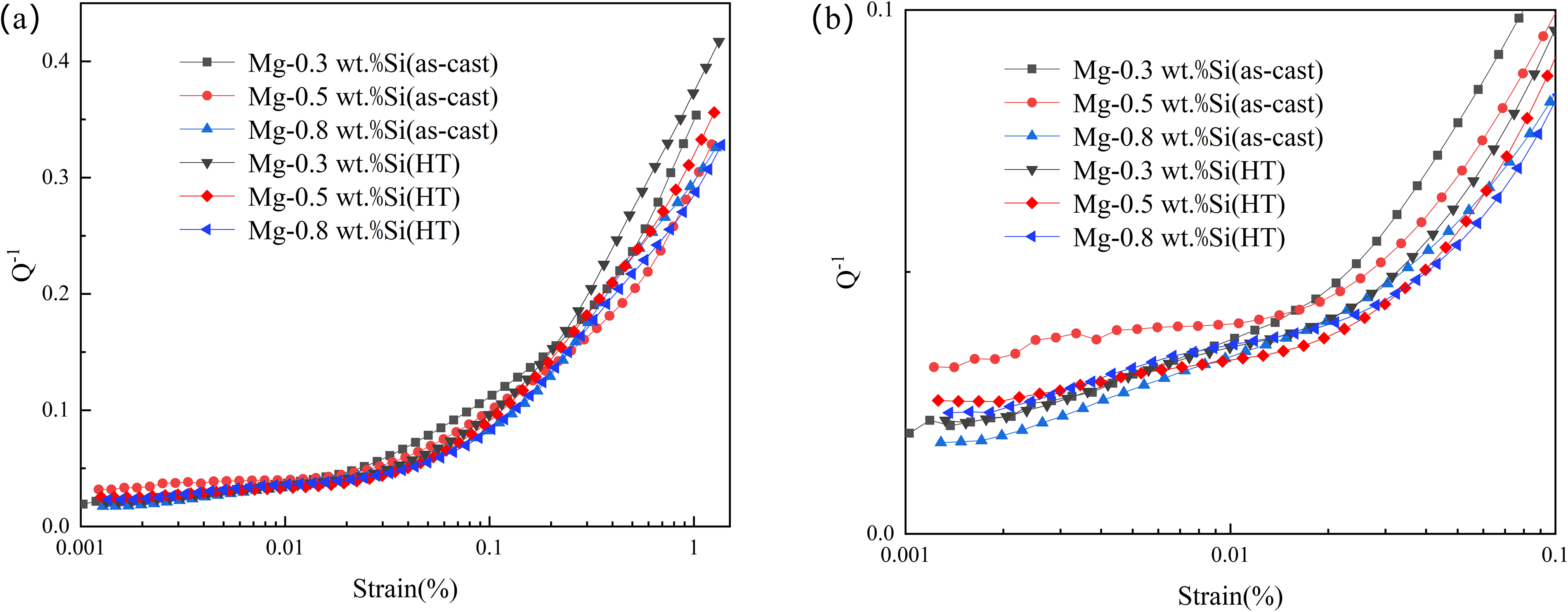
Strain amplitude function curves of as-cast and HTed Mg–Si alloys ((b) is an enlarged view of local regions).
