Abstract

THE NEED
The head of Research and Development (R&D), Bharat Heavy Electricals Limited (BHEL), Trichy, India was pensive. He looked at the colourful plumage of the peacock that had strayed toward his window and wondered at the stark contrast between the industrial R&D centre and the magnificent bird. He wondered if the presence of the bird was a possible source of creativity necessary to deliver advanced research that would solve a niggling problem. The lower-than-expected heat transfer occurring inside the boiler furnace due to ash deposits on the furnace walls and tube erosions caused due to unnecessary cleaning was an issue that was bothering him. A boiler typically consists of a furnace in which the fuel is fired to produce steam from the water passing through the tube. The tubes create panels that enclose the furnace. As water moves up in the wall panels, it absorbs radiative heat from the products of combustion and gets converted into steam. A lower-than-expected heat transfer due to coal ash deposits in the products of combustion over the wall panels would reduce both the quantity and quality of the steam delivered at the end of the boiler. This significantly affected the efficiency of the plant and caused substantial revenue losses.
The ash deposits were removed by manual operation of all blowers sequentially once in 8 hours to mitigate this problem. However, this was done without understanding the need for cleaning. It is to be noted that the blowers used high pressure and high velocity steam.. Cleaning all blowers ritually was a suboptimal solution as the steam jet passing through the non-deposit areas resulted in faster erosion leading to punctures in or bursting of water tubes. This, in turn, caused frequent boiler shutdowns for repair and consequentially a huge financial loss. The R&D head needed a solution that led to automatic cleaning of ash deposits, when essential, to prevent revenue loss due to boiler shutdown.
BHEL: THE HEAVY ELECTRICAL EQUIPMENT GIANT
BHEL, an integrated power plant equipment manufacturer, is one of India’s largest engineering and manufacturing companies. BHEL has represented the core of India’s heavy electrical equipment industry since its incorporation in 1964. BHEL’s growth is considered synchronous with India achieving self-sufficiency in the indigenous manufacturing of heavy electrical equipment, which meets a major part of the country’s power requirement. Of the available 35,000 MW (
A widespread network of 17 manufacturing divisions, two repair units, four regional offices, eight service centres, six overseas offices, six joint ventures, and 15 regional marketing centres, and ongoing project execution at more than 150 sites across India and abroad have made BHEL join the elite club of select global giants having an installed capacity of more than 180 GW of power-generation equipment. BHEL had an overseas footprint in 78 countries. The quality and reliability of BHEL products are high since BHEL has adhered to international standards by acquiring and adapting some of the best technologies from leading companies worldwide, including General Electric Company, Alstom SA, Siemens AG, and Mitsubishi Heavy Industries (MHI) Ltd., in addition to the technology developed in its R&D centres.
STRUCTURE AND GROWTH OF RESEARCH AND DEVELOPMENT IN BHEL
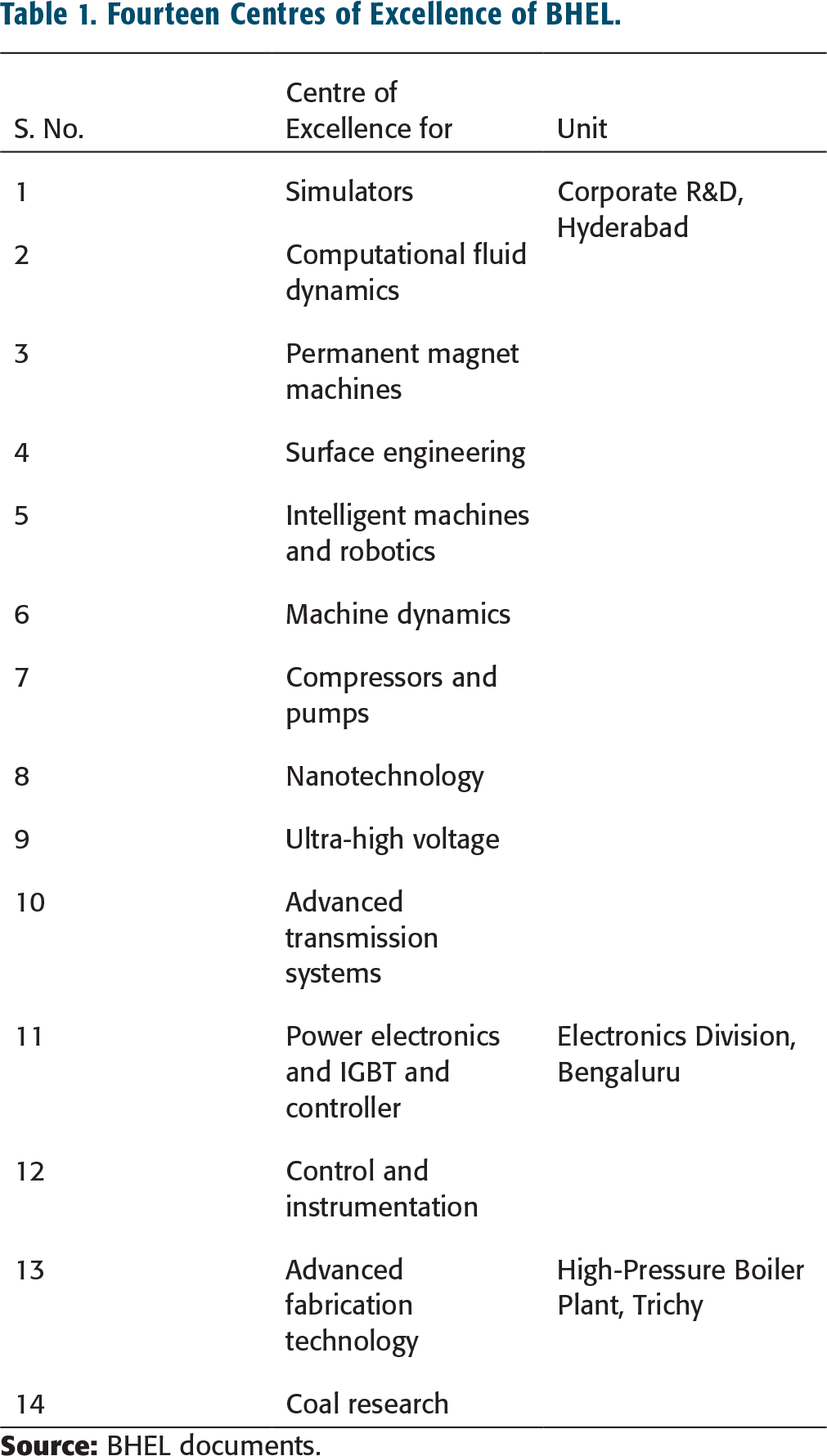
Fourteen Centres of Excellence of BHEL.
