
Abstract
For catalyst performance assessment of blast furnace slag as a low-cost catalyst, the cracking runs of frying sunflower oil were carried out in the presence of two different catalysts (blast furnace slag and calcium oxide) and also as non-catalytic. At the end of the studies performed, the catalysts were comparatively evaluated via the products of yields and some physicochemical properties such as density, viscosity, higher heating value, etc. The product generated by using the blast furnace slag exhibited better results than the others. On the other hand, it was seen that the product with blast furnace slag possessed the important hydrocarbon compounds in the range of C8–C14 atoms.
Introduction
Nowadays, the demand for petroleum-based motor fuel like gasoline, diesel, etc. has considerably increased owing to rapid industrialization and increased population. On the other hand, the rapid demand growth leads to both fluctuations in the unit prices of motor fuels and an increase in various degenerative effects on the environment. These negative situations, especially the growing concerns relating to the environment and depletion of fossil fuel reserves, have directed researchers towards renewable resources that can produce environmentally friendly biofuels (Buzetzki et al., 2011; Yigezu and Muthukumar, 2014). In this context, vegetable oils and fats are important resources for the production of motor fuels (Buzetzki et al., 2011; Doronin et al., 2013; Ozturk, 2014). However, the biofuel production path using non-edible oils or waste cooking oils rather than edible vegetable oils is more desirable due to the higher price of edible oils compared to that of petro diesel (Fadhil et al., 2012; Laksmono et al., 2013). Manufactured biofuels are among the most significant substitutes for fossil fuels (Bezergianni et al., 2014). Nowadays, many research studies have been conducted into obtaining liquid products that can be used as fuels with higher yields and quality from waste cooking oil by a suitable conversion process like thermal or catalytic cracking (Wiggers et al., 2013). The liquid product can be fractionated in the fuels-based green so that they are similar to liquid fuels-based petroleum (Ooi et al., 2004; Wiggers et al., 2013). The production of liquid hydrocarbons fuels from non-edible vegetable oils and waste cooking oils by the catalytic cracking process has received intense interest in recent years. Because, it is stated that the liquid products from thermal cracking process without a catalyst possess high acid content value (Prado and Filho, 2009). Furthermore, the catalytic cracking process exhibits some important advantages in comparison with the others in terms of the process application requirements (operating temperature, reaction time, etc.) and the quality of the product (Ong and Bhatia, 2010). Catalytic cracking process can be conducted on various feedstock-based biomasses such as edible and non-edible oils, etc. by using a solid catalyst to produce biofuel with the rich content of gasoline, diesel, and kerosene (Sharma and Bakhshi, 1991). Generally, the catalyst types used are metal oxides, activated alumina, molecular sieves, and sodium carbonate (Maher and Bressler, 2007; Yigezu and Muthukumar, 2014). The catalyst type that is effective on the product composition and yield is an important parameter. Hence, many studies have been conducted on the various catalysts in different structures to produce the liquid fuels at low cost and high yield from edible, non-edible, and especially waste cooking oils. Chew and Bhatia (2009) studied catalytic cracking of crude palm oil (CPO) and used palm oil (UPO) over REY catalyst