
Abstract
Incorporating nano-sized fillers into bio-based polyurethane (PU) foams typically enhances their properties. In present investigation, palm oil-based PU foams are fabricated with varied loadings (0 to 5 wt%) of fumed nanosilica. The foams are then characterized for their fire-retardancy, thermal stability, foam morphology, and also mechanical properties. Marginal improvement in Limiting Oxygen Index (LOI) values, as well as failure to be rated under UL-94 Vertical Combustion Test indicate limited potential of fumed silica in improving flammability of organic polymeric foams; suggesting exorbitant amount is required for any distinguishable effect to manifest. Interestingly; results from Thermogravimetry Analysis (TGA) shows marked improvements in terms of char residue with more than seven-fold increase at 5 wt% filler loading, possibly owed to the inert filler nature of fumed nanosilica forming a char barrier and acting as fuel diluent. Filled PU foams displayed an increased open-cell content, likely because the filler functioned as a cell opener. Removing the influence of density, the normalized compressive properties showed notable improvement up until a certain loading, which could be credited to the increased stiffness imparted by the filler itself. The results portray the potential of fumed nanosilica as filler for bio-based PU foams, offering enhanced thermal stability and limited fire retardancy.
Introduction
Ever since its discovery by Otto Bayer in the 1940s, polyurethane (PU) has found its way as among the most widely-utilized plastic foams today. Owed to its ease of tailoring, it can be found produced in numerous forms, from elastomers to coatings to sealants and films; as such, it is not surprising to discover PU in wide array of applications – from shoe insoles, car seat cushion, and food packaging, to the higher-end applications such as in aeronautic and maritime.1,2
Like any other polymeric materials, PU foam is produced from petroleum-based resources; and contemporary worldwide issues such as depleting petroleum supply, sustainability, and environmental issues have enthused industrialists and researchers alike to innovate a viable substitute to petrochemical-based PU foams. It was discovered that plant-based oils such as rapeseed, canola, and castor are viable candidates as alternatives in PU foam production. 3 These plants and vegetable oils may need to undergo various chemical processes such as transesterification, epoxidization, and ozonolysis-hydrogenation to incorporate functional hydroxyl groups, –OH on the backbone structure to become polyols, which are crucial during PU forming reactions. 4 Among these multitudes of plant and vegetable-based polyols, palm oil polyol (POP) garnered interest in global palm oil-producing countries such as Indonesia, Malaysia, and Thailand due to their abundance and therefore, increased cost-effectiveness despite their moderately low functionality compared to other bio-polyols.3,5
Unfortunately; upon partial and complete substitution with palm-oil-based polyol, the produced bio-based foam exhibited comparatively inferior mechanical, thermal, and fire-response properties relative to its petrochemical-based counterpart.4,6 This could be due to existence of secondary hydroxyls, –OH inside the palm oil resources, as well as presence of dangling chains inside the polymer network 6 ; additionally, the inherent organic nature of PU foams makes them highly flammable. As such, it is not an uncommon practice to include nano-fillers such as graphene, carbon nanotube (CNT), and organoclays to counter this issue; for instance, Nikje and co-workers 7 incorporated hydroxylated, multi-walled carbon nanotubes (OH-MWCNTs) in rigid PU foam, and reported improved thermal and mechanical properties compared to pristine PU foam. Shin and Lee 8 investigated the influence of graphene nanoplatelets on mechanical and thermal properties of rigid PU foams, and stated that inclusion up to 0.2 wt% of said filler exhibited improved thermal insulation properties of the host polymer composites. Similarly, Nik Pauzi et al. 9 found improved thermal and compressive properties of rigid palm-oil based PU foam upon inclusion of organically-modified montmorillonite (MMT) nanoclay.
In current study, we utilized fumed nanosilica as filler for palm-oil based PU foam. The fumed nanosilica were incorporated into PU foam formulations at different percent weights; and the obtained bio-nanocomposite foams were then characterized for their fire-retardancy, thermal stability, morphology, and mechanical properties. With fumed nanosilica in the nano-sized region, it has bigger aspect ratio and hence could impart better filler-matrix interface. Apart from that, fumed silica can also act as inert filler, which is expected to improve fire retardancy and thermal stability of the PU bio-nanocomposite foam. Few works in the past reported on PU/nanosilica foam; claiming improved foam properties were observed with presence of silica in the PU matrix such as enhanced acoustic properties, improved resilience, and lower hardness.10,11 However, none to the best of authors’ knowledge has explored yet the potential of fumed nanosilica as filler in palm oil-based PU foam.
Experimental
Materials
The materials involved include palm oil-based polyol (POP) (Maskimi Polyol Sdn. Bhd.), polymeric dimethylene diisocyanate (p-MDI) (Merck Sdn. Bhd.), polydimethylsiloxane silicon surfactant Tegostab B-8404 (Evonik (M) Sdn. Bhd.), fumed nanosilica (ρ = 0.38 g/cm3, d avg = 15 nm) (Evonik (M) Sdn. Bhd.), and laboratory-produced distilled water. All materials were used as received without further purification.
Fabrication of PU nanocomposite foams
Formulation for PU/fumed nanosilica foam.
apphp = parts per hundred parts of polyol.
bwt.% = percent weight.
Characterization tests
Fourier-Transform Infrared (FTIR) spectroscopy was conducted using Perkin Elmer Frontier. Foam samples from different foam formulations were scraped into powder form and pressed securely on the Attenuated Total Reflectance (ATR) crystal using a flat gauge probe. Spectrometry was then carried out between 650 cm−1 to 4000 cm−1 with a total scan of 16 and resolution of 4 cm−1.