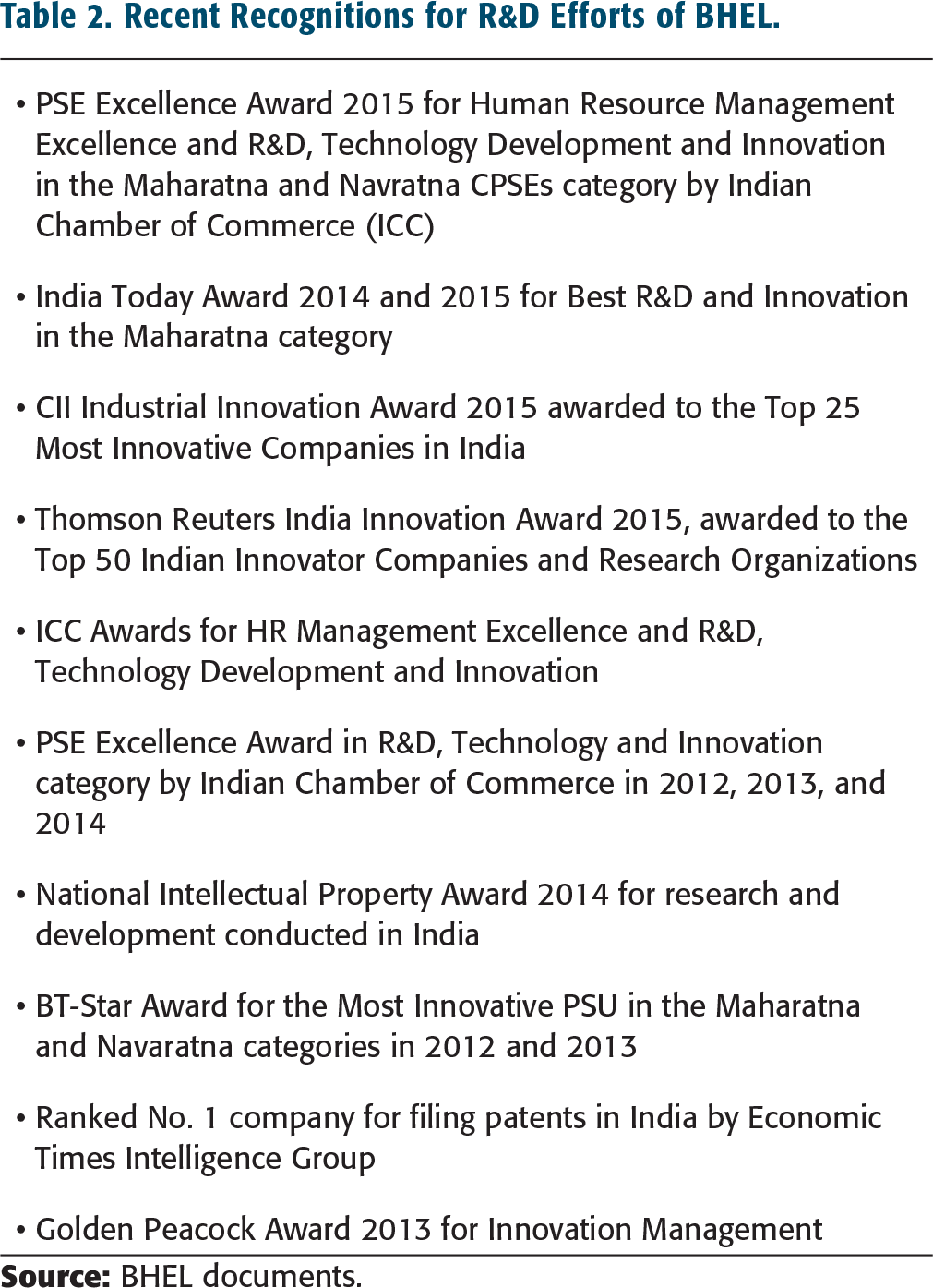
Recent Recognitions for R&D Efforts of BHEL.
The R&D head felt great pleasure in being a part of the department as he had plenty of opportunities to solve challenging problems. BHEL had ensured diversity in the department by debuting at least one expert from every field of specialization
HIGH-PRESSURE BOILER PLANT AT BHEL, TRICHY
The BHEL Trichy plant specializes in manufacturing boilers ranging from 30 to 800 MW capacity. It could manufacture boilers with supercritical parameters of up to 1,000-MW capacity. This unit generally accounts for 20 to 25% approximately of the total revenues of BHEL.
BHEL Trichy employed approximately 10,000 people directly. It had developed a large number of ancillary units that are also its vendors. The products handled are mostly boiler-related, such as fossil-fuel-fired, fluidized, and industrial boilers. The other products are heat-recovery generators, industrial and utility valves, power plant piping, seamless steel tubes, spares, and other advanced technology products. This plant is a leading centre for coal-based R&D in India with hundreds of person-years of expertise in designing boilers for optimum performance.
HEAT TRANSFER IN BOILERS OF A THERMAL POWER PLANT
A boiler is the key equipment of any power plant. A boiler is a closed vessel involving tube panels and heat exchangers, in which water is circulated to convert it into steam. The metal tubes welded as a panel form the walls of the boiler furnace and are called water walls. Steam is produced in it using the heat generated by burning fuel or a combination of fuels. The steam is subsequently expanded to rotate turbines and convert heat energy to mechanical energy. This mechanical energy is further converted to electrical energy or electricity in a generator coupled with the turbine. The heat generated by fuel-burning is transferred to water flowing through tubes, and that converts water to steam. The extent of heat transfer is exhibited by the temperature of gases dropping to 150° C (while leaving the boiler) from 1,500°C (furnace). The combustion of fuel led to molten mineral matter (ash) deposition on water walls.
CHALLENGE OF OPTIMIZING HEAT TRANSFER
The R&D head struggled with the less-than-desired heat transfer to the water walls that was critical to the boiler’s efficiency. The combustion of fuel led to molten mineral matter (ash) deposition on water walls. These deposits impeded heat transfer and sometimes fuel input was increased to compensate for the decreasing steam parameter. In the event of inadequate heat transfer, gases caused overheating of downstream components (i.e., superheaters and reheaters), making it necessary to spray partially heated water to cool downstream components and prevent a reduction in efficiency of the boiler.