at stable operating conditions to produce biofuel; the liquid product with the gasoline fraction yield of 34.5 wt% was produced via CPO. The use of calcined bauxite as a catalyst in the catalytic cracking of soybean oil was evaluated by Prado and Filho (2009). They reported that the catalyst exhibited catalytic activity and also that the resulting products had less acid content. Buzetzki et al. (2011) described the catalytic cracking of various oils (rapeseed, sunflower, soybean, jatropha, and used frying oil) by using zeolite catalysts such as NaY, H-ZSM5, and clinoptilotite (CL), and consequently stated that the liquid condensate yields were between 85 and 90 wt.% for all oils tested in the presence of NaY and CL catalysts. In another study for liquid fuel production, Li et al. (2014) studied the catalytic cracking of rubber seed oil using USY catalyst. As a result of this study, it was reported that the yield of liquid product was 75.6% and in addition the liquid fuels obtained were similar to those of the fuels-based gasoline in terms of chemical content and certain properties like cold-flow, acid value, and calorific value. From the catalytic cracking of waste cooking palm oil over the zeolite Y at optimal conditions, the yield values stated by Taufiqurrahmi et al. (2011) were 86.4 wt.% for oil conversion, 46.5 wt.% for the organic liquid product (OLP). and 33.5 wt.% for the gasoline fraction, respectively. However, these synthetic catalysts are quite expensive materials. Instead of these, the use of various natural or waste origin material such as the blast furnace slag (BFS), etc. provides low cost. As a waste material, the BFS is a by-product of the steelmaking process, which creates about 150–200 kg of slag per ton of steel produced (Cahyono et al., 2013). The BFS has generally rich metal oxides content of CaO (34–43 wt.%), SiO2 (8–37 wt.%), Al2O3 (2–15 wt.%), and 2–11 wt.% of MgO (Cahyono et al., 2013; Gesoğlu et al., 2009; Luo et al., 2013; Zhao et al., 2010). In several earlier studies, it was pointed out that the BFS behaved as the catalyst in the gasification process of municipal solid waste (Zhao et al., 2010), the coal-pyrolysis tar-reforming process (Cahyono et al., 2013), and the pyrolysis of pine sawdust resulting in the maximum bio-oil yield of 57.30 wt.% (Luo et al., 2013). For this catalytic activity, the metal oxides of CaO, MgO and Al2O3 in the BFS were addressed (Boxiong and Lei, 2006; Luo and Zhou, 2013; Zhao et al., 2010). Hence, the important metal oxide content in the BFS motivated us to study the BFS as a catalyst for catalytic cracking of the used cooking oil.
The main goal of the present study was firstly to carry out the non-catalytic and catalytic cracking of used waste frying sunflower oil with the BFS and CaO, and then to evaluate comparatively the liquid products (as called organic phase) obtained from the cracking experiments in view of the various fuel parameters.
Materials and methods
Materials
In this study, the waste used frying sunflower (UFS) oil was used as a feedstock material. Before starting the cracking experiments, the feedstock material was filtrated over glass wool to remove all solid impurities in it. Then, it was dried at a cooking temperature over 120℃.
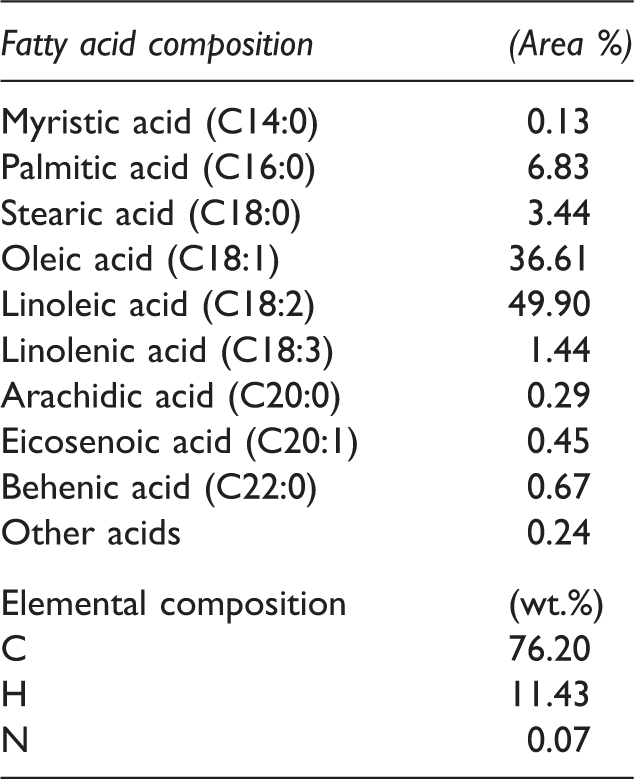
The fatty acid and elemental compositions of the UFS oil.
The granulated BFS sample supplied from Gesoğlu et al. (2009) includes 34.12 wt.% CaO, 36.41 wt.% SiO2, 10.39 wt.% Al2O3, 10.26 wt.% MgO, and other constituents.
Catalytic cracking activity tests
The thermal and thermal catalytic cracking runs of the UFS oil were carried out using an experimental setup similar to that shown in Figure 1.