Limiting Oxygen Index (LOI) was carried out using Dynisco LOI Chamber with reference to ASTM D2863. Specimens with sizes 10 × 10 × 100 mm3 were prepared from each foam formulation. Specimen was mounted vertically inside LOI glass chamber, prior to being purged with a mixture of oxygen and nitrogen gas, O2 and N2. The O2 and N2 contents inside the chamber are adjusted to obtain the desired oxygen concentration (i.e. oxygen index). Flame source was introduced onto top of the specimen until it ignited following “Method A: Top Surface Ignition”. Combustion distance and time of each specimen were recorded. At least five specimens were considered.
UL-94 Vertical Combustion Test was conducted in accordance to ASTM D3801. Samples are processed to obtained specimens of sizes 13 × 13 × 125 mm3. Each test specimen was first mounted vertically from the top part. A flame source was introduced to the bottom part of the specimen for approximately 10 s before removed. Ratings were given to each sample formulation based on certain criteria outlined by the standards. Five specimens were tested from each formulation.
Thermogravimetry analysis (TGA) was carried out using Shimadzu DTG-60H. Selected specimens with mass of approximately 10 mg were heated from 30 to 900°C at a rate of 10°C/min in nitrogen atmosphere. Mass loss of specimens at certain time intervals were recorded.
Optical microscopy was conducted using RaxVision Y100 microscope. A thin specimen was placed on top of glass slide and microscope stage, and the stage was then adjusted accordingly to obtain the sharpest image possible. ImageJ software was used to calculate the average cell diameter. Cell density was obtained using formula:
12

Helium gas pycnometry was carried out using Quantachrome Pentapyc 5200e pycnometer in accordance to ASTM D6226 to determine the open cell content of the composite foam. Specimens from each sample formulation were cut into 12.5 × 12.5 × 12.5 mm3. At least three specimens were considered.
Apparent density of the composite foam was obtained with reference to ASTM D1622. Specimens from each sample formulations were cut into sizes of 50 × 50 × 30 mm3, prior to be weighed using a high-precision digital weigh. The width, length, and height of each of the specimens were measured using a vernier caliper. At least five specimens were considered.
Compressive properties of the foam were determined using ASTM D1621 as reference. Specimens of sizes 50 × 50 × 30 mm3 were prepared from each sample formulations. The properties were determined at 10% deformation point due to absence of yield point. At least five specimens were taken into consideration. To negate the effect of apparent density on mechanical properties of the foam, the foams are normalized to a density of 100 kg/m3, using the following Equation (2) and Equation (3):
13


Result and discussion