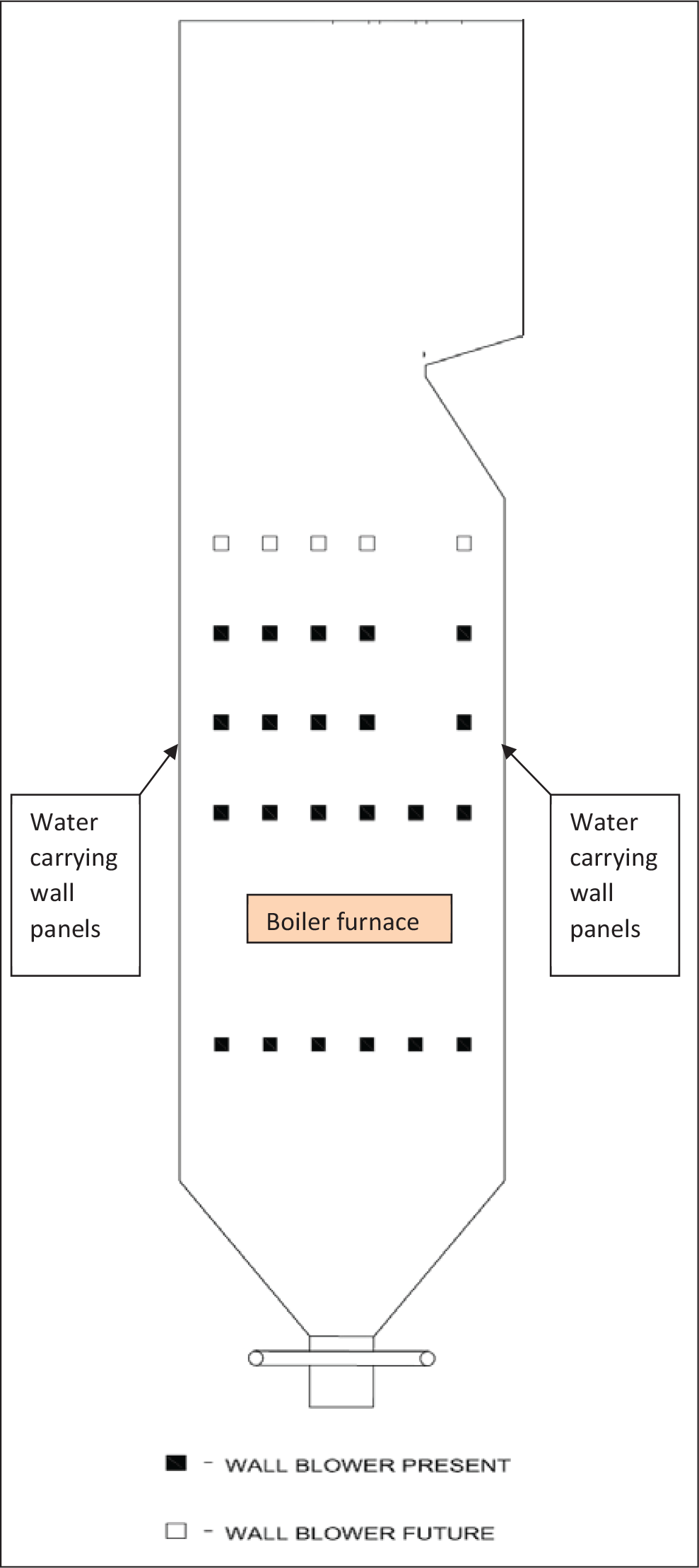
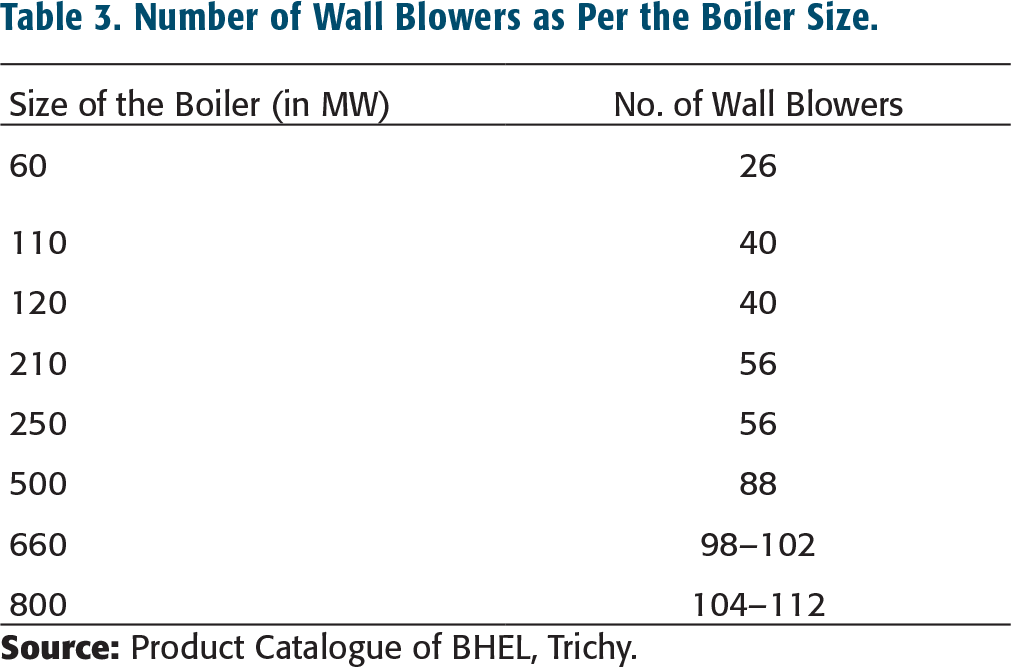
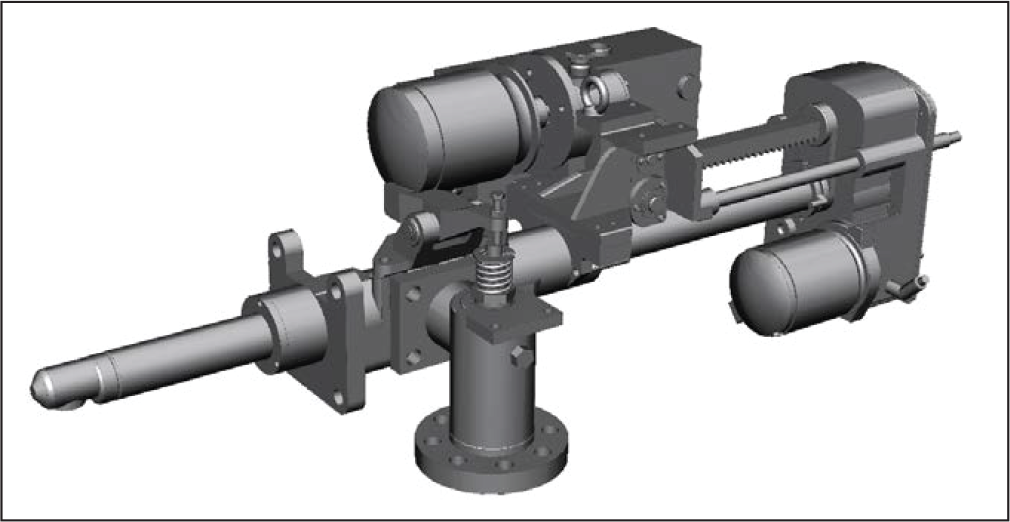
To overcome the decrease in heat absorption due to ash deposition, boilers were supplied with wall blowers that used high-pressure steam jets to remove deposits on tube surfaces. Exhibits 3, 4 and 5 depict the locations of wall blowers in the boiler furnace and a typical wall blower and the number of wall blowers per boiler, respectively.