When the strain amplitude is high, the dislocation line in the strain-amplitude-dependent stage separates from the weak pinning points and reciprocates ‘bowing out’ between the strong pinning points, requiring more energy to do so. The current value of

Figure 8 shows the G–L curves of Mg–Si hypoeutectic alloys with different Si contents in the as-cast and solid solution states. From the figure, the G–L curves of Mg–Si alloys in the as-cast and solid solution states are basically fitted to a straight line, which is consistent with the G–L theory. G–L theory can therefore be used to explain how Mg–Si alloys evolved in terms of damping capacities. 25
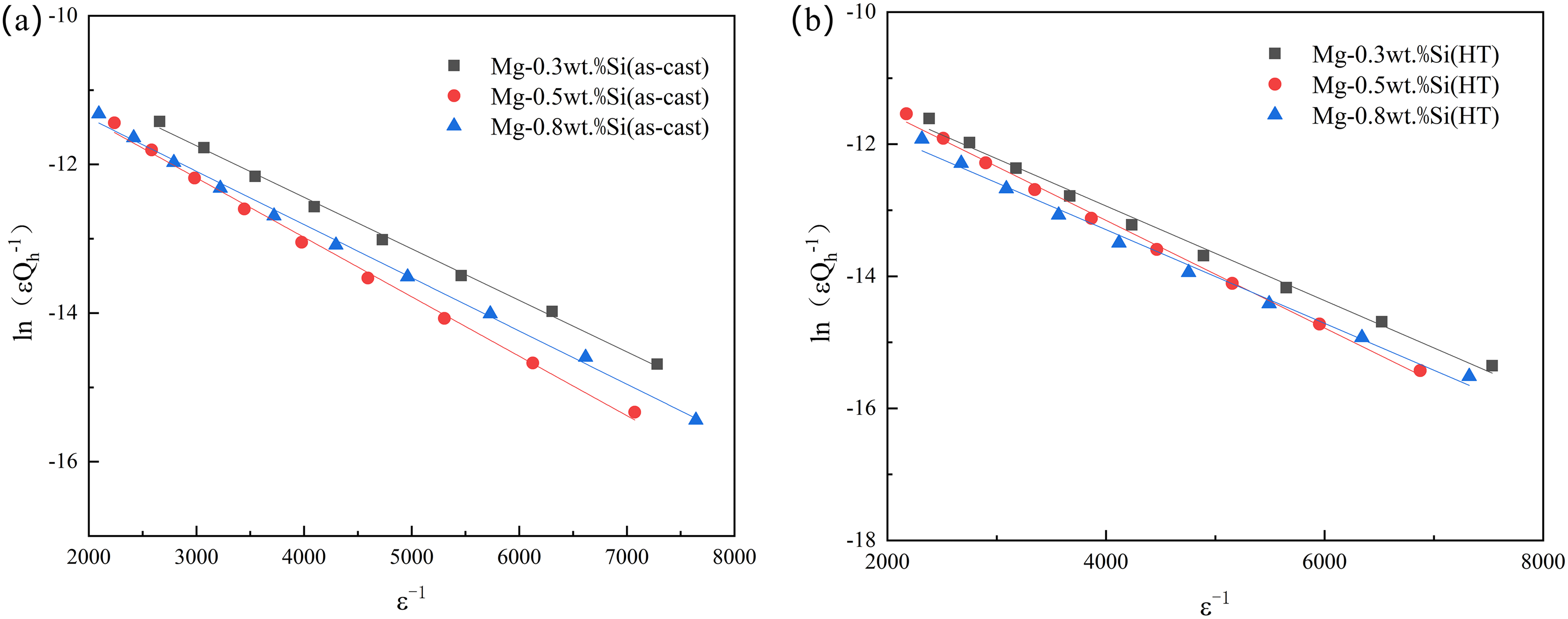
G–L curves of Mg–Si alloy under as-cast (a) and HT (b).
Equation (3) is created by taking the logarithms on both sides of Equation (2):

C1 and C2 values of Mg–Si alloy at as-cast and HT.

Discussion
Microstructure
According to Tarshis and other earlier investigations, the parameter P, whose expression is
27
:
For binary alloys, the stable growth conditions for the formation of compositional subcooling are
28
:
Combining Equations (4) and (5), the larger the parameter P, the larger the compositional subcooling formed at the same G/R. That is the generation of large compositional subcooling leads to grain refinement. Bamberger
29
quantified the above effect of subcooling due to solute atoms in terms of a growth-restraining factor (GRF), and the role of solute elements was expressed as GRF as:
Lee et al. 30 found that Si has a large GRF value, which can significantly refine the grain size of Mg. As illustrated in Table 2, the binary phase diagram can be used to compute the GRF value of the alloy constituent Si in Mg.
