
Abstract
Value addition to lignocellulosic biomass materials such as sugarcane bagasse to produce multiple bio-based products which includes synthesis gas is becoming a dynamic research area. Pre-treatment techniques to improve the quality of biomass are essential for the successful application of the feedstock in energy production systems. This study investigated changes in the composition of sugarcane bagasse subjected to torrefaction as a preparation of bagasse for gasification. Characterization of the torrefied bagasse was undertaken in terms of proximate and ultimate analyses as well as in terms of energy value. The results were used to conduct a computer simulation of the gasification process of the torrefied bagasse. The gasification process results confirmed that torrefied bagasse is a suitable feedstock for gasification in terms of conversion efficiency, which was found to be approximately 42% when compared to untorrefied sugarcane bagasse, with a conversion efficiency of about 40% achieved in our previous study.
Introduction
The effective utilization of biomass in thermal conversion processes has been hindered with processes involving the use of high flows of biomass due to low bulk and energy densities, high moisture and mineral matter contents as well as heterogeneous physical and chemical properties. This quality of biomass will, in most cases initiate agglomeration and sintering in thermochemical conversion systems such as the gasification systems. The efficiency of the gasification process will also be hindered, with syngas quality and yield decreasing significantly (Xue et al., 2014). Sugarcane bagasse shares the same shortcomings as other biomass materials. However, in terms of end-use of the product gas, gasification is one of the most demanding of all thermochemical conversion routes because it is affected by many factors including the pre-treatment of the feedstock to be converted. Aside from the issues previously mentioned, the main drawback of using biomass for energy production is how to efficiently and effectively diminish the O2 content of the biomass, because O2 is known to reduce the energy density of biomass materials (Kumar et al., 2009). To overcome the aforementioned challenges and to convert the biomass into a material with the appropriate thermochemical properties, pre-treatment of the biomass is required. One efficient and effective pre-treatment method that requires low energy and leads to minimal component degradation is torrefaction, which is a thermal pre-treatment process used to improve biomass properties. It involves heating the biomass between 200℃ and 300℃ in an inert atmosphere and in the complete absence of O2 (Xue et al., 2014). A mass loss of about 40% is achieved during torrefaction with an energy loss in the range 5% and 10% (Medic et al., 2012; Pentananunt et al., 1990; Wattananoi et al., 2011). The energy value of the biomass is also increased after torrefaction, which leads to improved gasification in terms of efficiency (Pentananunt et al., 1990). Determination of the effect of torrefaction on the physical and chemical characteristics of biomass is important and requires characterization of the biomass to determine its suitability for gasification. In addition to the improved energy value of torrefied biomass earlier mentioned, other biomass characteristics improved after torrefaction include reduced moisture content of the biomass, excellent hydrophobic properties, and reduced O-C ratio (Tapasvi et al., 2015; Xue et al., 2014). These improved properties are the reasons why the value of torrefied biomass as feedstock for energy production is significantly higher than those of raw biomass.
Quite a number of research studies have been conducted on pre-treatment of biomass via torrefaction for various purposes but only very few of the studies have been directed towards torrefaction of sugarcane bagasse for the purpose of gasification, which is a high temperature reaction process that uses partial oxidation to convert energy stored in any given feedstock into usable energy in the form of a mixture of gases such as CO and H2, collectively known as syngas. This syngas can be burnt as fuel in gas turbines for the purpose of electricity generation (Balat et al., 2009). The chemical energy of the biomass is converted to thermal energy of the syngas with high carbon conversion rate that forms the syngas, during gasification (Jankes et al., 2012). Because of its increased efficiency in terms of syngas formation, it is of great desire that gasification becomes widely applied in the future for the production of biofuels rather than direct combustion (Srinivas et al., 2009). A detailed description of the chemistry of the gasification process of biomass is presented in our previous publications (Anukam et al., 2014). The behaviour of torrefied sugarcane bagasse under standard gasification conditions is not well understood as there is a considerable lack of information on this; therefore, better knowledge on the topic is required.
Among the studies conducted on the gasification of torrefied biomass include those from Tapasvi et al. (2015) who ran a simulation study on the gasification of torrefied and raw leucaena. They found that torrefied leucaena had higher gasification efficiency than raw leucaena, a reason they attributed to high mass yields of the torrefaction process of leucaena. Technique involving process optimization for co-gasification of torrefied biomass and coal was investigated by Chen et al. (2013) who identified optimum level process parameters in an entrained flow gasification system. Other studies involving gasification of torrefied biomass were those conducted by Kuo et al. (2014) who also investigated the gasification process of raw and torrefied bamboo in a two-stage gasification system, employing the Gibbs approach of minimization under isothermal conditions after simulation of the gasification process using Aspen Plus simulation software. They reported a higher carbon conversion and higher syngas yield for the torrefied bamboo than the raw bamboo, whereas the opposite was the case for the cold gas efficiency of the process; and those reported by Chen et al. (2013) for the gasification of torrefied bamboo in a numerically simulated entrained flow gasification system that used O2 as the gasifying agent. Their result showed that the performance of torrefied bamboo under gasification is similar to that of coal. This study therefore, aims to investigate the torrefaction characteristics of sugarcane bagasse for the purpose of gasification in a downdraft system in order to establish the impact of thermal treatment not just on the properties of bagasse but also on the conversion efficiency of its gasification process under standard gasifier operating conditions.
Experimental
Sample preparation
Because of its availability in excess of its usage, the biomass material used in this study was sugarcane bagasse. The material was sourced from a local sugar mill in Kwazulu Natal, South Africa, with about 40% moisture content, which was sun dried for 7 days and milled to fine powder as required by the instruments for analysis, before being stored in a desiccator prior to torrefaction.
All tests conducted were repeated at least thrice and the results presented are represented by the average of these tests.
