
Abstract
From the 1970s through the 1990s, Scandinavian work-life, especially in Sweden, was an international role model for work organization and industrial relations. Practices such as job enrichment, teamwork in semi-autonomous groups, multi-skilling, and long work cycles were commonplace. This article investigates if and how such practices, the Socio-Technical Systems model (STS), are still followed in Sweden after the arrival of lean production. The study was conducted at Scania, a Swedish heavy truck and bus manufacturer well-known for its innovative work organization and its previous use of a socio-technical work design. The study finds that as this production and management model has been substantially marginalized, a new model has emerged. The new model, inspired by the Toyota Production System and lean, is characterized by a line organization design, standardized work processes, daily control, all shorter cycle-times, permanent team leader positions, position ownership, and continuous improvement with rotation possibilities. This new model, Scania Production System (SPS), has enjoyed considerable success. Yet challenges remain with respect to employee commitment to work and their boredom with highly-paced, repetitive work, leading to an advocacy for more of a hybrid model between the SPS and the STS models. Although the study is performed in only one company it is an exemplar company in Sweden which has been highly influential also beyond the transportation industry. The article also expands the scientific knowledge of production systems by the help of a novel stakeholder model. The article’s contribution is its demonstration of current work organization practices and to what extent these represent continuity or new trajectories. Lean production has had a vigouous reception in Scania but there are problematic features that are distinct from a stakeholder model perspective.
Keywords
Introduction
It is well-known that employers in the Scandinavian countries, especially in Sweden, implemented approaches to work organization and industrial relations that were alternatives to the historical approaches typically found in assembly and mass-production. During the 1970s and 1980s, Swedish industry was internationally admired for its active promotion of semi-autonomous work groups, job enrichment and teamwork (Cole, 1989). This movement was supported by national work policies.
Between 1990 and 1995, the Swedish government created a fund of around 25 billion Swedish crowns that supported 25,000 workplace development projects involving some 2 million participants, about 50% of the total workforce (Gustavsen et al., 1996). This fund was widely recognized for its support of progressive innovations in work-life. After the closure of the fund (which was only a temporary measure), the Swedish government’s support for work-life research and projects noticeably decreased. Today, more than two decades later, there is a lack of knowledge about the long-term viability of these efforts aimed to transform working life through new ways of organizing production work (Rolfsen and Strand Johansen, 2014).
One development in Sweden, however, is clear: the influence of lean production principles in manufacturing in the last decades. The effects of this influence merit investigation. Some research finds that as many as 70–75% of companies fail in their lean implementation (Holmemo and Ingvaldsen, 2016; Netland, 2016). However, the degree of failure varies: anything from abandonment of particular lean tools to abandonment of the fundamental lean principles.
The aim of this article is to examine the viability of the Scandinavian work-life model in Sweden through a lens focused on Scania, the Swedish heavy truck and bus manufacturer. Scania’s former innovative work organization and use of a socio-technical work design (Giertz, 1991; Norstedt and Agurén, 1973) are compared and contrasted with its current implementation of a production model influenced by the Toyota Production System (TPS) and lean.
The study examines if and how the sociotechnical production model has been marginalized or perhaps rather hybridized in this switchover. The timeframes for this study are Scania’s work-life model around 1990 and the model at the time of this study in 2017. We identify those models, respectively, as follows: a Socio-Technical System model (STS) and a TPS/lean influenced model.
The purpose of the study is twofold:
To determine if the original Scandinavian work organization and leadership model is still viable or has been marginalized, or rather has been hybridized.
To summarize the characteristics of today’s Scandinavian work organization and leadership philosophy.
Browning and Heath (2009) observe, in reference to a claim by Hines et al. (2004), that more research on lean is needed that explores the moderating effects of contextual variables. This article is an attempt to fill that research gap. The article continues with a description of the background to the development of the Swedish socio-technical and lean-influenced production models and a literature review. The following sections then present our research methodology and the results from our research at Scania. We conclude with a discussion of the results and with our conclusions.
Swedish socio-technical production models and lean
Background to the Swedish socio-technical production models
In the 1970s and 1980s, Sweden was a pioneer in organizational management through its challenge to the scientific management theory known as Taylorism. With the adoption of the new Socio-Technical System (STS) design by some manufacturers in Sweden, innovative work features appeared such as dock assembly, job enrichment, management–labour decision-making and semi-autonomous work groups (Engström et al., 1996; Niepce and Molleman, 1998; Oudhuis, 2004).
The two vehicle manufacturers Volvo and Scania were early adopters and both companies attracted international attention as they replaced repetitive assembly manufacturing with self-paced work groups that built entire products. At the Volvo Arendal factory, for instance, nine-member teams assembled heavy trucks more efficiently than the employees on the assembly lines (Berggren, 1993; Blackler and Brown, 1978). People from all over the world visited the Volvo and Scania factories and many articles on this new approach in manufacturing were published.
Pehr G Gyllenhammar, the Volvo CEO (1971–1983) and Chairman (1983–1993), was a strong advocate of STS. He stated that production models should combine the demand by labour for better working conditions and more meaningful work with the demand by management for increased manufacturing efficiency (Gyllenhammar, 1977). In the mid-twentieth century severe problems in the manufacturing industry that still followed the assembly line production model known as Fordism had been revealed. Increasingly, Fordism resulted in high rates of employee turnover and absenteeism as well as quality defects. Gyllenhammar and other Swedish industry leaders concluded that the STS could solve these problems with its emphasis on a more democratic work environment, with less manager hierarchy and more employee autonomy, and on the development of professional skills among the workforce.
The Swedish industrial sector, of which Scania is a prominent part, has a long tradition of employer–union cooperation. Already in the 1930s the national labour union, LO, accepted rationalization efforts and employers’ right to govern in return for a fair share of the economic output in collective bargaining in a national agreement (Brewster and Larsen, 2000). The first postwar decades were characterized by strong growth, peaceful working life contacts and a very high membership in the trade union movement. In the 1970s conflicts arose concerning economic democracy, an issue which was settled in the Swedish Law of Codetermination from 1977. In this Law both employers and employees are obliged to seek to collaborate with each other and the employers have to consult the unions before making decisions which have impact on the employees. Consequently, managers on various levels meet union representatives on a regular basis and union representatives have a good insight into strategic issues of their company. This legislation provided a fertile ground for the implementation of STS oriented work organization (Sandberg, 1982), cooperative employer–union relations and also that workers typically are informed about company strategy and performance on a regular basis (Morley et al., 2000). Another aspect of collaboration between employers and unions is an agreement for minimizing layoffs where union members accept less work and less pay for a time-period of over one year (Peterson, 2011)
Lean: Origin, principles and application
Lean, as a production methodology, lacks a common definition among practitioners and researchers (Browning and Heath, 2009; Pettersen, 2009; Seppälä and Klemola, 2004), creating difficulties when claims about the effects of lean are made (Parker, 2003 in Pettersen, 2009). In practice, lean may range from the identification of specific and individual tools to Liker’s (2004) comprehensive list of 14 lean principles and behaviours. With the Toyota Production System (TPS) as its inspiration, lean achieved worldwide recognition with the publication of the book The Machine That Changed the World (Womack et al., 1990), which described Toyota’s production model. Many commentators have acknowledged the following five major characteristics of lean:
Line assembly: facilitates a customer-oriented production with a high degree of product variation
Continuous improvement: a participatory methodology that improves/refines production by reducing waste and supporting operator commitment and motivation
A high degree of standardization: necessary in order to retain quality in today’s large variety of product
Reduction of waste: saves money and adds customer value
Teamwork in tightly controlled teams
The central principle of lean, ‘continuous improvement’, refers to a participatory methodology that involves operators to find new ways of eliminating waste and improving work processes, thereby increasing value for customers (Ohno, 1988; Shah and Ward, 2003, 2007) – a principle that at its best combines advantages for all parties involved, the company, the co-workers and the customers. Companies that adopt the principle of continuous improvement aim to increase commitment and motivation throughout the workforce, while increasing efficiency at the same time. However, according to some studies, the pursuit of continuous improvement, with the main intention of increasing efficiency, has rather exacerbated or even created stressful working conditions and low levels of participation (Björkman and Lundqvist, 2013; Sederblad, 2013b). With regard to the auto industry, a clear and negative picture of lean on the working environment was indicative in a study by Landsbergis et al. (1999). Intensified work pace and increased demands were distinctive features while job control remained low. Hasle et al. (2012) in their literature review on lean and the working environment paint a more complex picture. On the one hand, they found strong evidence for a negative impact on the working environment as well as on employee health and well-being in cases of manual work with low complexity. Yet, on the other hand, positive effects were also prevalent such as when integrating lean in a larger change programme, founded in a Scandinavian socio-technical tradition and employee involvement, indicating that lean can have both positive and negative effects.