Number of Wall Blowers as Per the Boiler Size.
These wall blowers are operated ritually once in 8 hours. Although they remove ash deposits, they require manual decision-making, which is cumbersome and individual-driven. In the manual system, all wall blowers are operated sequentially without considering the need or understanding of its impact. The manual process cleans even the nil-deposit areas that make the tube surface face the steam jet’s high impact, thereby causing tube erosion. The system does not sense variations in the deposition pattern and consequent changes in heat flux reduction. As the system is operated at fixed time intervals, the time interval between two operations causes the accretion and sintering of ash deposits, complicating subsequent cleaning. As a result, heat transfer rates vary widely and affect the performance of the boiler.
Concept Formulation
The R&D head needed a solution to remove ash deposits from the water walls as and when they occurred. He was aware that Clyde Bergemann Inc., Diamond Power, and B&W Power Clean manufactured automated wall blowing systems that could achieve the desired outcome. However, he knew that their costs would be prohibitive and would adversely impact profitability. In addition, he was not sure about the ability of these companies to handle the quality of Indian coal nor their performance for boiler conditions in India. Therefore, it was decided that the required technology will be developed by the R&D department, which would also coordinate with various departments to manufacture the product.
The first step towards constructing a solution was to build a dynamic feedback mechanism that pointed out lower than normal heat transfer, which triggered the need for intervention. His experience of working at the Fuel Evaluation Test Facility (FETF) led him to believe that sensors can measure the extent of heat transfer as it followed a reducing trend with the deposit and could facilitate accurate determination of the occasion when blower operation was required. He realized that the solution lay in starting the cleaning of deposits only when heat transfer dropped below the specified level. It was also necessary to ensure that the cleaning process skips the areas where heat transfer could not decrease. The solution required the development of heat-flux sensors, the creation of heat flux profiles along with the furnace height, and data analysis of changes in heat transfer after wall blowing was done.
Development of Water Wall-mounted Heat Flux Sensor
The commercially available sensors were expensive, and using them would have affected the cost competitiveness of the BHEL boilers. However, the costs were projected to rise as nearly 40 sensors were required for a 210 MW boiler. A team of six members was constituted to develop heat flux sensors in-house. Sensors involving thermocouples that collected data to indicate a decrease in heat transfer were the toughest to develop. The conceptualization itself posed a challenge as it involved the selection of a material that would be sensitive to changes in heat transfer, determination of its size as it could not project itself too much inside the boiler and attract ash deposits on itself to become unrepresentative of the boiler conditions. It included smooth welding of the sensor to water tubes so that no air gap developed to prevent conductivity. Its conceptual structure was finalized by the design laboratory of the R&D department. It required a collective effort of engineers from the R&D department and WRI. WRI chipped in with inputs on machining, thermocouple fixing, bracing, etc.
Heat flux sensors were tested, and their performance was recorded at Karnataka Power Corporation Limited (KPCL) power plant for 1 year. The sensors were found effective, and this learning from the KPCL plant motivated BHEL, Trichy to manufacture more such sensors.
Creation of Heat Flux Profiles
Heat transfer in a furnace happens through radiation. The radiation intensity is reduced due to the shielding effect created by the deposition of ash particles produced during combustion on panels. Portable heat flux meters were used to measure the radiation, and a two-colour optical pyrometer was used to measure changes in temperature along the height of the boiler. Measurements were made through the view holes located at the corners of each wall at different elevations. At Unit three of the Raichur Thermal Power Station (TPS), KPCL, new view holes were created in the middle of the rear water wall, and the heat flux readings at the centre of the walls were also recorded. The study helped optimize the locations for installing heat flux sensors and finalize the heat absorption limits for a particular zone.
Analysis of Heat Transfer Changes Due to Wall Blowing
A study to assess the impact of the wall blowing process on heat transfer was carried out by staggering the operation of wall blowers at different elevations. Superheater spray was recorded as an indicative parameter for determining changes in furnace heat transfer. The changes were recorded against a pre-decided level of heat transfer. Wall blowing continued till the pre-decided level was reached. The experiment helped the team assess the rate of re-deposition of ash on water walls, apart from optimizing the automated wall blowing system. These experiments were carried out at Unit three, 210-MW of Raichur TPS, Karnataka.
Prototype Development
Data generated in the concept-confirmation phase reiterated beneficial outcomes of the product. Hence, the team decided to develop the product prototype. The prototype development involved engineering and procurement of the hardware and developing the relevant software. It included installing, commissioning, and demonstrating the smart wall blowing system’s functioning at the boiler site.
Development of Logic for the Software
The conceptualization of the logic involved grouping of blowers for each sensor within the furnace and dynamic fixing of upper and lower temperatures at which the blower operation should start and stop. Similarly, the heat flux threshold for each sensor was optimized to determine whether a particular zone needs cleaning. The team developed an appropriate logic, and the software for the logic went through several iterations and troubleshooting before final establishment. The final version ensured relevant data acquisition, analysis, dynamic updation of benchmarks, and interpretation to facilitate blowing decisions and communicating actions to the blower control system.
Control Systems and Data Acquisition
Once the operational logic was finalized, the Electronics Division, BHEL Bangalore, developed the data acquisition, control systems, and software to implement the logic. The team working on the project at Trichy provided the following inputs:
A template to mimic the current measured heat flux and data trends to be stored, and the tabular presentation of data. Relevant software development, instrumentation, cabling, and integration of the motor control centre and wall blower control panel were performed jointly by the Electronics Division, BHEL, Bangalore, and the Controls and Instrumentation Department of R&D BHEL, Trichy.