Torrefaction experiment
Torrefaction of sugarcane bagasse was undertaken at 200℃ in a muffle furnace connected to a N2 gas supply system to ensure an inert atmosphere, and a condenser for gas collection. Fifteen grams of sugarcane bagasse was weighed and placed in a sample holder embedded in the tubular reactor. The reactor containing the sample was then placed inside the furnace which had been preheated to a set temperature. As soon as the reaction temperature reached 200℃ the experiment was stopped. The experiment was repeated four times and each run took ca. 30 min under the same experimental conditions. During the experiment, condensable and non-condensable products together with liquid products were produced. The condensable products were collected in the condenser, and the non-condensable products were collected at 15 min interval in small gas sampling bags. The liquid products were collected in a conical flask and stored in a refrigerator at 0℃ for analysis. The yield of liquids from the torrefaction of sugarcane bagasse at 200℃ was calculated according to equation (1) (Chen et al., 2011)

Physicochemical properties of torrefied bagasse
Proximate, ultimate and energy value analyses
Torrefied sugarcane bagasse was characterised in terms of proximate and ultimate analyses as well as energy value (calorific value). Proximate analysis separates sugarcane bagasse into four important properties (moisture, volatile matter, fixed carbon (FC) and ash contents) relevant to the thermal conversion of the sample, which is accomplished by controlled heating of the sample in a furnace and observing the weight loss as the sample is heated. Usually, a thermogravimetric analyzer is used for this purpose (Tanger et al., 2013). The volatile matter content (VM) and FC were determined after moisture evaporation and ash determination according to a modified standard test method of the ASTMD 5142-04.
Ultimate analysis provided information about the relative abundance of the individual elements present in torrefied sugarcane bagasse (Tanger et al., 2013). This analysis was undertaken with the use of an elemental analyzer (ThermoQuest CHNS elemental analyzer), which was used to pyrolyse the sample and measuring the gases (CO2, H2O, NOx and SO2) obtained afterwards. The gases were then separated with a gas chromatograph equipped with a thermal conductivity detector to stoichiometrically back-calculate the concentrations of the individual elements which had been catalytically reduced.
The energy value of torrefied sugarcane bagasse was also measured in the course of proximate and ultimate analyses using a CAL2K model oxygen bomb calorimeter whose vessel was pressurized to 3000 kPa using O2.
Reactive components analysis
A Fourier Transform Infrared Spectroscopic (FTIR) analysis was undertaken on torrefied bagasse to obtain information about the reactive components of the material and how these function under gasification conditions. This study was conducted using a Perkin Elmer 2000 FTIR system, with spectra recorded over the range of 500–4000 cm−1 at a spectra resolution of 2 cm−1. For better peak resolution, the sample was uniformly pressed with potassium bromide (KBr) pellets prior to analysis. The information obtained from this analysis would aid in understanding the amount of energy that would be required for bond breakage when torrefied bagasse undergoes gasification.
SEM/EDX analyses
The morphological characterization of torrefied sugarcane bagasse was conducted under a JEOL (JSM-6390LV) model SEM analyzer fitted with an energy-dispersive X-ray (EDX) analyzer which was used to determine the inorganic components of the sample under study. Both the SEM and EDX analyses were determined at a glance since both instruments are hyphenated. For the EDX analysis, elements present in the sample absorb the X-ray beam, resulting in movement of electrons from a ground state, causing dislocation of the electrons and thereby creating a hole that is filled by electrons from other higher energy state. This creates a difference in energy which results in peak formation.
Thermal analysis
The combustion performance of torrefied bagasse was monitored with a thermogravimetric analyzer (Perkin Elmer TGA 7). The mass loss of the sample was measured as a function of time and temperature as the material is combusted. The rate of mass loss (DTG) was also evaluated in order to determine the exact temperature where devolatilization occurred. The sample was heated at temperatures ranging from 20℃–900℃ at a rate of 10℃/min heating rate under a N2 atmosphere to ensure inertness. The temperature measurements of both the TGA and DTG were simultaneously recorded during the analysis as well as the time degradation of the sample occurred.
Computer simulation of the gasification process
Key parameters used during gasification simulation process of torrefied bagasse.
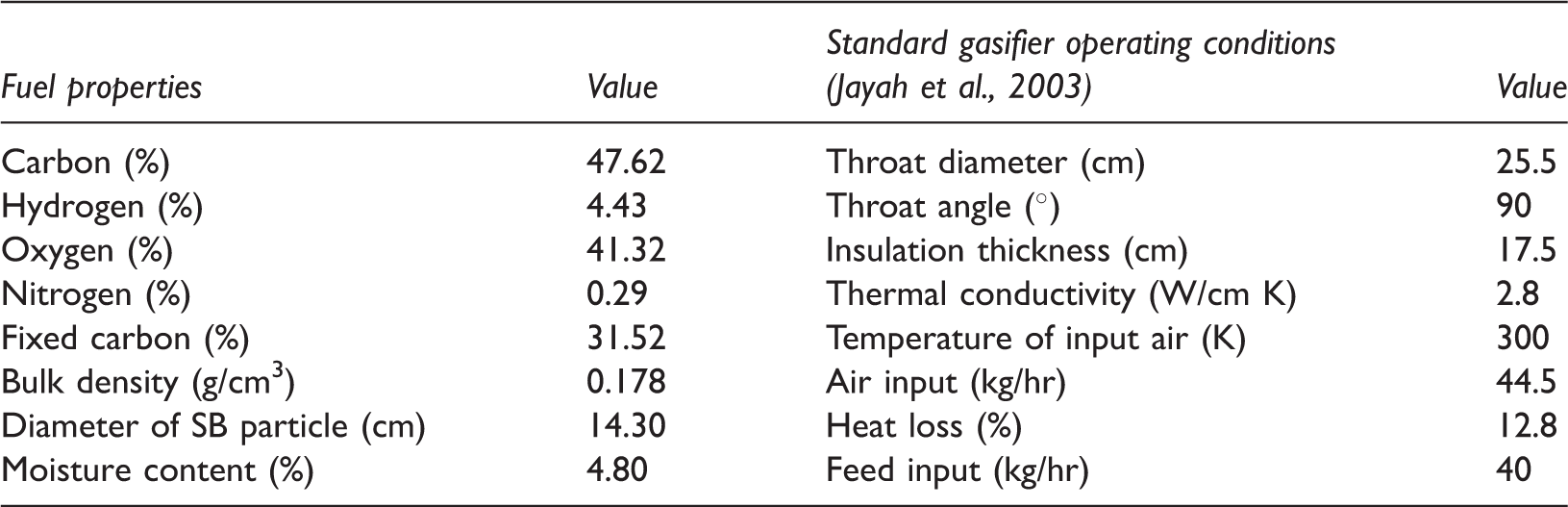
The conversion efficiency of the gasification process was calculated according to the following (Mamphweli and Meyer, 2010)

Results and discussion
Torrefaction performance of sugarcane bagasse
Sugarcane bagasse torrefaction behaviour was monitored during the course of the experiment. Figure 1(a) and (b) shows visual appearances of sugarcane bagasse before and after torrefaction.