Experimental setup used in the cracking process: (1) Heating mantle, (2) Two-necked flask, (3) Thermocouple, (4) Straight condenser, and (5) Receiver.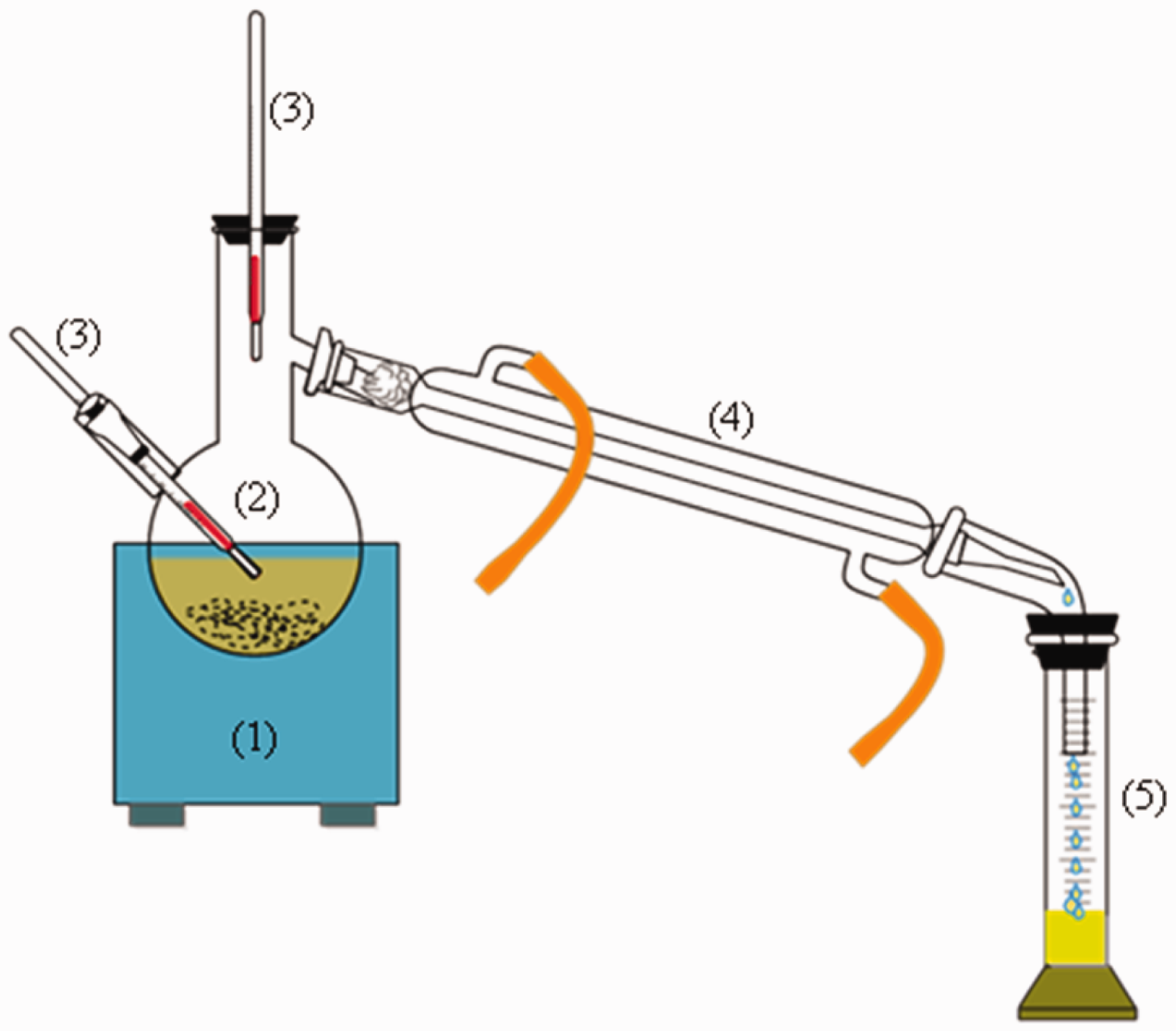
The thermal catalytic cracking runs of the used frying oil were carried out using approximately 100.0 g of the used frying oil and the catalyst in amounts between 1.0 and 5 wt.%. Thermal cracking runs were performed using the same oil, but without the catalyst. In each run, a round bottom flask (two-necked and 250 mL), including the required reactants, was placed on a heating mantle and then heated without stirring at room temperature up to the desired reaction temperature under atmospheric pressure. The product vapors leaving the round bottom flask were condensed in a straight condenser. Then, the condensate collected in the trap was separated by decantation into two liquid fractions labeled an aqueous fraction and organic fraction, respectively. The values related to the yields of the products and the conversion ratio of the UFS oil were calculated by employing data in the following equations


Evaluation of catalyst effectiveness
In this part, the catalyst effectiveness (Ceff) of the catalysts used, especially the yield and chemical composition of target product (organic liquid fraction), was evaluated according to the following equations given in detail in the related literature (Laksmono et al., 2013)


In the production process of a target product, it is generally considered that the catalyst effectiveness (Ceff) is a criterion when reaching the desired products in process conditions of high yield and high selectivity because the catalyst with higher Ceff value is superior to the others (Adjaye and Bakhishi, 1995).