Smart Wall Blowing System: An Integrated View of the New Product
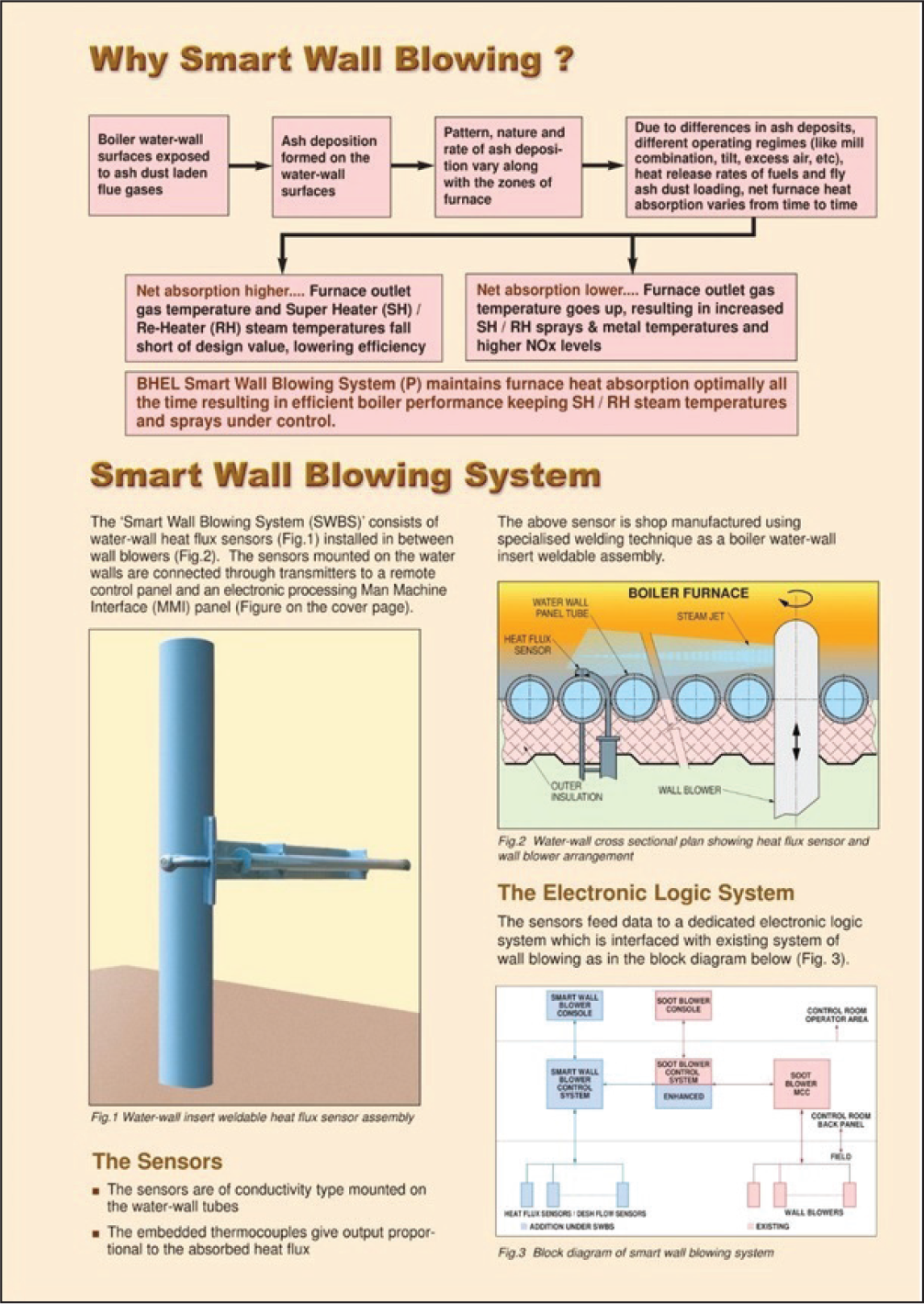
Smart Wall Blowing System (SWBS), the new product, performed the wall-blowing operation on detecting a decrease in furnace heat transfer. It operated blowers only in the regions where it had detected ash deposit impeding heat transfer. SWBS was automatic and required no manual intervention. The decisions to start/stop and operate/skip the blowing operation depended on analysing relevant data.
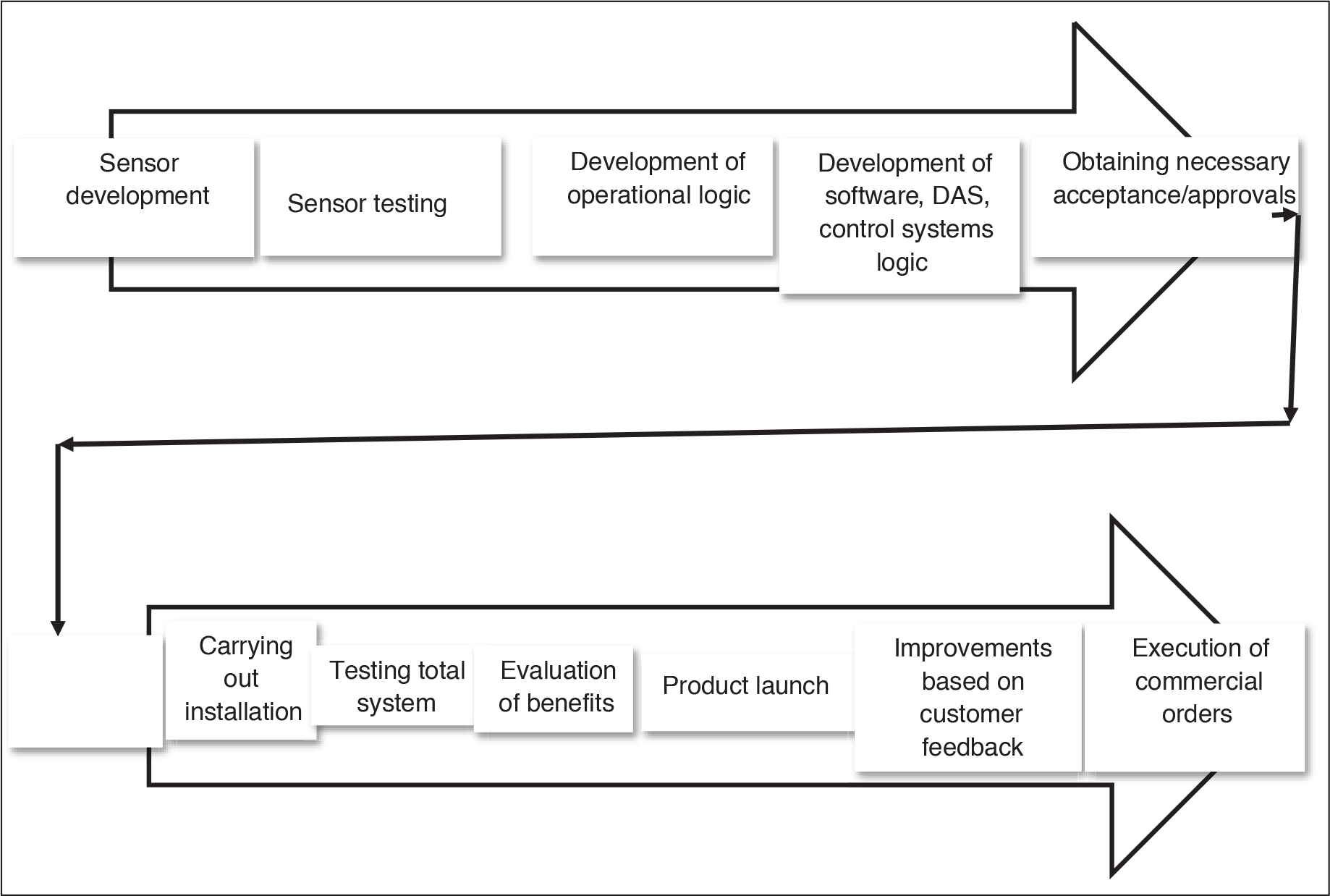