(a) Raw sugarcane bagasse before torrefaction, (b) Sugarcane bagasse torrefied at 200℃.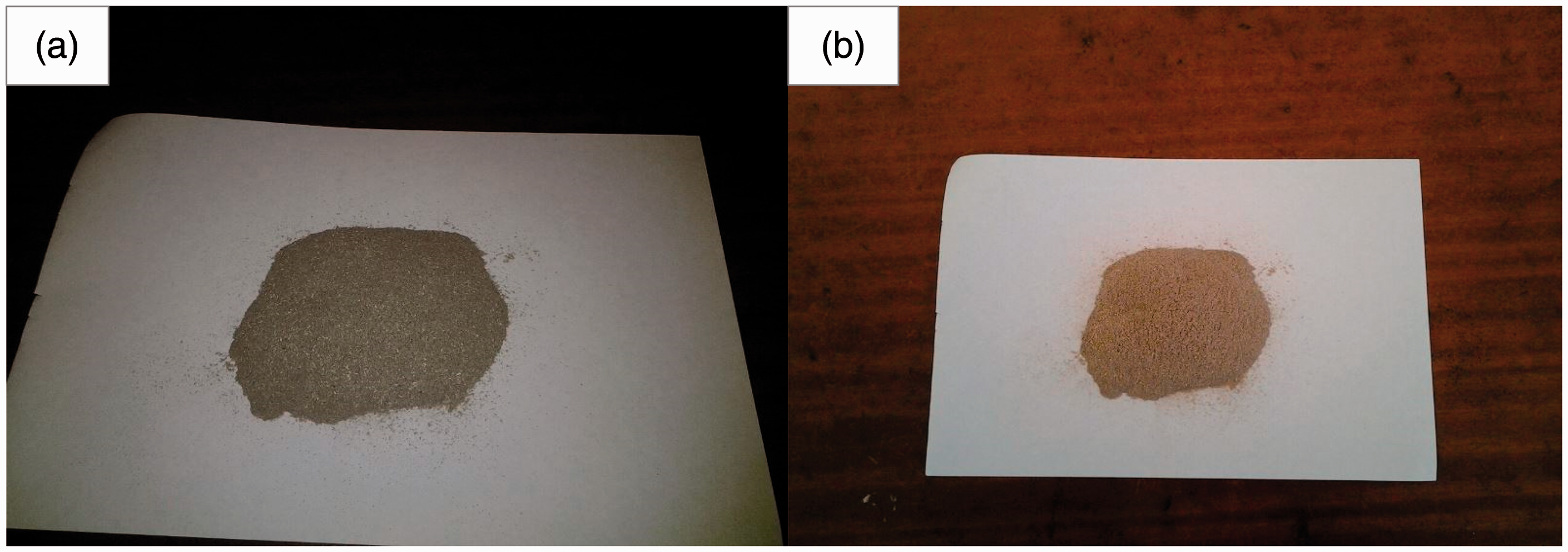
As clearly observed in Figure 1 (a) and (b), following torrefaction, the colour of sugarcane bagasse changed from light brown to dark brown, which stems from partial carbonization of the surface of the material. This observation supports the fact that torrefaction initiates non-enzymatic browning of a material and indicates improved feedstock properties as proposed by Bergman et al. (2005). This implies that torrefaction has a pronounced impact on the colour of sugarcane bagasse and further suggests that gasification of bagasse at 200℃ will initiate a colour change that may lead to improved gasification in terms of efficiency. The effective conversion of any biomass feedstock for gasification lies in the properties of the feedstock (Prins et al., 2006). However, for optimized gasification process conditions, analysis of the solid, liquid and gaseous yields during thermal pre-treatment of the biomass are necessary as some of the liquid products may condense into tar, heavy hydrocarbons and water that may deter the smooth running of the gasification system (Mamphweli and Meyer, 2010; Tumuluru et al., 2011). The amount of liquid yield during torrefaction of sugarcane bagasse at 200℃ per run is depicted in Figure 2.
Weight percentages of liquid yields per experimental run obtained during torrefaction of bagasse.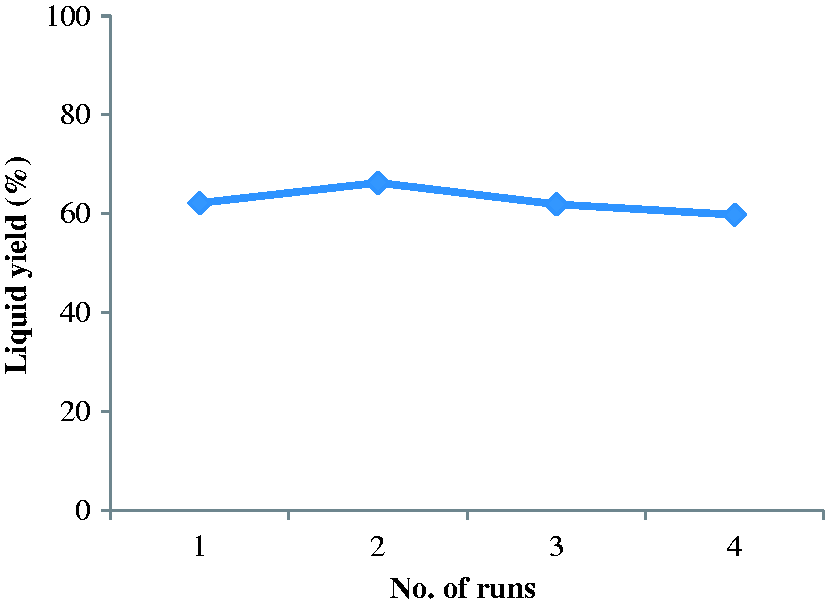
Figure 2 suggests that torrefaction of sugarcane bagasse at 200℃ yield liquids between 62 and 66 wt%, implying that more than 60% of sugarcane bagasse is consumed and converted into liquids. This behaviour is also expected during gasification; however, the extent of yield of the liquid products would be highly dependent upon the conditions of gasification (Anukam et al., 2014).