Parker and Slaughter (1990) in turn bring up the management-by-stress system inherent in the lean concept through visual display boards with its green, yellow and red lights placed above the assembly line throughout the plant. The intention is to stretch the system to its limits by focusing on the green lights which indicate there are improvement capacities to take advantage of. Other studies on lean give quite a gloomy picture as regards job autonomy, skill use and participation in decision-making for assembly-line workers (i.e. Parker, 2003: 629 in Sterling and Boxall, 2012) as well as worker-reported work intensification (Danford et al., 2004: 23).
As regards teams, the Japanese understanding of teams, according to Parker and Slaughter (1990), does not have much in common with the concept, i.e. a unit of specialists where each member makes a unique contribution to a group’s efforts and where no individual member is expected to manage all positions. By contrast, lean teams in the automotive industry consist of interchangeable workers to achieve maximum flexibility. Anyone can be replaced by any other operator, i.e. the opposite of developing expertise and being regarded as an expert on certain tasks or assignments.
As for lean team leadership, only a few studies are available. One such study found that work values held by lean team leaders influence team members’ behaviours and ultimately team effectiveness (van Dun and Wilderom, 2016). This is underlined in a study of a manufacturer in New Zealand implementing lean, in which Sterling and Boxall (2012) found a very complex picture. While two teams were regarded as very successful, another two showed mixed results and two negative outcomes. The decisive factors were found to be first-line managers’ attitude, leadership and ability to motivate their co-workers. Notably, the former production model was a Tayloristic one and the lean implemented model was a moderate version with delegated responsibilities and power to operators in the performance of their tasks.
Researchers have observed various problems with lean adoption. Companies may turn to external consultants to assist with the adoption only to discover that they are unsuited for such assignments (Holmemo et al., 2018: 156–157). Or management may be too enthusiastic or too unenthusiastic about lean, in either case provoking lukewarm responses and disengagement among employees (Browning and Heath, 2009; Sederblad, 2013b). Lean failures might also depend on older operators lacking the proper mindset needed to focus on continuous improvement and to conduct root-cause analysis. To implement lean successfully, it is claimed that managers at all organizational levels must embrace a new mindset, that is lean thinking (Barnas, 2014; Hines et al., 2004; Mann, 2005; Toussaint, 2015).
Researchers also point to cultural differences as another explanatory factor, such as for example the ‘clash’ of Japanese culture with Swedish culture (Björkman and Lundqvist, 2013; Hofstede et al., 2010; Oudhuis and Olsson, 2013). This issue is of special interest here since the Toyota Production System (TPS) is a role model for many Swedish organizations’ production systems, not least Scania’s model.
To sum up, the literature about implementation of lean has provided a large variation in results and viewpoints and there is no agreed definition of what the lean concept consists of. What is important here is to make a clear distinction between a technically-rational orientation of lean and a more operator-oriented lean where the operators’ commitment is seen as vital and job enrichment as something to strive for, a distinction we will return to in the discussion section.
Lean in Swedish industry
The popularity of the STS steadily increased in Swedish manufacturing industry from the 1970s through the 1990s. Some, although not all, saw their manufacturing productivity increase and their quality problems decrease when they adopted the STS production model (Oudhuis, 2015). Regardless of these positive results, companies in Sweden began to adopt TPS/lean-inspired production models, although later in Sweden than in many other countries, and it was only at the beginning of the twenty-first century that lean became a significant force in Swedish industry (Sederblad, 2013a).
The challenge for Swedish industry was how best to adapt lean to the Swedish context with its long history of employees’ rights and its powerful trade unions. Björkman and Lundqvist (2013) argue that a successful implementation of lean in Sweden requires a contextual version that recognizes the deeply rooted socio-technical benefits of work enrichment and organizational authority for the operators. They argue a balance is needed between job satisfaction (employee requirements), quality (customer requirements) and efficiency (owner’s requirements). Börnfelt’s (2006) analysis of three Swedish manufacturing companies underlines this argument as it reveals that the most successful of these companies used socio-technical principles in its lean model. However, in order to establish a hybrid model between STS and lean it is not enough to use some elements, there should be a substantial contribution from both models to qualify as a hybrid. This issue has previously been examined by Oudhuis and Tengblad (2013: 31), who propose that it is possible to combine STS with lean production if the implementation of lean is done with a contextual sensitivity, where a balance is reached between the use of standardization and work enrichment, and a feeling of ownership is upheld among the production personnel. We have used these three criteria when analysing the empirical material in this study.
The main theoretical underpinning of this article is a stakeholder perspective based on Guillén (1994) and Morgan et al. (2005), who see work organization not only as a technical device but as an institutionalized phenomenon based on agreements and traditions at the national level. One example is that the development of STS in Sweden was formed in negotiations between unions and employers’ associations, and the slow reception of lean reflected these arrangements. A central claim here is that the strength of organized labour in Sweden and the problems of low work satisfaction spearheaded an STS-oriented production regime. However, it is our assessment that economic and political developments seem to have weakened the conditions behind the previous Swedish model, such as increased global competition and a weakened position of the labour movement.
As an analytical device we have developed a stakeholder model based on our institutional perspective which proposes that a successful form of organization should combine the values of high quality for the sake of the customers, high efficiency for the sake of the owners and good working conditions for the sake of the employees (see Figure 1). Thus to strike a balance between those stakeholder interests should be the ongoing challenge for factory managers. Without the support from customers, owners or workers the success of the operations may be in jeopardy.