The GRF values of Si in magnesium. 30
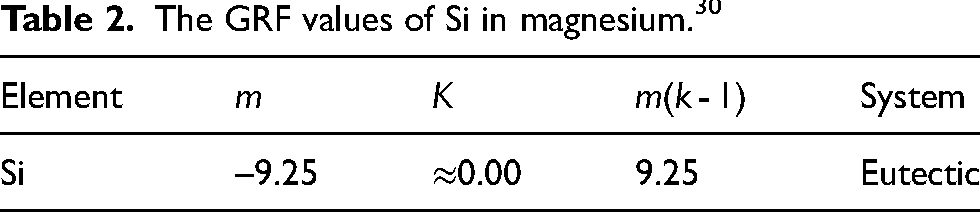
After calculation, the GRF of Si came out to be 9.25, indicating that it is a strongly segregated element. The creation of a component subcooling zone at the liquid–solid interface front of dendritic growth results from the segregation of Si in magnesium solution. This hinders the growth of dendrites and provides the driving force to activate nucleated plasmas in the subcooled region of the composition. In summary, pure magnesium has a smaller grain size due to the strong segregation of the Si element.
The spheroidisation of Mg2Si phase particles during the solution treatment of Mg–4Al–2Si alloy was studied by Song et al., 31 who discovered that Si diffused along the α-Mg/Mg2Si interface, resulting in the partial fusing of coarse Chinese character Mg2Si phase particles. The spheroidisation was then completed by diffusion and aggregation to the unmelted granular Mg2Si phase relying on the spontaneous spheroidisation trend. The surface tension should be different because the rod-shaped Mg2Si particles are uneven and have some bumps, as shown in Figure 9(a). For Si atoms at high energy locations to escape from the Mg2Si lattice and travel to other low energy places at the same time to lower energy, there must be a significant driving force between neighbouring points of surface tension and free energy on the surface of Mg2Si particles. These Si atoms move along the α-Mg/Mg2Si interface, causing the Si atoms at the tip of the eutectic layer to move towards the centre, where the concave surfaces become deeper, and the convex surfaces become smooth. The Mg2Si layer fractures along the concave surface as this process continues, and the sub-particles continue to spheroidise, 19 as depicted in Figure 9(b). It is evident that the Mg2Si phase of Chinese characters can spheroidise, changing from a rod-like structure to a string of spherical particles, after being treated with a high temperature solution. This approach has an excellent refining effect since the rod diameter of the Mg2Si phase is quite tiny and the growth after spheroidisation is not visible.
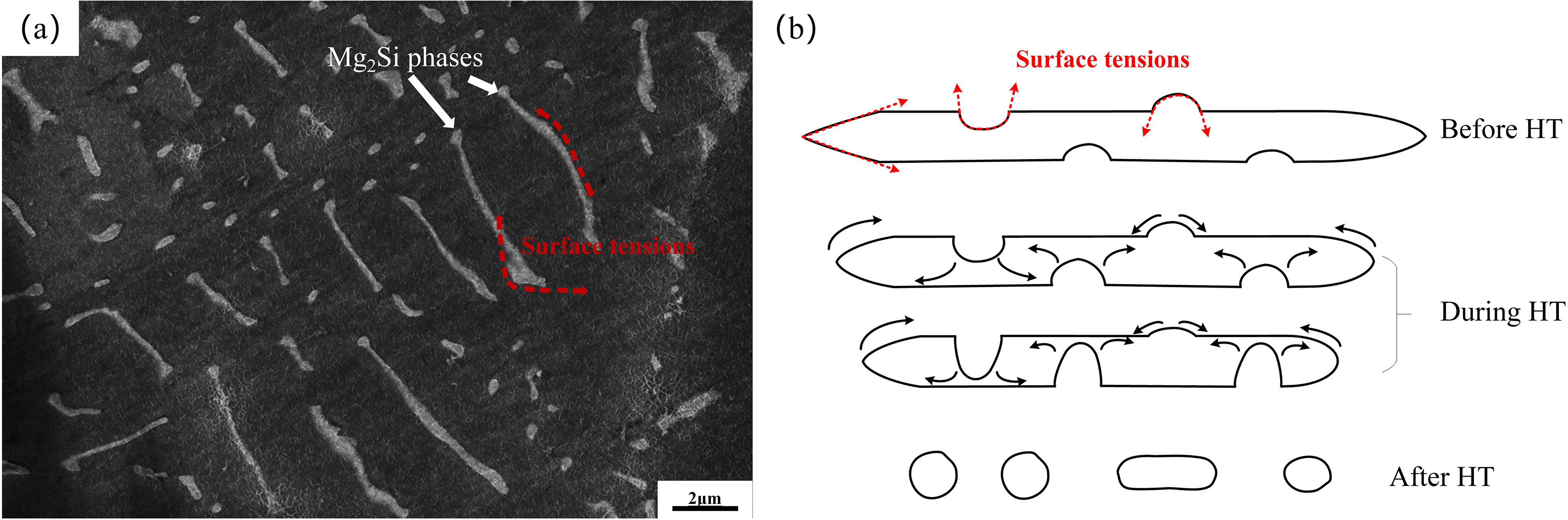
Convexities and concaves of the Mg2Si phases in the as-cast Mg–Si alloy (a) and schematic representation of the modification mechanism of the Mg2Si phases after HT (b).
Damping capacities