To observe the influence of fumed nanosilica on PU foam formation process, Fourier-Transform infrared (FTIR) spectroscopy was carried on selected PU/nanosilica foams, and the spectra are presented in Figure 1. All spectra – pristine and filled foam – exhibited typical peak patterns for urethane linkages, which are observable at bands 1712 cm−1 which corresponded to stretching vibration of C = O, 1510 cm−1 (N-H bending), and 1217 cm−1 (C-N stretching). Wide band at 3308 cm−1 is ascribed to N-H stretching vibration, whereas peaks at 2925 cm−1 and 2854 cm−1 corresponds to asymmetric and symmetric C-H stretching vibration.
14
Noticeably, the slight bump at 2286 cm−1 was present in all spectra, which is attributed with free, unreacted cyanates, –NCO. This could be due to the presence of less-reactive secondary hydroxyls commonly making up most of palm oil-based polyol chain, as we have discussed in our other work.
6
(a) Infrared spectra of PU foams with various fumed nanosilica loadings; and (b) infrared spectra of sample PS5 between 1800 and 1600 cm−1.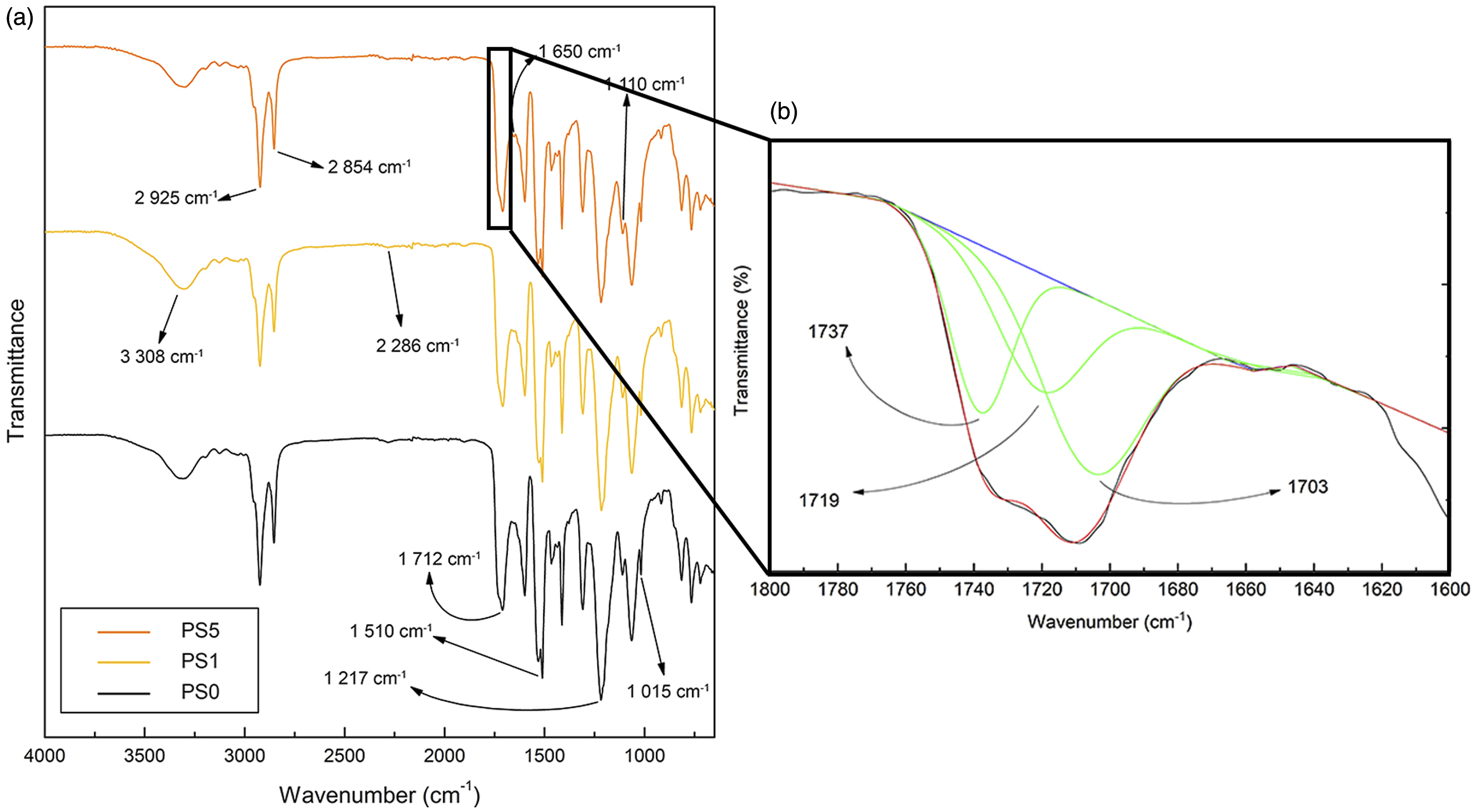
Comparing between the pristine and filled PU foam spectra, few changes are noticeable; for instance, peak at 1110 cm−1 increased in intensity with increase in fumed nanosilica content. This could be ascribed to the asymmetric stretching vibrations of Si–O–Si bands in fumed silica, 15 which become more prominent as the amount of silica increased within the PU system. Another noticeable difference between the spectra was a more pronounced bump at band 1650 cm−1 with higher nanosilica loading, which is associated with stretching vibration for C = O of bonded urea.16,17 Further analysis in the infrared region between 1800 and 1600 cm−1 for (Figure 1(b)) indicated presence of individual amide I peaks of 1737 cm−1, 1719 cm−1, and 1703 cm−1, corresponding to vibration spectrum of carbonyl for free urethane, H-bonded urethane, and free urea, respectively.18,19 It could be inferred that the inclusion of fumed nanosilica fillers might have skewed the blowing-gelling reaction balance during PU foam formation. It is a known fact that urea is a reaction product between urethane and amine, whereas amine is produced when isocyanates react with water. 20 It is highly suggestive that presence of high nanosilica loadings inside the PU formulation might have delayed the curing reaction due to increased matrix viscosity and cross-linking capabilities, which in return extended the blowing reaction and hence, increased urea content. Santiago-Calvo et al. 19 suggested that increased urea content in PU is an indication for extended blowing reaction as compared to gelling reaction, which leads to formation of homogenously distributed cells. It will be shown in latter parts of this paper the governing influence of increased urea content as well as extended blowing and the delayed curing reactions on the cellular morphology and thermal properties of the produced PU bio-nanocomposite foams.
LOI and UL-94 Vertical Combustion Test details for PU foams with various fumed silica loadings.
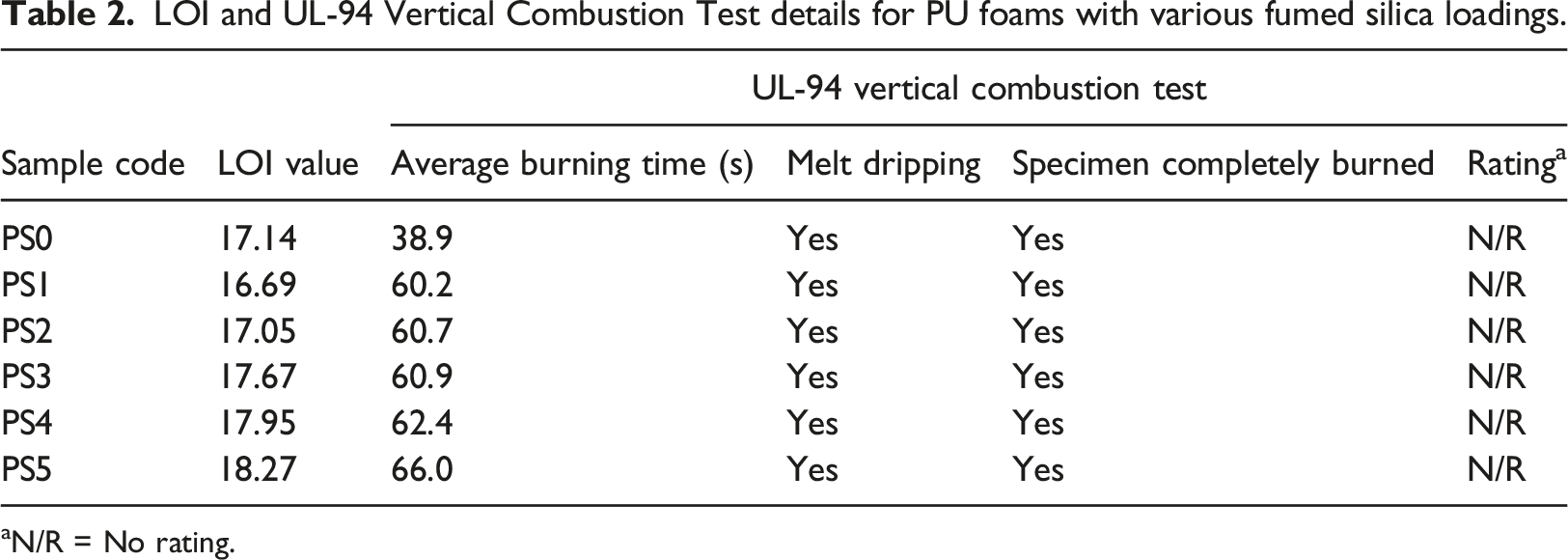
aN/R = No rating.