Analysis of cracking products
The effect of catalyst ratio on the catalytic cracking product distribution.
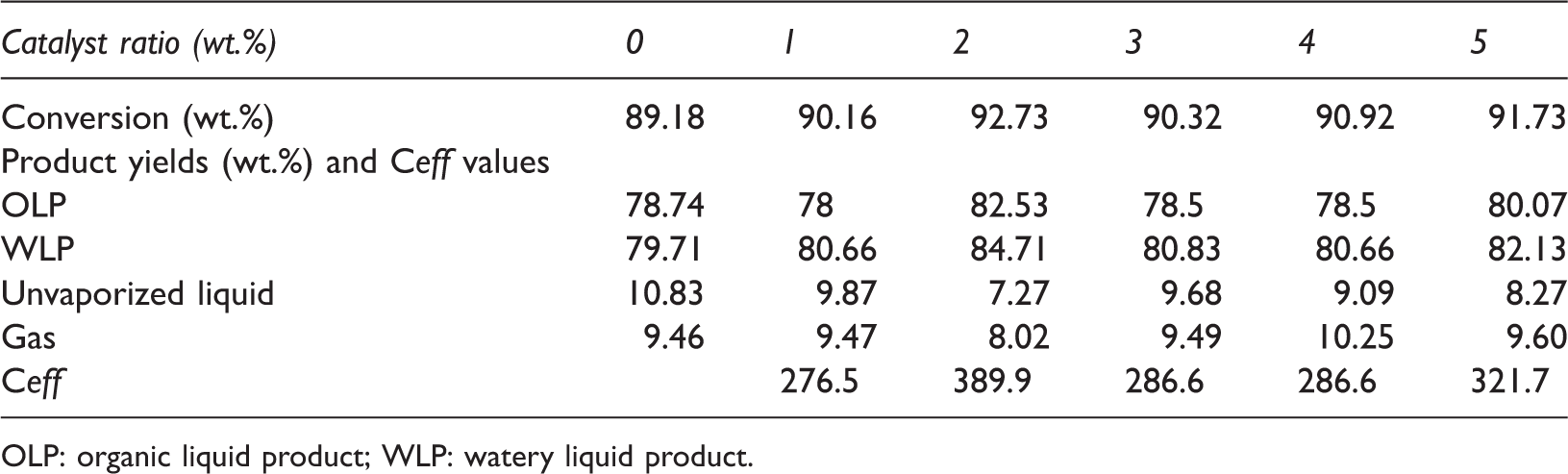
OLP: organic liquid product; WLP: watery liquid product.
Relative contents of saturated hydrocarbon compounds identified in OLPs.
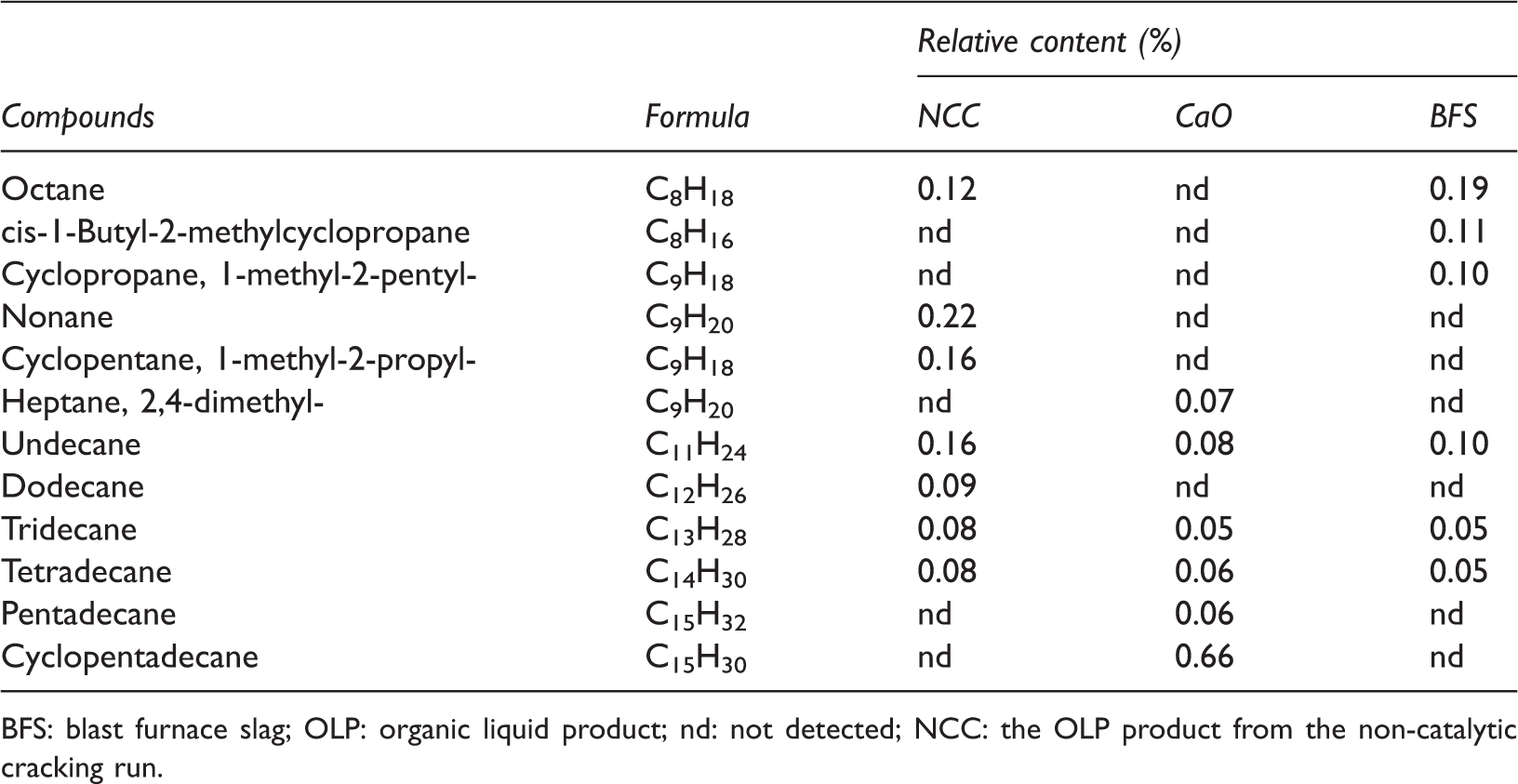
BFS: blast furnace slag; OLP: organic liquid product; nd: not detected; NCC: the OLP product from the non-catalytic cracking run.
Results and discussions
Characterization of UFS oil
As shown in Table 1, the UFS oil consists mainly of 49.90 % linoleic acid (C18:2), 36.61% oleic acid (C18:1), 6.83% palmitic acid (C16:0), and 3.44% stearic acid (C18:0), respectively. The fatty acid distribution in the oil used shows that the UFS oil consists of nearly 88.40% unsaturated fatty acids in the molecular structures with one and two double bonds. In addition, the magnitude ranking for the fatty acids in the oil in terms of the percentage values (area%) is in agreement with the results reported in the related literature (Bezergianni et al., 2014; Chen et al., 2014; Dandik and Aksoy, 1998; Wiggers et al., 2013).
Effect of catalyst ratio over the catalytic cracking product distribution
To determine the optimal catalyst ratio, especially for the OLP production in high yield and quality, catalytic cracking studies were conducted on the oil using the BFS in different catalyst ratios from 0 to 5 wt.% as an additive. The results obtained are illustrated in Table 2. As shown in Table 2, the OLP production yield and conversion ratio were found to be the highest with the catalyst ratio of 2 wt.%. For OLP product, the yield of 78.74 wt.% from non-catalytic cracking (without BFS additive) increased to the highest yield of 82.53 wt.% with the BF ratio of 2 wt.% because of the catalytic activity of BFS (Luo et al., 2013). However, at higher catalyst ratios, the OLP yields decreased markedly to 80.07 wt.% at a catalyst ratio of 5 wt.%. As a result, this decrease in the OLP yields can be attributed to the heat and mass transfer limitations (Garcia-Perez et al., 2001), and also the decrease in catalyst effectiveness with the increase in the catalyst ratio (Laksmono et al., 2013). On the other hand, the highest yield value obtained in the present study was higher than those of other catalytic cracking runs carried out on waste cooking oils using various materials as catalyst such as calcined bauxite (Prado and Filho, 2009), zeolite (Taufiqurrahmi et al., 2011), and catalysts supported MgO (Tani et al., 2011).