Torrefied bagasse characteristics
Physical and chemical characteristics
The proximate, ultimate and energy value analyses undertaken on torrefied sugarcane bagasse are presented in Figure 3(a) and (b), respectively. The standard analyses error for the proximate and ultimate analyses of torrefied bagasse is between 0.5% and 1%, while that of its energy value is <0.4 MJ/kg.
Proximate and ultimate analyses data of torrefied and raw sugarcane bagasse with (a) and (b) representing torrefied bagasse, while (c) and (d) reflects the data for raw bagasse.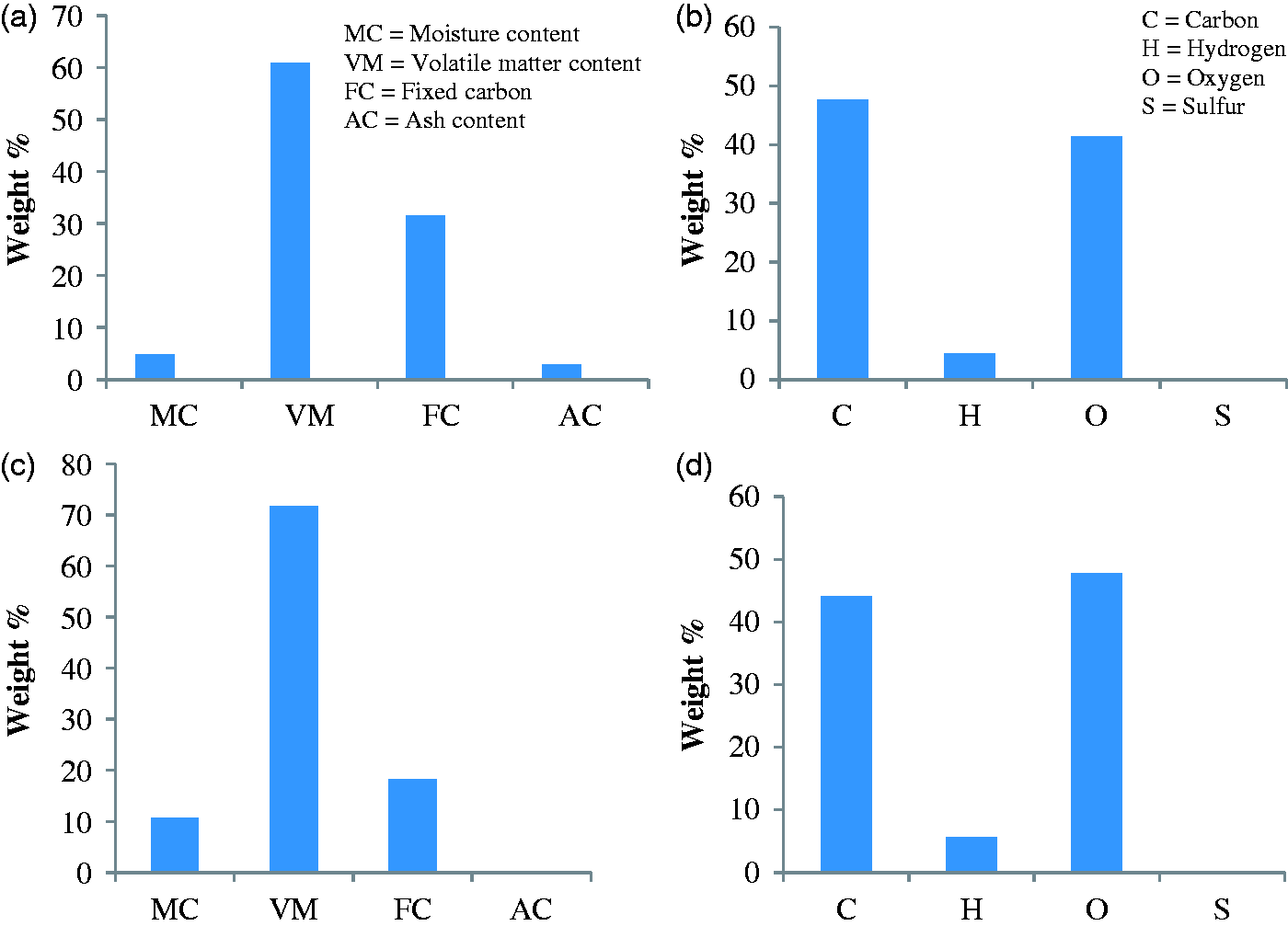
It is quite evident from Figure 3(a) that torrefied sugarcane bagasse exhibits low moisture (<5%), compared to its parent material with about 10% moisture content (Figure 3(c)). For effective and efficient gasification, a material moisture content of around 5% is desirable because high moisture content leads to incomplete combustion (Tanger et al., 2013). High volatile matter content (ca. 60%) was recorded after torrefaction of sugarcane bagasse as also observed in Figure 3(a). This was due to the minimal depletion of hemicellulose as a consequence of the low temperature of torrefaction. In comparison, the volatile matter content of raw sugarcane bagasse is ca. 72% from Figure 3(c), which supports the fact that volatiles become depleted as biomass undergoes thermal pretreatment to improve its properties; biomass materials generally contain high level of volatiles (from 64% to 98%) which become reduced by 10–20% when the biomass undergoes torrefaction (Bridgeman et al., 2008). A 31.5% value was recorded for FC for torrefied sugarcane bagasse compared to about 18% measured for raw sugarcane bagasse as seen in Figure 3(c). This also supports the fact that torrefaction raises the weight percentage of FC by at least 10%; the composition of FC in biomass materials ranges from 10% to 18% (Chen et al., 2011). The composition and relative yields of the solid, liquid and gaseous products generated during gasification of biomass are related to the proportions of FC and VC of the biomass (Brar et al., 2012). According to Figure 3(a), ash content of torrefied sugarcane bagasse is also quite low (ca. 2.8), which may be attributed to certain factors that includes low concentration of inorganic components of sugarcane bagasse such as the alkali and the alkaline earth metal elements, which mainly contribute to high level of ash in biomass materials (Xue et al., 2014). Utilization of biomass in energy conversion systems such as the gasification systems with ash content beyond 6% will initiate slagging and fouling issues that may lead to reduction in process efficiency (Toptas et al., 2015).