According Xing and Wang, 24 nanosilica aids in reducing flammability by forming a protective char during combustion, acting as a barrier between the fire and the polymer. Due to it being an inert filler, nanosilica are also able to impose fuel dilution effect which reduces amounts of flammable combustibles looped-back to the combustion zone, as well strengthen and increase amount of char yield. This might explain the slight improvement in LOI values with increasing silica content; as silica content rises, pyrolyzed products tends to be less combustible due to higher inert proportions constituted by nanosilica, making less and less combustibles are available.24,25 This requires higher oxygen concentration to sustain the pyrolysis process, which subsequently increases the flame retardancy of the PU foam. It is believed that better flame retardancy can be achieved at higher fumed silica contents (>5 wt%); however, this might be not achievable production-wise. At filler content higher than 5 wt%, the polymer matrix seemed to be overly-saturated; which hindered any foaming reactions completely. As such, this study is limited to synthesis of silica-reinforced PU foam up to only 5 wt% loadings.
Another flame retardancy test conducted was in the form of UL-94 Vertical Combustion Test. All samples failed the UL-94 ratings up to 5 wt% filler loading, particularly due obvious melt-dripping of test specimens, as well as fire reaching specimen holder while completely consuming the test specimens. Nevertheless, the average burning time of the PU foams indicates extended combustion as the amount of fumed nanosilica in foam formulation is increased, evident from the tabulated results in Table 2. This implies improved flame retardancy of the foam as more time is required to combust the PU foam; in other words, it is more difficult for the flame to propagate and be sustained.
As discussed in findings of LOI, nanosilica contribute in reducing susceptibility of polymer towards fire by forming a barrier on combustion surface which protects underlying polymer surface from further degradation, as well as dilutes the fuel by limiting the amount of combustible produced and transported to the combustion zone.24,25 In the case of this study, it is thought that the amount of fumed nanosilica included in the foam formulation might be insufficient for the fillers to form an efficient protective layer. This is because despite exhibiting melt-dripping, the char-forming mechanism is observable on the combustion surface of the samples, as shown in Figure 2. It can be deduced from these findings that inclusion of silica nanoparticles up to 5 wt% did not increase the melt viscosity of the PU matrix, which governs the melt-dripping behavior; and at the same time the same amount is insufficient enough to induce efficient char-forming mechanism.
26
Selected images from the UL-94 Vertical Burning Tests of PU foams with (a) 1 wt% fumed silica; (b) 5 wt% fumed silica.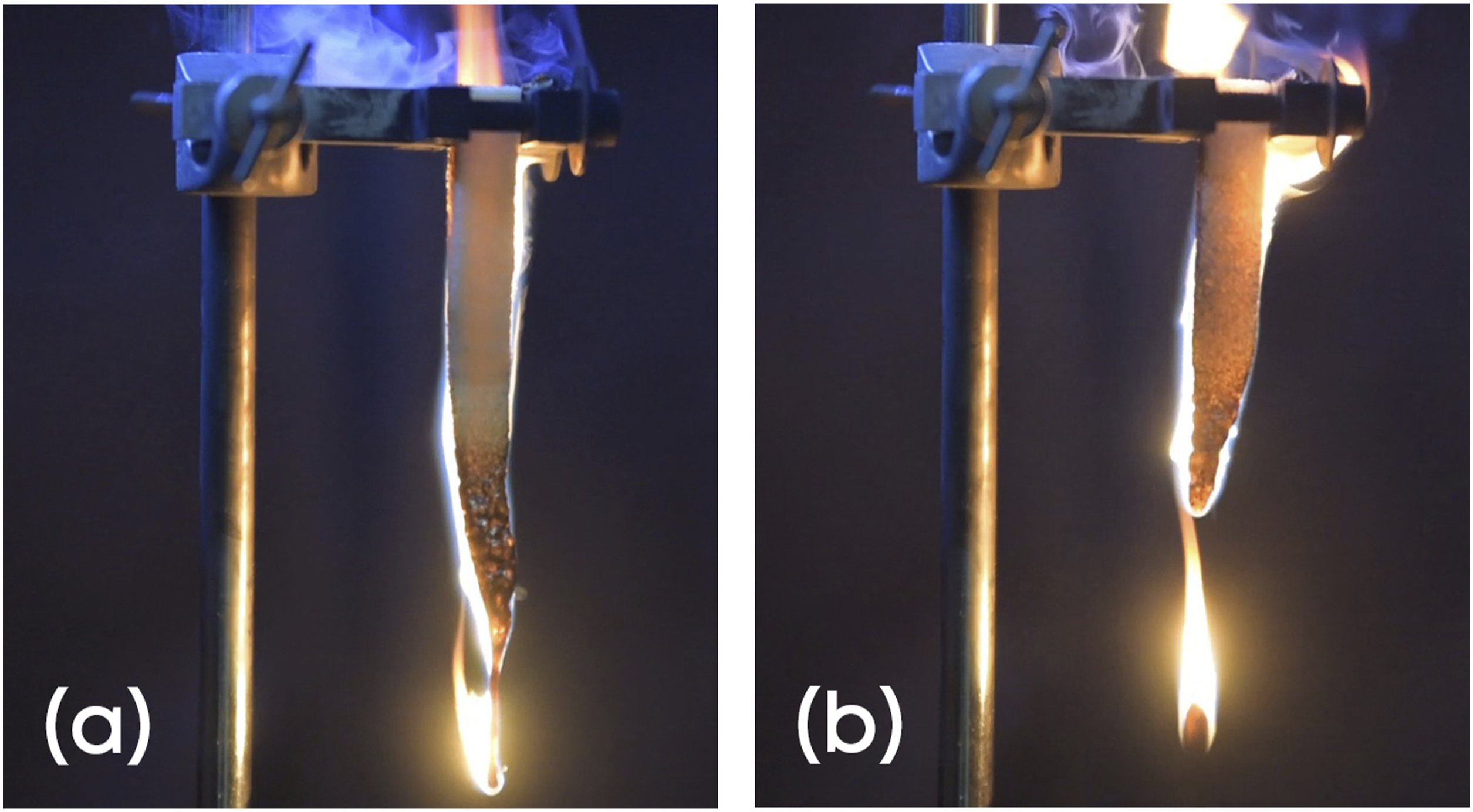
This is further exacerbated by the fact that polymer-dripping may have gradually reduce the amount of available silica for char-formation, which then causes further polymer degradation and dripping; eventually becoming a catastrophic cycle. It will be discussed in latter parts of this chapter, but the obtained foams possess high percentage of open cells regardless of filler loadings. This is thought to further worsen the flammability as it is made known that higher percentage of open cell structures eases transport of oxygen throughout the foam structure 27 ; which aids in combustion process.