For comparison, additionally another catalytic cracking work was only carried out at a catalyst ratio of 2 wt.% using CaO because of the diesel-like fuel with low sulfur obtained from pyrolytic distillation of the waste lubrication engine oil at CaO additive ratio of 2 wt.% (Arpa et al., 2010). As a conclusion, of the catalytic cracking of the used oil performed at catalyst ratio of 2 wt.% CaO, the OLP yield and oil conversion values were 74.76 wt.% and 85.82 wt.%, respectively. As a result, the OLP yields for BFS are higher than those of CaO. This high OLP yield may result from the rich metal oxide content of the BFS catalyst like MgO, Al2O3, etc.
Characterization of OLPs
To evaluate the effect of the BFS over the hydrocarbon distribution (especially paraffinic) in the OLPs as compared with that of CaO, the GC-MS analysis was performed for each OLP and the results obtained are illustrated in Table 3. As shown in Table 3, the total naphthenic hydrocarbon contents in the OLPs were 0.16% of NCC, 0.66% (CaO), and 0.21% for BFS, respectively. On the other hand, the total paraffinic hydrocarbon contents in the OLPs of NCC, CaO, and BFS were 0.75%, 0.32%, and 0.49%, respectively. Hence, the results obtained reveal that the OLP of BFS has a richer paraffinic content and a lower naphthenic content compared to those of the OLP of CaO. Because, the MgO in the BFS increases the degree of catalytic decarboxylation in the temperature range of 150–250℃ resulting in both the high CO2 yield and the high acid conversion (Tani et al., 2011; Zhang et al., 2006;). Furthermore, as seen in Table 3, the hydrocarbons are in the range of C8–C15 for the OLPs. Among the hydrocarbons, the predominant hydrocarbons are respectively the C9 (0.38%), C15 (0.72%), and C8 (0.30%) for the OLPs (NCC, CaO, and BFS).
Based on detailed information on the thermal cracking reactions of triglycerides given in different studies (Dandik and Aksoy, 1998; Maher and Bressler, 2007; Lappi and Alen, 2009; Luz et al., 2011), it can be said that the saturated hydrocarbon compounds in the OLPs of this study are in agreement with the unsaturated hydrocarbon types occurring with these reactions of decarbonylation, decarboxylation, disproportionation, recombination, isomerization, β-scission, hydrogen abstraction, and cyclization. Moreover, it was seen that some of these hydrocarbons were reported in the pyrolysis studies conducted on the fatty acid salts of sodium oleate and sodium linoleate (Lappi and Alen, 2009), and polyunsaturated fatty acids (Asomaning et al., 2014). In addition, the OLP of NCC is richer than the other OLPs in terms of total linear alkane content, while its total cycloalkane (cyclic paraffin) content is the lowest compared to those of the others (Table 3). This may be because the use of base catalyst (CaO and BFS) in the cracking process intensifies the Diels–Alder and hydrogen transfer reactions resulting in the possible conversion of olefins to cyclic paraffin. Moreover, the OLP labeled with the NCC was in agreement with the other OLPs from the non-catalytic cracking runs of jojoba oil and soybean oil (Kozliak et al., 2013) when compared with each other in terms of their linear alkane contents. On the other hand, the higher cycloalkane contents of the OLPs labeled with CaO and BFS, respectively compared with that of the OLP named NCC may be related to the further occurrence of saturation reactions in the pyrolysis of linoleic acid (Asomaning et al., 2014).
Evaluation of fuel properties of OLPs
The elemental composition and fuel properties of OLPs.