As far as the ultimate analysis of the torrefied material is concerned, Figure 3(b) clearly reveals that a higher C content of sugarcane bagasse (47%) was measured as compared to its content of O2 following torrefaction at 200℃. A higher C content of biomass will favour high temperature gasification compared to a higher O2 content as the latter will reduce the energy value of the material, resulting in low process efficiency (Kumar et al., 2009). In comparison however, the weight percentages of the elemental components of the raw bagasse shown in Figure 3(d) were reduced after torrefaction as clearly indicated in Figure 3(b), and vice versa. This was because of the release of light volatile gases that rendered the hygroscopic properties of the torrefied material hydrophobic.
Energy value determination
Energy value of biomass is usually measured in the course of proximate analysis (Tanger et al., 2013). For the torrefied sugarcane bagasse used in this study, its energy value was measured and found to be about 17.9 MJ/kg, which is not significantly different from the value of 17.8 MJ/kg reported in our previous study for untorrefied bagasse (Anukam et al., 2014). (Jenkins et al., 1998) also measured and reported the energy value of bagasse as between 17.3 and 19.4 MJ/kg, while Stanmore, 2010 found the energy value of bagasse to be about 19 MJ/kg. This lack of difference in energy value between the torrefied sugarcane bagasse from this study and those reported by the above authors may be due to slightly high mineral matter content of torrefied sugarcane bagasse, which reduces the energy value of biomass because minerals contribute very minimal energy during oxidation of biomass (Jenkins et al., 1996).
Functional group analysis
Absorption peaks corresponding to vibrational frequencies between bonds of atoms that make up a compound is represented by an infrared spectrum, with the spectrum peak sizes used to indicate the amount of material present in the compound (Grube et al., 2006; Ibrahim et al., 2013; Rousset et al., 2011). This is presented to better understand the reactive components of the torrefied material and how they affect the gasification process of the material. The reactive components in terms of the functional groups present in the torrefied material are identified and interpretation of their presence described in relation to gasification. Figure 4 presents the FTIR spectrum of torrefied bagasse.
FTIR spectra of torrefied bagasse showing major reactive components that are determined by the peaks.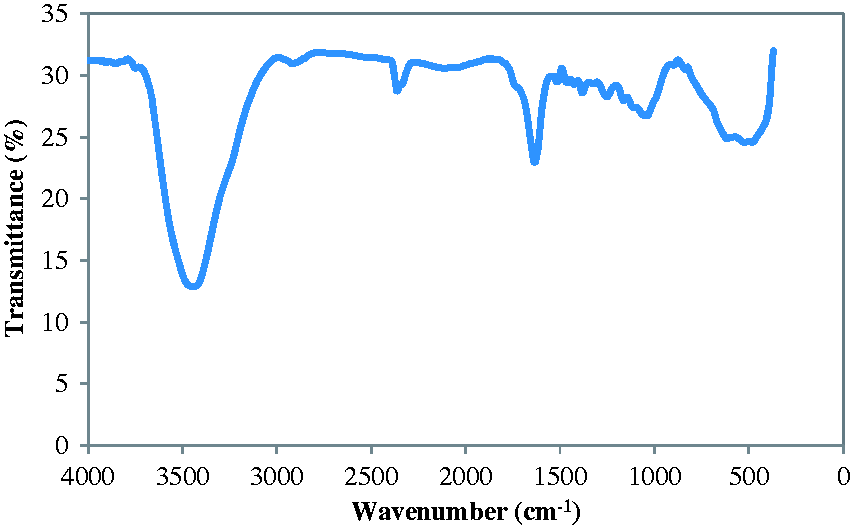
Location of bands corresponding to the vibration and assignment of functional groups (Grube et al., 2006; Liu et al., 2011).