Thermal stability of palm oil-based PU foam embedded with various amounts of fumed nanosilica can be determined via thermogravimetry analysis (TGA) and derivative thermogravimetry (DTG), as shown in Figure 3(a) and (b), respectively. In general, it can be claimed that thermal stability of silica-embedded PU foams improves with higher amount of nanosilica, indicated by the shifting of the degradation pattern towards higher temperature region. Selected data of TGA of PU foams incorporated with 3 wt% and 5 wt% of fumed silica nanoparticles, as well as pristine PU foams as reference are as listed in Table 3. (a) TGA; and (b) DTG of PU foams with various fumed silica loadings. Selected TGA data of PU foams with various fumed silica loadings.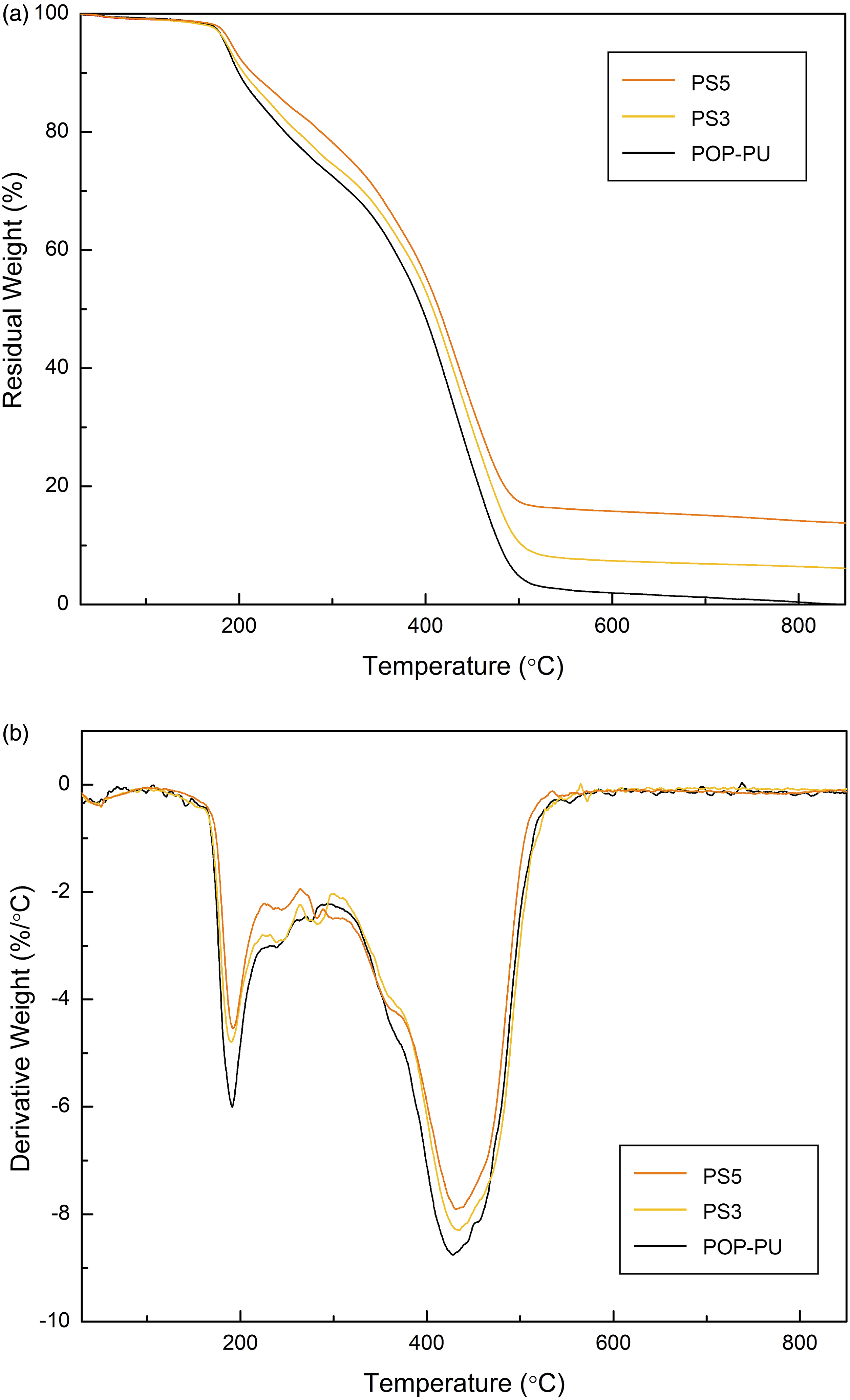
From the thermograms, silica-filled PU foam samples undergo two distinct degradation stages, similar to that of pristine PU foam. First degradation stage occurred at within the range of 190°C to 350°C, which represents approximately 30% mass loss is attributed to the bond-dissociative stage of urethane linkages as well as its hard segments. Following that, the second degradation stage happened between 350°C and 500°C, which is associated with the decomposition of polyol and soft segments of PU. 25 Depending on the filler loading, this stage resulted in 45% to 60% loss in residual mass of sample. Referring to the data on Table 3, effect of nanosilica in augmenting thermal stability of PU foam easily be detected shifting of degradation temperatures to higher values. For instance, temperature corresponding to 5 wt% and 50 wt% residual mass loss, T 5 and T 50 shows gradual rise trend as the amount of nanosilica inside PU formulation is increased. Similarly, marked increased in char yield is also observed; upon increasing the filer amount to 5 wt%, char yield exhibited over seven-fold increase in residue relative to neat PU foam. The higher char residue at higher filler content is credited to higher inert content, which confirms the flame-retarding mechanism of nanosilica as discussed previously in findings of LOI and UL-94 tests. Moreover, it could be observed from DTG curve in Figure 3(b) that peak degradation temperature shifts towards higher values; not to mention reduced peak intensities are observed with increased fumed silica nanoparticle contents. Although the effect might be limited, improved thermal stability could also be attributed to increased presence of urea linkages as discussed in earlier parts of this paper. It has been proven in past literatures that urea possess the highest thermal stability, followed by urethane, biuret, and allophanate.28,29 Similar improvement in thermal stability is also reported by other literatures.30–32