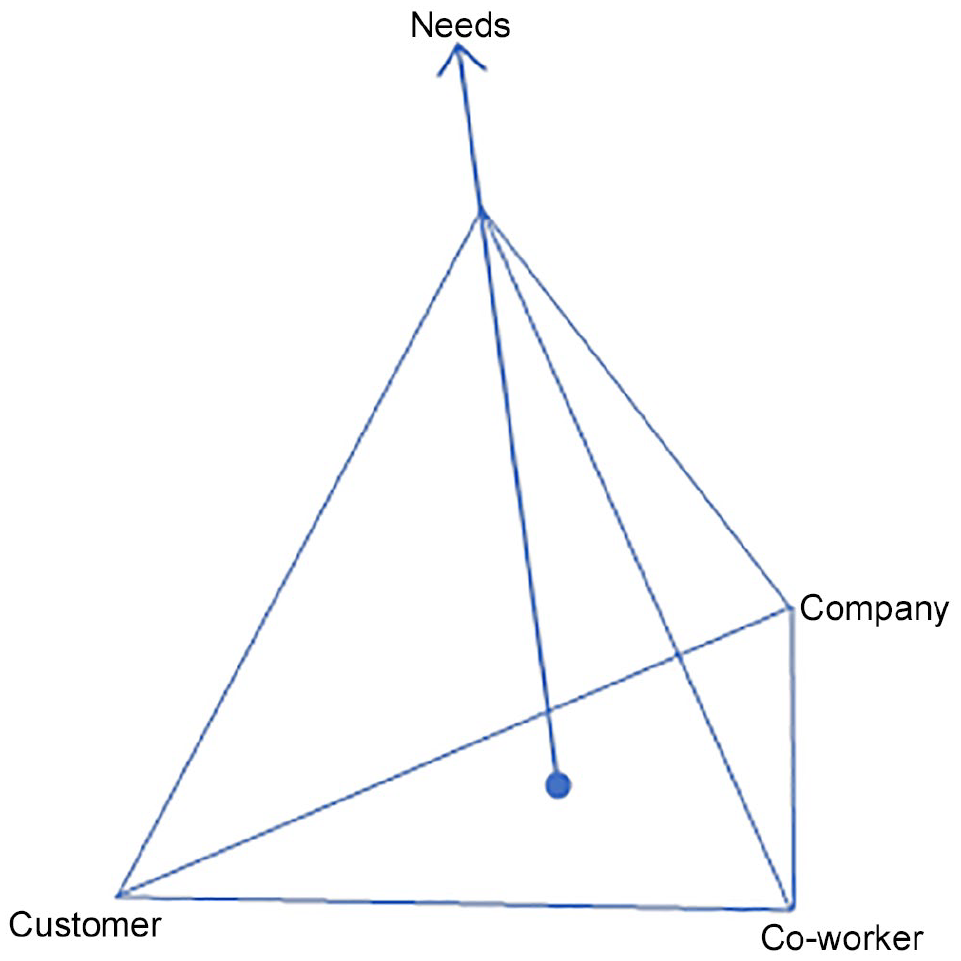
A three-dimensional stakeholder model.
Research methodology
A case study design offers the researcher the opportunity to discover and develop a deeper understanding of a particular topic. In this article, the topic is the question of the viability of the Scandinavian work-life model in today’s Swedish work-life. Scania was an early adopter of the socio-technical work design (STS) and a subsequent adopter of a TPS- and lean-influenced production model (SPS). Given this managerial trajectory, a case study conducted at Scania allows us to compare and contrast these models, one of which existed in the 1980s and 1990s and the other as it existed in 2017, 1 and to investigate three different possibilities:
Marginalization: The Scandinavian special character is erased.
Vitality: A clear Scandinavian uniqueness still exists in harmony with its origins.
Hybridization: The Scandinavian special character has been mixed with other influences that makes it possible to speak of a new Scandinavian special character that combines two or more different production models.
A triangulation methodology was used in which primary data were provided by interviews, shadowing and factory tours in Södertälje, the main Scania production site. Secondary data were provided by books, scientific articles and company documents. The secondary data explained the work model that Scania implemented around 1990. Giertz’s (1991) company history of Scania was an especially valuable resource. The interviews were useful in understanding the TPS- and lean-influenced production model (SPS) as it existed in 2017.
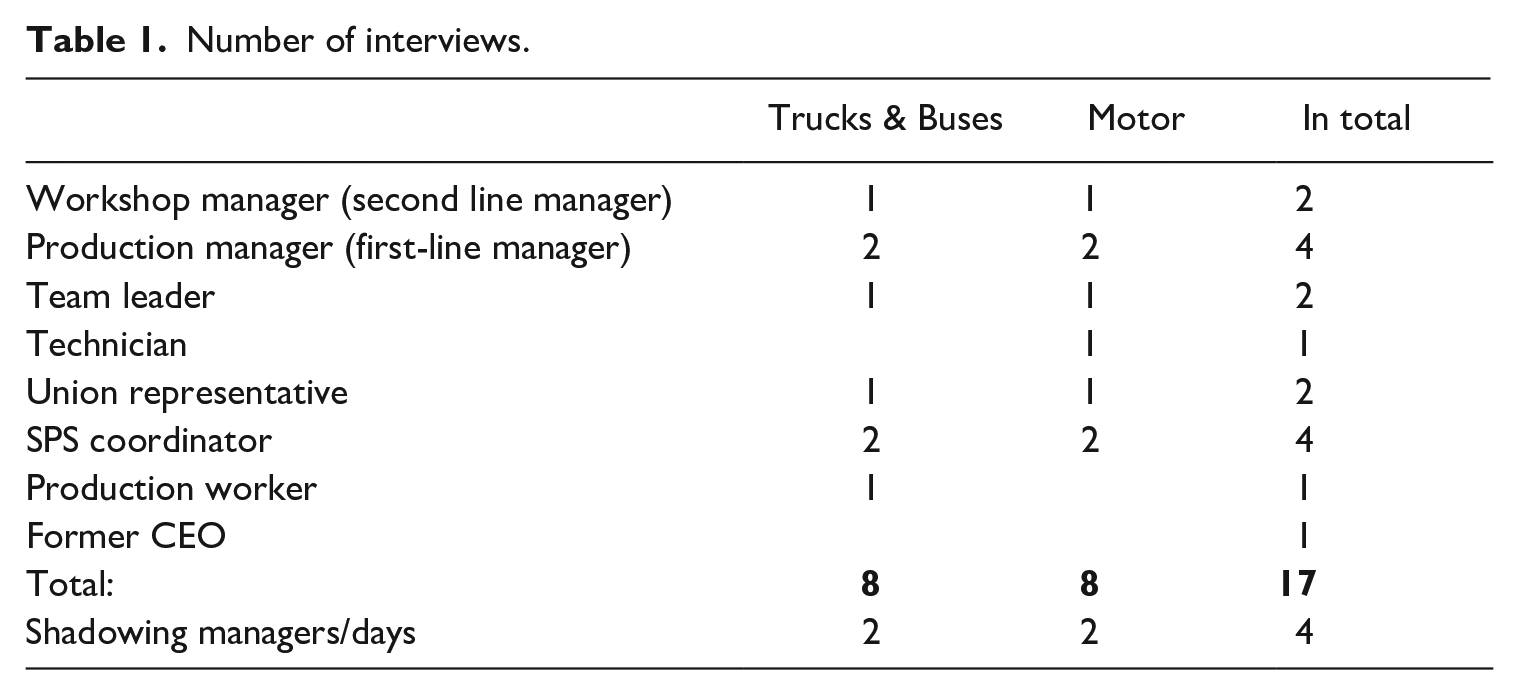
Interviews were conducted with managers and technicians at three factories (Trucks assembly, Motor production and Bus chassis assembly) and also with Leif Östling, the former CEO of Scania. It may be noted that Östling was behind Scania’s long-term collaboration with Toyota in production technology issues, vividly described in his autobiography (Östling, 2019). Interviews in the factories were conducted with workshop managers, first-line production managers, team leaders, technicians and SPS coordinators. Two SPS coordinators were interviewed twice, before and after the other interviews. In order to get a possible contrasting view, two full-time blue-collar union representatives/chairpersons were interviewed, one each from Trucks and Motor, and also one production worker. In total 17 interviews were carried out (see Table 1 for an overview). Of the eight interviews in trucks and buses assembly, four were related to trucks, two to buses and two combined. The trucks and bus assembly had separate production lines but were located in the same building and they shared many functions. All interviews were recorded and transcribed, and in most cases lasted about 1.5 hours. The union representatives have extensive contacts with their members and were able to express their concerns, and since they had long tenure in the company they were also able to reflect on the development of work organization over a long period of time.