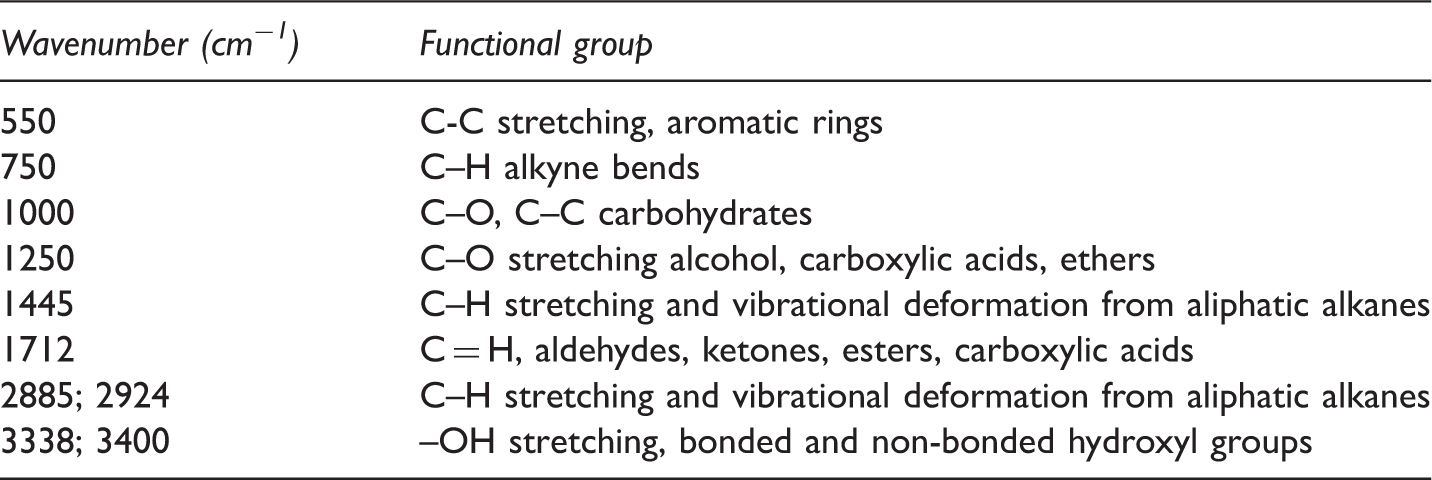
The FTIR spectrum of torrefied bagasse presented in Figure 4 shows a broad band at ca. 3400 cm−1. This broad band is linked to –OH stretching, which is associated to alcohols and phenols, while peaks between 2500 and 2900 cm−1 indicates the presence of aliphatic –CH2 group. The peak observed at 1650 cm−1 corresponds to C = O bonds from different acids, aldehydes and ketones formed by cellulose and hemicellulose dissociation, while the thermal degradation of lignin is confirmed by the presence of the peak around 2900 cm−1 that is associated to aliphatic C–H alkyl groups and aromatic groups at around 550 cm−1. C = C stretching observed around 1550 cm−1 is linked to alkenes, with the most intensive peaks observed between 800 and 1500 cm−1. These are assigned to C–O stretching as well as –OH deformation, which is due to the presence of O2-containing compounds such as phenols, alcohols and ethers. The peak at 750 cm−1 represents aromatic groups.
Bond dissociation energies of various functional groups (Hochstim, 1996).
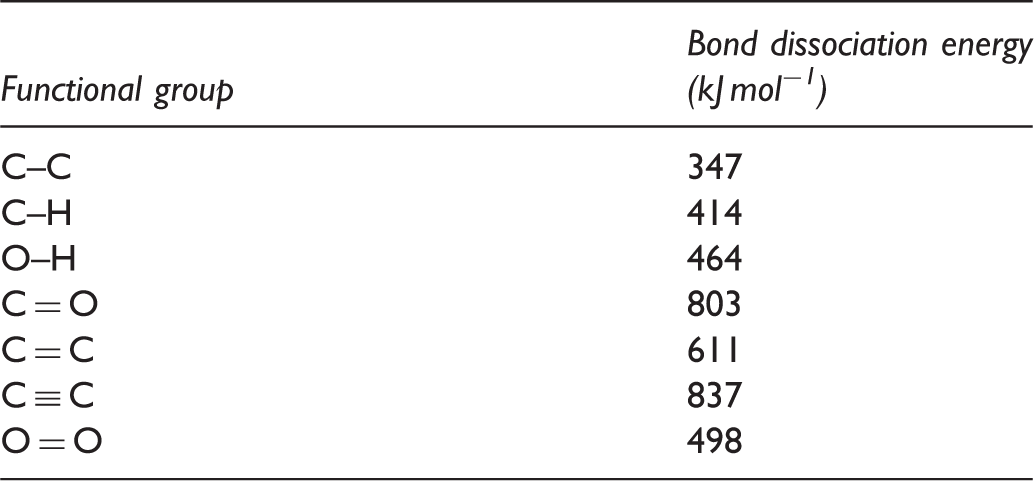
Bond breaking implies that energy is absorbed, while bond formation indicates the release of energy; and the greater the bond dissociation energy, the larger the bond’s strength; therefore, from Table 3, the enthalpy of a reaction (heat of reaction) taking place within a gasification system can be evaluated by subtracting all the bond energies that are linked to the products from those linked to the reactants using the following (Hochstim, 1996)

However, this can be successfully calculated when the bonds that exist within the molecule are known (Hochstim, 1996). Therefore, the FTIR provides information about the bonds that exist in the structure of a molecule that can be used to understand the amount of energy that would be required to break the bonds under high temperature gasification conditions.
Morphological and elemental analysis
A deeper insight was gained into the influence of torrefaction on the structural properties of torrefied sugarcane bagasse employing the scanning electron microscope (SEM). The SEM micrograph of torrefied bagasse is shown in Figure 5(a), while its EDX spectrum showing the percentage composition of other inorganic elements in the material is presented in Figure 5(b).