The starting or stopping of the wall blowing cycle was decided after assessing the furnace heat transfer. Heat flux sensors indicated heat absorption level. Sensors calculated changes in heat transfer by measuring the temperature output difference that was likely to be in proportion to absorbed heat flux. Heat transfer data was processed by the data acquisition and control system, and the necessary intervention was made automatically. Exhibits 6, 7, 8 and 9 provide complete details of BHEL SWBS and the stages of its development.
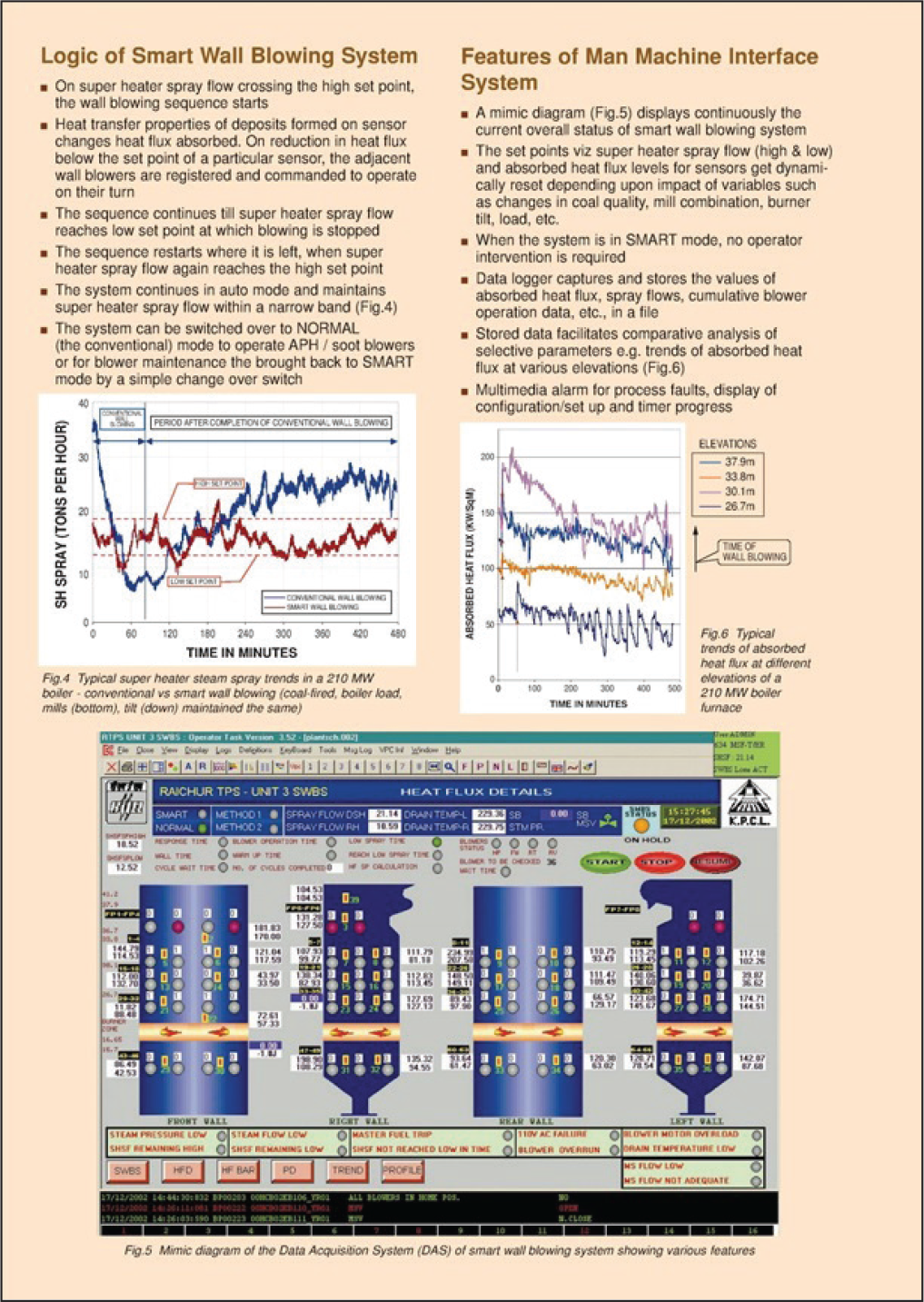
Comparison between Conventional and Smart Wall Blowing System.