Number of interviews.
The empirical material also consists of the shadowing of three managers and a team leader for a workday each. Two of these managers worked at the motor factory and one each in the other two factories. A tour of the factories at the beginning of the study allowed an overview of the factories while the shadowing days were excellent opportunities to observe everyday operations and activities taking place in the factories. The shadowing also facilitated informal chats with the managers and different people on the shop floor.
Notes were taken while shadowing the managers in their daily activities. At the end of each day these notes were discussed with the managers to ensure the accuracy of our understanding of the observed activities. Issues of interest for the study were discussed in order to obtain a more complete picture of the production systems. Finally, a feedback meeting with Scania representatives took place in which preliminary results and analyses were discussed, which was very informative concerning production managers’ and technical specialists’ view on leadership and production issues.
Thematic coding was used to analyse the empirical data. The secondary data were primarily used to reconstruct Scania’s implementation of STS around 1990. Primary data from the interviews with long-time employees who had been employed at Scania in the 1990s were also part of the empirical data, as we compared this model with the SPS production model in use as of 2017.
Results: Scania and its production models
Scania: History and culture
Almost since its founding in 1891, Scania has manufactured heavy trucks in addition to buses and industrial and marine engines. In 1912, the company established its headquarters and main industrial site in Södertälje, a city a half-hour drive from Stockholm. The company has production sites in other areas of Sweden and in France, the Netherlands and Brazil. In 2014, the Volkswagen Group acquired Scania as a wholly-owned subsidiary. However, Scania enjoyed at the time of study a significant autonomy as the most successful heavy truck unit in the group. In 2019, Scania had around 50,000 employees, a turnover of about 15 billion Euros and an operating profit of 1.7 billion Euros.
The 1990 Scania production model (STS)
Scania’s production model changed during the 1940s from skilled craft work to assembly line production, and repetitive work processes. All tasks were centralized under a hierarchical management arrangement (Giertz, 1991). The history of Scania’s 1990 socio-technical work model began with the company’s labour problems of the 1960s. Scania struggled in these years to hire qualified production personnel and to manage its high rate of employee turnover. The metalworkers at Scania went on strike in 1964. Faced with these problems, both the unions and management expressed interest in socio-technical work models. In April 1969, Scania proposed a new work design inspired by socio-technical principles that is now referred to as the STS.
Scania’s goal was to find ways to increase employee job satisfaction and productivity through job expansion, job rotation, and, in some cases, the creation of semi-autonomous teams. In addition, Scania created development teams in which operators, supervisors and production technicians were to discuss, among other things, production results, product quality and work methods and processes (Giertz, 1991). Two people in particular supported this work design: the head of the metalworkers’ union and the chief production manager at Scania. By the 1970s, Scania had formed development teams in the chassis workshops and group assembly teams in the petrol and diesel engine workshops. Gradually, however, these experiments petered out.
But already in the early 1980s a new production model along STS principles was being introduced at the Bus chassis assembly factory. Operators could work in individual cycles of two to four hours or in group assembly cycles of 10 hours. Responsibility for control and adjustment was delegated to the operators and more responsibility for balancing and detailed planning to the assembly groups. The employees, who viewed these changes positively, were more engaged in their work, with many positive outcomes as a result (Giertz, 1991). At the Södertälje factory work organizational issues returned in the mid-1980s. Production managers and workshop engineers in the highly automated and capital-intensive engineering divisions were the driving force. More motivated and more technically qualified personnel therefore had to be employed.
In 1986, Scania implemented a team organization for the workshops. Each team would consist of 10–15 employees who would take responsibility for all tasks within a limited workshop section: cleaning, test driving, quality control, readjustment, programming, machine maintenance and timesheet reports. At one described workshop the employee turnover and short-term sick leave were significantly reduced during the first years after implementing this new team organization (Giertz, 1991).
However, these work organizational principles were not suitable for all other sections (Giertz, 1991). Even so, at the end of the 1980s a team-based organization was implemented at one part of the chassis workshop. Carriers that moved the chassis between fixed stations replaced the non-flexible assembly line. Two teams of 12 operators, working longer work cycles under more autonomous conditions, could assemble two chassis each day. Operators were given the opportunity to advance to controllers, adjusters, designers, or supervisors.
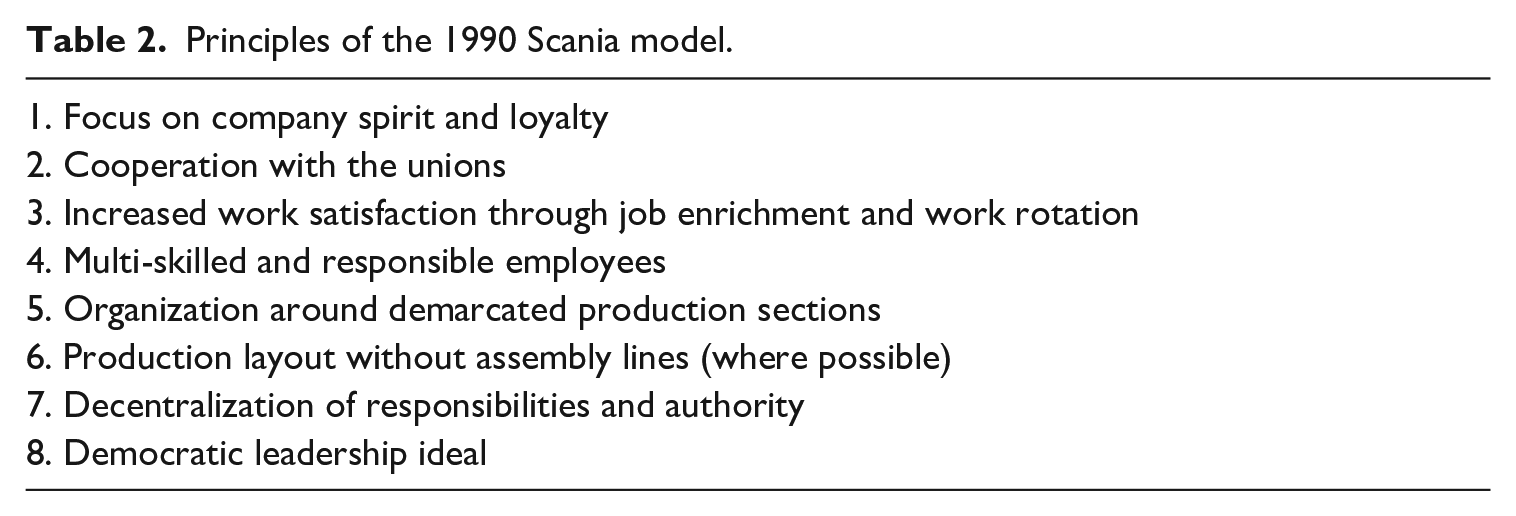
In the beginning of the 1990s, various STS design models were in use at Scania, some of them quite well-functioning, others less so (Giertz, 1991). The Scania STS organization model around 1990 is summarized in Table 2.
Principles of the 1990 Scania model.
Scania’s 2017 SPS production model – background
There are many different reasons for the moving away from the STS production models, such as inadequate methodological competence and that rationalization gains were often reaped by the operators, for example that experienced operators preferred long breaks rather than helping the inexperienced. Other issues were poorly designed compensation systems, power issues, and an overemphasis on similarities in production models throughout the companies (Berggren, 1992, 1993; Boglind et al., 2013; Börnfelt, 2006; Engström et al., 2004; Johansson, 2015; Oudhuis, 2015). Still another and most important aspect has to do with the fact that the products had become so much more complex over the years and that the introduction of customer-built vehicles created a strong product variation. This led to a demand for shorter work cycles due to the difficulties for operators in handling a large product variation in long work cycles. Production cycles within the STS system could last for one hour or more even though the products themselves were often highly standardized.