SEM micrograph and EDX spectrum of torrefied sugarcane bagasse.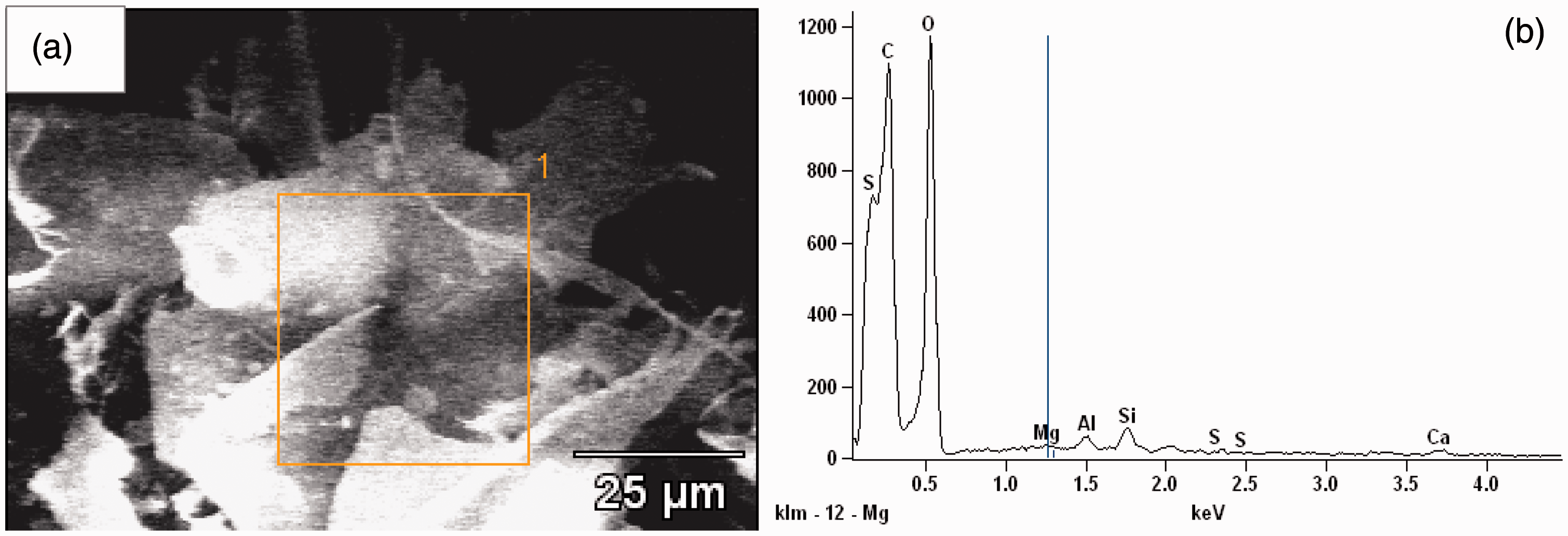
The SEM micrograph shows that torrefied sugarcane bagasse is a fibrous lignocellulosic material that is typical of agricultural biomass residues. The micrograph also reveals that torrefaction has a pronounced impact on the surface of sugarcane bagasse as luminous and non-luminous features could be noticed in the image, indicating the presence of minerals distributed around the organic matrix as clearly indicated by the highlighted portion of the micrograph where the concentration of the elements in Figure 5(b) were taken. The luminosity and non-luminosity is attributed to the presence of lithophile elements such as C, Si, Mg and Al; and chalcophile elements such as O2 (Shakirullah et al., 2006). These observations are clearly indicated by the EDX analysis of the torrefied material. However, the EDX spectrum of the material in Figure 5(b) shows mainly the presence of C and O2, which is consistent with the elemental composition of torrefied sugarcane bagasse presented in Figure 3(b). It is also inferred that the EDX spectrum of torrefied sugarcane bagasse contain very minimal proportions of Si, Mg, Ca and Al, indicating that the material would favour high temperature gasification with the production of reduced quantities of ash that will not pose a threat to the efficiency of the system (Sahu et al., 2010).
Thermal behaviour
Figure 6(a) and (b) illustrate the thermal behaviour of torrefied sugarcane bagasse when heated under an inert and oxidizing environment. The mass loss of the material was obtained as a function of temperature and time to establish the thermal decomposition temperatures of the components of the material, and the time decomposition occurred. The rate of thermal degradation is also indicated by the derivative of the thermogravimetry (DTG) also presented in Figure 6(a).
Mass losses with (a) temperature, and (b) time during TG analysis of torrefied bagasse.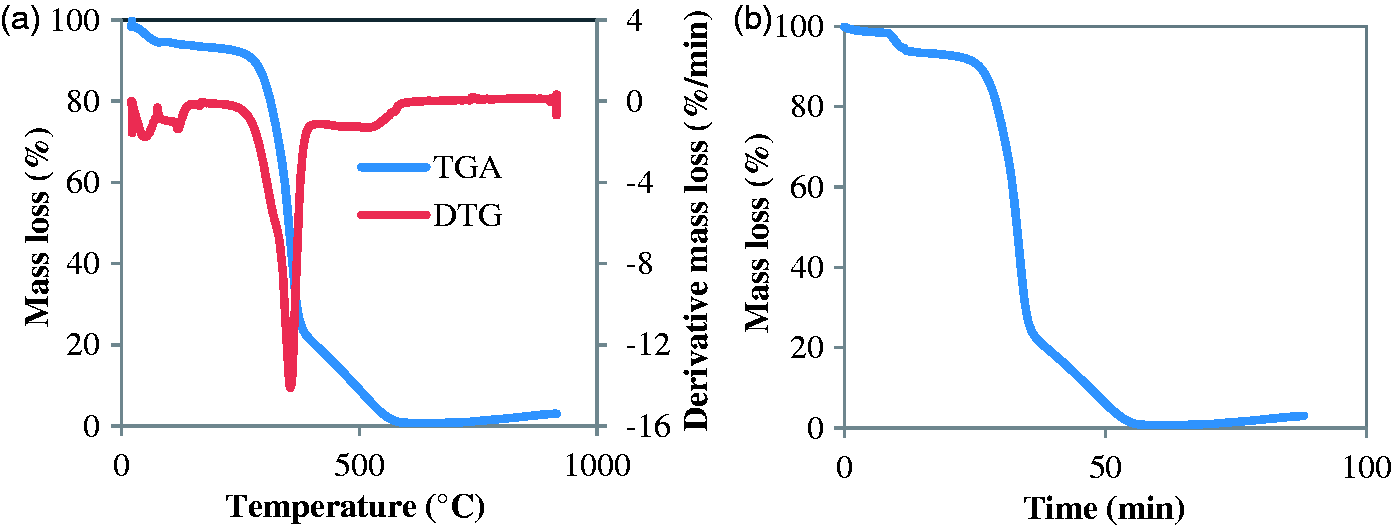
The characteristic shapes of the plots obtained from the TGA in Figure 6(a) and (b) are the same; however from Figure 6(a), initial mass loss stage occurred at ca. 70℃, which confirms the evaporation of moisture from the material. This is clearly indicated by the DTG curve and took place after about 7 min (Figure 6(b)). The material is also characterized by a rapid mass loss indicated by the long peak (DTG) at about 250℃, due to the release of volatiles as a result of low molecular weight organic compounds present in the sample, and can be attributed to the hemicellulose content of the sample. This took ca. 25 min to occur according to the plot in Figure 6(b). The hemicellulose fraction is the most reactive lignocellulosic component of biomass and degrades at about 200–315℃ (Bridgeman et al., 2008). After about 35 min, a slightly more intense decomposition of the sample occurred at 363℃, indicating further release of volatiles from the sample, and signaling the beginning of thermal decomposition of mineral components (metal content) attributed mainly to cellulose degradation including lignin which degrades over a wide temperature range beginning from 160℃ to 1000℃; cellulose degrades between 315℃ and 450℃; the last mass loss stage occurred at ca. 530℃ after 50 min, representing the degradation of metal components of the sample as a result of lignin decomposition (Yang et al., 2007). Complete decomposition of the sample occurred after about 90 min at ca. 900℃. In relation to gasification, this analysis successfully established the gasification temperature of sugarcane bagasse taken through a thermal pre-treatment process at 200℃, suggesting that, beginning at room temperature, to a temperature above 900℃, the material would have completely degraded leaving some amount of ash whose composition and yield would again, depend on the conditions of gasification.