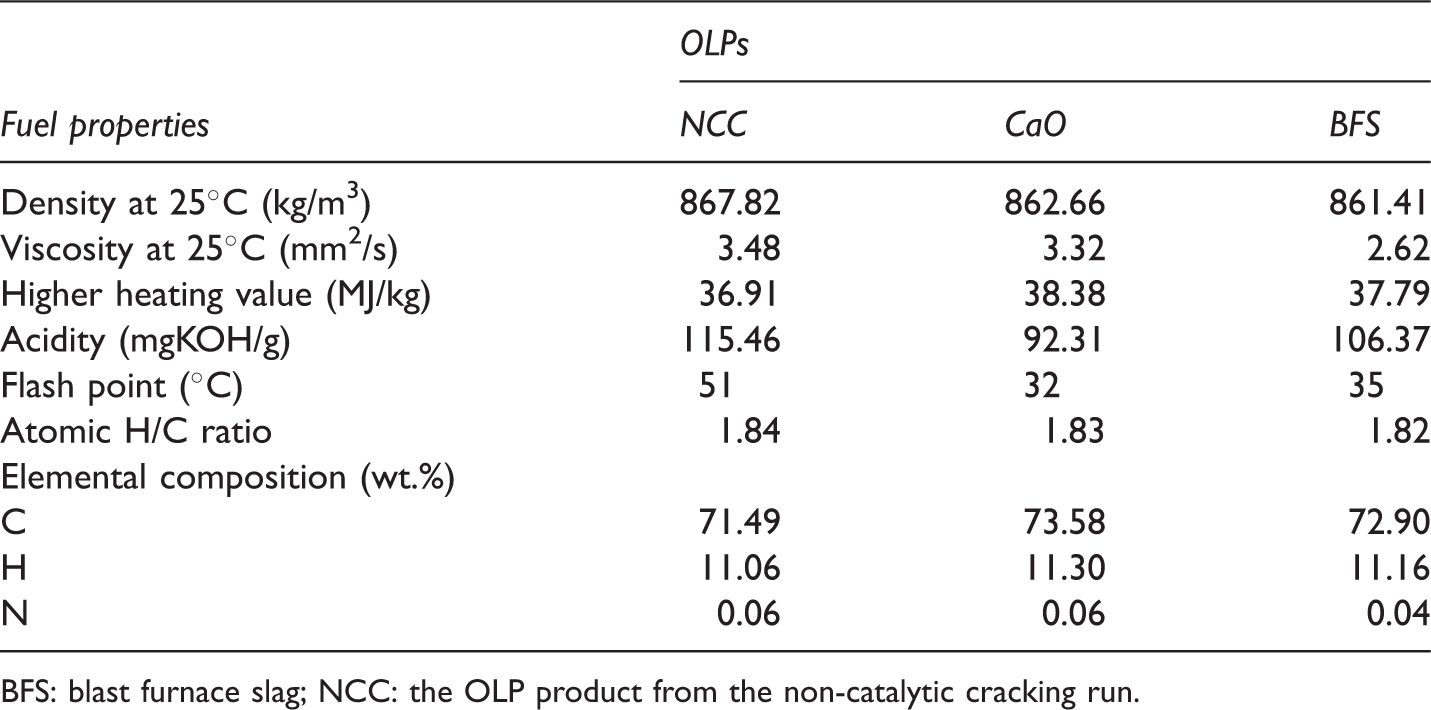
BFS: blast furnace slag; NCC: the OLP product from the non-catalytic cracking run.
Distillation curves of the OLP of BFS and commercial diesel fuel
The distillation curves of the OLP labeled BFS and commercial diesel figured with the data obtained from the atmospheric distillation runs performed in accordance with ASTM D86 are presented in Figure 2.This is because the distillation curve is an important indicator to interpret the physicochemical behavior of hydrocarbon fractions in OLPs. As seen in Figure 2, the OLP contained the compounds with the wider boiling point range of 83 (initial boiling point) −350℃ than that of diesel fuel (initial boiling point of 155℃). Besides, for the OLP and diesel, the distillation temperatures at which 10% distillate was recovered were 190℃ and 192℃. However, the distillation temperature values related to the OLP for the further distillate proportions were somewhat higher than those of diesel fuel due to its higher amount of long chain hydrocarbon content. In addition, the shape of distillation curve of OLP was remarkably similar to that of diesel fuel. Based on the distillation data, it was seen that the distillate quantity recovered at the temperature range of 200–350℃ corresponding to the limit for boiling point of middle distillate (Laresgoiti et al., 2004) was 85% (by volume) for OLP. As a consequence, total distillate from the OLP can be used as blending with diesel fuel or diesel fuel after the required upgrading processes.