The Scania production system
In the mid-1990s, Scania as an early adopter, began to develop a new production model: the SPS, which is inspired by TPS and by lean. The Scania CEO, Leif Östling, who established a close cooperation with Toyota, supported this model. Under his leadership, Scania began to introduce the SPS in 1995, following his trips to Japan and company visits at Toyota. This cooperation still existed at the time of study.
Scania has persisted in its efforts to implement their TPS/lean-inspired model. Step by step, the SPS has become a never-ending learning process. In recent years, small teams (five operators, a team leader and a substitute) have replaced the earlier 10- or 12-member teams. Leadership in general now provides much more coaching and feedback than before. However, differences among the three factories need to be noted. For example, owing to differences in production volumes, Motor production has a takt time 2 of less than two minutes, Bus production has a takt time exceeding 30 minutes, and Truck assembly has a takt time of six to eight minutes.
Table 3 presents the principles of the 2017 Scania model. Below we analyse each principle of the model and draw comparisons with the 1990 Scania model.
Principles of the 2017 Scania model.
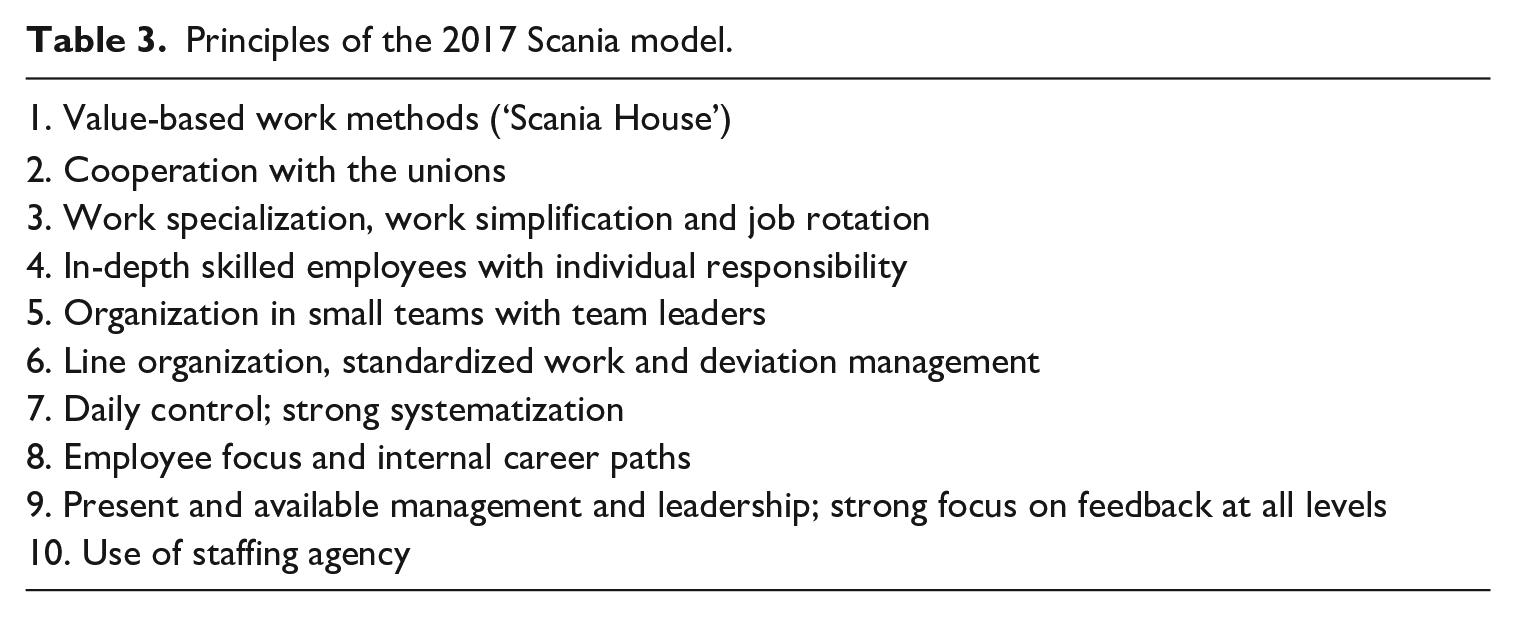
Results: The 10 principles of the 2017 Scania model (the SPS)
1. Value-based work methods (The Scania House)
Scania’s corporate culture is expressed in ‘The Scania House’, which is a pictorial/textual representation of the company’s core values. The House depicts the company’s way of thinking and doing things that is intended to achieve desired results using a common language and balancing the interests of the customers, employees and the company. The House is founded on six values (three original and three additional after the merger with VW): Customer first, Respect for the individual and Elimination of waste are the three original core values describing a model where the three parts need to be in balance: customer needs, employee needs and company needs. The three additional values, Integrity, Determination and Team spirit, describe how to act. The Scania House also includes four main principles: Normal situation, Standardization, Right from me and Demand driven output. It should be noted that the House is built from the ground upwards starting with Values, Leadership, Principles and Priorities. Continuous improvement is at the top/roof and clarifies its position as the central principle. Moreover, the House includes safety, quality, delivery and cost as key production indicators. As a first-line manager states:
The SPS comes from the TPS, but we have shaped it to fit the Swedish culture. The Scania House is our own. It’s about values, principles, priorities, and leadership.
He underlines Respect for the individual as a special trait in the model in accordance with Sederblad (2013b). Human beings should be in focus. For their well-being, they need the right prerequisites, tools and safe ergonomics. As a comparison, an SPS manager explains the difference between the SPS and the TPS:
It [the TPS] is more controlled, with more detail. There are even marks in the ground that show you where to stand. That is how exact it is. You must stand in a certain position. This is not how we do it here.
Respect for the individual in the Scania House means providing development opportunities for employees and inviting their participation in problem solving, whereas continuous improvement, according to Scania, means to engage operators in continuous work improving standardized work processes in all possible ways, with the underlying intention to increase productivity and also strengthen employee commitment, motivation and job satisfaction.
Customer first in the Scania House means the work processes must produce the customer-built vehicles, without defects, including all required variations. The internal production mottos are: ‘No customers should ever get a truck with defects’ and ‘Not even the slightest beauty defect should occur, even if you need a magnifying glass to see it’. Compromises on quality lead to more compromises on quality, the argument goes. The underlying reason for the ambition to build the best truck in the world is to create a strong sense of pride to work for Scania and an identification with Scania.
2. Cooperation with the unions
Scania in Sweden is heavily unionized, and over 80% of the workers in Södertälje were union members at the time of study. Management–union relations have had their ups and downs at Scania, sometimes a close collaboration, at times a more strained relationship.
Production managers work with the union on environmental and safety issues and on employee disciplinary and rehabilitation issues, such as trying to find new jobs for operators who can no longer continue with the line work. Scania has a well-developed rehabilitation process where workers are given several new possibilities to test different work stations if they cannot perform their work tasks. The union representatives have an active role in this process. Since some issues are very complex, managers would prefer more simplified and less prolonged negotiations. Differences of opinions at times arise over work standardization, salaries and the use of a staffing agency.