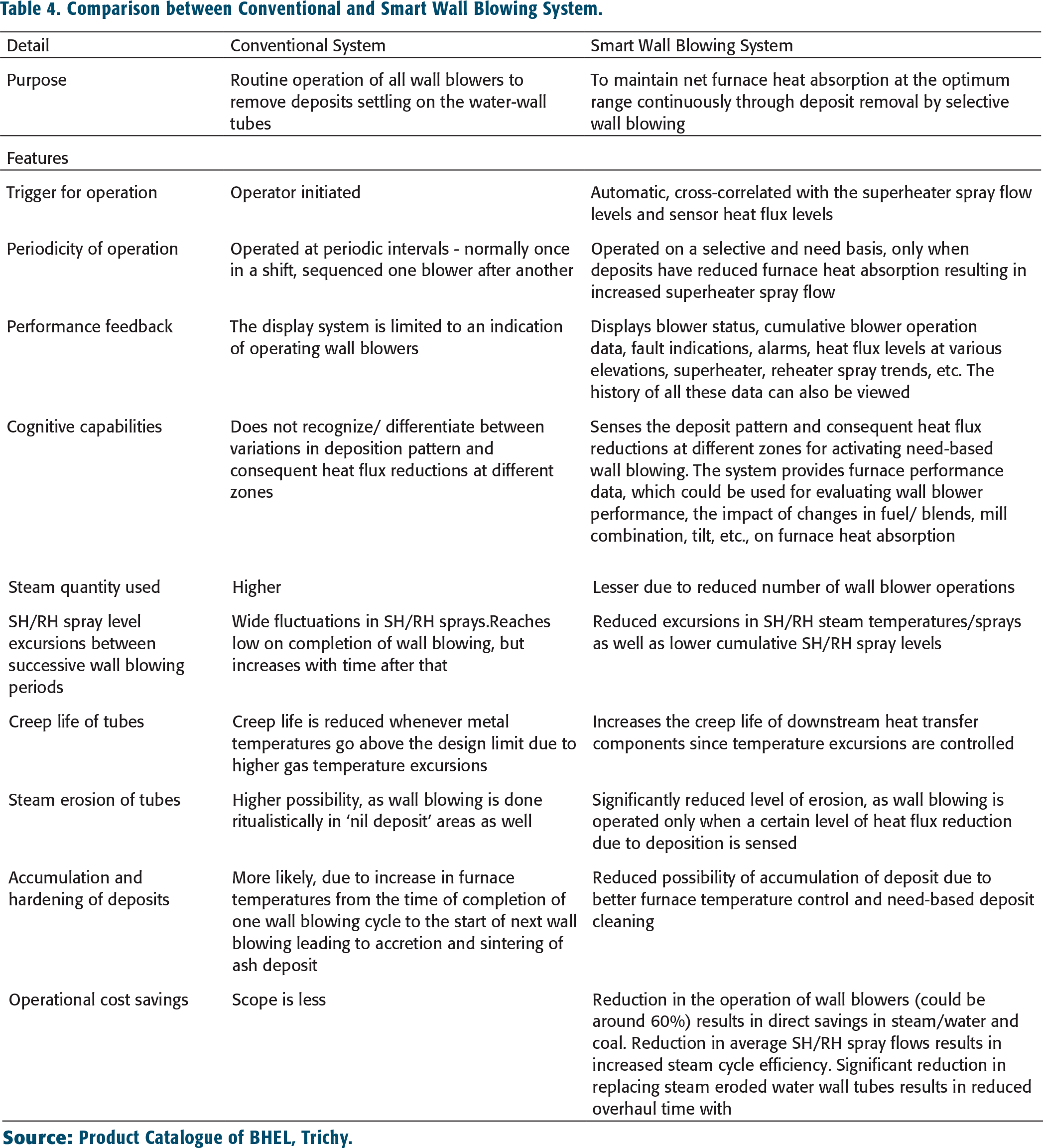
The blowing operation began with the uppermost blowers on one of the four walls. If it did not reduce the spray below the lower benchmark, blowers on the next wall at the same elevation were operated. This process continued till the spray settled below the lower benchmark. The next wall blowing cycle started only when the upper limit of the benchmark was crossed. The next operation would begin from the last stage of the previous operation. Thus, SWBS operated to maintain heat transfer within a set range and ensured that the boiler efficiency was not compromised. The upper and lower benchmarks of spray for starting and stopping the wall blowing cycle were auto-selected by the software.
SWBS was a solution that was created by integrating simple hardware and software ideas. The integration exercise included identifying relevant metrices to optimize the system’s operational logic. A large number of experiments were performed before the logic was finalized. The R&D head was elated and was eager to observe the new product’s impact on boiler performance in a real-time operational context.
Product Trials and Stabilization
BHEL needed permission from existing or prospective customers to conduct product trials on their boilers. They approached several customers. Considering that installation of heat flux sensors calls for cutting the water wall tubes and re-welding at 80 places for installing 40 sensors, many were reluctant to give permission. BHEL took enormous efforts to persuade and finally, KPCL allowed SWBS to be installed at one of the six boilers at Raichur TPS, at BHEL’s cost where trials were conducted for 1 year. Raichur TPS, the customer, was encouraged to handle SWBS operations to gain confidence and develop the ability to operate it independently. During the trials, the BHEL team debugged the software, performed integration exercises, and replaced faulty sensors for free. The team also conducted an extensive comparison of performances between boilers with SWBS and without SWBS under identical operating conditions.
Boilers operated with SWBS had the following advantages:
Substantial reduction in wall-blowing steam to the extent that the plant cycle efficiency increased by approximately 0.25%.
Each blower in SWBS operated only on detecting a reduction in heat transfer due to ash deposits; therefore, the possibility of tube erosion caused by the steam jet passing over a clean surface was reduced. This resulted in a decreased number of eroded tube replacements from 100 earlier to 4–5 annually.
The large reduction in water-wall tube replacement proportionately reduced the annual shutdown period. The additional availability of power generation period was a major financial benefit as one additional day of power generation could pay back the entire SWBS installation cost.
The data generated and stored in SWBS was useful to infer the fire-ball locations and performance evaluation of fuels and their blends. The data could be easily applied to boiler design, field problem solving, and be useful to R&D teams. The data could be stored and archived for future comparisons.
Thus, SWBS ended the ritualistic wall blowing practice and provided a pragmatic solution that would automatically start and stop the wall blowing operation and carry out a need-based operation to maintain optimal heat transfer.
Manufacturing of SWBS
On successful product trials, arrangements were made to manufacture SWBS. Given the complexity of the product in terms of its parts that involved different skill sets, it had to be manufactured at different centres and assembled or integrated at the site of boiler erection. To achieve this end, extensive and detailed documentation was done for every step required in the manufacturing process.
The welding-related tasks like machining, bracing, or fixing were allotted to the Welding Research Institute (WRI), whereas the control panel and the electronic display were assembled at the Electronics Division. Later several vendors were developed/impanelled to manufacture different parts of the product. The laying of electrical circuits, software adoption was done by Controls And Instrumentation Engineering Group at Trichy.