The optical microscopy images of bio-based PU foam incorporated with various fumed silica nanofillers are shown in Figure 4. With reference to the microscopy images, it can be observed the open-cell polyhedral foam structure formed across all samples. Cell sizes also appear to be smaller as the amount of fillers are increased. Details on average cell sizes of the foams, as well as their cellular density, open cell content and closed cell contents are as listed in Table 4. From the list, obvious reduction in average cell size can be detected upon addition of 5 wt% fumed nanosilica as it shrinks down by approximately 39%, relative to that of pristine PU foam. This illustrates the ability of fumed nanosilica to act as nucleating agents, as reported by Hopmann and Latz
33
who obtained a more homogenously distributed cell sizes as fumed silica is added into foam formulation. It is believed that with its average particle size of less than 15 nm, fumed silica is able to provide a larger effective polymer-filler interfacial area for cell nucleation. This might explain the bimodal cell size distribution in PS5 as compared to PS1, which is a common feature attributed to concurrent homogenous and heterogenous nucleation imparted by nanofillers.
34
As discussed in earlier parts of this paper, this phenomenon might also be attributed to the increase in foam matrix viscosity; increase amount of nanofillers lead to increase in polymer matrix viscosity, which in return limits cell expansion and produce fine cell sizes.
35
This, combining with delayed blowing reaction is believed to produce PU bio-nanocomposite foams with mixture of fine cells and large porous cells. Optical microscopy of (a) pristine PU foam; and PU foams with (b) 1 wt% fumed silica; (c) 3 wt% fumed silica; and (d) 5 wt% fumed silica. Average cell size, cellular density, and open and closed-cell contents of PU foam with various fumed silica loading.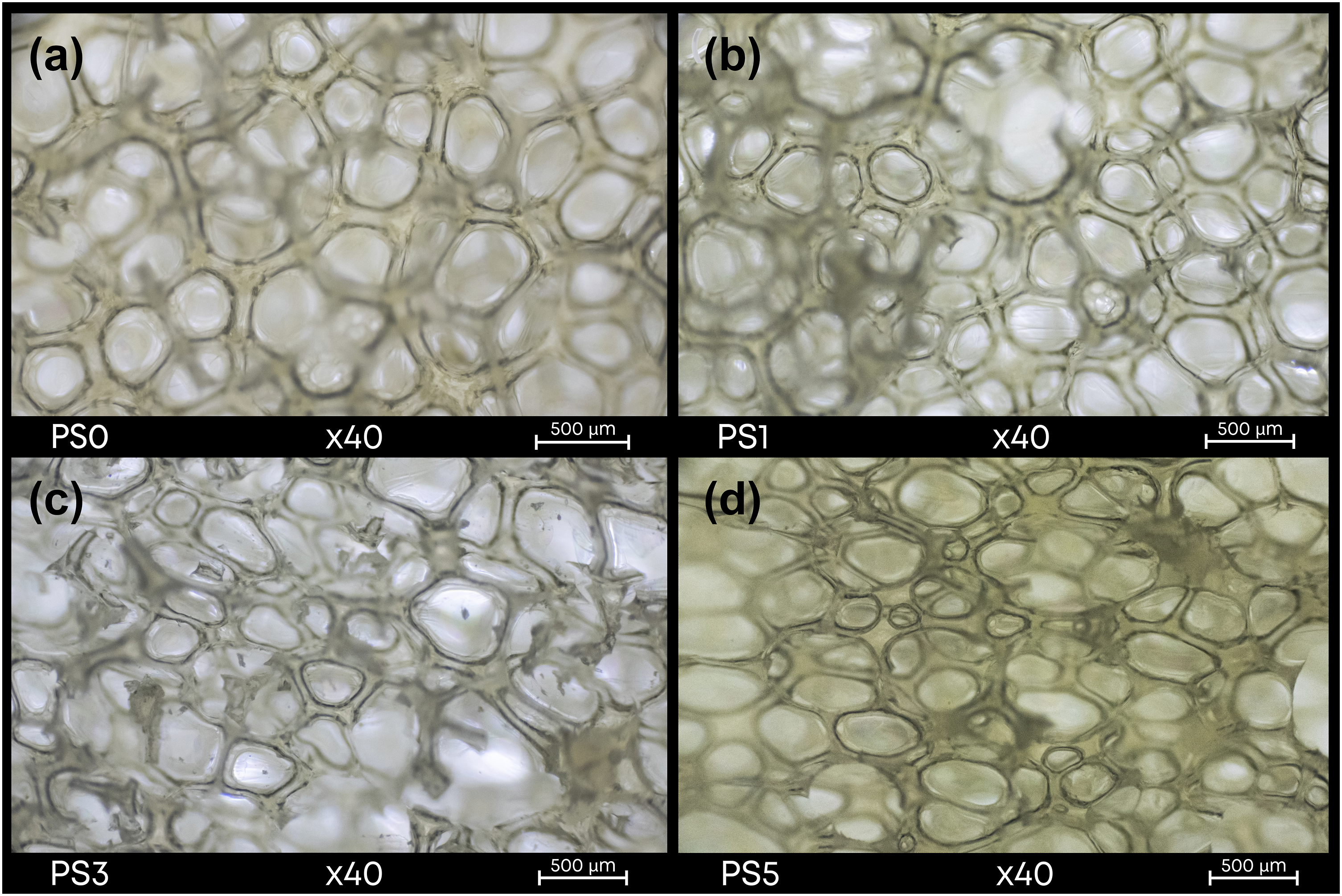
Consequential to the cell size reduction, increase trend in cellular density can be observed with increasing filer amount; at 5 wt% nanosilica inclusion, the cell density almost quadrupled in quantity to 22.205 × 109 cells/cm3 with respect to neat PU foam. In addition to that, all filled samples exhibit highly open cell microstructure relative to neat PU foam samples. This could be related to the increased presence of urea, which corroborates and confirms our postulate in the early parts of this paper. According to Harikrishnan et al., 36 increased urea precipitation during foaming stages can