Comparison of the distillation curves of OLP (BFS) and diesel.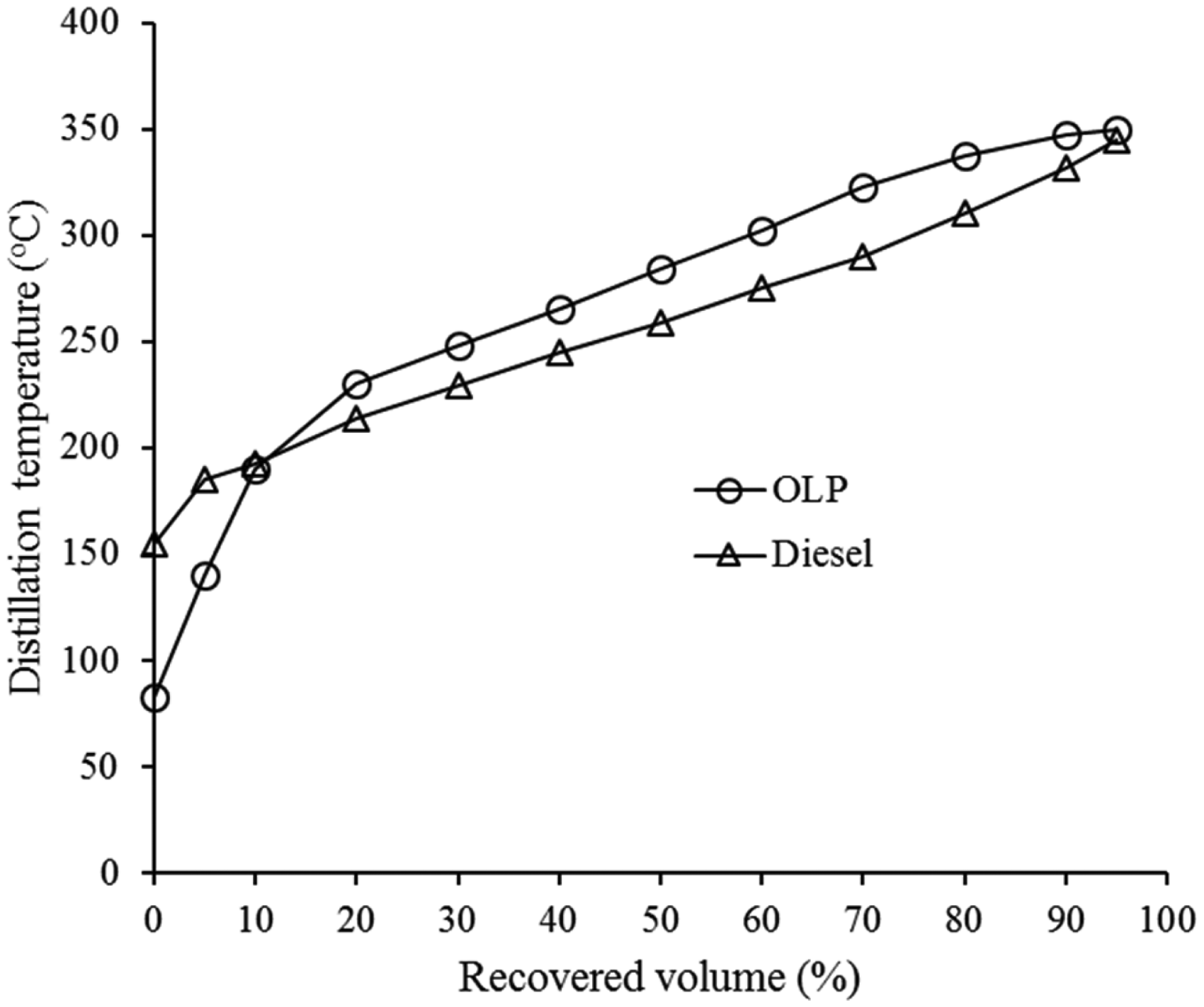
Conclusion
This study will provide an important contribution to the literature related to the conversion of used frying oils to diesel fuels using BFS as a catalyst since it is the first such study. The OLP of BFS in high yield of 82.53 wt.% in view of both its fuel properties (density, viscosity, calorific value, H/C ratio, etc.) and the distillation curve similarity were close to those of diesel fuels. The higher yield value for BFS than that of CaO may be resulted from its richer metal oxide content being effective on the degrees of cracking process. Therefore, BFS can be utilized in the cracking processes as a low-cost catalyst. What is more, the OLP of BFS could be utilized as feedstock for many applications like automotive fuels and fuel additives, fine chemicals, etc. after required improvements.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.