As demonstrated in Figure 7, the damping characteristics of Mg–Si high damping alloys have a strong correlation with strain amplitude, while weakly correlated sections are essentially nonexistent. This may indicate that high damping magnesium alloys are substantially more sensitive to changes in amplitude than other magnesium alloys with typical damping capacities.26,32 This could be as a result of poor solubility of Si, which leaves nearly no Si solute atoms in the matrix. The strain-amplitude-independent damping stage is explained by the interaction of dislocations and solute atoms.7,8 The force required to overcome their contact and the critical strain amplitude increase with the number of solute atoms dispersed around the dislocation. Therefore, the Si content can be predicted to have a significant effect on the damping capacity of Mg–Si binary alloys.
Figure 7(b) shows that the damping value of the as-cast Mg–0.5 wt-% Si alloy is higher than that of the as-cast Mg–0.3 wt-% Si and Mg–0.8 wt-% Si alloys in the minor strain zone (ε ≤ 1.6 × 10−4). The Mg–0.3 wt-% Si alloy has the strongest damping capacity when the strain amplitude is more than 1.6 × 10−4, and the damping value gradually decreases as the Si content increases. After heat treatment, the damping value of Mg–Si hypoeutectic alloy also increased. In the whole test strain range, all Mg–Si hypoeutectic alloys fall into the category of high damping metals (Q−1 ≥ 0.01).
The as-cast Mg–Si alloy (also known as Mg2Si/Mg composite) should contain a distinct dislocation network close to the Mg2Si phase, like the metal matrix composite. 33 The origin of these dislocations is usually attributed to TEC differences. While the TEC of Mg2Si is approximately 7.5 × 10−6 K−1, 34 that of magnesium alloy is approximately 26 × 10−6 K−1. 1 When the melting temperature of the Mg–Si alloy begins to fall below the melting point of the matrix Mg, the TEC difference between the matrix Mg and the Mg2Si phase is substantial, causing high stress in the matrix Mg region around the Mg2Si phase. 12 Dislocations are continuously created in the matrix as the temperature drops to reduce the high stress brought on by the TEC differential. As a result, the number and distribution of Mg2Si phases have a significant effect on the number and distribution of dislocations in Mg–Si alloys. The dislocation density increases with the increase in the number of Mg2Si phases, which is also confirmed in Figures 5 and 6. Therefore, the Mg–0.3 wt-%Si alloy has a relatively low dislocation density and the Mg–0.8 wt-%Si alloy should have the highest dislocation density.