lead to cell-opening mechanism, as this causes sudden increase in matrix viscosity, which in return hampers diffusion of surfactant to the surface of nucleated bubbles, subsequently causing cell-wall thinning and finally rupture. Further exacerbating this is the longer blowing reactions as suggested by Santiago-Calvo and co-researchers 19 as discussed in earlier parts of this paper, which might also contribute in formation of high open cell microstructures – longer blowing reactions leads to increased gas pressure within the cell structures, which is now easily-ruptured due to cell-wall thinning.
The normalized compressive strength and modulus of nanosilica-filled palm oil-based PU foam are shown in Figure 5. Compressive strength increases by approximately 40% when the filler loading is increased to 4 wt% from 1 wt%, after suffering more than 50% drop in value upon adding 1 wt% of fumed silica filler into the foam formulation. This sudden drop in mechanical properties could be due to interference of intermolecular H-bonding imparted by the nanosilica filler, as argued by previous literature.
23
Further increment beyond 4 wt% imposed little effect on the normalized compressive strength. According to Huang and co-workers,
37
the change in compressive strength could be closely-related to the cellular density of the foam, as it was noticed that addition of fumed silica into the foam formulation caused shorter stress plateau and quicker initiation of strain densification. Stress plateau in a stress-strain curve of PU foam is caused by cell wall buckling in which stress remain almost constant with increasing strain; whereas strain densification is caused by the continuous cell wall collapse and crushing, resulting in rapid increase in compressive stress value with slight increase in strain.
38
This might not be completely applicable for current findings, as compressive strength values did not exhibit an increasing trend with increasing filler loading despite possessing finer cell sizes, specifically upon addition of 1 wt% fumed silica. Therefore, it can be suggested the following mechanism – at lower silica loading (<1 wt%), hydrogen-bonding interference by the fillers became the governing mechanism, hence the drop in strength. As the filler loading increase, the strength-augmenting mechanism starts to prevail and become the major influence in determining compressive strength. At higher loading level (>4 wt%), a mixture between these aforementioned mechanisms occurred concurrently, which in the case of this study resulted in slight drop of the normalized compressive strength. Similar finding is also observed by Francés and Bañón.