Gasification simulation
The gasification simulation process of torrefied sugarcane bagasse was conducted with the software programme previously described. The variation of conversion efficiency with time for the gasification process of torrefied sugarcane bagasse obtained after computer simulation is shown in Figure 7.
Simulation of the conversion efficiency of the gasification process of torrefied bagasse.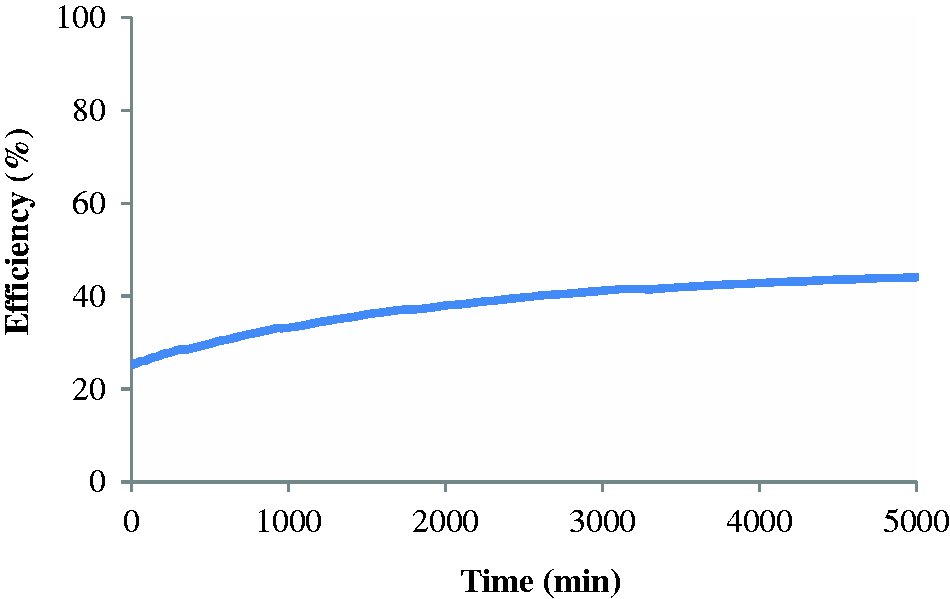
It can be seen from Figure 7 that, beginning at about 24%, the efficiency of the gasification process of torrefied sugarcane bagasse increased with time, attaining a maximum efficiency of ca. 42%, which may be due to slight alteration in the properties of sugarcane bagasse after torrefaction. This average efficiency achieved (42%) from the simulation data falls within known efficiencies involving biomass gasification systems employing feedstocks pre-treated at temperatures of 200℃ before gasification began, and ranges between 40% and 60%, with some systems other than the downdraft systems reaching as high as 90%, but may not be suitable for energy production due to the high tar production rate involved in the process (Anukam et al., 2014; Bergman et al., 2005; FAO, 1986; Xue et al., 2014). A reason for the slight increase in efficiency may be attributed to the improved properties of torrefied sugarcane bagasse as indicated by the browning effect according to the visual appearance of the torrefied material presented in Figure 1(b). Another reason is the endothermic reactions which became dominant at higher temperatures during computer simulation of the gasification process. Gasification efficiency is dependent on several factors which include temperature, pressure, feedstock composition and properties as well as the type of gasifier used including the type of gasifying agent employed. These parameters are important and complement each other during gasification (Taba et al., 2012).
Conclusions
In this study, the characterization and the influence of sugarcane bagasse value addition via torrefaction at 200℃ on gasification process efficiency was investigated. The gasification process of torrefied bagasse was conducted using computer simulation from a software programme designed specifically for downdraft gasification systems. The impact of torrefaction on the properties of sugarcane bagasse as well as on the conversion efficiency of its gasification process was evaluated. The results showed that torrefaction of sugarcane bagasse at 200℃ only led to slight improvement in the properties of bagasse, which as a consequence, also slightly impacted on the efficiency of its gasification process. The final gasification efficiency obtained from the gasification of torrefied bagasse was ca. 42%, which may be increased when the temperature of the thermal pre-treatment of bagasse is raised from 200℃ to 300℃. Increasing torrefaction temperature of biomass raises the energy value of the biomass, which in turn increases the conversion efficiency of the gasification process of the biomass because gasification efficiency is based purely on the energy value of the feedstock to be converted (Maciejewska et al., 2006).
Footnotes
Acknowledgements
The authors gratefully thank the Department of Chemistry of the University of Fort Hare for providing instruments used for this analyses.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported in form of funding by the National Research Foundation of South Africa and Sasol Inzalo Foundation as well as the Fort Hare Institute of Technology and their support is gratefully acknowledged. The study was also supported in form of funding by the Govan Mbeki Research and Development Center (GMRDC), University of Fort Hare.