Still, the interviewees report that management and the unions generally work constructively with each other. During and in the aftermath of the financial crisis in 2008–9, Scania decided not to terminate any permanent employees despite a very sharp drop in demand. The union representatives expressed pride in being part of Scania and in the products and their quality. There was a belief that Scania was the best heavy truck manufacturer in the world and that this was a collective achievement. One representative described the tradition of cooperation and his cooperative attitude with these words:
The cooperation [with the company] functions quite well even if we have somewhat different views on how to solve various things. . . . I don’t think one should be like a cat and a mouse, we actually have a joint goal, it is this product we all live on. And not only we, the community lives on it as well, it is our common future. . . . If we are competitive, we can keep the jobs.
The other union representative was more critical towards the factory management and thought the quest for eliminating waste had made the working conditions less human, with no time for rest and only short social encounters (see more in sections 3 and 6).
3. Work specialization, work simplification and job rotation
Cycle times have been reduced steadily, which is especially noticeable at Motor where the times now are less than two minutes in the main assembly line. Each takt/cycle should be highly productive with close attention paid to waste minimization and the elimination of for instance ‘unnecessary’ steps. At this pace, operators are not allowed to use their mobile phones, listen to music, or even talk to each other when the assembly line runs. Several engineers/technicians have such a fast flow as an ideal for successively reducing the takt time second by second. Long cycle times contain much more waste and are more difficult to improve, they reason. It also takes much longer for operators to master their tasks if there are many steps, which is another argument for short cycle times.
After the small team reorganization there were far fewer opportunities for job rotation than when there were 10- and 12-member teams. The situation, especially at some sections at Motor, was problematic due to high staff turnover according to some of the interviewed managers. Some operators only knew just two positions instead of five positions, since substitutes were not always available to enable them to learn new positions. Moreover, since the job monotony is high and the learning curve is rather fast, many operators want to advance very quickly, at times after only one month in a position, which is far too soon. It took some persuasion to try to make these individuals accept considerably longer timeframes.
A trend towards work intensification is visible. The Motor union representative complains about the short cycle times and the reduction in job rotation, which he says lead to psychological and physiological problems among employees. He also complains that he is not allowed to talk to the operators except on work breaks. He states:
There is no time to stop and talk as we did in the 1990s. . . . Work used to be social. Today, work is not.
This union representative compares 1990 and today. He mentions the larger teams that were once responsible for the whole production process and where each operator would make 25 to 30 positions in a row on a motor. Operators had roles with tasks assigned to them by technicians and managers. Today, operators in small teams are placed at their own workstation position.
Because of lower production volumes, Bus differs significantly from Motor and Trucks. The Bus work cycles are approximately 30 minutes, which allows for broader work responsibilities. Staff turnover is much lower, and the average age of operators is much higher. Representatives from the bus factory saw the benefits of long work cycles, it provided more meaningful jobs, production was flexible and the operators had time to help each other spontaneously. In addition, the operators were more skilled and had better knowledge of the products and the production system.
4. In-depth skilled employees with individual responsibility
The new model emphasizes the importance of employees’ in-depth learning and expertise. Employees are often assigned as ‘position owners’, which means they are made responsible to lead development efforts of the position’s standardized way of working. A Motor team leader explains that formerly, during the STS period, Scania had a role system in which certain team members were responsible for different areas such as quality, stop times, new products and the work environment. Today, each position owner is required to be a specialist on their own position for standard developments, product knowledge, deviations and stop times. Team leaders are responsible for managing specialist training; at the time of study focus was on attempting to transfer responsibility for writing standard sheets to the position owners (with help from team leaders), after discussions with the whole team.
Yet there are problems. In sections with high staff turnover, operators risk only learning two positions, as noted above: at Motor a total of four minutes of work. As a result, the work becomes overly repetitive. As for these short cycle times, an SPS coordinator argues that becoming in-depth skilled requires a two-minute limit, a viewpoint contradicted by others such as a first-line Truck manager, who claims that learning simply takes longer with longer takt times.
5. Organization in small teams with team leaders
In 2010, Scania restructured its teams by reducing the number of team members to the present 5 + 1 model (5 operators and a team leader). The team leader is a coach who is responsible for various managerial tasks. There are advantages and disadvantages with this and although operators receive more attention and feedback than previously, they have fewer rotation possibilities. In addition, some team members found it socially better in larger groups.
The work attitudes vary among the small teams at the factories. Some teams help each other and share responsibility. They are eager to learn and to participate in improvement work. Other teams, however, with high absence and turnover rates, are unmotivated and bored. They are unable to rotate positions easily and lack interest in advancement. Most teams are somewhere in between these two poles. As an example of a positive development, a team leader gives her team members more independence. By avoiding the role of the intermediary, she addresses long-term issues while simultaneously encouraging the operators to take more responsibility in their work.
One conclusion is evident. More team leaders are needed when the team size is reduced. Scania has had difficulty in finding enough operators with leadership skills who could assume the role of team leader. This might to some extent explain why some teams end up in negative circles of teams with high turnover and absenteeism.
6. Line organization, standardized work and deviation management
Scania’s new production model has a line organization design, standardized work processes, and a procedure for deviation management. Transparency is highly valued. When deviations are observed, they must be reported upward. Motor is a leader in proactively avoiding deviations and in deviation reporting but this way of working is highly institutionalized also in the chassis and bus factories. Scania emphasizes position ownership, continuous improvement and daily meetings as tools that can improve production by rewarding high quality and efficient processes.
Scania introduced a new truck model during the study. This model had numerous start-up problems – with the truck and with the line process, which involved various internal departments and external suppliers. A great deal of patience, energy and time was needed before all parties found satisfactory solutions.
In well-functioning teams, team members rotate positions and have low absentee rates. There are few defects and unexpected deviations. In other groups, daily production is problematic because employees do not function well in their new positions, substitutes are missing, job rotation is infrequent, as is the partaking in continuous improvement activities and team leaders often have to work in production. Scania managers had experienced that when people with good leadership skills assume the team leader positions, marked improvements in the teams occurred.
The union representatives generally approve of the current focus on standardization on the factory floor as an appropriate way of organizing the production. However, one of the representatives had concerns it may be overemphasized. He described a robot-like system, in particular at the Motor assembly:
In my opinion, this is a robot system with living human beings. We are programmed for robot tasks, two-minute robot tasks. And on top of that, there are clocks everywhere. I am programmed when I stand as I watch the clock 54, 55, 56 seconds. That’s my focus. I do not focus on my work.
7. Daily control; strong systematization
Lean whiteboards that visualize the work activities are prominently displayed throughout the Scania factories. These whiteboards present data on productivity, deviations, stop times, safety and health issues, attendance/absenteeism, various risks (quality and safety), and more. The whiteboards also have data (directed at the teams, first-line managers, or second-line managers) on how to work with deviations and other matters as recommended in manager–employee meetings.
RTM (real time management) meetings and so-called pulse meetings are held in the early morning and at various work intervals during the day. Operators and managers at all levels attend these daily RTM meetings, which deal with recent production problems and how they could be solved. As regards pulse meetings, some are held once a week (e.g. meetings with first-line managers and process and product technicians). Other pulse meetings address staff issues (e.g. rehabilitation issues) and involve HR partners, first-line managers and the staffing agency representatives.
The whiteboards and the meetings reflect the strong systematization and daily control that characterize the management philosophy at Scania. The company uses these tools to emphasize its company-wide commitment to the production of very high-quality vehicles and to manufacturing efficiency.
However, a concern for first- and second-line managers was the lack of time to focus on strategic issues due to the time spent on these daily meetings, as they are both numerous and frequent, and the work in between was focusing on current problems.