39
Normalized compressive strength and modulus of PU foams with various fumed silica loadings.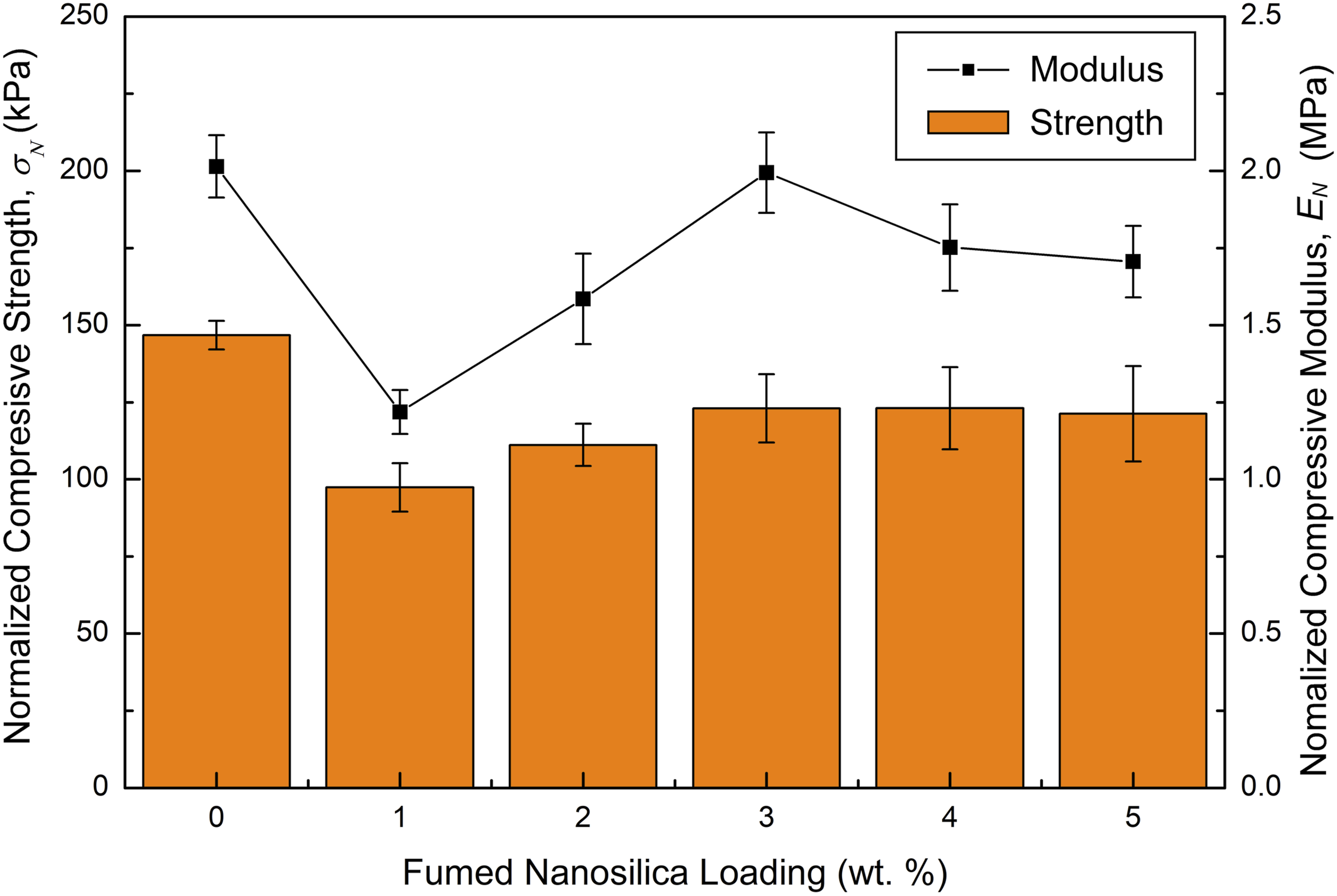
Different from its compressive strength, the foam’s normalized compressive modulus exhibits a rather marked increase at 3 wt% filler loading relative to that of 1 wt%, rising by more than 80% in value. This suggests that fumed nanosilica have the potential to increase the rigidity of the PU foam until proportional value. This also suggests increased resistance towards cell wall or struts bending, as elaborated by Eaves 38 and de Vries 40 as elastic deformation portion of PU foams comprise of cell wall bending. Adding to this, Lobos and Velankar 41 argued that cell wall and struts of PU foams exhibited increase in stiffness due to higher stiffness modulus of the filler itself; and this consequently increases the compressive modulus of the foam itself. At filler loadings higher than 3 wt%, the bio-based PU foam suffered almost 20% reduction in modulus, probably due to higher content of open cell structures as a result of higher tendency of cell-opening mechanism at higher fumed nanosilica loadings.36,41
Conclusion
Current work presents the characterization of palm oil-based PU foam embedded with fumed nanosilica particles. Inclusion of such filler only exhibited nominal improvement in terms of fire retardancy; LOI shows minimal 6% increment to 18.27 at 5 wt% filler loading relative to neat PU foam. Not to mention, PU/fumed nanosilica also failed to obtain any rating under UL-94 Vertical Combustion due to excessive melt-dripping and complete specimen combustion. Thermal degradation denotes improvement with presence of silica fillers; T 5 and T 50 shifts to higher temperature with higher silica loading. Interestingly, char residue from TGA denoted more than seven-fold increase in yield with presence of fumed silica in the formulation. This is perhaps owed to its nature as inert filler, forming protective char upon combustion and imposes fuel dilution effect. In the presence of fumed nanosilica, increase in urea linkages was detected, which is often associated with extended blowing reactions. Confirming this, the produced bio-nanocomposite foams exhibited high open cell microstructure, owed to prolonged blowing reactions and the filler acting as cell-openers. By removing the influence of apparent density by normalizing the compressive strength to that of specific foam density, it can be seen the strength-augmenting effect of fumed nanosilica – compressive strength exhibited approximately 40% improvement up to 4 wt% loading whereas more than 80% increase in compressive modulus was observed up until 3 wt% loading, compared to 1 wt% fumed silica content. This is credited to the increased cellular density as well as higher modulus of the filler which increased stiffness of its host foam’s cell walls and struts. The produced palm oil-based PU/fumed nanosilica foams showed promising potential for structural application requiring low to moderate load-bearing and thermal insulation, such as wall partitions and doors. More works are being carried out currently to hybridize PU/fumed silica nanocomposite foams with additional fire-retarding filler to further improve its fire performance without jeopardizing other properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Universiti Teknologi Malaysia for supporting this research via UTM Fundamental Research Grant (UTMFR) under Vot. Number Q.J130000.2551.21H00; and via Collaborative Research Grant under Vot. Number Q.J13000.2451.07G98.