Demonstration and Commercialization
It took nearly 5 years since the work commenced to arrive at product development. Customers’ meet was organized at KPCL, Raichur TPS to showcase and demonstrate SWBS. Engineers from power stations across the country were invited to this meet. KPCL, the customer presented a paper highlighting their experiences and the benefits of SWBS. The customer meet was conducted like a workshop to provide a hands-on experience. The working of the SWBS was explained by the staff of KPCL to the workshop participants.
Gaining customer confidence has always remained a long drawn and difficult process. KPCL had witnessed the development of the new product and had enjoyed its benefits. Therefore, KPCL, a satisfied customer, was an asset to BHEL that helped the commercialization efforts made by the R&D department. In fact, KPCL wanted to integrate SWBS to five old and two new boilers. BHEL made presentations to the Andhra Pradesh State Electricity Board (SEB), Maharashtra SEB, Gujarat SEB, Tamil Nadu SEB, and others. Several other power plants in the country soon realized the benefits of SWBS and started demanding its installation to the boilers at their power plants. BHEL received orders from MSEB (New Parli 250 MW, Paras 250 MW), KPCL (Bellay 500 MW), and NALCO 120 MW, Orissa, and RRVUNL (Suratgarh 660 MW). It was soon observed that customers began requesting SWBS as an integral part of the boilers they wanted from BHEL. The product had taken nearly 7 years to reach the commercialization stage. SWBS was an effort by a large number of people across departments of BHEL and KPCL for nearly 7 years.
Recognition for SWBS
SWBS was regarded as an information reservoir, apart from being a permanent solution for boiler performance-related problems. It was an innovative product developed by the creative efforts of various teams at BHEL. To safeguard the process of product development, patents were filed and received. Incentives were awarded to the team, while the R&D head received the coveted BHEL Excel Award. The process of developing SWBS was selected as one of the ‘Best Practices in Thermal Power Station Operational Practices’ by the Committee of Public Undertakings, US Agency for International Development, and ICICI Bank.
Post Commercialization Challenges and Improvements
Sensor failure was a challenge faced by many TPS, as the product and the markets matured. To address the issue, the R&D department, BHEL, Trichy improved the sensor’s construction so that a failed thermocouple could be replaced even when the boiler is in operation. This solution obviated the need for boiler shutdown required to cut and weld water wall tubes to replace the sensor. This product improvement resolved customers’ concerns, and all subsequent orders for SWBS were supplied with improved sensors. Notably, no other problem was reported related to the functioning of SWBS which indicated high reliability of the product.
New Horizons
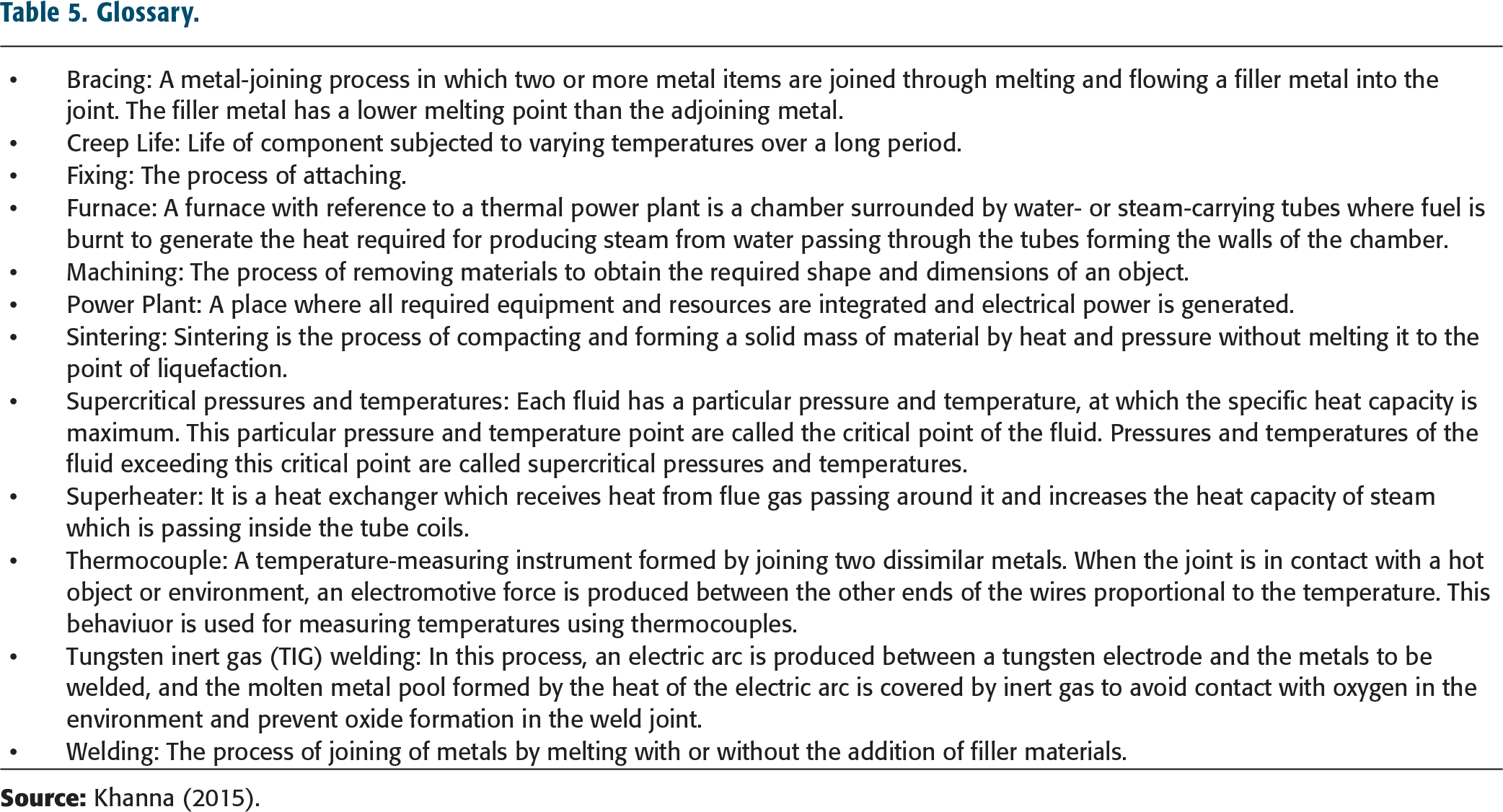
Glossary.