8. Employee focus and internal career paths
Scania is committed to developing employees’ competences and advancing their careers. For example, one goal is to implement full rotation of the operators among the five operator positions. Development opportunities are provided by position ownership, improvement work and work in smaller projects. Bus tried a particular way of strengthening employee involvement. Operators were invited to help production engineers to balance the work among the positions more evenly, with great success. Still, production is prioritized over these ambitions. For example, if substitutes are not available, training exercises and development work are postponed.
Operators can become team leaders or technicians as the first steps on the career ladder. As regards the technician work role, Scania accepts applications annually for courses that teach the required competences for accepted applicants. The next step on the career ladder is to become first-line manager and thereafter a second-line manager role, which is possible to achieve for previous operators without academic degrees.
9. Present and available management and leadership; strong focus on feedback at all levels
With the change to small teams, team leaders were required to provide more support for all team members. At the same time, first- and second-line managers relocated their offices closer to the factory floor. Each morning, they greet every operator on a first-name basis. First-line managers and team leaders observe the operators individually to check if standards are followed. A first-line manager comments:
The biggest change is to be closer to the teams at all times. This requires more detailed controls. If you are close, you see what is going on, while it’s going on. Today we are more of a team. I’m on the floor where I can help, advise, and coach. I always wear my Scania T-Shirt.
However, there are challenges to this active management style. Finding solutions to immediate and short-terms problems often takes priority over finding solutions to long-term quality issues. First-line managers also complain about the lack of time for employee development. Or they feel they spend too much time on the shop floor.
10. Use of the staffing agency
Scania uses a staffing agency for staff recruitment for two reasons. First, by hiring staff, numerical flexibility can be achieved, which facilitates coping with fluctuating markets. Second, since new employees are hired on a trial period basis, a recruitment base consisting of suitable personnel is created.
However, after the Volkswagen Group acquisition, only 10% of the workforce can be hired via the agency (formerly, it was 30%). Interviewed Scania managers saw this as a problem since they may have to employ agency workers after only a few months, unlike before when they got a much better picture of whether these workers were diligent enough to function well over longer periods of time. A representative from the union pointed out how this system put a lot of pressure on the staffing agency personnel having to show themselves worthy of permanent employment at Scania:
The hiring practices are confusing to the operators. We own the work place, but the staffing agency determines the positions and salaries [of the hired personnel]. That is not good. You [the hired personnel] are under extreme pressure for six months. You have to be good, you must be capable, and you cannot be ill.
Discussion
From 1990 to 2017: Scania production models
In the socio-technical years at Scania many ideas were tested, and many experiments were implemented – all intended to benefit the company by using the operators’ knowledge, innovative abilities and wish for involvement. This production model promoted employee autonomy, production ownership and work enrichment. In some cases, the model produced increased productivity, quality improvements and reductions in staff turnover and absenteeism (Giertz, 1991). However, there were problems when managers and/or workshop teams did not commit fully to the model, sometimes causing rather severe quality defects and late deliveries to customers according to some of the interviewees with long tenure. Another problem had to do with the inability to reach the model’s efficiency potential. At times operators therefore would reap the gains (longer breaks, increased chit-chatting, etc.).
Successively important changes at Scania have led away from this socio-technical work design. These changes, inspired by Toyota and lean work principles, led to the development of the Scania Production System (SPS), a production model with systemized daily control, standardization, short cycle times (especially at Motor), and a faster work pace than in the former model. The SPS also reduced team size, established permanent team leader positions, and promoted position ownership and continuous improvement of detailed work standards. At a first glance, in these respects the model seems to be in line with the lean theoretical hallmarks described above. Still, the crucial question is whether Scania’s new model has benefited from lessons learned from the older model. Coming back to our research questions, can we talk about a viability, a marginalization or rather a hybridization of the earlier Scania STS model? See Table 4 for a comparison of the 1990 and 2017 models.
A comparison of the 1990 Scania model with the 2017 Scania model.
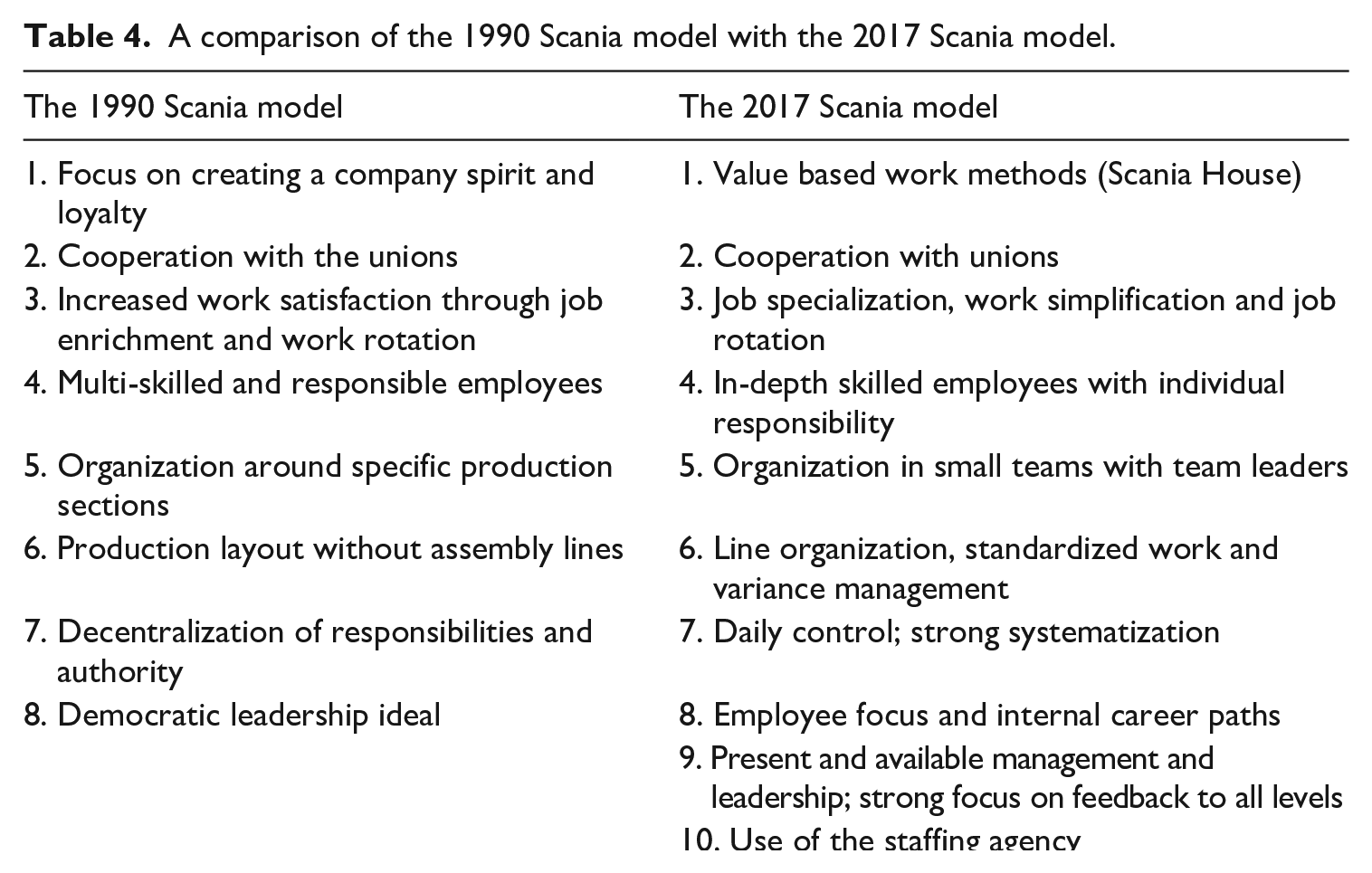
The 1990 and the 2017 models show some similarities in at least two ways. First, both models promote cooperative relationships with the unions. Second, both models reflect a democratic and humanistic leadership style. In these respects, the former 1990 model partially retains its viability in the 2017 model.