The as-cast Mg–0.5 wt-%Si alloy in Figure 7 is expected to have a high damping capacity in the small-strain area (ε ≤ 1.6 × 10−4) because of medium-sized primary α-Mg and lower-density dislocations. Because the dislocation density of the Mg–0.3 wt-%Si alloy is too low in the small strain region and the grain size of the Mg–0.8 wt-%Si alloy is too small (reduced LN), the Mg–0.5 wt-%Si alloy possesses the best damping properties. While in the high strain region (ε ≥ 1.6 × 10−4), the Mg2Si phase, grain boundaries and dislocation entanglement sites will act as strong pinning points to hinder the movement of dislocations, at this time, the Mg–0.8 wt-%Si alloy has the smallest grain size and the highest density of dislocations (high number of dislocation entanglement sites), which all lead to the decrease in the distance LN between the strong pinning points, and thus the Mg–0.8 wt-%Si alloy has the lowest damping value.
According to Hu et al., 11 heat treatment significantly affects the damping characteristics of the Mg–0.8 wt-% Si alloy. The alloy can be heat-treated for 20 h at 150 °C to provide a typical strain-independent damping. Figure 7 illustrates how the damping values of the three Mg–Si alloys have changed from their as-cast states to those after solution heat treatment at 420 °C for 24 h. The damping values of the three contents are similar in the small strain region, but gradually decrease as the Si content increases in the high strain region. According to the authors, the uneven distribution of a small number of point defects close to the primary α-Mg during casting is what causes the damping difference between these three hypoeutectic Mg–Si alloys in the small strain region. Additionally, the heat treatment redistributes the impurity atoms within the Mg–Si alloy, which in turn affects the damping value. However, more research is required to offer conclusive proof of the impact of changing damping value and changing strain.
Conclusions
The effects of Si content and solution heat treatment on the microstructure and damping properties of as-cast Mg–Si hypoeutectic alloys were investigated. The main conclusions are as follows:
Si has the capacity to refine grains of pure magnesium. The average size of the α-Mg phase progressively decreased as Si content increased, but the initial growth of the α-Mg phase is markedly increased by solution heat treatment at 420 °C for 24 h. The rod-shaped Mg2Si phase in the Mg–Si alloy is discontinuous and has a propensity to spheroidise after solution heat treatment. The Mg–Si hypoeutectic alloys of all three compositions are highly damped (Q−1 ≥ 0.01). Due to its medium-sized primary α-Mg phase and medium-density dislocation, the damping value of the as-cast Mg–0.5 wt-%Si alloy in the small-strain amplitude area was higher than that of the Mg–0.3 wt-%Si and Mg–0.8 wt-%Si alloys. Solution heat treatment of Mg–Si alloys in three cast states redistributes the impurity atoms in the material, leading to an increase in the damping value.
Footnotes
Acknowledgements
Financial support from the Central Steering Project (ZY21195053) is gratefully acknowledged. All experiments were carried out at Guangxi University of Science and Technology.
Author contributions
Prof. Youping Sun are acknowledged for his guidance through each stage of the process. The research partner, Jiangmei He, Guojian Luo and Zhang Luo, was instrumental in defining the path of my research. For this, the author is extremely grateful. The author would like to express the gratitude to his supervisor Prof. Youping Sun for his great support on the experiment. Thanks to his guidance and help, the author was able to complete his entire work. He also wants to thank the research team members Mrs. Jiangmei He, Mr Guojian Luo and Mr Zhang Luo for their cooperation and assistance in collecting data for the experiment.
Data and code availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Ethical approval
The manuscript has no ethical issues.
Funding
The authors received no financial support for the research, authorship and/or publication of this article.
Geolocation information
This manuscript was completed at the School of Mechanical and Automotive Engineering, Guangxi University of Science and Technology, Liuzhou, China.