On the other hand, quite a few elements from the earlier model are clearly marginalized in the new model or have disappeared altogether. This makes it difficult to talk about a remaining STS-influenced production model in Scania, i.e. that the new model would be a hybridized model. Instead, we find a TPS- and lean-inspired production model, combined with some features traceable from the previous STS model in terms of a democratic and humanistic ideal described in the Scania House and in the bus factory’s multi-skilled operators. However, the actual production layout and processes, especially noticeable at Motor, have little resemblance to the STS model. It is therefore quite obvious that a marginalization of the former Scandinavian STS model is at hand. But with that said, in today’s Scania/TPS/lean model there are still certain features of the previous STS model and what we refer to as an operator-oriented lean.
So, what can we learn using stakeholder theory as an analytical lens? The theoretical stakeholder model inspired by Ohno (1988) and Björkman and Lundqvist (2013) (see Figure 1) highlights the need for a balance between the customer’s, employees’ and company interests for a production system to be viable in the long term. As for lean in its above description, we would argue that the following lean elements are connected to the three stakeholder parties:
Customer needs/requirements: Quality and reliability (through standardized production, continuous improvement and delivery on time), best price (through reduction of waste), customer adaption (through a great product variation).
Co-worker needs/requirements: Development at work, job enrichment, creativity, job satisfaction, participation/influence and engagement (through continuous improvement and career pathways).
Company needs/requirements: Efficiency, profitability (through continuous improvement/reduction of waste, standardized production, all shorter cycle times).
It can be added that the need/requirement levels must be sufficiently high in order to reach and maintain the necessary stakeholder balance.
A complex picture
The study contains three different factories with big differences in their implementation of the SPS model, especially when comparing the Motor factory with Bus. This is in line with the necessity of contextualization due to large differences in volumes. While many lean tools are the same, the differences in takt time (2 minutes vs 30 minutes) creates a greatly different work situation for operators as regards work content and working environment as a whole.
On the one hand, Scania’s implementation of the SPS model is truly impressive in its efforts to reach high productivity, profitability and quality levels. There are teams characterized by aspects in accordance with employee needs, such as the development of production processes and work organization in the operator roles as experts/position owners supported by experienced and skilled team leaders. With an emphasis on a coaching leadership style these team leaders try to support the principle of Respect for the individual, in accordance with the Scania House (cf. Sederblad, 2013b). Other features include whiteboard meetings as information platforms (cf. van Dun and Wilderom, 2016). Position ownership and rotation possibilities combined with achievable career paths promote positive work attitudes. Despite the fact that line work itself is strongly controlled and monotonous, a certain balance is achieved between the three parties of the stakeholder model.
On the other hand, the development in other teams indicates a vulnerability in the SPS design such as the risk of a rather sharp imbalance between the three stakeholders in the model. The reasoning goes as follows. A further SPS rationalization may imply that the work needs to be tightly controlled leading to ever-stricter working conditions. The justification is that a few seconds of inattention can cause delays or quality defects. Therefore, one is not able to talk to the other team members, mobiles are forbidden as well as listening to music during work hours. One decisive factor is highly skilled and experienced team leaders. When such team leaders are missing team cohesion suffers, staff turnover and absenteeism increase while job rotation decreases due to unavailable substitutes when having to replace absent team members. Moreover, there is little time for continuous improvement work, reflection and innovation in these teams. As shown above, the decisive element in the TPS/lean/SPS model is continuous improvement (Ohno, 1988; Shah and Ward, 2003, 2007; The Scania House). When that very element is more or less missing the production model has difficulties to uphold the stakeholder model and the need for a simultaneous balance between customer, company and co-workers.
To reach such a balance at Scania, we would argue, the TPS/lean theoretical aspects of efficiency and quality would benefit from being combined with STS aspects of work enrichment and involvement in a much more profound way than is today the case. That is, a stronger emphasis should be put on the co-worker part of the model in order to reach the desired simultaneous balance for all three stakeholders. Or, in other words, there is a need to strive for more of a hybrid model in order to make the SPS model long-term viable. We call this model the operator-oriented model of lean in contrast to the engineering-oriented model of lean which lacks sufficient focus on co-worker needs and overemphasizes efficiency and customer focus. In order to qualify as a hybrid model there should be a larger emphasis on job enrichment and autonomy of the workers, as suggested by Oudhuis and Tengblad (2013). Such a development of the model linkage can lead to increased employee commitment, motivation and satisfaction that in turn leads to increased efficiency and productivity. When employees lack such commitment, motivation and satisfaction, they are inclined to think of themselves merely as human robots in assembly line production. As Browning and Heath (2009: 26) state, an overemphasis on efficiency is a threat to productivity.
Looking at the stakeholder model, one conclusion is that during the STS era, there was an imbalance in meeting the needs of the company and the co-workers and a relative neglect of the customer, while in the SPS model the focus is mainly on fulfilling the needs of the customer and company.
Conclusions
It appears that the prospects to return to a period where the STS model gains prominence in Scania and other large manufacturers are rather slim, due to global competition, difficulties in handling large product variation and the limitation of the model to create customer value and a good profitability over time. The STS model could be viable however in companies that produce products in smaller volumes and where extensive craft skills are needed to produce high-quality products.
Moreover, what may be possible to achieve for companies like Scania is a hybridized version of lean, where the focus is not only on repetitive work in short cycles, but also includes time for improvement work, taking responsibility and job enrichment. The bus factory is a good example and the truck factory is relatively good on this point.
The article’s main contribution is a conceptual description of the lean philosophy in a Swedish context by the comparison of two different work organization models in the light of the stakeholder model as an analytical instrument. By so doing, it is possible to state what features remain over time and what changes have occurred. This comparison reveals the difficulty in balancing the positive elements of a work model based in socio-technical ideals with a work model based in mainstream efficiency principles. In Scania we found support mainly for our marginalization hypothesis, although the lean implementation is made in a collaborative manner and with the aim of combining efficiency with a good work environment.
Another important contribution is the question it poses with regard to the viability of the lean production model as such. Striking a workable balance between efficiency, product quality and working conditions to simultaneously benefit the needs of all three stakeholders (customer, company, co-workers) is a challenge to all companies, including Scania, in an ever-more competitive environment where employee participation is a key for company success (see Björkman and Lundqvist, 2013). Put differently, when the balance in the stakeholder model is disrupted, there are also negative consequences for the company and the customers. The cost of replacing staff who leave or are on sick leave is considerable, not to mention the risk of quality defects and delivery delays that in turn hit the customers and risk a loss in trust.
We therefore suggest that operators are assigned more responsibility for areas such as maintenance and quality control and provided with more opportunities to develop the process and to take part in other job enriching activities. Moreover, as the positive team development indicates, with a strong will to proceed with the STS possibilities inherent in the SPS model, it would be possible to combine high productivity and sustainable work. This is not an easy task and there are tensions between the three perspectives. A perfect balance is impossible to achieve, but we argue that without integrating co-workers’ needs into the job design such a production system will not be viable over time due to the difficulties of attracting and retaining co-workers, and in addition of keeping them in good health.
Footnotes
Acknowledgements
The authors are grateful for the valuable comments received from the anonymous reviewers and from the journal editor.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research was funded by Forte: The Swedish Research Council for Health, Working Life and Welfare. Grant number: 2015-00435.